
型締装置
【課題】機械長が十分に短く構造がシンプルで、エネルギ損失が少なく、高速に型締することができる型締装置を提供する。
【解決手段】
固定側金型(8)が取り付けられている固定プラテン(9)と、可動側金型(10)が取り付けられている可動プラテン(11)と、これらプラテンを連結している4本のタイバー(13)と、型締力を発生させる型締力発生機構(20)とから型締装置(3)を構成する。型締力発生機構(20)は、超磁歪材料からなる変形部材(22)とコイル(25)とから構成し、タイバー(13)に設ける。ロック機構(18)によって型閉状態にして、コイル(25)によって磁界を発生させると、変形部材(22)が変形してタイバー(13)が弾性変形し型締力が得られる。
【解決手段】
固定側金型(8)が取り付けられている固定プラテン(9)と、可動側金型(10)が取り付けられている可動プラテン(11)と、これらプラテンを連結している4本のタイバー(13)と、型締力を発生させる型締力発生機構(20)とから型締装置(3)を構成する。型締力発生機構(20)は、超磁歪材料からなる変形部材(22)とコイル(25)とから構成し、タイバー(13)に設ける。ロック機構(18)によって型閉状態にして、コイル(25)によって磁界を発生させると、変形部材(22)が変形してタイバー(13)が弾性変形し型締力が得られる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、固定側金型が取り付けられる固定プラテンと、可動側金型が取り付けられる可動プラテンの2個のプラテンからなる、いわゆる2プラテン方式の型締装置に関するものである。
【背景技術】
【0002】
射出成形機は、従来周知のように一対の金型、これらの金型を型締する型締装置、樹脂材料を溶融して金型内に射出する射出装置等から構成され、型締装置を駆動して金型を型締めし、金型内のキャビティに射出装置から溶融樹脂を射出し、冷却固化を待って型締装置を駆動して金型を開くと所望の成形品が得られる。型締装置として、例えばトグル式型締装置が周知である。トグル式型締装置は、固定側金型が取り付けられる固定盤すなわち固定プラテンと、可動側金型が取り付けられる可動盤すなわち可動プラテンと、型締ハウジングすなわちリアプラテンとからなる3個のプラテンを備えている。そして4本のタイバーが、可動プラテンを挿通するようにして、固定プラテンとリアプラテンとを連結しており、トグル機構が可動プラテンとリアプラテンとの間に設けられている。従ってトグル機構を駆動すると可動プラテンが駆動され、型開閉したり、型締することができるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平07−80886号公報
【特許文献2】特開2011−20368号公報
【特許文献3】特開2007−174769号公報
【0004】
型締装置として、固定プラテンと可動プラテンの2個のプラテンからなるいわゆる2プラテン方式の型締装置も周知であり、特許文献1、2に記載されている。特許文献1に記載の型締装置において、固定プラテンと可動プラテンは、タイバーと所定のボールネジナット機構によって連結されている。このボールネジナット機構は、2本のボールネジと、所定の形状の1個のボールナットとを一組として構成されている。2本のボールネジの一方はリードが短い、あるいは雄ネジのピッチが小さい。そして他方はリードが長い、あるいは雄ネジのピッチが大きい。ボールナットには、一方の端部から中央部にかけてピッチの小さい雌ネジが形成され、他方の端部から中央部にかけてピッチの大きい雌ネジが形成されている。このようなボールナットの一方と他方とから、前記したリードの異なる2本のボールネジのそれぞれの一方の端部が螺合して、全体が1本の棒状を呈している。そしてこれらのボールネジのそれぞれの他方の端部は、固定プラテンと可動プラテンに、回転可能に、かつ軸方向の移動が規制された状態で設けられている。従って、どちらのボールネジを回転しても、可動プラテンを軸方向に駆動することができるようになっているが、型開閉するときにはリードの長いボールネジを、型締するときにはリードの短いボールネジを回転する。このようにすると高速に型開閉でき、強い力で型締できることになる。
【0005】
特許文献2に記載の型締装置は、いわゆる2プラテン方式の型締装置ではあるが、前記したトグル式型締装置の特徴も備えている。すなわち型締用のトグル機構と、リアプラテンに類似した所定のハウジングとを備えている。この型締装置には、4本のタイバーが設けられ、それぞれのタイバーは、固定プラテンを挿通するようにしてハウジングと可動プラテンとを連結している。これらのタイバーは、可動プラテンに連結される端部近傍がスタッドボルト状を呈し、所定の長さに渡って円周方向の複数本の溝が形成されている。そして可動プラテンには、このようなタイバーをロックする分割ナットすなわちハーフナットからなるロック手段が設けられている。従ってハーフナットを駆動するとハーフナットが前記したタイバーの溝と係合して可動プラテンとタイバーとをロックすることができ、また係合状態を解除してアンロックすることができる。可動プラテンには所定の駆動機構が設けられ、ロック手段を解除した状態で可動プラテンをスライドさせて型開閉できるようになっている。特許文献2に記載の型締装置においては、ハウジングと固定プラテンの間に型締用のトグル機構が設けられている。従って可動プラテンを駆動して型閉じし、タイバーを可動プラテンにロックし、この状態でトグル機構を駆動すると型締することができる。なおこのトグル機構は、前記したトグル式型締装置のトグル機構と比して、軸方向の機械長がかなり短い。従ってこのトグル機構によっては型開閉することはできない。
【0006】
