
塗工ライナー及びそれを用いた段ボールシート

【課題】水性グラビア印刷の網点再現性、均一性に優れ、加工適性にも優れた美粧段ボール用のライナーとして用いることが出来る塗工ライナー及びそのライナーを用いた段ボールシートを提供する。
【解決手段】少なくとも2層以上の多層抄きで構成される原紙の片面に顔料と接着剤とを含有する塗工層を設けてなる塗工ライナーにおいて、該塗工層中に顔料としてタルク及び製紙スラッジを燃焼処理して得られる再生顔料を含有し、且つ塗工後にカレンダーで平滑化処理し、該塗工面の王研式平滑度が50〜1000秒の範囲であることを特徴とする塗工ライナー。
【解決手段】少なくとも2層以上の多層抄きで構成される原紙の片面に顔料と接着剤とを含有する塗工層を設けてなる塗工ライナーにおいて、該塗工層中に顔料としてタルク及び製紙スラッジを燃焼処理して得られる再生顔料を含有し、且つ塗工後にカレンダーで平滑化処理し、該塗工面の王研式平滑度が50〜1000秒の範囲であることを特徴とする塗工ライナー。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗工ライナー及びそのライナーを用いた段ボールシートに関する。特に、水性グラビア印刷の網点再現性、均一性に優れた美粧段ボール用のライナーとして用いることが出来るものである。
【背景技術】
【0002】
一般に、ライナーは2〜9層程度の多層抄きされた厚紙で、2層の場合は裏層、3層以上の場合は中層にコスト及び省資源を目的として、脱墨されない古紙パルプが使用される。ライナーは中芯原紙と組み合わせて段ボールシートに加工され、各種包装箱等に使用されるが、近年段ボール箱の機能が、商品を保管・輸送などの流通過程で受ける物理的な力から守るだけでなく、商品が詰められたまま展示、あるいはセリ等に見られるように商品の顔としての機能を付加するために多色印刷が多く行われようになった。通常のクラフト色以外に、見栄えのある目立つ多色印刷が行われる美粧ライナーと呼ばれるライナーは、表層に晒パルプや上白古紙パルプを配合したり、白色顔料塗料を塗工し、表面の白色度を高めるたりすることによって製造されていた。また、表層のみの対策はコストがかかることから、表下層(表層の直下の層)にもある程度白色度のあるパルプを用いて、中層の色を隠蔽する作用を持たせることもある。この様な白色度の高い外観を持ったものは、白紙面だけでなく、これに印刷した場合、印刷面が美麗かつ鮮やかに見える効果を与える。このため、この種のライナーを使用して、カラー印刷を施した段ボ−ル箱は、人の目を引く効果が高く、更に、内容物を忠実に表するために、内容物の優良性を強く訴えることが出来る優れた面がある。近年、量販店を中心に、店頭に段ボ−ル箱に製品を詰めたまま販売するということがよく見受けられるようになって来ており、この点からも印刷面が美麗で鮮やかなライナーが求められている。
【0003】
このため、ライナー表面の白色度と色相を所定の範囲に調整することにより、白紙外観、印刷外観も深みのある落ち着いた視覚効果を与えるライナーが開示されている(特許文献1参照)。また、顔料とバインダーを主成分として含有する塗工層により、白色度と色相及び光沢を特定範囲に調整することにより白紙面では落ち着いた視覚効果を与えるとともに、印刷の文字が読み易く、さらにカラー印刷するとインキ発色性、印刷光沢が良好で印刷面が鮮明な美粧ライナーが開示されている(特許文献2参照)。しかしながら、これらの開示はいずれもライナーとしての色相を規定しているだけで、グラビア印刷における網点再現性を十分満足させる提案になっていない。ライナーの表層に顔料とバインダーを含む塗被層を設け、耐油度(キット数)を12級以上としたライナーが開示されている(特許文献3参照)。このライナーは耐油度レベルが高すぎ、優れた水性のグラビア印刷の網点再現性は得られない。
【0004】
さらに、白紙光沢および印刷光沢に優れた塗工ライナーを得るために、塗被層面の平滑度特性として、加圧型平滑度計で加圧条件5kgf/cm2で測定したときの平滑度が3.0μm以下で、20kgf/cm2で測定した平滑度との比が0.3〜0.8である塗工ライナーが提案されている(特許文献4参照)。この提案は、フレキソ印刷においてモトリングの発生の無いことを目的としており、水性グラビア印刷において、規定の平滑性では塗被層のインキ転移性が劣り、網点再現性として不十分なレベルでしか得られない。
【0005】
顔料塗工層にアルキルケテンダイマーを主成分とするゼータ電位が−5mV〜5mVのサイズ剤を、顔料100質量部対比、アルキルケテンダイマー成分で0.2〜0.8重量部配合することにより、グラビアの網点再現性とオフセット印刷時の耐水性改善、印刷加工適性、表面加工適性の優れた塗工紙が提案されている(特許文献5参照)。この提案では、水性のグラビア印刷については、何も示唆されておらず、また、使用する顔料によっては上記の配合部数であっても塗料粘度が上昇する恐れがあり、安定的に生産するのが困難である。
【0006】
グラビア印刷における網点の欠落が少なく、且つ白紙光沢及び印刷光沢に優れる塗工ライナーとして、顔料と接着剤を主成分とする水性組成物をライナー原紙に塗工する際のその水性組成物中の顔料組成として(a)焼成カオリンが20〜70重量部、(b)構造化カオリンおよび/またはデラミネーテッドカオリンが15〜77重量部、および(c)有機ピグメントが3〜20重量部含有せしめられ、かつ(a)+(b)+(c)の合計が70重量部以上である塗工ライナーが開示されている(特許文献6参照)。しかしながら、この提案は、有機ピグメントがインキ中の溶剤を吸収し膨潤するとの記載があることから、油性のグラビアを対象としており、水性と油性では、その求める品質に大きな差があり、水性のグラビア印刷に対して、優れた効果を発揮しない。
【0007】
オフセット及びグラビア印刷に共用可能で、いずれの印刷適性にも優れた塗工白板紙として、2層の塗被層を有し、下塗り層の顔料として、焼成クレー、構造化カオリンおよびデラミネーテッドクレーから選ばれる少なくとも1種の顔料を全顔料あたり固形分対比で30〜70質量%含有し、接着剤としてガラス転移温度が−50〜−5℃の重合体ラテックスを使用し、上塗り層の接着剤としてガラス転移温度が0℃以上のラテックスを使用することが提案されている。これは、両印刷方式に対応するため、下塗り層にクッション性を持たせてグラビア印刷時の版との密着性を促進させ、上塗り層にオフセットのパイリングを防ぐこと機能を持たせることを特徴としている(特許文献7参照)。しかしながら、水性のグラビア印刷についての記載は一切なく、水性グラビア印刷においては、油性と比較して塗工層にインキが吸収し難く、この提案では、水性グラビア印刷に対して優れた品質が得られない。
【0008】
近年、環境保全の観点から生産に伴う活動からの産業廃棄物削減を余儀なくされている。製紙業界においても、製紙スラッジの処理が問題となってきている。製紙スラッジとは、製紙材料であるパルプなどの繊維分、澱粉や合成接着剤を主とする有機物や白色顔料を主とする無機物で利用されずに廃水中に混ざって処理される固形原料、さらにはパルプ化工程で洗い出されたリグニン、微細繊維、あるいは古紙由来の製紙用填料、それに付着した印刷インキ、および生物廃水処理工程から生じる余剰汚泥からなる。その生物廃水処理工程で生じる余剰汚泥以外の主な製紙スラッジの発生源は、抄紙時にワイヤーを通過して流出したもの、古紙処理工程での混入異物除去、脱墨処理や洗浄過程で発生したもの、およびパルプ化工程での洗浄過程で発生したものであり、これらの固形物を含む廃水は、沈殿あるいは浮上などを利用した固形分分離装置によりその固形分が分離、回収され、その後、必要に応じて活性スラッジ処理等の生物処理が施された後、放流される。このような処理によって分離、回収された固形分や廃水の最終生物処理によって発生する余剰汚泥が製紙スラッジとなる。
【0009】
このような製紙工場から発生した製紙スラッジは、従来は、産業廃棄物として、そのまま埋め立て処分されることが多かったのに対し、最近は流動床炉やストーカ炉等の焼却炉でスラッジ中の有機物を燃焼させてエネルギーとして回収すると同時に、製紙スラッジの減容化が図られている。しかし、製紙スラッジ中には無機物も含まれるため、燃焼後には多量の残渣(焼却灰)が残るという問題がある。現在、焼却灰の一部はセメントに混合されたり、製鉄の酸化防止剤、土壌改良剤等にも使用されたりしているが、大半は産業廃棄物として埋め立て処分されている。今後、古紙の再利用が進むにつれて、極めて製紙スラッジが大量になり、廃棄物処理が次第に困難になる。また、年々高騰している処理費用が紙パルプ工業の収益を圧迫することが予想される。このため、古紙を再生している製紙業界においては、製紙スラッジの問題は極めて深刻で、その対策の一環としてその有効活用が強く求められている。このため、製紙スラッジ焼却灰(無機物)を製紙用材料である製紙用填料や塗工用顔料として、再利用することが出来れば、産業廃棄物の削減のみならず、古紙利用率の向上にも結びつけることができ、環境対策上の問題も解消することができる。このような社会的環境を理由に製紙スラッジを製紙用材料へ再生、再利用するための方法が多数検討されており、その製紙スラッジから再生顔料を得る方法として、製紙スラッジを焼却炉で焼却した焼却灰を再燃焼させることにより、未燃焼カーボンを燃焼させ白色度を向上させる方法(特許文献8)、製紙スラッジを成形し、内燃式ロータリーキルンなどで焼却し、粉砕する方法(特許文献9)、製紙スラッジの有機化合物を焼却する第一段階と、過剰の酸素供給下で残留炭質物質を焼却する第二段階の熱処理後、熱処理生成物を水性懸濁液にし、二酸化炭素を吹き込む方法(特許文献10)、製紙スラッジを乾燥後、燃焼炉で有機分を完全に燃焼させ粗粉砕あるいは微粉砕後に水分散液とし、二酸化炭素ガスを吹き込む方法(特許文献11)といった多段燃焼、燃焼の間に粉砕処理するといった方法等が提案されている。
【0010】
【特許文献1】特開2001−146697号公報
【特許文献2】特開2002−317395号公報
【特許文献3】特開2007−154360号公報
【特許文献4】特開2000−314095号公報
【特許文献5】特開平11−269798号公報
【特許文献6】特開平11−279989号公報
【特許文献7】特開2002−363887号公報
【特許文献8】特開平11−310732号公報
【特許文献9】特開2002−167523号公報
【特許文献10】特開平10−29818号公報
【特許文献11】特開2002−356629号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、再生顔料、タルクを含有した塗工層を設け、水性グラビア印刷に対して優れた網点再現性、均一性を有した塗工ライナーおよびそれを用いた段ボールシートを提供するものである。
【課題を解決するための手段】
【0012】
本発明は、少なくとも2層以上の多層抄きで構成される原紙の片面に顔料と接着剤とを含有する塗工層を設けてなる塗工ライナーにおいて、該塗工層中の顔料としてタルク及び製紙スラッジを燃焼処理して得られる再生顔料を含有し、且つ塗工後にカレンダーで平滑化処理し、該塗工面の王研式平滑度が50〜1000秒の範囲である塗工ライナーである。
前記塗工層中の製紙スラッジを燃焼処理して得られる再生顔料の含有量が顔料100質量部に対して30〜95質量部であることが好ましい。
前記塗工層中のタルクの含有量が顔料100質量部に対して5〜50質量部であることが好ましい。
前記塗工層中の接着剤の含有量が顔料100質量部に対して10〜50質量部であることが好ましい。
前記塗工ライナーを用いた段ボールシートであることが好ましい。
【発明の効果】
【0013】
本発明によって、産業廃棄物として処分されている製紙スラッジを有効に活用して生成された再生顔料およびタルクを使用し、水性グラビア印刷の網点再現性、均一性に優れ、均一性に優れ、加工適性にも優れた塗工ライナーおよびそれを用いた段ボールシートを提供することが可能となった。
【発明を実施するための最良の形態】
【0014】
一般に、水性グラビア印刷は、印刷面の吸水性度合いによりインキの浸み込みが異なり、インキの発色性、印刷均一性および網点再現性に大いに影響する。このため吸水性およびインキのビヒクルを抑制するために適正な顔料を含む塗工層を設けることにある。水性グラビア印刷の吸水性の特性を満足させる検討を重ねた結果、塗工層に製紙スラッジを燃焼処理して得られる再生顔料とタルクを含有させ、カレンダー処理し、塗工面の平滑性をある範囲に調整することにより、印刷均一性および網点再現性の優れた塗工ライナーが得られることを見出した。
【0015】
製紙スラッジを燃焼処理して得られる再生顔料とタルクを塗工層に含有すると水性グラビアの網点再現性が向上する理由は必ずしも明らかではないが、製紙スラッジを燃焼処理して得られる再生顔料は、結晶構造が崩壊して非晶質な構造となっているものが多く、不透明性、多孔質でインキ吸収性に優れた性質を発現する。このことから、再生顔料のもつ空隙性によって、顔料中にインキを取り込み、またインキ中の溶剤が均一に吸収されて、インキ発色性の均一性が得られ、網点の再現性も得られるものと考える。ただし、再生顔料は、一般の顔料と比べると、焼成工程を経ているため、硬く、塗工層に含有した場合、塗工層面の摩擦抵抗を高めてしまう。一方、一般的に製紙用のタルクは、扁平顔料で被覆性に優れ、インキの受容性にも優れた性質を持ち、セディグラフによって測定した平均粒径が1〜5μm、クロライト含有率は0〜90%である。中でもクロライト含有率5〜50%のタルクの使用は、顔料の分散性と加工時の汚れを軽減させる効果のバランスがとれているため、より好ましい。さらに、タルクが塗工層に存在すると摩擦抵抗を低減させる性質を有し、塗工層表面が滑りやすくなる。製紙スラッジを燃焼処理して得られる再生顔料とタルクが共存することで、再生顔料の多孔性による水性グラビアインキの吸水性とタルクの優れたインキ受容性を有し、塗工層表面の摩擦抵抗性をバランスよく調整される。しかしながら、製紙スラッジを燃焼処理して得られる再生顔料は、その嵩高性、タルクは扁平性と粒子径が大きいために、いずれの顔料とも塗工後の平滑性は良くないため、塗工後にカレンダー処理を行い、塗工層表面を平滑化させることが必須である。このカレンダー処理により、グラビア版との密着性を向上させ、優れた水性グラビア印刷の網点再現性を発現できる。
【0016】
優れた水性グラビア印刷の網点再現性を発現するには、カレンダー処理後の塗工層表面の王研式平滑度が50〜1000秒の範囲が必要である。平滑度が50秒未満であると、水性グラビアの網点再現性に劣り、1000秒を超えると、グラビア版との密着性には優れるが、カレンダー処理条件が強すぎて、ライナーの通気性が損なわれ、水分バランスが崩れカールが発生したり、段ボールシートを作成する際、ライナーと中芯を加熱、加圧接着する工程で、接着不良を起こしたりする虞が生じる。
【0017】
ここで、再生顔料の含有量は廃棄物処理量を考慮すると1〜95質量部が望ましいが、グラビア印刷時の網点再現性をよりよく発揮するためには、30〜95質量部が好ましく、さらに好ましくは60〜90質量部である。タルクの含有量としては、顔料100質量部当たり、5〜50質量部が好ましい。クロライト含有率によりタルク配合部数は変わるものの、さらに好ましくは15〜40質量部である。
【0018】
また、タルクを含有した塗工層は上述の通り、表面を滑りやすくする性質があるので、段ボールシート加工時や製函加工時にライナー表面同士や機械との接触時に発生する汚れを低減する働きがあり、加工適性にも優れた性質を発現する。
【0019】
本発明における再生顔料の原料であるスラッジとは、工業的なプラントまたはプロセスの下水や工業廃水などから発生する廃棄物である。下水や工場廃水などには固形分が含まれているために、クラリフャイヤーや凝集沈殿槽で沈降分離されてから放流される。この際、廃棄物として廃水中に含まれる固形分がスラッジである。ここでは、製紙工場から排出されるスラッジを製紙スラッジとする。
【0020】
