
基板処理装置
【課題】簡易な構成によって極めて高い天板の位置再現性を実現することが可能な基板処理装置を提供する。
【解決手段】基板処理装置は、チャンバ壁38の開口部38aを閉塞する天板40と、天板40をチャンバ壁38に対して昇降させる複数のスライドピン56と、各スライドピン56にそれぞれ設けられた歯付きプーリ62に掛け渡された歯付きベルト66とを備える。各スライドピン56は、歯付きベルト66によって各歯付きプーリ62を介して同期して駆動され、天板40の姿勢を維持したまま天板40を昇降させる。チャンバ壁38には位置決めピン48が設けられ、天板40にはピン挿入孔40aが設けられている。
【解決手段】基板処理装置は、チャンバ壁38の開口部38aを閉塞する天板40と、天板40をチャンバ壁38に対して昇降させる複数のスライドピン56と、各スライドピン56にそれぞれ設けられた歯付きプーリ62に掛け渡された歯付きベルト66とを備える。各スライドピン56は、歯付きベルト66によって各歯付きプーリ62を介して同期して駆動され、天板40の姿勢を維持したまま天板40を昇降させる。チャンバ壁38には位置決めピン48が設けられ、天板40にはピン挿入孔40aが設けられている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基板に対して成膜等の処理を施すための基板処理装置に関する。
【背景技術】
【0002】
従来から、基板が搭載されたトレイを搬送装置によって成膜チャンバへと搬送し、成膜チャンバにおいて、プラズマ源から出射されたプラズマによって蒸発した成膜材料を基板に蒸着させる基板処理装置が知られている(例えば、特許文献1参照)。
【特許文献1】特開2006−291305号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、上述のような従来の基板処理装置においては、基板の所望の領域に成膜材料を蒸着させるために、通常、所定形状の開口(マスクパターン)が形成されたマスクを基板に重ねた状態で成膜が行われる。その際、マスクと基板とを極めて高精度に位置合わせする必要があるので、基板処理装置の成膜チャンバには、一般に、位置合わせ調整手段が設けられている。
【0004】
位置合わせ調整手段は、基板を昇降可能に支持する支持機構と、マスクの位置を基板に対してXY方向(水平方向)に調整可能なXYステージと、天板に配置され、マスクと基板との位置合わせ状態を確認するためのCCD(Charge Coupled Device)カメラとを有している。この位置合わせ調整手段では、支持機構が基板を中空に支持した状態で、CCDカメラによってマスクと基板との位置合わせ状態を確認しつつXYステージによってマスクの位置を基板に対してXY方向に移動させて、CCDカメラにおいてマスクと基板とが位置合わせされたことが確認されたときに、支持機構が基板をマスクに重ね合わせるようになっている。
【0005】
ところが、位置合わせ調整手段では、マスクと基板との極めて高精度の位置合わせを実現するために、視野が狭く且つ高分解能のCCDカメラを用いる必要がある。そのため、成膜チャンバのメンテナンス等によって天板を取り外した場合には、天板を正確に元の位置に復帰する必要がある。このとき、天板を固定して成膜チャンバの側方からメンテナンスを行うことも考えられるが、必然的に奥行き方向のメンテナンスが困難となってしまう。
【0006】
そこで、本発明は、簡易な構成によって極めて高い天板の位置再現性を実現することが可能な基板処理装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る基板処理装置は、上方に開放された開口部を有するチャンバと、チャンバの内部において基板とマスクとを位置合わせするための位置合わせ調整手段が配置されていると共にチャンバの前記開口部を閉塞する天板と、天板を前記チャンバに対して昇降させる複数の昇降手段と、天板の姿勢を保持したまま天板を昇降させるように、複数の昇降手段を同期して駆動させる同期手段とを備え、天板及びチャンバの一方に設けられた位置決めピンと、位置決めピンに対応するように天板及びチャンバの他方に設けられたピン挿入孔とによって構成される嵌合構造を複数有することを特徴とする。
【0008】
本発明に係る基板処理装置では、複数の位置決めピンが複数のピン挿入孔に挿入されることで、水平方向において天板がチャンバに対して位置決めされるようになっている。そのため、位置決めピンをピン挿入孔に挿入させるだけで、極めて精度よく天板が位置決めされる。そして、本発明に係る基板処理装置では、同期手段によって昇降手段を同期させることで、天板の姿勢を保持したまま天板を昇降させている。そのため、位置決めピンが、ピン挿入孔に引っ掛かることなく、ピン挿入孔に対して真っ直ぐに挿入される。その結果、位置決めピン、ピン挿入孔、昇降手段及び同期手段という簡易な構成によって、極めて高い天板の位置再現性を実現することが可能となっている。
【0009】
また、チャンバには位置決めピンが複数設けられており、天板には複数の位置決めピンにそれぞれ対応するようにピン挿入孔が複数設けられていることが好ましい。
【0010】
また、昇降手段は、ピン挿入孔内をスライド可能なスライドピンを有しており、スライドピンを天板に対して移動させることで、天板を昇降させることが好ましい。このようにすると、スライドピンをスライドさせて天板を昇降させるための孔を、位置決めピンが挿入されるピン挿入孔によって兼用することができるので、基板処理装置をより簡易な構成とすることが可能となる。
【0011】
また、昇降手段は、スライドピンに設けられた雄ねじ部と、天板に設けられると共に雄ねじ部と螺合する雌ねじ部とによって構成されていることが好ましい。このようにすると、機械加工によってねじ溝を形成するだけで、簡易に昇降手段を構成することが可能となる。
【0012】
また、同期手段は、複数の昇降手段がそれぞれ有するスライドピンにそれぞれ設けられた歯車と、複数の歯車と噛合するように掛け渡されることにより複数の歯車を連動させる連動部材とにより構成されていることが好ましい。このようにすると、歯車とその連動部材によって、簡易に同期手段を構成することが可能となる。
【0013】
また、位置決めピンの先端部は、基端側に向かうにつれて拡がるテーパ形状とされており、ピン挿入孔の位置決めピンを受け入れる側における内周面は、外方に向かうにつれて開口が大きくなるテーパ面とされていることが好ましい。このようにすると、位置決めピンをピン挿入孔内に導き易くすることが可能となる。
【0014】
また、複数のピン挿入孔のうち少なくとも一つは、対応する位置決めピンと略同一形状とされており、複数のピン挿入孔のうち少なくとも一つは、位置決めピンが挿入されたときに、天板の昇降方向と略直交する第1方向における天板の移動を許容し、且つ、天板の昇降方向及び第1方向と略直交する第2方向における天板の移動を規制する長孔形状とされていることが好ましい。位置決めピン及びピン挿入孔の全てを正確且つ精密に加工するのは加工精度及びコストの観点から困難な場合があるが、このようにすると、少なくとも一対の位置決めピン及びピン挿入孔を正確且つ精密に加工することで、極めて精度のよい天板の位置決めを実現することが可能となる。
【発明の効果】
【0015】
本発明によれば、簡易な構成によって極めて高い天板の位置再現性を実現することが可能な基板処理装置を提供することができる。
【発明を実施するための最良の形態】
【0016】
本発明に係る基板処理装置の好適な実施形態について、図面を参照して説明する。
【0017】
まず、本実施形態に係る基板処理装置10の構成について、図1〜図6を参照して説明する。
【0018】
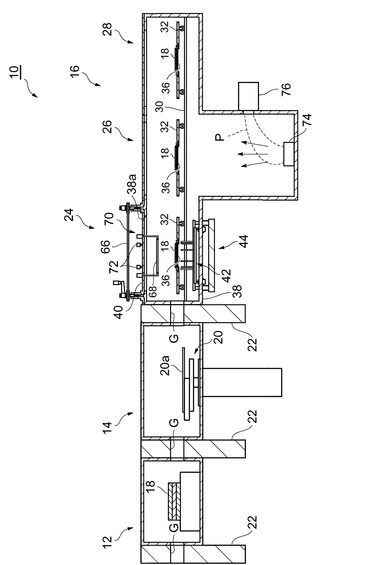
