
基板処理装置及び基板処理方法
【課題】製造プロセス中のウエハの反りを防止する。
【解決手段】基板処理装置は、ウエハにおける、サポートプレートが貼り付けられている面とは反対側の被支持面の内周部を支持する支持ピンにより支持された積層体を減圧環境下において搬送する搬送ユニット20とを備え、製造プロセス中のウエハの反りを防止することを可能とした。
【解決手段】基板処理装置は、ウエハにおける、サポートプレートが貼り付けられている面とは反対側の被支持面の内周部を支持する支持ピンにより支持された積層体を減圧環境下において搬送する搬送ユニット20とを備え、製造プロセス中のウエハの反りを防止することを可能とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板処理装置及び基板処理方法に関する。
【背景技術】
【0002】
特許文献1には、熱処理する際に、ウエハの外周位置における複数の点においてウエハを支持する方法及びウエハを支持する治具について記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−98589号公報(2008年4月24日公開)
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、携帯電話、デジタルAV機器及びICカード等の高機能化に伴い、搭載される半導体シリコンチップの小型化、薄型化及び高集積化への要求が高まっている。チップの小型化及び薄型化への要求により、ウエハを研削して薄板化する必要がある。
【0005】
薄化したウエハは、製造プロセス中の搬送時、保管時等に、反りが生じやすい。特許文献1に記載の方法は、ウエハの反り防止を考慮しておらず、ウエハの反りを好適に防止することができない。したがって、製造プロセス中のウエハの反りを防止することが可能な基板処理装置及び基板処理方法が求められている。
【0006】
本発明は上記問題点に鑑みてなされたものであり、その目的は、製造プロセス中のウエハの反りを防止することが可能な基板処理装置及び基板処理方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係る基板処理装置は、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部を支持する支持部により、上記ウエハを支持する支持治具と、上記支持治具により支持された上記ウエハを減圧環境下において搬送する搬送手段とを備えていることを特徴としている。
【0008】
本発明に係る基板処理方法は、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部において、上記ウエハを支持する支持工程と、支持された上記ウエハを減圧環境下において搬送する搬送工程とを包含することを特徴としている。
【発明の効果】
【0009】
本発明に係る基板処理装置及び基板処理方法によれば、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部を支持する支持部により、上記ウエハを支持する支持治具と、上記支持治具により支持された上記ウエハを減圧環境下において搬送する搬送手段とを備えているので、製造プロセス中のウエハの反りを防止することができる。
【図面の簡単な説明】
【0010】
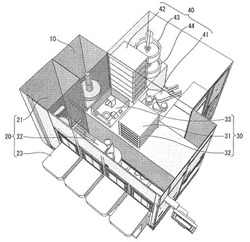
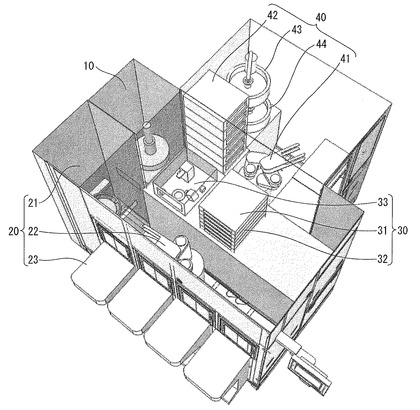
【図1】本発明の一実施形態に係る基板処理装置を示す概略の上面斜視図である。
【図2】本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。
【図3】本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。
【図4】本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。
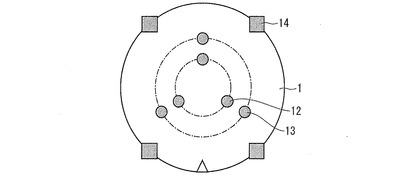
【図5】本発明の一実施形態に係る基板処理装置における積層体の支持位置の例を示す概略の上面図である。
【図6】サポートプレートの材質と支持ピンの支持位置がウエハの反り量に及ぼす影響を示すグラフである。
【図7】搬送時の支持ピンの支持位置が、ウエハの反り量に及ぼす影響を示すグラフである。
【図8】搬送時の支持ピンの支持位置が、ウエハの反り量に及ぼす影響を示すグラフである。
【図9】冷却時の支持ピンの支持位置が、ウエハの反り量に及ぼす影響を示すグラフである。
【発明を実施するための形態】
【0011】
〔基板処理装置100〕
以下、本発明の実施の形態について、図1及び2を参照して以下に説明する。図1は、本発明の一実施形態に係る基板処理装置を示す概略の上面斜視図であり、図2は、本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。基板処理装置100は、図1及び2に示すように、ウエハ1とサポートプレート(支持体)2とが貼り合わされて構成された積層体3における、ウエハ1側を支持ピン(支持部)12により支持した状態で、積層体3を搬送する搬送ユニット(搬送手段)20を備えている。
【0012】
基板処理装置100は、貼付ユニット10、クーリングユニット30、及び塗布ユニット40をさらに備えていてもよい。基板処理装置100は、クーリングユニット30においてウエハ1及びサポートプレート2を位置合わせした後、塗布ユニット40において、ウエハ1又はサポートプレート2に接着剤を塗布してベークする。その後、ウエハ1及びサポートプレート2を貼付ユニット10に搬送し、ウエハ1とサポートプレート2とを圧着させて積層体3を形成する。その後、搬送ユニット20により積層体3をクーリングユニット30に搬送し、クーリングユニット30内において積層体3を保持して冷却する。
