
基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法

【課題】 製造ラインのタクトタイムの短縮を図ることができるとともに、プログラミング作業及び管理等を容易に行うことができる基板搬送装置を提供する。
【解決手段】 電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置であって、ライン上流側から搬入された一のプリント基板を位置決め保持し、一の作業機による所定作業の終了後に、該一のプリント基板をライン下流側に般出する作業用搬送部21と、所定作業の実行中に、ライン上流側から搬入された他のプリント基板をライン下流側に搬出する送り用搬送部22とを備えた構成としてある。好ましくは、作業用搬送部21と送り用搬送部22とを少なくとも一台ずつ上下に並設した多段搬送部20を備え、該多段搬送部20を昇降させることにより、作業用搬送部21と送り用搬送部22とを、ライン上流側又は下流側に配設した搬送手段と選択的に連続させる構成とする。
【解決手段】 電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置であって、ライン上流側から搬入された一のプリント基板を位置決め保持し、一の作業機による所定作業の終了後に、該一のプリント基板をライン下流側に般出する作業用搬送部21と、所定作業の実行中に、ライン上流側から搬入された他のプリント基板をライン下流側に搬出する送り用搬送部22とを備えた構成としてある。好ましくは、作業用搬送部21と送り用搬送部22とを少なくとも一台ずつ上下に並設した多段搬送部20を備え、該多段搬送部20を昇降させることにより、作業用搬送部21と送り用搬送部22とを、ライン上流側又は下流側に配設した搬送手段と選択的に連続させる構成とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置、該プリント基板の外観をカメラで撮影して検査を行う外観検査装置、これら基板搬送装置又は外観検査装置を用いた電子機器の製造方法及び外観検査方法に関する。
【背景技術】
【0002】
従来からIC、抵抗、コンデンサ等多数のチップ状電子部品を自動的にプリント基板に搭載し、その搭載した電子部品を半田付けして電子機器を製造する製造ラインがある。図10は従来の電子機器の製造ラインの一例を示す正面図である。
【0003】
同図において、従来の製造ライン100は、半田印刷装置110,外観検査装置120,部品実装装置130,外観検査装置140,リフロー炉150,外観検査装置160とを備え、これら装置110〜160を、ベルトコンベア等の搬送手段170,170,170…を介して連結した構成となっていた。
【0004】
このような製造ライン100では、まず、半田印刷装置110が、搬入されたプリント基板上の所定位置にクリーム半田を印刷し、外観検査装置120が、クリーム半田の印刷状態を良否判定する。次いで、部品実装装置130が、前記プリント基板上に電子部品を搭載し、外観検査装置140が、電子部品の搭載状態を良否判定する。その後、リフロー炉150が、クリーム半田を加熱溶融させてプリント基板上に搭載された電子部品を固定する。最後に、外観検査装置160が、最終的なプリント基板の外観検査を行う。
【0005】
ここで、外観検査装置は、プリント基板の外観をカメラで撮影し、あらかじめ取得した良品の基準モデルの画像と比較することにより良否判定を行っている。従来の外観検査装置には、カメラをXY方向に移動させて撮影を行うエリアカメラ方式(例えば、特許文献1参照)、又はカメラを固定してミラーや照明といった光学系を走査させて撮影を行うラインスキャン方式(例えば、特許文献2参照)を採用したものがあった。
【特許文献1】特開平7−140087号公報
【特許文献2】特開2004−301574号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
近年、IT関連機器の需要が増大し、製造ラインのタクトタイムをより一層短縮化するために、部品実装装置による実装工程の高速化が図られている。しかし、上述した従来のエリアカメラ方式の外観検査装置では、撮影した画像が高画質で検査精度が高いというメリットがありながら、カメラをXY方向に移動させて、プリント基板全体をエリアごとに順番に撮影しなければならず、検査に時間を要するという問題があった。このため、従来のエリアカメラ方式の外観検査装置を採用した場合は、たとえ部品実装装置の高速化を図ったとしても、製造ライン全体のタクトタイム短縮に一定の限界があった。
【0007】
一方、上述した従来のラインスキャン方式の外観検査装置では、光学系を走査させてプリント基板全体を連続的に撮影することができるので、短時間で検査を行うことができるが、検査画像の解像度が低いために検査精度が低いという問題があった。
【0008】
そこで、本発明者らは、製造ラインに複数台のエリアカメラ方式の外観検査装置を並設し、各外観検査装置に、同一プリント基板中の異なるエリアの検査をそれぞれ分担させることを試みた。
【0009】
しかし、各外観検査装置は、それぞれが割り当てられたエリアを特定するために、まず、プリント基板全体を撮影しなければならず、複数台の外観検査装置に異なるエリアの撮影を分担させることは実現困難であった。また、仮に、複数台の外観検査装置に異なるエリアの撮影を分担させることができたとしても、各外観検査装置のそれぞれに、異なるエリアに対応した検査パラメータを設定しなければならず、数種のプログラミング作業及び管理等に多大な労力を要するという問題がある。
【0010】
本発明は、上記問題点に鑑みてなされたものであり、製造ラインのタクトタイムの短縮を図ることができるとともに、プログラミング作業及び管理等を容易に行うことができる基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法の提供を目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明の基板搬送装置は、電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置であって、ライン上流側から搬入された一のプリント基板を位置決め保持し、一の作業機による所定作業の終了後に、該一のプリント基板をライン下流側に般出する作業用搬送部と、前記所定作業の実行中に、ライン上流側から搬入された他のプリント基板をライン下流側に搬出する送り用搬送部とを備えた構成としてある。
【0012】
このような構成によれば、例えば、半田印刷装置、部品実装装置又は外観検査装置等の一の作業機が、一のプリント基板に対して所定作業を実行しているときに、ライン上流側から前工程を終了した他のプリント基板が搬送されてきた場合でも、該他のプリント基板をライン下流側に搬出することができ、他の作業機による所定作業の実行が可能となる。すなわち、半田印刷、部品実装又は外観検査等といった所定作業を、複数台の同種又は同一の作業機に並行して実行させるために、搬送されてきたプリント基板を振り分けることが可能となる。
【0013】
好ましくは、前記作業用搬送部と送り用搬送部とを少なくとも一台ずつ上下に並設した多段搬送部を備え、該多段搬送部を昇降させることにより、互いの前記作業用搬送部と送り用搬送部とを、ライン上流側又は下流側に配設した搬送手段と選択的に連続させる構成としてある。
【0014】
このような構成によれば、作業用搬送部と送り用搬送部を上下に並設したことにより、省スペース化を図ることができ、また、これら作業用搬送部と送り用搬送部を昇降させて、プリント基板を一又は他の作業機に迅速かつ効率よく振り分けることができ、全体として構成の簡単化を図ることができる。
【0015】
好ましくは、ライン上流側と下流側に二以上の前記多段搬送部を並設し、各多段搬送部を昇降させることにより、前記作業用搬送部と送り用搬送部、前記作業用搬送部どうし、又は前記送り用搬送部どうしを選択的に連続させる構成としてある。
【0016】
このような構成によれば、各多段搬送部の作業用搬送部と送り用搬送部との組み合わせによって、一及び他の作業機における、複数のプリント基板の搬入、所定作業の実行及び搬出をより迅速かつ効率のよいタイミングで行わせることが可能となる。
【0017】
好ましくは、前記多段搬送部を、ライン上流側と下流側に並設した二以上の同種又は同一の作業機にそれぞれ配設した構成としてある。
このような構成によれば、半田印刷、部品実装又は外観検査等といった同種又は同一作業を、複数台の同種又は同一の作業機に分担させて実行させることが可能となり、分担させる作業機の台数を増やすことにより、作業内容の如何を問わず、各種工程における単位時間あたりの処理速度(スループット)の高速化を図ることができる。これにより、製造ラインのタクトタイムの短縮が図れる。また、同種又は同一作業を、複数台の同種又は同一の作業機に分担させているので、各作業機の動作プログラムも同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0018】
好ましくは、前記作業用搬送部と送り用搬送部とをそれぞれベルトコンベアとした構成として構成の簡単化を図る。
上記目的を達成するために、本発明の外観検査装置は、電子機器の製造ラインにおいてプリント基板の外観をカメラで撮影して検査を行う外観検査装置であって、上述した本発明の基板搬送装置を備えた構成としてある。
【0019】
このような構成によれば、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することができ、製造ラインのタクトタイムを大幅に短縮することが可能となる。また、各外観検査装置に、同種又は同一の検査を分担させているので、各外観検査装置の検査パラメータ,動作プログラム等も同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0020】
好ましくは、前記カメラをXY方向に移動させて前記プリント基板の撮影を行うエリアカメラ方式を採用した構成とする。このような構成によれば、上述のように、外観検査工程のスループットを高速化して製造ラインのタクトタイムを大幅に短縮することが可能となるとともに、エリアカメラ方式の高画質画像に基づいて高精度な検査を行うことができる。すなわち、高速かつ高精度の外観検査装置が実現する。
【0021】
上記目的を達成するために、本発明の電子機器の製造方法は、上述した本発明の基板搬送装置を用いた電子機器の製造方法であって、一の作業機の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の作業機が所定作業を実行する工程と、前記一の作業機の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の作業機の作業用搬送部に搬出する工程と、前記他の作業機の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の作業機が所定作業を実行する工程と、前記一の作業機による所定作業の終了後、前記多段搬送部が下降し、前記一の作業機の作業用搬送部が、前記一のプリント基板を前記他の作業機の送り用搬送部に搬出する工程と、前記他の作業機の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、前記他の作業機による所定作業の終了後、前記多段搬送部が下降し、前記他の作業機の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程とを含むようにしてある。
【0022】
このような方法によれば、半田印刷、部品実装又は外観検査等といった同種又は同一作業を、複数台の同種又は同一の作業機に分担させて実行させているので、分担させる作業機の台数を増やすことにより、作業内容の如何を問わず、スループットの高速化を図ることができる。これにより、製造ラインのタクトタイムの短縮が図れる。また、同種又は同一作業を、複数台の同種又は同一の作業機に分担させているので、各作業機の動作プログラムも同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0023】