特許文献3には、型締装置と直接関係はないが、いわゆる超磁歪材料からなる所定の素子を備えたアクチュエータが記載されている。磁歪とは、外部から磁界をかけると所定の方向に変形する性質である。超磁歪材料はこの変形の度合いが大きい材料であり、例えば1.0kOe(キロ・エルステッド)の磁界をかけると1,100ppmの割合で変形する材料が周知である。特許文献3に記載のアクチュエータは、このような超磁歪材料からなる所定の素子と、この素子に磁界をかけるコイルと、素子の変形による軸方向の変位を拡大する所定の機構とを備えている。この機構は、所定の支点に軸支されているテコ状の板バネ体を備えており、素子の端部が板バネ体の一方の端部に当接している。従って素子が軸方向に変位して板バネ体の一方の端部を押すと、板バネ体の他方の端部が大きく変位する。すなわち変位量が拡大される。この拡大された変位量を取り出してアクチュエータとして利用することができる。なお、超磁歪材料は従来の磁歪材料と比して変形の度合いが大きいと言えるが、変形が十分に大きいわけではない。従って、超磁歪材料の応用分野は限られており、アクチュエータとして利用する場合には、特許文献3に記載のアクチュエータのように、微小な変位を拡大するような機構を設けるようにすることが一般的である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
トグル式型締装置によっても、あるいは特許文献1、2に記載の2プラテン方式の型締装置によっても、金型を適切に型締めすることができる。従って射出成形機に採用された場合、その性能については全く問題がない。しかしながら改善すべき点も見受けられる。例えばトグル式型締装置は、型開閉が高速に実施できると共に大きな型締力を得ることができ型締装置として優れているが、トグル機構の長さが長いので装置の機械長が長くなってしまうという問題がある。特許文献1に記載の型締装置の場合には、機械長は短いが、型開閉と型締の両方の機能を両立させるためにリードの異なる2本のボールネジと複雑な形状のボールナットを必要とするので、ボールネジナット機構が高価になってしまうという問題がある。また特許文献2に記載の型締装置の場合には、ある程度機械長が短くなってはいるが、型締するという目的のためだけにリアプラテンに類似したハウジングとトグル機構を格別に必要としており、その分だけ機械長が長くなるし、構造も複雑である。またトグル機構型締装置においても、特許文献1、2に記載の2プラテン方式の型締装置においても、型締はトグル機構、ボールネジ等の所定の機構によって行うので、摩擦等によるエネルギ損失が生じてしまうし、高速に型締することはできない。仮に超磁歪材料からなる素子を型締機構として採用することも考えられるが、特許文献3に記載のアクチュエータのように、磁歪による変位を利用するには変位を拡大して取り出すことが一般的である。このような技術常識に照らして設計する場合、変位を拡大する機構を設けることになる。そうすると構造が複雑になってしまうだけでなく型締に必要な大きな力が得られない。
【0008】
本発明は、上記したような問題点を解決した、型締装置を提供することを目的としており、具体的には機械長が十分に短くシンプルな構造でありながら必要な型締力を得ることができ、エネルギ損失が少なく型締に要するエネルギが最小で済み、高速に型締することができる型締装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために、固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、固定プラテンと可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなる2プラテン方式の型締装置として構成する。そして型締力発生機構は、超磁歪材料からなる変形部材とコイルとから構成し、変形部材は所定の長さの肉厚の円筒状を呈するように形成する。この型締装置において、タイバーは固定プラテンまたは可動プラテンを貫通して所定長さだけ外方に延長するようにし、この延長部分に変形部材を嵌合する。そしてタイバーの先端に所定のストッパを設けて変形部材を係止するように構成する。型閉状態にして、コイルによって磁界を発生させると、変形部材が変形してタイバーが弾性変形し、所望の型締力が得られる。
【0010】
かくして、請求項1記載の発明は、上記目的を達成するために、固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、前記固定プラテンと前記可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなり、前記型締力発生機構は、超磁歪材料からなる変形部材とコイルとを備え、前記コイルによって磁界を発生させると前記変形部材が変形し、それによって前記タイバーが弾性変形して型締力が得られるようになっていることを特徴とする2プラテン方式の型締装置として構成される。
請求項2に記載の発明は、請求項1に記載の型締装置において、前記タイバーは前記固定プラテンまたは前記可動プラテンを貫通して所定長さだけ外方に延長され、前記変形部材は所定の長さの肉厚の円筒状を呈し、前記タイバーの延長された部分に嵌合され、前記タイバーの端部に設けられている所定のストッパによって係止されるように構成される。
【発明の効果】
【0011】