図1に示されるように、基板処理装置10は、ロードロック・アンロードロックチャンバ(LC/ULC)12と、ロボットチャンバ14と、成膜チャンバ16とを備えており、いわゆるクラスター式の基板処理装置となっている。基板処理装置10では、LC/ULC12、ロボットチャンバ14及び成膜チャンバ16がこの順に並んで配置されており、総てのチャンバが真空容器にて構成されている。
【0019】
LC/ULC12は、減圧及び大気開放可能とされており、複数のガラス基板18を収容する。ロボットチャンバ14は、LC/ULC12と成膜チャンバ16との間でガラス基板18をロボットアーム20aによって搬送する搬送ロボット20を有している。
【0020】
LC/ULC12には、LC/ULC12に対してロボットチャンバ14とは反対側に、ガラス基板18の搬入及び搬出を行うために開閉可能とされているゲートGを含む壁部22が配置されている。また、LC/ULC12とロボットチャンバ14との間、及び、ロボットチャンバ14と成膜チャンバ16との間には、ガラス基板18の搬入及び搬出を行うために開閉可能とされているゲートGを含む壁部22がそれぞれ配置されている。
【0021】
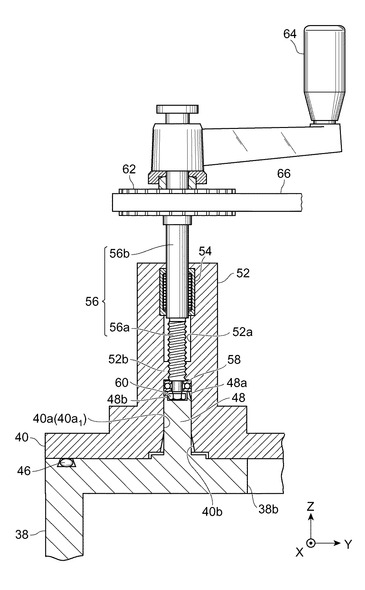
成膜チャンバ16は、いわゆるイオンプレーティング法を用いた成膜を行うための成膜チャンバである。成膜チャンバ16は、アライメント室24と、トリートメント室26と、退避室28とを有している。成膜チャンバ16では、アライメント室24、トリートメント室26、退避室28がこの順に並んで配置されている。
【0022】
成膜チャンバ16内には、アライメント室24、トリートメント室26及び退避室28に亘って一対のレール30が平行に配置されている。このレール30上には、ガラス基板18が載置されるシャトル32が搭載されており、レール30に沿ってシャトル32が成膜チャンバ16内を移動可能とされている。
【0023】
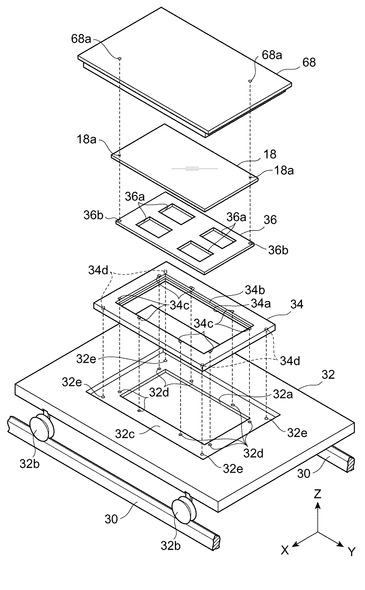
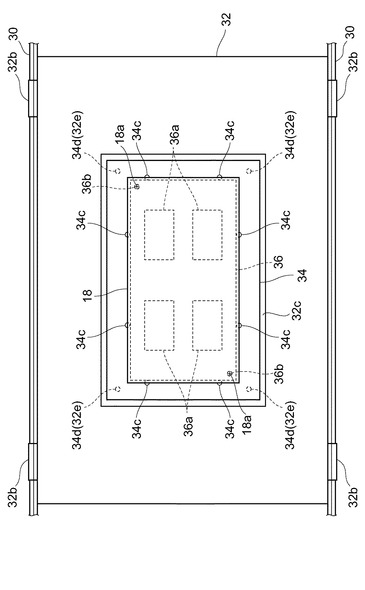
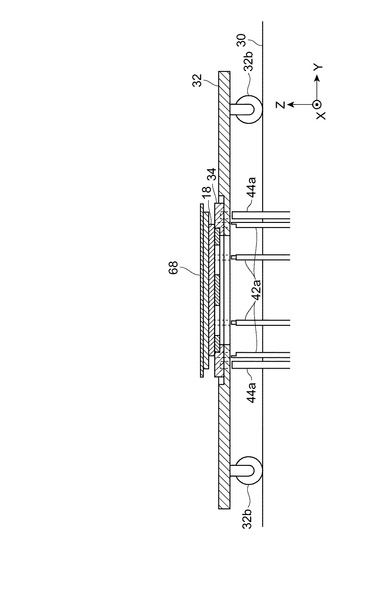
ここで、シャトル32には、図5及び図6に示されるように、マスクホルダ34、マスク36、ガラス基板18がこの順に載置される。シャトル32は、中央に開口部32aが設けられた略矩形板状の枠体であり、レール30上を走行するためのローラ32bを有している。開口部32aの周囲はシャトル32の外周部分よりも略矩形板状に窪んだ凹部32cとなっており、この凹部32cにおいてマスクホルダ34が保持される。開口部32aの周囲には、ガラス基板18を支持する支持ピン42a(詳しくは後述する)が挿通する挿通孔32dと、マスクホルダ34を支持する支持ピン44a(詳しくは後述する)が挿通する挿通孔32eとが設けられている。
【0024】
マスクホルダ34は、中央に開口部34aが設けられた略矩形板状の枠体である。開口部34aの周囲はマスクホルダ34の外周部分よりも窪んだ凹部34bとなっており、この凹部34bにおいてマスク36が保持される。開口部34aの周囲には、支持ピン42aが挿通する挿通孔34cと、マスクホルダ34を昇降させるための支持ピン44aの先端と嵌合される嵌合凹部34dとが設けられている。
【0025】
マスク36は、所定形状の開口36a(マスクパターン)が形成された略矩形状の薄板であり、磁性体で形成されている。そのため、マスク36とマグネット68(詳しくは後述する)とでガラス基板18を挟持することで、ガラス基板18がマスク36に対して固定されることとなる。マスク36の外周部分には、各隅部にアライメント孔36bがそれぞれ設けられている。アライメント孔36bの直径は、例えば0.5mm程度に設定することができる。
【0026】
ガラス基板18は、略矩形状の薄板である。ガラス基板18の外周部分には、アライメントマーク18aが対角位置にそれぞれ設けられている。上方から見てアライメントマーク18aがアライメント孔36bの中心に位置したときに(図6参照)、ガラス基板18とマスク36との位置合わせが行われる。
【0027】
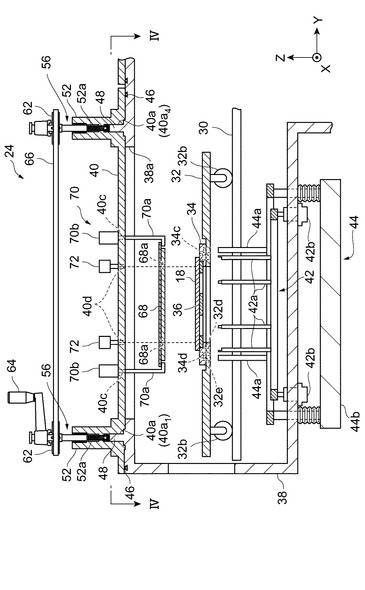
アライメント室24は、図2に示されるように、上方に向けて開放された開口部38aを有するチャンバ壁38と、開口部38aを閉塞する天板40とによって構成されている。
【0028】
アライメント室24におけるチャンバ壁38の下部には、ガラス基板18を鉛直方向(図2に示されるZ軸方向)に昇降させる昇降機構42が設けられている。昇降機構42は、ガラス基板18を支持する複数(本実施形態においては8本)の支持ピン42aと、支持ピン42aを鉛直方向に駆動する駆動部42bとにより構成されている。
【0029】
アライメント室24におけるチャンバ壁38の下部には、マスクホルダ34を鉛直方向に昇降させると共に水平方向(図2に示されるX軸方向及びY軸方向)に移動させる駆動機構44が設けられている。駆動機構44は、マスクホルダ34を支持する複数(本実施形態においては4本)の支持ピン44aと、支持ピン44aを鉛直方向及び水平方向に駆動する駆動部44bとにより構成されている。
【0030】
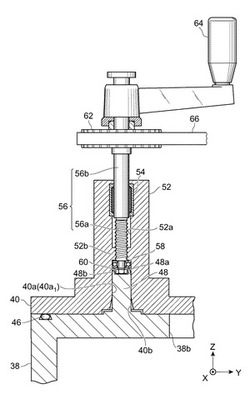
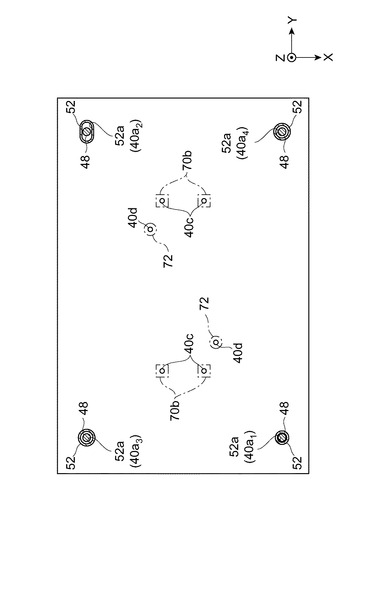
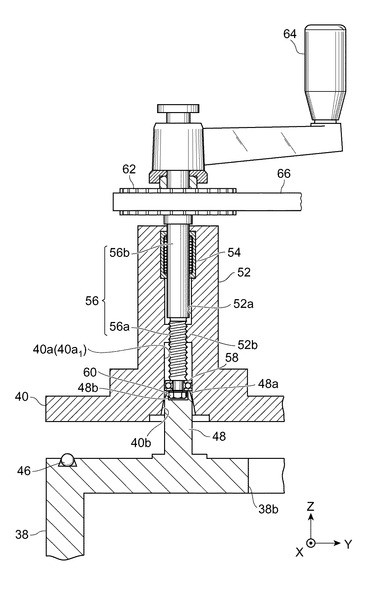
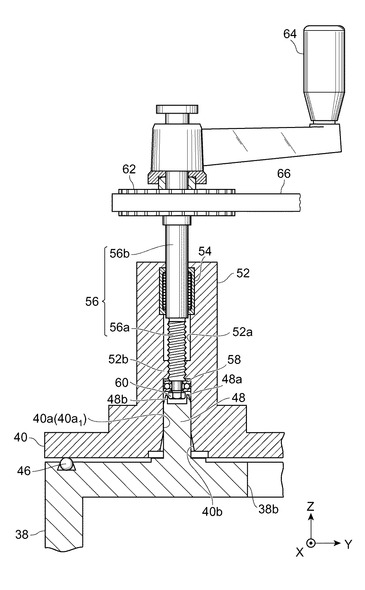
アライメント室24におけるチャンバ壁38の上部には、天板40によってチャンバ壁38の開口部38aが閉塞されて成膜チャンバ16内が真空引きされたときに、成膜チャンバ16の真空を保持するためのOリング46が設けられている。アライメント室24におけるチャンバ壁38の上部には、略円柱形状を呈する複数(本実施形態では4本)の位置決めピン48が鉛直方向に伸びるように立設されている。図3にて特に詳しく示されるように、位置決めピン48の先端部48aは、基端側に向かうにつれて拡径されたテーパ形状とされている。位置決めピン48の先端部48aには、基端側に向けて窪んだ凹部48bが設けられている。
【0031】
一方、天板40には、図2及び図3に示されるように、各位置決めピン48がそれぞれ挿入される複数(本実施形態においては4つ)のピン挿入孔40a(40a1〜40a4)が設けられている。そのため、互いに対応するピン挿入孔40aと位置決めピン48とによって、嵌合構造が構成されることとなる。ピン挿入孔40aにおける位置決めピン48が挿入される側の内周面は、外方に向かうにつれて開口が大きくなるテーパ面40bとされている。
【0032】
図4に示されるように、ピン挿入孔40a1の内径は、位置決めピン48の外径と略同一とされている。ピン挿入孔40a1の内径の大きさとしては、例えば位置決めピン48の外径よりも10μm〜20μm程度大きな真円に設定することができる。すなわち、ピン挿入孔40a1は、位置決めピン48が挿入されたときに、X軸方向及びY軸方向における天板40の移動を規制する目的で設けられている。ピン挿入孔40a1の対角に位置するピン挿入孔40a2の内径は、X軸方向において位置決めピン48の外径と略同一とされており、Y軸方向において位置決めピン48の外径よりも十分大きなものとされている。すなわち、ピン挿入孔40a2は、位置決めピン48が挿入されたときに、X軸方向における天板40の移動を規制し、Y軸方向における天板40の移動を許容する長孔形状とされている。
【0033】
ピン挿入孔40a3,40a4の内径は、位置決めピン48の外径よりもやや大きくなっている。ピン挿入孔40a3,40a4の内径の大きさとしては、例えば位置決めピン48の外径よりも2mm〜3mm程度大きくなるように設定することができる。すなわち、ピン挿入孔40a3,40a4は、位置決めピン48が挿入されたときに、X軸方向及びY軸方向における天板40の移動を規制するものではなく、位置決めピン48に沿ってZ軸方向(鉛直方向)に天板40を移動させる目的で設けられている。