上記目的を達成するために、本発明の電子機器の外観検査方法は、上述した本発明の基板搬送装置を備えた外観検査装置を用いた電子機器の外観検査方法であって、一の外観検査装置の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の外観検査装置が検査を実行する工程と、前記一の外観検査装置の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の外観検査装置の作業用搬送部に搬出する工程と、前記他の外観検査装置の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の外観検査装置が検査を実行する工程と、前記一の外観検査装置による所定作業の終了後、前記多段搬送部が下降し、前記一の外観検査装置の作業用搬送部が、前記一のプリント基板を前記他の外観検査装置の送り用搬送部に搬出する工程と、前記他の外観検査装置の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、前記他の外観検査装置による検査の終了後、前記多段搬送部が下降し、前記他の外観検査装置の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程とを含むようにしてある。
【0024】
このような方法によれば、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することができ、製造ラインのタクトタイムを大幅に短縮することが可能となる。また、各外観検査装置に、同種又は同一の検査を分担させているので、各外観検査装置の検査パラメータ,動作プログラム等も同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【発明の効果】
【0025】
本発明の基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法によれば、製造ラインのタクトタイムの短縮を図ることができるとともに、プログラミング作業及び管理等を容易に行うことができる。特に、本発明の外観検査装置及び電子機器の外観検査方法によれば、外観検査工程のスループットを高速化して製造ラインのタクトタイムを大幅に短縮することが可能となるとともに、エリアカメラ方式の高画質画像に基づいて高精度な検査を行うことができる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法の実施形態について、図面を参照しつつ説明する。まず、本発明の第1実施形態に係る基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法について説明する。
【0027】
図1は本発明の第1実施形態に係る製造ラインを示す正面図である。図2は本発明の第1実施形態に係る基板搬送装置を含む外観検査装置の要部斜視図である。図3は上記外観検査装置の正面図であり、図4は上記外観検査装置の側面図である。図5は上記外観検査装置を2台並設した状態を示す正面図である。
【0028】
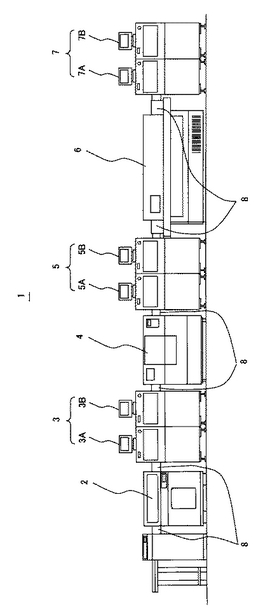
図1において、本実施形態の製造ライン1は、電子機器を製造するための各工程を実行する複数台の作業機を1列に並設した構成となっている。具体的には、半田印刷装置2,外観検査装置3,部品実装装置4,外観検査装置5,リフロー炉6,外観検査装置7とを備え、これら装置2〜7を、ベルトコンベア等の搬送手段8,8,8…を介して連結した構成としてある。
【0029】
ここで、半田印刷装置2,部品実装装置4及びリフロー炉6は、図10に示す従来のものと同様の構成となっており、これら作業機の詳細な説明は省略する。また、各外観検査装置3,5,7は、それぞれ第1及び第2外観検査装置(一及び他の作業機)3A及び3B、5A及び5B,7A及び7Bからなっており、これら6台の外観検査装置3A及び3B、5A及び5B,7A及び7Bは全て同一構成となっているので、第1外観検査装置3Aのみについて詳細に説明する。
【0030】
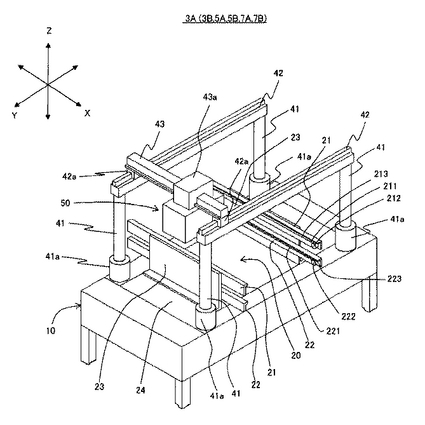
図2〜図4において、第1外観検査装置3Aは、主として、架台10と、多段搬送部(基板搬送装置)20と、昇降手段30と、4本のZ軸シャフト41,41,41,41と、2本のY軸レール42,42と、1本のX軸レール43と、カメラ50とを備えた構成となっている。本実施形態では、カメラ50をXY方向に移動させてプリント基板の撮影を行うエリアカメラ方式を採用している。
【0031】
多段搬送部20は、架台10の中央に配設してあり、X軸方向に延びる一対の作業用搬送部(ベルトコンベア)21,21と、同じくX軸方向に延びる一対の送り用搬送部(ベルトコンベア)22,22とを、それぞれ所定間隔をおいて取付板23,23に上下に並設した構成としてある。各取付板23は、搬送するプリント基板の幅に応じた間隔をおいて昇降基板24の両側に対向して配設してある。
【0032】
各作業用搬送部21及び各送り用搬送部22は、後述する基板セットセンサ21bの有無を除いてほぼ同一構成としてあり、主として、プリント基板を搬送するベルト211,221及びプーリ212,222を、該プリント基板の両端側を案内する基板ガイドレール213,223の内側に取り付け、前記プーリ212,222にそれぞれ接続したモータ214,224により、各ベルト211,221を別個独立に駆動させる構成となっている。なお、対向する一対の作業用搬送部21,21と、送り用搬送部22,22とは、それぞれ単一の前記モータ214,224により互いに連動するようになっている。
【0033】
図3に示すように、作業用搬送部21には、ライン上流側から順番に、プリント基板の搬入センサ21a、前記基板セットセンサ21b、搬出センサ21cが配設してある。なお、図中の2点鎖線で囲った箇所は、プリント基板の検査位置Pである。一方、送り用搬送部22には、ライン上流側と下流側にそれぞれ搬入センサ22a、搬出センサ22cが配設してある。
【0034】
一方、図2に示すように、架台10上面の4箇所には、多段搬送部20を取り囲むように円柱状の前記Z軸シャフト41,41,41,41が立設してある。各Z軸シャフト41には、多段搬送部20の四隅に固定した円筒状のスライダ41a,41a,41a,41aが摺動自在に貫挿してある。また、Y軸方向に対向する各一対のZ軸シャフト41,41及び41,41には、前記Y軸レール42,42がそれぞれ架設してある。これらY軸レール42,42には、一対のスライダ42a,42aを介して前記X軸レール43が摺動自在に架設してある。そして、該X軸レール43には、スライダ43を介して、カメラ50が摺動自在に懸架してある。このような構成により、カメラ50をXY方向に移動させてプリント基板の撮影を行うことが可能となっている。
【0035】
図4に示すように、架台10の中空部には、エアシリンダ31とリンク手段32とからなる前記昇降手段30が設けてある。リンク手段32は、多段搬送部20の昇降基板24に連結してあり、エアシリンダ31のピストンロッドを伸長させることにより、多段搬送部20全体が各Z軸シャフト41に沿って上昇し、各作業用搬送部21,21の検査位置Pに位置決めされたプリント基板を、カメラ50により撮影して検査するようになっている。また、エアシリンダ31のピストンロッドを収縮させることにより、多段搬送部20全体が各Z軸シャフト41に沿って下降する。
【0036】
このように、多段搬送部20を上昇させたときは、各送り用搬送部22が図1に示す搬送手段(ベルトコンベア)8と同じ高さとなり、多段搬送部20を下降させたときは、各作業用搬送部21が図1に示す搬送手段8と同じ高さとなって、連続するプリント基板の搬送路を形成する。
【0037】
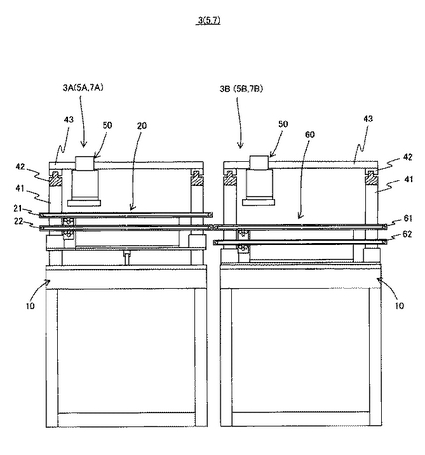
また、図5に示すように、本実施形態では、第1及び第2外観検査装置3A,3B(5A,5B又は7A,7B)をライン上流側と下流側で2台一組に並設し、半田印刷、部品実装、リフロー半田付けの各工程を経た時点で、プリント基板を第1又は第2外観検査装置3A,3Bに振り分けて、いずれかの外観検査装置3A,3Bにより検査を行うようにしてある。
【0038】
そして、第1及び第2外観検査装置3A,3Bの各多段搬送部20,60をそれぞれ昇降させることにより、互いの作業用搬送部21,61どうし、送り用搬送部22,62どうし、又は作業用搬送部21,61と送り用搬送部62,22を選択的に連続させるようにしてある。
【0039】
このような構成により、第1外観検査装置3Aがプリント基板を検査しているときは、次のプリント基板を第2検査装置3Bで検査することができ、逆に、第2外観検査装置3Bがプリント基板を検査しているときは、次のプリント基板を第1外観検査装置3Aで検査することができる。
【0040】
なお、説明の便宜上、第2外観検査装置3Bの多段搬送部、作業用搬送部、送り用搬送部にはそれぞれ符号60,61,62を付しているが、これらが第1外観検査装置3Aの多段搬送部20、作業用搬送部21、送り用搬送部22と同一構成となっている。
【0041】
次に、上述した本基板搬送装置及び外観検査装置を用いた、電子機器の製造方法及び電子機器の外観検査方法の実施形態について図面を参照しつつ説明する。
[動作制御]
まず、図3及び図6A〜Cを参照しつつ、第1又は第2外観検査装置単体の動作制御の流れを説明する。なお、第1又は第2外観検査装置は、これら装置に内蔵された図示しない制御部により同様の動作制御をしているので、以下、第1外観検査装置の動作制御の流れのみを説明する。
【0042】
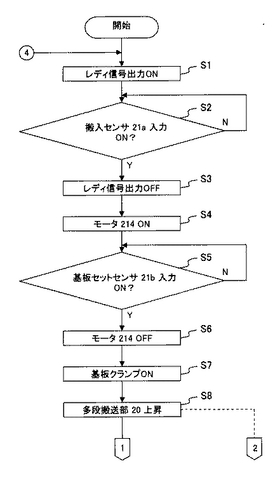
図6A〜Cは第1外観検査装置単体の動作の流れを示すフローチャートであり、同図Aは最初のプリント基板の搬入から多段搬送部の上昇までの工程、同図Bは第1プリント基板の検査から第2プリント基板の搬出までの工程、同図Cは多段搬送部の下降から第1プリント基板の搬出までの工程を示す。
【0043】
図3において、第1外観検査装置3Aは、多段搬送部20を下降させた初期状態で待機している(なお、図3の多段搬送部20は上昇している)。この初期状態では、多段搬送部20の作業用搬送部21が、図1に示すライン上流側の搬送手段8と同じ高さとなって、連続するプリント基板の搬送路を形成する。
【0044】
このような第1外観検査装置3Aの初期状態において、前記制御部が、前工程の半田印刷装置2(図1参照)に、第1外観検査装置3Aへのプリント基板の搬入が可能なことを知らせるレディ信号を出力する(図6Aのステップ1参照)。
【0045】
このとき、前記制御部は、作業用搬送部21に設けた搬入センサ21aからの検知信号の有無を監視する(図6Aのステップ2参照)。そして、半田印刷装置2から第1プリント基板が第1外観検査装置3Aへと搬送されると、作業用搬送部21の搬入センサ21aから前記制御部に検知信号が入力される。
【0046】
すると、前記制御部が、レディ信号の出力を停止して、半田印刷装置2から第1外観検査装置3Aにプリント基板を搬送させないようにする(図6Aのステップ3参照)。これと同時に、前記制御部は、作業用搬送部21のモータ214を駆動させて、該作業用搬送部21に第1プリント基板を搬入させる(図6Aのステップ4参照)。
【0047】
次いで、第1プリント基板が作業用搬送部21の検査位置Pに位置したとき、基板セットセンサ21bが検知信号を出力し(図6Aのステップ5参照)、該検知信号を入力した前記制御部が、作業用搬送部21のモータ214を停止させる(図6Aのステップ6参照)。
【0048】
次いで、前記制御部が、作業用搬送部21の図示しない基板クランプを作動させて、第1プリント基板を検査位置Pに位置決め保持させる(図6Aのステップ7参照)。その後、前記制御部が、図4に示す昇降手段30を駆動させて多段搬送部20を上昇させる(図6Aのステップ8参照)。
