
塗工ヘッドおよび塗工装置
【課題】塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能な塗工ヘッドおよび塗工装置を提供することである。
【解決手段】塗工ヘッド12は、塗布用開口30と、加熱用開口32と、冷却用開口34と、を有し、冷却用開口は、加熱用開口と隣接して配置される。塗工ヘッド12を適用した塗工装置は、塗工ヘッド12のほかに、塗工対象を保持する保持テーブル24と、塗工ヘッド12を移動させる駆動部20と、制御部22と、を備え、制御部22は、塗工ヘッド12の塗布用開口30と加熱用開口32とが配置される方向に沿って加熱用開口32に対して塗布用開口30が先頭となるように、塗工ヘッド12を塗工対象に対して相対的に移動させながら、塗布液を吐出させ、塗布液の吐出と連動して、加熱媒体の吹出し及び冷却媒体の吹出しを実行する。
【解決手段】塗工ヘッド12は、塗布用開口30と、加熱用開口32と、冷却用開口34と、を有し、冷却用開口は、加熱用開口と隣接して配置される。塗工ヘッド12を適用した塗工装置は、塗工ヘッド12のほかに、塗工対象を保持する保持テーブル24と、塗工ヘッド12を移動させる駆動部20と、制御部22と、を備え、制御部22は、塗工ヘッド12の塗布用開口30と加熱用開口32とが配置される方向に沿って加熱用開口32に対して塗布用開口30が先頭となるように、塗工ヘッド12を塗工対象に対して相対的に移動させながら、塗布液を吐出させ、塗布液の吐出と連動して、加熱媒体の吹出し及び冷却媒体の吹出しを実行する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗工ヘッドおよび塗工ヘッドを備えた塗工装置に関する。
【背景技術】
【0002】
各種工業製品の塗工するものとして、例えば、特許文献1には、上型と下型との間に塗工対象を配して密閉された環状の電着室を形成し、循環ポンプを作動させて電着室内に電着塗装液を送り込むと共に、電着室内に配された正電極と塗工対象に接触する負電極との間に電圧を印加することにより塗工対象に対して電着塗装を行う工程と、電着塗装液の循環を止めて電着塗装液を電着塗装液タンクに回収した後、ブロワおよびヒータを動作させて加熱した空気を電着室内に送り込むことにより塗工対象を乾燥させる工程とを含む塗工方法等が開示されている。
【0003】
また、特許文献2には、ノズルの先端から毛細管現象により塗布液を流出させて塗工対象上の全面に亘って塗布液を塗布するスリットコート式塗布装置において、塗工対象が保持される保持テーブルと、保持テーブルの塗工対象側に設けられた塗布ヘッドと、保持テーブルの塗工対象側に塗布ヘッドと並設された加熱手段および冷却手段と、塗布ヘッドと加熱手段との間に設けられた遮蔽板とを具備することが開示されている。この例によれば、塗布液が塗布されてから乾燥までのタイムラグを短縮して塗布液の塗布ムラ、乾燥ムラおよびひけ等が発生することを防止できるとともに、冷却手段により塗工対象の余熱による反りを防止できると述べられている。
【0004】
【特許文献1】特開2006-80026号公報
【特許文献2】特開2005-218969号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の方法では、塗布液の塗布工程と乾燥工程とが独立しているため、塗工時間の短縮には限界がある。また、乾燥工程時間を短くするために電着室内に送り込む加熱した空気の温度を高温にすることが考えられるが、その場合、塗工対象が熱によって歪むこと、いわゆる熱歪みが問題となる。一方、特許文献2のスリットコート式塗布装置では、装置が大掛かりであるためコストが増大し、また、スリットコートノズルにより塗工対象上の全面に亘って塗布液が塗布されるため塗工対象の特定部分を選択的に塗工することが困難である。上記のように、従来技術によれば、塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することは限界がある。
【0006】
本発明の目的は、塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能な塗工ヘッドおよび塗工装置を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る塗工ヘッドは、塗布液を吐出する塗布用開口と、加熱媒体を吹出す加熱用開口と、冷却媒体を吹出す冷却用開口と、を有し、冷却用開口は、加熱用開口と隣接して配置されることを特徴とする。
【0008】
また、塗工ヘッドにおいて、冷却用開口は、塗布用開口と加熱用開口とが配置される方向に直交する方向に沿って加熱用開口の両側に配置されることが好ましい。
【0009】
また、塗工ヘッドにおいて、加熱用開口と冷却用開口とは、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状を有することが好ましい。
【0010】
本発明に係る塗工装置は、塗布用開口と、加熱用開口と、冷却用開口と、を有し、冷却用開口は加熱用開口と隣接して配置される塗工ヘッドと、塗工対象を保持する保持テーブルと、塗工ヘッドを保持テーブルに対し相対的に移動させる駆動部と、制御部と、を備え、制御部は、駆動部に対し、塗工ヘッドの塗布用開口と加熱用開口とが配置される方向に沿って加熱用開口に対して塗布用開口が先頭となるように、塗工ヘッドを塗工対象に対して相対的に移動させる手段と、塗工ヘッドを塗工対象に対して相対的に移動させながら、塗工ヘッドの塗布用開口から塗布液を吐出させる手段と、塗布液の吐出と連動して、塗工ヘッドの加熱用開口から加熱媒体を吹出させる手段と、加熱媒体の吹出しと共に、塗工ヘッドの冷却用開口から冷却媒体を吹出させる手段と、を有することを特徴とする。
【発明の効果】
【0011】