製紙スラッジから再生顔料とする無機粒子の硬度を低減させるために、スラッジ中の炭化水素物質が酸化される高い温度で焼却した灰粒子と水酸化カルシウムとのスラリーを作製し、スラリーを炭酸塩化して、灰粒子の表面に炭酸カルシウムを沈降させた複合粒状物質を製造する方法、その他の方法としては、焼却灰をアルカリ金属化合物と混合焼成することで高硬度化合物の生成を防止でき、混合焼成物を酸処理し、非晶質シリカ微粒子を製造する方法が適用できる。焼却灰を、ケイ酸を含むアルカリ溶液中に浸漬し、これを酸により中和することで、焼却灰をケイ酸などに包含させた多孔性粒体を製造する方法により得られた再生顔料も使用できる。
【0021】
そこで、製紙スラッジより再生顔料となる無機粒子を得るための好ましい方法の一例を、以下に示す。図1は本発明で好適に用いられる再生顔料となる無機粒子の製造方法の基本フローシートを示す図であり、その基本フローシートに従って説明する。
【0022】
[スラッジ]
スラッジは本発明に係る再生顔料となる無機粒子の原料となる。原料の製紙スラッジは、パルプ化工程、紙製造工程、古紙再生工程などの製紙工場の各種工程から排出される廃水に対してスラッジ回収処理として、凝集・沈殿・濃縮・脱水等の工程を適宜組合せて行って、各廃水が含有する固形分を回収したもの(製紙スラッジ各種)を、単独、または混合して適宜原料スラッジとして用いることができる。このうち古紙再生工程からのスラッジについては、古紙脱墨工程の加圧浮上(フローテーション、または浮選)および/または洗浄によって古紙パルプから分離排出される脱墨廃液に対して凝集および脱水処理を行い、脱墨排水中の固形分を脱墨スラッジとして回収することが推奨される。また、白色度の低い古紙原料からスラッジを回収する場合には、古紙再生工程における脱墨処理及び浮選処理を充分に行い、カーボンブラックなどを含むインク粒子をできるだけ除去しておくのがよく、必要に応じて複数回のスラッジの加圧浮上工程および/または洗浄工程を追加することもできる。また、古紙脱墨工程から回収する脱墨スラッジについては、上質古紙、新聞古紙、雑誌(塗工紙系)古紙などに分別して古紙種類毎の脱墨スラッジを調製し、必要に応じてこれらの古紙種類別脱墨古紙を単独、または混合して適宜原料スラッジとして用いることができる。
【0023】
なお、製紙スラッジ中の無機成分(灰分)は、製紙用填料や塗工紙用顔料に由来するカオリン(クレー)および炭酸カルシウムが無機成分全体の約80〜95質量%を占める主成分であり、タルク、二酸化チタンなどが少量混在している。前記無機成分の主成分であるカオリン、および炭酸カルシウムの比率は処理する古紙の種類等によって多少のばらつきはあるが、概ねカオリン/炭酸カルシウムの重量比で20/80〜80/20の範囲である。また、上記無機成分(灰分)中のカルシウム(CaO換算)、アルミニウム(Al2O3換算)およびケイ素(SiO2換算)のそれぞれの含有比率(カルシウム/アルミニウム/ケイ素)は、13〜73/12〜40/15〜47である。
【0024】
また、製紙スラッジ中の有機成分、および無機成分の比率は、処理する古紙の種類や脱墨工程程度によって多少は変動するが、概ね無機成分/有機成分の質量比で30/70〜80/20の範囲である。
【0025】
スラッジとは別に、製紙用材料として再利用が困難な低級な古紙やそれに付随するプラスチックを主としたRPF(Refused Paper & Plastic Fuel)を原料として使用することもできる。
【0026】
[脱水工程]
各種工程の廃水から原料スラッジを固形分として回収する方法としては、濾過、遠心分離、加圧脱水、圧搾等の方法が挙げられ、前記各種方法を組合せて所要の含水率の製紙スラッジを得る。好適な濾過装置としては、ロータリースクリーンと称される濾過装置があり、また脱水装置としては、スクリュープレスと称される加圧・圧搾脱水装置やデカンターと称される遠心脱水装置があり、これらの濾過装置、圧搾装置を単独、または適宜組合せて用いることができる。
【0027】
スラッジ中の固形分濃度は、脱水機の能力の違いで異なるため、通常5〜60質量%であるが、固形分濃度70質量%を超えるものは現状の脱水機あるいは濃縮機の能力では達成が難しい。
【0028】
[乾燥工程]
熱処理工程に用いるスラッジの固形分濃度は特に限定はないが、熱処理工程中のエネルギーコストを低減する観点から、また熱処理装置を小さくする観点から、スラッジの固形分濃度はなるべく高くした方が好ましく、70質量%以上にするのがよい。しかるに、前記の脱水工程のみでは、脱水装置機の能力によって異なるものの、固形分濃度は概ね5〜60質量%程度であるため、更に乾燥処理して固形分濃度を高めることが推奨される。
【0029】
スラッジの固形分濃度を高くするために、図1に示すように、熱処理工程前にスラッジを乾燥する乾燥工程を設けることが好ましい。乾燥工程で用いる乾燥機としては、特に限定はなく、直接加熱型ロータリーキルン、間接加熱型ロータリーキルン、気流乾燥機、流動層乾燥機、振動流動乾燥機、回転・通気回転乾燥機(サイクロン)などを用いることができる。また、これら乾燥機の熱源としては、後述する焼成処理工程の排熱を使用することにより、エネルギーコストを低減することが可能である。
【0030】
乾燥処理の温度は、気流乾燥機や回転・通気回転乾燥機のような熱風を利用して乾燥させる装置においては、スラッジの燃焼や炭化を防止するために熱風温度を600℃以下とすることが好ましく、250℃以下とすることが特に好ましい。この熱風温度が高過ぎては、スラッジが発火し、その際の焼成条件が適切でなければ、易燃焼性の有機成分が炭化して難燃焼性に変化する懸念がある。また、乾燥工程においては乾燥効率を向上させるために、スラッジを細かく解すことが好ましく、撹拌機や機械式ロール等により強制的にスラッジを解し、必要に応じてスラッジを300〜2000μm程度に分級して乾燥させることが好ましい。
【0031】
また熱処理工程に用いるスラッジは、熱処理装置内にスラッジが積層された時に酸素と接触できる大きさ、形状であれば特に限定はない。しかし、スラッジを細かく、かつ大きさを均一にすると、スラッジが細密充填のように積層されて、積層内に酸素が入り込まないため、有機物、特にカーボンの燃焼が不十分になり白色度が向上しない可能性がある。また、スラッジを大きくし過ぎると、カーボンを完全に燃焼することができず、スラッジ塊状の中心部に未燃カーボンが残存する可能性がある。以上のことから、用いられるスラッジは、長さまたは直径が2mm以上30mm以下の範囲の大きさのものを用いるのが好ましい。形状は、円柱状、球状、楕円、三角形、その他の多角形や、凹凸を有するものなどを用いることができる。
【0032】
前記した所望の大きさ、形状にスラッジを成形するために、造粒成形することも可能である。スラッジを造粒する方法は、ブリケットマシンやローラーコンパクター等の圧縮成形機を用いる方法、ディスクペレッターのような半乾式造粒機を用いる方法、転動造粒法や攪拌造粒法、押出成形法等がある。
【0033】
また前記のように造粒成形機を用いてスラッジを造粒させなくても、含水スラッジを乾燥機に投入あるいは乾燥スラッジを熱処理装置に投入する時のスクリューフィーダーなどで大きさを調整することも可能である。また、スラッジ乾燥機で大きさ、形状を調整することも可能である。即ち、ある程度の塊状の大きさに成型すればよいのである。
【0034】
[熱処理工程]
熱処理工程においては、過剰空気(酸素)雰囲気で行うことで、燃焼効率が向上するため、熱処理装置を小規模化、省力化することができる。その熱処理温度は、スラッジ中のカーボンブラック等のインク顔料や繊維およびポリマー等の有機物を安定して燃焼させる温度になるように後述の方法により制御される。
【0035】
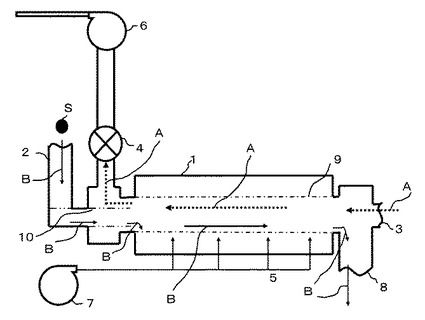
このような熱処理工程に使用される熱処理装置の一例を図2に示した。図2は本発明に係わる再生顔料を作成するときの熱処理工程に使用される、間接的加熱型ロータリンキルンを使用した熱処理装置の構成図である。
【0036】
熱処理工程の主要部となる焼成炉としては、特に限定はなく、トンネルキルン、ローラーハースキルン、プッシャーキルン、シャトルキルンのような箱型炉、縦型円筒炉、回転式横型円筒炉、スクリュー式横型円筒炉などを用いることができる。スラッジを供給する方式としてはバッチ式、連続式があるが、多量に処理できる連続式の方が好ましい。スラッジへの伝熱が良好で、加熱炉内のスラッジがより均一に表面に出ることができる回転式横型円筒炉あるいは流動させることが可能なスクリュー式横型円筒炉を用いることが好ましい。設備の維持の面から極力単純なもので駆動エネルギーが少ない、回転式横型円筒炉であるロータリーキルンが好ましい。ロータリーキルンの焼成室の形としては円筒型、六角型などを使用することができる。ロータリーキルンとしては、高砂工業(株)の外熱式連続ロータリーキルン、(株)栗本鉄工所の連続外熱式ロータリーキルンIRK型、(株)ノリタケエンジニアリングの間接加熱連続式ロータリーキルンRKC−SG型、岩佐機械工業(株)の外熱型ロータリーキルンなどを用いることができる。
【0037】
また、キルン炉内にリフターや回転駆動できる攪拌部材を設けることで、スラッジと酸素がより多くかつ均一に接触するので、有機分の燃焼が効率的に行われ、スラッジ焼成物の白色度が向上し品質も均一になるのでより好ましい。
【0038】
さらに、多筒型キルンやキルンの焼成室内を多分割隔壁構造にすることで、伝熱面積が増大、かつ、スラッジへのキルン炉内のスラッジ積層・堆積が低減され、スラッジと酸素との接触、およびスラッジへの伝熱が良くなるので、スラッジ焼成物の白色度が向上し、均一な品質を得ることができるので好ましい。また、焼成室内を多分割隔壁構造にすることで、従来のキルンよりも前述のようにスラッジ積層・堆積を低減させることができるため、多くのスラッジを処理することが可能で、熱処理装置を小規模化することができる。焼成室内の分割数については、特に限定はないが、好ましくは6分割以上、さらに好ましくは10分割以上である。
【0039】
そこで熱処理工程に使用される熱処理装置に好適に使用可能なこれらの焼成炉を使用した熱処理装置を、横型または縦型の筒を使用しているので筒型熱処理炉を用いた筒型熱処理装置と称する。
【0040】
図2に示すように、脱水、乾燥、造粒の各処理を単独または組み合わせて処理したスラッジSが図示を省略した乾燥装置から送られ、筒型熱処理装置の一例である連続式間接的加熱型ロータリーキルン1の筒軸方向の一端部に設置されたスラッジ供給口となる供給ホッパ2に投入され、スクリューフィーダー10を介してロータリーキルン1内の焼成室9へと供給される。スラッジSはロータリーキルン1の焼成室9内を通過しながら、その内部の有機成分が燃焼される。燃焼した後のスラッジSはスラッジ供給口に対して筒軸方向の反対側の端部に設置されたスラッジ排出口8を通して炉外に取り出され次の工程に送られる。
【0041】
供給ホッパ2の近傍に排気手段としての排気ファン4が設置されており、この排気ファンがロータリーキルン1内の空気を強制排気することによってロータリーキルン1内へ、スラッジ排出口8の近傍に設置された空気供給口3からロータリーキルン1内に空気が破線矢印Aで示すように吸入される。このように空気供給口3から排気ファン4方向へ破線矢印Aで示す空気流が常に発生することになる。この空気流が後に説明する未燃焼物搬送用空気流Aとなる。この空気量の制御は排気ファン4の排気量を制御することで行われる。この空気量は炉内が過剰(富)酸素雰囲気下になるように過剰に吸入されるよう制御されることが好ましい。
【0042】
ロータリーキルン1の炉内を加熱する熱は主として間接的加熱手段5から供給される。この熱によって焼成室9内を間接的に加熱している。ロータリーキルン1の焼成室9内でスラッジ中の可燃成分が燃焼することによっても熱が発生するが、この熱に比べて間接的加熱手段5から供給される熱の方がはるかに大きい。この間接的加熱手段5を制御することにより、ロータリーキルン1内の温度を均一に維持する。この間接的加熱手段5としては、電気的な加熱も可能であるが、灯油や重油の燃焼ガスによる加熱、ガスバーナーによる加熱が経済的に好ましい。既存の焼却設備から排出される燃焼排ガスを使用することもできるし、水蒸気などを使用することもできる。本図2に示した例では循環ブロアー7によって燃焼排ガスが間接的加熱手段5として供給されている。
【0043】
スラッジ中の有機成分は基本的にはロータリーキルン1の焼成室9内で燃焼させるが、一部の未燃焼物は空気流Aに載せて、ロータリーキルン1内から取り出される。排気ファン4を通して強制排気される空気流は熱風であるので、熱風循環ファン6を用いて図示を省略したスラッジ乾燥機などに送風されて熱エネルギーとして再利用することが好ましい。
【0044】
以上説明したように熱処理工程においては、過剰空気(酸素)雰囲気下で均一な温度コントロールが可能な間接的加熱方法により行われる。間接的加熱方法とは、焼成室(炉内)9を加熱するひとつの方法であり、間接的加熱型の燃成炉は、燃焼ガスあるいは燃焼ガスにより生じた熱風とスラッジが直接接触しないように隔壁が設けてあるのでこう呼ばれる。他の加熱方法としては、火炎、あるいは燃焼ガス、熱風を筒の一端から吹き込む直接的加熱方法がある。直接的加熱型の焼成炉は、焼成室(炉内)の一端から加熱する方法であるため、加熱側とその反対側では、温度が大きく異なり、焼成室( 炉内) 全体の温度を正確にコントロールすることができない。それに対して、間接型加熱方法は、直接的加熱方法のように燃焼ガスあるいは熱風を筒の一端から吹き込む方式ではなく、焼成室(炉内)全体を加熱する方式であるため、熱処理装置全体の均一な温度コントロールが容易となる。均一な温度コントロールは以下のような理由により重要である。
【0045】
スラッジ中には、カーボンブラック等のインク成分や繊維およびポリマー等の有機物と炭酸カルシウム、カオリン、タルクなどの無機粒子などが存在している。スラッジ焼成物の白色度を向上させるには黒インキ成分であるカーボンブラックを除去することが必要である。単体のカーボンブラックを完全に燃焼させるには少なくとも過剰空気雰囲気下で600℃で60分、850℃で20分の燃焼処理時間が少なくとも必要であることから、なるべく熱処理温度を高くした方がよい。しかし、あまり温度を高くし過ぎると、スラッジ中の無機粒子が焼結変化し、スラッジ焼成物が硬くなってしまい、製紙用材料としては好ましくない性質を呈しやすい。
【0046】
前記高温の熱処理による無機粒子が硬質化は、以下の説明にあるようにスラッジが主として含有する無機物の炭酸カルシウムとカオリン(クレー)の熱的変質現象に起因する。すなわち、炭酸カルシウムは600℃を越えた付近から脱炭酸を始め、少なくとも一部が酸化カルシウムに分解され始め、900℃で完全に酸化カルシウムに分解する。タルクは900℃まで結晶構造は変化しない。二酸化チタンは1000℃でも安定であり、全く変化しない。カオリンは、400℃を超えた付近から結晶水が脱離し、500〜850℃までは非晶質のメタカオリンとして存在する。この非晶質のメタカオリンは、焼成カオリンと呼ばれるもので、嵩高く、不透明度が良好で、平滑性に優れる無機粒子である。900℃を超えると、γアルミナ、ムライトを生成する。これらのγアルミナ、ムライトは、非常に硬いため、ワイヤー摩耗、塗工ブレード摩耗が悪くなるため、製紙用材料としては好ましくない。また、850℃をやや超えた領域で、非晶質のメタカオリンと先出の炭酸カルシウムから分解された酸化カルシウムが存在すると、化学反応により、硬い、再利用に適さないゲーレナイトが生成する。
【0047】
よって、熱処理工程のスラッジ温度は、硬い焼成物が生成しない850℃を超えないことが好ましい。また、最高温度が600℃未満では白色度を向上させるには非常に長い処理時間がかかり、エネルギーコストが高くなるだけでなく、熱処理装置も大きくなるため、実用上あまり好ましくない。従って、好ましいスラッジ温度としては、600℃以上850℃以下が好ましく、600℃以上800℃以下がより好ましい。