【0034】
図3に戻って、天板40の上面には、略円筒形状を呈する複数(本実施形態では4本)の筒体52が鉛直方向に伸びるように立設されている。筒体52は、位置決めピン48に対応するように、天板40の上面に配置されている。筒体52は、ピン挿入孔40aと連通する貫通孔52aを有している。筒体52の貫通孔52a内には、その中央部分に雌ねじ部52bが設けられており、その上端部分にリニアブッシュ54が取り付けられている。このリニアブッシュ54は、後述するスライドピン56のスライド部56bを回動自在及びスライド自在に保持するものである。
【0035】
各筒体52の貫通孔52a内には、スライドピン56がそれぞれ挿入されている。スライドピン56の下端には、ラジアルベアリング58がボルト60によって固定されている。スライドピン56の下端部分には、筒体52の雌ねじ部52bと螺合する雄ねじ部56aが設けられている。スライドピン56の中央部分には、リニアブッシュ54と当接するスライド部56bが設けられている。そのため、スライドピン56は、自身が回動することで、貫通孔52a内及び貫通孔52aと連通しているピン挿入孔40a内をスライド可能となっている。
【0036】
スライドピン56の上端部分には、歯付きプーリ62が取り付けられている。スライドピン56の上端には、作業者が手動によってスライドピン56を回動させるためのハンドル64が取り付けられている。なお、少なくとも一つのスライドピン56にハンドル64を取り付けておくと好ましいが、対角に位置する一対のスライドピン56にそれぞれハンドル64を取り付けておくと、より大きな力でスライドピン56を回動させることが可能となるのでより好ましい。
【0037】
各スライドピン56にそれぞれ設けられている歯付きプーリ62には、図2及び図3に示されるように各歯付きプーリ62と噛合するように歯付きベルト(タイミングベルト)66が掛け渡されている。これにより、ハンドル64によって一つのスライドピン56を回動させることで、歯付きプーリ62及び歯付きベルト66を介して他のスライドピン56についても同期して回動することとなる。
【0038】
図2に戻って、天板40の上面には、マグネット68を鉛直方向に昇降させる駆動機構70が設けられている。駆動機構70は、マグネット68を支持する複数(本実施形態においては4本)の支持アーム70aと、支持アーム70aを鉛直方向に駆動する駆動部70bとにより構成されている。支持アーム70aは、天板40に設けられた挿通孔40cに挿通され、挿通孔40c内においてスライド可能とされている。
【0039】
天板40の上面には、複数(本実施形態においては2個)のCCDカメラ72が設けられている。CCDカメラ72は、天板40に設けられた貫通孔40d及びマグネット68に設けられた貫通孔68a(図5参照)を通して、ガラス基板18のアライメントマーク18aを撮像可能となっている。そのため、CCDカメラ72は、天板40の上面において、ガラス基板18のアライメントマーク18aに対応するように配置されている。
【0040】
図1に戻って、トリートメント室26は、成膜材料を蒸発させる蒸発部74と、プラズマPを射出するプラズマ源76とを有している。蒸発部74は、図示しない陽極部を含み、プラズマ源76から射出されたプラズマPを吸引する。これにより、蒸発部74において、図示しないハースに保持されたITO等の成膜材料が加熱され、蒸発した成膜材料粒子がトリートメント室26内に飛散する。トリートメント室26内に飛散した成膜材料粒子は、プラズマPによってイオン化されて上昇し、トリートメント室26の上方に位置するガラス基板18の下面に付着することとなる。
【0041】
退避室28は、成膜が行われたガラス基板18の一時的な退避や、マスクホルダ34に載置されているマスク36の交換等を行うための空間となっている。
【0042】
次に、図3、図7及び図8を参照して、上述した構成を有する基板処理装置10において、取り外されている状態の天板40をチャンバ壁38の開口部38aに対して搭載する方法について説明する。
【0043】
まず、作業者がハンドル64を回して、スライドピン56の先端が筒体52の貫通孔52aに対して最下点に位置するようにスライドピン56を下降させる。この状態で、例えばホイスト式クレーンによって天板40を吊り上げ、チャンバ壁38の開口部38aの上方に移動させる。そして、ラジアルベアリング58の下面が位置決めピン48の先端と当接するまで、ホイスト式クレーンによって天板40をチャンバ壁38の開口部38aに向けて降下させる(図7参照)。このとき、スライドピン56の下端におけるボルト60の頭部が、位置決めピン48の先端における凹部48b内に位置した状態となっている。また、このとき、位置決めピン48の先端部48aがテーパ形状とされ、ピン挿入孔40aの内側面がテーパ面40bとされているので、各テーパによって位置決めピン48とピン挿入孔40aとの間に隙間が設けられた範囲で、スライドピン56の先端が位置決めピン48によって受けられる。そのため、ホイスト式クレーンによる天板40の下降時に天板40が傾いても、位置決めピン48がピン挿入孔40aに引っ掛かることがなく、容易に作業することが可能となっている。
【0044】
続いて、作業者がハンドル64を回して、スライドピン56の先端が筒体52の貫通孔52aに対して最上点に位置するようにスライドピン56を上昇させる(図8参照)。これにより、天板40の下面とOリング46とが当接するまで天板40がスライドピン56に対して下降してゆき、位置決めピン48がピン挿入孔40a内に挿入されることとなる。このとき、ラジアルベアリング58が位置決めピン48の先端から離間すると共に、スライドピン56の下端におけるボルト60の頭部が位置決めピン48の先端における凹部48bから若干脱離した状態となっている。
【0045】
続いて、真空引きすることによって、成膜チャンバ16内を真空とする。これにより、天板40がチャンバ壁38に引き寄せられ、Oリング46が変形して、チャンバ壁38の開口部38aが天板40によって閉塞されることとなる(図3参照)。なお、天板40を取り外す際は、上記と逆の手順によって天板の取り外しが行われる。
【0046】
次に、図9〜図12を参照して、上記のように真空引きされた成膜チャンバ16において、ガラス基板18に成膜材料を成膜する方法について説明する。
【0047】
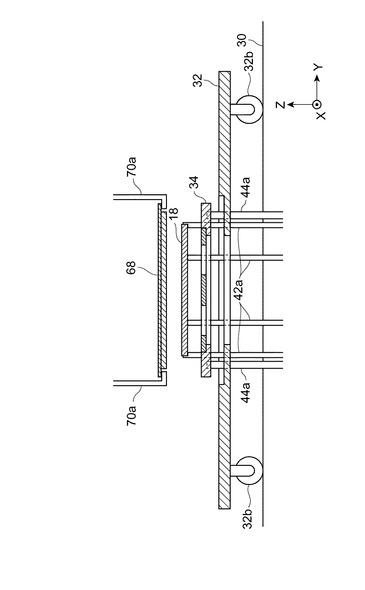
まず、マスク36が載置されたマスクホルダ34を駆動機構44の支持ピン44aによって中空に支持した状態としておく。そして、搬送ロボット20が、ロボットアーム20aによって、成膜前のガラス基板18をLC/ULC12からピックアップして、成膜チャンバ16のアライメント室24内へと搬送する。このとき、ロボットアーム20aは、マグネット68とシャトル32との間にガラス基板18を位置させる。ロボットアーム20aによってガラス基板18がアライメント室24内に搬送されると、昇降機構42の駆動部42bによって支持ピン42aを上昇させて、支持ピン42aによってガラス基板18を支持させる(図9参照)。
【0048】
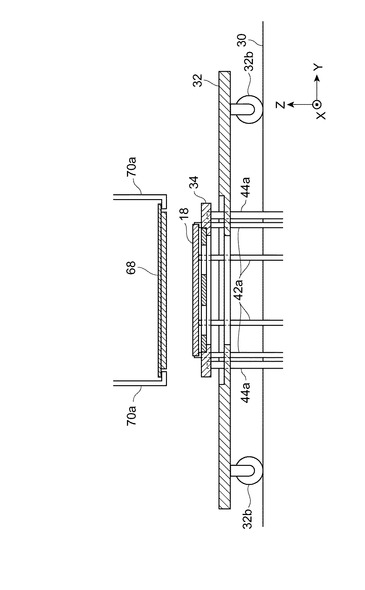
続いて、昇降機構42の駆動部42bによって支持ピン42aを下降させ、ガラス基板18をマスクホルダ34に載置されているマスク36に近づける(図10参照)。この状態で、CCDカメラ72によってガラス基板18のアライメントマーク18aを撮像しながら、支持ピン44aによって支持されているマスクホルダ34を駆動機構44の駆動部44bによってX軸方向及びY軸方向に駆動させることで、ガラス基板18のアライメントマーク18aがマスク36のアライメント孔36aの中心に位置するようにガラス基板18とマスク36との位置合わせを行う。
【0049】
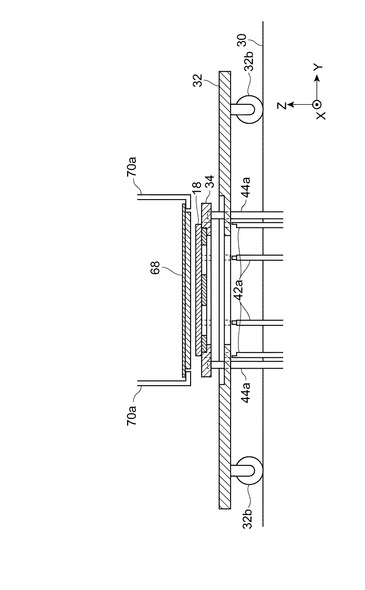