上記構成の少なくとも一つにより、塗工ヘッドは、塗布用開口と、加熱用開口と、冷却用開口とを有し、冷却用開口は、加熱用開口と隣接して配置されるので、一つの塗工ヘッドを用いて、塗布液の吐出と塗布液の乾燥のための加熱処理とを行うことができる。また、塗工対象の熱歪み発生も抑制することができる。したがって、一つの塗工ヘッドを用いて、塗工対象の特定部分を選択的に塗工できるとともに、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能となる。
【0012】
また、塗工ヘッドにおいて、冷却用開口は、塗布用開口と加熱用開口とが配置される方向に直交する方向に沿って加熱用開口の両側に配置されるので、加熱処理による熱が塗工対象の広い領域に亘って伝搬することを防止し、塗工対象の熱歪みの発生をより効果的に抑制することが可能となる。
【0013】
また、塗工ヘッドにおいて、加熱用開口と冷却用開口とは、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状を有するので、加熱処理時間および冷却処理時間を長く取ることができ、加熱温度を低くして塗工対象の急激な温度上昇を防止することが可能となる。したがって、塗工対象の熱歪みの発生をより効果的に抑制することが可能となる。
【0014】
上記構成の少なくとも一つにより、塗工装置は、駆動部に対し塗工ヘッドの塗布用開口と加熱用開口とが配置される方向に沿って加熱用開口に対して塗布用開口が先頭となるように、塗工ヘッドを塗工対象に対して相対的に移動させながら塗工ヘッドの塗布用開口から塗布液を吐出させ、塗布液の吐出と連動して塗工ヘッドの加熱用開口から加熱媒体を吹出させ、加熱媒体の吹出しと共に塗工ヘッドの冷却用開口から冷却媒体を吹出させるので、塗布液の吐出と加熱処理とを連動して行って工程時間を短縮することができる。また、加熱処理と共に冷却処理を行って両処理間のタイムラグをなくすことができる。したがって、塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能となる。
【発明を実施するための最良の形態】
【0015】
以下に図面を用いて本発明に係る実施の形態につき、詳細に説明する。以下においては、塗工対象は燃料電池の構成材料であるメタルセパレータ基板として説明するが、塗工対象は、これ以外の基板、例えば電極材料やプリント配線基板等であってもよい。また、塗布液はプライマ溶液として説明するが、各種塗料、接着剤、シーリング剤およびコーティング剤等の各種溶液であってもよい。なお、プライマ溶液とは、接着性を向上するために使用される接着剤下塗り剤の有機溶剤溶液である。
【0016】
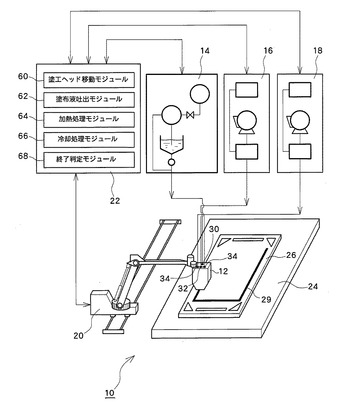
図1は、塗工装置10の構成を示す図である。塗工装置10は、塗工ヘッド12と、塗布液供給部14と、加熱媒体供給部16と、冷却媒体供給部18と、駆動部20と、制御部22と、保持テーブル24を含んで構成される。図1には、塗工装置10の構成要素ではないが、塗工対象としてメタルセパレータ基板26と、メタルセパレータ基板26上に形成された塗工ライン29が図示されている。なお、塗工ライン29は、幅を有する線状のプライマのラインであって、加熱乾燥されて有機溶剤を含まないラインである。塗布ライン28とは、有機溶剤を含むプライマ溶液からなるラインである。
【0017】
メタルセパレータ基板26は、金属材質の薄板であり、中央部に、燃料ガス、酸化ガスおよび冷媒の流路等が形成され、膜電極接合体(Membran Electrode Assembly:MEA)と積層して使用されるものである。メタルセパレータ基板26とMEAとの接合は、メタルセパレータ基板の周辺端部に接着剤を塗布してなされるが、接着性を向上させるためにプライマの下塗りを行うのが一般的である。
【0018】
塗工ヘッド12は、メタルセパレータ基板26上の特定部位に対して、プライマ溶液の吐出と、加熱媒体の吹出しと、冷却処理の吹出しとを行う機能を有する部材である。ここで特定部位とは、プライマの塗工を行いたい部位であって、接着剤を塗布してメタルセパレータ基板26とMEAとが接合する部位を意味する。図1では、この特定部位は、メタルセパレータ基板26の周辺端部に一定の幅をもって環状に記される接合部として示される。
【0019】
塗工ヘッド12には、塗布用開口30と、加熱用開口32と、冷却用開口34とが設けられる。塗布用開口30は、メタルセパレータ基板26上の特定部位に対してプライマ溶液を吐出して塗布ライン28(図5参照)を形成する機能を有する部分である。加熱用開口32は、メタルセパレータ基板26上に形成された塗布ライン28に対して加熱媒体を吹出して塗布ライン28を乾燥させる機能を有する部分である。冷却用開口34は、メタルセパレータ基板26上の加熱処理される箇所に隣接する箇所に対して冷却媒体を吹出して加熱処理による余熱を取り除く機能を有する部分である。なお、塗布用開口30と、加熱用開口32と、冷却用開口34の配置については後述する。
【0020】
塗布用開口30は後述する塗布液供給部14と、加熱用開口32は後述する加熱媒体供給部16と、冷却用開口34は後述する冷却媒体供給部18にそれぞれ接続される。接続用の配管等は、特に限定されないが、塗布用開口30と塗布液供給部14との接続配管は、耐溶剤性および耐高圧性を必要とするため、補強網を被覆した耐溶剤性の高い樹脂製チューブやSUS製配管等を使用することが好ましい。加熱用開口32と加熱媒体供給部16との接続配管は、耐熱性を必要とするため、耐熱性の高い樹脂製チューブやSUS製配管等を使用することが好ましい。
【0021】
塗布液供給部14は、制御部22の制御の下で、塗工ヘッド12の塗布用開口30に対して、塗布液であるプライマ溶液の供給を開始または供給を停止する機能を有する装置である。具体的には、塗布液供給部14は、塗布液タンク、高圧塗布液ポンプ、コンプレッサ、空気調整弁、塗料調整弁およびこれらの接続配管等を含み、制御ケーブルにより制御部22に接続されている。これらの構成要素の一部、例えば、塗布液タンク等を、外部置き、あるいは外部から供給されるものとしても良よい。高圧塗布液ポンプとしては、プランジャポンプやダイアフラムポンプ等が挙げられる。上記に説明した塗布液供給部14の構成は、エアレス吐出方式であるが、吐出方法は塗工ヘッド12を使用して行われるものであれば特に限定されず、エアースプレー方式、低気圧霧化スプレー塗工、静電塗工方式等でもよい。
