
基板とモールドとの間に位置するガスを排出するための方法
本発明は、基板とモールドとの間に位置するガスを排出させる方法及びシステムを対象とし、基板及びモールドはそれらの間に位置する流体をさらに有する。
【発明の詳細な説明】
【関連出願】
【0001】
(関連出願の相互引用)
本出願は、発明者としてByung−Jin Choi、Sidlgata V.Sreenivasan、Ian M.McMackin、及びPankaj B.Ladが記載された「Method and Apparatus for Imprinting with Preshaped Templates and/or Light Curable Liquids」という名称の2005年12月8日出願の米国特許仮出願60/748380の優先権、及び、発明者としてByung−Jin Choi、Ronald D.Voison、Sidlgata V.Sreenivasan、Michael P.C.Watts、Daniel A.Babbs、Mario J.Meissl、Hillman L.Bailey、及びNorman E.Schumakerが共に記載された「Chucking System for Modulating Shapes of Substrates」という名称の2002年11月13日出願の現在は米国特許第7019819号である米国特許出願10/293224の継続である、「Imprint Lithography Substrate Processing Tool for Modulating Shapes of Substrates」という名称の2006年3月27日出願の米国特許出願11/389731の継続を主張し、これらの全ては参照により本明細書に組み込まれる。
【技術分野】
【0002】
本発明の分野は、一般に構造体のナノファブリケーションに関する。より詳細には、本発明は、基板とモールドとの間に位置するガスを排出する方法及びシステムが対象とされる。
【背景技術】
【0003】
ナノファブリケーションは、例えば、ナノメートル又はそれより小さい程度のフィーチャを有する極めて小さな構造体の製造を含む。ナノファブリケーションがかなり大きな影響を与えるようになった1つの分野は集積回路のプロセシングの分野においてである。半導体プロセシング産業は、より大きな生産収率のための努力を続ける一方、基板上に形成される単位面積当たりの回路を増加させるので、ナノファブリケーションはますます重要になっている。ナノファブリケーションはより大きなプロセス制御を行なう一方、形成される構造体の最小フィーチャ寸法のさらなる縮小を可能にする。ナノファブリケーションが使用されている開発の他の分野は、バイオテクノロジー、光学技術、機械システム等を含む。
【0004】
例としてのナノファブリケーション技法は、一般にインプリントリソグラフィと呼ばれる。例としてのインプリントリソグラフィのプロセスは、「Method and a Mold to Arrange Features on a Substrate to Replicate Features having Minimal Dimensional Variability」という名称の米国特許出願10/264960として出願の米国特許出願2004/0065976公報、「Method of Forming a Layer on a Substrate to Facilitate Fabrication of Metrology Standards」という名称の米国特許出願10/264926として出願の米国特許出願2004/0065252公報、及び、「Functional Patterning Material for Imprint Lithography Processes」という名称の米国特許第6936194号などの多くの刊行物で詳細に説明されており、これらの全ては本発明の譲受人に譲渡されている。
【0005】
前述の米国特許出願刊行物及び米国特許のそれぞれの中で開示された基本的なインプリントリソグラフィ技法は、重合可能な層の中へレリーフ・パターンを形成し、かつレリーフ・パターンに対応するパターンを下にある基板の中に転写することである。基板は、そのパターン形成を容易にするために所望の位置を得るように移動ステージの上に配置される。そのために、テンプレートが基板から間隔を隔てて配置され、テンプレートと基板との間に存在する成形可能な液体と共に使用される。液体は、液体に接触した状態にあるテンプレートの面の形状に従って記録されたパターンを有する固化された層を形成するために固化される。次いで、テンプレートは、テンプレートと基板とが間隔を隔てて配置されるように固化された層から分離される。次いで、基板と固化された層とは、固化された層の中のパターンに対応するレリーフ像を基板の中に転写するための処理を受ける。
【発明の開示】
【発明が解決しようとする課題】
【0006】
テンプレートと基板との間及び成形可能な液体の内部にガスが存在することがあり、これは、とりわけ、固化された層のパターン歪み、固化された層内に形成されたフィーチャの低い忠実度、固化された層の残りの層の不均一な厚さという結果になり、これら全ては望ましくない。そのために、基板とモールドとの間に位置するガスを排出するための方法及びシステムを提供するニーズが存在する。
【発明を実施するための最良の形態】
【0007】
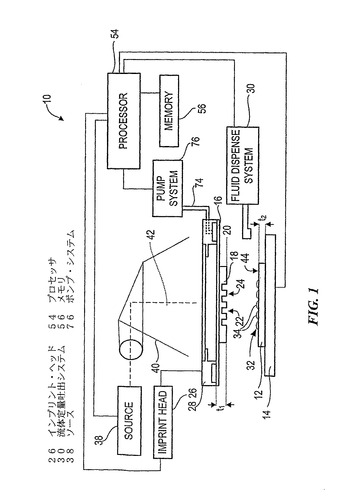
図1を参照すると、基板12の上にレリーフ・パターンを形成するためのシステム10は、基板12が支持されるステージ14とテンプレート16とを含む。テンプレート16は、パターンニング面20を備え、基板12に向けて延びるメサ18を有することができる。以降では、メサ18はモールド18と呼ばれる。さらなる実施形態では、テンプレート16はモールド18が実質的になくてもよい。さらに、基板12は基板チャック(図示せず)に結合され、基板チャック(図示せず)は真空式及び電磁式を含むがこれに限定されない任意のチャックである。
【0008】
テンプレート16及び/又はモールド18は、溶融シリカ、石英、シリコン、有機ポリマ、シロキサンポリマ、ホウケイ酸ガラス、フルオロカーボン・ポリマ、金属、強化サファイアを含むがこれらに限定されないこうした材料から形成される。示されたように、パターニング面20は、複数の間隔を隔てて配置された凹部22と突出部24とによって形成されたフィーチャを備える。しかし、さらなる実施形態では、パターニング面20は、実質的に平滑及び/又は平坦である。パターニング面20は、基板12の上に形成されるべきパターンの基礎を形成するオリジナルパターンを形成する。
【0009】
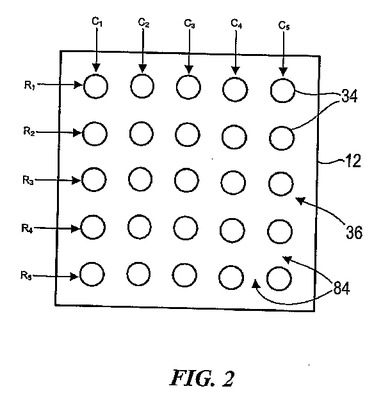
テンプレート16はテンプレート・チャック28に結合され、テンプレート・チャック28は、真空式及び電磁式を含むがこれに限定されない任意のチャックである。さらに、テンプレート・チャック28は、テンプレート16及びしたがってモールド18の移動を容易にするためにインプリント・ヘッド26に結合される。流体定量吐出システム30が、基板12の上にポリマ材料32を堆積するように基板12に流体連結した状態で選択的に配置されるべく結合される。流体定量吐出システム30は、複数の定量吐出ユニットをその内部に備える。ポリマ材料32は、例えば、液滴吐出、スピンコーティング、ディップ・コーティング、気相成長(CVD)、物理的気相成長(PVD)、薄膜堆積、圧膜堆積等の任意の知られた技法を使用して堆積されることを理解されたい。図2に示されるように、ポリマ材料32は、マトリックス・アレイ36を形成する複数の間隔を隔てて配置された液滴34として基板12の上に堆積される。例では、液滴34の各液滴は約1〜10ピコリットルの単位体積を有する。マトリックス・アレイ36の液滴34は、5列c1〜c5及び5行r1〜r5に配列されている。しかし、液滴34は基板12の上に任意の2次元構成に配置される。
【0010】
ポリマ材料32に関する例示の組成はシリコンがなく、下記のものからなる。
組成1
イソボルニルアクリレート
n−へキシルアクリレート
エチレングリコールディアクリレート
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−1
【0011】
これを受けて、組成1は、参照により本明細書に組み込まれる「Composition for an Etching Mask Comprising a Silicon−Containing Material」という名称の米国特許第7122079号の中で説明されている。
【0012】
図1を参照する。モールド18とポリマ材料32の引き剥がし特性を向上させポリマ材料32がモールド18に粘着しないことを確実にするために、添加剤が組成1の中に含まれる。そのために、ポリマ材料32は添加剤として界面活性剤を含む。この発明のために、界面活性剤はその片側が疎水性である任意の分子と定義される。界面活性剤は、例えばフッ素鎖を含むフッ素含有物であっても、又は界面活性剤の分子構造の中にいかなるフッ素も含まなくてよい。例示の界面活性剤は、yが1と7を含む1〜7の範囲にあるR1=F(CF2CF2)Y、及び、xが0と15を含む0〜15の範囲にあるR2=CH2CH2O(CH2CH2O)XHで表される、R1R2の一般構造を有するDUPONT(商標)社からZONYL(登録商標)FSO−100の商品名で市販されている。これは、以下の組成を備えたポリマ材料32を提供する。、
組成2
イソボルニルアクリレート
n−へキシルアクリレート
エチレングリコールディアクリレート
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−1
RfCH2CH2O(CH2CH2O)XH
【0013】
さらなる実施形態において、それからポリマ材料32を形成するための例示の組成は、以下のとおりである。
組成3
ヒドロキシル機能のポリシロキサン
ヘキサメソキシメチルメラミン
トルエンスルホン酸
メチルアミルケトン
組成4
ヒドロキシル機能のポリシロキサン
ヘキサメソキシメチルメラミン
ガンマ−グリシドオキシプロピルトリメトキシレン
トルエンスルホン酸
メチルアミルケトン
【0014】
これを受けて、また、組成2〜組成4も「Composition for an Etching Mask Comprising a Silicon−Containing Material」という名称の米国特許第7122079号の中で説明されている。
【0015】
図1を参照すると、システム10は、経路42に沿って直接エネルギー40に結合されたエネルギー40のソース38をさらに備える。インプリント・ヘッド26及びステージ14は、モールド18と基板12が経路42の中に重ね合わされ配置されるようにそれぞれをアレンジするように構成される。インプリント・ヘッド26又はステージ14、あるいはその両者は、ポリマ材料32によって充填されるそれらの間の所望の容積を形成するために、モールド18と基板12との間の距離を変化させる。
【0016】
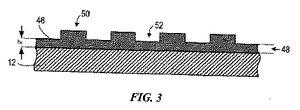
図1、図3を参照すると、通常、ポリマ材料32は、所望の容積がモールド18と基板12との間に決められる前に基板12の上に配置される。しかし、ポリマ材料32は所望の容積が得られた後でその容積を満たすことができる。所望の容積がポリマ材料32で満たされた後で、ソース38は、例えば、基板12の面44とパターニング面20の形状に従ってポリマ材料32を固化及び/又は架橋させて基板12上にパターン化された層46を形成する広帯域紫外放射であるエネルギー40を生成する。例では、エネルギー40は約240nm〜420nmの範囲の波長を有する。パターン化された層46は、残りの層48や突出部50と凹部52として示される複数のフィーチャを備えることができる。このプロセスの制御は、ステージ14、インプリント・ヘッド26、流体定量吐出システム30、ソース38にデータでつながれた状態にあり、メモリ56に格納されたコンピュータが読めるプログラム上で動作するプロセッサ54によって規制される。
【0017】
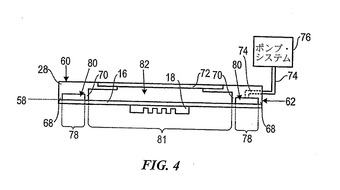
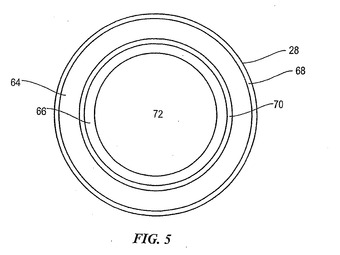