【0013】
基板処理装置100は、サポートプレート2が貼り付けられたウエハ1を処理する。サポートプレート2は、薄化処理時、搬送時等の製造プロセス中におけるウエハ1のクラックの発生及び反りを防止するために、ウエハ1を支持するものである。基板処理装置100において、ウエハ1は、ウエハ1とサポートプレート2とが貼り合わされて構成された積層体3の状態で処理され、処理後にウエハ1からサポートプレート2が剥離される。
【0014】
(クーリングユニット30)
クーリングユニット30は、クーリングエリア(保持治具)31、クーリングプレート32、プリアライナ33を備えている。クーリングユニット30は、クーリングプレート32においてウエハ1又はサポートプレート2をチラーによる水冷等の方式により冷却し、プリアライナ33によりウエハ1又はサポートプレート2の中心位置合わせを行う。また、クーリングユニット30は、ウエハ1とサポートプレート2とが貼り合わされて積層体3が形成された後、当該積層体3をクーリングエリア31において保持して自然冷却させる。クーリングエリア31の詳細については後述する。
【0015】
なお、クーリングユニット30は、クーリングエリア31及びクーリングプレート32をそれぞれ複数ユニット備えていてもよく、これにより、複数のウエハ1、サポートプレート2、又は積層体3を同時に冷却することができる。
【0016】
(塗布ユニット40)
塗布ユニット40は、ウエハ1又はサポートプレート2を、搬送ロボット41により搬送してウエハ1又はサポートプレート2の表面に接着剤を塗布する。このとき、ウエハ1又はサポートプレート2の裏面に接着剤が付着した場合には、ウエハ1又はサポートプレート2を洗浄カップユニット44に搬送し、裏面に付着した接着剤を除去する。接着剤が表面に塗布されたウエハ1又はサポートプレート2を、搬送ロボット41によりベークプレート42に搬送してベークした後、後述するロードロック室21に搬送する。そして、ロードロック室21においてウエハ1とサポートプレート2とを重ね合わせた後、ウエハ1とサポートプレート2との積層体3を貼付ユニット10に搬送する。
【0017】
(貼付ユニット10)
貼付ユニット10内には、貼付対象であるウエハ1及びサポートプレート2を載置して積層体3を形成する一対の貼付プレートと、形成後の積層体3を取り出すためのリフトピンとが設けられている。積層体3は、貼付ユニット10内において、貼付プレートによりウエハ1とサポートプレート2とを加熱圧着することよって形成され、リフトピンにより取り出される。
【0018】
ここで、ウエハ1は、例えばその表面に回路パターンが形成されており、当該回路パターンの形成面がサポートプレート2に接着され得る。リフトピンにより取り出された積層体3は搬送ユニット20に搬送される。ウエハ1としては、公知の基板を用いればよく、その材料としては、例えば、石英、シリコン、サファイヤ、GaAs(ガリウムヒ素)等が挙げられる。
【0019】
また、サポートプレート2としては、ウエハ1を支持可能なように、可撓性を有する板状体であることが好ましく、例えば、ガラス、シリコン、アルミナ、炭化珪素、アルミニウム、樹脂、ステンレス、鉄−ニッケル合金等の金属類により形成された、公知の板状体を用いることができる。サポートプレート2には貫通孔が形成されていてもよい。貫通孔が形成されたサポートプレート2を用いれば、ウエハ1からサポートプレート2を剥離するとき、当該貫通孔を介してウエハ1とサポートプレート2との間の接着剤に溶剤を供給することによって、効率よく剥離することができる。
【0020】
ウエハ1とサポートプレート2との接着に用いられる接着剤としては、例えば、アクリル系樹脂、マレイミド系樹脂、炭化水素系樹脂(シクロオレフィン系樹脂、テルペン樹脂、石油樹脂等)、又はノボラックタイプのフェノール樹脂系材料を含有してなる接着剤組成物等、有機溶剤に対して可溶性を示す接着剤を用いることができる。また、これらの接着剤を単独で用いても、組み合わせて用いてもよい。
【0021】
貼付ユニット10に搬送された積層体3を、貼付ユニット10内において加熱圧着する。貼付ユニット10内は、接着剤によるウエハ1とサポートプレート2との圧着を好適に行うために、減圧環境とし、接着剤の種類に応じて適した温度に積層体3を加熱するようになっている。貼付ユニット10内における加熱温度は特に限定されないが、150〜250℃であることが好ましい。
【0022】
貼付ユニット10において、減圧環境における加熱圧着処理によって形成した積層体3を、リフトピンにより貼付ユニット10から取り出して、搬送ユニット20のロードロック室21内に移動させる。リフトピンは、ウエハ1のサポートプレート2が貼り付けられた面とは反対側の被支持面の内周部を支持点として、積層体3を支持して持ち上げる。これにより、積層体3は貼付プレートから離される。
【0023】
(搬送ユニット20)
搬送ユニット20は、ロードロック室21、搬送ロボット(支持治具)22、及びカセットステーション23を備えている。貼付ユニット10から取り出された積層体3はロードロック室21内において搬送される。ロードロック室21内は減圧環境である。積層体3はロードロック室21内において、搬送ロボット22により搬送される。搬送ロボット22により搬送された積層体3は、カセットステーション23に載置される。搬送中の積層体3は、搬送ロボット22に設けられた、図2に示すような支持ピン12により支持される。支持ピン12は、ウエハ1のサポートプレート2が貼り付けられている面とは反対側の被支持面の内周部を支持点として、積層体3を支持する。
【0024】