以上のように、本発明は、固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、固定プラテンと可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなる2プラテン方式の型締装置として構成されている。このように型締ハウジングに相当する部材が無いので機械長は十分に短い。そして型締力発生機構は、超磁歪材料からなる変形部材とコイルとを備え、コイルによって磁界を発生させると変形部材が変形し、それによってタイバーが弾性変形して型締力が得られるように構成されている。磁歪による変形は摩擦等の機械的な損失がないのでエネルギ損失が小さい。従って油圧ポンプやサーボモータを駆動する電圧に比して低電圧での駆動が可能になる。また磁界の強さを調整すれば磁歪による変形量を正確に制御でき、型締力を正確に制御することができる。そして変形は1ms以下でなされる。すなわち応答性に優れ、高速に型締することができるという本発明に特有の効果も得られる。他の発明によると、タイバーは固定プラテンまたは可動プラテンを貫通して所定長さだけ外方に延長され、超磁歪材料からなる変形部材は所定の長さの肉厚の円筒状を呈し、タイバーの延長された部分に嵌合され、タイバーの端部に設けられている所定のストッパによって係止されている。この変形部材にコイルで磁界をかければタイバーは弾性変形して型締力が発生する。このように構成されているので型締力発生機構はシンプルであり、装置の製造が容易である。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態に係る射出成形機を一部断面で示す正面図である。
【図2】本発明の実施の形態に係る射出成形機の作用を説明する図で、その(ア)〜(ウ)は、型締装置の型締時におけるそれぞれの状態を示す正面図である。
【図3】本発明の他の実施の形態に係る射出成形機を模式的に示す図で、その(ア)は第2の実施の形態に係る射出成形機を、その(イ)は第3の実施の形態に係る射出成形機を示す正面図である。
【発明を実施するための形態】
【0013】
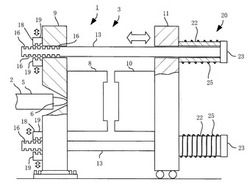
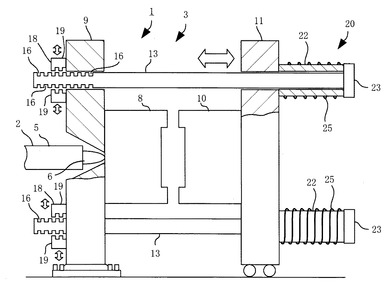
以下、本発明の実施の形態について説明する。本実施の形態に係る射出成形機1も、図1に示されているように、溶融樹脂を射出する射出装置2と、金型を型締めする型締装置3とから構成されている。射出装置2は従来周知のように構成され、シリンダ5、このシリンダ5内で回転方向と軸方向とに駆動可能に設けられているスクリュ、シリンダ5の先端に設けられている射出ノズル6、等からなり、シリンダ5にはヒータが巻かれている。図1にはスクリュ、ヒータは示されていない。従ってヒータによってシリンダ5を加熱し、スクリュを回転方向に駆動して材料の樹脂をシリンダ5内に供給すると、樹脂は溶融されてシリンダ5の先端部に計量されることになる。そしてスクリュを軸方向に駆動すると溶融樹脂を射出することができる。
【0014】
本実施の形態においては、型締装置3はいわゆる2プラテン方式の型締装置として構成されている。すなわち型締装置3は、固定側金型8が取り付けられている固定プラテン9と、可動側金型10が取り付けられている可動プラテン11と、両プラテン9、11を連結している4本のタイバー13、13、…とから概略構成されている。可動プラテン11には、可動プラテン11を固定プラテン9方向に前進、あるいは後退させて金型8、10を型開閉させる型開閉機構が設けられているが、型開閉機構は図1には示されていない。
【0015】
本実施の形態においては、4本のタイバー13、13、…の、固定プラテン9寄りの所定の長さの部分には、その外周面に円周方向の溝16、16、…が等間隔で複数本形成されている。タイバー13、13、…は固定プラテン9を貫通して所定の長さだけ外方に延びており、この延びている部分にも円周方向の溝16、16、…の一部が形成されている。固定プラテン9には、可動プラテン10と反対側の面に、タイバー13、13、…をロックするロック機構18、18、…が設けられている。ロック機構18、18、…は、2つ割のナット状すなわちハーフナット状を呈する一対のロックナット19、19、…から構成され、ロックナット19、19、…の内周面には、溝16、16、…と係合する複数の段部が形成されている。このようなロックナット19、19…は、各タイバー13、13、…の1本毎に一対のロックナット19、19、…が上下から挟むように設けられ、上下方向にスライドできるようになっている。従って一対のロックナット19、19をタイバー13方向にスライドすると、タイバー13の所定の溝16、16、にロックナット19、19の段部が係合して、タイバー13を固定プラテン9にロックすることができるようになっている。
【0016】
本実施の形態においては、型締力を発生させる型締力発生機構20は、後で構造を詳しく説明するが、いわゆる超磁歪材料からなる所定の変形部材22を備えている。磁歪とは磁界をかけたときに所定の方向に変形する性質のことであり、超磁歪材料は変形の度合いが特に大きい材料のことをいう。本実施の形態においては、超磁歪材料として、TDK株式会社製の「PMT−1」材料が使用されている。PMT−1は基本物性が下の表に示されているように、強さが3.0kOe(キロ・エルステッド)の磁界をかけると所定の方向に1,450ppm変形することが分かる。
【0017】
【表1】

【0018】
型締力発生機構20は、このような超磁歪材料からなる変形部材22、22、…、タイバー13、13、…、等から構成されているが、具体的な構造を説明する。タイバー13、13、…は、可動プラテン11を貫通して所定の長さだけ外方に延長されている。この延長された部分に変形部材22、22、…が設けられている。変形部材22、22、…は、前記した超磁歪材料からなり所定の長さの肉厚の円筒状を呈している。円筒の内径はタイバー13、13、…の外径よりわずかに大きく、これによって変形部材22、22、…はタイバー13、13、…に緩やかに嵌合されることになる。タイバー13、13、…の端部には変形部材22の外径よりも大きい所定のストッパ部材23、23、…が固着されている。このストッパ部材23、23、…によって変形部材22、22、…は一方の端面が可動プラテン11に、他方の端面がストッパ部材23、23、…に当接することになる。従って方閉じ後に変形部材22、22、…が軸方向に延びると、タイバー13、13、…を軸方向に弾性変形させることができる。このような変形部材22、22、…には、その外周部にコイル25、25、…が設けられ、図示されない電源からコイル25、25、…に電流を供給できるようになっている。このように型締力発生機構20は、タイバー13、13、…と、ストッパ部材23、23、…と、変形部材22、22、…と、コイル25、25、…と電源とから構成されていることになる。