図4、図5を参照すると、テンプレート・チャック28は、モールド18が取り付けられるテンプレート16を、真空技法を使用して保持するように構成される。示されるように、テンプレート・チャック28は実質的に円形の形状を備える。しかし、さらなる実施形態では、テンプレート・チャック28は、所望の任意の幾何学的形状を備えることができる。テンプレート・チャック28は第1側58と反対側の第2側60とを含む。側面又は端面62は、第1側58と第2側60との間に延びる。第1側58は、第1凹部64と、第1凹部64から間隔を隔てて配置された第2凹部66とを含み、間隔を隔てて配置された第1、第2支持領域68、70を備えている。第1支持領域68は、第2支持領域70、第1凹部64、第2凹部66を取り巻いている。第2支持領域70は第2凹部66を取り巻いている。さらなる実施形態において、第1、第2支持領域68、70は規格に準拠した材料で形成される。第2凹部66に重ね合わされているテンプレート・チャック28の部分72は、上述した化学線作用のある放射の波長などの所定の波長を有する放射に対して透明である。そのために、部分72はガラスなどの透明材料の薄い層で作られる。しかし、部分72が作られる材料は、図1に示されたソース38によって発生される放射の波長によって決められる。部分72は、第2側60と第2凹部66近傍の終端部との間に広がっており、モールド18がその中に重ね合わられた状態になるようにモールド18の領域と少なくとも同じ大きさの領域を形成すべきである。
【0018】
テンプレート・チャック28の内部に貫通路74が形成されているが、しかし、テンプレート・チャック28は任意の数の貫通路を備えることができる。貫通路74は、第1凹部64を側面62と流体連結の状態に置くが、しかし、さらなる実施形態では、貫通路74は第1凹部64をテンプレート・チャック28の任意の面を流体連結の状態に置くことができることを理解されたい。なお、さらなる実施形態で、テンプレート・チャック28は、第2凹部66をテンプレート・チャック28の任意の面に流体連結の状態に置く貫通路(図示せず)を備えることができる。さらに、望まれることは、貫通路74が第1凹部64をポンプ・システム76などの圧力制御システムに流体連結した状態にすることを容易にすることである。
【0019】
図1、図4、図5を参照すると、ポンプ・システム76は第1凹部64の近傍の圧力を制御するために1つ又は複数のポンプを含む。特に、テンプレート16は、テンプレート・チャック28に取り付けられると、第1支持領域68と第2支持領域70に置かれ、第1凹部64と第2凹部66を覆う。第1凹部64とそれに重ね合わされているテンプレート16の部分78とで、第1チャンバ80を形成する。第2凹部66とそれに重ね合わされているテンプレート18の部分81とで、第2チャンバ82を形成する。ポンプ・システム76は第1チャンバ80の圧力を制御するために動作する。さらなる実施形態で、ポンプ・システム76は第2チャンバ82の圧力を制御する。特に、圧力は、テンプレート18の位置をテンプレート・チャック28に維持するように、及び重力のもとでテンプレート18がテンプレート・チャック28から離れるのを、回避できないならば、減少させるように、第1チャンバ80の内部で設定される。ポンプ・システム76は、ポンプ・システム76を制御するためにメモリ56に格納されたコンピュータが読めるプログラムで動作するプロセッサ54にデータでつながれた状態にある。
【0020】
図1、図2、図3を参照すると、上述のように、モールド18と基板12との間の距離は、ポリマ材料32によって充填される所望の容積がそれらの間で規制されるように変化させられる。さらに、固化の後で、ポリマ材料32は基板12の面44とパターニング面20の形状に従い、基板12の上にパターン化された層46を形成する。マトリックス・アレイ36の液滴34の間に形成された容積84の内部にガスが存在する。マトリックス・アレイ36内部の液滴34は、基板12とモールド18との間やパターン化された層46の内部に、ガス及び/又はガス・ポケットが閉じ込められるのを、防止しないにせよ回避するように、基板12の上に広げられる。ガス及び/又はガス・ポケットは、空気、窒素、二酸化炭素、ヘリウムを含むがこれらに限定されないガスである。基板12とモールド18との間、さらにパターン化された層46内部のガス及び/又はガス・ポケットは、とりわけパターン化された層46内に形成されたフィーチャのパターン歪みと、パターン化された層46内に形成されたフィーチャの低い忠実度と、パターン化された層46を横断する残りの層48の不均一な厚さとをもたらす恐れがあり、これらの全てが望ましくない。このため、基板12とモールド18との間、さらにはパターン化された層46内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化する方法及びシステムが、以下において説明される。
【0021】
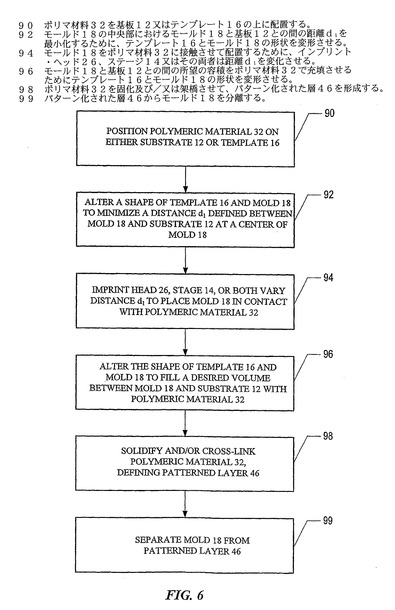
図1、図6を参照すると、第1の実施形態において、基板12とモールド18との間のガスを排出する方法が示される。より具体的にはステップ90で上述のようにポリマ材料32が、液滴吐出、スピンコーティング、ディップ・コーティング、化学気相成長(CVD)、物理的蒸着堆積(PVD)、薄膜堆積、圧膜堆積等によって基板12の上に配置される。さらなる実施形態で、ポリマ材料32はモールド18の上に配置される。
【0022】
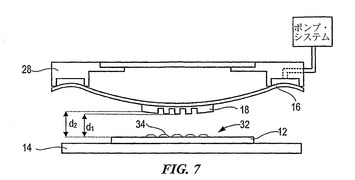
図4、図6、図7を参照すると、ステップ92で、テンプレート16とモールド18の形状は、モールド18の中央部の副部分におけるモールド18と基板12との間で規制される距離d1が、モールド18の残りの部分におけるモールド18と基板12との間で規制される距離より小さくなるように変形される。例では、距離d1は、モールド18の端部において規制された距離d2よりも小さい。さらなる実施形態で、距離d1はモールド18の任意の所望の位置で規制される。テンプレート16とモールド18の形状は、第1チャンバ80内の圧力を制御することによって変形される。より具体的には上述のように、ポンプ・システム76は第1チャンバ80内の圧力を制御するために動作する。このために、ポンプ・システム76は、テンプレート18の部分78が基板12から離れるように湾曲しテンプレート・チャック28に向かって湾曲するように、貫通路74を介して第1チャンバ80内に真空を発生させる。テンプレート18の部分78を基板12から離れるように湾曲させる結果、テンプレート18の部分81は基板12に向かって、テンプレート・チャック28から離れるように湾曲する。例では、テンプレート18の部分81の湾曲は100mmにわたって50μmの程度である。
【0023】
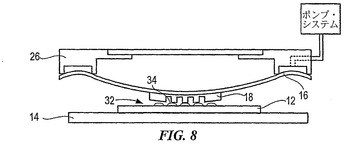
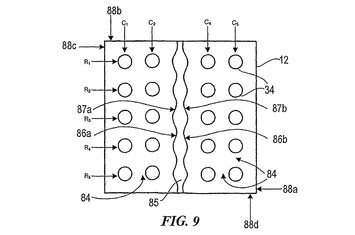
図6、図8、図9を参照すると、ステップ94で、図1に関連して説明したように、図1に示されるインプリント・ヘッド26又はステージ14あるいはその両者によって、モールド18の副部分が液滴34の副部分に接触するように図7に示される距離d1を変化させる。示されているように、モールド18の残りの部分が液滴34の残りの液滴に接触するのに先立ってモールド18の中央部の副部分が液滴34の副部分に接触する。しかし、さらなる実施形態では、モールド18の任意の部分が、モールド18の残りの部分に先立って液滴34に接触してもよい。そのために、示されているように、モールド18は図2に示された列c3に関連づけられた全ての液滴34に実質的に同時に接触する。これは、液滴34を広げさせ、ポリマ材料32の連続した液体シート85を生じさせる。液体シート85の端部86a、86bは、容積84内のガスを端部88a、88b、88c、88dに向けて押しやる働きをする液体−ガス境界面87a、87bをそれぞれ形成する。列c1〜c5内の液滴34の間の容積84は、そこを通ってガスが端部88a、88b、88c、88dに押し進められるガスの通路となる。その結果、液体−ガス境界面87a、87bは、ガスの通路と共に、液体シート85内のガスの閉じ込めを防止しないにせよ減少させることができる。
【0024】
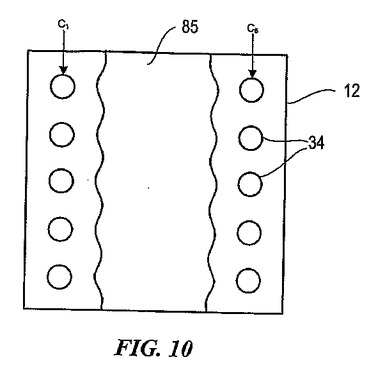
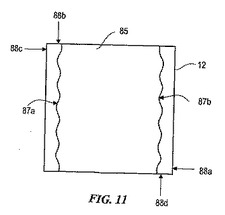
図4、図6、図8、図10を参照すると、ステップ96で、テンプレート16とモールド18の形状は、図1に関連して上で説明したように、モールド18と基板12との間で規制される所望の容積がポリマ材料32によって満たされるように変形させられる。より具体的には、テンプレート16とモールド18の形状は、第1チャンバ80内の圧力を制御することと、ポリマ材料32とモールド18との間の接触の結果として図1に示されたインプリント・ヘッド26及び/又はステージ14によってテンプレート16とモールド18に作用される力との組合せによって、変形させられる。より具体的には、上述したように、ポンプ・システム76は第1チャンバ80内の圧力を制御するために動作する。このために、ポンプ・システム76は、図2に示された列c2とc4内の液滴34の後続の部分のセットに関連づけられるポリマ材料32が広がって連続した液体シート85に含まれるように、貫通路74を介して第1チャンバ80内に生成された真空度を減少させる。テンプレート16とモールド18の形状は、図11に示されるように、モールド18が列c1とc5に関連づけられた液滴34と続いて接触状態になり、それによってそれに関連づけられたポリマ材料32が広がって連続したシート85に含まれるように、引き続き変形させられる。図からわかるように、ガスのための障害のない経路が図9に示された残りの容積84の中に存在しガスがそれに沿って進むように、境界面87a、87bは端部88c、88aに向かってそれぞれ移動する。これは、図9に示された容積84の中のガスが端部88a、88b、88c、88dへ向かってモールド18と基板12との間から出てゆくことを可能にする。このようにして、図3に示された基板12とモールド18との間ならびにパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めは、防止されないにせよ最小化される。さらなる実施形態で、テンプレート16とモールド18の形状は、図8に関連して上述したように、距離d1の減少と並行して変形される。さらに、ポリマ材料32がモールド18と基板12との間の所望の容積を充填する速度をバランスさせることが望ましい。より具体的には、境界面87a、87bが、端部88c、88aに向かってあまりに速く伝搬すると、ガスのポケットがモールド18と基板12との間に生成される恐れがあり、これは望ましくない。そのため、例では、テンプレート16とモールド18の形状は、ポリマ材料32がモールド18と基板12との間の所望の容積を数秒の間で100mmの速度で充填するように変形させられる。
【0025】
図6を参照して、ステップ98で、図1に関連して上述したように、次いで、ポリマ材料32は固化され及び/又は架橋されて図3に示されるパターン化された層46を形成する。その後、ステップ99で、モールド18は図3に示されるようにパターン化された層46から分離させられる。
【0026】
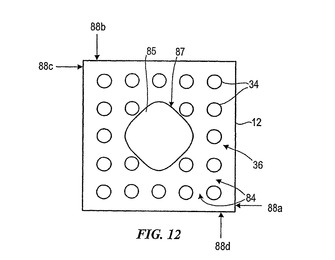
図4と図12を参照すると、上で説明したように、テンプレート16とモールド18は第1方向に沿って変形させられる。しかし、さらなる実施形態で、テンプレート16とモールド18の形状を、第1方向とその第1方向に直交して延びる第2方向に同時に変形させる。より具体的には、テンプレート16とモールド18は、図9に関連して上で説明したようにモールド18の残りの部分が液滴34の残りの部分に接触するのに先立ってモールド18の中央部の副部分が液滴34の副部分に接触するように変形させられる。これは、液滴34を広げさせ、ポリマ材料32の連続した液体シート85を生じさせ、容積84内のガスを放射状に外側に押しやる働きをする連続的な流体−ガス境界面87を形成することになる。例では、液体シート85は、円形又は円形に似た広がりの液体−ガス境界面87で容積84内のガスを、端部88a、88b、88c、88dに向かって外側に放射状に押しやることができる。しかし、さらなる実施形態で、テンプレート16とモールド18の形状を任意の方向に変形させることができ、基板12とモールド18との間さらにはパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化するために、容積84内のガスを端部88a、88b、88c、88dに向かって外側に放射状に押しやることを容易にする上で望まれる任意の幾何学的形状を有する液体シート85を生じさせる。
