
基材の表面に潤滑性を付与する方法及び潤滑性表面を有する基材
【課題】 潤滑組成物の改良ではなく、基材そのものの表面処理によって、潤滑性を保有させる技術に着目し、従来公知のアルミあるいはマグネシウム系基材の潤滑性付与に留まらず一定の範囲の金属、金属酸化物の基材とする場合に潤滑性を付与する方法及びかかる方法で生み出された摺動部品を生み出した。
【解決手段】 機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に、少なくとも
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりんサン酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを、含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法及び得られた基材。
【解決手段】 機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に、少なくとも
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりんサン酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを、含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法及び得られた基材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、摺動部位を構成する機械部品、例えば摺動部位を構成する自動車エンジンなど内燃機関、ギヤ及び自動変速機、などの動力伝達箇所、油圧機構、軸受け等に有用な潤滑性表面を有する基材のほか、特にクリーンなバイオ・医療環境、エレクトロニクスIT産業環境、あるいは宇宙環境等液体状潤滑油剤を使用できない環境の摩擦磨耗に関与する機械部品・摺動部品において、表面処理により潤滑性を付与する方法及び潤滑性表面を有する基材に関する。
中でも、本発明は、特定の金属もしくはそれら金属の合金、あるいはそれら金属もしくは合金の金属酸化物を基材としたものを対象とするものである。
【背景技術】
【0002】
潤滑性を要求する機械部材や電気機器部材において、通常用いられる手段は、潤滑油のごとき潤滑性組成物を塗布する方法が広く用いられているが、同時に各種の摩擦調整剤が用いられ、厳しい摩擦・磨耗に対する要求特性を満たしている。
しかし、内燃機関や摺動システムの高性能化、高出力化が要求され、従来一般的に用いられている潤滑油剤に添加しているモリブデン化合物や磨耗防止剤だけでは問題が多く、例えば、特公平3−23595号公報には鉱油又は合成油にモリブデン化合物とジチオリン酸亜鉛とアルケニル琥珀酸イミドトアルキルベンゼンスルフォンサンカルシウムを配合した組成物が開示されている。
特公平3−68920号公報には有機モリブデン化合物とりん酸エステルの組み合わせ配合が開示されており、特公平6−62983号公報には潤滑油にモリブデンチオカーバメイトと分散剤を配合した潤滑油組成物が開示され、特開2000−26880号公報には、潤滑油に有機モリブデン化合物と硫黄成分を含有した潤滑油組成物を用い、摺動面に亜鉛を含有する金属材料を用いる潤滑システムが開示されている。
【0003】
一方、これらのような潤滑油剤および各種の添加剤を含む潤滑油剤を用いた摺動部位も多く、その多くの利用分野は潤滑油による環境汚染が許されない分野、例えば、真空状態にある宇宙航空機器、わずかな塵埃の存在も許されないエレクトロニクス・半導体製造分野の機器の摺動部位、絶対的にクリーンな環境を要求するバイオ・医療関連の機器の摺動部位においては、現在のところ二硫化モリブデンや4フッ化ポリエチレン樹脂等の単独、あるいは複合による固体潤滑性皮膜が活用されている。
これらの固体潤滑性皮膜はこれを付与する相手方の基材の種類、摺動条件や環境によっては、剥離や塵芥になる問題があり、必ずしも満足な潤滑方法とはいえないものである。
最近、新技術として、DLC(ダイヤモンドライクカーボン)皮膜を設けることも採用されているが、コーティング膜厚が薄く、非常に高価であることが欠点とされている。
【0004】
これまでに例えばアルミニウム製の機械部品等にモリブデン硫化物等の固体潤滑剤を付与する方法は、特開平8−28346号公報、特開平11−43798号公報、特開2000−249238号公報、特開2004−43730号公報、特開平9−31690号公報、特開2004−43729号公報等が開示されているが、摺動条件が厳しくなると、潤滑性能は低減し、期待する効果が得られにくい。
特に、これらの固体潤滑皮膜の技術では4フッ化ポリエチレン樹脂単独の場合は初期馴染み性がよく、初期摩擦係数は0.05程度を維持し、順次0.1〜0.15レベルを経過すると、皮膜が磨耗損失されるために、摩擦係数が一挙に0.3〜0.4近辺に増大し、潤滑性を損ねる。
特に摩擦荷重が大きい場合は、摺動開始後、間もなく、この現象に達する場合がある。
【0005】
また、二硫化モリブデンや二硫化タングステン等を単独でバインダー樹脂と共に固体潤滑皮膜とした場合、初期馴染み性は、4フッ化エチレン樹脂皮膜よりも劣り、改善が求められているものの、この場合は、かなりの高付加加重に対して潤滑性を維持できるが、十分に満足できるものではない。また、最近注目されているDLC皮膜は初期摩擦係数も、過酷な摺動荷重下における摩擦係数においても、常に低く、安定であることが要求されている。
なお、また、潤滑組成物の改良には、特公平6−62983号公報には有機モリブデン化合物と金属系清浄剤の組み合わせ、特公平5−83599号公報には有機モリブデン化合物と硫黄系化合物の組み合わせ、特公平3−68920号公報には有機モリブデン化合物とりん酸エステルの組み合わせ配合が開示されており、更に、特開2000−26880号公報には、潤滑油に有機モリブデン化合物と硫黄成分を含有した潤滑油組成物を用い、摺動面に亜鉛を含有する金属材料を用いる潤滑システムが開示されているが、いずれも基材の表面を潤滑性皮膜にする技術ではない。
【0006】
一方、基材の表面処理により潤滑性を改良する方法として、アルミニウム及びその合金にモリブデン硫化物、フッ素系樹脂等の潤滑性物質を含浸させたものが開示され、
特開平8−28346号公報にはアルミニウム及びその合金に陽極酸化皮膜を構成し、モリブデン硫化物、フッ素系樹脂等の潤滑性物質を含浸させた内燃機関ピストンの製造方法が開示され、特開平8−28346号公報にはアルミニウム及びその合金に陽極酸化皮膜を構成し、モリブデン・樹脂混合液からなる皮膜を構成した摺動部品が開示されている。
【0007】
【特許文献1】特公平3―23595号公報
【特許文献2】特公平3−68920号公報
【特許文献3】特公平6−62983号公報
【特許文献4】特開2000−2688号公報
【特許文献5】特開平8−28346号公報
【特許文献6】特開平11−43798号公報
【特許文献7】特開2000−249338号公報
【特許文献8】特開2004−43730号公報
【特許文献9】特開平9−31690号公報
【特許文献6】特開2004−43729号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明者らは、上記のように二硫化モリブデンを単独で当該基材の表面に直接あるいは微細な凹凸面あるいは凹凸微細孔に吸着させ摩擦磨耗を低減させる方法では、使用環境が厳しくなると、潤滑性を長期にわたり満足できない点に着目し、潤滑組成物の改良ではなく、基材そのものの表面処理によって、潤滑性を保有させる技術に着目し、従来公知のアルミあるいはマグネシウム系基材の潤滑性付与に留まらず一定の範囲の金属、合金、金属酸化物を基材とする場合に潤滑性を付与する方法及びかかる方法で生み出された摺動部品を生み出した。
従来の固体潤滑剤は第一に初期潤滑性に優れる場合(特にフッ素樹脂系皮膜)は、潤滑寿命が短く、第二に初期特性は今一歩不十分であるが、摺動条件が高荷重等になっても対処できる場合がある(特に二硫化モリブデンあるいはバインダー併用二硫化モリブデン固体潤滑皮膜)が知れているが、本発明はこれらの両者の問題点を一回の処理で解決することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明は、上記従来技術の問題点を解決したものであり、機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に、表面処理による潤滑処理方法、及びかかる方法によって処理された機械部材、電気部材を提供するものであり、
この基材に利用頻度の高いAL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体、あるいは少なくも表面が酸化された金属体あるいは完全酸化物の群から選択されたものを対象とし、
固体潤滑剤として公知のモリブデン硫化物の潤滑特性の中で、特に問題となるフッ素樹脂(4フッ化エチレン樹脂)コーティング並みの低い初期摩擦係数と高荷重摩擦においても安定な低い摩擦係数を得るための発明であって、具体的には、基材として特定の金属、及びその合金を金属材、及びそれらの酸化物の表面処理による潤滑処理方法、及びかかる方法によって処理された機械部材、電気電子部材を提供するものであり、特に亜鉛化合物の化学反応の力を利用し、モリブデン硫化物との相互作用により、摩擦面の摩擦係数が驚異的に低くなるとの知見を生かした発明である。
なお、このような優れた作用に関して理由は十分には解明されていないが、モリブデン硫化物と亜鉛の相互作用により、摩擦面の摩擦係数が驚異的低くなったものである。
【0010】
本発明の概要は以下に記載の通りである。
請求項1の発明は、
AL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体、あるいは少なくも表面が酸化された金属体あるいは完全酸化物の群から選択されたものからなる機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に
少なくとも
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりん酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを、含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法であり、
請求項2の発明は、
A:B=1:1〜50:1の重量比で含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1に記載の基材の表面に潤滑性を付与する方法であり、
請求項3の発明は、
潤滑性付与混合物として、フッ素樹脂、ポリアミド樹脂、アクリル系樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリカーボネートのいずれかから選択されたバインダー樹脂を該A,Bの総量に対して0.5重量%〜10重量%添加してなるものを用いたことを特徴とする請求項1もしくは2のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項4の発明は、
基材の少なくとも潤滑性を要求される表面を多孔性にするか、旋盤加工、研削加工、ショットピーニングにより粗面化した後、該表面に該潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1、2もしくは3のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
【0011】
請求項5の発明は、
該潤滑性付与混合物の分散浴中に、該基材を浸漬して、電気泳動電着して該基材表面に塗装し、潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項6の発明は、