【0049】
これにより、作業用搬送部21が、第1プリント基板の外観検査に適した高さに位置するとともに、送り用搬送部22が、ライン上流側の搬送手段8(図1参照)、及び第2外観検査装置3Bの作業用搬送部61と同じ高さに位置する(図5参照)。
【0050】
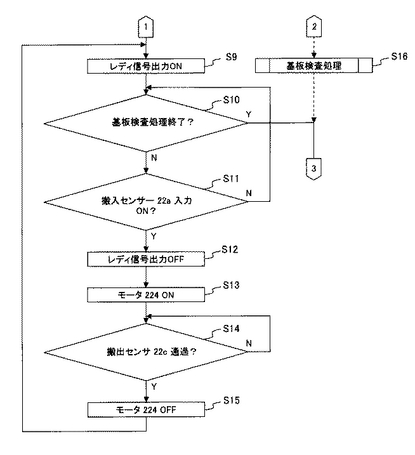
次いで、前記制御部が、半田印刷装置2にレディ信号を出力して、第2プリント基板の搬入が可能なことを知らせる(図6Bのステップ9参照)。その一方で、カメラ50による第1プリント基板の外観検査が実行される(図6Bのステップ16参照)。
【0051】
その後、前記制御部が、第1プリント基板の外観検査の終了を監視するとともに(図6Bのステップ10参照)、送り用搬送部22に設けた搬入センサ22aからの検知信号の有無を監視する(図6Bのステップ11参照)。そして、半田印刷装置2から第2プリント基板が第1外観検査装置3Aへと搬送されると、送り用搬送部22の搬入センサ22aから前記制御部に検知信号が入力される。
【0052】
すると、前記制御部が、レディ信号の出力を停止して、半田印刷装置2から第1外観検査装置3Aに新たなプリント基板を搬送させないようにする(図6Bのステップ12参照)。これと同時に、前記制御部は、送り用搬送部22のモータ224を駆動させて、該送り用搬送部22に第2プリント基板を搬入させる(図6Bのステップ13参照)。
【0053】
送り用搬送部22は、第2プリント基板をそのまま第2外観検査装置3Bの作業用搬送部61に搬出させる(このような送り用搬送部によるプリント基板の送り出しを「パススルー」という)。第2プリント基板が送り用搬送部22の搬出センサ22cを通過したとき、該搬出センサ22cが検知信号を出力し(図6Bのステップ14参照)、該検知信号を入力した前記制御部が、送り用搬送部22のモータ224を停止させる(図6Bのステップ15参照)。なお、第2プリント基板が、第2外観検査装置3Bの作業用搬送部61に搬入されると、上記と同様の動作制御により多段搬送部60が上昇して外観検査が実行される。
【0054】
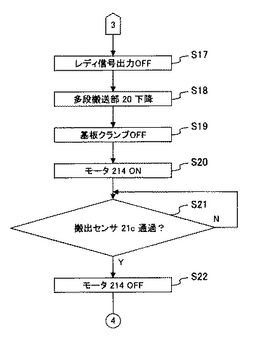
一方、カメラ50による第1プリント基板の外観検査が終了すると(図6Bのステップ10参照)、これを検知した前記制御部が、レディ信号の出力を停止して、半田印刷装置2から第1外観検査装置3Aに新たなプリント基板を搬送させないようにする(図6Cのステップ17参照)。
【0055】
次いで、前記制御部が、図4に示す昇降手段30を駆動させて多段搬送部20を下降させる(図6Cのステップ18参照)。これにより、作業用搬送部21が、ライン上流側の搬送手段8(図1参照)、及び第2外観検査装置3Bの送り用搬送部62と同じ高さに位置する(図5参照)。
【0056】
その後、前記制御部が、作業用搬送部21の図示しない基板クランプを作動させて、第1プリント基板の保持を解除する(図6Cのステップ19参照)。そして、前記制御部は、作業用搬送部21のモータ214を駆動させて、該作業用搬送部21に第1プリント基板を搬出させる(図6Cのステップ20参照)。搬出された第1プリント基板は、第2外観検査装置3Bの送り用搬送部62により、次工程の部品実装装置4(図1参照)へとパススルーされる。
【0057】
第1プリント基板が作業用搬送部21の搬出センサ21cを通過したとき、該搬出センサ21cが検知信号を出力し(図6Cのステップ21参照)、該検知信号を入力した前記制御部が、作業用搬送部21のモータ214を停止させる(図6Cのステップ22参照)。これにより、第1外観検査装置3Aが初期状態に戻り、図6Aのステップ1以降の動作制御が繰り返される。
[動作タイミング制御]
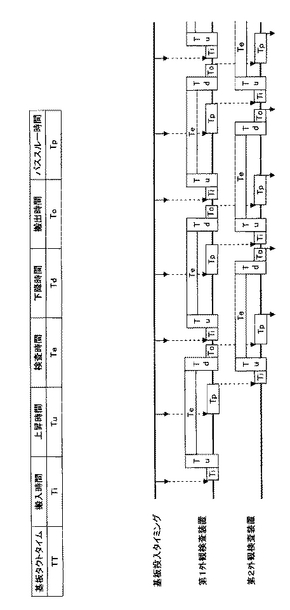
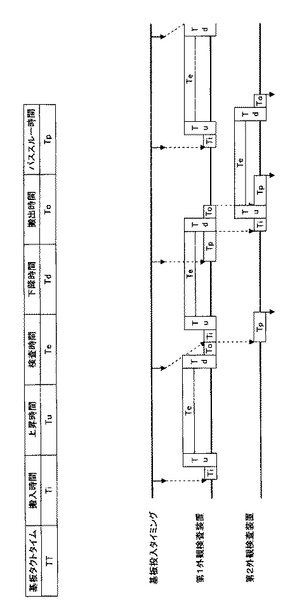
次に、図3及び図7A,Bを参照しつつ、第1及び第2外観検査装置の動作タイミング制御の流れを説明する。図7Aは第1及び第2外観検査装置の一実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。また、図7Bは第1及び第2外観検査装置の他の実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。
【0058】
第1又は第2外観検査装置3A,3B単体の動作制御は上述のように行っているが、これら第1又は第2外観検査装置3A,3B双方の動作は、例えば、図7Aに示すようなタイミングで制御することができる。同図において、第1及び第2外観検査装置3A,3Bの各動作時間を、搬入時間Ti、上昇時間Tu、検査時間Te、下降時間Td、搬出時間To、パススルー時間Tpと表す。また、外観検査を行うプリント基板の投入時間間隔を基板タクトタイムTTと表す。
【0059】
同図に示す例では、TT>(Ti+Tu+Te+Td+To)/2の条件が成立するように、第1及び第2外観検査装置3A,3Bの動作タイミングを制御している。この場合、第1外観検査装置3Aと第2外観検査装置3Bの動作タイミングは、約1/2周期の位相差をもち、第1外観検査装置3Aが第1プリント基板を検査している間に、第2プリント基板が第2外観検査装置3Bにパススルーされる。また、第2外観検査装置3Bが第2プリント基板を検査している間に、第1外観検査装置3Aによる第1プリント基板の検査が終了し、第2外観検査装置3Bに搬出された第1プリント基板が、次工程の部品実装装置4(図1参照)へとパススルーされる。
【0060】
このように、TT>(Ti+Tu+Te+Td+To)/2の条件を満たすように第1及び第2外観検査装置3A,3Bの動作タイミングを制御した場合は、プリント基板の外観検査が滞りなく実行される。
【0061】
一方、図7Bに示す例では、TT≒Ti+Tu+Te+Td+Toの条件が成立するように、第1及び第2外観検査装置3A,3Bの動作タイミングを制御している。この場合、第1外観検査装置3Aが2枚のプリント基板を連続して外観検査した後、第2外観検査装置3Bが1枚のプリント基板を外観検査する動作タイミングとなり、図7Aの場合と比較して、外観検査装置3の機器効率は低下するが、図1に示す製造ライン1全体のタクトタイムには影響しない。
[連携動作]
次に、図7Aに示す動作タイミング制御による第1及び第2外観検査装置の連携動作について、図8A〜Fを参照しつつ説明する。図8A〜Fは第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【0062】
図8Aにおいて、第1及び第2外観検査装置3A,3Bは、ともに多段搬送部20,60を下降させた初期状態となっている。前工程の半田印刷装置2(図1参照)から搬送手段8を介して第1プリント基板P1が搬送されてくると、該第1プリント基板P1は、第1外観検査装置3Aの作業用搬送部21に搬入され、検査位置P(図3参照)に位置決め保持される。
【0063】
次いで、図8Bに示すように、第1外観検査装置3Aの多段搬送部20が上昇し、カメラ50による第1プリント基板P1の外観検査が実行される。図8Cに示すように、第1外観検査装置3Aにおける第1プリント基板P1の外観検査中に、半田印刷装置2から第2プリント基板P2が搬送されてくると、第1外観検査装置3Aの送り用搬送部22が、第2プリント基板P2を第2外観検査装置3Bの作業用搬送部61にパススルーする。該第2プリント基板P2は、第2外観検査装置3Bの作業用搬送部61に搬入され、検査位置P(図3参照)に位置決め保持される。
【0064】
その後、図8Dに示すように、第1外観検査装置3Aにおける第1プリント基板P1の外観検査が終了し、該第1外観検査装置3Aの多段搬送部20が下降すると同時に、第2外観検査装置3Bの多段搬送部60が上昇する。次いで、第1外観検査装置3Aの作業用搬送部21が、外観検査の終了した第1プリント基板P1を、第2外観検査装置3Bの送り用搬送部62に搬出するとともに、該送り用搬送部62が第1プリント基板P1を次工程の部品実装装置4(図1参照)にパススルーする。また、これと同時に、第2外観検査装置3Bにおいて、カメラ50による第2プリント基板P2の外観検査が実行される。
【0065】
その後、図8Eに示すように、半田印刷装置2から第1外観検査装置3Aの作業用搬送部21に第3プリント基板P3が搬入され、該第3プリント基板P3が、作業用搬送部21の検査位置P(図3参照)に位置決め保持される。その後、図8Fに示すように、第1外観検査装置3Aの多段搬送部20が上昇して、第3プリント基板P3の外観検査を実行するとともに、第2外観検査装置3Bの多段搬送部60が下降して、外観検査の終了した第2プリント基板P2を部品実装装置4に搬出する。その後は、図8C以降の連携動作が繰り返される。
【0066】
以上のように、本発明の第1実施形態に係る基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法によれば、第1外観検査装置3Aが、第1プリント基板P1に対して外観検査を実行しているときに、前工程から第2プリント基板P2が搬送されてきた場合でも、該第2プリント基板P2を第2外観検査装置3Bに搬出することができ、該第2外観検査装置3Bによる同種又は同一の外観検査の実行が可能となる。
【0067】
すなわち、前工程から高速で搬送されてくる多数のプリント基板の外観検査を、2台の第1及び第2外観検査装置3A,3Bに分担させて並行して行うことができる。この結果、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することができ、製造ラインのタクトタイムを大幅に短縮することができる。また、外観検査装置3A,3B…3nの台数と比例して外観検査工程のスループットを高速化することができるので、製造ラインのタクトタイムの大幅な短縮化が実現する。
【0068】
さらに、同種又は同一の外観検査を、同一構成の第1及び第2外観検査装置3A,3Bに分担させているので、これら第1及び第2外観検査装置3A,3Bの動作プログラムも同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0069】
またさらに、本実施形態では、多段搬送部20を構成する作業用搬送部21と送り用搬送部22を上下に並設したことにより、省スペース化を図ることができ、また、これら作業用搬送部21と送り用搬送部22を昇降させて、プリント基板を第1又は第2外観検査装置3A,3Bに迅速かつ効率よく振り分けることができ、全体として構成の簡単化を図ることができる。
【0070】
これらに加え、本実施形態の外観検査装置では、エリアカメラ方式を採用しているので、上述のように、外観検査工程のスループットを高速化して製造ラインのタクトタイムを大幅に短縮することができるとともに、エリアカメラ方式の高画質画像に基づいて高精度な検査を行うことができる。すなわち、高速かつ高精度の外観検査装置が実現する。
【0071】
次に、本発明の第2実施形態に係る基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法について、図面を参照しつつ説明する。図9Aは本発明の第2実施形態に係る基板搬送装置及び外観検査装置の構成を説明するための平面視概念図である。
【0072】
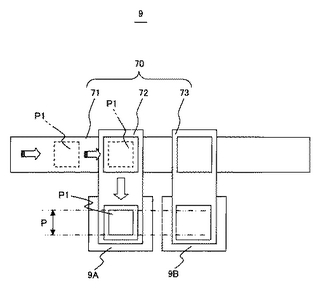
同図において、9は本実施形態の外観検査装置であり、基板搬送装置70と第1及び第2基板検査装置9A,9Bを備えた構成となっている。基板搬送装置70は、送り用搬送部71と第1及び第2作業用搬送部72,73を有している。
【0073】
送り用搬送部71は、一方向に動作する長尺ベルトコンベアであり、その両端を図示しないライン上流側及び下流側の搬送手段8,8(図1参照)と連続配置してあり、ライン上流側から搬入されたプリント基板P1〜Pnをライン下流側へと搬出する。
【0074】