【0048】
また、熱処理工程においては、850℃を超えない温度までスラッジ温度を段階的に上げていってもよい。
【0049】
結局、このようにスラッジ焼成物が硬くなることを未然に防ごうとすると焼成時のスラッジ温度を低めに設定することになり、スラッジS中の有機分を完全に燃焼させることは
困難であり、カーボンブラックに代表される未燃焼物が若干残存するおそれがある。なお、ここに示した温度は焼成室9内で焼成処理される際のスラッジ温度であり、熱処理装置内雰囲気温度とは厳密には異なる。熱処理装置内雰囲気温度は供給される空気の温度にもよるが、通常、スラッジ温度よりも低くなる。
【0050】
熱処理工程において、熱処理装置内を過剰空気雰囲気下、つまり富酸素雰囲気下で熱処理する理由は、スラッジが含有する有機物の燃焼を効率的に行うためである。ここでいう過剰(富)酸素雰囲気下とは、燃焼排ガス中の残留酸素濃度が5%以上の状態となるように、燃焼対象の有機物に対して燃焼に必要な充分な空気(酸素)を供給し、有機物が完全燃焼できる状態のことである。また、排気する空気量、吸入する空気温度によりスラッジ温度を調整することも可能である。
【0051】
熱処理装置内に吸入される空気量は、有機分を燃焼させるのに必要な理論酸素量以上にすることが好ましい。しかし、有機分を燃焼させることで発生する燃焼ガスは理論酸素量に相当する空気量よりも多くなるため、過剰(富)酸素化にするには、少なくとも発生した燃焼ガスを排気する必要がある。従って、吸入する空気量は、排気ファンの排気量を調節することで制御される。この排気量は、理論空気量の1.1倍以上が好ましく、より好ましくは1.5倍以上、さらに好ましいのは2倍以上である。しかし、吸入空気量が多過ぎるとスラッジ温度を下げてしまい、エネルギーコスト的にもあまり好ましくないので理論空気量の5倍以下にすることが好ましい。また、吸入する空気中には二酸化炭素を通常よりも多く含んでいてもよい。なお、熱処理装置内の酸素量が理論酸素量よりも少なく不足した場合、貧酸素状態になり、スラッジが炭化することで、スラッジ中に未燃カーボンが残存してしまう。この未燃カーボンを取り除くためには熱処理温度をより高くすることや、長時間の処理を必要とする。結局、所望の本発明に使用される再生顔料の原料となるスラッジ焼成物を得ることは難しい。したがって炉内を貧酸素状態にすることは絶対に避けなければならない。
【0052】
過剰(富)酸素雰囲気下でスラッジSをより完全に燃焼させるために高温処理することによりスラッジ焼成物の白色度は高くなるが、先に述べたように硬い焼成物が発生し易くなる。
【0053】
図2に示したように空気供給口3をスラッジ排出口8の近傍に設置し、未燃焼物搬送用空気流Aを排出する排気ファン4をスラッジ供給口2の近傍に設置した場合は、熱処理装置内にスラッジSの進行する方向Bと対向する方向に未燃焼物搬送用空気流Aを発生させることができる。
【0054】
このようにスラッジSの進行方向Bと逆方向に未燃焼物搬送用空気流Aを生じさせる方式を向流方式と呼ぶ。この向流方式は、未燃焼物搬送用空気流がスラッジ焼成物のスラッジ排出口8側に送られるのと逆方向に流れていくので、スラッジ焼成物から未燃焼物を効率よく除去でき、スラッジ焼成物の白色度を向上させることができより好ましい。特に熱処理工程の最初の段階の燃焼の際に生じるような未燃焼物は後々まで完全燃焼されにくいので、この向流の未燃焼物搬送用空気流によって効果的に取り除くことができる。
【0055】
したがって、白色度をより高くするために、スラッジ温度をより高めに設定したりして、スラッジの未燃焼物を100%完全燃焼するより、100%の燃焼の保障は断念して微量の未燃焼物をスラッジ焼成物から取り除くことによって高白色度でかつ高硬度合成物を含有しない無機粒子を得ることができる。前記した未燃焼物とは、未燃有機物のことで大半は未燃カーボン粒子、換言すれば炭化物粒子である。つまりカーボンブラック状物質であり、カーボンブラックの性状は大きさが10〜500nmで、比重1.8〜1.9の微粉末状である。この微粉末状の未燃焼物を取り除くために、炉内の空気を排気ファン4により排出することにより、未燃焼物搬送用空気流Aを熱処理装置内に発生させ、搬送用空気流Aに載せて未燃焼物を取り出しているのである。このように排気ファンなどを用いて未燃焼物搬送用空気流を強制排気させることが非常に好ましい。このような強制排気に加えて空気を強制導入させると更に好ましい。
【0056】
強制排気等による未燃焼物空気流の流速は、微粉末状の未燃焼物を取り除くことができる流速であれば特に限定はないが、流速が遅い場合は、空気流が供給ホッパ2側に流れず、未燃焼物を上手く取り除くことができずにスラッジ焼成物中に混入してしまい、白色度が低下してしまう懸念がある。上記のような性状のカーボンブラックを含む未燃焼物を搬送する未燃焼物搬送用空気流の流速は0.4m/分以上が好ましく、より好ましくは0.8〜1.5m/分以上、特に好ましくは1.5m/分以上である。しかし、空気流の流速があまり速すぎるとスラッジ焼成物もいっしょに排気ファン4側に混入する恐れが大きくなり熱効率も低下する。尚、この空気流の流速は排気ファンの排気量、空気温度等を測定し、それらの値と熱処理装置内の温度等から理論的に求めた。
【0057】
一方、他の方式前記向流方式とは逆の空気流入方式の例を図3に示した。図3は間接的加熱型ロータリンキルンを使用した熱処理装置の他の一例の構成図である。図3中、図2と同一の符号を付した部材は図2において説明したものと同様であるので説明を省略する。図3の熱処理装置においては排気ファン4がスラッジ排出口8の近傍に設置されている。したがって、未燃焼物搬送用空気流A(またはA')とスラッジの進行方向Bが同一方向となる。このような方式を並流方式と呼ぶ。この並流方式はスラッジ焼成物と未燃焼物を分別して取り出す排出口が同方向であるため、多少、未燃焼物がスラッジ焼成物に混入しやすい懸念がある。また、並流方式では前記に記載したように未燃焼物搬送用空気流の流速を調整してもスラッジ焼成物に未燃焼物が混入しやすいので向流方式の方がより好ましい。
【0058】
また、この熱処理装置におけるスラッジ燃焼温度が高くなった場合に対して、一定以上の空気流入量を増大させることにより、空気流によって過剰なスラッジ燃焼熱を熱処理装置外に排出する、すなわちロータリンキルン1の焼成室9内の高温の燃焼排ガスをスラッジ供給側の排気ファン4によってロータリーキルン1外部に排出することにより、焼成室9内のスラッジSの燃焼温度を下げることができる。そこで、本熱処理装置では上記とは逆に温度が高い場合であっても一定量以上の空気流入量を増大させることによりスラッジ燃焼熱を熱処理装置外に排出する、すなわちロータリーキルンの本体筒部からスラッジ供給側の外部に熱を空気流と共に排出することにより温度を下げることができる。すなわち設定した熱処理温度以上に上昇することを避けるという制御をおこなうことができる。従って、先ほど述べた未燃焼物搬送用空気流Aは、スラッジ燃焼熱排出用空気流の役割もある。この点においても、向流方式は、空気流を排出する排気口がスラッジ供給口近傍にあるため、並流方式に比べてスラッジ燃焼熱が熱処理装置内を通過することなく、スラッジ燃焼熱を熱処理装置外に排出することができ、スラッジ温度の制御を容易にすることができるのでより好ましい。
【0059】
また、スラッジ燃焼温度が高い場合、空気流入量を絞ることで燃焼を抑制し、温度制御することができるが、熱処理装置内を富酸素状態にさせ、スラッジの燃焼を十分行わせることが必要であるため、空気流入量を必要以上に絞ることは好ましくない。一方、スラッジ燃焼温度が低い場合も、空気量を多く流入させ温度を高くすることができる。すなわち、燃焼温度は空気流入量で調節していくことが可能である。
【0060】
このような、前記向流方式、並流方式の各空気流入方式における特徴の差異は、回転式横型円筒炉やスクリュー式横型円筒炉において顕著に出やすい。これに対して縦型円筒炉では空気とスラッジの接触を良くするためには空気を流動させる必要があるため差異は出にくいが、並流方式の方が若干向流方式よりも若干効果的である。
【0061】
未燃焼物搬送用空気流Aに載せて分別して取り出された未燃焼物は熱風循環ファン6に後続して設けられるバグフィルターで取り除くかおよび/または排ガスとともに燃焼装置(共に図示省略)により、捕集除去または燃焼させることがより好ましい。
【0062】
熱処理装置から排出された熱風は熱循環ファン6により、熱処理装置または乾燥機などの熱源として再利用することで、エネルギーコストを低減できることができ好ましい。
【0063】
スラッジが一定温度に加熱される時間(熱処理時間)は特に限定はされないが、空気流未燃焼物搬送用空気流Aにより吹き飛ばされないで焼成室9内に残留する有機物が完全に燃焼する時間を保持する必要があることから、1時間以上が好ましい。しかし、必要以上に長い熱処理時間はエネルギーコストが高くなるだけでなく、熱処理装置も大きくなるため、実用上あまり好ましくない。従って、熱処理工程中の熱処理時間は1〜5時間とするのがより好ましい。この熱処理時間、スラッジ温度、空気流量、流速等の条件を適宜制御することによりスラッジ中の炭酸カルシウム成分の分解率を好ましくは50%以上とし、より好ましくは60%以上、更に好ましくは70%以上にさせている。
【0064】
[焼成物懸濁液化工程]
図1に例示するように、熱処理工程後の焼成物は、焼成物を水と混合、攪拌し、焼成物懸濁液とする懸濁液化工程を熱処理工程後に備えてもよい。懸濁液化工程の目的は、スラッジ焼成物が含有するカルシウムを水中にカルシウムイオンとして溶解させることであり、焼成物懸濁液化温度は特に制限はないが、処理温度が高いと温度を維持する必要があるため経済的に好ましくないので、通常は20〜80℃で行われるのがよい。
【0065】
焼成物懸濁液の固形分濃度は5〜20質量%の範囲に調整することが後続の炭酸化処理を効率的に行い、また懸濁液の粘度を低く維持して流動攪拌性および送液性を良好に維持するために好ましい。焼成物懸濁液の固形分濃度が5質量%未満である場合は、生産性が劣るため好ましくなく、また、20質量%より高い場合は、該焼成物懸濁液の粘度が高くなるため、攪拌動力の増加となるとともに、操業性に劣ることから好ましくない。
【0066】
また焼成物懸濁液に対しては、本発明のスラッジ焼成物の他に、必要に応じて別途、酸化カルシウム(CaO:生石灰)または水酸化カルシウム〔Ca(OH)2:消石灰〕を添加してスラッジ焼成物と水酸化カルシウムの所定固形分濃度の混合懸濁液とすることもでき、この場合、酸化カルシウムおよび水酸化カルシウムは、消和後の形態である水酸化カルシウム〔Ca(OH)2:消石灰〕として、スラッジ焼成物100質量部に対して最大100質量部(スラッジ:水酸化カルシウム=50:50)まで添加することができる。100質量部を超えて水酸化カルシウムを添加することもできるが、消和懸濁液中のスラッジ焼成物の配合率が少なくなり、スラッジ利用が進まなくなるため好ましくない。
【0067】
[炭酸化工程]
炭酸カルシウムを含んだスラッジは600℃以上の熱処理工程において、炭酸カルシウム(CaCO3)は分解される。分解された炭酸カルシウムが存在した焼成灰を水性懸濁液にすると、高アルカリになり、スラリー粘度の上昇、分散不良などといった問題があるため、そのまま、製紙用填料、塗工用顔料として利用するのは難しい。前述の熱処理工程のようにスラッジの燃焼効率を向上させると、炭酸カルシウムの分解は促進される。つまり、熱処理工程後の焼成灰の白色度と炭酸カルシウムの分解率は比例関係にあり、所望の白色の焼成灰を得るために、スラッジ中の炭酸カルシウムを50%を超えて分解させている。高白色の焼成灰を得るために60%以上、さらに高白色度の焼成灰を得るには70%以上を分解させている。そのため、熱処理したスラッジ焼成灰を炭酸化処理、硫酸アルミニウム混合処理などの何らかの方法で前記アルカリ成分を中和処理するのが好ましい。
【0068】
焼成物懸濁液化工程後に炭酸化工程を行うことにより、焼成物懸濁液化中のカルシウムイオンが炭酸カルシウム(CaCO3)に再生転化され、再生無機粒子スラリーのpHを下げることができる。なお、再生無機粒子スラリーのpHを11以下、好ましくは10以下にすることで、スラリー粘度の上昇を抑制し、顔料の分散不良を生じることを抑制することができる。なお、再生無機粒子としては、炭酸化処理により新たに析出した炭酸カルシウム粒子とカオリンが熱処理により変性した非晶質成分粒子が主に存在している。なお、この非晶質成分は焼成カオリンによく似た性質を示す。従ってこの非晶質成分は焼成カオリン類似成分と呼ぶことができる。
【0069】
なお、スラッジ中に炭酸カルシウムを含有しない場合は、炭酸カルシウムが分解されカルシウムイオンが遊離してこないため、焼成灰を高濃度で分散することができ、熱処理工程後の焼成物懸濁液化工程および炭酸化工程を用いなくても製紙用材料としてそのまま再利用することができる。
【0070】
炭酸化工程は通常の軽質炭酸カルシウム製造工程と同様の方法で行うことができる。すなわち、焼成物懸濁液に、二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む。炭酸化に用いるガスは、工業的には二酸化炭素含有ガスが好ましく、この場合の二酸化炭素濃度は特に限定されるものではないが、好ましくは5〜40容量%、より好ましくは10〜35容量%の二酸化炭素含有ガスを用いる。また二酸化炭素含有ガスとしては、例えば、スラッジ焼成排ガス、石灰石焼成排ガス、石灰焼成排ガス、ゴミ焼却排ガス、発電ボイラー排ガス、或いはパルプ製造工程で用いられる苛性化炭酸カルシウム焼成キルンなどから排出される排ガスなどを適当な手段で除塵後、用いてもよい。
【0071】
二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む割合は、二酸化炭素ガスとして焼成物1kg当たり、0.5〜15L/分の割合となるように焼成物懸濁液中に吹き込む。二酸化炭素導入量が0.5L/分未満では生産性が劣るし、15L/分を超えるような量を採用することはできるが、そのように使用量を増加させるために必要な動力負荷に見合った効果は期待できない。炭酸化の反応開始温度は好ましくは30〜80℃、より好ましいのは40〜70℃である。再生無機粒子に含まれる再生炭酸カルシウム成分の形状としては、米粒状、紡錘状、膠質状、針状、立方状、板状などにすることができ、特に形状に限定はなく、また、炭酸化工程中において所望の形状の結晶を得るために種晶を添加してもよい。
【0072】
なお、炭酸化処理後の無機粒子は、炭酸化処理によって生じた微細な炭酸カルシウム1次粒子が凝集して2次粒子(凝集粒子)を形成し、製紙用填料に適した粒子径となる場合がある。このような場合には、この懸濁液をそのまま製紙用填料としてパルプなどの製紙用原材料に配合して用いることもできる。
【0073】
[脱水、分散工程]
再生無機粒子スラリー(炭酸化後のスラリー)を塗工用顔料として利用する場合は、炭酸化工程後の組成物再生無機粒子スラリーを脱水して脱水組成物とする脱水工程と、該脱水工程により得られる該脱水組成物に水分を加えてスラリー状の分散組成物とする分散工程とを備えることが好ましい。脱水工程は、濾過、遠心分離、加圧脱水、圧搾などの操作により行うことができる。好適な脱水装置としては、フィルタープレスと称される圧搾濾過装置があり、炭酸化処理物の脱水ケーキを得ることができる。分散工程は、脱水工程により得られる脱水組成物に水分を加えてスラリー状の分散組成物とするものであればよい。分散工程時に水分以外に、分散剤を添加することで、スラッジを原料とした再生無機粒子を良好に分散することができ、製紙用材料としての品質が向上すると共に、取り扱いやすくなるので好ましい。分散剤としては、例えば、ポリアクリル酸ナトリウム等の合成高分子系の分散剤など、製紙用材料の製造の際に用いられる一般的な分散剤を使用できる。
【0074】
[粉砕工程]