該潤滑性付与混合物を用いて、その分散浴中に該モリブデン硫化物と該亜鉛含有化合物とを浸漬し、両者を反応させ、該基材表面に塗装して潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項7の発明は、
該潤滑性付与混合物を用いて、該基材表面に刷り込み(タンブリング)で潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項8の発明は、
溶剤を含有しない該潤滑性付与混合物粉体を用いて、該基材に静電粉体塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり
請求項9の発明は、
該潤滑性付与混合物を用いて、該基材に流動浸漬して塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
【0012】
請求項10の発明は、
請求項1、2、3、4、5、6、7、8もしくは9のいずれかの方法により表面に潤滑性が付与された基材である。
【0013】
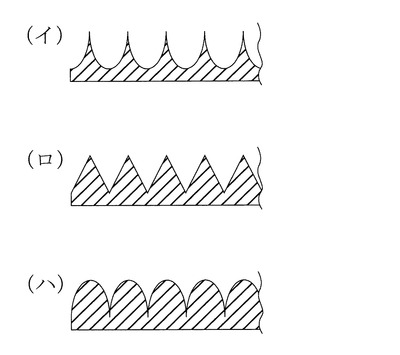
なお、基材の表面粗さは、Ra値(中心線表面粗さ)で、0.1μm〜5μmが皮膜の形成上好ましく、0.1μm未満は皮膜形成が困難であり、5μmを超えると基材の表面を粗面にしたことによる皮膜密着効果が乏しくなる。
粗面化には、図1(イ)、(ロ)、(ハ)に示すような旋盤加工型、研削加工型、ショットピーニング型の種々のものが考えられるが、細かい粗面を構成するショットピーニングが最も効果があり、望ましい表面粗さRa値0.1〜5μmを得やすいので潤滑性皮膜が薄くて基材に密着しやすい効果が得られる。
また、皮膜形成にあたり、電気泳動電着するにおいて、分散液は水あるいはエタノール、メタノール、イソプロピールアルコールなどのアルコール類を10容量%以下添加し、かつ、必要に応じて、各極性の界面活性剤で分散性を向上したり、pH調整剤、シランカップリング剤などを適宜添加することが出来る。
更に電気泳動電着では、電着処理の間、電着液を攪拌、流動、あるいは液循環を行いながら処理することが電着の時間短縮と均一性の点から好ましい。
更にまた、タンブリング処理では、刷り込み圧力と速度、刷り込み回数を適宜選択調整して実施すればよい。
なお、潤滑性付与混合物としてバインダー樹脂を用いると、耐食性、耐衝撃性、電気絶縁性などを塗膜に付与でできる利点があるが、その配合量をA,Bの総和に対して場合は、0.5重量%〜10重量%配合するのが、前記各特性の向上に顕著な効果を発揮できるためで、0.5重量%未満の配合では樹脂の添加の効果が少な過ぎ、期待する効果を得がたく、10重量%を超えると、潤滑性付与の本来の効果が低下するので、好ましくない。
【発明の効果】
【0014】
本発明によるときは、前記従来の技術のように潤滑油の改良ではなく、基材に潤滑性皮膜を設けるものであり、潤滑油を用いるときのように、潤滑油の補充の問題を生じない。 しかも長期にわたり潤滑性が発揮され、基材にAL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体すなわち、純金属及び合金、あるいはそれら金属および合金の群から選択された金属酸化物を基材としたものに対して、薄くて優れた固体潤滑性塗膜を付与することが出来、かつ初期摩擦係数も、過酷な摩擦係数においても、常に低く、安定性が達成され、しかも基材が前記A,B化合物やその反応性生物で侵食されるおそれは無い。
特に亜鉛がモリブデン硫化物を結合する構造が生まれるものと思われ、高度の潤滑性を長期にわたり発揮することが出来る。
【発明を実施するための最良の形態】
【0015】
本発明の最良の形態について説明する。
本発明における基材は金属体(純金属及び合金を含む)特にAl,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属もしくはそれら金属の合金、あるいはそれら金属および合金の群から選択された金属酸化物であり、
合金について説明すれば、アルミ合金においてはCu,Si,Mg,Zn,Mn等の合金を含み、展伸材系、鋳造系を含む。
銅合金には、Zn,Mn,Ni,Fe,P等を含む。
マグネシウム合金にはAl,Zn,Mn,Zr等の合金を含む。
チタン合金にはα型合金、Β型合金を含む。
鉄合金には、C,Cr,Ni,Al,Ti等の合金を含む。,
亜鉛合金には、Al,Sb,Mg,Cu,Sn等の合金を含む。
珪素合金には、珪素鋼板を含む。
次に、金属又は合金の酸化物はアルミナ及び酸化ケイ素あるいは銅の酸化物チタンの酸化物亜鉛の酸化物等が挙げられるが、鉄の酸化物の場合、純鉄は酸化で脆くなるので、一般に材料として使用されていない。また、一般に金属あるいは合金の酸化物は基材の表面のみに形成されたものであってもよい。
【0016】
本発明において、
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりん酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを混合したものは、優れた潤滑性皮膜が得られるとの知見を得た。
【0017】
なお、この場合好ましい配合比は、
A:B=1:1〜50:1の重量比で混合した混合物を潤滑性付与混合物とするが、Aを構成する化合物中モリブデン硫化物とBを構成する亜鉛含有化合物の組み合わせは自由であるが、潤滑性のあるモリブデン硫化物Aに亜鉛含有化合物Bを配合することにより、モリブデン硫化物Aだけでは得られない潤滑性皮膜が得られるとの知見を得た。その理由は定かではないが、亜鉛含有化合物Bの反応性により基材への密着とモリブデン硫化物Aとの適宜な化学反応の結果モリブデン硫化物が亜鉛で結合され、潤滑性が向上するのではないかと思われる。
【0018】
Aのモリブデン硫化物において、
二硫化モリブデンは市販の天然あるいは合成のものが用いられ、例えば東レ・ダウコーニング社の商品名モリコートMがあげられ、その平均粒径はおよそ0.3μmで、水に不溶性である。
テトラチオモリブデン酸アンモニウム((NH4)2MoS4)はモリブデン酸アンモニウムと硫化水素との反応により成長する赤褐色結晶粉末で、水に対する溶解性が大きく、水中で、アンモニウムイオンと4硫化モリブデンイオンに解離する。
ジアルキルジチオカルバミン酸モリブデンはMoDTCとも呼ばれ、分子構造中のMoとSとが摩擦係数に関与する。
ジアルキルジチオりん酸モリブデンはMoDTPとも呼ばれ、分子構造中のMoとSとが摩擦係数に関与する。
【0019】
Bの亜鉛含有化合物において、
硫化亜鉛(ZnS)は白い微粉末であり、水に対して不溶性である。
酸化亜鉛(ZnO)も同様に白い微粉末であり、水に対して不溶性である。
ジアルキルジチオりん酸亜鉛(ZnDTP)は水に対して不溶性である。
ジチオダイアルカリりん酸亜鉛(ZnDDP)は水に対して不溶性である。
これらの配合によって耐食性の改善が可能である。
また、特にAB両者の配合比を重量比で1:1〜50:1とした理由は、この範囲を外れたものより摩擦開始時及び180m摩擦時の摩擦係数が明らかに大きいからである。
AB両者の配合比を所定の範囲として、十分に混合し、水単独あるいは不溶性微粉末の濡れ性と電気泳動電着における帯電性及び帯電極性を向上するためにアルコールあるいは陰イオン性界面活性剤(例えば花王社製商品名ペレックス、あるいはネオペレックス等)が0.1重量%程度の添加で有効である。これにより各種の金属及び合金基板などの金属体あるいはそれらの酸化物に対して、電気泳動電着を行い、金属体の表面あるいは酸化物表面や内部にモリブデン硫化物と亜鉛含有化合物の複合電着層を形成させることが出来る。なお、電気泳動電着は常法により実施できる。
【0020】
また、A及びBの属する化合物は任意の組合わせでも潤滑性付与の効果に大差はない。 ただし、Bの化合物の分解により、Aの化合物の分解で硫黄を遊離すると、基材表面を腐食する傾向があるので、Bの化合物には、酸化亜鉛が好ましい。なお、コスト的には硫化亜鉛、酸化亜鉛は低コストである。
【0021】
バインダー用樹脂について
前記モリブデン硫化物と亜鉛含有化合物との混合物を作製するに際して、樹脂を微粉末として添加することができるが、フッ化ビニル、フッ化ビニリデン等のフッ素樹脂、メタアクリル酸メチルエステル、メタアクリル酸エチルエステル等のアクリル樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート、ポリアミド樹脂等の樹脂をバインダー樹脂として混合することができる。
これらの樹脂は粉末として前記AB両者の総量に対して0.5重量%〜10重量%が好ましい配合量である。0.5重量%未満では塗膜形成に不十分であり、10重量%を超えて多いと、AB両者による潤滑性を低下させるおそれがあるので好ましくない。
【0022】
塗装方式について
本発明の潤滑性塗布膜を形成するためには、出来得れば、該当する表面を粗面化するのが潤滑性組成物を保持するので、好ましい。
潤滑性塗布膜を形成する手段には、モリブデン硫化物と亜鉛含有化合物との混合物を必要に応じて樹脂粉末と及び界面活性剤などを添加し、懸濁液とし、電極間に電位差を与えることにより、膜形成材料を電極(基材)に向かって電気泳動させる電気泳動電着法がある。
また、モリブデン硫化物と亜鉛含有化合物との混合物を含有する塗布用混合物を媒体中に分散させた浴中に、基材を浸漬する浸漬反応法がある。
更に、モリブデン硫化物と亜鉛含有化合物との混合物を含有する塗布用混合物を基材の表面に刷り込むタンブリング法がある。
また更に、モリブデン硫化物と亜鉛含有化合物との混合物を含む混合物の微粉末を基材の表面に静電塗装する方法がある。
なおまた、モリブデン硫化物と亜鉛含有化合物との混合物を含有する塗布用混合物を基材の表面に流動浸漬する方法がある。
いずれにしても被覆後乾燥し、樹脂のある場合は、樹脂を融点もしくは軟化点以上の温度で溶融させて均一の皮膜にする。電解液中に、あるいはこれに所定の樹脂等を配合した溶剤や水を含まない塗装材料粉末からなる塗料を静電塗装して加熱するか、流動浸漬して後加熱して潤滑性皮膜を形成する方法がある。
また、前記の潤滑性付与混合物を分散した分散浴を作製して、これに基材を浸漬し、電気泳動電着により、潤滑性皮膜を形成し、必要に応じて所定の温度に加熱する方法がある。
その他の塗装方法には、モリブデン硫化物と亜鉛含有化合物との混合物あるいはこれに所定の樹脂等を配合した溶剤や水を含む塗料を吹き付けやタンブリング塗装、浸漬塗装して実施できる。
電気泳動電着では、100μm以下に粉砕された前記樹脂粉末をモリブデン硫化物と亜鉛含有化合物との混合物に混合して実施できるが、その際、界面活性剤を用い、濡れ性を改善して効果的に電着できる。界面活性剤は陽イオン系、陰イオン系、ノニオン系のいずれでもよい。
陰イオン系界面活性剤としては、脂肪酸系、直鎖アルキルベンゼン系、高級アルコール系、アルキル硫酸エステル系、αオレフィンスルホン酸ナトリウム、アルキルフェノール系等が挙げられ、陽イオン系界面活性剤としては、第4級アンモニウム塩系が挙げられ、その他非イオン系や両性イオン界面活性剤が挙げられる。
【0023】
基材の表面処理
樹脂粉末を含む場合は、その後、添加した樹脂の性質に合わせて、加熱を行い、基材表面に焼き付ける。この一連の操作の中で、基板の材質によっては前処理として、化成処理や水和物皮膜の化成処理、機械的手段による微細凹凸化(粗面化)を施しておくと、電着性が著しく向上する。その後摩擦係数においても、安定した低い摩擦係数を維持することが出来る。
なお、特に機械的手法により基材表面を粗面化する場合、図3に示すように(イ)旋盤加工型、(ロ)研削加工型、(ハ)ショットピーニング型の形状に大別されるが、固体潤滑性皮膜形成後の磨耗試験において、頭部がラウンドとなるショットピーニング型形状の粗面化が最も望ましく、かつ望ましい表面粗さは、Ra値で、0.1から5μmである。
【0024】