積層体3は、貼付ユニット10から取り出された直後は高温であるが、搬送ユニット20のロードロック室21内を搬送されるにつれて、徐々に温度が低下する。この温度の低下時に、積層体3に反りが生じ、すなわちウエハ1に反りが生じてしまう。基板処理装置100においては、ロードロック室21内において、支持ピン12によりウエハ1の被支持面の内周部を支持点として積層体3を支持し、搬送するので、ウエハ1の中心が盛り下がるように撓むのを防ぎ、ウエハの反りの発生を防止することができる。
【0025】
ここで、支持ピン12による積層体3の支持について、図3〜5を参照して以下に説明する。図3及び4は、基板処理装置100における積層体3の支持位置の一例を示す概略の断面図であり、図5は、基板処理装置100における積層体3の支持位置の例を示す概略の上面図である。上述した図2に示すように、支持ピン12は、ウエハ1の被支持面の内周部であって、よりウエハ1の中心近傍を支持点として、積層体3を支持する。また、図3に示すように、支持ピン13は、ウエハ1の被支持面の内周部であって、支持ピン12よりも外側を支持点として、積層体3を支持してもよい。このように、支持ピン12及び13を、ウエハ1の内周部に対応する位置に設け、ウエハ1の被支持面の内周部を支持点として積層体3を支持することによって、例えばサポートプレート2を構成するガラスの種類により異なるウエハ1の反りを抑制することができる。
【0026】
なお、積層体3をロードロック室21内において搬送する前又は搬送開始時には、図4に示す支持ピン14のように、ウエハ1の外周部を支持点として積層体3を支持してもよい。そして、積層体3の搬送中には、支持ピン12又は支持ピン13のように、ウエハ1の内周部を支持点として積層体3を支持するようになっていればよい。
【0027】
すなわち、支持ピンの位置は、積層体3のロードロック室21内における搬送中には、ウエハ1の被支持面の内周部を支持点とする位置になっていればよく、図5に示すように、支持ピン12、支持ピン13、及び支持ピン14のように、その位置を適宜選択することができる。したがって、支持ピンは、ウエハ1の被支持面の面方向に移動可能なように構成されていてもよい。これにより、ウエハ1の反り方向や、反りの生じやすさ等に応じて、支持ピンの位置を適宜選択することができる。
【0028】
ここで、支持ピンは、図5に示すように、ウエハ1の被支持面の内周部における少なくとも三点を支持点とするように、三つ以上設けられていることが好ましい。そして、支持点は、図5に示すように、略円形のウエハ1の被支持面と中心点を共有する一つの同心円の円周上に、互いに等間隔で位置していることが好ましい。これにより、積層体3をより安定して支持することが可能である。
【0029】
なお、支持ピンの位置を、ウエハ1の被支持面と中心点を共有する一つの同心円の円周上とするとき、当該同心円の直径は、被支持面の直径の0.1〜0.8倍であることが好ましい。これにより、ロードロック室21内における搬送中の積層体3の反り、すなわちウエハ1の反りの発生を、より確実に防止することができる。支持ピンを配置する上記同心円の直径は、より小さい方が反りの発生を効果的に防止することができる。
【0030】
支持ピンの形状は、特に限定されないが、その胴体が、安定した支持を実現するために円柱形状であり、その先端が、ウエハ1の被支持面を傷つけないように丸頭形状であってもよい。
【0031】
支持ピンにより支持された積層体3は、減圧環境のロードロック室21内を搬送された後、ロードロック室21から取り出され、大気圧環境の積層体3の外周を支持しつつ、クーリングユニット30に移動させる。
【0032】
ロードロック室21から取り出された積層体3は、大気圧環境下においてクーリングエリア31に保持され、自然冷却される。クーリングエリア31は、上述した搬送ロボット22と同様に、支持ピン(保持治具、保持部)を備えており、当該支持ピンによりウエハ1の被支持面の内周部を支持点として、積層体3を保持する。積層体3は、大気圧環境下においてクーリングエリアに放置されることによって、温度がさらに低下し、冷却される。
【0033】
クーリングエリア31の支持ピンは、搬送ロボット22の支持ピンと同様に、支持ピン12及び支持ピン13のような位置を支持点として積層体3を支持するようになっている。したがって、クーリングエリア31の支持ピンも、ウエハ1の被支持面の面方向に移動可能なように構成されていてもよい。このように、クーリングエリア31は、ウエハ1の被処理面の内周部を支持点として積層体3を支持するので、クーリングエリア31における冷却時の積層体3の反りの発生を防ぎ、結果としてウエハ1の反りの発生を防ぐことができる。
【0034】
〔基板処理方法〕
本発明に係る基板処理方法は、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部において、上記ウエハを支持する支持工程と、支持された上記ウエハを減圧環境下において搬送する搬送工程とを包含している。すなわち、上述した基板処理装置100は、本発明に係る基板処理方法に用いられる基板処理装置の一実施形態であり、本発明に係る基板処理方法の一実施形態は、上述の実施形態及び図1の説明に準ずる。
【0035】
本発明は上述した実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、それぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【0036】
以下に実施例を示し、本発明の実施の形態についてさらに詳しく説明する。もちろん、本発明は以下の実施例に限定されるものではなく、細部については様々な態様が可能であることはいうまでもない。
【実施例】
【0037】
(1.サポートプレートの材質が反りに及ぼす影響)
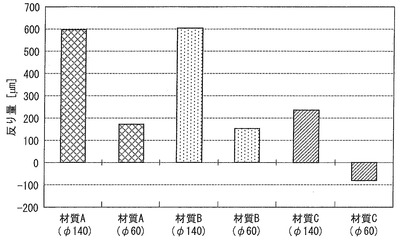