【0019】
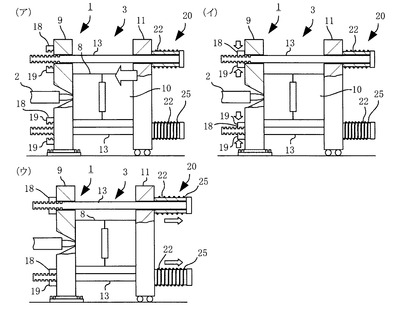
本実施の形態に係る射出成形機1の作用を説明する。型締装置3においてロック機構18、18、…を解除する。すなわちロックナット19、19、…を開いてタイバー13、13、…をアンロックする。図2の(ア)に示されているように図示されていない型開閉機構を駆動して可動プラテン11を固定プラテン9側にスライドする。すなわち型閉じする。図2の(イ)に示されているように、ロックナット19、19、…を締めてロック機構18、18、…を作動させる。そうするとタイバー13、13、…が固定プラテン9にロックされる。型締力発生機構20において、コイル25、25、…に電流を供給して磁界を発生させる。変形部材22、22、…は磁界によって実質的に瞬間的に変形し、図2の(ウ)に示されているように軸方向に延びる。タイバー13、13、…は弾性変形して所望の型締力が得られる。射出装置2において溶融した樹脂を型締された金型8、10内に射出する。冷却固化を待って、コイル25、25、…への電流の供給を停止し、ロック機構18、18、…を解除する。型開閉機構を駆動して型開きすると成形品を得ることができる。
【0020】
次に具体的な例によって、変形部材22の具体的な大きさを決定する方法を説明する。変形部材22の長さをL(cm)、断面積をA(cm2)とすると長さL、断面積Aは次の式1、式2のように表すことができる。
【数1】
【数2】
ここで、ΔlTiebarはタイバー13の伸び(cm)を、εは磁歪の伸びによる歪み(無次元)を、Eは変形部材22のヤング率(N/m2)を、σcompは磁歪の伸びによって受ける圧縮応力(N/m2)を、そしてFは型締力(N)を、それぞれ表す。従って式1、式2から、4個の変形部材22の総体積V(cm3)は次の式3のように表すことができる。
【数3】
【0021】
株式会社日本製鋼所製の製品番号「J180AD」の射出成形機はトグル機構によって180tonfの型締力を得ることができるようになっているが、トグル機構を本実施の形態に係る型締力発生機構20に置き換えて同様の型締力である180tonfの型締力を得ることを考える。180tonfの型締力を得るには、タイバー13の伸びΔlTiebarは、次のようにする必要がある。
ΔlTiebar = 1.042(mm) = 1.0422×10−1(cm)
そして型締力Fは次のようになる。
F = 180×103×9.8(N)
コイル25によって磁界強さ3.0kOeの磁界を発生させる場合、表1より磁歪の伸びによる歪みεは次のようになる。
ε = 1450×10−6
表1よりヤング率E=2.0×1010を得、これらを式1、式2、式3に代入すると、以下のように式1’、式2’、式3’が得られる。
【数4】
【数5】
【数6】
【0022】
式3’において、圧縮応力σcompが1.45×107(N/m2)になるようにすると、4個の変形部材22の総体積V(cm3)が最小になることが分かる。すなわち必要な型締力を得るための、変形部材の最小限の体積が得られる。この圧縮応力σcompを式1’、式2’に代入すると、変形部材22の長さLとして144cm、断面積Aとして304cm2が得られる。また式3’より総体積Vとして1.75×105cm3が得られる。この時の変形部材22、22、…の総重量は密度8.85g/mLより、1.55×106gとなる。このように変形部材22、22、…を設計すれば、必要な型締力を得ることができる。
【0023】
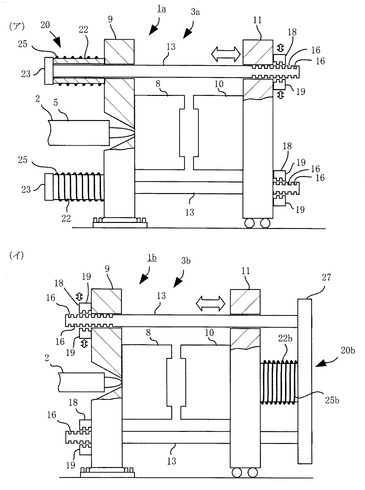
本実施の形態に係る射出成形機は色々な変形が可能である。例えば図3の(ア)には第2の実施の形態に係る射出成形機1aが、図3の(イ)には第3の実施の形態に係る射出成形機1bがそれぞれ示されている。それぞれの実施の形態において、前実施の形態に係る射出成形機1と同様の部材には同じ参照番号を付して説明を省略する。第2の実施の形態に係る射出成形機1aの型締装置3aにおいては、ロック機構18は可動プラテン11に設けられ、型締力発生機構20は固定プラテン9に設けられている。この実施の形態においても前実施の形態に係る射出成形機1と同様の作用を奏することが容易に理解できる。また第2の実施の形態においては、型締力発生機構20の変形部材22、22が射出装置2側に設けられているので、さらに機械長が短くなるという効果も得られる。第3の実施の形態に係る射出成形機1bにおいては、型締装置3bが前実施の形態に係る型締装置3と若干相違している。具体的には可動プラテン11の後方に所定のハウジング27が設けられ、タイバー13、13、…の端部がこのハウジング27に固着されている。そして可動プラテン11とハウジング27の間に、1個変形部材22bと、1個のコイル25bとからなる型締力発生機構20bが設けられている。この実施の形態に係る射出成形機1bにおいても、前実施の形態に係る射出成形機1と同様の作用を奏することが容易に理解することができる。
【符号の説明】
【0024】
1 射出成形機 2 射出装置
3 型締装置 5 シリンダ
8 固定側金型 9 固定プラテン
10 可動側金型 11 可動プラテン
13 タイバー 18 ロック機構
20 型締力発生機構 22 変形部材
23 ストッパ部材 25 コイル
【技術分野】
【0001】
本発明は、固定側金型が取り付けられる固定プラテンと、可動側金型が取り付けられる可動プラテンの2個のプラテンからなる、いわゆる2プラテン方式の型締装置に関するものである。
【背景技術】
【0002】