電気泳動電着は、基材の種類にもよるが、基材を陽極とし、カーボン板あるいはステンレス板を陰極とし、電解液となるAモリブデン硫化物とB亜鉛含有化合物の両者を含有し、溶剤、非溶剤に分散した液状の電解液を、AB両者及び樹脂等の微粉末が容器の底に沈殿堆積しないように機械的手段等で攪拌するのが好ましい。電気泳動電着には直流電源を用い、10Vから300Vまでの定電圧電解を30秒から10分間程度行うことにより実施できる。
形成される固体皮膜の厚さは、基材が金属及び合金の場合、その表面に数μmから数100μmの皮膜として形成させることができる。
一方基材が金属酸化物の場合、アルミニウムやマグネシウム合金における陽極酸化皮膜では、AB両者を十分に含浸させるために、陽極酸化による多孔性皮膜の孔径を拡大処理(ポアーワイドニング)したり、りん酸等による大孔径皮膜処理を行うのが好ましい。
SiO2等のガラス基板の場合は、熱アルカリ浴による煮沸や逆にジクロロジメチルシランによる疎水化処理等をシランカップリング剤により、前処理として行う場合がある。
電気泳動電着にあたり、水1リットルあたりA,B等の微粒子を0.05〜10重量%の範囲でよく攪拌しながら行うのが好ましく、電気泳動電着後常温又は熱風乾燥してA,Bによる皮膜を形成することができる。
なお、樹脂を添加して行う場合は、樹脂の融点又は軟化点以上でかねつし、均一nひまくとすることが好ましい。
【0025】
本発明による潤滑性の大幅な向上効果のメカニズムは定かではないが、MoとZnが基材表面や軽金属酸化物の多孔に競合吸着すると、適量のZn濃度が存在する場合、Mo化合物の吸着が増大し、同時にモリブデン硫化物の生成が促進されるものと考えられれる。
【実施例】
【0026】
以下本発明の実施例と比較例について説明する。
本発明の効果を確認するために、下記の基材を作製し、電気泳動法、浸漬法、刷り込み法、静電塗装法、流動浸漬法により潤滑性皮膜を形成した。
試験用基材は、厚さ2mm、縦、横50mmである。
この基材に各種の方法によりモリブデン硫化物Aと、亜鉛化合物Bの所定の比率で含有する混合剤を作製し、各種の方法により塗装皮膜を設けてその摩擦係数を調べた。
同時に、本発明の範囲を外れた試料も作製し、その摩擦係数を調べた。
潤滑性はボールオンディスク型試験機を用い、以下に示す試験方法で摩擦試験を行い、摩擦係数を測定した。
試験条件:試験方法は、JIS R 1613−1993によった。
相手材はSUJ2の5mmΦ鋼球を用いた。
試験試料は、厚さ2mm、縦、横50mmである。
摩擦速度:10cm/秒、摩擦時間:1800秒、摩擦距離:180mである。
なお、本発明において摺動開始時の摩擦係数はほぼ静摩擦係数とみなすことが出来、摺動中の摩擦係数は動摩擦係数を意味する。
また、実験上180m摺動後のデータをとったもので、実験上は10cm/秒で、30分間のテストを行ったため、10cm×60秒×30分=180mの計算式で理解されるような確認試験を行っているが、一般にはこの種の確認テストは100m程度で十分良否判定ができる。従って、請求項2の発明において記載したA:Bの比率で実施された実施例が、より好ましい実施例として理解することが出来る。
なお、一般論として、固体潤滑性物質の摩擦係数は請求項2に示す好ましい範囲は、摩擦係数が小さい放物線状(皿状)の曲線で示されるが、0.3以下のものが好ましいとする判断基準としている。
【0027】
実験例1:基材としてアルミニウムAl050材を用い、バインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて、電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例1〜6及びA剤のみを使用した比較例1を、それぞれ荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表1参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例2〜4が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数がやや劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0028】
【表1】

【0029】
実験例2:アルミニウムAl050材を使用し、15重量%の硫酸浴中で、浴温7℃、電流密度3A/dm2にて20μmの陽極酸化皮膜を作製し、これを試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例7〜12及びA剤のみを使用した比較例2を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表2参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例8〜10が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数がやや劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0030】
【表2】
【0031】
実験例3:マグネシウム合金AZ31Bの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例13〜18及びA剤のみを使用した比較例3を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表3参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例14〜16が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数がやや劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0032】
【表3】
【0033】
実験例4:マグネシウム合金AZ31Bの板材を、NaOHを浴主成分とするアルカリ電解浴で10A/dm2にて25μmの陽極酸化皮膜を作製し、これを試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例19〜24とA剤のみを使用した比較例4を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表4参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例20〜22が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0034】
【表4】
【0035】
実験例5:Ti合金(Ti−6V−4Al)の1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例25〜30を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表5参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例26〜28が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0036】
【表5】
【0037】
実験例6:Ti合金(Ti−6V−4Al)の1mmの板材をNaOHを浴主成分とするアルカリ電解浴で2A/dm2にて25μmの陽極酸化処理を行い、これを試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例31〜36を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表6参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例32〜34が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0038】
【表6】
【0039】
実験例7:純度99.8%の純Cuの1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例37〜42を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表7参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例38〜40が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0040】
【表7】
【0041】
実験例8:純度99.8%の純Cuを加熱して赤色の酸化第一銅となし、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例43〜48を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表8参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例44〜46が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0042】
【表8】
【0043】
実験例9:鋼板SPCC板の1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ9μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例49〜54と(NH4)2MoS4のみ電気泳動電着した比較例5を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表9参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例50〜52が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0044】
【表9】
【0045】
実験例10:鋼板SPCC板の290℃のテンパーカラー酸化皮膜を作製、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例55〜60及び(NH4)2MoS4のみ電気泳動電着した比較例6を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表10参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例56〜58が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0046】
【表10】
【0047】
実験例11:鋼板SUS304の板材を作製、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例61〜66及び(NH4)2MoS4のみ電気泳動電着した比較例7を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表11参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例62〜64が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0048】
【表11】
【0049】
実験例12:鋼板SUS304を溶融塩により黒色酸化皮膜を形成したものを作製、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例67〜72及び(NH4)2MoS4のみ電気泳動電着した比較例8を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表12参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例68〜70が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0050】
【表12】
【0051】