粉砕処理工程を、分散工程後に備えていてもよい。粉砕処理を行うことにより、再生された無機粒子の粒径を微細化することができ、平滑性が向上するので好ましい。粉砕工程において用いる粉砕機としては、サンドミル、湿式ボールミル、振動ミル、攪拌槽型ミル、流通管型ミル、コボールミルなどの湿式粉砕機を使用することができる。また、二酸化炭素を吹き込みながら、粉砕を行っても良い。
【0075】
再生顔料となる無機粒子の大きさ(粒子径)は、レーザー回折粒度分布測定による平均粒子径として、塗工用顔料として用いる場合には0.3〜5μmことが特に好ましい。
【0076】
因みに、再生無機粒子の平均粒子径が0.3μm未満のような微細な粒子になると、不透明性、白色度および平滑性等の改善に対しては有効ではあるが、塗工用顔料として用いる場合に充分な塗工層強度を発現させるために、著しく多量の接着剤が必要となる難点があるので好ましくない。塗工用顔料として用いた場合には塗工紙製品の平滑性や光沢が低下し、結果的に印刷適性も低下することになり好ましくない。
【0077】
再生顔料となる無機粒子を前記した所望の粒子径とするために脱水工程後に分散工程、および粉砕工程を設けることが好ましいが、分散処理後の再生無機粒子の平均粒子径が前記した粒子径の範囲になる場合は、粉砕工程を行わないで、分散処理後の無機粒子の分散液をそのまま塗工用顔料として当然ながら使用しても良い。
【0078】
熱処理工程は必要であるが、乾燥工程、造粒工程、懸濁液化工程、炭酸化工程、脱水・分散工程、粉砕工程は適宜選択して組み合わせることができる。これらの工程を行う装置が組み合わされてひとつのプラントが構成されることになる。
以上のようにして得られた無機粒子が再生顔料として使用できる。
【0079】
本発明において、再生顔料およびタルクを含む塗工層は単層であっても、複層であっても差し支えないが、全体の塗工量は2〜20g/m2が好ましい。塗工量がこの範囲であると、経済性にすぐれ、且つ網点再現性の優れたライナーが得られる。より好ましい塗工量としては、3〜10g/m2である。製紙スラッジ中の無機成分の主成分がカオリン/炭酸カルシウムが20/80〜80/20の範囲であるため、焼成処理後の無機物に二酸化炭素を接触させる工程後の再生無機物は、焼成処理により熱変性したカオリン成分と炭酸カルシウム成分の割合はほぼ20/80〜80/20の範囲である。焼成処理により熱変性したカオリン成分、すなわち焼成カオリン類似成分が10質量%以上あると、焼成カオリン類似成分のもつ空隙性によって、顔料中にインキを取り込み、またインキ中の溶剤が均一に吸収されて、インキの均一性が得られ、また密着性の向上による網点の再現性も得られるものと考えられので、より好ましい。10質量%未満であると高価な焼成カオリンの添加が必要となりやすく、経済的に不利となる。
【0080】
ライナー原紙表層に塗工する塗料の顔料で製紙スラッジを燃焼処理して得られる再生顔料とタルク以外の顔料としては、製紙分野で通常使用されている顔料、例えば、焼成カオリン、クレー、構造化カオリン、エンジニアードカオリン、水酸化アルミニウム、二酸化チタン、軽質炭酸カルシウム、重質炭酸カルシウム、硫酸バリウム、酸化亜鉛、サチンホワイト、硫酸カルシウム等の一種または二種以上を使用することができる。なお、製紙スラッジを燃焼処理して得られる再生顔料および、タルクを除く顔料は、水性グラビアインキの吸収性の観点から、本発明の所望する効果を阻害しない範囲で使用することができる。特に、焼成カオリンはその多孔質の性質上、グラビアインキの網点再現性を高めるためにより好ましい顔料であり、焼成カオリンを配合する場合の配合量としては、65質量部以下が好ましい。なお、プラスチックピグメント等の有機顔料はインキ吸収性が劣るので好ましくない。
【0081】
さらに、ライナー原紙表層に塗工する塗料に、保水剤を添加すると塗工適性が向上するので好ましい。添加する保水剤としては、製紙分野で一般にCMCと呼ばれているカルボキシメチルセルロースのナトリウム塩、ヒドロキシエチルセルロース、合成保水剤と呼ばれている多価カルボン剤アクリル系共重合体やメタクリル酸とアクリル酸エステルの共重合体等が挙げられる。その中でもカルボキシメチルセルロースのナトリウム塩は塗工面が
均一に塗工されやすく、特にエーテル化度0.60〜1.00、重合度600〜1200
の範囲のものが取り扱い性に良好な点で好ましい。
【0082】
本発明の塗料中の接着剤としては、特に限定するものではなく、一般の塗工紙製造分野
で使用されている公知の接着剤が適宜使用される。例えば、スチレン−ブタジエン共重合
体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、スチレンーメチルメタクリレートーブタジエン共重合体ラテックス等の共役ジエン系共重合体ラテックス、アクリル酸エステルおよび/またはメタクリル酸エステルの重合体または共重合体ラテックス等のアクリル系重合体ラテックス、エチレン−酢酸ビニル重合体ラテックス等のビニル系重合体ラテックス、あるいはこれらの各種重合体ラテックスをカルボキシル基等の官能基含有単量体で変性した重合体または共重合体ラテックス等の水分散性接着剤、ポリビニルアルコール、オレフィン−無水マレイン酸樹脂等の合成樹脂系接着剤、酸化澱粉、陽性澱粉、エステル化澱粉、デキストリン等の澱粉類が例示される。これら水分散性および/または水溶性接着剤から1種または2種以上を適宜選択して使用できる。接着剤は、顔料100質量部に対して10〜50質量部の接着剤の使用が好ましい。さらに好ましくは15〜40質量部である。因みに、接着剤が10質量部未満であれば塗工層の強度が保てない。50質量部を超えると塗工層中における顔料の比率が小さくなるため、水性グラビアインキの吸収性が劣り、網点の再現性にも悪い影響を及ぼす。
【0083】
網点再現性、印刷均一性の仕上がりに関しての効果を阻害しない範囲において、本発明使用される塗料中に、表面サイズ剤、防滑剤、染料等の添加剤を併用してもよい。
【0084】
本発明の塗料をライナー原紙に塗工するに当たっては、塗被紙製造に一般に使用される塗工装置が使用でき、例えば、ブレードコーター、エアーナイフコーター、ロールコーター、リバースロールコーター、バーコーター、カーテンコーター、ダイスロットコーター、グラビアコーター、チャンプレックスコーター、2ロールサイズプレスコーター、ゲートロールサイズプレスコーター、フィルムメタリングサイズプレスコーター等の塗工装置を使用して、オンマシン方式またはオフマシン方式でライナー原紙の表面に、単層または多層で塗工される。塗工時の顔料組成物の固形分濃度は、10〜75重量%の範囲で選ぶことができるが、塗工量が2〜10g/m2の範囲に留まるよう、また、塗工するコーターを考慮し、適宜調整することが好ましい。
【0085】
本発明の塗工ライナーは、弾性ロールにコットンロールを用いたスーパーカレンダーや弾性ロールに合成樹脂ロールを用いたソフトニップ等のカレンダー装置により平滑化処理を行うことが必要である。ソフトニップカレンダーは合成樹脂ロール表面の耐熱温度がコットンロールに比べて高く設定することが可能で、対となる金属ロールの温度を高温(50〜150℃)で処理することが出来、同一の平滑性を目標とした場合、スーパーカレンダーに比べて処理線圧を低く設定できるので好ましい態様である。採用するカレンダーによって、処理条件は左右されるが、王研式平滑度で50〜1000秒の範囲となるよう、線圧として概ね10〜400kN/m、より好ましくは10〜200kN/mの範囲で処理される。
【0086】
本発明で使用されるライナー原紙を構成するパルプとしては特に限定するものではなく、例えば木材パルプである針葉樹未晒クラフトパルプ、広葉樹未晒クラフトパルプ等の未晒クラフトパルプ、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)等の晒クラフトパルプ、サーモメカニカルパルプ、グランドウッドパルプ、リファイニンググランドウッドパルプ等の機械パルプ、麻、竹、ワラ、バガス等の非木材パルプ及び雑誌古紙、チラシ古紙、新聞古紙、オフィス古紙、情報用紙古紙、段ボール古紙、紙器古紙等の古紙パルプ等、公知の種々のパルプを一種、又は二種以上を適宜混合して使用される。これらのパルプを使用する際には、フリーネスを200〜500mlに調整することが望ましい。
【0087】
内添薬品も必要に応じてパルプスラリー中に添加でき、例えば、硫酸バンド、ロジン等のサイズ剤、ポリアミド、澱粉等の紙力増強剤、濾水歩留まり向上剤、ポリアミドポリアミンエピクロヒドリン等の耐水化剤、染料等が使用される。例示したパルプ、内添薬品を使用し、多層に抄き合わせできる公知の長網フォーマ、円網フォーマを組み合わせた抄紙機により、二層以上に抄き合わされた原紙が使用される。抄き合わされる際の各層間に澱粉等の接着剤を噴霧、または塗布することにより、各層間の強度を強めることも可能である。
【0088】
ライナー原紙表面の白色度については、40〜80%が好ましい。原紙の白色度が高ければ高いほど、塗工後の目視白さが向上し、グラビア印刷の有り無しの部分のコントラストが大きくなるので印刷仕上がりが向上する。原紙の白色度を上げるには、使用するパルプを白くする必要があり、経済的な負担が増える。印刷仕上がりと経済性のバランスを考慮すると、原紙白色度は50〜70%の範囲がより好ましい。なお、塗工する原紙の表層には、塗料の染み込みを抑えるため、サイズ剤を添加することが望ましい。上記原紙に塗工された後の塗工ライナーの白色度としては、印刷仕上がりの観点から50〜85%であることが好ましい。
【0089】
上記の本発明により得られた塗工ライナーは、少なくとも一方の最外面に備えた段ボール用ライナーとして用いることができ、本発明の段ボールシートが提供される。段ボールシートとしては、中芯の片面にのみライナーが貼合された片面段ボールシート、中芯の両面にライナーが貼合された両面段ボールシート、中芯/ライナーの積層体が複数段設けられた複数段の段ボールシートがあるが、本発明はいずれの段ボールシートにも適用可能である。
【0090】
ライナーと共に段ボールを構成する波状部材の中芯としては特に制限はなく、一般の段ボールに使用されているものが使用できる。原料パルプとしては、セミケミカルパルプ、ケミグラウンドパルプ、段ボール古紙パルプ、雑誌古紙パルプ、合成繊維等が使用でき、中でも、資源保護の観点から、段ボール古紙パルプや雑誌古紙パルプ等の古紙パルプを多く用いることが好ましい。中芯は積層紙であっても良く、さらには層間に合成樹脂接着剤層を有する積層紙であっても良い。
【0091】
本発明の段ボールは、従来公知の段ボールの製造方法をそのまま適用でき、例えば、中
芯とライナーとを、接着性物質を介して貼合するコルゲーター処理を経て製造することができる。接着性物質としては、澱粉糊や合成樹脂(ポリエチレン、ポリプロピレン、ポリアミド、ポリエステル、エチレン−不飽和カルボン酸共重合体、スチレン−ブタジエン共重合体、ブタジエン−アクリロニトリル共重合体、スチレン−ブタジエン−アクリロニトリル共重合体、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリアクリル酸エステル系共重合体、スチレン−アクリル酸エステル共重合体等)等が挙げられる。
【0092】
段ボールシートの具体的な接着方法としては、(1)中芯又はライナーの表面に、押出ラミネートや合成樹脂エマルジョンの塗布等により接着剤層を形成してから、これらを重ね合わせ、加圧及び加熱して接着する方法、(2)中芯/ライナー間に合成樹脂フィルムを介在させ、これを加圧及び加熱して接着する方法、(3)中芯/ライナー間に合成樹脂のエマルジョンや溶液等の接着剤を介在させ、これを加圧及び加熱して接着する方法等が挙げられる。なお、(2)の方法においては、あらかじめ成形された合成樹脂フィルムを繰り出し、中芯/ライナー間に供給することもできるし、合成樹脂フィルムを溶融押出成形しながら、中芯/ライナー間に供給することもできる。
【0093】
上記コルゲーター処理を1回実施することで、片面段ボールが製造され、複数回繰り返し実施することで、両面段ボールや複数段の段ボールが製造される。両面段ボールは、例えば、中芯とライナーとを加熱加圧ロールで貼合し片面段ボールとするシングルフェーサ(SF)と、SFで得られた片面段ボールの中芯側に更にライナーを重ね、加圧しながら熱盤上を走行させ貼合するダブルフェーサ(DF)とを有するコルゲーターを用いて製造することができる。加熱加圧条件は特に制限はないが、例えば、SFの加熱温度150〜200℃、線圧20〜40kN/m、加圧時間0.01〜0.20秒、DFの加熱温度150〜200℃、線圧0.1〜1.0kN/m、加圧時間2〜7秒等が好ましい。
【実施例】
【0094】
以下に、実施例を挙げて本発明をより具体的に説明するが、勿論、本発明はそれらの範囲に限定されるものでない。なお、例中の「部」、「%」は特に断わらない限り、質量部、
質量%を示す。
【0095】
実施例1
(再生顔料の作製)
[スラッジ]
古紙処理設備を有する製紙工場における雑誌古紙主体の古紙脱墨工程において、古紙パルプの洗浄排水を浮選機に供給し浮選処理し白水を得た。得られた白水に凝集剤を添加して廃液中の固形分を凝集させた後に、ロータリースクリーンおよびスクリュープレスに順次通液して、固形分約50%の製紙スラッジ(脱墨スラッジ)を回収した。この製紙スラッジ中の灰分は60%で、その組成は炭酸カルシウム55%、カオリン40%、タルク5%であった。
【0096】
[熱処理工程]
本熱処理工程は図2に示した構成の熱処理装置(向流方式)によって行った。具体的には連続外熱式ロータリーキルン1(栗本鉄工所製IRK−02、加熱部分:Φ25×180cm)を熱処理装置として使用した。ペーパースラッジSは3.5kg/hの速度でスラッジ供給口である供給ホッパ2からロータリーキルン1に供給した。供給された製紙スラッジSはスクリューフィーダー10によってロータリーキルン1内の焼成室(回転筒)9に搬送され、焼成室(回転筒)9内を通過しながら熱処理、すなわち焼成される。間接的加熱手段5としては別途図示を省略した燃焼ボイラーからの燃焼ガスを循環ブロワー7から供給して使用した。この際に、排気ファン4からキルン内ガスを未燃焼物搬送用空気流Aとして150L/分(20℃換算)で排出しつつ、その空気流量と間接加熱の制御によりスラッジ温度が850℃になるように加熱し、加熱部分に140分滞留させ、焼成物を調製した。
【0097】
得られたスラッジ焼成物をX線回折で測定し、炭酸カルシウムの分解率を求めた。その結果、炭酸カルシウム成分は100%分解されていた。また、カオリン成分は100%非晶質成分に変成し、タルクは全く分解されていなかった。
【0098】
[焼成物懸濁液化工程]
得られたスラッジ焼成物を、懸濁液化槽(消和槽)で60℃温水と混合し、懸濁液化槽を60℃に保持しながら60分間攪拌し、12%焼成物懸濁液を調製した。
【0099】
[炭酸化工程]
炭酸化反応槽に、温度60℃の12%焼成物懸濁液を10kg入れ、反応槽を60℃に保持しながら25容量%の二酸化炭素含有ガスを20L/分吹き込み、60分間攪拌を行い、再生無機粒子を得た。得られた再生無機粒子をX線回折で測定したところ、焼成処理によって分解された炭酸カルシウムは全量炭酸カルシウムに再生されていた。
【0100】
[脱水・分散工程]
炭酸化工程終了組成物をフィルタープレスで脱水することにより固形分が約50%の脱水組成物とし、続いて固形分48%となるようにコーレスミキサーで該脱水組成物を水に分散させた。その分散の際、水にポリアクリル酸系分散剤(商品名:アロンT−50、東亜合成株式会社製)を組成物(該脱水組成物)の固形分対比で1.0部の量を添加し、スラリーを調製した。
【0101】
[粉砕工程]
分散工程後のスラリー組成物を湿式粉砕機であるサンドグラインダーを用いて粉砕し、平均粒子径が1.6μmの無機粒子としての再生顔料を得た。
【0102】
(塗工ライナーの製造)