ガラス基板18とマスク36との位置合わせが行われると、駆動機構42の駆動部42bによって支持ピン42aを下降させて(図11参照)、ガラス基板18をマスク36上に載置する。そして、駆動機構70の駆動部70bによって支持アーム70aを下降させて、マグネット68をガラス基板18上に載置する。こうして、マスク36とマグネット68とでガラス基板18が挟持され、ガラス基板18がマスク36に対して固定されることとなる。
【0050】
続いて、駆動機構44の駆動部44bによって支持ピン44aを下降させて、一体化されたマグネット68、ガラス基板18及びマスク36が載置されているマスクホルダ34をシャトル32に載置する(図12)。こうしてマスク36に対して位置合わせが行われたガラス基板18をシャトル32によってトリートメント室26へと搬送する。
【0051】
ガラス基板18がトリートメント室26に搬送されると、プラズマ源38によりプラズマPを生成し、蒸発部35に向かってプラズマPを照射する。これにより、図示しないハースに保持された成膜材料が徐々に加熱され、昇華した成膜材料が成膜材料粒子となってトリートメント室26内に飛散する。この成膜材料粒子がマスク36を通してガラス基板18に付着することで、ガラス基板18に成膜材料が成膜されることとなる。
【0052】
以上のように、本実施形態においては、位置決めピン48がピン挿入孔40aに挿入されることで、X軸方向及びY軸方向において天板40がチャンバ壁38に対して位置決めされるようになっている。そのため、位置決めピン48をピン挿入孔40aに挿入させるだけで、極めて精度よく天板40が位置決めされる。そして、本実施形態においては、歯付きプーリ62と歯付きベルト66とによって複数のスライドピン56の回動を同期させることで、天板40の姿勢を保持したまま天板40を昇降させている。そのため、位置決めピン48が、ピン挿入孔40aに引っ掛かることなく、ピン挿入孔40aに対して真っ直ぐに挿入される。その結果、位置決めピン48、ピン挿入孔40a、スライドピン56、歯付きプーリ62及び歯付きベルト66という簡易な構成によって、極めて高い天板40の位置再現性を実現することが可能となっている。
【0053】
また、本実施形態においては、スライドピン56がピン挿入孔40a内及び貫通孔52a内をスライド可能となっており、スライドピン56を天板40に対して移動させることで、天板40を昇降させている。スライドピン56をスライドさせて天板40を昇降させるためのガイド孔を、ピン挿入孔40aによって兼用することができるので、基板処理装置10をより簡易な構成とすることが可能となる。
【0054】
また、本実施形態においては、スライドピン56に設けられた雄ねじ部52aと、筒体52の貫通孔52a内に設けられた雌ねじ部52bとによって天板40の昇降機構が構成されているので、機械加工によってねじ溝を形成するだけで簡易に天板40の昇降機構を構成することが可能となる。
【0055】
また、本実施形態においては、歯付きベルト66を各歯付きプーリ62と噛合するように掛け渡すことによってスライドピン56を同期して回動させているので、スライドピン56の同期機構が簡易な構成となっている。
【0056】
また、本実施形態においては、位置決めピン48の先端部48aが、基端側に向かうにつれて拡径されたテーパ形状とされており、ピン挿入孔40aにおける位置決めピン48が挿入される側の内周面が、外方に向かうにつれて開口が大きくなるテーパ面40bとされている。そのため、位置決めピン48をピン挿入孔40a内に導き易くなっている。
【0057】
また、本実施形態においては、ピン挿入孔40a1の内径が、位置決めピン48の外径と略同一とされており、ピン挿入孔40a2の内径が、X軸方向において位置決めピン48の外径と略同一とされていると共に、Y軸方向において位置決めピン48の外径よりも十分大きなものとされている。位置決めピン48及びピン挿入孔40aを設けるに際し、成膜チャンバ16側の位置決めピン48の位置及び天板40側のピン挿入孔40aの位置を正確に且つ精密に加工するのは加工精度及びコストの観点から困難であるが、このようにすると、ピン挿入孔40a1,40a2及びこれらに対応する2本の位置決めピン48のみを正確且つ精密に加工することで、極めて精度のよい天板の位置決めを実現することが可能となる。
【0058】
以上、本発明の好適な実施形態について詳細に説明したが、本発明は上記した実施形態に限定されるものではない。例えば、本実施形態ではガラス基板18を用いたが、ガラス以外の他の基板を用いてもよい。
【0059】
また、本実施形態ではスライドピン56をスライドさせて天板40を昇降させるための孔をピン挿入孔40aによって兼用していたが、スライドピン56をスライドさせて天板40を昇降させるための孔をピン挿入孔40aとは別に設けてもよい。
【0060】
また、本実施形態では天板40側に筒体52を設け、筒体52の貫通孔52a内をスライドするスライドピン56によって天板40を昇降させていたが、チャンバ壁38側に筒体を設け、この筒体の貫通孔内をスライドするスライドピンによって天板40を昇降させるようにしてもよい。
【図面の簡単な説明】
【0061】
【図1】本実施形態に係る基板処理装置を示す横断面図である。
【図2】アライメントチャンバを示す横断面図である。
【図3】天板の一部を拡大して示す横断面図である。
【図4】図2のIV−IV線断面図である。
【図5】マグネット、基板、マスク、マスクホルダ及びシャトルを示す斜視図である。
【図6】基板、マスク及びマスクホルダが搭載された状態で示すシャトルの上面図である。
【図7】天板をチャンバに搭載する過程を示す図である。
【図8】図7の後続の過程を示す図である。
【図9】マスクと基板とを位置合わせする過程を示す図である。
【図10】図9の後続の過程を示す図である。
【図11】図10の後続の過程を示す図である。
【図12】図11の後続の過程を示す図である。
【符号の説明】
【0062】
10…基板処理装置、16…成膜チャンバ、18…ガラス基板、24…アライメント室、36…マスク、38a…開口部、40…天板、40a…ピン挿入孔、40b…テーパ面、48…位置決めピン、52…筒体、52a…貫通孔、52b…雌ねじ部、56…スライドピン、56a…雄ねじ部、62…歯付きプーリ、66…歯付きベルト、68…マグネット、70…駆動機構、72…CCDカメラ。
【技術分野】
【0001】
本発明は、基板に対して成膜等の処理を施すための基板処理装置に関する。
【背景技術】
【0002】
従来から、基板が搭載されたトレイを搬送装置によって成膜チャンバへと搬送し、成膜チャンバにおいて、プラズマ源から出射されたプラズマによって蒸発した成膜材料を基板に蒸着させる基板処理装置が知られている(例えば、特許文献1参照)。
【特許文献1】特開2006−291305号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、上述のような従来の基板処理装置においては、基板の所望の領域に成膜材料を蒸着させるために、通常、所定形状の開口(マスクパターン)が形成されたマスクを基板に重ねた状態で成膜が行われる。その際、マスクと基板とを極めて高精度に位置合わせする必要があるので、基板処理装置の成膜チャンバには、一般に、位置合わせ調整手段が設けられている。
【0004】
位置合わせ調整手段は、基板を昇降可能に支持する支持機構と、マスクの位置を基板に対してXY方向(水平方向)に調整可能なXYステージと、天板に配置され、マスクと基板との位置合わせ状態を確認するためのCCD(Charge Coupled Device)カメラとを有している。この位置合わせ調整手段では、支持機構が基板を中空に支持した状態で、CCDカメラによってマスクと基板との位置合わせ状態を確認しつつXYステージによってマスクの位置を基板に対してXY方向に移動させて、CCDカメラにおいてマスクと基板とが位置合わせされたことが確認されたときに、支持機構が基板をマスクに重ね合わせるようになっている。
【0005】