実験例13:純亜鉛板の1mmの板試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウムを使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例73〜78を荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表13参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例74〜76が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0052】
【表13】
【0053】
実験例14:ガラス板(珪素ガラス)
市販のプレパラ−ト用ガラス板をフッ酸で粗面化処理を行い、Ra1.5μm程度の凹凸面を形成後、強アルカリ熱水処理をし、その後、0.1重量%の陰イオン系界面活性剤入りの35℃の温水中に10分間浸漬し、表面を極性化し、二次電解に供した。
1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウムを使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例79〜84及び(NH4)2MoS4のみ電気泳動電着した比較例9を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表14参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例80〜82が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0054】
【表14】
【0055】
実験例15:基材としてアルミニウムAl050材を用い、平均30μmに粉砕されたフッ素樹脂PFA(バインダ樹脂)を、電解液に対して0.5重量%の濃度で添加し、表1に準じた電気泳動電着皮膜を作製した。
各成分間の親和力を改善するために、陰イオン系界面活性剤を添加し、基板を陽極とし、、各々150V、3分間の電気泳動電着を行い、続いて、窒素ガス雰囲気中で、350℃、30分間の焼成を行い、A,B及びPFA含有複合皮膜を作製して、厚さ18μmを得た。
これについて荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
摩擦係数を調べた実施例が85〜92及び(NH4)2MoS4のみ電気泳動電着したものが比較例10で示されている。表15参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例86〜89が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0056】
【表15】
【0057】
実験例16:基材としてアルミニウムAl050材の陽極酸化物を用い、平均30μmに粉砕されたフッ素樹脂PFA(バインダ樹脂)を、電解液に対して0.5重量%の濃度で添加し、さらに陰イオン系界面活性剤を0.1重量%添加後、基材を陽極として、150V、30分間の電気泳動電着を行い、続いて窒素ガス雰囲気中で、350℃、30分間の焼成を行い、電気泳動電着皮膜を作製した。
これについて荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
摩擦係数を調べた実施例が93〜101及び(NH4)2MoS4のみ電気泳動電着したものが比較例11で示されている。表16参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例94〜97が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0058】
【表16】
【0059】
実験例17:SUS304を平均粒径50μmの熱硬化型アクリル樹脂(バインダ樹脂)粉末を電着液の5重量%加えて、A,Bに配合し、同時に、陰イオン系界面活性剤0.1重量%加えて、基材を陽極として、150V、30分間の電気泳動電着を行い、続いて180℃、30分間の焼成を行い、電気泳動電着皮膜を作製した。
これについて荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
A:Bの配合比や摩擦係数は表に示すが、本発明の実施例は、実施例102〜107及び、(NH4)2MoS4のみ電気泳動電着したものが比較例12で示されている。表17参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例103〜106が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0060】
【表17】
【0061】
実験例18:SUS304の溶融塩法による黒色酸化物を用い、実験例17と同様にして電気泳動電着皮膜を作製し(平均粒径50μmの熱硬化型アクリル樹脂(バインダ樹脂)粉末を電着液の5重量%加えた)、試験試料を作製し、比較試験を行った。荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
その結果は本発明の実施例は、実施例108〜113で示され、比較例は、(NH4)2MoS4のみ電気泳動電着したものが比較例13で示されている。表18参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例109〜110が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0062】
【表18】
【0063】
実験例19:実験例3に示したマグネシウム合金AZ31Bの板材の圧延状態にしたもの(Ra0.5μm)と、切削加工したもの(Ra1.0μm)と、シヨットピーニング加工(Ra1.0μm)したものを用意し、電解液には、成分A、Bと10重量%濃度に相当する粒子径30μmの熱硬化型のポリウレタン樹脂(三井ポリウレタン社製の商品名たケネート)を添加し、アミノシラン系のアミノエチルアミノプロピルトリメトキシシランを0.1重量%添加し、電気泳動電着を行い、、その後、160℃、30分間の焼成を行い、実施例114〜121の試料とした。
また比較例は(NH4)2MoS4のみ電気泳動電着したものが比較例14で示されている。各試料は、荷重100gと荷重500gにおいて、それぞれ摩擦開始時と180m後の摩擦係数を測定した。表19参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例115〜118が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0064】
【表19】
【0065】
実験例20:実験例19に示したマグネシウム合金AZ31B材を陽極酸化処理をして試験材としたほか電気泳動電着は実験例19と同様にしてに表示のA:Bの濃度範囲で、10重量%濃度の熱硬化型のポリウレタン樹脂(三井ポリウレタン社製の商品名たケネート)を添加し、アミノシラン系のアミノエチルアミノプロピルトリメトキシシランを0.1重量%添加し、電気泳動電着を行い、その後、160℃、30分間の焼成を行い、実施例122〜129の試料とした。また、(NH4)2MoS4のみ電気泳動電着したものが比較例15で示されている。
これらの試料について荷重100gと荷重500gにおいて、それぞれ摩擦開始時と180m後の摩擦係数を測定した。表20参照
これによれば、A:Bの比率がA:B=1:1〜50:1の範囲の実施例123〜126が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0066】
【表20】
【0067】
実験例21:本発明で用いられるモリブデン硫化物Aと亜鉛含有化合物Bの上記以外の組み合わせ実験例:実施例130〜138にて示してある。
前記実験例は、基材は種々変えた例を示したが、基材に関係なく、モリブデン硫化物Aと亜鉛含有化合物Bの組み合わせとして、二硫化モリブデン、ジアルキルジチオカルバミン酸ダイカルバミン酸モリブデンの各々と、酸化亜鉛、ジアルキルリン酸亜鉛、ジチオダイアルカリリン酸亜鉛を任意に組み合わせても、実効はほとんど同様であることを、表21により示す。
その他の基材についても、当然同様な効果を奏し得ることは容易に理解されるであろう。なお、A:Bが1:10と50:1の中間の値は示していないが表示の中間の値を示すものである。
【0068】
【表21】
【0069】
上記実施例は、本発明の一部であり、請求の範囲に記載した条件を満足する組み合わせである限り、他の比較例よりも優れたものが得られることは容易に類推できるであろう。
なお皮膜形成の方法は公知の手段を利用すればよく、塗布膜形成後、樹脂の種類で、若干処理温度に差があるが、分解しない程度の温度で処理することにより、均質な潤滑性皮膜が得られることを確認した。、
【図面の簡単な説明】
【0070】
【図1】基材表面の(イ)旋盤加工、(ロ)研削加工、(ハ)ショットピーニングの状態の断面拡大説明図。
【技術分野】
【0001】
本発明は、摺動部位を構成する機械部品、例えば摺動部位を構成する自動車エンジンなど内燃機関、ギヤ及び自動変速機、などの動力伝達箇所、油圧機構、軸受け等に有用な潤滑性表面を有する基材のほか、特にクリーンなバイオ・医療環境、エレクトロニクスIT産業環境、あるいは宇宙環境等液体状潤滑油剤を使用できない環境の摩擦磨耗に関与する機械部品・摺動部品において、表面処理により潤滑性を付与する方法及び潤滑性表面を有する基材に関する。
中でも、本発明は、特定の金属もしくはそれら金属の合金、あるいはそれら金属もしくは合金の金属酸化物を基材としたものを対象とするものである。
【背景技術】
【0002】
潤滑性を要求する機械部材や電気機器部材において、通常用いられる手段は、潤滑油のごとき潤滑性組成物を塗布する方法が広く用いられているが、同時に各種の摩擦調整剤が用いられ、厳しい摩擦・磨耗に対する要求特性を満たしている。
しかし、内燃機関や摺動システムの高性能化、高出力化が要求され、従来一般的に用いられている潤滑油剤に添加しているモリブデン化合物や磨耗防止剤だけでは問題が多く、例えば、特公平3−23595号公報には鉱油又は合成油にモリブデン化合物とジチオリン酸亜鉛とアルケニル琥珀酸イミドトアルキルベンゼンスルフォンサンカルシウムを配合した組成物が開示されている。
特公平3−68920号公報には有機モリブデン化合物とりん酸エステルの組み合わせ配合が開示されており、特公平6−62983号公報には潤滑油にモリブデンチオカーバメイトと分散剤を配合した潤滑油組成物が開示され、特開2000−26880号公報には、潤滑油に有機モリブデン化合物と硫黄成分を含有した潤滑油組成物を用い、摺動面に亜鉛を含有する金属材料を用いる潤滑システムが開示されている。
【0003】
一方、これらのような潤滑油剤および各種の添加剤を含む潤滑油剤を用いた摺動部位も多く、その多くの利用分野は潤滑油による環境汚染が許されない分野、例えば、真空状態にある宇宙航空機器、わずかな塵埃の存在も許されないエレクトロニクス・半導体製造分野の機器の摺動部位、絶対的にクリーンな環境を要求するバイオ・医療関連の機器の摺動部位においては、現在のところ二硫化モリブデンや4フッ化ポリエチレン樹脂等の単独、あるいは複合による固体潤滑性皮膜が活用されている。
これらの固体潤滑性皮膜はこれを付与する相手方の基材の種類、摺動条件や環境によっては、剥離や塵芥になる問題があり、必ずしも満足な潤滑方法とはいえないものである。
最近、新技術として、DLC(ダイヤモンドライクカーボン)皮膜を設けることも採用されているが、コーティング膜厚が薄く、非常に高価であることが欠点とされている。
【0004】
これまでに例えばアルミニウム製の機械部品等にモリブデン硫化物等の固体潤滑剤を付与する方法は、特開平8−28346号公報、特開平11−43798号公報、特開2000−249238号公報、特開2004−43730号公報、特開平9−31690号公報、特開2004−43729号公報等が開示されているが、摺動条件が厳しくなると、潤滑性能は低減し、期待する効果が得られにくい。