表層のパルプとして、NBKP15%、ケント古紙85%で米坪を30g/m2、表下層、として、ケント古紙100%、中層、裏下層のパルプとして、新聞古紙60%、雑誌古紙40%、裏層のパルプとして、段ボール古紙100%で、米坪をそれぞれ35g/m2を使用して5層に抄き合わせ、米坪170g/m2のライナー原紙を得た。なお、表層には、紙力剤(商品名:ポリストロンP−1222、荒川化学工業社製)1.3%、硫酸バンド3%、サイズ剤(商品名:サイズパインSPN−815、荒川化学工業社製)2.5%を添加した。また、表下層、中層、裏下層、裏層には、紙力剤(商品名:ポリストロンP−1222、前出)0.1%添加した。
【0103】
上記で得られた再生顔料を85部、タルク(商品名:ミクロタッチ、日本ミストロン社製)15部、接着剤(商品名:B−1535、旭化成社製)を28部、合成保水剤(商品名:SN−924、サンノプコ社製)0.4部(いずれも固形分換算)からなる塗料を、濃度40%となるよう調製した。調製した塗料を上記の170g/m2のライナー原紙にバーコーターで乾燥重量が6g/m2(固形分)となるように塗工、乾燥後、弾性ロールと金属ロールで構成されたカレンダーを用いて、2Nip、金属ロールの温度を80℃、および線圧がそれぞれ25kN/m、30kN/mの条件でカレンダー処理をして塗工ライナーを得た。
【0104】
実施例2
実施例1において、上記で得られた再生顔料50部、タルク(商品名:ミクロタッチ、前出)25部、重炭(商品名:FMT90、ファイマテック社製)25部、カレンダー条件を3Nip、金属ロール温度を80℃、および線圧を全て20kN/mとした以外は実施例1と同様な方法で塗工ライナーを得た。
【0105】
実施例3
実施例1において、裏層のパルプを新聞古紙60%、雑誌古紙40%、カレンダー条件を1ニップ、金属ロールの温度を80℃、および線圧を50kN/mとした以外は実施例1と同様な方法で塗工ライナーを得た。
【0106】
実施例4
実施例1において、上記で得られた再生顔料20部、タルク(商品名:ミクロタッチ、前出)60部、焼成カオリン(商品名:アンシレックス93、BASF社製)15部、二酸化チタン(商品名:KA−100、COSMO CHEMICAL社製)5部、カレンダー条件を2Nip、金属ロールの温度を70℃、および線圧を全て50kN/mとした以外は、実施例1と同様な方法で塗工ライナーを得た。
【0107】
実施例5
実施例1において、表層にケント古紙80%、LBKP20%、表下層のパルプを段ボール古紙50%、新聞古紙50%とし、塗料としては、上記で得られた再生顔料95部、タルク(商品名:ミクロタッチ、前出)5部、接着剤(商品名:B−1535、前出)29部、カルボキシメチルセルロース(商品名:BSH、第一工業製薬社製)0.8部(いずれも固形分換算)からなる塗料を、濃度30%となるよう調製した。調製した塗料を実施例1のライナー原紙にバーコーターで5.0g/m2となるように塗工、乾燥後、1Nip、金属ロールの温度を60℃、線圧を50kN/mの条件でカレンダー処理をして塗工ライナーを得た。
【0108】
比較例1
実施例1において、タルク(商品名:ミクロタッチ、前出)100部とした以外は、実施例1と同様にして塗工ライナーを得た。
【0109】
比較例2
実施例1で使用したライナー原紙に表面サイズ剤(商品名:PM385、荒川化学工業社製)のみを0.2g/m2塗布し、実施例1のカレンダー条件でカレンダー処理して塗工ライナーを得た。
【0110】
比較例3
実施例1において、カオリン(商品名:コンツァー1500、前出)80部、二酸化チタン(商品名:KA−100、前出)20部とした以外は、実施例1と同様にして塗工ライナーを得た。
【0111】
比較例4
実施例1において、カレンダー処理をしないで塗工ライナーを得た。
【0112】
上記で得られた塗工ライナーについて、下記の評価方法で評価を行い、その結果を表1に示した。なお、本発明における印刷ライナーの測定及び評価については特に記載のない限り、23℃、50%RHの環境下で行った。
【0113】
[X線回折の測定]
試料を乳鉢で粗い粒子がなくなるまですりつぶし、株式会社マックサイエンス社製MO3XHFを用いて、測定条件40KV、20mA、測定範囲:5〜50度で測定した。
[燃焼処理後の炭酸カルシウム分解率]
各実施例について、熱処理後の炭酸カルシウム分解率を、以下(1)〜(6)の手順で熱処理処理前のペーパースラッジ中の炭酸カルシウムとスラッジ焼成物中の残存炭酸カルシウム成分の量等を求めて評価した。
【0114】
(1)カルサイト炭酸カルシウムの検量線の作成
結晶構造がカルサイトの炭酸カルシウム(奥多摩工業社製タマパール222H)に対して、内部標準物質として酸化亜鉛(キシダ化学社製試薬特級)を、重量比1:5、1:1、5:1となるようにそれぞれ混合した。次いで、各混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(マックスサイエンス社製、MO3XHF)を用いて、40KV、20mA、回折角測定範囲5〜50度の条件で測定し、カルサイト炭酸カルシウムと酸化亜鉛のそれぞれのX線回折100%ピーク面積を基にして、カルサイト炭酸カルシウムの検量線を作成した。
【0115】
(2)アラゴナイト炭酸カルシウムの検量線の作成
結晶構造がアラゴナイトの炭酸カルシウム(奥多摩工業社製タマパール123)を用いた以外は、前記カルサイト炭酸カルシウムの検量線作成と同様にして、アラゴナイト炭酸カルシウムの検量線を作成した。
【0116】
(3)燃焼処理前の製紙スラッジ中の炭酸カルシウムの定量
秤量した絶乾の製紙スラッジに対して、秤量した酸化亜鉛(試薬特級、前出)を添加混合した。次いで、該混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF、前出)を用いて、40KV、20mA、回折角測定範囲5〜50度の条件で測定し、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、製紙スラッジ1g中に含まれる炭酸カルシウム量(g)を算出した。
【0117】
(4)製紙スラッジの灰分の測定
秤量した絶乾の製紙スラッジを、マッフル炉で350℃、30分で燃焼処理し、得られたスラッジ焼成物の重量を秤量し、下式によってスラッジの灰分含有量(%)を測定した。
灰分含有量(%)=(スラッジ焼成物重量/絶乾の製紙スラッジ重量)×100
【0118】
(5)スラッジ焼成物中の炭酸カルシウムの定量
秤量したスラッジ焼成物に対して、秤量した酸化亜鉛(試薬特級、前出)を添加混合した。次いで、該混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF、前出)を用いて、40KV、20mA、回折角測定範囲5〜50度の条件で測定し、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、スラッジ焼成物1g中に含まれる炭酸カルシウム量(g)を算出した。
【0119】
(6)燃焼処理後の炭酸カルシウムの分解率
スラッジ焼成物1g中の炭酸カルシウム量(g)をA、製紙スラッジ1g中の炭酸カルシウム量(g)をB、灰分含有量(%)をCとし、下式によって燃焼処理後の炭酸カルシウムの分解率を算出した。
炭酸カルシウム分解率(%)=100−〔A×(C/100)〕÷B×100
(白色度)
白色度は分光白色度測色計(スガ試験機社製)を用い、JIS P 8148に準じて求めた。
【0120】
(平滑度)
JAPAN TAPPI No.5−2:2000に準じ、王研式平滑度計(ASAHI−SEIKO社製)を使用した。
【0121】
(グラビア印刷における網点再現性、均一性)
印刷局式グラビア印刷試験機(JAPAN TAPPI紙パルプ試験方法No24に準拠)で、インキは水性グラビア用インキ(商品名:DICセーフWHプロセス墨、DIC社製)を用い、グラビア印刷を行った後、網点の欠落の度合い、および均一性を目視評価した。
(網点再現性の評価)
◎:網点の欠落が全くない。
○:網点の形状が明らかに認められるが、一部欠損がある。
△:網点の形状が明らかに認められるが、欠損部が全体の半分以上ある。
×:網点の形状が認められない。
(均一性評価)
◎:インキの塗工面への転写が均一で、吸収ムラもない。
○:階調部分によっては、やや吸収ムラが認められる。
△:転写性がやや不均一で、吸収ムラも若干認められる。
×:転写不良で、吸収ムラも悪い。
【0122】
(加工時汚れ評価)
得られた塗工ライナーおよび非塗工ライナーをコルゲーターで中芯(商品名:S120、王子板紙社製)と裏ライナー(商品名:SF210、王子板紙社製)を使用して貼合し、Aフルート形態で段ボールシートを作成した。その後、製函工程を経て段ボールケースを作成した。貼合、製函工程における汚れは下記の基準で官能評価を行った。
○:ライナー表面に異物付着による汚れが全く見られない。
△:ライナー表面に異物付着による汚れがわずかに見られるが、実用上問題ないレベ
ルである。
×:ライナー表面に異物付着による汚れが著しくみられ、実用上問題があるレベルで
ある。
【0123】
【表1】

【0124】
表1から明らかなように、実施例1〜5は塗工層中に製紙スラッジを燃焼処理して得られる再生顔料とタルクを含有し、カレンダー処理を行うことにより、グラビア印刷の網点再現性、印刷均一性に優れていた。これに対して、比較例1は再生顔料が塗工層中に配合されていないため、グラビア印刷の網点再現性、均一性が劣っている。比較例2は顔料塗工層を設けていないため、網点再現性、均一性ともに劣っている。比較例3は再生顔料、タルクいずれも含んでいないため、グラビア印刷の均一性に劣り、比較例4はカレンダー処理をしていないため平滑度が低く、グラビア印刷版との密着性に劣り、均一性が悪く、網点再現性が劣る結果となっている。
以上の通り、本発明により水性グラビア印刷の網点再現性が良好で、印刷均一性に優れ、段ボールシート、段ボール箱の加工工程時に汚れによるトラブルの発生のない塗工ライナーおよびそれを用いた段ボールシートを提供することが可能となった。
【図面の簡単な説明】
【0125】
【図1】本発明で好適に用いられる再生顔料となるスラッジを原料とする無機粒子の製造方法の基本フローシートを示す図。
【図2】本発明の熱処理工程で使用される間接的加熱型ロータリーキルンを使用した熱処理装置の一例の構成図。
【図3】本発明の熱処理工程で使用される間接的加熱型ロータリーキルンを使用した熱処理装置の他の一例の構成図。
【符号の説明】
【0126】
1 間接的加熱型ロータリーキルン
2 供給ホッパ(スラッジ供給口)
3 空気供給口
4 排気ファン
5 間接的加熱手段
6 熱風循環ファン
7 循環ブロアー
8 スラッジ排出口
9 焼成室
10 スクリューフィーダー
S 製紙スラッジ
A、A´空気流
B 製紙スラッジ進行方向
【技術分野】
【0001】
本発明は、塗工ライナー及びそのライナーを用いた段ボールシートに関する。特に、水性グラビア印刷の網点再現性、均一性に優れた美粧段ボール用のライナーとして用いることが出来るものである。
【背景技術】
【0002】
一般に、ライナーは2〜9層程度の多層抄きされた厚紙で、2層の場合は裏層、3層以上の場合は中層にコスト及び省資源を目的として、脱墨されない古紙パルプが使用される。ライナーは中芯原紙と組み合わせて段ボールシートに加工され、各種包装箱等に使用されるが、近年段ボール箱の機能が、商品を保管・輸送などの流通過程で受ける物理的な力から守るだけでなく、商品が詰められたまま展示、あるいはセリ等に見られるように商品の顔としての機能を付加するために多色印刷が多く行われようになった。通常のクラフト色以外に、見栄えのある目立つ多色印刷が行われる美粧ライナーと呼ばれるライナーは、表層に晒パルプや上白古紙パルプを配合したり、白色顔料塗料を塗工し、表面の白色度を高めるたりすることによって製造されていた。また、表層のみの対策はコストがかかることから、表下層(表層の直下の層)にもある程度白色度のあるパルプを用いて、中層の色を隠蔽する作用を持たせることもある。この様な白色度の高い外観を持ったものは、白紙面だけでなく、これに印刷した場合、印刷面が美麗かつ鮮やかに見える効果を与える。このため、この種のライナーを使用して、カラー印刷を施した段ボ−ル箱は、人の目を引く効果が高く、更に、内容物を忠実に表するために、内容物の優良性を強く訴えることが出来る優れた面がある。近年、量販店を中心に、店頭に段ボ−ル箱に製品を詰めたまま販売するということがよく見受けられるようになって来ており、この点からも印刷面が美麗で鮮やかなライナーが求められている。
【0003】
このため、ライナー表面の白色度と色相を所定の範囲に調整することにより、白紙外観、印刷外観も深みのある落ち着いた視覚効果を与えるライナーが開示されている(特許文献1参照)。また、顔料とバインダーを主成分として含有する塗工層により、白色度と色相及び光沢を特定範囲に調整することにより白紙面では落ち着いた視覚効果を与えるとともに、印刷の文字が読み易く、さらにカラー印刷するとインキ発色性、印刷光沢が良好で印刷面が鮮明な美粧ライナーが開示されている(特許文献2参照)。しかしながら、これらの開示はいずれもライナーとしての色相を規定しているだけで、グラビア印刷における網点再現性を十分満足させる提案になっていない。ライナーの表層に顔料とバインダーを含む塗被層を設け、耐油度(キット数)を12級以上としたライナーが開示されている(特許文献3参照)。このライナーは耐油度レベルが高すぎ、優れた水性のグラビア印刷の網点再現性は得られない。
【0004】
さらに、白紙光沢および印刷光沢に優れた塗工ライナーを得るために、塗被層面の平滑度特性として、加圧型平滑度計で加圧条件5kgf/cm2で測定したときの平滑度が3.0μm以下で、20kgf/cm2で測定した平滑度との比が0.3〜0.8である塗工ライナーが提案されている(特許文献4参照)。この提案は、フレキソ印刷においてモトリングの発生の無いことを目的としており、水性グラビア印刷において、規定の平滑性では塗被層のインキ転移性が劣り、網点再現性として不十分なレベルでしか得られない。
【0005】
顔料塗工層にアルキルケテンダイマーを主成分とするゼータ電位が−5mV〜5mVのサイズ剤を、顔料100質量部対比、アルキルケテンダイマー成分で0.2〜0.8重量部配合することにより、グラビアの網点再現性とオフセット印刷時の耐水性改善、印刷加工適性、表面加工適性の優れた塗工紙が提案されている(特許文献5参照)。この提案では、水性のグラビア印刷については、何も示唆されておらず、また、使用する顔料によっては上記の配合部数であっても塗料粘度が上昇する恐れがあり、安定的に生産するのが困難である。
【0006】
グラビア印刷における網点の欠落が少なく、且つ白紙光沢及び印刷光沢に優れる塗工ライナーとして、顔料と接着剤を主成分とする水性組成物をライナー原紙に塗工する際のその水性組成物中の顔料組成として(a)焼成カオリンが20〜70重量部、(b)構造化カオリンおよび/またはデラミネーテッドカオリンが15〜77重量部、および(c)有機ピグメントが3〜20重量部含有せしめられ、かつ(a)+(b)+(c)の合計が70重量部以上である塗工ライナーが開示されている(特許文献6参照)。しかしながら、この提案は、有機ピグメントがインキ中の溶剤を吸収し膨潤するとの記載があることから、油性のグラビアを対象としており、水性と油性では、その求める品質に大きな差があり、水性のグラビア印刷に対して、優れた効果を発揮しない。
【0007】
オフセット及びグラビア印刷に共用可能で、いずれの印刷適性にも優れた塗工白板紙として、2層の塗被層を有し、下塗り層の顔料として、焼成クレー、構造化カオリンおよびデラミネーテッドクレーから選ばれる少なくとも1種の顔料を全顔料あたり固形分対比で30〜70質量%含有し、接着剤としてガラス転移温度が−50〜−5℃の重合体ラテックスを使用し、上塗り層の接着剤としてガラス転移温度が0℃以上のラテックスを使用することが提案されている。これは、両印刷方式に対応するため、下塗り層にクッション性を持たせてグラビア印刷時の版との密着性を促進させ、上塗り層にオフセットのパイリングを防ぐこと機能を持たせることを特徴としている(特許文献7参照)。しかしながら、水性のグラビア印刷についての記載は一切なく、水性グラビア印刷においては、油性と比較して塗工層にインキが吸収し難く、この提案では、水性グラビア印刷に対して優れた品質が得られない。