ところが、位置合わせ調整手段では、マスクと基板との極めて高精度の位置合わせを実現するために、視野が狭く且つ高分解能のCCDカメラを用いる必要がある。そのため、成膜チャンバのメンテナンス等によって天板を取り外した場合には、天板を正確に元の位置に復帰する必要がある。このとき、天板を固定して成膜チャンバの側方からメンテナンスを行うことも考えられるが、必然的に奥行き方向のメンテナンスが困難となってしまう。
【0006】
そこで、本発明は、簡易な構成によって極めて高い天板の位置再現性を実現することが可能な基板処理装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明に係る基板処理装置は、上方に開放された開口部を有するチャンバと、チャンバの内部において基板とマスクとを位置合わせするための位置合わせ調整手段が配置されていると共にチャンバの前記開口部を閉塞する天板と、天板を前記チャンバに対して昇降させる複数の昇降手段と、天板の姿勢を保持したまま天板を昇降させるように、複数の昇降手段を同期して駆動させる同期手段とを備え、天板及びチャンバの一方に設けられた位置決めピンと、位置決めピンに対応するように天板及びチャンバの他方に設けられたピン挿入孔とによって構成される嵌合構造を複数有することを特徴とする。
【0008】
本発明に係る基板処理装置では、複数の位置決めピンが複数のピン挿入孔に挿入されることで、水平方向において天板がチャンバに対して位置決めされるようになっている。そのため、位置決めピンをピン挿入孔に挿入させるだけで、極めて精度よく天板が位置決めされる。そして、本発明に係る基板処理装置では、同期手段によって昇降手段を同期させることで、天板の姿勢を保持したまま天板を昇降させている。そのため、位置決めピンが、ピン挿入孔に引っ掛かることなく、ピン挿入孔に対して真っ直ぐに挿入される。その結果、位置決めピン、ピン挿入孔、昇降手段及び同期手段という簡易な構成によって、極めて高い天板の位置再現性を実現することが可能となっている。
【0009】
また、チャンバには位置決めピンが複数設けられており、天板には複数の位置決めピンにそれぞれ対応するようにピン挿入孔が複数設けられていることが好ましい。
【0010】
また、昇降手段は、ピン挿入孔内をスライド可能なスライドピンを有しており、スライドピンを天板に対して移動させることで、天板を昇降させることが好ましい。このようにすると、スライドピンをスライドさせて天板を昇降させるための孔を、位置決めピンが挿入されるピン挿入孔によって兼用することができるので、基板処理装置をより簡易な構成とすることが可能となる。
【0011】
また、昇降手段は、スライドピンに設けられた雄ねじ部と、天板に設けられると共に雄ねじ部と螺合する雌ねじ部とによって構成されていることが好ましい。このようにすると、機械加工によってねじ溝を形成するだけで、簡易に昇降手段を構成することが可能となる。
【0012】
また、同期手段は、複数の昇降手段がそれぞれ有するスライドピンにそれぞれ設けられた歯車と、複数の歯車と噛合するように掛け渡されることにより複数の歯車を連動させる連動部材とにより構成されていることが好ましい。このようにすると、歯車とその連動部材によって、簡易に同期手段を構成することが可能となる。
【0013】
また、位置決めピンの先端部は、基端側に向かうにつれて拡がるテーパ形状とされており、ピン挿入孔の位置決めピンを受け入れる側における内周面は、外方に向かうにつれて開口が大きくなるテーパ面とされていることが好ましい。このようにすると、位置決めピンをピン挿入孔内に導き易くすることが可能となる。
【0014】
また、複数のピン挿入孔のうち少なくとも一つは、対応する位置決めピンと略同一形状とされており、複数のピン挿入孔のうち少なくとも一つは、位置決めピンが挿入されたときに、天板の昇降方向と略直交する第1方向における天板の移動を許容し、且つ、天板の昇降方向及び第1方向と略直交する第2方向における天板の移動を規制する長孔形状とされていることが好ましい。位置決めピン及びピン挿入孔の全てを正確且つ精密に加工するのは加工精度及びコストの観点から困難な場合があるが、このようにすると、少なくとも一対の位置決めピン及びピン挿入孔を正確且つ精密に加工することで、極めて精度のよい天板の位置決めを実現することが可能となる。
【発明の効果】
【0015】
本発明によれば、簡易な構成によって極めて高い天板の位置再現性を実現することが可能な基板処理装置を提供することができる。
【発明を実施するための最良の形態】
【0016】
本発明に係る基板処理装置の好適な実施形態について、図面を参照して説明する。
【0017】
まず、本実施形態に係る基板処理装置10の構成について、図1〜図6を参照して説明する。
【0018】
図1に示されるように、基板処理装置10は、ロードロック・アンロードロックチャンバ(LC/ULC)12と、ロボットチャンバ14と、成膜チャンバ16とを備えており、いわゆるクラスター式の基板処理装置となっている。基板処理装置10では、LC/ULC12、ロボットチャンバ14及び成膜チャンバ16がこの順に並んで配置されており、総てのチャンバが真空容器にて構成されている。
【0019】
LC/ULC12は、減圧及び大気開放可能とされており、複数のガラス基板18を収容する。ロボットチャンバ14は、LC/ULC12と成膜チャンバ16との間でガラス基板18をロボットアーム20aによって搬送する搬送ロボット20を有している。
【0020】
LC/ULC12には、LC/ULC12に対してロボットチャンバ14とは反対側に、ガラス基板18の搬入及び搬出を行うために開閉可能とされているゲートGを含む壁部22が配置されている。また、LC/ULC12とロボットチャンバ14との間、及び、ロボットチャンバ14と成膜チャンバ16との間には、ガラス基板18の搬入及び搬出を行うために開閉可能とされているゲートGを含む壁部22がそれぞれ配置されている。
【0021】
成膜チャンバ16は、いわゆるイオンプレーティング法を用いた成膜を行うための成膜チャンバである。成膜チャンバ16は、アライメント室24と、トリートメント室26と、退避室28とを有している。成膜チャンバ16では、アライメント室24、トリートメント室26、退避室28がこの順に並んで配置されている。
【0022】
成膜チャンバ16内には、アライメント室24、トリートメント室26及び退避室28に亘って一対のレール30が平行に配置されている。このレール30上には、ガラス基板18が載置されるシャトル32が搭載されており、レール30に沿ってシャトル32が成膜チャンバ16内を移動可能とされている。
【0023】
ここで、シャトル32には、図5及び図6に示されるように、マスクホルダ34、マスク36、ガラス基板18がこの順に載置される。シャトル32は、中央に開口部32aが設けられた略矩形板状の枠体であり、レール30上を走行するためのローラ32bを有している。開口部32aの周囲はシャトル32の外周部分よりも略矩形板状に窪んだ凹部32cとなっており、この凹部32cにおいてマスクホルダ34が保持される。開口部32aの周囲には、ガラス基板18を支持する支持ピン42a(詳しくは後述する)が挿通する挿通孔32dと、マスクホルダ34を支持する支持ピン44a(詳しくは後述する)が挿通する挿通孔32eとが設けられている。
【0024】
マスクホルダ34は、中央に開口部34aが設けられた略矩形板状の枠体である。開口部34aの周囲はマスクホルダ34の外周部分よりも窪んだ凹部34bとなっており、この凹部34bにおいてマスク36が保持される。開口部34aの周囲には、支持ピン42aが挿通する挿通孔34cと、マスクホルダ34を昇降させるための支持ピン44aの先端と嵌合される嵌合凹部34dとが設けられている。
【0025】
マスク36は、所定形状の開口36a(マスクパターン)が形成された略矩形状の薄板であり、磁性体で形成されている。そのため、マスク36とマグネット68(詳しくは後述する)とでガラス基板18を挟持することで、ガラス基板18がマスク36に対して固定されることとなる。マスク36の外周部分には、各隅部にアライメント孔36bがそれぞれ設けられている。アライメント孔36bの直径は、例えば0.5mm程度に設定することができる。