【0027】
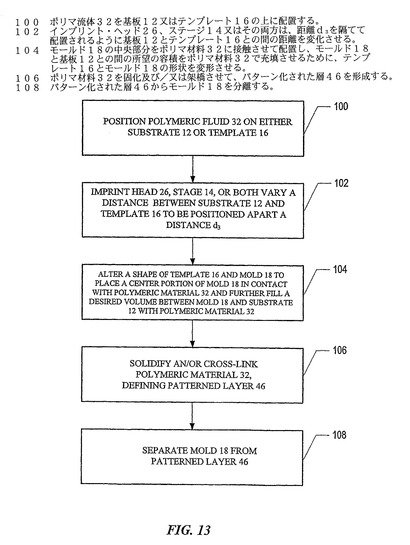
図13を参照すると、本発明のさらなる実施形態が示される。より具体的には、ステップ100で、図6に示したステップ90に関連して上述したことに類似して、ポリマ材料32は基板12又はモールド18の上に配置させられる。
【0028】
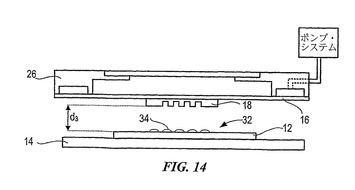
図13と図14を参照すると、ステップ102で、モールド18と基板12は距離d3がそれらの間で規制されるように配置される。図1に示されたインプリント・ヘッド26、ステージ14又はその両方は、基板12とモールド18との間の距離d3を得るようにモールド18と基板12とを配置する。さらなる実施形態で、モールド18は第1面内で広がっており、基板12は第2面内で広がっており、第1面と第2面とは実質的に並行である。例では、距離d3は5〜50ミクロンの範囲の大きさである。距離d3は、より詳細には以下で説明されるが、テンプレート16とモールド18の形状が変形するや否やモールド18の副部分が液滴34の副部分に接触するように規制される。
【0029】
図8と図13を参照すると、ステップ104で、テンプレート16とモールド18の形状は、モールド18の残りの部分が液滴34の残りの液滴に接触するのに先立ってモールド18の中央部の副部分が液滴34の副部分に接触するように変形させられる。しかし、さらなる実施形態で、モールド18の任意の部分を、モールド18の残りの部分に先立って液滴34に接触させることができる。そのために、図9に関連して上述したことに類似して、モールド18は図2に示された列c3に関連づけられた全ての液滴34に実質的に同時に接触する。これは、液滴34を広げ、ポリマ材料32の連続した液体シート85を生じさせる。液体シート85の端部86a、86bは、容積84内のガスを端部88a、88b、88c、88dに向けて押しやる働きをする液体−ガス境界面87a、87bをそれぞれ規制する。列c1〜c5内の液滴34の間の容積84は、ガスが端部88a、88b、88c、88dに押しやられるガスの通路となる。その結果、液体−ガス境界面87a、87bは、ガスの通路によって液体シート85内のガスの閉じ込めを防止しないにせよ減少させる。
【0030】
さらに、列c3に関連づけられた液滴34のモールド18との接触の後で、テンプレート16とモールド18の形状は、図1に関連して上で説明したように、モールド18と基板12との間に形成される所望の容積がポリマ材料32によって満たされるように、さらに変形させられる。より具体的には、図10〜図12に関連して上述したことに類似して、テンプレート16とモールド18の形状は、第1チャンバ80内の圧力を制御することと、ポリマ材料32とモールド18との間の接触の結果としてインプリント・ヘッド26及び/又はステージ12によってテンプレート16とモールド18に作用される力との組合せによって変形させられる。より具体的には、上述のように、ポンプ・システム76は第1チャンバ80内の圧力を制御するために動作する。そのために、ポンプ・システム76は、図2に示された列c2とc4内の液滴34の後続の部分のセットに関連づけられるポリマ材料32が広がって図10に示されるように連続した液体シート85の中に含まれるように、貫通路74を介して第1チャンバ80内に生成された真空度を減少させる。テンプレート16とモールド18の形状は、モールド18が続いて列c1とc5に関連づけられた液滴34と接触状態になり、それによってそれに関連づけられたポリマ材料32が広がって図11に示されるように液体シート85に含まれるように、引き続き変形される。図からわかるように、ガスのための障害のない経路が図9に示される残りの容積84の中に存在しそれに沿って進むように、境界面87a、88bは端部88a、88bに向かってそれぞれ移動している。これは、図9に示される容積84の内部のガスが、端部88a、88b、88c、88dに向かってモールド18と基板12との間から出てゆくことを可能にする。このようにして、基板12とモールド18との間さらにはパターン化された層46内のガス及び/又はガス・ポケットの閉じ込めは、図3に示されるように、防止されないにせよ最小化される。さらなる実施形態で、テンプレート16とモールド18の形状は、図8に関連して上述したように、距離d1の減少と並行して変形させられる。
【0031】
図13を参照して、ステップ106で、図1に関連して上述したように、次いで、ポリマ材料32は固化され及び/又は架橋されて、図3に示されるようなパターン化された層46を形成する。続いて、ステップ108で、モールド18は、図3に示されるパターン化された層46から分離させられる。さらなる実施形態で、基板12は、基板12とモールド18との間及びパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化するために基板12の形状が変形されるように上述された処理を受ける。さらに、テンプレート16、モールド18、基板12は上述の処理を同時に受けることができる。
【0032】
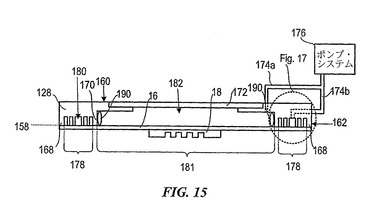
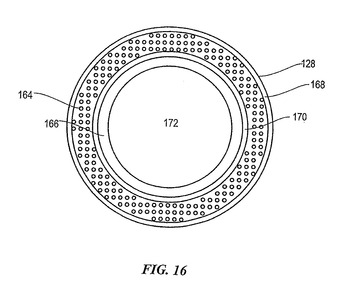
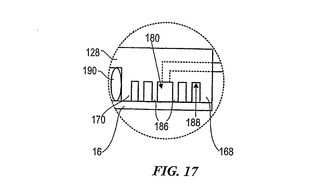
図15、図16を参照すると、テンプレート・チャック28の第2の実施形態が示される。より具体的には、図4に関連して上述したテンプレート・チャック28に類似して、テンプレート・チャック128は第1側158とその反対側の第2側160を含む。側面又は端面162は、第1側158と第2側160との間に広がっている。示されているように、テンプレート・チャック128は実質的に円形の形状を備える。しかし、さらなる実施形態で、テンプレート・チャック128は、所望の任意の幾何学的形状を備えることができる。第1側158は、第1凹部164と、第1凹部164から間隔を隔てて配置された第2凹部166とを含み、間隔を隔てて配置された第1支持領域168と第2支持領域170を形成している。第1支持領域168は、第2支持領域170、第1凹部164、第2凹部166を取り巻く。第2支持領域170は第2凹部166を取り巻く。さらなる実施形態で、第1支持領域168と第2支持領域170は、規格に準拠した材料で形成される。第2凹部166に重ね合わされているテンプレート・チャック128の部分172は、上述した化学線作用のある放射の波長などの所定の波長を有する放射に対して透明である。そのために、部分172はガラスなどの透明材料の薄い層で作られる。しかし、部分172が作られる材料は、図1に示されたソース38によって発生される放射の波長によって決められる。部分172は、第2側160と第2凹部166近傍の終端部との間に広がっており、モールド18がその中に重ね合わせられるようにモールド18の領域と少なくとも同じ大きさの領域を形成するべきである。
【0033】
図15、図16、図17を参照すると、テンプレート・チャック128は、第1凹部164の底面188から突出している複数のピン186をさらに含む。ピン186は、真空を介してテンプレート・チャック128の上に保持されるテンプレート16のための機械的支持を行なう。ピン186は、通常、円形断面を有する剛性のある柱である。しかし、さらなる実施形態で、ピン186は所望の任意の幾何学的形状を有することができる。
【0034】
図15を参照すると、テンプレート・チャック128の内部に貫通路174a、174b形成されているが、しかし、テンプレート・チャック128は任意の数の貫通路を備えることができる。貫通路174bは、第1凹部164を側面162と流体連結の状態に置くが、しかし、さらなる実施形態では、貫通路174aは、第1凹部164をテンプレート・チャック128の任意の面に流体連結した状態に置くことができることを理解されたい。貫通路174bは、第2凹部166を第2側160と流体連結の状態に置くが、しかし、さらなる実施形態で、貫通路174bは、第2凹部166をテンプレート・チャック128の任意の面に流体連結した状態に置くことができることを理解されたい。さらに、望まれることは、貫通路174a、174bが、第1凹部164と第2凹部166をポンプ・システム176などの圧力制御システムに流体連結した状態にそれぞれ置くことを容易にすることである。
【0035】
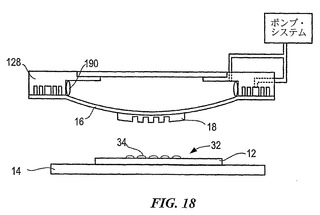
図15、図16を参照すると、ポンプ・システム176は第1凹部164と第2凹部166近傍の圧力を制御するために1つ又は複数のポンプを含む。特に、テンプレート・チャック128に取り付けられる場合は、テンプレート16は、第1支持領域168と第2支持領域170に載せられて第1凹部164と第2凹部166を覆う。第1凹部164及びそれに重ね合わされたテンプレート116の部分178は、第1チャンバ180を形成する。第2凹部166及びそれに重ね合わされたテンプレート16の部分181は、第2チャンバ182を形成する。ポンプ・システム176は、第1チャンバ180と第2チャンバ182の圧力を制御するように動作する。特に、圧力は、テンプレート16の位置をテンプレート・チャック128に維持するように、第1チャンバ180と第2チャンバ182内で設定され、重力のもとテンプレート16がテンプレート・チャック128から離れることを防止しないにせよ減少させる。そのために、テンプレート・チャック128は第2支持領域170に隣接して位置する規格準拠のシーリング190をさらに備え、第1と第2チャンバ180、182の内部で所望の圧力及び/又は真空を得やすくするために第1チャンバ180を第2チャンバ182から分離する。そのために、ポンプ・システム176は、図18に示すようにテンプレート18の部分181が基板12に向かって湾曲しテンプレート・チャック128から湾曲して離れるように、第2チャンバ182の内部に圧力を発生させることができる。それゆえ、テンプレート・チャック128は、基板12とモールド18との間及び図3に示されたパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化することに関連した上述の任意の方法の中で使用される。
【0036】
図1、図3を参照すると、さらに、基板12とモールド18との間ならびにパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化することに加えて、また、残りの層48が実質的に均一であることも望まれる。より具体的には、残りの層48が、パターン化された層46にわたって実質的に均一な高さh1を有することが望まれる。そのため、実質的に均一な高さh1を有する残りの層48を得るために、参照により本明細書に組み込まれる「Capillary Imprinting Technique」という名称の米国特許出願10/645306として出願された米国特許出願刊行物2005/0061773の中で説明されているように、モールド18と基板12との間で規制される所望の容積がポリマ材料32の毛管力によって充填させられる。より具体的には、液滴34の各液滴の単位容積が、残りの層48のh1が数ナノメートル〜数ミクロンの範囲にあるように制御される場合には、液滴34の各液滴はそれに隣接する領域に数秒間又はそれよりも急速に広がることができ、このようにして、残りの層の高さh1はパターン化された層46の一面にわたって実質的に均一になることができる。
【0037】
テンプレート16とモールド18との厚さt1は、残りの層48の概ね均一な高さh1を得ることをさらに容易にすることができる。より具体的には、テンプレート16とモールド18との厚さt1は、残りの層48が概ね均一な高さh1を得るのを容易にするために、テンプレート16とモールド18との曲げ剛性がポリマ材料32の前述の毛管力とバランスされるような大きさを有する。より具体的には、テンプレート16とモールド18との曲げ剛性はそれらの3次関数である。このため、厚さt1が厚すぎる場合は残りの層48の厚さh1は概ね不均一になる。しかし、テンプレート16とモールド18との厚さt1が薄すぎる場合には、図2に示された液滴34の間の局部的な欠陥が、残りの層48の厚さh1の複数の不均一な局在した微動をもたらす恐れがある。したがって、テンプレート16とモールド18とのt1は、テンプレート16及び/又は基板12内の数ミクロンの面外変動が存在する下では、100μm〜2mmの範囲にある。