射出成形機は、従来周知のように一対の金型、これらの金型を型締する型締装置、樹脂材料を溶融して金型内に射出する射出装置等から構成され、型締装置を駆動して金型を型締めし、金型内のキャビティに射出装置から溶融樹脂を射出し、冷却固化を待って型締装置を駆動して金型を開くと所望の成形品が得られる。型締装置として、例えばトグル式型締装置が周知である。トグル式型締装置は、固定側金型が取り付けられる固定盤すなわち固定プラテンと、可動側金型が取り付けられる可動盤すなわち可動プラテンと、型締ハウジングすなわちリアプラテンとからなる3個のプラテンを備えている。そして4本のタイバーが、可動プラテンを挿通するようにして、固定プラテンとリアプラテンとを連結しており、トグル機構が可動プラテンとリアプラテンとの間に設けられている。従ってトグル機構を駆動すると可動プラテンが駆動され、型開閉したり、型締することができるようになっている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平07−80886号公報
【特許文献2】特開2011−20368号公報
【特許文献3】特開2007−174769号公報
【0004】
型締装置として、固定プラテンと可動プラテンの2個のプラテンからなるいわゆる2プラテン方式の型締装置も周知であり、特許文献1、2に記載されている。特許文献1に記載の型締装置において、固定プラテンと可動プラテンは、タイバーと所定のボールネジナット機構によって連結されている。このボールネジナット機構は、2本のボールネジと、所定の形状の1個のボールナットとを一組として構成されている。2本のボールネジの一方はリードが短い、あるいは雄ネジのピッチが小さい。そして他方はリードが長い、あるいは雄ネジのピッチが大きい。ボールナットには、一方の端部から中央部にかけてピッチの小さい雌ネジが形成され、他方の端部から中央部にかけてピッチの大きい雌ネジが形成されている。このようなボールナットの一方と他方とから、前記したリードの異なる2本のボールネジのそれぞれの一方の端部が螺合して、全体が1本の棒状を呈している。そしてこれらのボールネジのそれぞれの他方の端部は、固定プラテンと可動プラテンに、回転可能に、かつ軸方向の移動が規制された状態で設けられている。従って、どちらのボールネジを回転しても、可動プラテンを軸方向に駆動することができるようになっているが、型開閉するときにはリードの長いボールネジを、型締するときにはリードの短いボールネジを回転する。このようにすると高速に型開閉でき、強い力で型締できることになる。
【0005】
特許文献2に記載の型締装置は、いわゆる2プラテン方式の型締装置ではあるが、前記したトグル式型締装置の特徴も備えている。すなわち型締用のトグル機構と、リアプラテンに類似した所定のハウジングとを備えている。この型締装置には、4本のタイバーが設けられ、それぞれのタイバーは、固定プラテンを挿通するようにしてハウジングと可動プラテンとを連結している。これらのタイバーは、可動プラテンに連結される端部近傍がスタッドボルト状を呈し、所定の長さに渡って円周方向の複数本の溝が形成されている。そして可動プラテンには、このようなタイバーをロックする分割ナットすなわちハーフナットからなるロック手段が設けられている。従ってハーフナットを駆動するとハーフナットが前記したタイバーの溝と係合して可動プラテンとタイバーとをロックすることができ、また係合状態を解除してアンロックすることができる。可動プラテンには所定の駆動機構が設けられ、ロック手段を解除した状態で可動プラテンをスライドさせて型開閉できるようになっている。特許文献2に記載の型締装置においては、ハウジングと固定プラテンの間に型締用のトグル機構が設けられている。従って可動プラテンを駆動して型閉じし、タイバーを可動プラテンにロックし、この状態でトグル機構を駆動すると型締することができる。なおこのトグル機構は、前記したトグル式型締装置のトグル機構と比して、軸方向の機械長がかなり短い。従ってこのトグル機構によっては型開閉することはできない。
【0006】
特許文献3には、型締装置と直接関係はないが、いわゆる超磁歪材料からなる所定の素子を備えたアクチュエータが記載されている。磁歪とは、外部から磁界をかけると所定の方向に変形する性質である。超磁歪材料はこの変形の度合いが大きい材料であり、例えば1.0kOe(キロ・エルステッド)の磁界をかけると1,100ppmの割合で変形する材料が周知である。特許文献3に記載のアクチュエータは、このような超磁歪材料からなる所定の素子と、この素子に磁界をかけるコイルと、素子の変形による軸方向の変位を拡大する所定の機構とを備えている。この機構は、所定の支点に軸支されているテコ状の板バネ体を備えており、素子の端部が板バネ体の一方の端部に当接している。従って素子が軸方向に変位して板バネ体の一方の端部を押すと、板バネ体の他方の端部が大きく変位する。すなわち変位量が拡大される。この拡大された変位量を取り出してアクチュエータとして利用することができる。なお、超磁歪材料は従来の磁歪材料と比して変形の度合いが大きいと言えるが、変形が十分に大きいわけではない。従って、超磁歪材料の応用分野は限られており、アクチュエータとして利用する場合には、特許文献3に記載のアクチュエータのように、微小な変位を拡大するような機構を設けるようにすることが一般的である。
【発明の概要】
【発明が解決しようとする課題】
【0007】