【0026】
ガラス基板18は、略矩形状の薄板である。ガラス基板18の外周部分には、アライメントマーク18aが対角位置にそれぞれ設けられている。上方から見てアライメントマーク18aがアライメント孔36bの中心に位置したときに(図6参照)、ガラス基板18とマスク36との位置合わせが行われる。
【0027】
アライメント室24は、図2に示されるように、上方に向けて開放された開口部38aを有するチャンバ壁38と、開口部38aを閉塞する天板40とによって構成されている。
【0028】
アライメント室24におけるチャンバ壁38の下部には、ガラス基板18を鉛直方向(図2に示されるZ軸方向)に昇降させる昇降機構42が設けられている。昇降機構42は、ガラス基板18を支持する複数(本実施形態においては8本)の支持ピン42aと、支持ピン42aを鉛直方向に駆動する駆動部42bとにより構成されている。
【0029】
アライメント室24におけるチャンバ壁38の下部には、マスクホルダ34を鉛直方向に昇降させると共に水平方向(図2に示されるX軸方向及びY軸方向)に移動させる駆動機構44が設けられている。駆動機構44は、マスクホルダ34を支持する複数(本実施形態においては4本)の支持ピン44aと、支持ピン44aを鉛直方向及び水平方向に駆動する駆動部44bとにより構成されている。
【0030】
アライメント室24におけるチャンバ壁38の上部には、天板40によってチャンバ壁38の開口部38aが閉塞されて成膜チャンバ16内が真空引きされたときに、成膜チャンバ16の真空を保持するためのOリング46が設けられている。アライメント室24におけるチャンバ壁38の上部には、略円柱形状を呈する複数(本実施形態では4本)の位置決めピン48が鉛直方向に伸びるように立設されている。図3にて特に詳しく示されるように、位置決めピン48の先端部48aは、基端側に向かうにつれて拡径されたテーパ形状とされている。位置決めピン48の先端部48aには、基端側に向けて窪んだ凹部48bが設けられている。
【0031】
一方、天板40には、図2及び図3に示されるように、各位置決めピン48がそれぞれ挿入される複数(本実施形態においては4つ)のピン挿入孔40a(40a1〜40a4)が設けられている。そのため、互いに対応するピン挿入孔40aと位置決めピン48とによって、嵌合構造が構成されることとなる。ピン挿入孔40aにおける位置決めピン48が挿入される側の内周面は、外方に向かうにつれて開口が大きくなるテーパ面40bとされている。
【0032】
図4に示されるように、ピン挿入孔40a1の内径は、位置決めピン48の外径と略同一とされている。ピン挿入孔40a1の内径の大きさとしては、例えば位置決めピン48の外径よりも10μm〜20μm程度大きな真円に設定することができる。すなわち、ピン挿入孔40a1は、位置決めピン48が挿入されたときに、X軸方向及びY軸方向における天板40の移動を規制する目的で設けられている。ピン挿入孔40a1の対角に位置するピン挿入孔40a2の内径は、X軸方向において位置決めピン48の外径と略同一とされており、Y軸方向において位置決めピン48の外径よりも十分大きなものとされている。すなわち、ピン挿入孔40a2は、位置決めピン48が挿入されたときに、X軸方向における天板40の移動を規制し、Y軸方向における天板40の移動を許容する長孔形状とされている。
【0033】
ピン挿入孔40a3,40a4の内径は、位置決めピン48の外径よりもやや大きくなっている。ピン挿入孔40a3,40a4の内径の大きさとしては、例えば位置決めピン48の外径よりも2mm〜3mm程度大きくなるように設定することができる。すなわち、ピン挿入孔40a3,40a4は、位置決めピン48が挿入されたときに、X軸方向及びY軸方向における天板40の移動を規制するものではなく、位置決めピン48に沿ってZ軸方向(鉛直方向)に天板40を移動させる目的で設けられている。
【0034】
図3に戻って、天板40の上面には、略円筒形状を呈する複数(本実施形態では4本)の筒体52が鉛直方向に伸びるように立設されている。筒体52は、位置決めピン48に対応するように、天板40の上面に配置されている。筒体52は、ピン挿入孔40aと連通する貫通孔52aを有している。筒体52の貫通孔52a内には、その中央部分に雌ねじ部52bが設けられており、その上端部分にリニアブッシュ54が取り付けられている。このリニアブッシュ54は、後述するスライドピン56のスライド部56bを回動自在及びスライド自在に保持するものである。
【0035】
各筒体52の貫通孔52a内には、スライドピン56がそれぞれ挿入されている。スライドピン56の下端には、ラジアルベアリング58がボルト60によって固定されている。スライドピン56の下端部分には、筒体52の雌ねじ部52bと螺合する雄ねじ部56aが設けられている。スライドピン56の中央部分には、リニアブッシュ54と当接するスライド部56bが設けられている。そのため、スライドピン56は、自身が回動することで、貫通孔52a内及び貫通孔52aと連通しているピン挿入孔40a内をスライド可能となっている。
【0036】
スライドピン56の上端部分には、歯付きプーリ62が取り付けられている。スライドピン56の上端には、作業者が手動によってスライドピン56を回動させるためのハンドル64が取り付けられている。なお、少なくとも一つのスライドピン56にハンドル64を取り付けておくと好ましいが、対角に位置する一対のスライドピン56にそれぞれハンドル64を取り付けておくと、より大きな力でスライドピン56を回動させることが可能となるのでより好ましい。
【0037】
各スライドピン56にそれぞれ設けられている歯付きプーリ62には、図2及び図3に示されるように各歯付きプーリ62と噛合するように歯付きベルト(タイミングベルト)66が掛け渡されている。これにより、ハンドル64によって一つのスライドピン56を回動させることで、歯付きプーリ62及び歯付きベルト66を介して他のスライドピン56についても同期して回動することとなる。
【0038】
図2に戻って、天板40の上面には、マグネット68を鉛直方向に昇降させる駆動機構70が設けられている。駆動機構70は、マグネット68を支持する複数(本実施形態においては4本)の支持アーム70aと、支持アーム70aを鉛直方向に駆動する駆動部70bとにより構成されている。支持アーム70aは、天板40に設けられた挿通孔40cに挿通され、挿通孔40c内においてスライド可能とされている。
【0039】
天板40の上面には、複数(本実施形態においては2個)のCCDカメラ72が設けられている。CCDカメラ72は、天板40に設けられた貫通孔40d及びマグネット68に設けられた貫通孔68a(図5参照)を通して、ガラス基板18のアライメントマーク18aを撮像可能となっている。そのため、CCDカメラ72は、天板40の上面において、ガラス基板18のアライメントマーク18aに対応するように配置されている。
【0040】
図1に戻って、トリートメント室26は、成膜材料を蒸発させる蒸発部74と、プラズマPを射出するプラズマ源76とを有している。蒸発部74は、図示しない陽極部を含み、プラズマ源76から射出されたプラズマPを吸引する。これにより、蒸発部74において、図示しないハースに保持されたITO等の成膜材料が加熱され、蒸発した成膜材料粒子がトリートメント室26内に飛散する。トリートメント室26内に飛散した成膜材料粒子は、プラズマPによってイオン化されて上昇し、トリートメント室26の上方に位置するガラス基板18の下面に付着することとなる。
【0041】
退避室28は、成膜が行われたガラス基板18の一時的な退避や、マスクホルダ34に載置されているマスク36の交換等を行うための空間となっている。
【0042】