【0022】
加熱媒体供給部16は、制御部22の制御の下で、塗工ヘッド12の加熱用開口30に対して、加熱媒体の供給を開始または供給を停止する機能を有する装置である。具体的には、加熱媒体供給部16は、電熱線等の加熱器、ブロアー、電源ユニットおよびこれらの接続配管等を含み、制御ケーブルにより制御部22に接続されている。なお、加熱媒体としては、専ら加熱された気体(空気、窒素など)が使用される。
【0023】
冷却媒体供給部18は、制御部22の制御の下で、塗工ヘッド12の冷却用開口32に対して、冷却媒体の供給を開始または供給を停止する機能を有する装置である。具体的には、冷却媒体供給部18は、フィン等を有する冷却器、ブロアー、冷媒供給器およびこれらの接続配管等を含み、制御ケーブルにより制御部22に接続されている。なお、冷却媒体としては、冷却された気体(空気、窒素、二酸化炭素など)、昇華性の固体(ドライアイスなど)および冷却された液体(液体窒素など)を使用することができる。
【0024】
保持テーブル24は、塗工対象であるメタルセパレータ基板26を保持するための機能を有する部材である。保持テーブル24としては、塗工対象を保持できるものであれば特に限定されず、可動式のX-Yテーブルやベルトコンベア等であってもよい。
【0025】
駆動部20は、制御部22の制御の下で、塗工ヘッド12を保持テーブル24に保持されたメタルセパレータ基板26に対して、相対的に移動させる機能を有する装置である。具体的には、駆動部20は、駆動モータ、可動式アーム、シリンダ、エンコーダおよびこれらの接続ケーブル等を含み、制御ケーブルにより制御部22に接続されている。
【0026】
上記のように、塗工ヘッド12は、駆動部20によって、保持テーブル24に保持されたメタルセパレータ基板26に対して相対的に移動させられるため、可動式のアームに支持されて保持テーブル24の上に設けられる。
【0027】
制御部22は、塗工装置10の各要素の作動を統一的に制御する機能を有する装置である。具体的には、駆動部20と、塗布液供給部14と、加熱媒体供給部16と、冷却媒体供給部18に指令を与え、塗工ヘッド12を所定の移動パターンで移動させながら、プライマ溶液の吐出と、加熱媒体の吹出しと、冷却媒体の吹出しとを行わせる機能を有する。かかる制御部22は、CPUと、塗工処理パラメータ等の入力に用いられる入力装置と、入力した塗工パラメータおよび塗工処理プログラムを記憶する記録装置と、入出力ポートとを備える装置であって、コンピュータで構成することができる。制御部22は、塗工ヘッド移動モジュール60と、塗布液吐出モジュール62と、加熱処理モジュール64と、冷却処理モジュール66、終了判定モジュール68とを含んで構成される。これらの各機能は、ソフトウェアを実行することで実現でき、具体的には、記憶装置に記憶された塗工プログラムを実行することにより実現できる。また、かかる機能の一部あるいは全部をハードウェアで実現するものとしてもよい。
【0028】
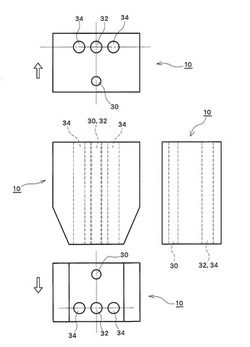
ここで、塗工ヘッド12の塗布用開口30と、加熱用開口32と、冷却用開口34の配置について、図2を用いて説明する。図2には、塗工ヘッド12の四面図が示される。図2に示すように、塗布用開口30と加熱用開口32とは、矢印で示される塗工ヘッド12の移動する方向に沿って配置される。このように塗布用開口30と加熱用開口32が移動方向に沿って配置されるので、一つの塗工ヘッド12を用いて、塗布ライン28の形成と塗布ライン28の加熱乾燥とを行うことが可能となる。冷却用開口26は、塗布用開口30と加熱用開口32とが配置される方向に直交する方向に沿って加熱用開口の両側に配置される。このように加熱用開口32の両側に冷却用開口34が配置されるので、一つの塗工ヘッド12を用いて、塗工ライン29の形成と加熱処理による余熱の除去とを行うことが可能となる。なお、塗布用開口30と加熱用開口32との配置関係は、塗布ライン28の形成と塗布ライン28の加熱乾燥とを連動して行って、工程時間の短縮を図る等の観点から、近接していることが好ましい。例えば、塗布用開口30から吐出されたプライマ溶液がメタルセパレータ基板26上に塗布される前に、プライマ溶液に含まれる有機溶剤が揮発しない距離をもって配置される。
【0029】
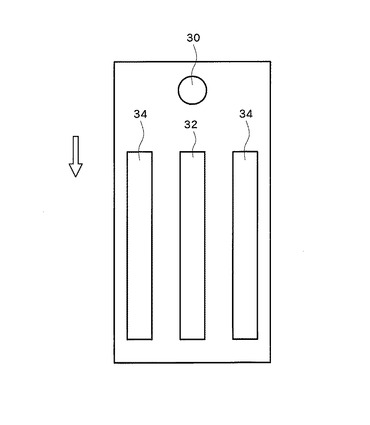
図3は、塗工ヘッド12の底面図である。なお、塗工ヘッド12の移動方向は矢印で示されている。加熱用開口と冷却用開口の形状が、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状である塗工ヘッド12を示す。このような開口形状とすれば、加熱処理時間および冷却処理時間を長く取ることができ、加熱温度を低くして塗工対象の急激な温度上昇を防止することが可能となる。したがって、塗工対象の熱歪みの発生をより効果的に抑制することが可能となる。
【0030】
上記構成の塗工装置10の作用、特に制御部22の機能について、図4のフローチャートを用いて以下に詳細に説明する。図4は、塗工装置10の塗工手順を示すフローチャートで、各手順は塗工プログラムの各処理手順に対応する。
【0031】
まず初めに、塗工ヘッド12は、塗工処理パラメータの記録情報に従って、保持テーブル上に保持されたメタルセパレータ基板26上のプライマ溶液吐出開始位置にセットされる(S10)。
【0032】
塗工ヘッド12は、塗工処理パラメータの記録情報に従って、プライマを塗工するメタルセパレータ基板26の特定部位上を移動する(S12)。この手順は、制御部22の塗工ヘッド移動モジュール60の機能によって実行される。