第1及び第2作業用搬送部72,73は、それぞれ往復動作する短尺ベルトコンベアであり、一端側を送り用搬送部71に重複させ、他端側を第1又は第2外観検査装置9A,9B内に配設してある。これら第1及び第2作業用搬送部72,73は、送り用搬送部71が搬送するプリント基板P1〜Pnの進路を90°変更し、該プリント基板P1〜Pnを第1又は第2外観検査装置9A,9B内の検査位置Pに位置決め保持する。検査位置Pに位置決め保持されたプリント基板P1〜Pnは、第1又は第2外観検査装置9A,9Bによりそれぞれ外観検査される。
【0075】
次に、上記構成からなる本実施形態の外観検査装置の外観検査動作について、図9B〜Gを参照しつつ説明する。図9B〜Gは本発明の第2実施形態に係る基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【0076】
まず、図9Bに示すように、ライン上流側から送り用搬送部71に第1プリント基板P1が搬入されると、第1作業用搬送部72が駆動して、第1プリント基板P1を搬送し、第1外観検査装置9Aの検査位置Pに位置決め保持する。これにより、第1プリント基板P1の外観検査が実行される。
【0077】
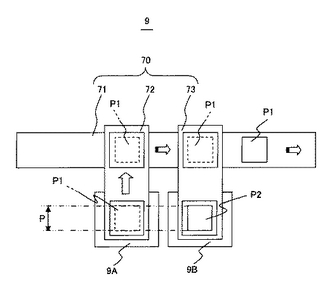
次いで、図9Cに示すように、ライン上流側から送り用搬送部71に第2プリント基板P2が搬入されると、第2作業用搬送部73が駆動して、第2プリント基板P2を搬送し、第2外観検査装置9Bの検査位置Pに位置決め保持する。これにより、第2プリント基板P2の外観検査が実行される。
【0078】
その後、図9Dに示すように、第1外観検査装置9Aによる第1プリント基板P1の外観検査が終了し、第1作業用搬送部72が駆動して、第1プリント基板P1を送り用搬送部71に搬出する。該第1プリント基板P1は、送り用搬送部71によって次工程の作業機へと搬出される。
【0079】
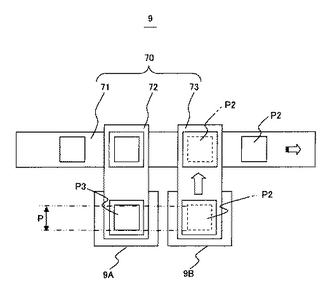
次いで、図9Eに示すように、ライン上流側から送り用搬送部71に第3プリント基板P3が搬入され、第1作業用搬送部72が駆動して、第3プリント基板P3を搬送し、第1外観検査装置9Aの検査位置Pに位置決め保持する。これにより、第3プリント基板P3の外観検査が実行される。
【0080】
その後、図9Fに示すように、第2外観検査装置9Bによる第2プリント基板P2の外観検査が終了し、第2作業用搬送部73が駆動して、第2プリント基板P2を送り用搬送部71に搬出する。該第2プリント基板P2は、送り用搬送部71によって次工程の作業機へと搬出される。
【0081】
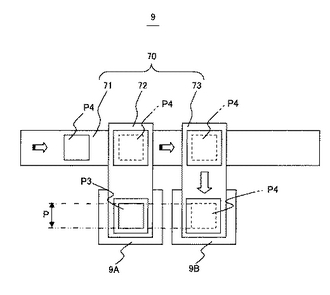
次いで、図9Gに示すように、ライン上流側から送り用搬送部71に第4プリント基板P4が搬入され、第2作業用搬送部73が駆動して、第4プリント基板P4を搬送し、第1外観検査装置9Bの検査位置Pに位置決め保持する。これにより、第4プリント基板P4の外観検査が実行される。
【0082】
このように、送り用搬送部71に搬入されたプリント基板P1〜Pnを、第1及び第2作業用搬送部72,73によって、第1又は第2外観検査装置9A,9Bに振り分けることができ、上述した第1実施形態と同様に、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することが可能となる。この結果、製造ラインのタクトタイムを大幅に短縮することができる。
【0083】
なお、本発明の基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法は、上述した第1及び第2実施形態に限定されるものではない。例えば、本発明の基板搬送装置を適用する作業機は、外観検査装置に限定されるものではなく、製造ラインを構成する半田印刷装置、部品実装装置、リフロー炉等の各種作業機に適用することができる。
【0084】
また、既に述べたが、外観検査装置等の作業機は2台に限定されるものではなく、本基板搬送装置を設けた作業機の台数を増大させれば、これに比例してその作業工程のスループットを高速化することができる。
【0085】
さらに、上記実施形態に係る外観検査装置では、高画質画像に基づく検査精度の向上を図るためにエリアカメラ方式を採用したが、これに限定されるものではなく、ラインスキャン方式を採用することも可能である。
【図面の簡単な説明】
【0086】
【図1】本発明の第1実施形態に係る製造ラインを示す正面図である。
【図2】本発明の第1実施形態に係る基板搬送装置を含む外観検査装置の要部斜視図である。
【図3】上記外観検査装置の正面図である。
【図4】上記外観検査装置の側面図である。
【図5】上記外観検査装置を2台並設した状態を示す正面図である。
【図6A】上記第1外観検査装置単体の動作の流れを示すフローチャートであり、最初のプリント基板の搬入から多段搬送部の上昇までの工程を示す。
【図6B】上記第1外観検査装置単体の動作の流れを示すフローチャートであり、第1プリント基板の検査から第2プリント基板の搬出までの工程を示す。
【図6C】上記第1外観検査装置単体の動作の流れを示すフローチャートであり、同図Cは多段搬送部の下降から第1プリント基板の搬出までの工程を示す。
【図7A】上記第1及び第2外観検査装置の一実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。
【図7B】上記第1及び第2外観検査装置の他の実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。
【図8A】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8B】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8C】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8D】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8E】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8F】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図9A】本発明の第2実施形態に係る基板搬送装置及び外観検査装置の構成を説明するための平面視概念図である。
【図9B】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9C】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9D】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9E】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9F】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9G】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図10】従来の電子機器の製造ラインの一例を示す正面図である。
【符号の説明】
【0087】
1 製造ライン
2 半田印刷装置(作業機)
4 部品実装装置(作業機)
6 リフロー炉(作業機)
8 搬送手段
3,5,7 外観検査装置
3A 第1外観検査装置(一の作業機)
3B 第2外観検査装置(他の作業機)
10 架台
20,60 多段搬送部(基板搬送装置)
21,61 作業用搬送部(ベルトコンベア)
22,62 送り用搬送部(ベルトコンベア)
211,221 ベルト
212,222 プーリ
213,223 基板ガイドレール
214,224 モータ
21a,22a 搬入センサ
21b 基板セットセンサ
21c,22c 搬出センサ
30 昇降手段
31 エアシリンダ
32 リンク機構
41 Z軸シャフト
42 Y軸レール
43 X軸レール
41a,42a,43a スライダ
50 カメラ
9 外観検査装置(作業機)
9A 第1外観検査装置(一の作業機)
9B 第2外観検査装置(他の作業機)
70 基板搬送装置
71 送り用搬送部(ベルトコンベア)
72 第1作業用搬送部(ベルトコンベア)
73 第2作業用搬送部(ベルトコンベア)
【技術分野】
【0001】
本発明は、電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置、該プリント基板の外観をカメラで撮影して検査を行う外観検査装置、これら基板搬送装置又は外観検査装置を用いた電子機器の製造方法及び外観検査方法に関する。
【背景技術】
【0002】
従来からIC、抵抗、コンデンサ等多数のチップ状電子部品を自動的にプリント基板に搭載し、その搭載した電子部品を半田付けして電子機器を製造する製造ラインがある。図10は従来の電子機器の製造ラインの一例を示す正面図である。
【0003】
同図において、従来の製造ライン100は、半田印刷装置110,外観検査装置120,部品実装装置130,外観検査装置140,リフロー炉150,外観検査装置160とを備え、これら装置110〜160を、ベルトコンベア等の搬送手段170,170,170…を介して連結した構成となっていた。
【0004】
このような製造ライン100では、まず、半田印刷装置110が、搬入されたプリント基板上の所定位置にクリーム半田を印刷し、外観検査装置120が、クリーム半田の印刷状態を良否判定する。次いで、部品実装装置130が、前記プリント基板上に電子部品を搭載し、外観検査装置140が、電子部品の搭載状態を良否判定する。その後、リフロー炉150が、クリーム半田を加熱溶融させてプリント基板上に搭載された電子部品を固定する。最後に、外観検査装置160が、最終的なプリント基板の外観検査を行う。
【0005】
ここで、外観検査装置は、プリント基板の外観をカメラで撮影し、あらかじめ取得した良品の基準モデルの画像と比較することにより良否判定を行っている。従来の外観検査装置には、カメラをXY方向に移動させて撮影を行うエリアカメラ方式(例えば、特許文献1参照)、又はカメラを固定してミラーや照明といった光学系を走査させて撮影を行うラインスキャン方式(例えば、特許文献2参照)を採用したものがあった。
【特許文献1】特開平7−140087号公報
【特許文献2】特開2004−301574号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
近年、IT関連機器の需要が増大し、製造ラインのタクトタイムをより一層短縮化するために、部品実装装置による実装工程の高速化が図られている。しかし、上述した従来のエリアカメラ方式の外観検査装置では、撮影した画像が高画質で検査精度が高いというメリットがありながら、カメラをXY方向に移動させて、プリント基板全体をエリアごとに順番に撮影しなければならず、検査に時間を要するという問題があった。このため、従来のエリアカメラ方式の外観検査装置を採用した場合は、たとえ部品実装装置の高速化を図ったとしても、製造ライン全体のタクトタイム短縮に一定の限界があった。
【0007】
一方、上述した従来のラインスキャン方式の外観検査装置では、光学系を走査させてプリント基板全体を連続的に撮影することができるので、短時間で検査を行うことができるが、検査画像の解像度が低いために検査精度が低いという問題があった。
【0008】
そこで、本発明者らは、製造ラインに複数台のエリアカメラ方式の外観検査装置を並設し、各外観検査装置に、同一プリント基板中の異なるエリアの検査をそれぞれ分担させることを試みた。
【0009】
しかし、各外観検査装置は、それぞれが割り当てられたエリアを特定するために、まず、プリント基板全体を撮影しなければならず、複数台の外観検査装置に異なるエリアの撮影を分担させることは実現困難であった。また、仮に、複数台の外観検査装置に異なるエリアの撮影を分担させることができたとしても、各外観検査装置のそれぞれに、異なるエリアに対応した検査パラメータを設定しなければならず、数種のプログラミング作業及び管理等に多大な労力を要するという問題がある。