上述した基板処理装置を用いて、サポートプレートの材質が反りの発生に及ぼす影響について調べた。材質A(熱膨張係数3.3×(10−6K−1))、材質B(熱膨張係数3.3×(10−6K−1))、及び材質C(熱膨張係数3.2×(10−6K−1))の、熱膨張係数が互いに異なる三種類のガラスウエハを用いた。各ガラスウエハの直径は300mmであり、厚さは0.67mmであった。これらのサポートプレートを、ウエハに貼り合わせて実験に用いた。
【0038】
ガラスウエハとサポートプレートとを、炭化水素系の接着剤を厚さ0.05mmになるように塗布し、215℃で加熱して貼り合わせた。
【0039】
このようにして形成したガラスウエハとサポートプレートとの積層体を、支持ピンを配置する同心円の直径を、140mm及び60mmとして、ロードロック室内において搬送し、ウエハの反り量を測定した。ここで、ロードロック室内を2Paとし、10秒程度の速度で積層体を搬送した。ウエハの反り量を、レーザー変位計により測定した。結果を図6に示す。
【0040】
図6は、サポートプレートの材質と支持位置がウエハの反り量に及ぼす影響を示すグラフである。図6に示すように、いずれのサポートプレートを用いた場合であっても、支持ピンが配置される同心円の直径がより小さい60mmの方が、140mmよりもウエハの反り量が小さく、同心円の直径が小さいほどウエハの反り量が低減することが確認された。
【0041】
(2.搬送中及び冷却時の支持ピンの位置が反りに及ぼす影響)
上述した基板処理装置を用いて、減圧環境下における搬送時及び大気圧環境下における冷却時の支持位置の違いがウエハの反りの発生に及ぼす影響について調べた。上記1.と同様に形成した積層体を用いた。
【0042】
積層体を、支持ピンを配置する同心円の直径を、300mm及び60mmとして、搬送条件を上記1.と同様とし、ウエハの反り量を測定した。その後、支持ピンを配置する同心円の直径を、60mm、100mm、140mm、及び200mmとして、それぞれクーリングエリアにおいて放置して冷却した。冷却後のウエハの反り量を、レーザー変位計により測定した。結果を図7〜9に示す。
【0043】
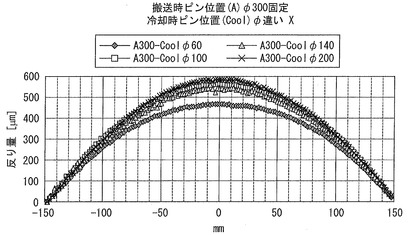
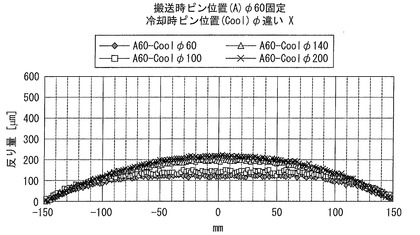
図7は、支持ピンを配置する同心円の直径を300mmとし、ロードロック室内を搬送した後、上述した各直径の同心円上に配置した支持ピンにより積層体を保持したときのウエハの反り量を示す図である。図8は、支持ピンを配置する同心円の直径を60mmとし、ロードロック室内を搬送した後、上述した各直径の同心円上に配置した支持ピンにより積層体を保持したときのウエハの反り量を示す図である。図7及び8に示すように、のちの冷却時の支持ピンの位置に関わらず、搬送時に支持ピンが配置される同心円の直径がより小さい60mmの方が、300mmよりも反り量が小さく、搬送時においては、同心円の直径が小さいほど反り量が低減することが確認された。
【0044】
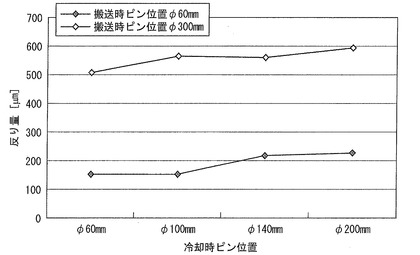
図9は、図7及び8に示す実験結果を、クーリングエリアにおける支持ピン位置を比較するために示したグラフである。ロードロック室における支持ピンを配置する同心円の直径が60mm及び300mmのそれぞれの場合について、クーリングエリアにおける支持ピンを配置する同心円の直径を60mm、100mm、140mm、及び200mmとしたときの、ウエハの反り量を比較した。図9に示すように、クーリングエリアにおける支持ピンが配置される同心円の直径も、より小さい方がウエハの反り量が小さかった。そして、ロードロック室における支持ピンの位置が、より顕著にウエハの反り量に影響を及ぼすことが示された。
【産業上の利用可能性】
【0045】
本発明は、携帯電話、デジタルAV機器、及びICカード等に搭載される半導体チップの製造に利用することができる。
【符号の説明】
【0046】
1 ウエハ
2 サポートプレート
3 積層体
10 貼付ユニット
12 支持ピン(支持部、保持部)
13 支持ピン
14 支持ピン
20 搬送ユニット
21 ロードロック室
22 搬送ロボット(支持治具)
23 カセットステーション
30 クーリングユニット
31 クーリングエリア(保持治具)
32 クーリングプレート
33 プリアライナ
40 塗布ユニット
41 搬送ロボット
42 ベークプレート
43 塗布カップユニット
44 洗浄カップユニット
100 基板処理装置
【技術分野】
【0001】
本発明は、基板処理装置及び基板処理方法に関する。
【背景技術】
【0002】
特許文献1には、熱処理する際に、ウエハの外周位置における複数の点においてウエハを支持する方法及びウエハを支持する治具について記載されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2008−98589号公報(2008年4月24日公開)
【発明の概要】
【発明が解決しようとする課題】
【0004】
近年、携帯電話、デジタルAV機器及びICカード等の高機能化に伴い、搭載される半導体シリコンチップの小型化、薄型化及び高集積化への要求が高まっている。チップの小型化及び薄型化への要求により、ウエハを研削して薄板化する必要がある。
【0005】
薄化したウエハは、製造プロセス中の搬送時、保管時等に、反りが生じやすい。特許文献1に記載の方法は、ウエハの反り防止を考慮しておらず、ウエハの反りを好適に防止することができない。したがって、製造プロセス中のウエハの反りを防止することが可能な基板処理装置及び基板処理方法が求められている。
【0006】