【0033】
塗工ヘッド12は、移動しながら、メタルセパレータ基板26の特定部位に対して、プライマ溶液を吐出する(S14)。この手順は、制御部22の塗布液吐出モジュール62の機能によって実行される。プライマ溶液の吐出は、塗工ヘッド12の塗布用開口30からなされ、塗布用開口30には、塗布液供給部14から、塗工処理パラメータの記録情報に基づいた量のプライマ溶液が供給される。S14において、メタルセパレータ基板26上の特定部位に、塗布ライン28が形成される。
【0034】
形成された塗布ライン28には、まだ有機溶剤が含まれているため、これを揮発させて乾燥させる必要がある。塗工ヘッド12は、移動しながら、プライマ溶液の吐出と連動して、塗布ライン28に対して、加熱媒体を吹出す(S16)。この手順は、制御部22の加熱処理モジュール64の機能によって実行される。加熱媒体の吹出しは、加熱用開口32からなされ、加熱用開口32には、加熱媒体供給部16から、塗工処理パラメータの記録情報に基づいた量の加熱媒体が供給される。S14において、塗布ライン28が加熱乾燥され、プライマの塗工ライン29が形成される。
【0035】
S16において、メタルセパレータ基板26が加熱されるため、余熱を排除してメタルセパレータ基板26の熱歪み発生を防止する必要がある。塗工ヘッド12は、移動しながら、プライマ溶液の吐出と連動して、加熱媒体を吹出すと共に、メタルセパレータ基板26上の加熱された箇所の両側に対して、冷却媒体を吹出す(S18)。この手順は、制御部22の冷却処理モジュール66の機能によって実行される。冷却媒体の吹出しは、冷却用開口34からなされ、冷却用開口34には、冷却媒体供給部18から、塗工処理パラメータの記録情報に基づいた量の冷却媒体が供給される。このように、加熱された箇所の周辺箇所が冷却されるので、余熱を排除してメタルセパレータ基板26の熱歪み発生を防止することができる。
【0036】
上記の手順により、メタルセパレータ基板26上の全ての特定部位に対して、所定の塗工ライン29が形成された場合には、塗工を終了する。一方、塗工ライン29を形成すべき、特定部位が残っている場合には、S12に戻ってS12からS18までの手順を繰り返す(S20)。この手順は、制御部22の終了判定モジュール68の機能によって実行される。
【0037】
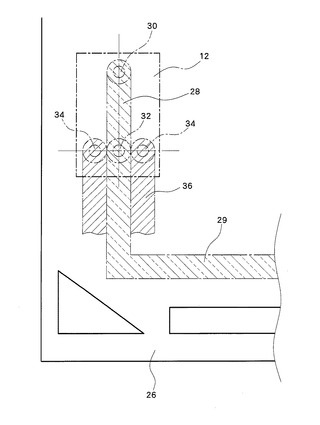
図5は、メタルセパレータ基板26に対してプライマを塗工する様子、特に塗工ヘッド12の各開口と塗布ライン28等との関係を示す図である。なお、肉眼では確認できないメタルセパレータ基板26上の冷却媒体が吹付けられて冷却される箇所36が示されている。上記のように、S14において、メタルセパレータ基板26上に、塗布ライン28が形成され、S16において、塗工ライン29が形成される。塗工ライン29の両側には、S18において、冷却媒体が吹付けられて冷却される箇所36が存在する。塗工ライン29と冷却される箇所36とは、同時に形成される。即ち、S16とS18とが同時に行われていることを意味する。
【0038】
上記では、加熱用開口32は、加熱媒体供給部16から供給される加熱媒体を吹出すとして説明したが、加熱用開口32にはそれ自体として加熱する機能を有していてもよく、例えば、加熱用開口32に電熱線や半導体加熱素子等の加熱器が設置されていてもよい。その場合、加熱媒体供給部16は加熱用開口32に設けられる加熱器に対して電力を供給する電源ユニット等から構成される。同様に、冷却用開口34についても、冷却媒体供給部16から供給される冷却媒体を吹付けるとして説明したが、冷却用開口34にはそれ自体として冷却する機能を有していてもよく、例えば、冷却用開口34に半導体冷却素子等の冷却器が設置されていてもよい。その場合、冷却媒体供給部18は加熱用開口34に設けられる冷却器に対して電力を供給する電源ユニット等から構成される。
【図面の簡単な説明】
【0039】
【図1】本発明に係る実施の形態における塗工装置の構成を示す図である。
【図2】本発明に係る実施の形態における塗工ヘッドの正面図、上面図、底面図および右側面図である。
【図3】本発明に係る実施の形態における塗工ヘッドの底面図である。
【図4】本発明に係る実施の形態における塗工手順を示すフローチャートである。
【図5】本発明に係る実施の形態におけるメタルセパレータ基板に対してプライマを塗工する様子、特に塗工ヘッドの各開口と塗布ライン等との関係を示す図である。
【符号の説明】
【0040】
10 塗工装置、12 塗工ヘッド、14 塗布液供給部、16 加熱媒体供給部、18 冷却媒体供給部、20 駆動部、22 制御部、24 保持テーブル、26 メタルセパレータ基板、28 塗布ライン、29 塗工ライン、30 塗布用開口、32 加熱用開口、34 冷却用開口、36 冷却される箇所、60 塗工ヘッド移動モジュール、62 塗布液吐出モジュール、64 加熱処理モジュール、66 冷却処理モジュール、68 終了判定モジュール。
【技術分野】
【0001】
本発明は、塗工ヘッドおよび塗工ヘッドを備えた塗工装置に関する。
【背景技術】
【0002】
各種工業製品の塗工するものとして、例えば、特許文献1には、上型と下型との間に塗工対象を配して密閉された環状の電着室を形成し、循環ポンプを作動させて電着室内に電着塗装液を送り込むと共に、電着室内に配された正電極と塗工対象に接触する負電極との間に電圧を印加することにより塗工対象に対して電着塗装を行う工程と、電着塗装液の循環を止めて電着塗装液を電着塗装液タンクに回収した後、ブロワおよびヒータを動作させて加熱した空気を電着室内に送り込むことにより塗工対象を乾燥させる工程とを含む塗工方法等が開示されている。
【0003】