【0038】
テンプレート16とモールド18との厚さt1は、テンプレート16とモールド18の面の非平面性による残りの層48の高さh1の間の変動が妨げられないならば最小化されるような大きさを有することができる一方、図4に示された第1チャンバ80と第2チャンバ82内の流体圧力に起因するテンプレート16とモールド18の変形による残りの層48の高さh1の間の局部的な望ましくない変動の発生を防止しないにせよ最小化するための大きさを有する。しかし、また、厚さt1の大きさは、システム10によるテンプレート16とモールド18のハンドリングや、パターン化された層46からのそれらの分離も容易にすべきである。さらなる実施形態で、基板12の厚さt2は、テンプレート16とモールド18との厚さt1に関連して上で説明したような大きさを有してもよい。
【0039】
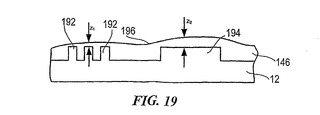
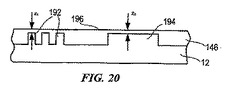
図1、図19を参照すると、突出部192と突出部194を備えた基板12が示されている。厚さz1は突出部192とパターン化された層146の面196との間の厚さで、厚さz2は突出部194と面196との間の厚さである。示されているように、厚さz2はz1よりも大きい。これは、ポリマの流体32をスピンコーティングによって基板12の上に配置することに起因し、したがって、パターン化された層146は基板12の面トポロジと反対になる傾向があり、パターン化された層146の間で望ましくない局部的な膜厚変動をもたらす。そのため、上述した方法は、パターン化された層146が図20に示されるように概ね平面になるように基板12の上でのポリマの流体32の平坦化に使用される。より具体的には、上述のような湾曲した形状を有するテンプレート16とモールド18の使用が、概ね平坦な形状を有するパターン化された層146を容易にすることができる。これを受けて、図20に示されるように、厚さz2は概ね厚さz1と同じになり、これは望ましいことである。例では、突出部192は200nm未満の幅になる一方、突出部194は50ミクロン〜100ミクロン程度の幅になる。
【0040】
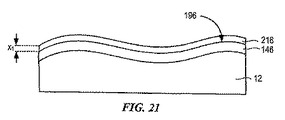
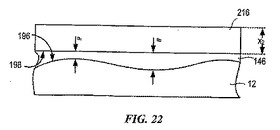
図21を参照すると、パターン化された層146の面196の平坦化を促進するために、パターン化された層146及び/又は基板12に接触したときにテンプレート216はそれらに従わない状態になるような所定の厚さを有するテンプレート216が使用される。そのために、示されるように、テンプレート216は厚さx1を有する。しかし、テンプレート216の厚さx1は、テンプレート216を長い空間的うねりが存在する状態のパターン化された層146に従わせるように促す。そのような均一な層は、参照により本明細書に組み込まれる、「Positive Tone Bi−Layer Imprint Lithography Method」という名称の米国特許出願10/396615として出願された米国特許出願刊行物2004/0188381の中で説明されるように、階調フィーチャを反転させるためのエッチングマスクを形成するために使用される。そのため、テンプレート216は、図22に示されるようにパターン化された層146又は基板12に従わない厚さx2を有する。第1位置におけるテンプレート216の面198とパターン化された層146の面196との間の厚さa1は、第1位置とは異なる第2位置における面198と面196との間の厚さa2と異なる。その結果、パターン化された層146の面196は概ね平坦になる。例では、テンプレート216の厚さx2は6.25mmである。
【0041】
上で説明された本発明の実施形態は例としてのものである。本発明の範囲に留まると同時に、多くの変更と修正とが上に列挙された開示に対して成させられる。したがって、本発明の範囲は上記の説明によって限定されるべきではなく、しかしそのかわりに、等価物のそれらの完全な範囲と共に添付の特許請求の範囲を参照して決定されるべきである。
【図面の簡単な説明】
【0042】
【図1】基板から間隔を隔てて配置されたテンプレートを有し、このテンプレートはテンプレート・チャックに結合されているリソグラフィシステムの簡略化した側面図である。
【図2】図1に示された基板の領域の上に配置されたインプリンティング材料の液滴のアレイを示す上から見下ろした図である。
【図3】その上に配置されたパターン化された層を有する図1に示された基板の簡略化した側面図である。
【図4】共に図1に示されているテンプレート及びテンプレート・チャックの側面図である。
【図5】図4に示されたテンプレート・チャックの下から見上げた平面図である。
【図6】第1実施形態における、図1に示された基板の領域をパターニングする方法を示す流れ図である。
【図7】変形されたモールド及びテンプレートの形状を有する、図1に示されたテンプレートに結合されたモールドの側面図である。
【図8】図2に示されたインプリンティング材料の液滴の一部と接触した状態にある、図7に示されたモールドの側面図である。
【図9】図8に示されたテンプレートの変形された形状を使用した場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図10】図8に示されたテンプレートの変形された形状を使用し他場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図11】図8に示されたテンプレートの変形された形状を使用し他場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図12】さらなる実施形態における、図8に示されたテンプレートの変形された形状を使用した場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図13】第2実施形態における、図1に示された基板の領域をパターニングする方法を示す流れ図である。
【図14】図1に示された基板から間隔を隔てて配置された、図1に示されたテンプレートに結合されたモールドの側面図である。
【図15】さらなる実施形態における、共に図1に示されたテンプレート及びテンプレート・チャックの側面図である。
【図16】図15に示されたテンプレート・チャックの下から見上げた平面図である。
【図17】図15に示されたテンプレート・チャックの領域の分解図である。
【図18】変形されたモールド及びテンプレートの形状を有する、図1に示されたテンプレートに結合されたモールドの側面図である。
【図19】基板の上に配置され実質的に非平坦な面を有するパターン化された層を有する、図1に示された基板の側面図である。
【図20】基板の上に配置され実質的に平坦な面を有するパターン化された層を有する、図1に示された基板の側面図である。
【図21】図1に示された基板の上に配置されたパターン化された層に接触した状態にあり、パターン化された層に実質的に従う図1に示されたテンプレートの側面図である。
【図22】図1に示された基板の上に配置されたパターン化された層に接触した状態にあり、実質的に平坦な面を有するパターン化された層を備えた、図1に示されたテンプレートの側面図である。
【関連出願】
【0001】
(関連出願の相互引用)
本出願は、発明者としてByung−Jin Choi、Sidlgata V.Sreenivasan、Ian M.McMackin、及びPankaj B.Ladが記載された「Method and Apparatus for Imprinting with Preshaped Templates and/or Light Curable Liquids」という名称の2005年12月8日出願の米国特許仮出願60/748380の優先権、及び、発明者としてByung−Jin Choi、Ronald D.Voison、Sidlgata V.Sreenivasan、Michael P.C.Watts、Daniel A.Babbs、Mario J.Meissl、Hillman L.Bailey、及びNorman E.Schumakerが共に記載された「Chucking System for Modulating Shapes of Substrates」という名称の2002年11月13日出願の現在は米国特許第7019819号である米国特許出願10/293224の継続である、「Imprint Lithography Substrate Processing Tool for Modulating Shapes of Substrates」という名称の2006年3月27日出願の米国特許出願11/389731の継続を主張し、これらの全ては参照により本明細書に組み込まれる。
【技術分野】
【0002】
本発明の分野は、一般に構造体のナノファブリケーションに関する。より詳細には、本発明は、基板とモールドとの間に位置するガスを排出する方法及びシステムが対象とされる。
【背景技術】
【0003】
ナノファブリケーションは、例えば、ナノメートル又はそれより小さい程度のフィーチャを有する極めて小さな構造体の製造を含む。ナノファブリケーションがかなり大きな影響を与えるようになった1つの分野は集積回路のプロセシングの分野においてである。半導体プロセシング産業は、より大きな生産収率のための努力を続ける一方、基板上に形成される単位面積当たりの回路を増加させるので、ナノファブリケーションはますます重要になっている。ナノファブリケーションはより大きなプロセス制御を行なう一方、形成される構造体の最小フィーチャ寸法のさらなる縮小を可能にする。ナノファブリケーションが使用されている開発の他の分野は、バイオテクノロジー、光学技術、機械システム等を含む。
【0004】
例としてのナノファブリケーション技法は、一般にインプリントリソグラフィと呼ばれる。例としてのインプリントリソグラフィのプロセスは、「Method and a Mold to Arrange Features on a Substrate to Replicate Features having Minimal Dimensional Variability」という名称の米国特許出願10/264960として出願の米国特許出願2004/0065976公報、「Method of Forming a Layer on a Substrate to Facilitate Fabrication of Metrology Standards」という名称の米国特許出願10/264926として出願の米国特許出願2004/0065252公報、及び、「Functional Patterning Material for Imprint Lithography Processes」という名称の米国特許第6936194号などの多くの刊行物で詳細に説明されており、これらの全ては本発明の譲受人に譲渡されている。
【0005】
前述の米国特許出願刊行物及び米国特許のそれぞれの中で開示された基本的なインプリントリソグラフィ技法は、重合可能な層の中へレリーフ・パターンを形成し、かつレリーフ・パターンに対応するパターンを下にある基板の中に転写することである。基板は、そのパターン形成を容易にするために所望の位置を得るように移動ステージの上に配置される。そのために、テンプレートが基板から間隔を隔てて配置され、テンプレートと基板との間に存在する成形可能な液体と共に使用される。液体は、液体に接触した状態にあるテンプレートの面の形状に従って記録されたパターンを有する固化された層を形成するために固化される。次いで、テンプレートは、テンプレートと基板とが間隔を隔てて配置されるように固化された層から分離される。次いで、基板と固化された層とは、固化された層の中のパターンに対応するレリーフ像を基板の中に転写するための処理を受ける。
【発明の開示】
【発明が解決しようとする課題】
【0006】
テンプレートと基板との間及び成形可能な液体の内部にガスが存在することがあり、これは、とりわけ、固化された層のパターン歪み、固化された層内に形成されたフィーチャの低い忠実度、固化された層の残りの層の不均一な厚さという結果になり、これら全ては望ましくない。そのために、基板とモールドとの間に位置するガスを排出するための方法及びシステムを提供するニーズが存在する。
【発明を実施するための最良の形態】
【0007】