特に、これらの固体潤滑皮膜の技術では4フッ化ポリエチレン樹脂単独の場合は初期馴染み性がよく、初期摩擦係数は0.05程度を維持し、順次0.1〜0.15レベルを経過すると、皮膜が磨耗損失されるために、摩擦係数が一挙に0.3〜0.4近辺に増大し、潤滑性を損ねる。
特に摩擦荷重が大きい場合は、摺動開始後、間もなく、この現象に達する場合がある。
【0005】
また、二硫化モリブデンや二硫化タングステン等を単独でバインダー樹脂と共に固体潤滑皮膜とした場合、初期馴染み性は、4フッ化エチレン樹脂皮膜よりも劣り、改善が求められているものの、この場合は、かなりの高付加加重に対して潤滑性を維持できるが、十分に満足できるものではない。また、最近注目されているDLC皮膜は初期摩擦係数も、過酷な摺動荷重下における摩擦係数においても、常に低く、安定であることが要求されている。
なお、また、潤滑組成物の改良には、特公平6−62983号公報には有機モリブデン化合物と金属系清浄剤の組み合わせ、特公平5−83599号公報には有機モリブデン化合物と硫黄系化合物の組み合わせ、特公平3−68920号公報には有機モリブデン化合物とりん酸エステルの組み合わせ配合が開示されており、更に、特開2000−26880号公報には、潤滑油に有機モリブデン化合物と硫黄成分を含有した潤滑油組成物を用い、摺動面に亜鉛を含有する金属材料を用いる潤滑システムが開示されているが、いずれも基材の表面を潤滑性皮膜にする技術ではない。
【0006】
一方、基材の表面処理により潤滑性を改良する方法として、アルミニウム及びその合金にモリブデン硫化物、フッ素系樹脂等の潤滑性物質を含浸させたものが開示され、
特開平8−28346号公報にはアルミニウム及びその合金に陽極酸化皮膜を構成し、モリブデン硫化物、フッ素系樹脂等の潤滑性物質を含浸させた内燃機関ピストンの製造方法が開示され、特開平8−28346号公報にはアルミニウム及びその合金に陽極酸化皮膜を構成し、モリブデン・樹脂混合液からなる皮膜を構成した摺動部品が開示されている。
【0007】
【特許文献1】特公平3―23595号公報
【特許文献2】特公平3−68920号公報
【特許文献3】特公平6−62983号公報
【特許文献4】特開2000−2688号公報
【特許文献5】特開平8−28346号公報
【特許文献6】特開平11−43798号公報
【特許文献7】特開2000−249338号公報
【特許文献8】特開2004−43730号公報
【特許文献9】特開平9−31690号公報
【特許文献6】特開2004−43729号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明者らは、上記のように二硫化モリブデンを単独で当該基材の表面に直接あるいは微細な凹凸面あるいは凹凸微細孔に吸着させ摩擦磨耗を低減させる方法では、使用環境が厳しくなると、潤滑性を長期にわたり満足できない点に着目し、潤滑組成物の改良ではなく、基材そのものの表面処理によって、潤滑性を保有させる技術に着目し、従来公知のアルミあるいはマグネシウム系基材の潤滑性付与に留まらず一定の範囲の金属、合金、金属酸化物を基材とする場合に潤滑性を付与する方法及びかかる方法で生み出された摺動部品を生み出した。
従来の固体潤滑剤は第一に初期潤滑性に優れる場合(特にフッ素樹脂系皮膜)は、潤滑寿命が短く、第二に初期特性は今一歩不十分であるが、摺動条件が高荷重等になっても対処できる場合がある(特に二硫化モリブデンあるいはバインダー併用二硫化モリブデン固体潤滑皮膜)が知れているが、本発明はこれらの両者の問題点を一回の処理で解決することを目的とするものである。
【課題を解決するための手段】
【0009】
本発明は、上記従来技術の問題点を解決したものであり、機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に、表面処理による潤滑処理方法、及びかかる方法によって処理された機械部材、電気部材を提供するものであり、
この基材に利用頻度の高いAL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体、あるいは少なくも表面が酸化された金属体あるいは完全酸化物の群から選択されたものを対象とし、
固体潤滑剤として公知のモリブデン硫化物の潤滑特性の中で、特に問題となるフッ素樹脂(4フッ化エチレン樹脂)コーティング並みの低い初期摩擦係数と高荷重摩擦においても安定な低い摩擦係数を得るための発明であって、具体的には、基材として特定の金属、及びその合金を金属材、及びそれらの酸化物の表面処理による潤滑処理方法、及びかかる方法によって処理された機械部材、電気電子部材を提供するものであり、特に亜鉛化合物の化学反応の力を利用し、モリブデン硫化物との相互作用により、摩擦面の摩擦係数が驚異的に低くなるとの知見を生かした発明である。
なお、このような優れた作用に関して理由は十分には解明されていないが、モリブデン硫化物と亜鉛の相互作用により、摩擦面の摩擦係数が驚異的低くなったものである。
【0010】
本発明の概要は以下に記載の通りである。
請求項1の発明は、
AL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体、あるいは少なくも表面が酸化された金属体あるいは完全酸化物の群から選択されたものからなる機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に
少なくとも
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりん酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを、含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法であり、
請求項2の発明は、
A:B=1:1〜50:1の重量比で含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1に記載の基材の表面に潤滑性を付与する方法であり、
請求項3の発明は、
潤滑性付与混合物として、フッ素樹脂、ポリアミド樹脂、アクリル系樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリカーボネートのいずれかから選択されたバインダー樹脂を該A,Bの総量に対して0.5重量%〜10重量%添加してなるものを用いたことを特徴とする請求項1もしくは2のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項4の発明は、
基材の少なくとも潤滑性を要求される表面を多孔性にするか、旋盤加工、研削加工、ショットピーニングにより粗面化した後、該表面に該潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1、2もしくは3のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
【0011】
請求項5の発明は、
該潤滑性付与混合物の分散浴中に、該基材を浸漬して、電気泳動電着して該基材表面に塗装し、潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項6の発明は、
該潤滑性付与混合物を用いて、その分散浴中に該モリブデン硫化物と該亜鉛含有化合物とを浸漬し、両者を反応させ、該基材表面に塗装して潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項7の発明は、
該潤滑性付与混合物を用いて、該基材表面に刷り込み(タンブリング)で潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
請求項8の発明は、
溶剤を含有しない該潤滑性付与混合物粉体を用いて、該基材に静電粉体塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり
請求項9の発明は、
該潤滑性付与混合物を用いて、該基材に流動浸漬して塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法であり、
【0012】
請求項10の発明は、
請求項1、2、3、4、5、6、7、8もしくは9のいずれかの方法により表面に潤滑性が付与された基材である。
【0013】
なお、基材の表面粗さは、Ra値(中心線表面粗さ)で、0.1μm〜5μmが皮膜の形成上好ましく、0.1μm未満は皮膜形成が困難であり、5μmを超えると基材の表面を粗面にしたことによる皮膜密着効果が乏しくなる。
粗面化には、図1(イ)、(ロ)、(ハ)に示すような旋盤加工型、研削加工型、ショットピーニング型の種々のものが考えられるが、細かい粗面を構成するショットピーニングが最も効果があり、望ましい表面粗さRa値0.1〜5μmを得やすいので潤滑性皮膜が薄くて基材に密着しやすい効果が得られる。
また、皮膜形成にあたり、電気泳動電着するにおいて、分散液は水あるいはエタノール、メタノール、イソプロピールアルコールなどのアルコール類を10容量%以下添加し、かつ、必要に応じて、各極性の界面活性剤で分散性を向上したり、pH調整剤、シランカップリング剤などを適宜添加することが出来る。
更に電気泳動電着では、電着処理の間、電着液を攪拌、流動、あるいは液循環を行いながら処理することが電着の時間短縮と均一性の点から好ましい。
更にまた、タンブリング処理では、刷り込み圧力と速度、刷り込み回数を適宜選択調整して実施すればよい。
なお、潤滑性付与混合物としてバインダー樹脂を用いると、耐食性、耐衝撃性、電気絶縁性などを塗膜に付与でできる利点があるが、その配合量をA,Bの総和に対して場合は、0.5重量%〜10重量%配合するのが、前記各特性の向上に顕著な効果を発揮できるためで、0.5重量%未満の配合では樹脂の添加の効果が少な過ぎ、期待する効果を得がたく、10重量%を超えると、潤滑性付与の本来の効果が低下するので、好ましくない。
【発明の効果】
【0014】
本発明によるときは、前記従来の技術のように潤滑油の改良ではなく、基材に潤滑性皮膜を設けるものであり、潤滑油を用いるときのように、潤滑油の補充の問題を生じない。 しかも長期にわたり潤滑性が発揮され、基材にAL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体すなわち、純金属及び合金、あるいはそれら金属および合金の群から選択された金属酸化物を基材としたものに対して、薄くて優れた固体潤滑性塗膜を付与することが出来、かつ初期摩擦係数も、過酷な摩擦係数においても、常に低く、安定性が達成され、しかも基材が前記A,B化合物やその反応性生物で侵食されるおそれは無い。
特に亜鉛がモリブデン硫化物を結合する構造が生まれるものと思われ、高度の潤滑性を長期にわたり発揮することが出来る。
【発明を実施するための最良の形態】
【0015】
本発明の最良の形態について説明する。
本発明における基材は金属体(純金属及び合金を含む)特にAl,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属もしくはそれら金属の合金、あるいはそれら金属および合金の群から選択された金属酸化物であり、
合金について説明すれば、アルミ合金においてはCu,Si,Mg,Zn,Mn等の合金を含み、展伸材系、鋳造系を含む。
銅合金には、Zn,Mn,Ni,Fe,P等を含む。
マグネシウム合金にはAl,Zn,Mn,Zr等の合金を含む。
チタン合金にはα型合金、Β型合金を含む。
鉄合金には、C,Cr,Ni,Al,Ti等の合金を含む。,
亜鉛合金には、Al,Sb,Mg,Cu,Sn等の合金を含む。
珪素合金には、珪素鋼板を含む。
次に、金属又は合金の酸化物はアルミナ及び酸化ケイ素あるいは銅の酸化物チタンの酸化物亜鉛の酸化物等が挙げられるが、鉄の酸化物の場合、純鉄は酸化で脆くなるので、一般に材料として使用されていない。また、一般に金属あるいは合金の酸化物は基材の表面のみに形成されたものであってもよい。
【0016】
本発明において、