また、特許文献2には、ノズルの先端から毛細管現象により塗布液を流出させて塗工対象上の全面に亘って塗布液を塗布するスリットコート式塗布装置において、塗工対象が保持される保持テーブルと、保持テーブルの塗工対象側に設けられた塗布ヘッドと、保持テーブルの塗工対象側に塗布ヘッドと並設された加熱手段および冷却手段と、塗布ヘッドと加熱手段との間に設けられた遮蔽板とを具備することが開示されている。この例によれば、塗布液が塗布されてから乾燥までのタイムラグを短縮して塗布液の塗布ムラ、乾燥ムラおよびひけ等が発生することを防止できるとともに、冷却手段により塗工対象の余熱による反りを防止できると述べられている。
【0004】
【特許文献1】特開2006-80026号公報
【特許文献2】特開2005-218969号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、特許文献1の方法では、塗布液の塗布工程と乾燥工程とが独立しているため、塗工時間の短縮には限界がある。また、乾燥工程時間を短くするために電着室内に送り込む加熱した空気の温度を高温にすることが考えられるが、その場合、塗工対象が熱によって歪むこと、いわゆる熱歪みが問題となる。一方、特許文献2のスリットコート式塗布装置では、装置が大掛かりであるためコストが増大し、また、スリットコートノズルにより塗工対象上の全面に亘って塗布液が塗布されるため塗工対象の特定部分を選択的に塗工することが困難である。上記のように、従来技術によれば、塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することは限界がある。
【0006】
本発明の目的は、塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能な塗工ヘッドおよび塗工装置を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る塗工ヘッドは、塗布液を吐出する塗布用開口と、加熱媒体を吹出す加熱用開口と、冷却媒体を吹出す冷却用開口と、を有し、冷却用開口は、加熱用開口と隣接して配置されることを特徴とする。
【0008】
また、塗工ヘッドにおいて、冷却用開口は、塗布用開口と加熱用開口とが配置される方向に直交する方向に沿って加熱用開口の両側に配置されることが好ましい。
【0009】
また、塗工ヘッドにおいて、加熱用開口と冷却用開口とは、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状を有することが好ましい。
【0010】
本発明に係る塗工装置は、塗布用開口と、加熱用開口と、冷却用開口と、を有し、冷却用開口は加熱用開口と隣接して配置される塗工ヘッドと、塗工対象を保持する保持テーブルと、塗工ヘッドを保持テーブルに対し相対的に移動させる駆動部と、制御部と、を備え、制御部は、駆動部に対し、塗工ヘッドの塗布用開口と加熱用開口とが配置される方向に沿って加熱用開口に対して塗布用開口が先頭となるように、塗工ヘッドを塗工対象に対して相対的に移動させる手段と、塗工ヘッドを塗工対象に対して相対的に移動させながら、塗工ヘッドの塗布用開口から塗布液を吐出させる手段と、塗布液の吐出と連動して、塗工ヘッドの加熱用開口から加熱媒体を吹出させる手段と、加熱媒体の吹出しと共に、塗工ヘッドの冷却用開口から冷却媒体を吹出させる手段と、を有することを特徴とする。
【発明の効果】
【0011】
上記構成の少なくとも一つにより、塗工ヘッドは、塗布用開口と、加熱用開口と、冷却用開口とを有し、冷却用開口は、加熱用開口と隣接して配置されるので、一つの塗工ヘッドを用いて、塗布液の吐出と塗布液の乾燥のための加熱処理とを行うことができる。また、塗工対象の熱歪み発生も抑制することができる。したがって、一つの塗工ヘッドを用いて、塗工対象の特定部分を選択的に塗工できるとともに、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能となる。
【0012】
また、塗工ヘッドにおいて、冷却用開口は、塗布用開口と加熱用開口とが配置される方向に直交する方向に沿って加熱用開口の両側に配置されるので、加熱処理による熱が塗工対象の広い領域に亘って伝搬することを防止し、塗工対象の熱歪みの発生をより効果的に抑制することが可能となる。
【0013】
また、塗工ヘッドにおいて、加熱用開口と冷却用開口とは、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状を有するので、加熱処理時間および冷却処理時間を長く取ることができ、加熱温度を低くして塗工対象の急激な温度上昇を防止することが可能となる。したがって、塗工対象の熱歪みの発生をより効果的に抑制することが可能となる。
【0014】
上記構成の少なくとも一つにより、塗工装置は、駆動部に対し塗工ヘッドの塗布用開口と加熱用開口とが配置される方向に沿って加熱用開口に対して塗布用開口が先頭となるように、塗工ヘッドを塗工対象に対して相対的に移動させながら塗工ヘッドの塗布用開口から塗布液を吐出させ、塗布液の吐出と連動して塗工ヘッドの加熱用開口から加熱媒体を吹出させ、加熱媒体の吹出しと共に塗工ヘッドの冷却用開口から冷却媒体を吹出させるので、塗布液の吐出と加熱処理とを連動して行って工程時間を短縮することができる。また、加熱処理と共に冷却処理を行って両処理間のタイムラグをなくすことができる。したがって、塗工対象の特定部分を選択的に塗工する方法において、塗工対象の熱歪みを発生させることなく工程時間を短縮することが可能となる。
【発明を実施するための最良の形態】
【0015】
以下に図面を用いて本発明に係る実施の形態につき、詳細に説明する。以下においては、塗工対象は燃料電池の構成材料であるメタルセパレータ基板として説明するが、塗工対象は、これ以外の基板、例えば電極材料やプリント配線基板等であってもよい。また、塗布液はプライマ溶液として説明するが、各種塗料、接着剤、シーリング剤およびコーティング剤等の各種溶液であってもよい。なお、プライマ溶液とは、接着性を向上するために使用される接着剤下塗り剤の有機溶剤溶液である。
【0016】