トグル式型締装置によっても、あるいは特許文献1、2に記載の2プラテン方式の型締装置によっても、金型を適切に型締めすることができる。従って射出成形機に採用された場合、その性能については全く問題がない。しかしながら改善すべき点も見受けられる。例えばトグル式型締装置は、型開閉が高速に実施できると共に大きな型締力を得ることができ型締装置として優れているが、トグル機構の長さが長いので装置の機械長が長くなってしまうという問題がある。特許文献1に記載の型締装置の場合には、機械長は短いが、型開閉と型締の両方の機能を両立させるためにリードの異なる2本のボールネジと複雑な形状のボールナットを必要とするので、ボールネジナット機構が高価になってしまうという問題がある。また特許文献2に記載の型締装置の場合には、ある程度機械長が短くなってはいるが、型締するという目的のためだけにリアプラテンに類似したハウジングとトグル機構を格別に必要としており、その分だけ機械長が長くなるし、構造も複雑である。またトグル機構型締装置においても、特許文献1、2に記載の2プラテン方式の型締装置においても、型締はトグル機構、ボールネジ等の所定の機構によって行うので、摩擦等によるエネルギ損失が生じてしまうし、高速に型締することはできない。仮に超磁歪材料からなる素子を型締機構として採用することも考えられるが、特許文献3に記載のアクチュエータのように、磁歪による変位を利用するには変位を拡大して取り出すことが一般的である。このような技術常識に照らして設計する場合、変位を拡大する機構を設けることになる。そうすると構造が複雑になってしまうだけでなく型締に必要な大きな力が得られない。
【0008】
本発明は、上記したような問題点を解決した、型締装置を提供することを目的としており、具体的には機械長が十分に短くシンプルな構造でありながら必要な型締力を得ることができ、エネルギ損失が少なく型締に要するエネルギが最小で済み、高速に型締することができる型締装置を提供することを目的としている。
【課題を解決するための手段】
【0009】
本発明は、上記目的を達成するために、固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、固定プラテンと可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなる2プラテン方式の型締装置として構成する。そして型締力発生機構は、超磁歪材料からなる変形部材とコイルとから構成し、変形部材は所定の長さの肉厚の円筒状を呈するように形成する。この型締装置において、タイバーは固定プラテンまたは可動プラテンを貫通して所定長さだけ外方に延長するようにし、この延長部分に変形部材を嵌合する。そしてタイバーの先端に所定のストッパを設けて変形部材を係止するように構成する。型閉状態にして、コイルによって磁界を発生させると、変形部材が変形してタイバーが弾性変形し、所望の型締力が得られる。
【0010】
かくして、請求項1記載の発明は、上記目的を達成するために、固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、前記固定プラテンと前記可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなり、前記型締力発生機構は、超磁歪材料からなる変形部材とコイルとを備え、前記コイルによって磁界を発生させると前記変形部材が変形し、それによって前記タイバーが弾性変形して型締力が得られるようになっていることを特徴とする2プラテン方式の型締装置として構成される。
請求項2に記載の発明は、請求項1に記載の型締装置において、前記タイバーは前記固定プラテンまたは前記可動プラテンを貫通して所定長さだけ外方に延長され、前記変形部材は所定の長さの肉厚の円筒状を呈し、前記タイバーの延長された部分に嵌合され、前記タイバーの端部に設けられている所定のストッパによって係止されるように構成される。
【発明の効果】
【0011】
以上のように、本発明は、固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、固定プラテンと可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなる2プラテン方式の型締装置として構成されている。このように型締ハウジングに相当する部材が無いので機械長は十分に短い。そして型締力発生機構は、超磁歪材料からなる変形部材とコイルとを備え、コイルによって磁界を発生させると変形部材が変形し、それによってタイバーが弾性変形して型締力が得られるように構成されている。磁歪による変形は摩擦等の機械的な損失がないのでエネルギ損失が小さい。従って油圧ポンプやサーボモータを駆動する電圧に比して低電圧での駆動が可能になる。また磁界の強さを調整すれば磁歪による変形量を正確に制御でき、型締力を正確に制御することができる。そして変形は1ms以下でなされる。すなわち応答性に優れ、高速に型締することができるという本発明に特有の効果も得られる。他の発明によると、タイバーは固定プラテンまたは可動プラテンを貫通して所定長さだけ外方に延長され、超磁歪材料からなる変形部材は所定の長さの肉厚の円筒状を呈し、タイバーの延長された部分に嵌合され、タイバーの端部に設けられている所定のストッパによって係止されている。この変形部材にコイルで磁界をかければタイバーは弾性変形して型締力が発生する。このように構成されているので型締力発生機構はシンプルであり、装置の製造が容易である。
【図面の簡単な説明】
【0012】
【図1】本発明の実施の形態に係る射出成形機を一部断面で示す正面図である。
【図2】本発明の実施の形態に係る射出成形機の作用を説明する図で、その(ア)〜(ウ)は、型締装置の型締時におけるそれぞれの状態を示す正面図である。
【図3】本発明の他の実施の形態に係る射出成形機を模式的に示す図で、その(ア)は第2の実施の形態に係る射出成形機を、その(イ)は第3の実施の形態に係る射出成形機を示す正面図である。
【発明を実施するための形態】
【0013】
以下、本発明の実施の形態について説明する。本実施の形態に係る射出成形機1も、図1に示されているように、溶融樹脂を射出する射出装置2と、金型を型締めする型締装置3とから構成されている。射出装置2は従来周知のように構成され、シリンダ5、このシリンダ5内で回転方向と軸方向とに駆動可能に設けられているスクリュ、シリンダ5の先端に設けられている射出ノズル6、等からなり、シリンダ5にはヒータが巻かれている。図1にはスクリュ、ヒータは示されていない。従ってヒータによってシリンダ5を加熱し、スクリュを回転方向に駆動して材料の樹脂をシリンダ5内に供給すると、樹脂は溶融されてシリンダ5の先端部に計量されることになる。そしてスクリュを軸方向に駆動すると溶融樹脂を射出することができる。