【0010】
本発明は、上記問題点に鑑みてなされたものであり、製造ラインのタクトタイムの短縮を図ることができるとともに、プログラミング作業及び管理等を容易に行うことができる基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法の提供を目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明の基板搬送装置は、電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置であって、ライン上流側から搬入された一のプリント基板を位置決め保持し、一の作業機による所定作業の終了後に、該一のプリント基板をライン下流側に般出する作業用搬送部と、前記所定作業の実行中に、ライン上流側から搬入された他のプリント基板をライン下流側に搬出する送り用搬送部とを備えた構成としてある。
【0012】
このような構成によれば、例えば、半田印刷装置、部品実装装置又は外観検査装置等の一の作業機が、一のプリント基板に対して所定作業を実行しているときに、ライン上流側から前工程を終了した他のプリント基板が搬送されてきた場合でも、該他のプリント基板をライン下流側に搬出することができ、他の作業機による所定作業の実行が可能となる。すなわち、半田印刷、部品実装又は外観検査等といった所定作業を、複数台の同種又は同一の作業機に並行して実行させるために、搬送されてきたプリント基板を振り分けることが可能となる。
【0013】
好ましくは、前記作業用搬送部と送り用搬送部とを少なくとも一台ずつ上下に並設した多段搬送部を備え、該多段搬送部を昇降させることにより、互いの前記作業用搬送部と送り用搬送部とを、ライン上流側又は下流側に配設した搬送手段と選択的に連続させる構成としてある。
【0014】
このような構成によれば、作業用搬送部と送り用搬送部を上下に並設したことにより、省スペース化を図ることができ、また、これら作業用搬送部と送り用搬送部を昇降させて、プリント基板を一又は他の作業機に迅速かつ効率よく振り分けることができ、全体として構成の簡単化を図ることができる。
【0015】
好ましくは、ライン上流側と下流側に二以上の前記多段搬送部を並設し、各多段搬送部を昇降させることにより、前記作業用搬送部と送り用搬送部、前記作業用搬送部どうし、又は前記送り用搬送部どうしを選択的に連続させる構成としてある。
【0016】
このような構成によれば、各多段搬送部の作業用搬送部と送り用搬送部との組み合わせによって、一及び他の作業機における、複数のプリント基板の搬入、所定作業の実行及び搬出をより迅速かつ効率のよいタイミングで行わせることが可能となる。
【0017】
好ましくは、前記多段搬送部を、ライン上流側と下流側に並設した二以上の同種又は同一の作業機にそれぞれ配設した構成としてある。
このような構成によれば、半田印刷、部品実装又は外観検査等といった同種又は同一作業を、複数台の同種又は同一の作業機に分担させて実行させることが可能となり、分担させる作業機の台数を増やすことにより、作業内容の如何を問わず、各種工程における単位時間あたりの処理速度(スループット)の高速化を図ることができる。これにより、製造ラインのタクトタイムの短縮が図れる。また、同種又は同一作業を、複数台の同種又は同一の作業機に分担させているので、各作業機の動作プログラムも同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0018】
好ましくは、前記作業用搬送部と送り用搬送部とをそれぞれベルトコンベアとした構成として構成の簡単化を図る。
上記目的を達成するために、本発明の外観検査装置は、電子機器の製造ラインにおいてプリント基板の外観をカメラで撮影して検査を行う外観検査装置であって、上述した本発明の基板搬送装置を備えた構成としてある。
【0019】
このような構成によれば、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することができ、製造ラインのタクトタイムを大幅に短縮することが可能となる。また、各外観検査装置に、同種又は同一の検査を分担させているので、各外観検査装置の検査パラメータ,動作プログラム等も同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0020】
好ましくは、前記カメラをXY方向に移動させて前記プリント基板の撮影を行うエリアカメラ方式を採用した構成とする。このような構成によれば、上述のように、外観検査工程のスループットを高速化して製造ラインのタクトタイムを大幅に短縮することが可能となるとともに、エリアカメラ方式の高画質画像に基づいて高精度な検査を行うことができる。すなわち、高速かつ高精度の外観検査装置が実現する。
【0021】
上記目的を達成するために、本発明の電子機器の製造方法は、上述した本発明の基板搬送装置を用いた電子機器の製造方法であって、一の作業機の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の作業機が所定作業を実行する工程と、前記一の作業機の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の作業機の作業用搬送部に搬出する工程と、前記他の作業機の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の作業機が所定作業を実行する工程と、前記一の作業機による所定作業の終了後、前記多段搬送部が下降し、前記一の作業機の作業用搬送部が、前記一のプリント基板を前記他の作業機の送り用搬送部に搬出する工程と、前記他の作業機の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、前記他の作業機による所定作業の終了後、前記多段搬送部が下降し、前記他の作業機の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程とを含むようにしてある。
【0022】
このような方法によれば、半田印刷、部品実装又は外観検査等といった同種又は同一作業を、複数台の同種又は同一の作業機に分担させて実行させているので、分担させる作業機の台数を増やすことにより、作業内容の如何を問わず、スループットの高速化を図ることができる。これにより、製造ラインのタクトタイムの短縮が図れる。また、同種又は同一作業を、複数台の同種又は同一の作業機に分担させているので、各作業機の動作プログラムも同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0023】
上記目的を達成するために、本発明の電子機器の外観検査方法は、上述した本発明の基板搬送装置を備えた外観検査装置を用いた電子機器の外観検査方法であって、一の外観検査装置の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の外観検査装置が検査を実行する工程と、前記一の外観検査装置の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の外観検査装置の作業用搬送部に搬出する工程と、前記他の外観検査装置の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の外観検査装置が検査を実行する工程と、前記一の外観検査装置による所定作業の終了後、前記多段搬送部が下降し、前記一の外観検査装置の作業用搬送部が、前記一のプリント基板を前記他の外観検査装置の送り用搬送部に搬出する工程と、前記他の外観検査装置の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、前記他の外観検査装置による検査の終了後、前記多段搬送部が下降し、前記他の外観検査装置の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程とを含むようにしてある。
【0024】
このような方法によれば、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することができ、製造ラインのタクトタイムを大幅に短縮することが可能となる。また、各外観検査装置に、同種又は同一の検査を分担させているので、各外観検査装置の検査パラメータ,動作プログラム等も同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【発明の効果】
【0025】
本発明の基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法によれば、製造ラインのタクトタイムの短縮を図ることができるとともに、プログラミング作業及び管理等を容易に行うことができる。特に、本発明の外観検査装置及び電子機器の外観検査方法によれば、外観検査工程のスループットを高速化して製造ラインのタクトタイムを大幅に短縮することが可能となるとともに、エリアカメラ方式の高画質画像に基づいて高精度な検査を行うことができる。
【発明を実施するための最良の形態】
【0026】
以下、本発明の基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法の実施形態について、図面を参照しつつ説明する。まず、本発明の第1実施形態に係る基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法について説明する。
【0027】
図1は本発明の第1実施形態に係る製造ラインを示す正面図である。図2は本発明の第1実施形態に係る基板搬送装置を含む外観検査装置の要部斜視図である。図3は上記外観検査装置の正面図であり、図4は上記外観検査装置の側面図である。図5は上記外観検査装置を2台並設した状態を示す正面図である。
【0028】
図1において、本実施形態の製造ライン1は、電子機器を製造するための各工程を実行する複数台の作業機を1列に並設した構成となっている。具体的には、半田印刷装置2,外観検査装置3,部品実装装置4,外観検査装置5,リフロー炉6,外観検査装置7とを備え、これら装置2〜7を、ベルトコンベア等の搬送手段8,8,8…を介して連結した構成としてある。
【0029】
ここで、半田印刷装置2,部品実装装置4及びリフロー炉6は、図10に示す従来のものと同様の構成となっており、これら作業機の詳細な説明は省略する。また、各外観検査装置3,5,7は、それぞれ第1及び第2外観検査装置(一及び他の作業機)3A及び3B、5A及び5B,7A及び7Bからなっており、これら6台の外観検査装置3A及び3B、5A及び5B,7A及び7Bは全て同一構成となっているので、第1外観検査装置3Aのみについて詳細に説明する。
【0030】
図2〜図4において、第1外観検査装置3Aは、主として、架台10と、多段搬送部(基板搬送装置)20と、昇降手段30と、4本のZ軸シャフト41,41,41,41と、2本のY軸レール42,42と、1本のX軸レール43と、カメラ50とを備えた構成となっている。本実施形態では、カメラ50をXY方向に移動させてプリント基板の撮影を行うエリアカメラ方式を採用している。
【0031】
多段搬送部20は、架台10の中央に配設してあり、X軸方向に延びる一対の作業用搬送部(ベルトコンベア)21,21と、同じくX軸方向に延びる一対の送り用搬送部(ベルトコンベア)22,22とを、それぞれ所定間隔をおいて取付板23,23に上下に並設した構成としてある。各取付板23は、搬送するプリント基板の幅に応じた間隔をおいて昇降基板24の両側に対向して配設してある。
【0032】
各作業用搬送部21及び各送り用搬送部22は、後述する基板セットセンサ21bの有無を除いてほぼ同一構成としてあり、主として、プリント基板を搬送するベルト211,221及びプーリ212,222を、該プリント基板の両端側を案内する基板ガイドレール213,223の内側に取り付け、前記プーリ212,222にそれぞれ接続したモータ214,224により、各ベルト211,221を別個独立に駆動させる構成となっている。なお、対向する一対の作業用搬送部21,21と、送り用搬送部22,22とは、それぞれ単一の前記モータ214,224により互いに連動するようになっている。