図1を参照すると、基板12の上にレリーフ・パターンを形成するためのシステム10は、基板12が支持されるステージ14とテンプレート16とを含む。テンプレート16は、パターンニング面20を備え、基板12に向けて延びるメサ18を有することができる。以降では、メサ18はモールド18と呼ばれる。さらなる実施形態では、テンプレート16はモールド18が実質的になくてもよい。さらに、基板12は基板チャック(図示せず)に結合され、基板チャック(図示せず)は真空式及び電磁式を含むがこれに限定されない任意のチャックである。
【0008】
テンプレート16及び/又はモールド18は、溶融シリカ、石英、シリコン、有機ポリマ、シロキサンポリマ、ホウケイ酸ガラス、フルオロカーボン・ポリマ、金属、強化サファイアを含むがこれらに限定されないこうした材料から形成される。示されたように、パターニング面20は、複数の間隔を隔てて配置された凹部22と突出部24とによって形成されたフィーチャを備える。しかし、さらなる実施形態では、パターニング面20は、実質的に平滑及び/又は平坦である。パターニング面20は、基板12の上に形成されるべきパターンの基礎を形成するオリジナルパターンを形成する。
【0009】
テンプレート16はテンプレート・チャック28に結合され、テンプレート・チャック28は、真空式及び電磁式を含むがこれに限定されない任意のチャックである。さらに、テンプレート・チャック28は、テンプレート16及びしたがってモールド18の移動を容易にするためにインプリント・ヘッド26に結合される。流体定量吐出システム30が、基板12の上にポリマ材料32を堆積するように基板12に流体連結した状態で選択的に配置されるべく結合される。流体定量吐出システム30は、複数の定量吐出ユニットをその内部に備える。ポリマ材料32は、例えば、液滴吐出、スピンコーティング、ディップ・コーティング、気相成長(CVD)、物理的気相成長(PVD)、薄膜堆積、圧膜堆積等の任意の知られた技法を使用して堆積されることを理解されたい。図2に示されるように、ポリマ材料32は、マトリックス・アレイ36を形成する複数の間隔を隔てて配置された液滴34として基板12の上に堆積される。例では、液滴34の各液滴は約1〜10ピコリットルの単位体積を有する。マトリックス・アレイ36の液滴34は、5列c1〜c5及び5行r1〜r5に配列されている。しかし、液滴34は基板12の上に任意の2次元構成に配置される。
【0010】
ポリマ材料32に関する例示の組成はシリコンがなく、下記のものからなる。
組成1
イソボルニルアクリレート
n−へキシルアクリレート
エチレングリコールディアクリレート
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−1
【0011】
これを受けて、組成1は、参照により本明細書に組み込まれる「Composition for an Etching Mask Comprising a Silicon−Containing Material」という名称の米国特許第7122079号の中で説明されている。
【0012】
図1を参照する。モールド18とポリマ材料32の引き剥がし特性を向上させポリマ材料32がモールド18に粘着しないことを確実にするために、添加剤が組成1の中に含まれる。そのために、ポリマ材料32は添加剤として界面活性剤を含む。この発明のために、界面活性剤はその片側が疎水性である任意の分子と定義される。界面活性剤は、例えばフッ素鎖を含むフッ素含有物であっても、又は界面活性剤の分子構造の中にいかなるフッ素も含まなくてよい。例示の界面活性剤は、yが1と7を含む1〜7の範囲にあるR1=F(CF2CF2)Y、及び、xが0と15を含む0〜15の範囲にあるR2=CH2CH2O(CH2CH2O)XHで表される、R1R2の一般構造を有するDUPONT(商標)社からZONYL(登録商標)FSO−100の商品名で市販されている。これは、以下の組成を備えたポリマ材料32を提供する。、
組成2
イソボルニルアクリレート
n−へキシルアクリレート
エチレングリコールディアクリレート
2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−1
RfCH2CH2O(CH2CH2O)XH
【0013】
さらなる実施形態において、それからポリマ材料32を形成するための例示の組成は、以下のとおりである。
組成3
ヒドロキシル機能のポリシロキサン
ヘキサメソキシメチルメラミン
トルエンスルホン酸
メチルアミルケトン
組成4
ヒドロキシル機能のポリシロキサン
ヘキサメソキシメチルメラミン
ガンマ−グリシドオキシプロピルトリメトキシレン
トルエンスルホン酸
メチルアミルケトン
【0014】
これを受けて、また、組成2〜組成4も「Composition for an Etching Mask Comprising a Silicon−Containing Material」という名称の米国特許第7122079号の中で説明されている。
【0015】
図1を参照すると、システム10は、経路42に沿って直接エネルギー40に結合されたエネルギー40のソース38をさらに備える。インプリント・ヘッド26及びステージ14は、モールド18と基板12が経路42の中に重ね合わされ配置されるようにそれぞれをアレンジするように構成される。インプリント・ヘッド26又はステージ14、あるいはその両者は、ポリマ材料32によって充填されるそれらの間の所望の容積を形成するために、モールド18と基板12との間の距離を変化させる。
【0016】
図1、図3を参照すると、通常、ポリマ材料32は、所望の容積がモールド18と基板12との間に決められる前に基板12の上に配置される。しかし、ポリマ材料32は所望の容積が得られた後でその容積を満たすことができる。所望の容積がポリマ材料32で満たされた後で、ソース38は、例えば、基板12の面44とパターニング面20の形状に従ってポリマ材料32を固化及び/又は架橋させて基板12上にパターン化された層46を形成する広帯域紫外放射であるエネルギー40を生成する。例では、エネルギー40は約240nm〜420nmの範囲の波長を有する。パターン化された層46は、残りの層48や突出部50と凹部52として示される複数のフィーチャを備えることができる。このプロセスの制御は、ステージ14、インプリント・ヘッド26、流体定量吐出システム30、ソース38にデータでつながれた状態にあり、メモリ56に格納されたコンピュータが読めるプログラム上で動作するプロセッサ54によって規制される。
【0017】
図4、図5を参照すると、テンプレート・チャック28は、モールド18が取り付けられるテンプレート16を、真空技法を使用して保持するように構成される。示されるように、テンプレート・チャック28は実質的に円形の形状を備える。しかし、さらなる実施形態では、テンプレート・チャック28は、所望の任意の幾何学的形状を備えることができる。テンプレート・チャック28は第1側58と反対側の第2側60とを含む。側面又は端面62は、第1側58と第2側60との間に延びる。第1側58は、第1凹部64と、第1凹部64から間隔を隔てて配置された第2凹部66とを含み、間隔を隔てて配置された第1、第2支持領域68、70を備えている。第1支持領域68は、第2支持領域70、第1凹部64、第2凹部66を取り巻いている。第2支持領域70は第2凹部66を取り巻いている。さらなる実施形態において、第1、第2支持領域68、70は規格に準拠した材料で形成される。第2凹部66に重ね合わされているテンプレート・チャック28の部分72は、上述した化学線作用のある放射の波長などの所定の波長を有する放射に対して透明である。そのために、部分72はガラスなどの透明材料の薄い層で作られる。しかし、部分72が作られる材料は、図1に示されたソース38によって発生される放射の波長によって決められる。部分72は、第2側60と第2凹部66近傍の終端部との間に広がっており、モールド18がその中に重ね合わられた状態になるようにモールド18の領域と少なくとも同じ大きさの領域を形成すべきである。
【0018】
テンプレート・チャック28の内部に貫通路74が形成されているが、しかし、テンプレート・チャック28は任意の数の貫通路を備えることができる。貫通路74は、第1凹部64を側面62と流体連結の状態に置くが、しかし、さらなる実施形態では、貫通路74は第1凹部64をテンプレート・チャック28の任意の面を流体連結の状態に置くことができることを理解されたい。なお、さらなる実施形態で、テンプレート・チャック28は、第2凹部66をテンプレート・チャック28の任意の面に流体連結の状態に置く貫通路(図示せず)を備えることができる。さらに、望まれることは、貫通路74が第1凹部64をポンプ・システム76などの圧力制御システムに流体連結した状態にすることを容易にすることである。
【0019】
図1、図4、図5を参照すると、ポンプ・システム76は第1凹部64の近傍の圧力を制御するために1つ又は複数のポンプを含む。特に、テンプレート16は、テンプレート・チャック28に取り付けられると、第1支持領域68と第2支持領域70に置かれ、第1凹部64と第2凹部66を覆う。第1凹部64とそれに重ね合わされているテンプレート16の部分78とで、第1チャンバ80を形成する。第2凹部66とそれに重ね合わされているテンプレート18の部分81とで、第2チャンバ82を形成する。ポンプ・システム76は第1チャンバ80の圧力を制御するために動作する。さらなる実施形態で、ポンプ・システム76は第2チャンバ82の圧力を制御する。特に、圧力は、テンプレート18の位置をテンプレート・チャック28に維持するように、及び重力のもとでテンプレート18がテンプレート・チャック28から離れるのを、回避できないならば、減少させるように、第1チャンバ80の内部で設定される。ポンプ・システム76は、ポンプ・システム76を制御するためにメモリ56に格納されたコンピュータが読めるプログラムで動作するプロセッサ54にデータでつながれた状態にある。
【0020】
図1、図2、図3を参照すると、上述のように、モールド18と基板12との間の距離は、ポリマ材料32によって充填される所望の容積がそれらの間で規制されるように変化させられる。さらに、固化の後で、ポリマ材料32は基板12の面44とパターニング面20の形状に従い、基板12の上にパターン化された層46を形成する。マトリックス・アレイ36の液滴34の間に形成された容積84の内部にガスが存在する。マトリックス・アレイ36内部の液滴34は、基板12とモールド18との間やパターン化された層46の内部に、ガス及び/又はガス・ポケットが閉じ込められるのを、防止しないにせよ回避するように、基板12の上に広げられる。ガス及び/又はガス・ポケットは、空気、窒素、二酸化炭素、ヘリウムを含むがこれらに限定されないガスである。基板12とモールド18との間、さらにパターン化された層46内部のガス及び/又はガス・ポケットは、とりわけパターン化された層46内に形成されたフィーチャのパターン歪みと、パターン化された層46内に形成されたフィーチャの低い忠実度と、パターン化された層46を横断する残りの層48の不均一な厚さとをもたらす恐れがあり、これらの全てが望ましくない。このため、基板12とモールド18との間、さらにはパターン化された層46内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化する方法及びシステムが、以下において説明される。
【0021】
図1、図6を参照すると、第1の実施形態において、基板12とモールド18との間のガスを排出する方法が示される。より具体的にはステップ90で上述のようにポリマ材料32が、液滴吐出、スピンコーティング、ディップ・コーティング、化学気相成長(CVD)、物理的蒸着堆積(PVD)、薄膜堆積、圧膜堆積等によって基板12の上に配置される。さらなる実施形態で、ポリマ材料32はモールド18の上に配置される。
【0022】
図4、図6、図7を参照すると、ステップ92で、テンプレート16とモールド18の形状は、モールド18の中央部の副部分におけるモールド18と基板12との間で規制される距離d1が、モールド18の残りの部分におけるモールド18と基板12との間で規制される距離より小さくなるように変形される。例では、距離d1は、モールド18の端部において規制された距離d2よりも小さい。さらなる実施形態で、距離d1はモールド18の任意の所望の位置で規制される。テンプレート16とモールド18の形状は、第1チャンバ80内の圧力を制御することによって変形される。より具体的には上述のように、ポンプ・システム76は第1チャンバ80内の圧力を制御するために動作する。このために、ポンプ・システム76は、テンプレート18の部分78が基板12から離れるように湾曲しテンプレート・チャック28に向かって湾曲するように、貫通路74を介して第1チャンバ80内に真空を発生させる。テンプレート18の部分78を基板12から離れるように湾曲させる結果、テンプレート18の部分81は基板12に向かって、テンプレート・チャック28から離れるように湾曲する。例では、テンプレート18の部分81の湾曲は100mmにわたって50μmの程度である。