【0008】
近年、環境保全の観点から生産に伴う活動からの産業廃棄物削減を余儀なくされている。製紙業界においても、製紙スラッジの処理が問題となってきている。製紙スラッジとは、製紙材料であるパルプなどの繊維分、澱粉や合成接着剤を主とする有機物や白色顔料を主とする無機物で利用されずに廃水中に混ざって処理される固形原料、さらにはパルプ化工程で洗い出されたリグニン、微細繊維、あるいは古紙由来の製紙用填料、それに付着した印刷インキ、および生物廃水処理工程から生じる余剰汚泥からなる。その生物廃水処理工程で生じる余剰汚泥以外の主な製紙スラッジの発生源は、抄紙時にワイヤーを通過して流出したもの、古紙処理工程での混入異物除去、脱墨処理や洗浄過程で発生したもの、およびパルプ化工程での洗浄過程で発生したものであり、これらの固形物を含む廃水は、沈殿あるいは浮上などを利用した固形分分離装置によりその固形分が分離、回収され、その後、必要に応じて活性スラッジ処理等の生物処理が施された後、放流される。このような処理によって分離、回収された固形分や廃水の最終生物処理によって発生する余剰汚泥が製紙スラッジとなる。
【0009】
このような製紙工場から発生した製紙スラッジは、従来は、産業廃棄物として、そのまま埋め立て処分されることが多かったのに対し、最近は流動床炉やストーカ炉等の焼却炉でスラッジ中の有機物を燃焼させてエネルギーとして回収すると同時に、製紙スラッジの減容化が図られている。しかし、製紙スラッジ中には無機物も含まれるため、燃焼後には多量の残渣(焼却灰)が残るという問題がある。現在、焼却灰の一部はセメントに混合されたり、製鉄の酸化防止剤、土壌改良剤等にも使用されたりしているが、大半は産業廃棄物として埋め立て処分されている。今後、古紙の再利用が進むにつれて、極めて製紙スラッジが大量になり、廃棄物処理が次第に困難になる。また、年々高騰している処理費用が紙パルプ工業の収益を圧迫することが予想される。このため、古紙を再生している製紙業界においては、製紙スラッジの問題は極めて深刻で、その対策の一環としてその有効活用が強く求められている。このため、製紙スラッジ焼却灰(無機物)を製紙用材料である製紙用填料や塗工用顔料として、再利用することが出来れば、産業廃棄物の削減のみならず、古紙利用率の向上にも結びつけることができ、環境対策上の問題も解消することができる。このような社会的環境を理由に製紙スラッジを製紙用材料へ再生、再利用するための方法が多数検討されており、その製紙スラッジから再生顔料を得る方法として、製紙スラッジを焼却炉で焼却した焼却灰を再燃焼させることにより、未燃焼カーボンを燃焼させ白色度を向上させる方法(特許文献8)、製紙スラッジを成形し、内燃式ロータリーキルンなどで焼却し、粉砕する方法(特許文献9)、製紙スラッジの有機化合物を焼却する第一段階と、過剰の酸素供給下で残留炭質物質を焼却する第二段階の熱処理後、熱処理生成物を水性懸濁液にし、二酸化炭素を吹き込む方法(特許文献10)、製紙スラッジを乾燥後、燃焼炉で有機分を完全に燃焼させ粗粉砕あるいは微粉砕後に水分散液とし、二酸化炭素ガスを吹き込む方法(特許文献11)といった多段燃焼、燃焼の間に粉砕処理するといった方法等が提案されている。
【0010】
【特許文献1】特開2001−146697号公報
【特許文献2】特開2002−317395号公報
【特許文献3】特開2007−154360号公報
【特許文献4】特開2000−314095号公報
【特許文献5】特開平11−269798号公報
【特許文献6】特開平11−279989号公報
【特許文献7】特開2002−363887号公報
【特許文献8】特開平11−310732号公報
【特許文献9】特開2002−167523号公報
【特許文献10】特開平10−29818号公報
【特許文献11】特開2002−356629号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、再生顔料、タルクを含有した塗工層を設け、水性グラビア印刷に対して優れた網点再現性、均一性を有した塗工ライナーおよびそれを用いた段ボールシートを提供するものである。
【課題を解決するための手段】
【0012】
本発明は、少なくとも2層以上の多層抄きで構成される原紙の片面に顔料と接着剤とを含有する塗工層を設けてなる塗工ライナーにおいて、該塗工層中の顔料としてタルク及び製紙スラッジを燃焼処理して得られる再生顔料を含有し、且つ塗工後にカレンダーで平滑化処理し、該塗工面の王研式平滑度が50〜1000秒の範囲である塗工ライナーである。
前記塗工層中の製紙スラッジを燃焼処理して得られる再生顔料の含有量が顔料100質量部に対して30〜95質量部であることが好ましい。
前記塗工層中のタルクの含有量が顔料100質量部に対して5〜50質量部であることが好ましい。
前記塗工層中の接着剤の含有量が顔料100質量部に対して10〜50質量部であることが好ましい。
前記塗工ライナーを用いた段ボールシートであることが好ましい。
【発明の効果】
【0013】
本発明によって、産業廃棄物として処分されている製紙スラッジを有効に活用して生成された再生顔料およびタルクを使用し、水性グラビア印刷の網点再現性、均一性に優れ、均一性に優れ、加工適性にも優れた塗工ライナーおよびそれを用いた段ボールシートを提供することが可能となった。
【発明を実施するための最良の形態】
【0014】
一般に、水性グラビア印刷は、印刷面の吸水性度合いによりインキの浸み込みが異なり、インキの発色性、印刷均一性および網点再現性に大いに影響する。このため吸水性およびインキのビヒクルを抑制するために適正な顔料を含む塗工層を設けることにある。水性グラビア印刷の吸水性の特性を満足させる検討を重ねた結果、塗工層に製紙スラッジを燃焼処理して得られる再生顔料とタルクを含有させ、カレンダー処理し、塗工面の平滑性をある範囲に調整することにより、印刷均一性および網点再現性の優れた塗工ライナーが得られることを見出した。
【0015】
製紙スラッジを燃焼処理して得られる再生顔料とタルクを塗工層に含有すると水性グラビアの網点再現性が向上する理由は必ずしも明らかではないが、製紙スラッジを燃焼処理して得られる再生顔料は、結晶構造が崩壊して非晶質な構造となっているものが多く、不透明性、多孔質でインキ吸収性に優れた性質を発現する。このことから、再生顔料のもつ空隙性によって、顔料中にインキを取り込み、またインキ中の溶剤が均一に吸収されて、インキ発色性の均一性が得られ、網点の再現性も得られるものと考える。ただし、再生顔料は、一般の顔料と比べると、焼成工程を経ているため、硬く、塗工層に含有した場合、塗工層面の摩擦抵抗を高めてしまう。一方、一般的に製紙用のタルクは、扁平顔料で被覆性に優れ、インキの受容性にも優れた性質を持ち、セディグラフによって測定した平均粒径が1〜5μm、クロライト含有率は0〜90%である。中でもクロライト含有率5〜50%のタルクの使用は、顔料の分散性と加工時の汚れを軽減させる効果のバランスがとれているため、より好ましい。さらに、タルクが塗工層に存在すると摩擦抵抗を低減させる性質を有し、塗工層表面が滑りやすくなる。製紙スラッジを燃焼処理して得られる再生顔料とタルクが共存することで、再生顔料の多孔性による水性グラビアインキの吸水性とタルクの優れたインキ受容性を有し、塗工層表面の摩擦抵抗性をバランスよく調整される。しかしながら、製紙スラッジを燃焼処理して得られる再生顔料は、その嵩高性、タルクは扁平性と粒子径が大きいために、いずれの顔料とも塗工後の平滑性は良くないため、塗工後にカレンダー処理を行い、塗工層表面を平滑化させることが必須である。このカレンダー処理により、グラビア版との密着性を向上させ、優れた水性グラビア印刷の網点再現性を発現できる。
【0016】
優れた水性グラビア印刷の網点再現性を発現するには、カレンダー処理後の塗工層表面の王研式平滑度が50〜1000秒の範囲が必要である。平滑度が50秒未満であると、水性グラビアの網点再現性に劣り、1000秒を超えると、グラビア版との密着性には優れるが、カレンダー処理条件が強すぎて、ライナーの通気性が損なわれ、水分バランスが崩れカールが発生したり、段ボールシートを作成する際、ライナーと中芯を加熱、加圧接着する工程で、接着不良を起こしたりする虞が生じる。
【0017】
ここで、再生顔料の含有量は廃棄物処理量を考慮すると1〜95質量部が望ましいが、グラビア印刷時の網点再現性をよりよく発揮するためには、30〜95質量部が好ましく、さらに好ましくは60〜90質量部である。タルクの含有量としては、顔料100質量部当たり、5〜50質量部が好ましい。クロライト含有率によりタルク配合部数は変わるものの、さらに好ましくは15〜40質量部である。
【0018】
また、タルクを含有した塗工層は上述の通り、表面を滑りやすくする性質があるので、段ボールシート加工時や製函加工時にライナー表面同士や機械との接触時に発生する汚れを低減する働きがあり、加工適性にも優れた性質を発現する。
【0019】
本発明における再生顔料の原料であるスラッジとは、工業的なプラントまたはプロセスの下水や工業廃水などから発生する廃棄物である。下水や工場廃水などには固形分が含まれているために、クラリフャイヤーや凝集沈殿槽で沈降分離されてから放流される。この際、廃棄物として廃水中に含まれる固形分がスラッジである。ここでは、製紙工場から排出されるスラッジを製紙スラッジとする。
【0020】
製紙スラッジから再生顔料とする無機粒子の硬度を低減させるために、スラッジ中の炭化水素物質が酸化される高い温度で焼却した灰粒子と水酸化カルシウムとのスラリーを作製し、スラリーを炭酸塩化して、灰粒子の表面に炭酸カルシウムを沈降させた複合粒状物質を製造する方法、その他の方法としては、焼却灰をアルカリ金属化合物と混合焼成することで高硬度化合物の生成を防止でき、混合焼成物を酸処理し、非晶質シリカ微粒子を製造する方法が適用できる。焼却灰を、ケイ酸を含むアルカリ溶液中に浸漬し、これを酸により中和することで、焼却灰をケイ酸などに包含させた多孔性粒体を製造する方法により得られた再生顔料も使用できる。
【0021】
そこで、製紙スラッジより再生顔料となる無機粒子を得るための好ましい方法の一例を、以下に示す。図1は本発明で好適に用いられる再生顔料となる無機粒子の製造方法の基本フローシートを示す図であり、その基本フローシートに従って説明する。
【0022】
[スラッジ]
スラッジは本発明に係る再生顔料となる無機粒子の原料となる。原料の製紙スラッジは、パルプ化工程、紙製造工程、古紙再生工程などの製紙工場の各種工程から排出される廃水に対してスラッジ回収処理として、凝集・沈殿・濃縮・脱水等の工程を適宜組合せて行って、各廃水が含有する固形分を回収したもの(製紙スラッジ各種)を、単独、または混合して適宜原料スラッジとして用いることができる。このうち古紙再生工程からのスラッジについては、古紙脱墨工程の加圧浮上(フローテーション、または浮選)および/または洗浄によって古紙パルプから分離排出される脱墨廃液に対して凝集および脱水処理を行い、脱墨排水中の固形分を脱墨スラッジとして回収することが推奨される。また、白色度の低い古紙原料からスラッジを回収する場合には、古紙再生工程における脱墨処理及び浮選処理を充分に行い、カーボンブラックなどを含むインク粒子をできるだけ除去しておくのがよく、必要に応じて複数回のスラッジの加圧浮上工程および/または洗浄工程を追加することもできる。また、古紙脱墨工程から回収する脱墨スラッジについては、上質古紙、新聞古紙、雑誌(塗工紙系)古紙などに分別して古紙種類毎の脱墨スラッジを調製し、必要に応じてこれらの古紙種類別脱墨古紙を単独、または混合して適宜原料スラッジとして用いることができる。
【0023】
なお、製紙スラッジ中の無機成分(灰分)は、製紙用填料や塗工紙用顔料に由来するカオリン(クレー)および炭酸カルシウムが無機成分全体の約80〜95質量%を占める主成分であり、タルク、二酸化チタンなどが少量混在している。前記無機成分の主成分であるカオリン、および炭酸カルシウムの比率は処理する古紙の種類等によって多少のばらつきはあるが、概ねカオリン/炭酸カルシウムの重量比で20/80〜80/20の範囲である。また、上記無機成分(灰分)中のカルシウム(CaO換算)、アルミニウム(Al2O3換算)およびケイ素(SiO2換算)のそれぞれの含有比率(カルシウム/アルミニウム/ケイ素)は、13〜73/12〜40/15〜47である。
【0024】
また、製紙スラッジ中の有機成分、および無機成分の比率は、処理する古紙の種類や脱墨工程程度によって多少は変動するが、概ね無機成分/有機成分の質量比で30/70〜80/20の範囲である。
【0025】
スラッジとは別に、製紙用材料として再利用が困難な低級な古紙やそれに付随するプラスチックを主としたRPF(Refused Paper & Plastic Fuel)を原料として使用することもできる。
【0026】
[脱水工程]
各種工程の廃水から原料スラッジを固形分として回収する方法としては、濾過、遠心分離、加圧脱水、圧搾等の方法が挙げられ、前記各種方法を組合せて所要の含水率の製紙スラッジを得る。好適な濾過装置としては、ロータリースクリーンと称される濾過装置があり、また脱水装置としては、スクリュープレスと称される加圧・圧搾脱水装置やデカンターと称される遠心脱水装置があり、これらの濾過装置、圧搾装置を単独、または適宜組合せて用いることができる。
【0027】
スラッジ中の固形分濃度は、脱水機の能力の違いで異なるため、通常5〜60質量%であるが、固形分濃度70質量%を超えるものは現状の脱水機あるいは濃縮機の能力では達成が難しい。
【0028】
[乾燥工程]
熱処理工程に用いるスラッジの固形分濃度は特に限定はないが、熱処理工程中のエネルギーコストを低減する観点から、また熱処理装置を小さくする観点から、スラッジの固形分濃度はなるべく高くした方が好ましく、70質量%以上にするのがよい。しかるに、前記の脱水工程のみでは、脱水装置機の能力によって異なるものの、固形分濃度は概ね5〜60質量%程度であるため、更に乾燥処理して固形分濃度を高めることが推奨される。
【0029】
スラッジの固形分濃度を高くするために、図1に示すように、熱処理工程前にスラッジを乾燥する乾燥工程を設けることが好ましい。乾燥工程で用いる乾燥機としては、特に限定はなく、直接加熱型ロータリーキルン、間接加熱型ロータリーキルン、気流乾燥機、流動層乾燥機、振動流動乾燥機、回転・通気回転乾燥機(サイクロン)などを用いることができる。また、これら乾燥機の熱源としては、後述する焼成処理工程の排熱を使用することにより、エネルギーコストを低減することが可能である。
【0030】
乾燥処理の温度は、気流乾燥機や回転・通気回転乾燥機のような熱風を利用して乾燥させる装置においては、スラッジの燃焼や炭化を防止するために熱風温度を600℃以下とすることが好ましく、250℃以下とすることが特に好ましい。この熱風温度が高過ぎては、スラッジが発火し、その際の焼成条件が適切でなければ、易燃焼性の有機成分が炭化して難燃焼性に変化する懸念がある。また、乾燥工程においては乾燥効率を向上させるために、スラッジを細かく解すことが好ましく、撹拌機や機械式ロール等により強制的にスラッジを解し、必要に応じてスラッジを300〜2000μm程度に分級して乾燥させることが好ましい。
【0031】
また熱処理工程に用いるスラッジは、熱処理装置内にスラッジが積層された時に酸素と接触できる大きさ、形状であれば特に限定はない。しかし、スラッジを細かく、かつ大きさを均一にすると、スラッジが細密充填のように積層されて、積層内に酸素が入り込まないため、有機物、特にカーボンの燃焼が不十分になり白色度が向上しない可能性がある。また、スラッジを大きくし過ぎると、カーボンを完全に燃焼することができず、スラッジ塊状の中心部に未燃カーボンが残存する可能性がある。以上のことから、用いられるスラッジは、長さまたは直径が2mm以上30mm以下の範囲の大きさのものを用いるのが好ましい。形状は、円柱状、球状、楕円、三角形、その他の多角形や、凹凸を有するものなどを用いることができる。