次に、図3、図7及び図8を参照して、上述した構成を有する基板処理装置10において、取り外されている状態の天板40をチャンバ壁38の開口部38aに対して搭載する方法について説明する。
【0043】
まず、作業者がハンドル64を回して、スライドピン56の先端が筒体52の貫通孔52aに対して最下点に位置するようにスライドピン56を下降させる。この状態で、例えばホイスト式クレーンによって天板40を吊り上げ、チャンバ壁38の開口部38aの上方に移動させる。そして、ラジアルベアリング58の下面が位置決めピン48の先端と当接するまで、ホイスト式クレーンによって天板40をチャンバ壁38の開口部38aに向けて降下させる(図7参照)。このとき、スライドピン56の下端におけるボルト60の頭部が、位置決めピン48の先端における凹部48b内に位置した状態となっている。また、このとき、位置決めピン48の先端部48aがテーパ形状とされ、ピン挿入孔40aの内側面がテーパ面40bとされているので、各テーパによって位置決めピン48とピン挿入孔40aとの間に隙間が設けられた範囲で、スライドピン56の先端が位置決めピン48によって受けられる。そのため、ホイスト式クレーンによる天板40の下降時に天板40が傾いても、位置決めピン48がピン挿入孔40aに引っ掛かることがなく、容易に作業することが可能となっている。
【0044】
続いて、作業者がハンドル64を回して、スライドピン56の先端が筒体52の貫通孔52aに対して最上点に位置するようにスライドピン56を上昇させる(図8参照)。これにより、天板40の下面とOリング46とが当接するまで天板40がスライドピン56に対して下降してゆき、位置決めピン48がピン挿入孔40a内に挿入されることとなる。このとき、ラジアルベアリング58が位置決めピン48の先端から離間すると共に、スライドピン56の下端におけるボルト60の頭部が位置決めピン48の先端における凹部48bから若干脱離した状態となっている。
【0045】
続いて、真空引きすることによって、成膜チャンバ16内を真空とする。これにより、天板40がチャンバ壁38に引き寄せられ、Oリング46が変形して、チャンバ壁38の開口部38aが天板40によって閉塞されることとなる(図3参照)。なお、天板40を取り外す際は、上記と逆の手順によって天板の取り外しが行われる。
【0046】
次に、図9〜図12を参照して、上記のように真空引きされた成膜チャンバ16において、ガラス基板18に成膜材料を成膜する方法について説明する。
【0047】
まず、マスク36が載置されたマスクホルダ34を駆動機構44の支持ピン44aによって中空に支持した状態としておく。そして、搬送ロボット20が、ロボットアーム20aによって、成膜前のガラス基板18をLC/ULC12からピックアップして、成膜チャンバ16のアライメント室24内へと搬送する。このとき、ロボットアーム20aは、マグネット68とシャトル32との間にガラス基板18を位置させる。ロボットアーム20aによってガラス基板18がアライメント室24内に搬送されると、昇降機構42の駆動部42bによって支持ピン42aを上昇させて、支持ピン42aによってガラス基板18を支持させる(図9参照)。
【0048】
続いて、昇降機構42の駆動部42bによって支持ピン42aを下降させ、ガラス基板18をマスクホルダ34に載置されているマスク36に近づける(図10参照)。この状態で、CCDカメラ72によってガラス基板18のアライメントマーク18aを撮像しながら、支持ピン44aによって支持されているマスクホルダ34を駆動機構44の駆動部44bによってX軸方向及びY軸方向に駆動させることで、ガラス基板18のアライメントマーク18aがマスク36のアライメント孔36aの中心に位置するようにガラス基板18とマスク36との位置合わせを行う。
【0049】
ガラス基板18とマスク36との位置合わせが行われると、駆動機構42の駆動部42bによって支持ピン42aを下降させて(図11参照)、ガラス基板18をマスク36上に載置する。そして、駆動機構70の駆動部70bによって支持アーム70aを下降させて、マグネット68をガラス基板18上に載置する。こうして、マスク36とマグネット68とでガラス基板18が挟持され、ガラス基板18がマスク36に対して固定されることとなる。
【0050】
続いて、駆動機構44の駆動部44bによって支持ピン44aを下降させて、一体化されたマグネット68、ガラス基板18及びマスク36が載置されているマスクホルダ34をシャトル32に載置する(図12)。こうしてマスク36に対して位置合わせが行われたガラス基板18をシャトル32によってトリートメント室26へと搬送する。
【0051】
ガラス基板18がトリートメント室26に搬送されると、プラズマ源38によりプラズマPを生成し、蒸発部35に向かってプラズマPを照射する。これにより、図示しないハースに保持された成膜材料が徐々に加熱され、昇華した成膜材料が成膜材料粒子となってトリートメント室26内に飛散する。この成膜材料粒子がマスク36を通してガラス基板18に付着することで、ガラス基板18に成膜材料が成膜されることとなる。
【0052】
以上のように、本実施形態においては、位置決めピン48がピン挿入孔40aに挿入されることで、X軸方向及びY軸方向において天板40がチャンバ壁38に対して位置決めされるようになっている。そのため、位置決めピン48をピン挿入孔40aに挿入させるだけで、極めて精度よく天板40が位置決めされる。そして、本実施形態においては、歯付きプーリ62と歯付きベルト66とによって複数のスライドピン56の回動を同期させることで、天板40の姿勢を保持したまま天板40を昇降させている。そのため、位置決めピン48が、ピン挿入孔40aに引っ掛かることなく、ピン挿入孔40aに対して真っ直ぐに挿入される。その結果、位置決めピン48、ピン挿入孔40a、スライドピン56、歯付きプーリ62及び歯付きベルト66という簡易な構成によって、極めて高い天板40の位置再現性を実現することが可能となっている。
【0053】
また、本実施形態においては、スライドピン56がピン挿入孔40a内及び貫通孔52a内をスライド可能となっており、スライドピン56を天板40に対して移動させることで、天板40を昇降させている。スライドピン56をスライドさせて天板40を昇降させるためのガイド孔を、ピン挿入孔40aによって兼用することができるので、基板処理装置10をより簡易な構成とすることが可能となる。
【0054】
また、本実施形態においては、スライドピン56に設けられた雄ねじ部52aと、筒体52の貫通孔52a内に設けられた雌ねじ部52bとによって天板40の昇降機構が構成されているので、機械加工によってねじ溝を形成するだけで簡易に天板40の昇降機構を構成することが可能となる。
【0055】
また、本実施形態においては、歯付きベルト66を各歯付きプーリ62と噛合するように掛け渡すことによってスライドピン56を同期して回動させているので、スライドピン56の同期機構が簡易な構成となっている。
【0056】
また、本実施形態においては、位置決めピン48の先端部48aが、基端側に向かうにつれて拡径されたテーパ形状とされており、ピン挿入孔40aにおける位置決めピン48が挿入される側の内周面が、外方に向かうにつれて開口が大きくなるテーパ面40bとされている。そのため、位置決めピン48をピン挿入孔40a内に導き易くなっている。
【0057】
また、本実施形態においては、ピン挿入孔40a1の内径が、位置決めピン48の外径と略同一とされており、ピン挿入孔40a2の内径が、X軸方向において位置決めピン48の外径と略同一とされていると共に、Y軸方向において位置決めピン48の外径よりも十分大きなものとされている。位置決めピン48及びピン挿入孔40aを設けるに際し、成膜チャンバ16側の位置決めピン48の位置及び天板40側のピン挿入孔40aの位置を正確に且つ精密に加工するのは加工精度及びコストの観点から困難であるが、このようにすると、ピン挿入孔40a1,40a2及びこれらに対応する2本の位置決めピン48のみを正確且つ精密に加工することで、極めて精度のよい天板の位置決めを実現することが可能となる。