【0033】
図3に示すように、作業用搬送部21には、ライン上流側から順番に、プリント基板の搬入センサ21a、前記基板セットセンサ21b、搬出センサ21cが配設してある。なお、図中の2点鎖線で囲った箇所は、プリント基板の検査位置Pである。一方、送り用搬送部22には、ライン上流側と下流側にそれぞれ搬入センサ22a、搬出センサ22cが配設してある。
【0034】
一方、図2に示すように、架台10上面の4箇所には、多段搬送部20を取り囲むように円柱状の前記Z軸シャフト41,41,41,41が立設してある。各Z軸シャフト41には、多段搬送部20の四隅に固定した円筒状のスライダ41a,41a,41a,41aが摺動自在に貫挿してある。また、Y軸方向に対向する各一対のZ軸シャフト41,41及び41,41には、前記Y軸レール42,42がそれぞれ架設してある。これらY軸レール42,42には、一対のスライダ42a,42aを介して前記X軸レール43が摺動自在に架設してある。そして、該X軸レール43には、スライダ43を介して、カメラ50が摺動自在に懸架してある。このような構成により、カメラ50をXY方向に移動させてプリント基板の撮影を行うことが可能となっている。
【0035】
図4に示すように、架台10の中空部には、エアシリンダ31とリンク手段32とからなる前記昇降手段30が設けてある。リンク手段32は、多段搬送部20の昇降基板24に連結してあり、エアシリンダ31のピストンロッドを伸長させることにより、多段搬送部20全体が各Z軸シャフト41に沿って上昇し、各作業用搬送部21,21の検査位置Pに位置決めされたプリント基板を、カメラ50により撮影して検査するようになっている。また、エアシリンダ31のピストンロッドを収縮させることにより、多段搬送部20全体が各Z軸シャフト41に沿って下降する。
【0036】
このように、多段搬送部20を上昇させたときは、各送り用搬送部22が図1に示す搬送手段(ベルトコンベア)8と同じ高さとなり、多段搬送部20を下降させたときは、各作業用搬送部21が図1に示す搬送手段8と同じ高さとなって、連続するプリント基板の搬送路を形成する。
【0037】
また、図5に示すように、本実施形態では、第1及び第2外観検査装置3A,3B(5A,5B又は7A,7B)をライン上流側と下流側で2台一組に並設し、半田印刷、部品実装、リフロー半田付けの各工程を経た時点で、プリント基板を第1又は第2外観検査装置3A,3Bに振り分けて、いずれかの外観検査装置3A,3Bにより検査を行うようにしてある。
【0038】
そして、第1及び第2外観検査装置3A,3Bの各多段搬送部20,60をそれぞれ昇降させることにより、互いの作業用搬送部21,61どうし、送り用搬送部22,62どうし、又は作業用搬送部21,61と送り用搬送部62,22を選択的に連続させるようにしてある。
【0039】
このような構成により、第1外観検査装置3Aがプリント基板を検査しているときは、次のプリント基板を第2検査装置3Bで検査することができ、逆に、第2外観検査装置3Bがプリント基板を検査しているときは、次のプリント基板を第1外観検査装置3Aで検査することができる。
【0040】
なお、説明の便宜上、第2外観検査装置3Bの多段搬送部、作業用搬送部、送り用搬送部にはそれぞれ符号60,61,62を付しているが、これらが第1外観検査装置3Aの多段搬送部20、作業用搬送部21、送り用搬送部22と同一構成となっている。
【0041】
次に、上述した本基板搬送装置及び外観検査装置を用いた、電子機器の製造方法及び電子機器の外観検査方法の実施形態について図面を参照しつつ説明する。
[動作制御]
まず、図3及び図6A〜Cを参照しつつ、第1又は第2外観検査装置単体の動作制御の流れを説明する。なお、第1又は第2外観検査装置は、これら装置に内蔵された図示しない制御部により同様の動作制御をしているので、以下、第1外観検査装置の動作制御の流れのみを説明する。
【0042】
図6A〜Cは第1外観検査装置単体の動作の流れを示すフローチャートであり、同図Aは最初のプリント基板の搬入から多段搬送部の上昇までの工程、同図Bは第1プリント基板の検査から第2プリント基板の搬出までの工程、同図Cは多段搬送部の下降から第1プリント基板の搬出までの工程を示す。
【0043】
図3において、第1外観検査装置3Aは、多段搬送部20を下降させた初期状態で待機している(なお、図3の多段搬送部20は上昇している)。この初期状態では、多段搬送部20の作業用搬送部21が、図1に示すライン上流側の搬送手段8と同じ高さとなって、連続するプリント基板の搬送路を形成する。
【0044】
このような第1外観検査装置3Aの初期状態において、前記制御部が、前工程の半田印刷装置2(図1参照)に、第1外観検査装置3Aへのプリント基板の搬入が可能なことを知らせるレディ信号を出力する(図6Aのステップ1参照)。
【0045】
このとき、前記制御部は、作業用搬送部21に設けた搬入センサ21aからの検知信号の有無を監視する(図6Aのステップ2参照)。そして、半田印刷装置2から第1プリント基板が第1外観検査装置3Aへと搬送されると、作業用搬送部21の搬入センサ21aから前記制御部に検知信号が入力される。
【0046】
すると、前記制御部が、レディ信号の出力を停止して、半田印刷装置2から第1外観検査装置3Aにプリント基板を搬送させないようにする(図6Aのステップ3参照)。これと同時に、前記制御部は、作業用搬送部21のモータ214を駆動させて、該作業用搬送部21に第1プリント基板を搬入させる(図6Aのステップ4参照)。
【0047】
次いで、第1プリント基板が作業用搬送部21の検査位置Pに位置したとき、基板セットセンサ21bが検知信号を出力し(図6Aのステップ5参照)、該検知信号を入力した前記制御部が、作業用搬送部21のモータ214を停止させる(図6Aのステップ6参照)。
【0048】
次いで、前記制御部が、作業用搬送部21の図示しない基板クランプを作動させて、第1プリント基板を検査位置Pに位置決め保持させる(図6Aのステップ7参照)。その後、前記制御部が、図4に示す昇降手段30を駆動させて多段搬送部20を上昇させる(図6Aのステップ8参照)。
【0049】
これにより、作業用搬送部21が、第1プリント基板の外観検査に適した高さに位置するとともに、送り用搬送部22が、ライン上流側の搬送手段8(図1参照)、及び第2外観検査装置3Bの作業用搬送部61と同じ高さに位置する(図5参照)。
【0050】
次いで、前記制御部が、半田印刷装置2にレディ信号を出力して、第2プリント基板の搬入が可能なことを知らせる(図6Bのステップ9参照)。その一方で、カメラ50による第1プリント基板の外観検査が実行される(図6Bのステップ16参照)。
【0051】
その後、前記制御部が、第1プリント基板の外観検査の終了を監視するとともに(図6Bのステップ10参照)、送り用搬送部22に設けた搬入センサ22aからの検知信号の有無を監視する(図6Bのステップ11参照)。そして、半田印刷装置2から第2プリント基板が第1外観検査装置3Aへと搬送されると、送り用搬送部22の搬入センサ22aから前記制御部に検知信号が入力される。
【0052】
すると、前記制御部が、レディ信号の出力を停止して、半田印刷装置2から第1外観検査装置3Aに新たなプリント基板を搬送させないようにする(図6Bのステップ12参照)。これと同時に、前記制御部は、送り用搬送部22のモータ224を駆動させて、該送り用搬送部22に第2プリント基板を搬入させる(図6Bのステップ13参照)。
【0053】
送り用搬送部22は、第2プリント基板をそのまま第2外観検査装置3Bの作業用搬送部61に搬出させる(このような送り用搬送部によるプリント基板の送り出しを「パススルー」という)。第2プリント基板が送り用搬送部22の搬出センサ22cを通過したとき、該搬出センサ22cが検知信号を出力し(図6Bのステップ14参照)、該検知信号を入力した前記制御部が、送り用搬送部22のモータ224を停止させる(図6Bのステップ15参照)。なお、第2プリント基板が、第2外観検査装置3Bの作業用搬送部61に搬入されると、上記と同様の動作制御により多段搬送部60が上昇して外観検査が実行される。
【0054】
一方、カメラ50による第1プリント基板の外観検査が終了すると(図6Bのステップ10参照)、これを検知した前記制御部が、レディ信号の出力を停止して、半田印刷装置2から第1外観検査装置3Aに新たなプリント基板を搬送させないようにする(図6Cのステップ17参照)。
【0055】
次いで、前記制御部が、図4に示す昇降手段30を駆動させて多段搬送部20を下降させる(図6Cのステップ18参照)。これにより、作業用搬送部21が、ライン上流側の搬送手段8(図1参照)、及び第2外観検査装置3Bの送り用搬送部62と同じ高さに位置する(図5参照)。
【0056】
その後、前記制御部が、作業用搬送部21の図示しない基板クランプを作動させて、第1プリント基板の保持を解除する(図6Cのステップ19参照)。そして、前記制御部は、作業用搬送部21のモータ214を駆動させて、該作業用搬送部21に第1プリント基板を搬出させる(図6Cのステップ20参照)。搬出された第1プリント基板は、第2外観検査装置3Bの送り用搬送部62により、次工程の部品実装装置4(図1参照)へとパススルーされる。
【0057】
第1プリント基板が作業用搬送部21の搬出センサ21cを通過したとき、該搬出センサ21cが検知信号を出力し(図6Cのステップ21参照)、該検知信号を入力した前記制御部が、作業用搬送部21のモータ214を停止させる(図6Cのステップ22参照)。これにより、第1外観検査装置3Aが初期状態に戻り、図6Aのステップ1以降の動作制御が繰り返される。
[動作タイミング制御]
次に、図3及び図7A,Bを参照しつつ、第1及び第2外観検査装置の動作タイミング制御の流れを説明する。図7Aは第1及び第2外観検査装置の一実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。また、図7Bは第1及び第2外観検査装置の他の実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。
【0058】
第1又は第2外観検査装置3A,3B単体の動作制御は上述のように行っているが、これら第1又は第2外観検査装置3A,3B双方の動作は、例えば、図7Aに示すようなタイミングで制御することができる。同図において、第1及び第2外観検査装置3A,3Bの各動作時間を、搬入時間Ti、上昇時間Tu、検査時間Te、下降時間Td、搬出時間To、パススルー時間Tpと表す。また、外観検査を行うプリント基板の投入時間間隔を基板タクトタイムTTと表す。
【0059】
同図に示す例では、TT>(Ti+Tu+Te+Td+To)/2の条件が成立するように、第1及び第2外観検査装置3A,3Bの動作タイミングを制御している。この場合、第1外観検査装置3Aと第2外観検査装置3Bの動作タイミングは、約1/2周期の位相差をもち、第1外観検査装置3Aが第1プリント基板を検査している間に、第2プリント基板が第2外観検査装置3Bにパススルーされる。また、第2外観検査装置3Bが第2プリント基板を検査している間に、第1外観検査装置3Aによる第1プリント基板の検査が終了し、第2外観検査装置3Bに搬出された第1プリント基板が、次工程の部品実装装置4(図1参照)へとパススルーされる。
【0060】
このように、TT>(Ti+Tu+Te+Td+To)/2の条件を満たすように第1及び第2外観検査装置3A,3Bの動作タイミングを制御した場合は、プリント基板の外観検査が滞りなく実行される。
【0061】
一方、図7Bに示す例では、TT≒Ti+Tu+Te+Td+Toの条件が成立するように、第1及び第2外観検査装置3A,3Bの動作タイミングを制御している。この場合、第1外観検査装置3Aが2枚のプリント基板を連続して外観検査した後、第2外観検査装置3Bが1枚のプリント基板を外観検査する動作タイミングとなり、図7Aの場合と比較して、外観検査装置3の機器効率は低下するが、図1に示す製造ライン1全体のタクトタイムには影響しない。