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりん酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを混合したものは、優れた潤滑性皮膜が得られるとの知見を得た。
【0017】
なお、この場合好ましい配合比は、
A:B=1:1〜50:1の重量比で混合した混合物を潤滑性付与混合物とするが、Aを構成する化合物中モリブデン硫化物とBを構成する亜鉛含有化合物の組み合わせは自由であるが、潤滑性のあるモリブデン硫化物Aに亜鉛含有化合物Bを配合することにより、モリブデン硫化物Aだけでは得られない潤滑性皮膜が得られるとの知見を得た。その理由は定かではないが、亜鉛含有化合物Bの反応性により基材への密着とモリブデン硫化物Aとの適宜な化学反応の結果モリブデン硫化物が亜鉛で結合され、潤滑性が向上するのではないかと思われる。
【0018】
Aのモリブデン硫化物において、
二硫化モリブデンは市販の天然あるいは合成のものが用いられ、例えば東レ・ダウコーニング社の商品名モリコートMがあげられ、その平均粒径はおよそ0.3μmで、水に不溶性である。
テトラチオモリブデン酸アンモニウム((NH4)2MoS4)はモリブデン酸アンモニウムと硫化水素との反応により成長する赤褐色結晶粉末で、水に対する溶解性が大きく、水中で、アンモニウムイオンと4硫化モリブデンイオンに解離する。
ジアルキルジチオカルバミン酸モリブデンはMoDTCとも呼ばれ、分子構造中のMoとSとが摩擦係数に関与する。
ジアルキルジチオりん酸モリブデンはMoDTPとも呼ばれ、分子構造中のMoとSとが摩擦係数に関与する。
【0019】
Bの亜鉛含有化合物において、
硫化亜鉛(ZnS)は白い微粉末であり、水に対して不溶性である。
酸化亜鉛(ZnO)も同様に白い微粉末であり、水に対して不溶性である。
ジアルキルジチオりん酸亜鉛(ZnDTP)は水に対して不溶性である。
ジチオダイアルカリりん酸亜鉛(ZnDDP)は水に対して不溶性である。
これらの配合によって耐食性の改善が可能である。
また、特にAB両者の配合比を重量比で1:1〜50:1とした理由は、この範囲を外れたものより摩擦開始時及び180m摩擦時の摩擦係数が明らかに大きいからである。
AB両者の配合比を所定の範囲として、十分に混合し、水単独あるいは不溶性微粉末の濡れ性と電気泳動電着における帯電性及び帯電極性を向上するためにアルコールあるいは陰イオン性界面活性剤(例えば花王社製商品名ペレックス、あるいはネオペレックス等)が0.1重量%程度の添加で有効である。これにより各種の金属及び合金基板などの金属体あるいはそれらの酸化物に対して、電気泳動電着を行い、金属体の表面あるいは酸化物表面や内部にモリブデン硫化物と亜鉛含有化合物の複合電着層を形成させることが出来る。なお、電気泳動電着は常法により実施できる。
【0020】
また、A及びBの属する化合物は任意の組合わせでも潤滑性付与の効果に大差はない。 ただし、Bの化合物の分解により、Aの化合物の分解で硫黄を遊離すると、基材表面を腐食する傾向があるので、Bの化合物には、酸化亜鉛が好ましい。なお、コスト的には硫化亜鉛、酸化亜鉛は低コストである。
【0021】
バインダー用樹脂について
前記モリブデン硫化物と亜鉛含有化合物との混合物を作製するに際して、樹脂を微粉末として添加することができるが、フッ化ビニル、フッ化ビニリデン等のフッ素樹脂、メタアクリル酸メチルエステル、メタアクリル酸エチルエステル等のアクリル樹脂、ポリウレタン樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリカーボネート、ポリアミド樹脂等の樹脂をバインダー樹脂として混合することができる。
これらの樹脂は粉末として前記AB両者の総量に対して0.5重量%〜10重量%が好ましい配合量である。0.5重量%未満では塗膜形成に不十分であり、10重量%を超えて多いと、AB両者による潤滑性を低下させるおそれがあるので好ましくない。
【0022】
塗装方式について
本発明の潤滑性塗布膜を形成するためには、出来得れば、該当する表面を粗面化するのが潤滑性組成物を保持するので、好ましい。
潤滑性塗布膜を形成する手段には、モリブデン硫化物と亜鉛含有化合物との混合物を必要に応じて樹脂粉末と及び界面活性剤などを添加し、懸濁液とし、電極間に電位差を与えることにより、膜形成材料を電極(基材)に向かって電気泳動させる電気泳動電着法がある。
また、モリブデン硫化物と亜鉛含有化合物との混合物を含有する塗布用混合物を媒体中に分散させた浴中に、基材を浸漬する浸漬反応法がある。
更に、モリブデン硫化物と亜鉛含有化合物との混合物を含有する塗布用混合物を基材の表面に刷り込むタンブリング法がある。
また更に、モリブデン硫化物と亜鉛含有化合物との混合物を含む混合物の微粉末を基材の表面に静電塗装する方法がある。
なおまた、モリブデン硫化物と亜鉛含有化合物との混合物を含有する塗布用混合物を基材の表面に流動浸漬する方法がある。
いずれにしても被覆後乾燥し、樹脂のある場合は、樹脂を融点もしくは軟化点以上の温度で溶融させて均一の皮膜にする。電解液中に、あるいはこれに所定の樹脂等を配合した溶剤や水を含まない塗装材料粉末からなる塗料を静電塗装して加熱するか、流動浸漬して後加熱して潤滑性皮膜を形成する方法がある。
また、前記の潤滑性付与混合物を分散した分散浴を作製して、これに基材を浸漬し、電気泳動電着により、潤滑性皮膜を形成し、必要に応じて所定の温度に加熱する方法がある。
その他の塗装方法には、モリブデン硫化物と亜鉛含有化合物との混合物あるいはこれに所定の樹脂等を配合した溶剤や水を含む塗料を吹き付けやタンブリング塗装、浸漬塗装して実施できる。
電気泳動電着では、100μm以下に粉砕された前記樹脂粉末をモリブデン硫化物と亜鉛含有化合物との混合物に混合して実施できるが、その際、界面活性剤を用い、濡れ性を改善して効果的に電着できる。界面活性剤は陽イオン系、陰イオン系、ノニオン系のいずれでもよい。
陰イオン系界面活性剤としては、脂肪酸系、直鎖アルキルベンゼン系、高級アルコール系、アルキル硫酸エステル系、αオレフィンスルホン酸ナトリウム、アルキルフェノール系等が挙げられ、陽イオン系界面活性剤としては、第4級アンモニウム塩系が挙げられ、その他非イオン系や両性イオン界面活性剤が挙げられる。
【0023】
基材の表面処理
樹脂粉末を含む場合は、その後、添加した樹脂の性質に合わせて、加熱を行い、基材表面に焼き付ける。この一連の操作の中で、基板の材質によっては前処理として、化成処理や水和物皮膜の化成処理、機械的手段による微細凹凸化(粗面化)を施しておくと、電着性が著しく向上する。その後摩擦係数においても、安定した低い摩擦係数を維持することが出来る。
なお、特に機械的手法により基材表面を粗面化する場合、図3に示すように(イ)旋盤加工型、(ロ)研削加工型、(ハ)ショットピーニング型の形状に大別されるが、固体潤滑性皮膜形成後の磨耗試験において、頭部がラウンドとなるショットピーニング型形状の粗面化が最も望ましく、かつ望ましい表面粗さは、Ra値で、0.1から5μmである。
【0024】
電気泳動電着は、基材の種類にもよるが、基材を陽極とし、カーボン板あるいはステンレス板を陰極とし、電解液となるAモリブデン硫化物とB亜鉛含有化合物の両者を含有し、溶剤、非溶剤に分散した液状の電解液を、AB両者及び樹脂等の微粉末が容器の底に沈殿堆積しないように機械的手段等で攪拌するのが好ましい。電気泳動電着には直流電源を用い、10Vから300Vまでの定電圧電解を30秒から10分間程度行うことにより実施できる。
形成される固体皮膜の厚さは、基材が金属及び合金の場合、その表面に数μmから数100μmの皮膜として形成させることができる。
一方基材が金属酸化物の場合、アルミニウムやマグネシウム合金における陽極酸化皮膜では、AB両者を十分に含浸させるために、陽極酸化による多孔性皮膜の孔径を拡大処理(ポアーワイドニング)したり、りん酸等による大孔径皮膜処理を行うのが好ましい。
SiO2等のガラス基板の場合は、熱アルカリ浴による煮沸や逆にジクロロジメチルシランによる疎水化処理等をシランカップリング剤により、前処理として行う場合がある。
電気泳動電着にあたり、水1リットルあたりA,B等の微粒子を0.05〜10重量%の範囲でよく攪拌しながら行うのが好ましく、電気泳動電着後常温又は熱風乾燥してA,Bによる皮膜を形成することができる。
なお、樹脂を添加して行う場合は、樹脂の融点又は軟化点以上でかねつし、均一nひまくとすることが好ましい。
【0025】
本発明による潤滑性の大幅な向上効果のメカニズムは定かではないが、MoとZnが基材表面や軽金属酸化物の多孔に競合吸着すると、適量のZn濃度が存在する場合、Mo化合物の吸着が増大し、同時にモリブデン硫化物の生成が促進されるものと考えられれる。
【実施例】
【0026】
以下本発明の実施例と比較例について説明する。
本発明の効果を確認するために、下記の基材を作製し、電気泳動法、浸漬法、刷り込み法、静電塗装法、流動浸漬法により潤滑性皮膜を形成した。
試験用基材は、厚さ2mm、縦、横50mmである。
この基材に各種の方法によりモリブデン硫化物Aと、亜鉛化合物Bの所定の比率で含有する混合剤を作製し、各種の方法により塗装皮膜を設けてその摩擦係数を調べた。
同時に、本発明の範囲を外れた試料も作製し、その摩擦係数を調べた。
潤滑性はボールオンディスク型試験機を用い、以下に示す試験方法で摩擦試験を行い、摩擦係数を測定した。
試験条件:試験方法は、JIS R 1613−1993によった。
相手材はSUJ2の5mmΦ鋼球を用いた。
試験試料は、厚さ2mm、縦、横50mmである。
摩擦速度:10cm/秒、摩擦時間:1800秒、摩擦距離:180mである。
なお、本発明において摺動開始時の摩擦係数はほぼ静摩擦係数とみなすことが出来、摺動中の摩擦係数は動摩擦係数を意味する。
また、実験上180m摺動後のデータをとったもので、実験上は10cm/秒で、30分間のテストを行ったため、10cm×60秒×30分=180mの計算式で理解されるような確認試験を行っているが、一般にはこの種の確認テストは100m程度で十分良否判定ができる。従って、請求項2の発明において記載したA:Bの比率で実施された実施例が、より好ましい実施例として理解することが出来る。
なお、一般論として、固体潤滑性物質の摩擦係数は請求項2に示す好ましい範囲は、摩擦係数が小さい放物線状(皿状)の曲線で示されるが、0.3以下のものが好ましいとする判断基準としている。
【0027】
実験例1:基材としてアルミニウムAl050材を用い、バインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて、電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例1〜6及びA剤のみを使用した比較例1を、それぞれ荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表1参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例2〜4が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数がやや劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0028】
【表1】
【0029】
実験例2:アルミニウムAl050材を使用し、15重量%の硫酸浴中で、浴温7℃、電流密度3A/dm2にて20μmの陽極酸化皮膜を作製し、これを試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例7〜12及びA剤のみを使用した比較例2を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表2参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例8〜10が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数がやや劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0030】