【0058】
以上、本発明の好適な実施形態について詳細に説明したが、本発明は上記した実施形態に限定されるものではない。例えば、本実施形態ではガラス基板18を用いたが、ガラス以外の他の基板を用いてもよい。
【0059】
また、本実施形態ではスライドピン56をスライドさせて天板40を昇降させるための孔をピン挿入孔40aによって兼用していたが、スライドピン56をスライドさせて天板40を昇降させるための孔をピン挿入孔40aとは別に設けてもよい。
【0060】
また、本実施形態では天板40側に筒体52を設け、筒体52の貫通孔52a内をスライドするスライドピン56によって天板40を昇降させていたが、チャンバ壁38側に筒体を設け、この筒体の貫通孔内をスライドするスライドピンによって天板40を昇降させるようにしてもよい。
【図面の簡単な説明】
【0061】
【図1】本実施形態に係る基板処理装置を示す横断面図である。
【図2】アライメントチャンバを示す横断面図である。
【図3】天板の一部を拡大して示す横断面図である。
【図4】図2のIV−IV線断面図である。
【図5】マグネット、基板、マスク、マスクホルダ及びシャトルを示す斜視図である。
【図6】基板、マスク及びマスクホルダが搭載された状態で示すシャトルの上面図である。
【図7】天板をチャンバに搭載する過程を示す図である。
【図8】図7の後続の過程を示す図である。
【図9】マスクと基板とを位置合わせする過程を示す図である。
【図10】図9の後続の過程を示す図である。
【図11】図10の後続の過程を示す図である。
【図12】図11の後続の過程を示す図である。
【符号の説明】
【0062】
10…基板処理装置、16…成膜チャンバ、18…ガラス基板、24…アライメント室、36…マスク、38a…開口部、40…天板、40a…ピン挿入孔、40b…テーパ面、48…位置決めピン、52…筒体、52a…貫通孔、52b…雌ねじ部、56…スライドピン、56a…雄ねじ部、62…歯付きプーリ、66…歯付きベルト、68…マグネット、70…駆動機構、72…CCDカメラ。
【特許請求の範囲】
【請求項1】
上方に開放された開口部を有するチャンバと、
前記チャンバの内部において基板とマスクとを位置合わせするための位置合わせ調整手段が配置されていると共に前記チャンバの前記開口部を閉塞する天板と、
前記天板を前記チャンバに対して昇降させる複数の昇降手段と、
前記天板の姿勢を保持したまま前記天板を昇降させるように、前記複数の昇降手段を同期して駆動させる同期手段とを備え、
前記天板及び前記チャンバの一方に設けられた位置決めピンと、前記位置決めピンに対応するように前記天板及び前記チャンバの他方に設けられたピン挿入孔とによって構成される嵌合構造を複数有することを特徴とする基板処理装置。
【請求項2】
前記チャンバには前記位置決めピンが複数設けられており、前記天板には複数の前記位置決めピンにそれぞれ対応するように前記ピン挿入孔が複数設けられていることを特徴とする請求項1に記載された基板処理装置。
【請求項3】
前記昇降手段は、前記ピン挿入孔内をスライド可能なスライドピンを有しており、
前記スライドピンを前記天板に対して移動させることで、前記天板を昇降させることを特徴とする請求項1又は2に記載された基板処理装置。
【請求項4】
前記昇降手段は、前記スライドピンに設けられた雄ねじ部と、前記天板に設けられると共に前記雄ねじ部と螺合する雌ねじ部とによって構成されていることを特徴とする請求項3に記載された基板処理装置。
【請求項5】
前記同期手段は、複数の前記昇降手段がそれぞれ有する前記スライドピンにそれぞれ設けられた歯車と、複数の前記歯車と噛合するように掛け渡されることにより複数の前記歯車を連動させる連動部材とにより構成されていることを特徴とする請求項4に記載された基板処理装置。
【請求項6】
前記位置決めピンの先端部は、基端側に向かうにつれて拡がるテーパ形状とされており、
前記ピン挿入孔の前記位置決めピンを受け入れる側における内周面は、外方に向かうにつれて開口が大きくなるテーパ面とされていることを特徴とする請求項1〜5のいずれか一項に記載された基板処理装置。
【請求項7】
複数の前記ピン挿入孔のうち少なくとも一つは、対応する前記位置決めピンと略同一形状とされており、
複数の前記ピン挿入孔のうち少なくとも一つは、前記位置決めピンが挿入されたときに、前記天板の昇降方向と略直交する第1方向における前記天板の移動を許容し、且つ、前記天板の昇降方向及び前記第1方向と略直交する第2方向における前記天板の移動を規制する長孔形状とされていることを特徴とする請求項1〜6のいずれか一項に記載された基板処理装置。
【請求項1】
上方に開放された開口部を有するチャンバと、
前記チャンバの内部において基板とマスクとを位置合わせするための位置合わせ調整手段が配置されていると共に前記チャンバの前記開口部を閉塞する天板と、
前記天板を前記チャンバに対して昇降させる複数の昇降手段と、
前記天板の姿勢を保持したまま前記天板を昇降させるように、前記複数の昇降手段を同期して駆動させる同期手段とを備え、
前記天板及び前記チャンバの一方に設けられた位置決めピンと、前記位置決めピンに対応するように前記天板及び前記チャンバの他方に設けられたピン挿入孔とによって構成される嵌合構造を複数有することを特徴とする基板処理装置。
【請求項2】
前記チャンバには前記位置決めピンが複数設けられており、前記天板には複数の前記位置決めピンにそれぞれ対応するように前記ピン挿入孔が複数設けられていることを特徴とする請求項1に記載された基板処理装置。
【請求項3】
前記昇降手段は、前記ピン挿入孔内をスライド可能なスライドピンを有しており、
前記スライドピンを前記天板に対して移動させることで、前記天板を昇降させることを特徴とする請求項1又は2に記載された基板処理装置。
【請求項4】
前記昇降手段は、前記スライドピンに設けられた雄ねじ部と、前記天板に設けられると共に前記雄ねじ部と螺合する雌ねじ部とによって構成されていることを特徴とする請求項3に記載された基板処理装置。
【請求項5】
前記同期手段は、複数の前記昇降手段がそれぞれ有する前記スライドピンにそれぞれ設けられた歯車と、複数の前記歯車と噛合するように掛け渡されることにより複数の前記歯車を連動させる連動部材とにより構成されていることを特徴とする請求項4に記載された基板処理装置。
【請求項6】
前記位置決めピンの先端部は、基端側に向かうにつれて拡がるテーパ形状とされており、
前記ピン挿入孔の前記位置決めピンを受け入れる側における内周面は、外方に向かうにつれて開口が大きくなるテーパ面とされていることを特徴とする請求項1〜5のいずれか一項に記載された基板処理装置。
【請求項7】
複数の前記ピン挿入孔のうち少なくとも一つは、対応する前記位置決めピンと略同一形状とされており、
複数の前記ピン挿入孔のうち少なくとも一つは、前記位置決めピンが挿入されたときに、前記天板の昇降方向と略直交する第1方向における前記天板の移動を許容し、且つ、前記天板の昇降方向及び前記第1方向と略直交する第2方向における前記天板の移動を規制する長孔形状とされていることを特徴とする請求項1〜6のいずれか一項に記載された基板処理装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2008−303427(P2008−303427A)
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願番号】特願2007−152003(P2007−152003)
【出願日】平成19年6月7日(2007.6.7)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成20年12月18日(2008.12.18)
【国際特許分類】
【出願日】平成19年6月7日(2007.6.7)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]