【0014】
本実施の形態においては、型締装置3はいわゆる2プラテン方式の型締装置として構成されている。すなわち型締装置3は、固定側金型8が取り付けられている固定プラテン9と、可動側金型10が取り付けられている可動プラテン11と、両プラテン9、11を連結している4本のタイバー13、13、…とから概略構成されている。可動プラテン11には、可動プラテン11を固定プラテン9方向に前進、あるいは後退させて金型8、10を型開閉させる型開閉機構が設けられているが、型開閉機構は図1には示されていない。
【0015】
本実施の形態においては、4本のタイバー13、13、…の、固定プラテン9寄りの所定の長さの部分には、その外周面に円周方向の溝16、16、…が等間隔で複数本形成されている。タイバー13、13、…は固定プラテン9を貫通して所定の長さだけ外方に延びており、この延びている部分にも円周方向の溝16、16、…の一部が形成されている。固定プラテン9には、可動プラテン10と反対側の面に、タイバー13、13、…をロックするロック機構18、18、…が設けられている。ロック機構18、18、…は、2つ割のナット状すなわちハーフナット状を呈する一対のロックナット19、19、…から構成され、ロックナット19、19、…の内周面には、溝16、16、…と係合する複数の段部が形成されている。このようなロックナット19、19…は、各タイバー13、13、…の1本毎に一対のロックナット19、19、…が上下から挟むように設けられ、上下方向にスライドできるようになっている。従って一対のロックナット19、19をタイバー13方向にスライドすると、タイバー13の所定の溝16、16、にロックナット19、19の段部が係合して、タイバー13を固定プラテン9にロックすることができるようになっている。
【0016】
本実施の形態においては、型締力を発生させる型締力発生機構20は、後で構造を詳しく説明するが、いわゆる超磁歪材料からなる所定の変形部材22を備えている。磁歪とは磁界をかけたときに所定の方向に変形する性質のことであり、超磁歪材料は変形の度合いが特に大きい材料のことをいう。本実施の形態においては、超磁歪材料として、TDK株式会社製の「PMT−1」材料が使用されている。PMT−1は基本物性が下の表に示されているように、強さが3.0kOe(キロ・エルステッド)の磁界をかけると所定の方向に1,450ppm変形することが分かる。
【0017】
【表1】
【0018】
型締力発生機構20は、このような超磁歪材料からなる変形部材22、22、…、タイバー13、13、…、等から構成されているが、具体的な構造を説明する。タイバー13、13、…は、可動プラテン11を貫通して所定の長さだけ外方に延長されている。この延長された部分に変形部材22、22、…が設けられている。変形部材22、22、…は、前記した超磁歪材料からなり所定の長さの肉厚の円筒状を呈している。円筒の内径はタイバー13、13、…の外径よりわずかに大きく、これによって変形部材22、22、…はタイバー13、13、…に緩やかに嵌合されることになる。タイバー13、13、…の端部には変形部材22の外径よりも大きい所定のストッパ部材23、23、…が固着されている。このストッパ部材23、23、…によって変形部材22、22、…は一方の端面が可動プラテン11に、他方の端面がストッパ部材23、23、…に当接することになる。従って方閉じ後に変形部材22、22、…が軸方向に延びると、タイバー13、13、…を軸方向に弾性変形させることができる。このような変形部材22、22、…には、その外周部にコイル25、25、…が設けられ、図示されない電源からコイル25、25、…に電流を供給できるようになっている。このように型締力発生機構20は、タイバー13、13、…と、ストッパ部材23、23、…と、変形部材22、22、…と、コイル25、25、…と電源とから構成されていることになる。
【0019】
本実施の形態に係る射出成形機1の作用を説明する。型締装置3においてロック機構18、18、…を解除する。すなわちロックナット19、19、…を開いてタイバー13、13、…をアンロックする。図2の(ア)に示されているように図示されていない型開閉機構を駆動して可動プラテン11を固定プラテン9側にスライドする。すなわち型閉じする。図2の(イ)に示されているように、ロックナット19、19、…を締めてロック機構18、18、…を作動させる。そうするとタイバー13、13、…が固定プラテン9にロックされる。型締力発生機構20において、コイル25、25、…に電流を供給して磁界を発生させる。変形部材22、22、…は磁界によって実質的に瞬間的に変形し、図2の(ウ)に示されているように軸方向に延びる。タイバー13、13、…は弾性変形して所望の型締力が得られる。射出装置2において溶融した樹脂を型締された金型8、10内に射出する。冷却固化を待って、コイル25、25、…への電流の供給を停止し、ロック機構18、18、…を解除する。型開閉機構を駆動して型開きすると成形品を得ることができる。
【0020】
次に具体的な例によって、変形部材22の具体的な大きさを決定する方法を説明する。変形部材22の長さをL(cm)、断面積をA(cm2)とすると長さL、断面積Aは次の式1、式2のように表すことができる。
【数1】
【数2】
ここで、ΔlTiebarはタイバー13の伸び(cm)を、εは磁歪の伸びによる歪み(無次元)を、Eは変形部材22のヤング率(N/m2)を、σcompは磁歪の伸びによって受ける圧縮応力(N/m2)を、そしてFは型締力(N)を、それぞれ表す。従って式1、式2から、4個の変形部材22の総体積V(cm3)は次の式3のように表すことができる。