本発明は上記問題点に鑑みてなされたものであり、その目的は、製造プロセス中のウエハの反りを防止することが可能な基板処理装置及び基板処理方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明に係る基板処理装置は、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部を支持する支持部により、上記ウエハを支持する支持治具と、上記支持治具により支持された上記ウエハを減圧環境下において搬送する搬送手段とを備えていることを特徴としている。
【0008】
本発明に係る基板処理方法は、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部において、上記ウエハを支持する支持工程と、支持された上記ウエハを減圧環境下において搬送する搬送工程とを包含することを特徴としている。
【発明の効果】
【0009】
本発明に係る基板処理装置及び基板処理方法によれば、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部を支持する支持部により、上記ウエハを支持する支持治具と、上記支持治具により支持された上記ウエハを減圧環境下において搬送する搬送手段とを備えているので、製造プロセス中のウエハの反りを防止することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の一実施形態に係る基板処理装置を示す概略の上面斜視図である。
【図2】本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。
【図3】本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。
【図4】本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。
【図5】本発明の一実施形態に係る基板処理装置における積層体の支持位置の例を示す概略の上面図である。
【図6】サポートプレートの材質と支持ピンの支持位置がウエハの反り量に及ぼす影響を示すグラフである。
【図7】搬送時の支持ピンの支持位置が、ウエハの反り量に及ぼす影響を示すグラフである。
【図8】搬送時の支持ピンの支持位置が、ウエハの反り量に及ぼす影響を示すグラフである。
【図9】冷却時の支持ピンの支持位置が、ウエハの反り量に及ぼす影響を示すグラフである。
【発明を実施するための形態】
【0011】
〔基板処理装置100〕
以下、本発明の実施の形態について、図1及び2を参照して以下に説明する。図1は、本発明の一実施形態に係る基板処理装置を示す概略の上面斜視図であり、図2は、本発明の一実施形態に係る基板処理装置における積層体の支持位置の一例を示す概略の断面図である。基板処理装置100は、図1及び2に示すように、ウエハ1とサポートプレート(支持体)2とが貼り合わされて構成された積層体3における、ウエハ1側を支持ピン(支持部)12により支持した状態で、積層体3を搬送する搬送ユニット(搬送手段)20を備えている。
【0012】
基板処理装置100は、貼付ユニット10、クーリングユニット30、及び塗布ユニット40をさらに備えていてもよい。基板処理装置100は、クーリングユニット30においてウエハ1及びサポートプレート2を位置合わせした後、塗布ユニット40において、ウエハ1又はサポートプレート2に接着剤を塗布してベークする。その後、ウエハ1及びサポートプレート2を貼付ユニット10に搬送し、ウエハ1とサポートプレート2とを圧着させて積層体3を形成する。その後、搬送ユニット20により積層体3をクーリングユニット30に搬送し、クーリングユニット30内において積層体3を保持して冷却する。
【0013】
基板処理装置100は、サポートプレート2が貼り付けられたウエハ1を処理する。サポートプレート2は、薄化処理時、搬送時等の製造プロセス中におけるウエハ1のクラックの発生及び反りを防止するために、ウエハ1を支持するものである。基板処理装置100において、ウエハ1は、ウエハ1とサポートプレート2とが貼り合わされて構成された積層体3の状態で処理され、処理後にウエハ1からサポートプレート2が剥離される。
【0014】
(クーリングユニット30)
クーリングユニット30は、クーリングエリア(保持治具)31、クーリングプレート32、プリアライナ33を備えている。クーリングユニット30は、クーリングプレート32においてウエハ1又はサポートプレート2をチラーによる水冷等の方式により冷却し、プリアライナ33によりウエハ1又はサポートプレート2の中心位置合わせを行う。また、クーリングユニット30は、ウエハ1とサポートプレート2とが貼り合わされて積層体3が形成された後、当該積層体3をクーリングエリア31において保持して自然冷却させる。クーリングエリア31の詳細については後述する。
【0015】
なお、クーリングユニット30は、クーリングエリア31及びクーリングプレート32をそれぞれ複数ユニット備えていてもよく、これにより、複数のウエハ1、サポートプレート2、又は積層体3を同時に冷却することができる。
【0016】
(塗布ユニット40)
塗布ユニット40は、ウエハ1又はサポートプレート2を、搬送ロボット41により搬送してウエハ1又はサポートプレート2の表面に接着剤を塗布する。このとき、ウエハ1又はサポートプレート2の裏面に接着剤が付着した場合には、ウエハ1又はサポートプレート2を洗浄カップユニット44に搬送し、裏面に付着した接着剤を除去する。接着剤が表面に塗布されたウエハ1又はサポートプレート2を、搬送ロボット41によりベークプレート42に搬送してベークした後、後述するロードロック室21に搬送する。そして、ロードロック室21においてウエハ1とサポートプレート2とを重ね合わせた後、ウエハ1とサポートプレート2との積層体3を貼付ユニット10に搬送する。
【0017】
(貼付ユニット10)