図1は、塗工装置10の構成を示す図である。塗工装置10は、塗工ヘッド12と、塗布液供給部14と、加熱媒体供給部16と、冷却媒体供給部18と、駆動部20と、制御部22と、保持テーブル24を含んで構成される。図1には、塗工装置10の構成要素ではないが、塗工対象としてメタルセパレータ基板26と、メタルセパレータ基板26上に形成された塗工ライン29が図示されている。なお、塗工ライン29は、幅を有する線状のプライマのラインであって、加熱乾燥されて有機溶剤を含まないラインである。塗布ライン28とは、有機溶剤を含むプライマ溶液からなるラインである。
【0017】
メタルセパレータ基板26は、金属材質の薄板であり、中央部に、燃料ガス、酸化ガスおよび冷媒の流路等が形成され、膜電極接合体(Membran Electrode Assembly:MEA)と積層して使用されるものである。メタルセパレータ基板26とMEAとの接合は、メタルセパレータ基板の周辺端部に接着剤を塗布してなされるが、接着性を向上させるためにプライマの下塗りを行うのが一般的である。
【0018】
塗工ヘッド12は、メタルセパレータ基板26上の特定部位に対して、プライマ溶液の吐出と、加熱媒体の吹出しと、冷却処理の吹出しとを行う機能を有する部材である。ここで特定部位とは、プライマの塗工を行いたい部位であって、接着剤を塗布してメタルセパレータ基板26とMEAとが接合する部位を意味する。図1では、この特定部位は、メタルセパレータ基板26の周辺端部に一定の幅をもって環状に記される接合部として示される。
【0019】
塗工ヘッド12には、塗布用開口30と、加熱用開口32と、冷却用開口34とが設けられる。塗布用開口30は、メタルセパレータ基板26上の特定部位に対してプライマ溶液を吐出して塗布ライン28(図5参照)を形成する機能を有する部分である。加熱用開口32は、メタルセパレータ基板26上に形成された塗布ライン28に対して加熱媒体を吹出して塗布ライン28を乾燥させる機能を有する部分である。冷却用開口34は、メタルセパレータ基板26上の加熱処理される箇所に隣接する箇所に対して冷却媒体を吹出して加熱処理による余熱を取り除く機能を有する部分である。なお、塗布用開口30と、加熱用開口32と、冷却用開口34の配置については後述する。
【0020】
塗布用開口30は後述する塗布液供給部14と、加熱用開口32は後述する加熱媒体供給部16と、冷却用開口34は後述する冷却媒体供給部18にそれぞれ接続される。接続用の配管等は、特に限定されないが、塗布用開口30と塗布液供給部14との接続配管は、耐溶剤性および耐高圧性を必要とするため、補強網を被覆した耐溶剤性の高い樹脂製チューブやSUS製配管等を使用することが好ましい。加熱用開口32と加熱媒体供給部16との接続配管は、耐熱性を必要とするため、耐熱性の高い樹脂製チューブやSUS製配管等を使用することが好ましい。
【0021】
塗布液供給部14は、制御部22の制御の下で、塗工ヘッド12の塗布用開口30に対して、塗布液であるプライマ溶液の供給を開始または供給を停止する機能を有する装置である。具体的には、塗布液供給部14は、塗布液タンク、高圧塗布液ポンプ、コンプレッサ、空気調整弁、塗料調整弁およびこれらの接続配管等を含み、制御ケーブルにより制御部22に接続されている。これらの構成要素の一部、例えば、塗布液タンク等を、外部置き、あるいは外部から供給されるものとしても良よい。高圧塗布液ポンプとしては、プランジャポンプやダイアフラムポンプ等が挙げられる。上記に説明した塗布液供給部14の構成は、エアレス吐出方式であるが、吐出方法は塗工ヘッド12を使用して行われるものであれば特に限定されず、エアースプレー方式、低気圧霧化スプレー塗工、静電塗工方式等でもよい。
【0022】
加熱媒体供給部16は、制御部22の制御の下で、塗工ヘッド12の加熱用開口30に対して、加熱媒体の供給を開始または供給を停止する機能を有する装置である。具体的には、加熱媒体供給部16は、電熱線等の加熱器、ブロアー、電源ユニットおよびこれらの接続配管等を含み、制御ケーブルにより制御部22に接続されている。なお、加熱媒体としては、専ら加熱された気体(空気、窒素など)が使用される。
【0023】
冷却媒体供給部18は、制御部22の制御の下で、塗工ヘッド12の冷却用開口32に対して、冷却媒体の供給を開始または供給を停止する機能を有する装置である。具体的には、冷却媒体供給部18は、フィン等を有する冷却器、ブロアー、冷媒供給器およびこれらの接続配管等を含み、制御ケーブルにより制御部22に接続されている。なお、冷却媒体としては、冷却された気体(空気、窒素、二酸化炭素など)、昇華性の固体(ドライアイスなど)および冷却された液体(液体窒素など)を使用することができる。
【0024】
保持テーブル24は、塗工対象であるメタルセパレータ基板26を保持するための機能を有する部材である。保持テーブル24としては、塗工対象を保持できるものであれば特に限定されず、可動式のX-Yテーブルやベルトコンベア等であってもよい。
【0025】
駆動部20は、制御部22の制御の下で、塗工ヘッド12を保持テーブル24に保持されたメタルセパレータ基板26に対して、相対的に移動させる機能を有する装置である。具体的には、駆動部20は、駆動モータ、可動式アーム、シリンダ、エンコーダおよびこれらの接続ケーブル等を含み、制御ケーブルにより制御部22に接続されている。
【0026】
上記のように、塗工ヘッド12は、駆動部20によって、保持テーブル24に保持されたメタルセパレータ基板26に対して相対的に移動させられるため、可動式のアームに支持されて保持テーブル24の上に設けられる。
【0027】