【0023】
図6、図8、図9を参照すると、ステップ94で、図1に関連して説明したように、図1に示されるインプリント・ヘッド26又はステージ14あるいはその両者によって、モールド18の副部分が液滴34の副部分に接触するように図7に示される距離d1を変化させる。示されているように、モールド18の残りの部分が液滴34の残りの液滴に接触するのに先立ってモールド18の中央部の副部分が液滴34の副部分に接触する。しかし、さらなる実施形態では、モールド18の任意の部分が、モールド18の残りの部分に先立って液滴34に接触してもよい。そのために、示されているように、モールド18は図2に示された列c3に関連づけられた全ての液滴34に実質的に同時に接触する。これは、液滴34を広げさせ、ポリマ材料32の連続した液体シート85を生じさせる。液体シート85の端部86a、86bは、容積84内のガスを端部88a、88b、88c、88dに向けて押しやる働きをする液体−ガス境界面87a、87bをそれぞれ形成する。列c1〜c5内の液滴34の間の容積84は、そこを通ってガスが端部88a、88b、88c、88dに押し進められるガスの通路となる。その結果、液体−ガス境界面87a、87bは、ガスの通路と共に、液体シート85内のガスの閉じ込めを防止しないにせよ減少させることができる。
【0024】
図4、図6、図8、図10を参照すると、ステップ96で、テンプレート16とモールド18の形状は、図1に関連して上で説明したように、モールド18と基板12との間で規制される所望の容積がポリマ材料32によって満たされるように変形させられる。より具体的には、テンプレート16とモールド18の形状は、第1チャンバ80内の圧力を制御することと、ポリマ材料32とモールド18との間の接触の結果として図1に示されたインプリント・ヘッド26及び/又はステージ14によってテンプレート16とモールド18に作用される力との組合せによって、変形させられる。より具体的には、上述したように、ポンプ・システム76は第1チャンバ80内の圧力を制御するために動作する。このために、ポンプ・システム76は、図2に示された列c2とc4内の液滴34の後続の部分のセットに関連づけられるポリマ材料32が広がって連続した液体シート85に含まれるように、貫通路74を介して第1チャンバ80内に生成された真空度を減少させる。テンプレート16とモールド18の形状は、図11に示されるように、モールド18が列c1とc5に関連づけられた液滴34と続いて接触状態になり、それによってそれに関連づけられたポリマ材料32が広がって連続したシート85に含まれるように、引き続き変形させられる。図からわかるように、ガスのための障害のない経路が図9に示された残りの容積84の中に存在しガスがそれに沿って進むように、境界面87a、87bは端部88c、88aに向かってそれぞれ移動する。これは、図9に示された容積84の中のガスが端部88a、88b、88c、88dへ向かってモールド18と基板12との間から出てゆくことを可能にする。このようにして、図3に示された基板12とモールド18との間ならびにパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めは、防止されないにせよ最小化される。さらなる実施形態で、テンプレート16とモールド18の形状は、図8に関連して上述したように、距離d1の減少と並行して変形される。さらに、ポリマ材料32がモールド18と基板12との間の所望の容積を充填する速度をバランスさせることが望ましい。より具体的には、境界面87a、87bが、端部88c、88aに向かってあまりに速く伝搬すると、ガスのポケットがモールド18と基板12との間に生成される恐れがあり、これは望ましくない。そのため、例では、テンプレート16とモールド18の形状は、ポリマ材料32がモールド18と基板12との間の所望の容積を数秒の間で100mmの速度で充填するように変形させられる。
【0025】
図6を参照して、ステップ98で、図1に関連して上述したように、次いで、ポリマ材料32は固化され及び/又は架橋されて図3に示されるパターン化された層46を形成する。その後、ステップ99で、モールド18は図3に示されるようにパターン化された層46から分離させられる。
【0026】
図4と図12を参照すると、上で説明したように、テンプレート16とモールド18は第1方向に沿って変形させられる。しかし、さらなる実施形態で、テンプレート16とモールド18の形状を、第1方向とその第1方向に直交して延びる第2方向に同時に変形させる。より具体的には、テンプレート16とモールド18は、図9に関連して上で説明したようにモールド18の残りの部分が液滴34の残りの部分に接触するのに先立ってモールド18の中央部の副部分が液滴34の副部分に接触するように変形させられる。これは、液滴34を広げさせ、ポリマ材料32の連続した液体シート85を生じさせ、容積84内のガスを放射状に外側に押しやる働きをする連続的な流体−ガス境界面87を形成することになる。例では、液体シート85は、円形又は円形に似た広がりの液体−ガス境界面87で容積84内のガスを、端部88a、88b、88c、88dに向かって外側に放射状に押しやることができる。しかし、さらなる実施形態で、テンプレート16とモールド18の形状を任意の方向に変形させることができ、基板12とモールド18との間さらにはパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化するために、容積84内のガスを端部88a、88b、88c、88dに向かって外側に放射状に押しやることを容易にする上で望まれる任意の幾何学的形状を有する液体シート85を生じさせる。
【0027】
図13を参照すると、本発明のさらなる実施形態が示される。より具体的には、ステップ100で、図6に示したステップ90に関連して上述したことに類似して、ポリマ材料32は基板12又はモールド18の上に配置させられる。
【0028】
図13と図14を参照すると、ステップ102で、モールド18と基板12は距離d3がそれらの間で規制されるように配置される。図1に示されたインプリント・ヘッド26、ステージ14又はその両方は、基板12とモールド18との間の距離d3を得るようにモールド18と基板12とを配置する。さらなる実施形態で、モールド18は第1面内で広がっており、基板12は第2面内で広がっており、第1面と第2面とは実質的に並行である。例では、距離d3は5〜50ミクロンの範囲の大きさである。距離d3は、より詳細には以下で説明されるが、テンプレート16とモールド18の形状が変形するや否やモールド18の副部分が液滴34の副部分に接触するように規制される。
【0029】
図8と図13を参照すると、ステップ104で、テンプレート16とモールド18の形状は、モールド18の残りの部分が液滴34の残りの液滴に接触するのに先立ってモールド18の中央部の副部分が液滴34の副部分に接触するように変形させられる。しかし、さらなる実施形態で、モールド18の任意の部分を、モールド18の残りの部分に先立って液滴34に接触させることができる。そのために、図9に関連して上述したことに類似して、モールド18は図2に示された列c3に関連づけられた全ての液滴34に実質的に同時に接触する。これは、液滴34を広げ、ポリマ材料32の連続した液体シート85を生じさせる。液体シート85の端部86a、86bは、容積84内のガスを端部88a、88b、88c、88dに向けて押しやる働きをする液体−ガス境界面87a、87bをそれぞれ規制する。列c1〜c5内の液滴34の間の容積84は、ガスが端部88a、88b、88c、88dに押しやられるガスの通路となる。その結果、液体−ガス境界面87a、87bは、ガスの通路によって液体シート85内のガスの閉じ込めを防止しないにせよ減少させる。
【0030】
さらに、列c3に関連づけられた液滴34のモールド18との接触の後で、テンプレート16とモールド18の形状は、図1に関連して上で説明したように、モールド18と基板12との間に形成される所望の容積がポリマ材料32によって満たされるように、さらに変形させられる。より具体的には、図10〜図12に関連して上述したことに類似して、テンプレート16とモールド18の形状は、第1チャンバ80内の圧力を制御することと、ポリマ材料32とモールド18との間の接触の結果としてインプリント・ヘッド26及び/又はステージ12によってテンプレート16とモールド18に作用される力との組合せによって変形させられる。より具体的には、上述のように、ポンプ・システム76は第1チャンバ80内の圧力を制御するために動作する。そのために、ポンプ・システム76は、図2に示された列c2とc4内の液滴34の後続の部分のセットに関連づけられるポリマ材料32が広がって図10に示されるように連続した液体シート85の中に含まれるように、貫通路74を介して第1チャンバ80内に生成された真空度を減少させる。テンプレート16とモールド18の形状は、モールド18が続いて列c1とc5に関連づけられた液滴34と接触状態になり、それによってそれに関連づけられたポリマ材料32が広がって図11に示されるように液体シート85に含まれるように、引き続き変形される。図からわかるように、ガスのための障害のない経路が図9に示される残りの容積84の中に存在しそれに沿って進むように、境界面87a、88bは端部88a、88bに向かってそれぞれ移動している。これは、図9に示される容積84の内部のガスが、端部88a、88b、88c、88dに向かってモールド18と基板12との間から出てゆくことを可能にする。このようにして、基板12とモールド18との間さらにはパターン化された層46内のガス及び/又はガス・ポケットの閉じ込めは、図3に示されるように、防止されないにせよ最小化される。さらなる実施形態で、テンプレート16とモールド18の形状は、図8に関連して上述したように、距離d1の減少と並行して変形させられる。
【0031】
図13を参照して、ステップ106で、図1に関連して上述したように、次いで、ポリマ材料32は固化され及び/又は架橋されて、図3に示されるようなパターン化された層46を形成する。続いて、ステップ108で、モールド18は、図3に示されるパターン化された層46から分離させられる。さらなる実施形態で、基板12は、基板12とモールド18との間及びパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化するために基板12の形状が変形されるように上述された処理を受ける。さらに、テンプレート16、モールド18、基板12は上述の処理を同時に受けることができる。
【0032】
図15、図16を参照すると、テンプレート・チャック28の第2の実施形態が示される。より具体的には、図4に関連して上述したテンプレート・チャック28に類似して、テンプレート・チャック128は第1側158とその反対側の第2側160を含む。側面又は端面162は、第1側158と第2側160との間に広がっている。示されているように、テンプレート・チャック128は実質的に円形の形状を備える。しかし、さらなる実施形態で、テンプレート・チャック128は、所望の任意の幾何学的形状を備えることができる。第1側158は、第1凹部164と、第1凹部164から間隔を隔てて配置された第2凹部166とを含み、間隔を隔てて配置された第1支持領域168と第2支持領域170を形成している。第1支持領域168は、第2支持領域170、第1凹部164、第2凹部166を取り巻く。第2支持領域170は第2凹部166を取り巻く。さらなる実施形態で、第1支持領域168と第2支持領域170は、規格に準拠した材料で形成される。第2凹部166に重ね合わされているテンプレート・チャック128の部分172は、上述した化学線作用のある放射の波長などの所定の波長を有する放射に対して透明である。そのために、部分172はガラスなどの透明材料の薄い層で作られる。しかし、部分172が作られる材料は、図1に示されたソース38によって発生される放射の波長によって決められる。部分172は、第2側160と第2凹部166近傍の終端部との間に広がっており、モールド18がその中に重ね合わせられるようにモールド18の領域と少なくとも同じ大きさの領域を形成するべきである。
【0033】