【表2】
【0031】
実験例3:マグネシウム合金AZ31Bの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例13〜18及びA剤のみを使用した比較例3を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表3参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例14〜16が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数がやや劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0032】
【表3】
【0033】
実験例4:マグネシウム合金AZ31Bの板材を、NaOHを浴主成分とするアルカリ電解浴で10A/dm2にて25μmの陽極酸化皮膜を作製し、これを試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例19〜24とA剤のみを使用した比較例4を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表4参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例20〜22が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0034】
【表4】
【0035】
実験例5:Ti合金(Ti−6V−4Al)の1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例25〜30を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表5参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例26〜28が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0036】
【表5】
【0037】
実験例6:Ti合金(Ti−6V−4Al)の1mmの板材をNaOHを浴主成分とするアルカリ電解浴で2A/dm2にて25μmの陽極酸化処理を行い、これを試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。
A:Bの比率により、本発明の範囲である実施例31〜36を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表6参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例32〜34が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0038】
【表6】
【0039】
実験例7:純度99.8%の純Cuの1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例37〜42を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表7参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例38〜40が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0040】
【表7】
【0041】
実験例8:純度99.8%の純Cuを加熱して赤色の酸化第一銅となし、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例43〜48を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表8参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例44〜46が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0042】
【表8】
【0043】
実験例9:鋼板SPCC板の1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ9μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例49〜54と(NH4)2MoS4のみ電気泳動電着した比較例5を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表9参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例50〜52が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0044】
【表9】
【0045】
実験例10:鋼板SPCC板の290℃のテンパーカラー酸化皮膜を作製、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例55〜60及び(NH4)2MoS4のみ電気泳動電着した比較例6を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表10参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例56〜58が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0046】
【表10】
【0047】
実験例11:鋼板SUS304の板材を作製、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例61〜66及び(NH4)2MoS4のみ電気泳動電着した比較例7を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表11参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例62〜64が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0048】
【表11】
【0049】
実験例12:鋼板SUS304を溶融塩により黒色酸化皮膜を形成したものを作製、その1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウム(NH4)2MoS4を使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例67〜72及び(NH4)2MoS4のみ電気泳動電着した比較例8を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表12参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例68〜70が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0050】
【表12】
【0051】
実験例13:純亜鉛板の1mmの板試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウムを使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ8μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例73〜78を荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表13参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例74〜76が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0052】
【表13】
【0053】
実験例14:ガラス板(珪素ガラス)
市販のプレパラ−ト用ガラス板をフッ酸で粗面化処理を行い、Ra1.5μm程度の凹凸面を形成後、強アルカリ熱水処理をし、その後、0.1重量%の陰イオン系界面活性剤入りの35℃の温水中に10分間浸漬し、表面を極性化し、二次電解に供した。
1mmの板材を試験試料としてバインダー樹脂を使用することなく、Aとしてテトラチオモリブデン酸アンモニウムを使用し、Bとして硫化亜鉛を使用し、A/B比を変えた分散浴を用いて実験例1と同様な条件で電気泳動電着を行い、厚さ10μmの皮膜を生成させた。A:Bの比率により、本発明の範囲である実施例79〜84及び(NH4)2MoS4のみ電気泳動電着した比較例9を、荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。表14参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例80〜82が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0054】
【表14】
【0055】
実験例15:基材としてアルミニウムAl050材を用い、平均30μmに粉砕されたフッ素樹脂PFA(バインダ樹脂)を、電解液に対して0.5重量%の濃度で添加し、表1に準じた電気泳動電着皮膜を作製した。
各成分間の親和力を改善するために、陰イオン系界面活性剤を添加し、基板を陽極とし、、各々150V、3分間の電気泳動電着を行い、続いて、窒素ガス雰囲気中で、350℃、30分間の焼成を行い、A,B及びPFA含有複合皮膜を作製して、厚さ18μmを得た。
これについて荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
摩擦係数を調べた実施例が85〜92及び(NH4)2MoS4のみ電気泳動電着したものが比較例10で示されている。表15参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例86〜89が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0056】
【表15】
【0057】
実験例16:基材としてアルミニウムAl050材の陽極酸化物を用い、平均30μmに粉砕されたフッ素樹脂PFA(バインダ樹脂)を、電解液に対して0.5重量%の濃度で添加し、さらに陰イオン系界面活性剤を0.1重量%添加後、基材を陽極として、150V、30分間の電気泳動電着を行い、続いて窒素ガス雰囲気中で、350℃、30分間の焼成を行い、電気泳動電着皮膜を作製した。
これについて荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
摩擦係数を調べた実施例が93〜101及び(NH4)2MoS4のみ電気泳動電着したものが比較例11で示されている。表16参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例94〜97が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0058】
【表16】
【0059】
実験例17:SUS304を平均粒径50μmの熱硬化型アクリル樹脂(バインダ樹脂)粉末を電着液の5重量%加えて、A,Bに配合し、同時に、陰イオン系界面活性剤0.1重量%加えて、基材を陽極として、150V、30分間の電気泳動電着を行い、続いて180℃、30分間の焼成を行い、電気泳動電着皮膜を作製した。
これについて荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