【0032】
前記した所望の大きさ、形状にスラッジを成形するために、造粒成形することも可能である。スラッジを造粒する方法は、ブリケットマシンやローラーコンパクター等の圧縮成形機を用いる方法、ディスクペレッターのような半乾式造粒機を用いる方法、転動造粒法や攪拌造粒法、押出成形法等がある。
【0033】
また前記のように造粒成形機を用いてスラッジを造粒させなくても、含水スラッジを乾燥機に投入あるいは乾燥スラッジを熱処理装置に投入する時のスクリューフィーダーなどで大きさを調整することも可能である。また、スラッジ乾燥機で大きさ、形状を調整することも可能である。即ち、ある程度の塊状の大きさに成型すればよいのである。
【0034】
[熱処理工程]
熱処理工程においては、過剰空気(酸素)雰囲気で行うことで、燃焼効率が向上するため、熱処理装置を小規模化、省力化することができる。その熱処理温度は、スラッジ中のカーボンブラック等のインク顔料や繊維およびポリマー等の有機物を安定して燃焼させる温度になるように後述の方法により制御される。
【0035】
このような熱処理工程に使用される熱処理装置の一例を図2に示した。図2は本発明に係わる再生顔料を作成するときの熱処理工程に使用される、間接的加熱型ロータリンキルンを使用した熱処理装置の構成図である。
【0036】
熱処理工程の主要部となる焼成炉としては、特に限定はなく、トンネルキルン、ローラーハースキルン、プッシャーキルン、シャトルキルンのような箱型炉、縦型円筒炉、回転式横型円筒炉、スクリュー式横型円筒炉などを用いることができる。スラッジを供給する方式としてはバッチ式、連続式があるが、多量に処理できる連続式の方が好ましい。スラッジへの伝熱が良好で、加熱炉内のスラッジがより均一に表面に出ることができる回転式横型円筒炉あるいは流動させることが可能なスクリュー式横型円筒炉を用いることが好ましい。設備の維持の面から極力単純なもので駆動エネルギーが少ない、回転式横型円筒炉であるロータリーキルンが好ましい。ロータリーキルンの焼成室の形としては円筒型、六角型などを使用することができる。ロータリーキルンとしては、高砂工業(株)の外熱式連続ロータリーキルン、(株)栗本鉄工所の連続外熱式ロータリーキルンIRK型、(株)ノリタケエンジニアリングの間接加熱連続式ロータリーキルンRKC−SG型、岩佐機械工業(株)の外熱型ロータリーキルンなどを用いることができる。
【0037】
また、キルン炉内にリフターや回転駆動できる攪拌部材を設けることで、スラッジと酸素がより多くかつ均一に接触するので、有機分の燃焼が効率的に行われ、スラッジ焼成物の白色度が向上し品質も均一になるのでより好ましい。
【0038】
さらに、多筒型キルンやキルンの焼成室内を多分割隔壁構造にすることで、伝熱面積が増大、かつ、スラッジへのキルン炉内のスラッジ積層・堆積が低減され、スラッジと酸素との接触、およびスラッジへの伝熱が良くなるので、スラッジ焼成物の白色度が向上し、均一な品質を得ることができるので好ましい。また、焼成室内を多分割隔壁構造にすることで、従来のキルンよりも前述のようにスラッジ積層・堆積を低減させることができるため、多くのスラッジを処理することが可能で、熱処理装置を小規模化することができる。焼成室内の分割数については、特に限定はないが、好ましくは6分割以上、さらに好ましくは10分割以上である。
【0039】
そこで熱処理工程に使用される熱処理装置に好適に使用可能なこれらの焼成炉を使用した熱処理装置を、横型または縦型の筒を使用しているので筒型熱処理炉を用いた筒型熱処理装置と称する。
【0040】
図2に示すように、脱水、乾燥、造粒の各処理を単独または組み合わせて処理したスラッジSが図示を省略した乾燥装置から送られ、筒型熱処理装置の一例である連続式間接的加熱型ロータリーキルン1の筒軸方向の一端部に設置されたスラッジ供給口となる供給ホッパ2に投入され、スクリューフィーダー10を介してロータリーキルン1内の焼成室9へと供給される。スラッジSはロータリーキルン1の焼成室9内を通過しながら、その内部の有機成分が燃焼される。燃焼した後のスラッジSはスラッジ供給口に対して筒軸方向の反対側の端部に設置されたスラッジ排出口8を通して炉外に取り出され次の工程に送られる。
【0041】
供給ホッパ2の近傍に排気手段としての排気ファン4が設置されており、この排気ファンがロータリーキルン1内の空気を強制排気することによってロータリーキルン1内へ、スラッジ排出口8の近傍に設置された空気供給口3からロータリーキルン1内に空気が破線矢印Aで示すように吸入される。このように空気供給口3から排気ファン4方向へ破線矢印Aで示す空気流が常に発生することになる。この空気流が後に説明する未燃焼物搬送用空気流Aとなる。この空気量の制御は排気ファン4の排気量を制御することで行われる。この空気量は炉内が過剰(富)酸素雰囲気下になるように過剰に吸入されるよう制御されることが好ましい。
【0042】
ロータリーキルン1の炉内を加熱する熱は主として間接的加熱手段5から供給される。この熱によって焼成室9内を間接的に加熱している。ロータリーキルン1の焼成室9内でスラッジ中の可燃成分が燃焼することによっても熱が発生するが、この熱に比べて間接的加熱手段5から供給される熱の方がはるかに大きい。この間接的加熱手段5を制御することにより、ロータリーキルン1内の温度を均一に維持する。この間接的加熱手段5としては、電気的な加熱も可能であるが、灯油や重油の燃焼ガスによる加熱、ガスバーナーによる加熱が経済的に好ましい。既存の焼却設備から排出される燃焼排ガスを使用することもできるし、水蒸気などを使用することもできる。本図2に示した例では循環ブロアー7によって燃焼排ガスが間接的加熱手段5として供給されている。
【0043】
スラッジ中の有機成分は基本的にはロータリーキルン1の焼成室9内で燃焼させるが、一部の未燃焼物は空気流Aに載せて、ロータリーキルン1内から取り出される。排気ファン4を通して強制排気される空気流は熱風であるので、熱風循環ファン6を用いて図示を省略したスラッジ乾燥機などに送風されて熱エネルギーとして再利用することが好ましい。
【0044】
以上説明したように熱処理工程においては、過剰空気(酸素)雰囲気下で均一な温度コントロールが可能な間接的加熱方法により行われる。間接的加熱方法とは、焼成室(炉内)9を加熱するひとつの方法であり、間接的加熱型の燃成炉は、燃焼ガスあるいは燃焼ガスにより生じた熱風とスラッジが直接接触しないように隔壁が設けてあるのでこう呼ばれる。他の加熱方法としては、火炎、あるいは燃焼ガス、熱風を筒の一端から吹き込む直接的加熱方法がある。直接的加熱型の焼成炉は、焼成室(炉内)の一端から加熱する方法であるため、加熱側とその反対側では、温度が大きく異なり、焼成室( 炉内) 全体の温度を正確にコントロールすることができない。それに対して、間接型加熱方法は、直接的加熱方法のように燃焼ガスあるいは熱風を筒の一端から吹き込む方式ではなく、焼成室(炉内)全体を加熱する方式であるため、熱処理装置全体の均一な温度コントロールが容易となる。均一な温度コントロールは以下のような理由により重要である。
【0045】
スラッジ中には、カーボンブラック等のインク成分や繊維およびポリマー等の有機物と炭酸カルシウム、カオリン、タルクなどの無機粒子などが存在している。スラッジ焼成物の白色度を向上させるには黒インキ成分であるカーボンブラックを除去することが必要である。単体のカーボンブラックを完全に燃焼させるには少なくとも過剰空気雰囲気下で600℃で60分、850℃で20分の燃焼処理時間が少なくとも必要であることから、なるべく熱処理温度を高くした方がよい。しかし、あまり温度を高くし過ぎると、スラッジ中の無機粒子が焼結変化し、スラッジ焼成物が硬くなってしまい、製紙用材料としては好ましくない性質を呈しやすい。
【0046】
前記高温の熱処理による無機粒子が硬質化は、以下の説明にあるようにスラッジが主として含有する無機物の炭酸カルシウムとカオリン(クレー)の熱的変質現象に起因する。すなわち、炭酸カルシウムは600℃を越えた付近から脱炭酸を始め、少なくとも一部が酸化カルシウムに分解され始め、900℃で完全に酸化カルシウムに分解する。タルクは900℃まで結晶構造は変化しない。二酸化チタンは1000℃でも安定であり、全く変化しない。カオリンは、400℃を超えた付近から結晶水が脱離し、500〜850℃までは非晶質のメタカオリンとして存在する。この非晶質のメタカオリンは、焼成カオリンと呼ばれるもので、嵩高く、不透明度が良好で、平滑性に優れる無機粒子である。900℃を超えると、γアルミナ、ムライトを生成する。これらのγアルミナ、ムライトは、非常に硬いため、ワイヤー摩耗、塗工ブレード摩耗が悪くなるため、製紙用材料としては好ましくない。また、850℃をやや超えた領域で、非晶質のメタカオリンと先出の炭酸カルシウムから分解された酸化カルシウムが存在すると、化学反応により、硬い、再利用に適さないゲーレナイトが生成する。
【0047】
よって、熱処理工程のスラッジ温度は、硬い焼成物が生成しない850℃を超えないことが好ましい。また、最高温度が600℃未満では白色度を向上させるには非常に長い処理時間がかかり、エネルギーコストが高くなるだけでなく、熱処理装置も大きくなるため、実用上あまり好ましくない。従って、好ましいスラッジ温度としては、600℃以上850℃以下が好ましく、600℃以上800℃以下がより好ましい。
【0048】
また、熱処理工程においては、850℃を超えない温度までスラッジ温度を段階的に上げていってもよい。
【0049】
結局、このようにスラッジ焼成物が硬くなることを未然に防ごうとすると焼成時のスラッジ温度を低めに設定することになり、スラッジS中の有機分を完全に燃焼させることは
困難であり、カーボンブラックに代表される未燃焼物が若干残存するおそれがある。なお、ここに示した温度は焼成室9内で焼成処理される際のスラッジ温度であり、熱処理装置内雰囲気温度とは厳密には異なる。熱処理装置内雰囲気温度は供給される空気の温度にもよるが、通常、スラッジ温度よりも低くなる。
【0050】
熱処理工程において、熱処理装置内を過剰空気雰囲気下、つまり富酸素雰囲気下で熱処理する理由は、スラッジが含有する有機物の燃焼を効率的に行うためである。ここでいう過剰(富)酸素雰囲気下とは、燃焼排ガス中の残留酸素濃度が5%以上の状態となるように、燃焼対象の有機物に対して燃焼に必要な充分な空気(酸素)を供給し、有機物が完全燃焼できる状態のことである。また、排気する空気量、吸入する空気温度によりスラッジ温度を調整することも可能である。
【0051】
熱処理装置内に吸入される空気量は、有機分を燃焼させるのに必要な理論酸素量以上にすることが好ましい。しかし、有機分を燃焼させることで発生する燃焼ガスは理論酸素量に相当する空気量よりも多くなるため、過剰(富)酸素化にするには、少なくとも発生した燃焼ガスを排気する必要がある。従って、吸入する空気量は、排気ファンの排気量を調節することで制御される。この排気量は、理論空気量の1.1倍以上が好ましく、より好ましくは1.5倍以上、さらに好ましいのは2倍以上である。しかし、吸入空気量が多過ぎるとスラッジ温度を下げてしまい、エネルギーコスト的にもあまり好ましくないので理論空気量の5倍以下にすることが好ましい。また、吸入する空気中には二酸化炭素を通常よりも多く含んでいてもよい。なお、熱処理装置内の酸素量が理論酸素量よりも少なく不足した場合、貧酸素状態になり、スラッジが炭化することで、スラッジ中に未燃カーボンが残存してしまう。この未燃カーボンを取り除くためには熱処理温度をより高くすることや、長時間の処理を必要とする。結局、所望の本発明に使用される再生顔料の原料となるスラッジ焼成物を得ることは難しい。したがって炉内を貧酸素状態にすることは絶対に避けなければならない。
【0052】
過剰(富)酸素雰囲気下でスラッジSをより完全に燃焼させるために高温処理することによりスラッジ焼成物の白色度は高くなるが、先に述べたように硬い焼成物が発生し易くなる。
【0053】
図2に示したように空気供給口3をスラッジ排出口8の近傍に設置し、未燃焼物搬送用空気流Aを排出する排気ファン4をスラッジ供給口2の近傍に設置した場合は、熱処理装置内にスラッジSの進行する方向Bと対向する方向に未燃焼物搬送用空気流Aを発生させることができる。
【0054】
このようにスラッジSの進行方向Bと逆方向に未燃焼物搬送用空気流Aを生じさせる方式を向流方式と呼ぶ。この向流方式は、未燃焼物搬送用空気流がスラッジ焼成物のスラッジ排出口8側に送られるのと逆方向に流れていくので、スラッジ焼成物から未燃焼物を効率よく除去でき、スラッジ焼成物の白色度を向上させることができより好ましい。特に熱処理工程の最初の段階の燃焼の際に生じるような未燃焼物は後々まで完全燃焼されにくいので、この向流の未燃焼物搬送用空気流によって効果的に取り除くことができる。
【0055】
したがって、白色度をより高くするために、スラッジ温度をより高めに設定したりして、スラッジの未燃焼物を100%完全燃焼するより、100%の燃焼の保障は断念して微量の未燃焼物をスラッジ焼成物から取り除くことによって高白色度でかつ高硬度合成物を含有しない無機粒子を得ることができる。前記した未燃焼物とは、未燃有機物のことで大半は未燃カーボン粒子、換言すれば炭化物粒子である。つまりカーボンブラック状物質であり、カーボンブラックの性状は大きさが10〜500nmで、比重1.8〜1.9の微粉末状である。この微粉末状の未燃焼物を取り除くために、炉内の空気を排気ファン4により排出することにより、未燃焼物搬送用空気流Aを熱処理装置内に発生させ、搬送用空気流Aに載せて未燃焼物を取り出しているのである。このように排気ファンなどを用いて未燃焼物搬送用空気流を強制排気させることが非常に好ましい。このような強制排気に加えて空気を強制導入させると更に好ましい。
【0056】
強制排気等による未燃焼物空気流の流速は、微粉末状の未燃焼物を取り除くことができる流速であれば特に限定はないが、流速が遅い場合は、空気流が供給ホッパ2側に流れず、未燃焼物を上手く取り除くことができずにスラッジ焼成物中に混入してしまい、白色度が低下してしまう懸念がある。上記のような性状のカーボンブラックを含む未燃焼物を搬送する未燃焼物搬送用空気流の流速は0.4m/分以上が好ましく、より好ましくは0.8〜1.5m/分以上、特に好ましくは1.5m/分以上である。しかし、空気流の流速があまり速すぎるとスラッジ焼成物もいっしょに排気ファン4側に混入する恐れが大きくなり熱効率も低下する。尚、この空気流の流速は排気ファンの排気量、空気温度等を測定し、それらの値と熱処理装置内の温度等から理論的に求めた。
【0057】
一方、他の方式前記向流方式とは逆の空気流入方式の例を図3に示した。図3は間接的加熱型ロータリンキルンを使用した熱処理装置の他の一例の構成図である。図3中、図2と同一の符号を付した部材は図2において説明したものと同様であるので説明を省略する。図3の熱処理装置においては排気ファン4がスラッジ排出口8の近傍に設置されている。したがって、未燃焼物搬送用空気流A(またはA')とスラッジの進行方向Bが同一方向となる。このような方式を並流方式と呼ぶ。この並流方式はスラッジ焼成物と未燃焼物を分別して取り出す排出口が同方向であるため、多少、未燃焼物がスラッジ焼成物に混入しやすい懸念がある。また、並流方式では前記に記載したように未燃焼物搬送用空気流の流速を調整してもスラッジ焼成物に未燃焼物が混入しやすいので向流方式の方がより好ましい。
【0058】