貼付ユニット10内には、貼付対象であるウエハ1及びサポートプレート2を載置して積層体3を形成する一対の貼付プレートと、形成後の積層体3を取り出すためのリフトピンとが設けられている。積層体3は、貼付ユニット10内において、貼付プレートによりウエハ1とサポートプレート2とを加熱圧着することよって形成され、リフトピンにより取り出される。
【0018】
ここで、ウエハ1は、例えばその表面に回路パターンが形成されており、当該回路パターンの形成面がサポートプレート2に接着され得る。リフトピンにより取り出された積層体3は搬送ユニット20に搬送される。ウエハ1としては、公知の基板を用いればよく、その材料としては、例えば、石英、シリコン、サファイヤ、GaAs(ガリウムヒ素)等が挙げられる。
【0019】
また、サポートプレート2としては、ウエハ1を支持可能なように、可撓性を有する板状体であることが好ましく、例えば、ガラス、シリコン、アルミナ、炭化珪素、アルミニウム、樹脂、ステンレス、鉄−ニッケル合金等の金属類により形成された、公知の板状体を用いることができる。サポートプレート2には貫通孔が形成されていてもよい。貫通孔が形成されたサポートプレート2を用いれば、ウエハ1からサポートプレート2を剥離するとき、当該貫通孔を介してウエハ1とサポートプレート2との間の接着剤に溶剤を供給することによって、効率よく剥離することができる。
【0020】
ウエハ1とサポートプレート2との接着に用いられる接着剤としては、例えば、アクリル系樹脂、マレイミド系樹脂、炭化水素系樹脂(シクロオレフィン系樹脂、テルペン樹脂、石油樹脂等)、又はノボラックタイプのフェノール樹脂系材料を含有してなる接着剤組成物等、有機溶剤に対して可溶性を示す接着剤を用いることができる。また、これらの接着剤を単独で用いても、組み合わせて用いてもよい。
【0021】
貼付ユニット10に搬送された積層体3を、貼付ユニット10内において加熱圧着する。貼付ユニット10内は、接着剤によるウエハ1とサポートプレート2との圧着を好適に行うために、減圧環境とし、接着剤の種類に応じて適した温度に積層体3を加熱するようになっている。貼付ユニット10内における加熱温度は特に限定されないが、150〜250℃であることが好ましい。
【0022】
貼付ユニット10において、減圧環境における加熱圧着処理によって形成した積層体3を、リフトピンにより貼付ユニット10から取り出して、搬送ユニット20のロードロック室21内に移動させる。リフトピンは、ウエハ1のサポートプレート2が貼り付けられた面とは反対側の被支持面の内周部を支持点として、積層体3を支持して持ち上げる。これにより、積層体3は貼付プレートから離される。
【0023】
(搬送ユニット20)
搬送ユニット20は、ロードロック室21、搬送ロボット(支持治具)22、及びカセットステーション23を備えている。貼付ユニット10から取り出された積層体3はロードロック室21内において搬送される。ロードロック室21内は減圧環境である。積層体3はロードロック室21内において、搬送ロボット22により搬送される。搬送ロボット22により搬送された積層体3は、カセットステーション23に載置される。搬送中の積層体3は、搬送ロボット22に設けられた、図2に示すような支持ピン12により支持される。支持ピン12は、ウエハ1のサポートプレート2が貼り付けられている面とは反対側の被支持面の内周部を支持点として、積層体3を支持する。
【0024】
積層体3は、貼付ユニット10から取り出された直後は高温であるが、搬送ユニット20のロードロック室21内を搬送されるにつれて、徐々に温度が低下する。この温度の低下時に、積層体3に反りが生じ、すなわちウエハ1に反りが生じてしまう。基板処理装置100においては、ロードロック室21内において、支持ピン12によりウエハ1の被支持面の内周部を支持点として積層体3を支持し、搬送するので、ウエハ1の中心が盛り下がるように撓むのを防ぎ、ウエハの反りの発生を防止することができる。
【0025】
ここで、支持ピン12による積層体3の支持について、図3〜5を参照して以下に説明する。図3及び4は、基板処理装置100における積層体3の支持位置の一例を示す概略の断面図であり、図5は、基板処理装置100における積層体3の支持位置の例を示す概略の上面図である。上述した図2に示すように、支持ピン12は、ウエハ1の被支持面の内周部であって、よりウエハ1の中心近傍を支持点として、積層体3を支持する。また、図3に示すように、支持ピン13は、ウエハ1の被支持面の内周部であって、支持ピン12よりも外側を支持点として、積層体3を支持してもよい。このように、支持ピン12及び13を、ウエハ1の内周部に対応する位置に設け、ウエハ1の被支持面の内周部を支持点として積層体3を支持することによって、例えばサポートプレート2を構成するガラスの種類により異なるウエハ1の反りを抑制することができる。
【0026】
なお、積層体3をロードロック室21内において搬送する前又は搬送開始時には、図4に示す支持ピン14のように、ウエハ1の外周部を支持点として積層体3を支持してもよい。そして、積層体3の搬送中には、支持ピン12又は支持ピン13のように、ウエハ1の内周部を支持点として積層体3を支持するようになっていればよい。
【0027】
すなわち、支持ピンの位置は、積層体3のロードロック室21内における搬送中には、ウエハ1の被支持面の内周部を支持点とする位置になっていればよく、図5に示すように、支持ピン12、支持ピン13、及び支持ピン14のように、その位置を適宜選択することができる。したがって、支持ピンは、ウエハ1の被支持面の面方向に移動可能なように構成されていてもよい。これにより、ウエハ1の反り方向や、反りの生じやすさ等に応じて、支持ピンの位置を適宜選択することができる。
【0028】