[連携動作]
次に、図7Aに示す動作タイミング制御による第1及び第2外観検査装置の連携動作について、図8A〜Fを参照しつつ説明する。図8A〜Fは第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
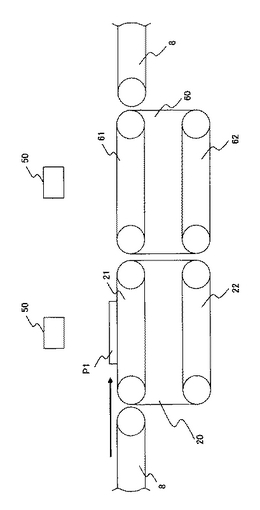
【0062】
図8Aにおいて、第1及び第2外観検査装置3A,3Bは、ともに多段搬送部20,60を下降させた初期状態となっている。前工程の半田印刷装置2(図1参照)から搬送手段8を介して第1プリント基板P1が搬送されてくると、該第1プリント基板P1は、第1外観検査装置3Aの作業用搬送部21に搬入され、検査位置P(図3参照)に位置決め保持される。
【0063】
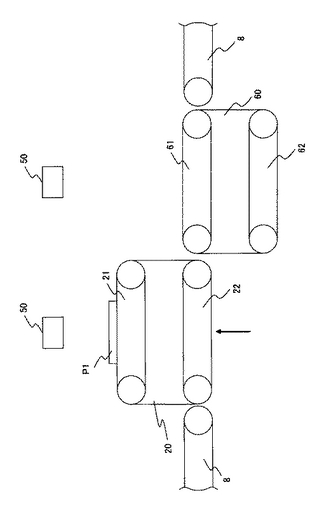
次いで、図8Bに示すように、第1外観検査装置3Aの多段搬送部20が上昇し、カメラ50による第1プリント基板P1の外観検査が実行される。図8Cに示すように、第1外観検査装置3Aにおける第1プリント基板P1の外観検査中に、半田印刷装置2から第2プリント基板P2が搬送されてくると、第1外観検査装置3Aの送り用搬送部22が、第2プリント基板P2を第2外観検査装置3Bの作業用搬送部61にパススルーする。該第2プリント基板P2は、第2外観検査装置3Bの作業用搬送部61に搬入され、検査位置P(図3参照)に位置決め保持される。
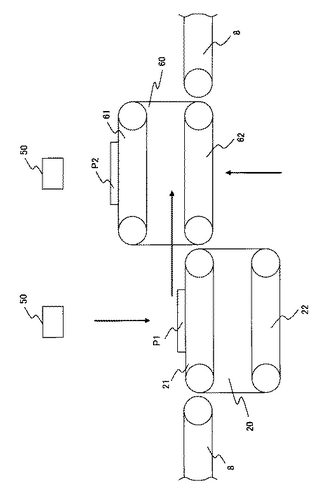
【0064】
その後、図8Dに示すように、第1外観検査装置3Aにおける第1プリント基板P1の外観検査が終了し、該第1外観検査装置3Aの多段搬送部20が下降すると同時に、第2外観検査装置3Bの多段搬送部60が上昇する。次いで、第1外観検査装置3Aの作業用搬送部21が、外観検査の終了した第1プリント基板P1を、第2外観検査装置3Bの送り用搬送部62に搬出するとともに、該送り用搬送部62が第1プリント基板P1を次工程の部品実装装置4(図1参照)にパススルーする。また、これと同時に、第2外観検査装置3Bにおいて、カメラ50による第2プリント基板P2の外観検査が実行される。
【0065】
その後、図8Eに示すように、半田印刷装置2から第1外観検査装置3Aの作業用搬送部21に第3プリント基板P3が搬入され、該第3プリント基板P3が、作業用搬送部21の検査位置P(図3参照)に位置決め保持される。その後、図8Fに示すように、第1外観検査装置3Aの多段搬送部20が上昇して、第3プリント基板P3の外観検査を実行するとともに、第2外観検査装置3Bの多段搬送部60が下降して、外観検査の終了した第2プリント基板P2を部品実装装置4に搬出する。その後は、図8C以降の連携動作が繰り返される。
【0066】
以上のように、本発明の第1実施形態に係る基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法によれば、第1外観検査装置3Aが、第1プリント基板P1に対して外観検査を実行しているときに、前工程から第2プリント基板P2が搬送されてきた場合でも、該第2プリント基板P2を第2外観検査装置3Bに搬出することができ、該第2外観検査装置3Bによる同種又は同一の外観検査の実行が可能となる。
【0067】
すなわち、前工程から高速で搬送されてくる多数のプリント基板の外観検査を、2台の第1及び第2外観検査装置3A,3Bに分担させて並行して行うことができる。この結果、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することができ、製造ラインのタクトタイムを大幅に短縮することができる。また、外観検査装置3A,3B…3nの台数と比例して外観検査工程のスループットを高速化することができるので、製造ラインのタクトタイムの大幅な短縮化が実現する。
【0068】
さらに、同種又は同一の外観検査を、同一構成の第1及び第2外観検査装置3A,3Bに分担させているので、これら第1及び第2外観検査装置3A,3Bの動作プログラムも同種又は同一となり、プログラミング作業及び管理等を容易に行うことができる。
【0069】
またさらに、本実施形態では、多段搬送部20を構成する作業用搬送部21と送り用搬送部22を上下に並設したことにより、省スペース化を図ることができ、また、これら作業用搬送部21と送り用搬送部22を昇降させて、プリント基板を第1又は第2外観検査装置3A,3Bに迅速かつ効率よく振り分けることができ、全体として構成の簡単化を図ることができる。
【0070】
これらに加え、本実施形態の外観検査装置では、エリアカメラ方式を採用しているので、上述のように、外観検査工程のスループットを高速化して製造ラインのタクトタイムを大幅に短縮することができるとともに、エリアカメラ方式の高画質画像に基づいて高精度な検査を行うことができる。すなわち、高速かつ高精度の外観検査装置が実現する。
【0071】
次に、本発明の第2実施形態に係る基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法について、図面を参照しつつ説明する。図9Aは本発明の第2実施形態に係る基板搬送装置及び外観検査装置の構成を説明するための平面視概念図である。
【0072】
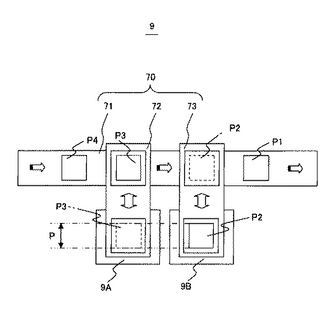
同図において、9は本実施形態の外観検査装置であり、基板搬送装置70と第1及び第2基板検査装置9A,9Bを備えた構成となっている。基板搬送装置70は、送り用搬送部71と第1及び第2作業用搬送部72,73を有している。
【0073】
送り用搬送部71は、一方向に動作する長尺ベルトコンベアであり、その両端を図示しないライン上流側及び下流側の搬送手段8,8(図1参照)と連続配置してあり、ライン上流側から搬入されたプリント基板P1〜Pnをライン下流側へと搬出する。
【0074】
第1及び第2作業用搬送部72,73は、それぞれ往復動作する短尺ベルトコンベアであり、一端側を送り用搬送部71に重複させ、他端側を第1又は第2外観検査装置9A,9B内に配設してある。これら第1及び第2作業用搬送部72,73は、送り用搬送部71が搬送するプリント基板P1〜Pnの進路を90°変更し、該プリント基板P1〜Pnを第1又は第2外観検査装置9A,9B内の検査位置Pに位置決め保持する。検査位置Pに位置決め保持されたプリント基板P1〜Pnは、第1又は第2外観検査装置9A,9Bによりそれぞれ外観検査される。
【0075】
次に、上記構成からなる本実施形態の外観検査装置の外観検査動作について、図9B〜Gを参照しつつ説明する。図9B〜Gは本発明の第2実施形態に係る基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【0076】
まず、図9Bに示すように、ライン上流側から送り用搬送部71に第1プリント基板P1が搬入されると、第1作業用搬送部72が駆動して、第1プリント基板P1を搬送し、第1外観検査装置9Aの検査位置Pに位置決め保持する。これにより、第1プリント基板P1の外観検査が実行される。
【0077】
次いで、図9Cに示すように、ライン上流側から送り用搬送部71に第2プリント基板P2が搬入されると、第2作業用搬送部73が駆動して、第2プリント基板P2を搬送し、第2外観検査装置9Bの検査位置Pに位置決め保持する。これにより、第2プリント基板P2の外観検査が実行される。
【0078】
その後、図9Dに示すように、第1外観検査装置9Aによる第1プリント基板P1の外観検査が終了し、第1作業用搬送部72が駆動して、第1プリント基板P1を送り用搬送部71に搬出する。該第1プリント基板P1は、送り用搬送部71によって次工程の作業機へと搬出される。
【0079】
次いで、図9Eに示すように、ライン上流側から送り用搬送部71に第3プリント基板P3が搬入され、第1作業用搬送部72が駆動して、第3プリント基板P3を搬送し、第1外観検査装置9Aの検査位置Pに位置決め保持する。これにより、第3プリント基板P3の外観検査が実行される。
【0080】
その後、図9Fに示すように、第2外観検査装置9Bによる第2プリント基板P2の外観検査が終了し、第2作業用搬送部73が駆動して、第2プリント基板P2を送り用搬送部71に搬出する。該第2プリント基板P2は、送り用搬送部71によって次工程の作業機へと搬出される。
【0081】
次いで、図9Gに示すように、ライン上流側から送り用搬送部71に第4プリント基板P4が搬入され、第2作業用搬送部73が駆動して、第4プリント基板P4を搬送し、第1外観検査装置9Bの検査位置Pに位置決め保持する。これにより、第4プリント基板P4の外観検査が実行される。
【0082】
このように、送り用搬送部71に搬入されたプリント基板P1〜Pnを、第1及び第2作業用搬送部72,73によって、第1又は第2外観検査装置9A,9Bに振り分けることができ、上述した第1実施形態と同様に、製造ラインにおける製造工程中、特に、時間を要していた外観検査工程のスループットを高速化することが可能となる。この結果、製造ラインのタクトタイムを大幅に短縮することができる。
【0083】
なお、本発明の基板搬送装置、外観検査装置、電子機器の製造方法及び電子機器の外観検査方法は、上述した第1及び第2実施形態に限定されるものではない。例えば、本発明の基板搬送装置を適用する作業機は、外観検査装置に限定されるものではなく、製造ラインを構成する半田印刷装置、部品実装装置、リフロー炉等の各種作業機に適用することができる。
【0084】
また、既に述べたが、外観検査装置等の作業機は2台に限定されるものではなく、本基板搬送装置を設けた作業機の台数を増大させれば、これに比例してその作業工程のスループットを高速化することができる。
【0085】
さらに、上記実施形態に係る外観検査装置では、高画質画像に基づく検査精度の向上を図るためにエリアカメラ方式を採用したが、これに限定されるものではなく、ラインスキャン方式を採用することも可能である。
【図面の簡単な説明】
【0086】
【図1】本発明の第1実施形態に係る製造ラインを示す正面図である。
【図2】本発明の第1実施形態に係る基板搬送装置を含む外観検査装置の要部斜視図である。
【図3】上記外観検査装置の正面図である。
【図4】上記外観検査装置の側面図である。
【図5】上記外観検査装置を2台並設した状態を示す正面図である。
【図6A】上記第1外観検査装置単体の動作の流れを示すフローチャートであり、最初のプリント基板の搬入から多段搬送部の上昇までの工程を示す。
【図6B】上記第1外観検査装置単体の動作の流れを示すフローチャートであり、第1プリント基板の検査から第2プリント基板の搬出までの工程を示す。
【図6C】上記第1外観検査装置単体の動作の流れを示すフローチャートであり、同図Cは多段搬送部の下降から第1プリント基板の搬出までの工程を示す。
【図7A】上記第1及び第2外観検査装置の一実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。
【図7B】上記第1及び第2外観検査装置の他の実施形態に係る動作タイミング制御の流れを説明するためのタイミングチャートである。
【図8A】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8B】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8C】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8D】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8E】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図8F】上記第1及び第2外観検査装置の連携動作を説明するための各多段搬送部の側面図である。