【数3】
【0021】
株式会社日本製鋼所製の製品番号「J180AD」の射出成形機はトグル機構によって180tonfの型締力を得ることができるようになっているが、トグル機構を本実施の形態に係る型締力発生機構20に置き換えて同様の型締力である180tonfの型締力を得ることを考える。180tonfの型締力を得るには、タイバー13の伸びΔlTiebarは、次のようにする必要がある。
ΔlTiebar = 1.042(mm) = 1.0422×10−1(cm)
そして型締力Fは次のようになる。
F = 180×103×9.8(N)
コイル25によって磁界強さ3.0kOeの磁界を発生させる場合、表1より磁歪の伸びによる歪みεは次のようになる。
ε = 1450×10−6
表1よりヤング率E=2.0×1010を得、これらを式1、式2、式3に代入すると、以下のように式1’、式2’、式3’が得られる。
【数4】
【数5】
【数6】
【0022】
式3’において、圧縮応力σcompが1.45×107(N/m2)になるようにすると、4個の変形部材22の総体積V(cm3)が最小になることが分かる。すなわち必要な型締力を得るための、変形部材の最小限の体積が得られる。この圧縮応力σcompを式1’、式2’に代入すると、変形部材22の長さLとして144cm、断面積Aとして304cm2が得られる。また式3’より総体積Vとして1.75×105cm3が得られる。この時の変形部材22、22、…の総重量は密度8.85g/mLより、1.55×106gとなる。このように変形部材22、22、…を設計すれば、必要な型締力を得ることができる。
【0023】
本実施の形態に係る射出成形機は色々な変形が可能である。例えば図3の(ア)には第2の実施の形態に係る射出成形機1aが、図3の(イ)には第3の実施の形態に係る射出成形機1bがそれぞれ示されている。それぞれの実施の形態において、前実施の形態に係る射出成形機1と同様の部材には同じ参照番号を付して説明を省略する。第2の実施の形態に係る射出成形機1aの型締装置3aにおいては、ロック機構18は可動プラテン11に設けられ、型締力発生機構20は固定プラテン9に設けられている。この実施の形態においても前実施の形態に係る射出成形機1と同様の作用を奏することが容易に理解できる。また第2の実施の形態においては、型締力発生機構20の変形部材22、22が射出装置2側に設けられているので、さらに機械長が短くなるという効果も得られる。第3の実施の形態に係る射出成形機1bにおいては、型締装置3bが前実施の形態に係る型締装置3と若干相違している。具体的には可動プラテン11の後方に所定のハウジング27が設けられ、タイバー13、13、…の端部がこのハウジング27に固着されている。そして可動プラテン11とハウジング27の間に、1個変形部材22bと、1個のコイル25bとからなる型締力発生機構20bが設けられている。この実施の形態に係る射出成形機1bにおいても、前実施の形態に係る射出成形機1と同様の作用を奏することが容易に理解することができる。
【符号の説明】
【0024】
1 射出成形機 2 射出装置
3 型締装置 5 シリンダ
8 固定側金型 9 固定プラテン
10 可動側金型 11 可動プラテン
13 タイバー 18 ロック機構
20 型締力発生機構 22 変形部材
23 ストッパ部材 25 コイル
【特許請求の範囲】
【請求項1】
固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、前記固定プラテンと前記可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなり、
前記型締力発生機構は、超磁歪材料からなる変形部材とコイルとを備え、前記コイルによって磁界を発生させると前記変形部材が変形し、それによって前記タイバーが弾性変形して型締力が得られるようになっていることを特徴とする2プラテン方式の型締装置。
【請求項2】
請求項1に記載の型締装置において、前記タイバーは前記固定プラテンまたは前記可動プラテンを貫通して所定長さだけ外方に延長され、
前記変形部材は所定の長さの肉厚の円筒状を呈し、前記タイバーの延長された部分に嵌合され、前記タイバーの端部に設けられている所定のストッパによって係止されていることを特徴とする型締装置。
【請求項1】
固定側金型が取り付けられている固定プラテンと、可動側金型が取り付けられている可動プラテンと、前記固定プラテンと前記可動プラテンとを連結している複数本のタイバーと、型締力を発生させる型締力発生機構とからなり、
前記型締力発生機構は、超磁歪材料からなる変形部材とコイルとを備え、前記コイルによって磁界を発生させると前記変形部材が変形し、それによって前記タイバーが弾性変形して型締力が得られるようになっていることを特徴とする2プラテン方式の型締装置。
【請求項2】
請求項1に記載の型締装置において、前記タイバーは前記固定プラテンまたは前記可動プラテンを貫通して所定長さだけ外方に延長され、
前記変形部材は所定の長さの肉厚の円筒状を呈し、前記タイバーの延長された部分に嵌合され、前記タイバーの端部に設けられている所定のストッパによって係止されていることを特徴とする型締装置。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−31956(P2013−31956A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−169053(P2011−169053)
【出願日】平成23年8月2日(2011.8.2)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年8月2日(2011.8.2)
【出願人】(000004215)株式会社日本製鋼所 (840)
【Fターム(参考)】
[ Back to top ]