ここで、支持ピンは、図5に示すように、ウエハ1の被支持面の内周部における少なくとも三点を支持点とするように、三つ以上設けられていることが好ましい。そして、支持点は、図5に示すように、略円形のウエハ1の被支持面と中心点を共有する一つの同心円の円周上に、互いに等間隔で位置していることが好ましい。これにより、積層体3をより安定して支持することが可能である。
【0029】
なお、支持ピンの位置を、ウエハ1の被支持面と中心点を共有する一つの同心円の円周上とするとき、当該同心円の直径は、被支持面の直径の0.1〜0.8倍であることが好ましい。これにより、ロードロック室21内における搬送中の積層体3の反り、すなわちウエハ1の反りの発生を、より確実に防止することができる。支持ピンを配置する上記同心円の直径は、より小さい方が反りの発生を効果的に防止することができる。
【0030】
支持ピンの形状は、特に限定されないが、その胴体が、安定した支持を実現するために円柱形状であり、その先端が、ウエハ1の被支持面を傷つけないように丸頭形状であってもよい。
【0031】
支持ピンにより支持された積層体3は、減圧環境のロードロック室21内を搬送された後、ロードロック室21から取り出され、大気圧環境の積層体3の外周を支持しつつ、クーリングユニット30に移動させる。
【0032】
ロードロック室21から取り出された積層体3は、大気圧環境下においてクーリングエリア31に保持され、自然冷却される。クーリングエリア31は、上述した搬送ロボット22と同様に、支持ピン(保持治具、保持部)を備えており、当該支持ピンによりウエハ1の被支持面の内周部を支持点として、積層体3を保持する。積層体3は、大気圧環境下においてクーリングエリアに放置されることによって、温度がさらに低下し、冷却される。
【0033】
クーリングエリア31の支持ピンは、搬送ロボット22の支持ピンと同様に、支持ピン12及び支持ピン13のような位置を支持点として積層体3を支持するようになっている。したがって、クーリングエリア31の支持ピンも、ウエハ1の被支持面の面方向に移動可能なように構成されていてもよい。このように、クーリングエリア31は、ウエハ1の被処理面の内周部を支持点として積層体3を支持するので、クーリングエリア31における冷却時の積層体3の反りの発生を防ぎ、結果としてウエハ1の反りの発生を防ぐことができる。
【0034】
〔基板処理方法〕
本発明に係る基板処理方法は、支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部において、上記ウエハを支持する支持工程と、支持された上記ウエハを減圧環境下において搬送する搬送工程とを包含している。すなわち、上述した基板処理装置100は、本発明に係る基板処理方法に用いられる基板処理装置の一実施形態であり、本発明に係る基板処理方法の一実施形態は、上述の実施形態及び図1の説明に準ずる。
【0035】
本発明は上述した実施形態に限定されるものではなく、請求項に示した範囲で種々の変更が可能であり、それぞれ開示された技術的手段を適宜組み合わせて得られる実施形態についても本発明の技術的範囲に含まれる。
【0036】
以下に実施例を示し、本発明の実施の形態についてさらに詳しく説明する。もちろん、本発明は以下の実施例に限定されるものではなく、細部については様々な態様が可能であることはいうまでもない。
【実施例】
【0037】
(1.サポートプレートの材質が反りに及ぼす影響)
上述した基板処理装置を用いて、サポートプレートの材質が反りの発生に及ぼす影響について調べた。材質A(熱膨張係数3.3×(10−6K−1))、材質B(熱膨張係数3.3×(10−6K−1))、及び材質C(熱膨張係数3.2×(10−6K−1))の、熱膨張係数が互いに異なる三種類のガラスウエハを用いた。各ガラスウエハの直径は300mmであり、厚さは0.67mmであった。これらのサポートプレートを、ウエハに貼り合わせて実験に用いた。
【0038】
ガラスウエハとサポートプレートとを、炭化水素系の接着剤を厚さ0.05mmになるように塗布し、215℃で加熱して貼り合わせた。
【0039】
このようにして形成したガラスウエハとサポートプレートとの積層体を、支持ピンを配置する同心円の直径を、140mm及び60mmとして、ロードロック室内において搬送し、ウエハの反り量を測定した。ここで、ロードロック室内を2Paとし、10秒程度の速度で積層体を搬送した。ウエハの反り量を、レーザー変位計により測定した。結果を図6に示す。
【0040】
図6は、サポートプレートの材質と支持位置がウエハの反り量に及ぼす影響を示すグラフである。図6に示すように、いずれのサポートプレートを用いた場合であっても、支持ピンが配置される同心円の直径がより小さい60mmの方が、140mmよりもウエハの反り量が小さく、同心円の直径が小さいほどウエハの反り量が低減することが確認された。
【0041】
(2.搬送中及び冷却時の支持ピンの位置が反りに及ぼす影響)
上述した基板処理装置を用いて、減圧環境下における搬送時及び大気圧環境下における冷却時の支持位置の違いがウエハの反りの発生に及ぼす影響について調べた。上記1.と同様に形成した積層体を用いた。
【0042】
積層体を、支持ピンを配置する同心円の直径を、300mm及び60mmとして、搬送条件を上記1.と同様とし、ウエハの反り量を測定した。その後、支持ピンを配置する同心円の直径を、60mm、100mm、140mm、及び200mmとして、それぞれクーリングエリアにおいて放置して冷却した。冷却後のウエハの反り量を、レーザー変位計により測定した。結果を図7〜9に示す。
【0043】
図7は、支持ピンを配置する同心円の直径を300mmとし、ロードロック室内を搬送した後、上述した各直径の同心円上に配置した支持ピンにより積層体を保持したときのウエハの反り量を示す図である。図8は、支持ピンを配置する同心円の直径を60mmとし、ロードロック室内を搬送した後、上述した各直径の同心円上に配置した支持ピンにより積層体を保持したときのウエハの反り量を示す図である。図7及び8に示すように、のちの冷却時の支持ピンの位置に関わらず、搬送時に支持ピンが配置される同心円の直径がより小さい60mmの方が、300mmよりも反り量が小さく、搬送時においては、同心円の直径が小さいほど反り量が低減することが確認された。