A:Bの配合比や摩擦係数は表に示すが、本発明の実施例は、実施例102〜107及び、(NH4)2MoS4のみ電気泳動電着したものが比較例12で示されている。表17参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例103〜106が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0060】
【表17】
【0061】
実験例18:SUS304の溶融塩法による黒色酸化物を用い、実験例17と同様にして電気泳動電着皮膜を作製し(平均粒径50μmの熱硬化型アクリル樹脂(バインダ樹脂)粉末を電着液の5重量%加えた)、試験試料を作製し、比較試験を行った。荷重100g、荷重500gについて摩擦開始時と180m後の摩擦係数を調べて表示してある。
その結果は本発明の実施例は、実施例108〜113で示され、比較例は、(NH4)2MoS4のみ電気泳動電着したものが比較例13で示されている。表18参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例109〜110が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0062】
【表18】
【0063】
実験例19:実験例3に示したマグネシウム合金AZ31Bの板材の圧延状態にしたもの(Ra0.5μm)と、切削加工したもの(Ra1.0μm)と、シヨットピーニング加工(Ra1.0μm)したものを用意し、電解液には、成分A、Bと10重量%濃度に相当する粒子径30μmの熱硬化型のポリウレタン樹脂(三井ポリウレタン社製の商品名たケネート)を添加し、アミノシラン系のアミノエチルアミノプロピルトリメトキシシランを0.1重量%添加し、電気泳動電着を行い、、その後、160℃、30分間の焼成を行い、実施例114〜121の試料とした。
また比較例は(NH4)2MoS4のみ電気泳動電着したものが比較例14で示されている。各試料は、荷重100gと荷重500gにおいて、それぞれ摩擦開始時と180m後の摩擦係数を測定した。表19参照
これによれば、本発明の範囲のものが、優れていることがわかる。A:Bの比率がA:B=1:1〜50:1の範囲の実施例115〜118が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0064】
【表19】
【0065】
実験例20:実験例19に示したマグネシウム合金AZ31B材を陽極酸化処理をして試験材としたほか電気泳動電着は実験例19と同様にしてに表示のA:Bの濃度範囲で、10重量%濃度の熱硬化型のポリウレタン樹脂(三井ポリウレタン社製の商品名たケネート)を添加し、アミノシラン系のアミノエチルアミノプロピルトリメトキシシランを0.1重量%添加し、電気泳動電着を行い、その後、160℃、30分間の焼成を行い、実施例122〜129の試料とした。また、(NH4)2MoS4のみ電気泳動電着したものが比較例15で示されている。
これらの試料について荷重100gと荷重500gにおいて、それぞれ摩擦開始時と180m後の摩擦係数を測定した。表20参照
これによれば、A:Bの比率がA:B=1:1〜50:1の範囲の実施例123〜126が特に優れ、この範囲を外れると、分子間結合が不十分になるためか、摩擦係数が劣ることが理解される。
なお、A剤とB剤を本発明で規定した他の材料についても測定したが、ほとんど有意差はないので、データは省略した。
【0066】
【表20】
【0067】
実験例21:本発明で用いられるモリブデン硫化物Aと亜鉛含有化合物Bの上記以外の組み合わせ実験例:実施例130〜138にて示してある。
前記実験例は、基材は種々変えた例を示したが、基材に関係なく、モリブデン硫化物Aと亜鉛含有化合物Bの組み合わせとして、二硫化モリブデン、ジアルキルジチオカルバミン酸ダイカルバミン酸モリブデンの各々と、酸化亜鉛、ジアルキルリン酸亜鉛、ジチオダイアルカリリン酸亜鉛を任意に組み合わせても、実効はほとんど同様であることを、表21により示す。
その他の基材についても、当然同様な効果を奏し得ることは容易に理解されるであろう。なお、A:Bが1:10と50:1の中間の値は示していないが表示の中間の値を示すものである。
【0068】
【表21】
【0069】
上記実施例は、本発明の一部であり、請求の範囲に記載した条件を満足する組み合わせである限り、他の比較例よりも優れたものが得られることは容易に類推できるであろう。
なお皮膜形成の方法は公知の手段を利用すればよく、塗布膜形成後、樹脂の種類で、若干処理温度に差があるが、分解しない程度の温度で処理することにより、均質な潤滑性皮膜が得られることを確認した。、
【図面の簡単な説明】
【0070】
【図1】基材表面の(イ)旋盤加工、(ロ)研削加工、(ハ)ショットピーニングの状態の断面拡大説明図。
【特許請求の範囲】
【請求項1】
AL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体、あるいは少なくも表面が酸化された金属体あるいは完全酸化物の群から選択されたものからなる機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に
少なくとも
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりん酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを、含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法。
含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法。
【請求項2】
A:B=1:1〜50:1の重量比で含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1に記載の基材の表面に潤滑性を付与する方法。
【請求項3】
潤滑性付与混合物として、フッ素樹脂、ポリアミド樹脂、アクリル系樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリカーボネートのいずれかから選択されたバインダー樹脂を該A、Bの総量に対して0.5重量%〜10重量%添加してなるものを用いたことを特徴とする請求項1もしくは2のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項4】
基材の少なくとも潤滑性を要求される表面を多孔性にするか、旋盤加工、研削加工、ショットピーニングにより粗面化した後、該表面に該潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1、2もしくは3のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項5】
該潤滑性付与混合物の分散浴中に、該基材を浸漬して、電気泳動電着して該基材表面に該潤滑性付与混合物を塗装し、潤滑性塗膜を形成せしめることを特徴とする請求項1、23もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項6】
該潤滑性付与混合物を用いて、その分散浴中に該モリブデン硫化物と該亜鉛含有化合物とを浸漬し、両者を反応させ、該基材表面に塗装して潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項7】
該潤滑性付与混合物を用いて、該基材表面に刷り込み(タンブリング)で潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項8】
溶剤を含有しない該潤滑性付与混合物粉体を用いて、該基材に静電粉体塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項9】
該潤滑性付与混合物を用いて、該基材に流動浸漬して塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項10】
請求項1,2,3,4,5,6,7、8もしくは9のいずれかの方法により表面に潤滑性が付与された基材。
【請求項1】
AL,Cu,Mg,Ti,Fe,Zn,Siの群から選択された金属体、あるいは少なくも表面が酸化された金属体あるいは完全酸化物の群から選択されたものからなる機械、電気、電子の部品及び構造物(以下基材と称す)の潤滑性を要求される表面に
少なくとも
A:テトラチオモリブデン酸アンモニウム、二硫化モリブデン、ジアルキルジチオカルバミン酸モリブデンもしくはジアルキルジチオりん酸モリブデンの群から選択されたモリブデン硫化物と
B:硫化亜鉛、酸化亜鉛、及びジアルキルりん酸亜鉛、ジチオダイアルカリりん酸亜鉛の群から選択された亜鉛含有化合物とを、含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法。
含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする基材の表面に潤滑性を付与する方法。
【請求項2】
A:B=1:1〜50:1の重量比で含有する潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1に記載の基材の表面に潤滑性を付与する方法。
【請求項3】
潤滑性付与混合物として、フッ素樹脂、ポリアミド樹脂、アクリル系樹脂、ポリウレタン樹脂、ポリエステル樹脂、ポリカーボネートのいずれかから選択されたバインダー樹脂を該A、Bの総量に対して0.5重量%〜10重量%添加してなるものを用いたことを特徴とする請求項1もしくは2のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項4】
基材の少なくとも潤滑性を要求される表面を多孔性にするか、旋盤加工、研削加工、ショットピーニングにより粗面化した後、該表面に該潤滑性付与混合物を塗装して、潤滑性塗膜を形成せしめることを特徴とする請求項1、2もしくは3のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項5】
該潤滑性付与混合物の分散浴中に、該基材を浸漬して、電気泳動電着して該基材表面に該潤滑性付与混合物を塗装し、潤滑性塗膜を形成せしめることを特徴とする請求項1、23もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項6】
該潤滑性付与混合物を用いて、その分散浴中に該モリブデン硫化物と該亜鉛含有化合物とを浸漬し、両者を反応させ、該基材表面に塗装して潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項7】
該潤滑性付与混合物を用いて、該基材表面に刷り込み(タンブリング)で潤滑性塗膜を形成せしめることを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項8】
溶剤を含有しない該潤滑性付与混合物粉体を用いて、該基材に静電粉体塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項9】
該潤滑性付与混合物を用いて、該基材に流動浸漬して塗装することを特徴とする請求項1、2、3もしくは4のいずれかに記載の基材の表面に潤滑性を付与する方法。
【請求項10】
請求項1,2,3,4,5,6,7、8もしくは9のいずれかの方法により表面に潤滑性が付与された基材。
【図1】

【公開番号】特開2009−40802(P2009−40802A)
【公開日】平成21年2月26日(2009.2.26)
【国際特許分類】
【出願番号】特願2007−203940(P2007−203940)
【出願日】平成19年8月6日(2007.8.6)
【出願人】(591116863)
【出願人】(502080793)
【Fターム(参考)】
【公開日】平成21年2月26日(2009.2.26)
【国際特許分類】
【出願日】平成19年8月6日(2007.8.6)
【出願人】(591116863)
【出願人】(502080793)
【Fターム(参考)】
[ Back to top ]