図15、図16、図17を参照すると、テンプレート・チャック128は、第1凹部164の底面188から突出している複数のピン186をさらに含む。ピン186は、真空を介してテンプレート・チャック128の上に保持されるテンプレート16のための機械的支持を行なう。ピン186は、通常、円形断面を有する剛性のある柱である。しかし、さらなる実施形態で、ピン186は所望の任意の幾何学的形状を有することができる。
【0034】
図15を参照すると、テンプレート・チャック128の内部に貫通路174a、174b形成されているが、しかし、テンプレート・チャック128は任意の数の貫通路を備えることができる。貫通路174bは、第1凹部164を側面162と流体連結の状態に置くが、しかし、さらなる実施形態では、貫通路174aは、第1凹部164をテンプレート・チャック128の任意の面に流体連結した状態に置くことができることを理解されたい。貫通路174bは、第2凹部166を第2側160と流体連結の状態に置くが、しかし、さらなる実施形態で、貫通路174bは、第2凹部166をテンプレート・チャック128の任意の面に流体連結した状態に置くことができることを理解されたい。さらに、望まれることは、貫通路174a、174bが、第1凹部164と第2凹部166をポンプ・システム176などの圧力制御システムに流体連結した状態にそれぞれ置くことを容易にすることである。
【0035】
図15、図16を参照すると、ポンプ・システム176は第1凹部164と第2凹部166近傍の圧力を制御するために1つ又は複数のポンプを含む。特に、テンプレート・チャック128に取り付けられる場合は、テンプレート16は、第1支持領域168と第2支持領域170に載せられて第1凹部164と第2凹部166を覆う。第1凹部164及びそれに重ね合わされたテンプレート116の部分178は、第1チャンバ180を形成する。第2凹部166及びそれに重ね合わされたテンプレート16の部分181は、第2チャンバ182を形成する。ポンプ・システム176は、第1チャンバ180と第2チャンバ182の圧力を制御するように動作する。特に、圧力は、テンプレート16の位置をテンプレート・チャック128に維持するように、第1チャンバ180と第2チャンバ182内で設定され、重力のもとテンプレート16がテンプレート・チャック128から離れることを防止しないにせよ減少させる。そのために、テンプレート・チャック128は第2支持領域170に隣接して位置する規格準拠のシーリング190をさらに備え、第1と第2チャンバ180、182の内部で所望の圧力及び/又は真空を得やすくするために第1チャンバ180を第2チャンバ182から分離する。そのために、ポンプ・システム176は、図18に示すようにテンプレート18の部分181が基板12に向かって湾曲しテンプレート・チャック128から湾曲して離れるように、第2チャンバ182の内部に圧力を発生させることができる。それゆえ、テンプレート・チャック128は、基板12とモールド18との間及び図3に示されたパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化することに関連した上述の任意の方法の中で使用される。
【0036】
図1、図3を参照すると、さらに、基板12とモールド18との間ならびにパターン化された層46の内部のガス及び/又はガス・ポケットの閉じ込めを防止しないにせよ最小化することに加えて、また、残りの層48が実質的に均一であることも望まれる。より具体的には、残りの層48が、パターン化された層46にわたって実質的に均一な高さh1を有することが望まれる。そのため、実質的に均一な高さh1を有する残りの層48を得るために、参照により本明細書に組み込まれる「Capillary Imprinting Technique」という名称の米国特許出願10/645306として出願された米国特許出願刊行物2005/0061773の中で説明されているように、モールド18と基板12との間で規制される所望の容積がポリマ材料32の毛管力によって充填させられる。より具体的には、液滴34の各液滴の単位容積が、残りの層48のh1が数ナノメートル〜数ミクロンの範囲にあるように制御される場合には、液滴34の各液滴はそれに隣接する領域に数秒間又はそれよりも急速に広がることができ、このようにして、残りの層の高さh1はパターン化された層46の一面にわたって実質的に均一になることができる。
【0037】
テンプレート16とモールド18との厚さt1は、残りの層48の概ね均一な高さh1を得ることをさらに容易にすることができる。より具体的には、テンプレート16とモールド18との厚さt1は、残りの層48が概ね均一な高さh1を得るのを容易にするために、テンプレート16とモールド18との曲げ剛性がポリマ材料32の前述の毛管力とバランスされるような大きさを有する。より具体的には、テンプレート16とモールド18との曲げ剛性はそれらの3次関数である。このため、厚さt1が厚すぎる場合は残りの層48の厚さh1は概ね不均一になる。しかし、テンプレート16とモールド18との厚さt1が薄すぎる場合には、図2に示された液滴34の間の局部的な欠陥が、残りの層48の厚さh1の複数の不均一な局在した微動をもたらす恐れがある。したがって、テンプレート16とモールド18とのt1は、テンプレート16及び/又は基板12内の数ミクロンの面外変動が存在する下では、100μm〜2mmの範囲にある。
【0038】
テンプレート16とモールド18との厚さt1は、テンプレート16とモールド18の面の非平面性による残りの層48の高さh1の間の変動が妨げられないならば最小化されるような大きさを有することができる一方、図4に示された第1チャンバ80と第2チャンバ82内の流体圧力に起因するテンプレート16とモールド18の変形による残りの層48の高さh1の間の局部的な望ましくない変動の発生を防止しないにせよ最小化するための大きさを有する。しかし、また、厚さt1の大きさは、システム10によるテンプレート16とモールド18のハンドリングや、パターン化された層46からのそれらの分離も容易にすべきである。さらなる実施形態で、基板12の厚さt2は、テンプレート16とモールド18との厚さt1に関連して上で説明したような大きさを有してもよい。
【0039】
図1、図19を参照すると、突出部192と突出部194を備えた基板12が示されている。厚さz1は突出部192とパターン化された層146の面196との間の厚さで、厚さz2は突出部194と面196との間の厚さである。示されているように、厚さz2はz1よりも大きい。これは、ポリマの流体32をスピンコーティングによって基板12の上に配置することに起因し、したがって、パターン化された層146は基板12の面トポロジと反対になる傾向があり、パターン化された層146の間で望ましくない局部的な膜厚変動をもたらす。そのため、上述した方法は、パターン化された層146が図20に示されるように概ね平面になるように基板12の上でのポリマの流体32の平坦化に使用される。より具体的には、上述のような湾曲した形状を有するテンプレート16とモールド18の使用が、概ね平坦な形状を有するパターン化された層146を容易にすることができる。これを受けて、図20に示されるように、厚さz2は概ね厚さz1と同じになり、これは望ましいことである。例では、突出部192は200nm未満の幅になる一方、突出部194は50ミクロン〜100ミクロン程度の幅になる。
【0040】
図21を参照すると、パターン化された層146の面196の平坦化を促進するために、パターン化された層146及び/又は基板12に接触したときにテンプレート216はそれらに従わない状態になるような所定の厚さを有するテンプレート216が使用される。そのために、示されるように、テンプレート216は厚さx1を有する。しかし、テンプレート216の厚さx1は、テンプレート216を長い空間的うねりが存在する状態のパターン化された層146に従わせるように促す。そのような均一な層は、参照により本明細書に組み込まれる、「Positive Tone Bi−Layer Imprint Lithography Method」という名称の米国特許出願10/396615として出願された米国特許出願刊行物2004/0188381の中で説明されるように、階調フィーチャを反転させるためのエッチングマスクを形成するために使用される。そのため、テンプレート216は、図22に示されるようにパターン化された層146又は基板12に従わない厚さx2を有する。第1位置におけるテンプレート216の面198とパターン化された層146の面196との間の厚さa1は、第1位置とは異なる第2位置における面198と面196との間の厚さa2と異なる。その結果、パターン化された層146の面196は概ね平坦になる。例では、テンプレート216の厚さx2は6.25mmである。
【0041】
上で説明された本発明の実施形態は例としてのものである。本発明の範囲に留まると同時に、多くの変更と修正とが上に列挙された開示に対して成させられる。したがって、本発明の範囲は上記の説明によって限定されるべきではなく、しかしそのかわりに、等価物のそれらの完全な範囲と共に添付の特許請求の範囲を参照して決定されるべきである。
【図面の簡単な説明】
【0042】
【図1】基板から間隔を隔てて配置されたテンプレートを有し、このテンプレートはテンプレート・チャックに結合されているリソグラフィシステムの簡略化した側面図である。
【図2】図1に示された基板の領域の上に配置されたインプリンティング材料の液滴のアレイを示す上から見下ろした図である。
【図3】その上に配置されたパターン化された層を有する図1に示された基板の簡略化した側面図である。
【図4】共に図1に示されているテンプレート及びテンプレート・チャックの側面図である。
【図5】図4に示されたテンプレート・チャックの下から見上げた平面図である。
【図6】第1実施形態における、図1に示された基板の領域をパターニングする方法を示す流れ図である。
【図7】変形されたモールド及びテンプレートの形状を有する、図1に示されたテンプレートに結合されたモールドの側面図である。
【図8】図2に示されたインプリンティング材料の液滴の一部と接触した状態にある、図7に示されたモールドの側面図である。
【図9】図8に示されたテンプレートの変形された形状を使用した場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図10】図8に示されたテンプレートの変形された形状を使用し他場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図11】図8に示されたテンプレートの変形された形状を使用し他場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図12】さらなる実施形態における、図8に示されたテンプレートの変形された形状を使用した場合の、図2に示された液滴の圧縮状態を示す上から見下ろした図である。
【図13】第2実施形態における、図1に示された基板の領域をパターニングする方法を示す流れ図である。
【図14】図1に示された基板から間隔を隔てて配置された、図1に示されたテンプレートに結合されたモールドの側面図である。
【図15】さらなる実施形態における、共に図1に示されたテンプレート及びテンプレート・チャックの側面図である。
【図16】図15に示されたテンプレート・チャックの下から見上げた平面図である。
【図17】図15に示されたテンプレート・チャックの領域の分解図である。
【図18】変形されたモールド及びテンプレートの形状を有する、図1に示されたテンプレートに結合されたモールドの側面図である。
【図19】基板の上に配置され実質的に非平坦な面を有するパターン化された層を有する、図1に示された基板の側面図である。
【図20】基板の上に配置され実質的に平坦な面を有するパターン化された層を有する、図1に示された基板の側面図である。
【図21】図1に示された基板の上に配置されたパターン化された層に接触した状態にあり、パターン化された層に実質的に従う図1に示されたテンプレートの側面図である。
【図22】図1に示された基板の上に配置されたパターン化された層に接触した状態にあり、実質的に平坦な面を有するパターン化された層を備えた、図1に示されたテンプレートの側面図である。
【特許請求の範囲】
【請求項1】
基板とモールド組立体の間に液体を有していて、前記基板と前記モールド組立体との間にあるガスを排出させるための方法において、
第1領域と第2領域を有する前記モールド組立体が前記基板に近接するように、前記モールド組立体と前記基板とを配置するステップと、