【0044】
図9は、図7及び8に示す実験結果を、クーリングエリアにおける支持ピン位置を比較するために示したグラフである。ロードロック室における支持ピンを配置する同心円の直径が60mm及び300mmのそれぞれの場合について、クーリングエリアにおける支持ピンを配置する同心円の直径を60mm、100mm、140mm、及び200mmとしたときの、ウエハの反り量を比較した。図9に示すように、クーリングエリアにおける支持ピンが配置される同心円の直径も、より小さい方がウエハの反り量が小さかった。そして、ロードロック室における支持ピンの位置が、より顕著にウエハの反り量に影響を及ぼすことが示された。
【産業上の利用可能性】
【0045】
本発明は、携帯電話、デジタルAV機器、及びICカード等に搭載される半導体チップの製造に利用することができる。
【符号の説明】
【0046】
1 ウエハ
2 サポートプレート
3 積層体
10 貼付ユニット
12 支持ピン(支持部、保持部)
13 支持ピン
14 支持ピン
20 搬送ユニット
21 ロードロック室
22 搬送ロボット(支持治具)
23 カセットステーション
30 クーリングユニット
31 クーリングエリア(保持治具)
32 クーリングプレート
33 プリアライナ
40 塗布ユニット
41 搬送ロボット
42 ベークプレート
43 塗布カップユニット
44 洗浄カップユニット
100 基板処理装置
【特許請求の範囲】
【請求項1】
支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部を支持する支持部により、上記ウエハを支持する支持治具と、
上記支持治具により支持された上記ウエハを減圧環境下において搬送する搬送手段とを備えていることを特徴とする基板処理装置。
【請求項2】
上記支持部は、上記被支持面の内周部における少なくとも三点を支持点として上記ウエハを支持することを特徴とする請求項1に記載の基板処理装置。
【請求項3】
上記支持点のうちの少なくとも三点が、略円形である上記被支持面の中心点を共有する一つの同心円の円周上に、互いに等間隔で位置することを特徴とする請求項2に記載の基板処理装置。
【請求項4】
上記同心円の直径は、上記被支持面の直径の0.1〜0.8倍であることを特徴とする請求項3に記載の基板処理装置。
【請求項5】
上記支持部は上記被支持面の面方向に移動可能であることを特徴とする請求項1〜4のいずれか1項に記載の基板処理装置。
【請求項6】
上記搬送手段により搬送された上記ウエハを大気圧環境下において保持する保持治具をさらに備え、
上記保持治具は、上記被支持面の内周部を保持する保持部により、上記ウエハを保持することを特徴とする請求項1〜5のいずれか1項に基板処理装置。
【請求項7】
支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部において、上記ウエハを支持する支持工程と、
支持された上記ウエハを減圧環境下において搬送する搬送工程とを包含することを特徴とする基板処理方法。
【請求項1】
支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部を支持する支持部により、上記ウエハを支持する支持治具と、
上記支持治具により支持された上記ウエハを減圧環境下において搬送する搬送手段とを備えていることを特徴とする基板処理装置。
【請求項2】
上記支持部は、上記被支持面の内周部における少なくとも三点を支持点として上記ウエハを支持することを特徴とする請求項1に記載の基板処理装置。
【請求項3】
上記支持点のうちの少なくとも三点が、略円形である上記被支持面の中心点を共有する一つの同心円の円周上に、互いに等間隔で位置することを特徴とする請求項2に記載の基板処理装置。
【請求項4】
上記同心円の直径は、上記被支持面の直径の0.1〜0.8倍であることを特徴とする請求項3に記載の基板処理装置。
【請求項5】
上記支持部は上記被支持面の面方向に移動可能であることを特徴とする請求項1〜4のいずれか1項に記載の基板処理装置。
【請求項6】
上記搬送手段により搬送された上記ウエハを大気圧環境下において保持する保持治具をさらに備え、
上記保持治具は、上記被支持面の内周部を保持する保持部により、上記ウエハを保持することを特徴とする請求項1〜5のいずれか1項に基板処理装置。
【請求項7】
支持体が貼り付けられたウエハにおける、当該支持体が貼り付けられている面とは反対側の被支持面の内周部において、上記ウエハを支持する支持工程と、
支持された上記ウエハを減圧環境下において搬送する搬送工程とを包含することを特徴とする基板処理方法。
【図1】


【図2】

【図3】

【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−102052(P2013−102052A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2011−244832(P2011−244832)
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000220239)東京応化工業株式会社 (1,407)
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成23年11月8日(2011.11.8)
【出願人】(000220239)東京応化工業株式会社 (1,407)
【Fターム(参考)】
[ Back to top ]