制御部22は、塗工装置10の各要素の作動を統一的に制御する機能を有する装置である。具体的には、駆動部20と、塗布液供給部14と、加熱媒体供給部16と、冷却媒体供給部18に指令を与え、塗工ヘッド12を所定の移動パターンで移動させながら、プライマ溶液の吐出と、加熱媒体の吹出しと、冷却媒体の吹出しとを行わせる機能を有する。かかる制御部22は、CPUと、塗工処理パラメータ等の入力に用いられる入力装置と、入力した塗工パラメータおよび塗工処理プログラムを記憶する記録装置と、入出力ポートとを備える装置であって、コンピュータで構成することができる。制御部22は、塗工ヘッド移動モジュール60と、塗布液吐出モジュール62と、加熱処理モジュール64と、冷却処理モジュール66、終了判定モジュール68とを含んで構成される。これらの各機能は、ソフトウェアを実行することで実現でき、具体的には、記憶装置に記憶された塗工プログラムを実行することにより実現できる。また、かかる機能の一部あるいは全部をハードウェアで実現するものとしてもよい。
【0028】
ここで、塗工ヘッド12の塗布用開口30と、加熱用開口32と、冷却用開口34の配置について、図2を用いて説明する。図2には、塗工ヘッド12の四面図が示される。図2に示すように、塗布用開口30と加熱用開口32とは、矢印で示される塗工ヘッド12の移動する方向に沿って配置される。このように塗布用開口30と加熱用開口32が移動方向に沿って配置されるので、一つの塗工ヘッド12を用いて、塗布ライン28の形成と塗布ライン28の加熱乾燥とを行うことが可能となる。冷却用開口26は、塗布用開口30と加熱用開口32とが配置される方向に直交する方向に沿って加熱用開口の両側に配置される。このように加熱用開口32の両側に冷却用開口34が配置されるので、一つの塗工ヘッド12を用いて、塗工ライン29の形成と加熱処理による余熱の除去とを行うことが可能となる。なお、塗布用開口30と加熱用開口32との配置関係は、塗布ライン28の形成と塗布ライン28の加熱乾燥とを連動して行って、工程時間の短縮を図る等の観点から、近接していることが好ましい。例えば、塗布用開口30から吐出されたプライマ溶液がメタルセパレータ基板26上に塗布される前に、プライマ溶液に含まれる有機溶剤が揮発しない距離をもって配置される。
【0029】
図3は、塗工ヘッド12の底面図である。なお、塗工ヘッド12の移動方向は矢印で示されている。加熱用開口と冷却用開口の形状が、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状である塗工ヘッド12を示す。このような開口形状とすれば、加熱処理時間および冷却処理時間を長く取ることができ、加熱温度を低くして塗工対象の急激な温度上昇を防止することが可能となる。したがって、塗工対象の熱歪みの発生をより効果的に抑制することが可能となる。
【0030】
上記構成の塗工装置10の作用、特に制御部22の機能について、図4のフローチャートを用いて以下に詳細に説明する。図4は、塗工装置10の塗工手順を示すフローチャートで、各手順は塗工プログラムの各処理手順に対応する。
【0031】
まず初めに、塗工ヘッド12は、塗工処理パラメータの記録情報に従って、保持テーブル上に保持されたメタルセパレータ基板26上のプライマ溶液吐出開始位置にセットされる(S10)。
【0032】
塗工ヘッド12は、塗工処理パラメータの記録情報に従って、プライマを塗工するメタルセパレータ基板26の特定部位上を移動する(S12)。この手順は、制御部22の塗工ヘッド移動モジュール60の機能によって実行される。
【0033】
塗工ヘッド12は、移動しながら、メタルセパレータ基板26の特定部位に対して、プライマ溶液を吐出する(S14)。この手順は、制御部22の塗布液吐出モジュール62の機能によって実行される。プライマ溶液の吐出は、塗工ヘッド12の塗布用開口30からなされ、塗布用開口30には、塗布液供給部14から、塗工処理パラメータの記録情報に基づいた量のプライマ溶液が供給される。S14において、メタルセパレータ基板26上の特定部位に、塗布ライン28が形成される。
【0034】
形成された塗布ライン28には、まだ有機溶剤が含まれているため、これを揮発させて乾燥させる必要がある。塗工ヘッド12は、移動しながら、プライマ溶液の吐出と連動して、塗布ライン28に対して、加熱媒体を吹出す(S16)。この手順は、制御部22の加熱処理モジュール64の機能によって実行される。加熱媒体の吹出しは、加熱用開口32からなされ、加熱用開口32には、加熱媒体供給部16から、塗工処理パラメータの記録情報に基づいた量の加熱媒体が供給される。S14において、塗布ライン28が加熱乾燥され、プライマの塗工ライン29が形成される。
【0035】
S16において、メタルセパレータ基板26が加熱されるため、余熱を排除してメタルセパレータ基板26の熱歪み発生を防止する必要がある。塗工ヘッド12は、移動しながら、プライマ溶液の吐出と連動して、加熱媒体を吹出すと共に、メタルセパレータ基板26上の加熱された箇所の両側に対して、冷却媒体を吹出す(S18)。この手順は、制御部22の冷却処理モジュール66の機能によって実行される。冷却媒体の吹出しは、冷却用開口34からなされ、冷却用開口34には、冷却媒体供給部18から、塗工処理パラメータの記録情報に基づいた量の冷却媒体が供給される。このように、加熱された箇所の周辺箇所が冷却されるので、余熱を排除してメタルセパレータ基板26の熱歪み発生を防止することができる。
【0036】
上記の手順により、メタルセパレータ基板26上の全ての特定部位に対して、所定の塗工ライン29が形成された場合には、塗工を終了する。一方、塗工ライン29を形成すべき、特定部位が残っている場合には、S12に戻ってS12からS18までの手順を繰り返す(S20)。この手順は、制御部22の終了判定モジュール68の機能によって実行される。
【0037】
図5は、メタルセパレータ基板26に対してプライマを塗工する様子、特に塗工ヘッド12の各開口と塗布ライン28等との関係を示す図である。なお、肉眼では確認できないメタルセパレータ基板26上の冷却媒体が吹付けられて冷却される箇所36が示されている。上記のように、S14において、メタルセパレータ基板26上に、塗布ライン28が形成され、S16において、塗工ライン29が形成される。塗工ライン29の両側には、S18において、冷却媒体が吹付けられて冷却される箇所36が存在する。塗工ライン29と冷却される箇所36とは、同時に形成される。即ち、S16とS18とが同時に行われていることを意味する。