【図9A】本発明の第2実施形態に係る基板搬送装置及び外観検査装置の構成を説明するための平面視概念図である。
【図9B】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9C】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9D】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9E】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9F】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図9G】上記基板搬送装置及び外観検査装置の外観検査動作を説明するための平面視概念図である。
【図10】従来の電子機器の製造ラインの一例を示す正面図である。
【符号の説明】
【0087】
1 製造ライン
2 半田印刷装置(作業機)
4 部品実装装置(作業機)
6 リフロー炉(作業機)
8 搬送手段
3,5,7 外観検査装置
3A 第1外観検査装置(一の作業機)
3B 第2外観検査装置(他の作業機)
10 架台
20,60 多段搬送部(基板搬送装置)
21,61 作業用搬送部(ベルトコンベア)
22,62 送り用搬送部(ベルトコンベア)
211,221 ベルト
212,222 プーリ
213,223 基板ガイドレール
214,224 モータ
21a,22a 搬入センサ
21b 基板セットセンサ
21c,22c 搬出センサ
30 昇降手段
31 エアシリンダ
32 リンク機構
41 Z軸シャフト
42 Y軸レール
43 X軸レール
41a,42a,43a スライダ
50 カメラ
9 外観検査装置(作業機)
9A 第1外観検査装置(一の作業機)
9B 第2外観検査装置(他の作業機)
70 基板搬送装置
71 送り用搬送部(ベルトコンベア)
72 第1作業用搬送部(ベルトコンベア)
73 第2作業用搬送部(ベルトコンベア)
【特許請求の範囲】
【請求項1】
電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置であって、
ライン上流側から搬入された一のプリント基板を位置決め保持し、一の作業機による所定作業の終了後に、該一のプリント基板をライン下流側に般出する作業用搬送部と、
前記所定作業の実行中に、ライン上流側から搬入された他のプリント基板をライン下流側に搬出する送り用搬送部とを備えたことを特徴とする基板搬送装置。
【請求項2】
前記作業用搬送部と送り用搬送部とを少なくとも一台ずつ上下に並設した多段搬送部を備え、該多段搬送部を昇降させることにより、前記作業用搬送部と送り用搬送部とを、ライン上流側又は下流側に配設した搬送手段と選択的に連続させることを特徴とする請求項1記載の基板搬送装置。
【請求項3】
ライン上流側と下流側に二以上の前記多段搬送部を並設し、各多段搬送部を昇降させることにより、互いの前記作業用搬送部と送り用搬送部、前記作業用搬送部どうし、又は前記送り用搬送部どうしを選択的に連続させることを特徴とする請求項2記載の基板搬送装置。
【請求項4】
前記多段搬送部を、ライン上流側と下流側に並設した二以上の同種又は同一の作業機にそれぞれ配設したことを特徴とする請求項3記載の基板搬送装置。
【請求項5】
前記作業用搬送部と送り用搬送部とをそれぞれベルトコンベアとしたことを特徴とする請求項1〜4いずれか記載の基板搬送装置。
【請求項6】
電子機器の製造ラインにおいてプリント基板の外観をカメラで撮影して検査を行う外観検査装置であって、請求項1〜5いずれか記載の基板搬送装置を備えたことを特徴とする外観検査装置。
【請求項7】
前記カメラをXY方向に移動させて前記プリント基板の撮影を行うエリアカメラ方式を採用したことを特徴とする請求項6記載の外観検査装置。
【請求項8】
請求項4又は5記載の基板搬送装置を用いた電子機器の製造方法であって、
一の作業機の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の作業機が所定作業を実行する工程と、
前記一の作業機の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の作業機の作業用搬送部に搬出する工程と、
前記他の作業機の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の作業機が所定作業を実行する工程と、
前記一の作業機による所定作業の終了後、前記多段搬送部が下降し、前記一の作業機の作業用搬送部が、前記一のプリント基板を前記他の作業機の送り用搬送部に搬出する工程と、
前記他の作業機の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、
前記他の作業機による所定作業の終了後、前記多段搬送部が下降し、前記他の作業機の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程と
を含むことを特徴とする電子機器の製造方法。
【請求項9】
請求項4又は5記載の基板搬送装置を備えた請求項6又は7記載の外観検査装置を用いた電子機器の外観検査方法であって、
一の外観検査装置の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の外観検査装置が検査を実行する工程と、
前記一の外観検査装置の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の外観検査装置の作業用搬送部に搬出する工程と、
前記他の外観検査装置の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の外観検査装置が検査を実行する工程と、
前記一の外観検査装置による所定作業の終了後、前記多段搬送部が下降し、前記一の外観検査装置の作業用搬送部が、前記一のプリント基板を前記他の外観検査装置の送り用搬送部に搬出する工程と、
前記他の外観検査装置の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、
前記他の外観検査装置による検査の終了後、前記多段搬送部が下降し、前記他の外観検査装置の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程と
を含むことを特徴とする電子機器の外観検査方法。
【請求項1】
電子機器の製造ラインにおいてプリント基板を搬送する基板搬送装置であって、
ライン上流側から搬入された一のプリント基板を位置決め保持し、一の作業機による所定作業の終了後に、該一のプリント基板をライン下流側に般出する作業用搬送部と、
前記所定作業の実行中に、ライン上流側から搬入された他のプリント基板をライン下流側に搬出する送り用搬送部とを備えたことを特徴とする基板搬送装置。
【請求項2】
前記作業用搬送部と送り用搬送部とを少なくとも一台ずつ上下に並設した多段搬送部を備え、該多段搬送部を昇降させることにより、前記作業用搬送部と送り用搬送部とを、ライン上流側又は下流側に配設した搬送手段と選択的に連続させることを特徴とする請求項1記載の基板搬送装置。
【請求項3】
ライン上流側と下流側に二以上の前記多段搬送部を並設し、各多段搬送部を昇降させることにより、互いの前記作業用搬送部と送り用搬送部、前記作業用搬送部どうし、又は前記送り用搬送部どうしを選択的に連続させることを特徴とする請求項2記載の基板搬送装置。
【請求項4】
前記多段搬送部を、ライン上流側と下流側に並設した二以上の同種又は同一の作業機にそれぞれ配設したことを特徴とする請求項3記載の基板搬送装置。
【請求項5】
前記作業用搬送部と送り用搬送部とをそれぞれベルトコンベアとしたことを特徴とする請求項1〜4いずれか記載の基板搬送装置。
【請求項6】
電子機器の製造ラインにおいてプリント基板の外観をカメラで撮影して検査を行う外観検査装置であって、請求項1〜5いずれか記載の基板搬送装置を備えたことを特徴とする外観検査装置。
【請求項7】
前記カメラをXY方向に移動させて前記プリント基板の撮影を行うエリアカメラ方式を採用したことを特徴とする請求項6記載の外観検査装置。
【請求項8】
請求項4又は5記載の基板搬送装置を用いた電子機器の製造方法であって、
一の作業機の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の作業機が所定作業を実行する工程と、
前記一の作業機の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の作業機の作業用搬送部に搬出する工程と、
前記他の作業機の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の作業機が所定作業を実行する工程と、
前記一の作業機による所定作業の終了後、前記多段搬送部が下降し、前記一の作業機の作業用搬送部が、前記一のプリント基板を前記他の作業機の送り用搬送部に搬出する工程と、
前記他の作業機の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、
前記他の作業機による所定作業の終了後、前記多段搬送部が下降し、前記他の作業機の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程と
を含むことを特徴とする電子機器の製造方法。
【請求項9】
請求項4又は5記載の基板搬送装置を備えた請求項6又は7記載の外観検査装置を用いた電子機器の外観検査方法であって、
一の外観検査装置の作業用搬送部が、ライン上流側から搬入された一のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記一の外観検査装置が検査を実行する工程と、
前記一の外観検査装置の送り用搬送部が、ライン上流側から搬入された他のプリント基板を他の外観検査装置の作業用搬送部に搬出する工程と、
前記他の外観検査装置の作業用搬送部が、搬入された前記他のプリント基板を位置決め保持し、前記多段搬送部が上昇した後、前記他の外観検査装置が検査を実行する工程と、
前記一の外観検査装置による所定作業の終了後、前記多段搬送部が下降し、前記一の外観検査装置の作業用搬送部が、前記一のプリント基板を前記他の外観検査装置の送り用搬送部に搬出する工程と、
前記他の外観検査装置の送り用搬送部が、搬入された前記一のプリント基板をライン下流側に搬出する工程と、
前記他の外観検査装置による検査の終了後、前記多段搬送部が下降し、前記他の外観検査装置の作業用搬送部が、前記他のプリント基板をライン下流側に搬出する工程と
を含むことを特徴とする電子機器の外観検査方法。
【図1】


【図2】
【図3】

【図4】

【図5】
【図6A】
【図6B】
【図6C】
【図7A】
【図7B】
【図8A】
【図8B】
【図8C】

【図8D】
【図8E】

【図8F】

【図9A】
【図9B】
【図9C】

【図9D】
【図9E】

【図9F】
【図9G】
【図10】

【図2】
【図3】
【図4】
【図5】
【図6A】
【図6B】
【図6C】
【図7A】
【図7B】
【図8A】
【図8B】
【図8C】
【図8D】
【図8E】
【図8F】
【図9A】
【図9B】
【図9C】
【図9D】
【図9E】
【図9F】
【図9G】
【図10】
【公開番号】特開2006−339238(P2006−339238A)
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願番号】特願2005−159302(P2005−159302)
【出願日】平成17年5月31日(2005.5.31)
【出願人】(000005854)丸紅株式会社 (11)
【Fターム(参考)】
【公開日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願日】平成17年5月31日(2005.5.31)
【出願人】(000005854)丸紅株式会社 (11)
【Fターム(参考)】
[ Back to top ]