前記モールド組立体の前記第2領域と前記基板との間に形成された間隙を減少させるために前記第2領域が前記基板に向かって湾曲するように、前記第1領域を前記基板から離れるように湾曲させることによって前記モールド組立体の形状を変形させるステップと、
前記ガスを前記基板と前記モールド組立体との間から排出し、かつ前記液体が前記モールド組立体と前記基板との間に規制された容積を充填するように、前記液体の副部分を前記モールド組立体の前記第2領域に接触させるステップと、
を含む方法。
【請求項2】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成された第1チャンバと、前記チャックの部分と前記モールド組立体の前記第2領域との間に形成された第2チャンバとの間で差異がある圧力を作るステップをさらに含む請求項1に記載の方法。
【請求項3】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成されたチャンバを真空にさらすステップをさらに含む請求項1に記載の方法。
【請求項4】
前記副部分を接触させるステップは、前記液体の中央領域を前記モールド組立体に接触させるステップをさらに含む請求項1に記載の方法。
【請求項5】
前記モールド組立体と前記層との間の接触時間の大きさが、前記液体から形成される層の均一性を最大化するように選択される請求項1に記載の方法。
【請求項6】
前記液体を固化させるために化学線作用のあるエネルギーを前記液体に当てるステップをさらに含む請求項1に記載の方法。
【請求項7】
基板とモールド組立体の間に液体を有していて、前記基板と前記モールド組立体との間にあるガスを排出させるための方法において、
第1領域と第2領域を有する前記モールド組立体が前記基板から間隔を隔てて配置されるように前記モールド組立体と前記基板とを配置するステップと、
前記液体が前記モールド組立体と前記基板との間に規制された容積を充填する際に、前記ガスを前記基板と前記モールド組立体との間から排出させるために、前記第2領域が前記基板に向かって湾曲し、かつ前記第2領域が前記液体の副部分に接触するように、前記第1領域を前記基板から離れるように湾曲させることによって前記モールド組立体の形状を変形させるステップと、
を含む方法。
【請求項8】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成された第1チャンバと、前記チャックの部分と前記モールド組立体の前記第2領域との間に形成された第2チャンバとの間で差異がある圧力を作るステップをさらに含む請求項7に記載の方法。
【請求項9】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成されたチャンバを真空にさらすステップをさらに含む請求項7に記載の方法。
【請求項10】
前記形状を変形させるステップは、前記液体の中央領域を前記モールド組立体に接触させるステップをさらに含む請求項7に記載の方法。
【請求項11】
前記モールド組立体と前記層との間の接触時間の大きさが、前記液体から形成される層の均一性を最大化するように選択される請求項7に記載の方法。
【請求項12】
前記液体を固化させるために化学線作用のあるエネルギーを前記液体に当てるステップをさらに含む請求項7に記載の方法。
【請求項13】
モールド組立体の形状を変形させるためのシステムにおいて、
第1の側とその反対側の第2の側を有するチャック本体であって、前記第1の側は、間隔を空けて配置される第1と第2の支持領域となる第1と第2の間隔を空けて配置された凹部を含み、前記第1支持領域は、前記第2支持領域及び前記第1と第2凹部を取り巻き、前記第2支持領域は前記第2凹部を取り巻き、流体チャネルが前記チャック本体を通り抜けて前記第1凹部に延びるチャック本体と、
前記チャック本体の前記第1の側に結合されたモールド組立体であって、前記モールドの一部分が第1チャンバを形成する前記第1凹部に重ね合わされ、前記モールドの他の部分が第2チャンバを形成する前記第2凹部に重ね合わされたモールド組立体と、
前記モールド組立体の前記第2部分が前記チャック本体から湾曲して離れるように前記モールド組立体の前記第1部分を前記チャック本体に向けて湾曲させるために真空圧力を前記流体チャネルを通じて前記第1チャンバに供給するために前記チャック本体に結合された圧力制御システムと、
を備えたシステム。
【請求項14】
前記第1凹部は、そこから延びる複数の間隔を隔てて配置されたピンをさらに備える請求項13に記載のシステム。
【請求項15】
前記第2凹部に重ね合わされた前記チャック本体の部分は、所定の波長を有する放射に対して透明である請求項13に記載のシステム。
【請求項16】
前記システムは、前記第1チャンバを前記第2チャンバから分離させるために前記第2支持領域に隣接して配置された規格に準拠したシーリングをさらに備える請求項13に記載のシステム。
【請求項17】
前記第1と第2支持領域のそれぞれがそれに付随した支持面を有し、前記第2支持領域からは離れて向いており、前記支持面は、前記モールド組立体の輪郭に従うように構成された材料で形成されている請求項13に記載のシステム。
【請求項18】
前記圧力制御システムを前記第2チャンバに流体連結させて配置するために、前記チャック本体を通り抜けて前記第2凹部に延びる付加的な流体チャネルをさらに含む請求項13に記載のシステム。
【請求項19】
前記モールド組立体は複数の突出部と凹部とをさらに備える請求項13に記載のシステム。
【請求項1】
基板とモールド組立体の間に液体を有していて、前記基板と前記モールド組立体との間にあるガスを排出させるための方法において、
第1領域と第2領域を有する前記モールド組立体が前記基板に近接するように、前記モールド組立体と前記基板とを配置するステップと、
前記モールド組立体の前記第2領域と前記基板との間に形成された間隙を減少させるために前記第2領域が前記基板に向かって湾曲するように、前記第1領域を前記基板から離れるように湾曲させることによって前記モールド組立体の形状を変形させるステップと、
前記ガスを前記基板と前記モールド組立体との間から排出し、かつ前記液体が前記モールド組立体と前記基板との間に規制された容積を充填するように、前記液体の副部分を前記モールド組立体の前記第2領域に接触させるステップと、
を含む方法。
【請求項2】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成された第1チャンバと、前記チャックの部分と前記モールド組立体の前記第2領域との間に形成された第2チャンバとの間で差異がある圧力を作るステップをさらに含む請求項1に記載の方法。
【請求項3】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成されたチャンバを真空にさらすステップをさらに含む請求項1に記載の方法。
【請求項4】
前記副部分を接触させるステップは、前記液体の中央領域を前記モールド組立体に接触させるステップをさらに含む請求項1に記載の方法。
【請求項5】
前記モールド組立体と前記層との間の接触時間の大きさが、前記液体から形成される層の均一性を最大化するように選択される請求項1に記載の方法。
【請求項6】
前記液体を固化させるために化学線作用のあるエネルギーを前記液体に当てるステップをさらに含む請求項1に記載の方法。
【請求項7】
基板とモールド組立体の間に液体を有していて、前記基板と前記モールド組立体との間にあるガスを排出させるための方法において、
第1領域と第2領域を有する前記モールド組立体が前記基板から間隔を隔てて配置されるように前記モールド組立体と前記基板とを配置するステップと、
前記液体が前記モールド組立体と前記基板との間に規制された容積を充填する際に、前記ガスを前記基板と前記モールド組立体との間から排出させるために、前記第2領域が前記基板に向かって湾曲し、かつ前記第2領域が前記液体の副部分に接触するように、前記第1領域を前記基板から離れるように湾曲させることによって前記モールド組立体の形状を変形させるステップと、
を含む方法。
【請求項8】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成された第1チャンバと、前記チャックの部分と前記モールド組立体の前記第2領域との間に形成された第2チャンバとの間で差異がある圧力を作るステップをさらに含む請求項7に記載の方法。
【請求項9】
前記形状を変形させるステップは、前記モールド組立体に結合されたチャックの部分と前記モールド組立体の前記第1領域との間に形成されたチャンバを真空にさらすステップをさらに含む請求項7に記載の方法。
【請求項10】
前記形状を変形させるステップは、前記液体の中央領域を前記モールド組立体に接触させるステップをさらに含む請求項7に記載の方法。
【請求項11】
前記モールド組立体と前記層との間の接触時間の大きさが、前記液体から形成される層の均一性を最大化するように選択される請求項7に記載の方法。
【請求項12】
前記液体を固化させるために化学線作用のあるエネルギーを前記液体に当てるステップをさらに含む請求項7に記載の方法。
【請求項13】
モールド組立体の形状を変形させるためのシステムにおいて、
第1の側とその反対側の第2の側を有するチャック本体であって、前記第1の側は、間隔を空けて配置される第1と第2の支持領域となる第1と第2の間隔を空けて配置された凹部を含み、前記第1支持領域は、前記第2支持領域及び前記第1と第2凹部を取り巻き、前記第2支持領域は前記第2凹部を取り巻き、流体チャネルが前記チャック本体を通り抜けて前記第1凹部に延びるチャック本体と、
前記チャック本体の前記第1の側に結合されたモールド組立体であって、前記モールドの一部分が第1チャンバを形成する前記第1凹部に重ね合わされ、前記モールドの他の部分が第2チャンバを形成する前記第2凹部に重ね合わされたモールド組立体と、
前記モールド組立体の前記第2部分が前記チャック本体から湾曲して離れるように前記モールド組立体の前記第1部分を前記チャック本体に向けて湾曲させるために真空圧力を前記流体チャネルを通じて前記第1チャンバに供給するために前記チャック本体に結合された圧力制御システムと、
を備えたシステム。
【請求項14】
前記第1凹部は、そこから延びる複数の間隔を隔てて配置されたピンをさらに備える請求項13に記載のシステム。
【請求項15】
前記第2凹部に重ね合わされた前記チャック本体の部分は、所定の波長を有する放射に対して透明である請求項13に記載のシステム。
【請求項16】
前記システムは、前記第1チャンバを前記第2チャンバから分離させるために前記第2支持領域に隣接して配置された規格に準拠したシーリングをさらに備える請求項13に記載のシステム。
【請求項17】
前記第1と第2支持領域のそれぞれがそれに付随した支持面を有し、前記第2支持領域からは離れて向いており、前記支持面は、前記モールド組立体の輪郭に従うように構成された材料で形成されている請求項13に記載のシステム。
【請求項18】
前記圧力制御システムを前記第2チャンバに流体連結させて配置するために、前記チャック本体を通り抜けて前記第2凹部に延びる付加的な流体チャネルをさらに含む請求項13に記載のシステム。
【請求項19】
前記モールド組立体は複数の突出部と凹部とをさらに備える請求項13に記載のシステム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【公表番号】特表2009−518207(P2009−518207A)
【公表日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願番号】特願2008−544408(P2008−544408)
【出願日】平成18年11月30日(2006.11.30)
【国際出願番号】PCT/US2006/046195
【国際公開番号】WO2007/067469
【国際公開日】平成19年6月14日(2007.6.14)
【出願人】(503193362)モレキュラー・インプリンツ・インコーポレーテッド (94)
【Fターム(参考)】
【公表日】平成21年5月7日(2009.5.7)
【国際特許分類】
【出願日】平成18年11月30日(2006.11.30)
【国際出願番号】PCT/US2006/046195
【国際公開番号】WO2007/067469
【国際公開日】平成19年6月14日(2007.6.14)
【出願人】(503193362)モレキュラー・インプリンツ・インコーポレーテッド (94)
【Fターム(参考)】
[ Back to top ]