【0038】
上記では、加熱用開口32は、加熱媒体供給部16から供給される加熱媒体を吹出すとして説明したが、加熱用開口32にはそれ自体として加熱する機能を有していてもよく、例えば、加熱用開口32に電熱線や半導体加熱素子等の加熱器が設置されていてもよい。その場合、加熱媒体供給部16は加熱用開口32に設けられる加熱器に対して電力を供給する電源ユニット等から構成される。同様に、冷却用開口34についても、冷却媒体供給部16から供給される冷却媒体を吹付けるとして説明したが、冷却用開口34にはそれ自体として冷却する機能を有していてもよく、例えば、冷却用開口34に半導体冷却素子等の冷却器が設置されていてもよい。その場合、冷却媒体供給部18は加熱用開口34に設けられる冷却器に対して電力を供給する電源ユニット等から構成される。
【図面の簡単な説明】
【0039】
【図1】本発明に係る実施の形態における塗工装置の構成を示す図である。
【図2】本発明に係る実施の形態における塗工ヘッドの正面図、上面図、底面図および右側面図である。
【図3】本発明に係る実施の形態における塗工ヘッドの底面図である。
【図4】本発明に係る実施の形態における塗工手順を示すフローチャートである。
【図5】本発明に係る実施の形態におけるメタルセパレータ基板に対してプライマを塗工する様子、特に塗工ヘッドの各開口と塗布ライン等との関係を示す図である。
【符号の説明】
【0040】
10 塗工装置、12 塗工ヘッド、14 塗布液供給部、16 加熱媒体供給部、18 冷却媒体供給部、20 駆動部、22 制御部、24 保持テーブル、26 メタルセパレータ基板、28 塗布ライン、29 塗工ライン、30 塗布用開口、32 加熱用開口、34 冷却用開口、36 冷却される箇所、60 塗工ヘッド移動モジュール、62 塗布液吐出モジュール、64 加熱処理モジュール、66 冷却処理モジュール、68 終了判定モジュール。
【特許請求の範囲】
【請求項1】
塗布液を吐出する塗布用開口と、
加熱媒体を吹出す加熱用開口と、
冷却媒体を吹出す冷却用開口と、
を有し、
冷却用開口は、加熱用開口と隣接して配置されることを特徴とする塗工ヘッド。
【請求項2】
請求項1に記載の塗工ヘッドにおいて、
冷却用開口は、塗布用開口と加熱用開口とが配置される方向に直交する方向に沿って加熱用開口の両側に配置されることを特徴とする塗工ヘッド。
【請求項3】
請求項1または2に記載の塗工ヘッドにおいて、
加熱用開口と冷却用開口とは、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状を有することを特徴とする塗工ヘッド。
【請求項4】
塗布用開口と、加熱用開口と、冷却用開口と、を有し、冷却用開口は加熱用開口と隣接して配置される塗工ヘッドと、
塗工対象を保持する保持テーブルと、
塗工ヘッドを保持テーブルに対し相対的に移動させる駆動部と、
制御部と、
を備え、
制御部は、
駆動部に対し、塗工ヘッドの塗布用開口と加熱用開口とが配置される方向に沿って加熱用開口に対して塗布用開口が先頭となるように、塗工ヘッドを塗工対象に対して相対的に移動させる手段と、
塗工ヘッドを塗工対象に対して相対的に移動させながら、塗工ヘッドの塗布用開口から 塗布液を吐出させる手段と、
塗布液の吐出と連動して、塗工ヘッドの加熱用開口から加熱媒体を吹出させる手段と、
加熱媒体の吹出しと共に、塗工ヘッドの冷却用開口から冷却媒体を吹出させる手段と、
を有することを特徴とする塗工装置。
【請求項1】
塗布液を吐出する塗布用開口と、
加熱媒体を吹出す加熱用開口と、
冷却媒体を吹出す冷却用開口と、
を有し、
冷却用開口は、加熱用開口と隣接して配置されることを特徴とする塗工ヘッド。
【請求項2】
請求項1に記載の塗工ヘッドにおいて、
冷却用開口は、塗布用開口と加熱用開口とが配置される方向に直交する方向に沿って加熱用開口の両側に配置されることを特徴とする塗工ヘッド。
【請求項3】
請求項1または2に記載の塗工ヘッドにおいて、
加熱用開口と冷却用開口とは、塗布用開口と加熱用開口とが配置される方向に沿った長辺を有する矩形形状を有することを特徴とする塗工ヘッド。
【請求項4】
塗布用開口と、加熱用開口と、冷却用開口と、を有し、冷却用開口は加熱用開口と隣接して配置される塗工ヘッドと、
塗工対象を保持する保持テーブルと、
塗工ヘッドを保持テーブルに対し相対的に移動させる駆動部と、
制御部と、
を備え、
制御部は、
駆動部に対し、塗工ヘッドの塗布用開口と加熱用開口とが配置される方向に沿って加熱用開口に対して塗布用開口が先頭となるように、塗工ヘッドを塗工対象に対して相対的に移動させる手段と、
塗工ヘッドを塗工対象に対して相対的に移動させながら、塗工ヘッドの塗布用開口から 塗布液を吐出させる手段と、
塗布液の吐出と連動して、塗工ヘッドの加熱用開口から加熱媒体を吹出させる手段と、
加熱媒体の吹出しと共に、塗工ヘッドの冷却用開口から冷却媒体を吹出させる手段と、
を有することを特徴とする塗工装置。
【図1】


【図2】

【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−220072(P2009−220072A)
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願番号】特願2008−69812(P2008−69812)
【出願日】平成20年3月18日(2008.3.18)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成21年10月1日(2009.10.1)
【国際特許分類】
【出願日】平成20年3月18日(2008.3.18)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]