また、この熱処理装置におけるスラッジ燃焼温度が高くなった場合に対して、一定以上の空気流入量を増大させることにより、空気流によって過剰なスラッジ燃焼熱を熱処理装置外に排出する、すなわちロータリンキルン1の焼成室9内の高温の燃焼排ガスをスラッジ供給側の排気ファン4によってロータリーキルン1外部に排出することにより、焼成室9内のスラッジSの燃焼温度を下げることができる。そこで、本熱処理装置では上記とは逆に温度が高い場合であっても一定量以上の空気流入量を増大させることによりスラッジ燃焼熱を熱処理装置外に排出する、すなわちロータリーキルンの本体筒部からスラッジ供給側の外部に熱を空気流と共に排出することにより温度を下げることができる。すなわち設定した熱処理温度以上に上昇することを避けるという制御をおこなうことができる。従って、先ほど述べた未燃焼物搬送用空気流Aは、スラッジ燃焼熱排出用空気流の役割もある。この点においても、向流方式は、空気流を排出する排気口がスラッジ供給口近傍にあるため、並流方式に比べてスラッジ燃焼熱が熱処理装置内を通過することなく、スラッジ燃焼熱を熱処理装置外に排出することができ、スラッジ温度の制御を容易にすることができるのでより好ましい。
【0059】
また、スラッジ燃焼温度が高い場合、空気流入量を絞ることで燃焼を抑制し、温度制御することができるが、熱処理装置内を富酸素状態にさせ、スラッジの燃焼を十分行わせることが必要であるため、空気流入量を必要以上に絞ることは好ましくない。一方、スラッジ燃焼温度が低い場合も、空気量を多く流入させ温度を高くすることができる。すなわち、燃焼温度は空気流入量で調節していくことが可能である。
【0060】
このような、前記向流方式、並流方式の各空気流入方式における特徴の差異は、回転式横型円筒炉やスクリュー式横型円筒炉において顕著に出やすい。これに対して縦型円筒炉では空気とスラッジの接触を良くするためには空気を流動させる必要があるため差異は出にくいが、並流方式の方が若干向流方式よりも若干効果的である。
【0061】
未燃焼物搬送用空気流Aに載せて分別して取り出された未燃焼物は熱風循環ファン6に後続して設けられるバグフィルターで取り除くかおよび/または排ガスとともに燃焼装置(共に図示省略)により、捕集除去または燃焼させることがより好ましい。
【0062】
熱処理装置から排出された熱風は熱循環ファン6により、熱処理装置または乾燥機などの熱源として再利用することで、エネルギーコストを低減できることができ好ましい。
【0063】
スラッジが一定温度に加熱される時間(熱処理時間)は特に限定はされないが、空気流未燃焼物搬送用空気流Aにより吹き飛ばされないで焼成室9内に残留する有機物が完全に燃焼する時間を保持する必要があることから、1時間以上が好ましい。しかし、必要以上に長い熱処理時間はエネルギーコストが高くなるだけでなく、熱処理装置も大きくなるため、実用上あまり好ましくない。従って、熱処理工程中の熱処理時間は1〜5時間とするのがより好ましい。この熱処理時間、スラッジ温度、空気流量、流速等の条件を適宜制御することによりスラッジ中の炭酸カルシウム成分の分解率を好ましくは50%以上とし、より好ましくは60%以上、更に好ましくは70%以上にさせている。
【0064】
[焼成物懸濁液化工程]
図1に例示するように、熱処理工程後の焼成物は、焼成物を水と混合、攪拌し、焼成物懸濁液とする懸濁液化工程を熱処理工程後に備えてもよい。懸濁液化工程の目的は、スラッジ焼成物が含有するカルシウムを水中にカルシウムイオンとして溶解させることであり、焼成物懸濁液化温度は特に制限はないが、処理温度が高いと温度を維持する必要があるため経済的に好ましくないので、通常は20〜80℃で行われるのがよい。
【0065】
焼成物懸濁液の固形分濃度は5〜20質量%の範囲に調整することが後続の炭酸化処理を効率的に行い、また懸濁液の粘度を低く維持して流動攪拌性および送液性を良好に維持するために好ましい。焼成物懸濁液の固形分濃度が5質量%未満である場合は、生産性が劣るため好ましくなく、また、20質量%より高い場合は、該焼成物懸濁液の粘度が高くなるため、攪拌動力の増加となるとともに、操業性に劣ることから好ましくない。
【0066】
また焼成物懸濁液に対しては、本発明のスラッジ焼成物の他に、必要に応じて別途、酸化カルシウム(CaO:生石灰)または水酸化カルシウム〔Ca(OH)2:消石灰〕を添加してスラッジ焼成物と水酸化カルシウムの所定固形分濃度の混合懸濁液とすることもでき、この場合、酸化カルシウムおよび水酸化カルシウムは、消和後の形態である水酸化カルシウム〔Ca(OH)2:消石灰〕として、スラッジ焼成物100質量部に対して最大100質量部(スラッジ:水酸化カルシウム=50:50)まで添加することができる。100質量部を超えて水酸化カルシウムを添加することもできるが、消和懸濁液中のスラッジ焼成物の配合率が少なくなり、スラッジ利用が進まなくなるため好ましくない。
【0067】
[炭酸化工程]
炭酸カルシウムを含んだスラッジは600℃以上の熱処理工程において、炭酸カルシウム(CaCO3)は分解される。分解された炭酸カルシウムが存在した焼成灰を水性懸濁液にすると、高アルカリになり、スラリー粘度の上昇、分散不良などといった問題があるため、そのまま、製紙用填料、塗工用顔料として利用するのは難しい。前述の熱処理工程のようにスラッジの燃焼効率を向上させると、炭酸カルシウムの分解は促進される。つまり、熱処理工程後の焼成灰の白色度と炭酸カルシウムの分解率は比例関係にあり、所望の白色の焼成灰を得るために、スラッジ中の炭酸カルシウムを50%を超えて分解させている。高白色の焼成灰を得るために60%以上、さらに高白色度の焼成灰を得るには70%以上を分解させている。そのため、熱処理したスラッジ焼成灰を炭酸化処理、硫酸アルミニウム混合処理などの何らかの方法で前記アルカリ成分を中和処理するのが好ましい。
【0068】
焼成物懸濁液化工程後に炭酸化工程を行うことにより、焼成物懸濁液化中のカルシウムイオンが炭酸カルシウム(CaCO3)に再生転化され、再生無機粒子スラリーのpHを下げることができる。なお、再生無機粒子スラリーのpHを11以下、好ましくは10以下にすることで、スラリー粘度の上昇を抑制し、顔料の分散不良を生じることを抑制することができる。なお、再生無機粒子としては、炭酸化処理により新たに析出した炭酸カルシウム粒子とカオリンが熱処理により変性した非晶質成分粒子が主に存在している。なお、この非晶質成分は焼成カオリンによく似た性質を示す。従ってこの非晶質成分は焼成カオリン類似成分と呼ぶことができる。
【0069】
なお、スラッジ中に炭酸カルシウムを含有しない場合は、炭酸カルシウムが分解されカルシウムイオンが遊離してこないため、焼成灰を高濃度で分散することができ、熱処理工程後の焼成物懸濁液化工程および炭酸化工程を用いなくても製紙用材料としてそのまま再利用することができる。
【0070】
炭酸化工程は通常の軽質炭酸カルシウム製造工程と同様の方法で行うことができる。すなわち、焼成物懸濁液に、二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む。炭酸化に用いるガスは、工業的には二酸化炭素含有ガスが好ましく、この場合の二酸化炭素濃度は特に限定されるものではないが、好ましくは5〜40容量%、より好ましくは10〜35容量%の二酸化炭素含有ガスを用いる。また二酸化炭素含有ガスとしては、例えば、スラッジ焼成排ガス、石灰石焼成排ガス、石灰焼成排ガス、ゴミ焼却排ガス、発電ボイラー排ガス、或いはパルプ製造工程で用いられる苛性化炭酸カルシウム焼成キルンなどから排出される排ガスなどを適当な手段で除塵後、用いてもよい。
【0071】
二酸化炭素ガスあるいは二酸化炭素含有ガスを吹き込む割合は、二酸化炭素ガスとして焼成物1kg当たり、0.5〜15L/分の割合となるように焼成物懸濁液中に吹き込む。二酸化炭素導入量が0.5L/分未満では生産性が劣るし、15L/分を超えるような量を採用することはできるが、そのように使用量を増加させるために必要な動力負荷に見合った効果は期待できない。炭酸化の反応開始温度は好ましくは30〜80℃、より好ましいのは40〜70℃である。再生無機粒子に含まれる再生炭酸カルシウム成分の形状としては、米粒状、紡錘状、膠質状、針状、立方状、板状などにすることができ、特に形状に限定はなく、また、炭酸化工程中において所望の形状の結晶を得るために種晶を添加してもよい。
【0072】
なお、炭酸化処理後の無機粒子は、炭酸化処理によって生じた微細な炭酸カルシウム1次粒子が凝集して2次粒子(凝集粒子)を形成し、製紙用填料に適した粒子径となる場合がある。このような場合には、この懸濁液をそのまま製紙用填料としてパルプなどの製紙用原材料に配合して用いることもできる。
【0073】
[脱水、分散工程]
再生無機粒子スラリー(炭酸化後のスラリー)を塗工用顔料として利用する場合は、炭酸化工程後の組成物再生無機粒子スラリーを脱水して脱水組成物とする脱水工程と、該脱水工程により得られる該脱水組成物に水分を加えてスラリー状の分散組成物とする分散工程とを備えることが好ましい。脱水工程は、濾過、遠心分離、加圧脱水、圧搾などの操作により行うことができる。好適な脱水装置としては、フィルタープレスと称される圧搾濾過装置があり、炭酸化処理物の脱水ケーキを得ることができる。分散工程は、脱水工程により得られる脱水組成物に水分を加えてスラリー状の分散組成物とするものであればよい。分散工程時に水分以外に、分散剤を添加することで、スラッジを原料とした再生無機粒子を良好に分散することができ、製紙用材料としての品質が向上すると共に、取り扱いやすくなるので好ましい。分散剤としては、例えば、ポリアクリル酸ナトリウム等の合成高分子系の分散剤など、製紙用材料の製造の際に用いられる一般的な分散剤を使用できる。
【0074】
[粉砕工程]
粉砕処理工程を、分散工程後に備えていてもよい。粉砕処理を行うことにより、再生された無機粒子の粒径を微細化することができ、平滑性が向上するので好ましい。粉砕工程において用いる粉砕機としては、サンドミル、湿式ボールミル、振動ミル、攪拌槽型ミル、流通管型ミル、コボールミルなどの湿式粉砕機を使用することができる。また、二酸化炭素を吹き込みながら、粉砕を行っても良い。
【0075】
再生顔料となる無機粒子の大きさ(粒子径)は、レーザー回折粒度分布測定による平均粒子径として、塗工用顔料として用いる場合には0.3〜5μmことが特に好ましい。
【0076】
因みに、再生無機粒子の平均粒子径が0.3μm未満のような微細な粒子になると、不透明性、白色度および平滑性等の改善に対しては有効ではあるが、塗工用顔料として用いる場合に充分な塗工層強度を発現させるために、著しく多量の接着剤が必要となる難点があるので好ましくない。塗工用顔料として用いた場合には塗工紙製品の平滑性や光沢が低下し、結果的に印刷適性も低下することになり好ましくない。
【0077】
再生顔料となる無機粒子を前記した所望の粒子径とするために脱水工程後に分散工程、および粉砕工程を設けることが好ましいが、分散処理後の再生無機粒子の平均粒子径が前記した粒子径の範囲になる場合は、粉砕工程を行わないで、分散処理後の無機粒子の分散液をそのまま塗工用顔料として当然ながら使用しても良い。
【0078】
熱処理工程は必要であるが、乾燥工程、造粒工程、懸濁液化工程、炭酸化工程、脱水・分散工程、粉砕工程は適宜選択して組み合わせることができる。これらの工程を行う装置が組み合わされてひとつのプラントが構成されることになる。
以上のようにして得られた無機粒子が再生顔料として使用できる。
【0079】
本発明において、再生顔料およびタルクを含む塗工層は単層であっても、複層であっても差し支えないが、全体の塗工量は2〜20g/m2が好ましい。塗工量がこの範囲であると、経済性にすぐれ、且つ網点再現性の優れたライナーが得られる。より好ましい塗工量としては、3〜10g/m2である。製紙スラッジ中の無機成分の主成分がカオリン/炭酸カルシウムが20/80〜80/20の範囲であるため、焼成処理後の無機物に二酸化炭素を接触させる工程後の再生無機物は、焼成処理により熱変性したカオリン成分と炭酸カルシウム成分の割合はほぼ20/80〜80/20の範囲である。焼成処理により熱変性したカオリン成分、すなわち焼成カオリン類似成分が10質量%以上あると、焼成カオリン類似成分のもつ空隙性によって、顔料中にインキを取り込み、またインキ中の溶剤が均一に吸収されて、インキの均一性が得られ、また密着性の向上による網点の再現性も得られるものと考えられので、より好ましい。10質量%未満であると高価な焼成カオリンの添加が必要となりやすく、経済的に不利となる。
【0080】
ライナー原紙表層に塗工する塗料の顔料で製紙スラッジを燃焼処理して得られる再生顔料とタルク以外の顔料としては、製紙分野で通常使用されている顔料、例えば、焼成カオリン、クレー、構造化カオリン、エンジニアードカオリン、水酸化アルミニウム、二酸化チタン、軽質炭酸カルシウム、重質炭酸カルシウム、硫酸バリウム、酸化亜鉛、サチンホワイト、硫酸カルシウム等の一種または二種以上を使用することができる。なお、製紙スラッジを燃焼処理して得られる再生顔料および、タルクを除く顔料は、水性グラビアインキの吸収性の観点から、本発明の所望する効果を阻害しない範囲で使用することができる。特に、焼成カオリンはその多孔質の性質上、グラビアインキの網点再現性を高めるためにより好ましい顔料であり、焼成カオリンを配合する場合の配合量としては、65質量部以下が好ましい。なお、プラスチックピグメント等の有機顔料はインキ吸収性が劣るので好ましくない。
【0081】
さらに、ライナー原紙表層に塗工する塗料に、保水剤を添加すると塗工適性が向上するので好ましい。添加する保水剤としては、製紙分野で一般にCMCと呼ばれているカルボキシメチルセルロースのナトリウム塩、ヒドロキシエチルセルロース、合成保水剤と呼ばれている多価カルボン剤アクリル系共重合体やメタクリル酸とアクリル酸エステルの共重合体等が挙げられる。その中でもカルボキシメチルセルロースのナトリウム塩は塗工面が
均一に塗工されやすく、特にエーテル化度0.60〜1.00、重合度600〜1200
の範囲のものが取り扱い性に良好な点で好ましい。
【0082】
本発明の塗料中の接着剤としては、特に限定するものではなく、一般の塗工紙製造分野
で使用されている公知の接着剤が適宜使用される。例えば、スチレン−ブタジエン共重合
体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、スチレンーメチルメタクリレートーブタジエン共重合体ラテックス等の共役ジエン系共重合体ラテックス、アクリル酸エステルおよび/またはメタクリル酸エステルの重合体または共重合体ラテックス等のアクリル系重合体ラテックス、エチレン−酢酸ビニル重合体ラテックス等のビニル系重合体ラテックス、あるいはこれらの各種重合体ラテックスをカルボキシル基等の官能基含有単量体で変性した重合体または共重合体ラテックス等の水分散性接着剤、ポリビニルアルコール、オレフィン−無水マレイン酸樹脂等の合成樹脂系接着剤、酸化澱粉、陽性澱粉、エステル化澱粉、デキストリン等の澱粉類が例示される。これら水分散性および/または水溶性接着剤から1種または2種以上を適宜選択して使用できる。接着剤は、顔料100質量部に対して10〜50質量部の接着剤の使用が好ましい。さらに好ましくは15〜40質量部である。因みに、接着剤が10質量部未満であれば塗工層の強度が保てない。50質量部を超えると塗工層中における顔料の比率が小さくなるため、水性グラビアインキの吸収性が劣り、網点の再現性にも悪い影響を及ぼす。
【0083】
網点再現性、印刷均一性の仕上がりに関しての効果を阻害しない範囲において、本発明使用される塗料中に、表面サイズ剤、防滑剤、染料等の添加剤を併用してもよい。
【0084】
本発明の塗料をライナー原紙に塗工するに当たっては、塗被紙製造に一般に使用される塗工装置が使用でき、例えば、ブレードコーター、エアーナイフコーター、ロールコーター、リバースロールコーター、バーコーター、カーテンコーター、ダイスロットコーター、グラビアコーター、チャンプレックスコーター、2ロールサイズプレスコーター、ゲートロールサイズプレスコーター、フィルムメタリングサイズプレスコーター等の塗工装置を使用して、オンマシン方式またはオフマシン方式でライナー原紙の表面に、単層または多層で塗工される。塗工時の顔料組成物の固形分濃度は、10〜75重量%の範囲で選ぶことができるが、塗工量が2〜10g/m2の範囲に留まるよう、また、塗工するコーターを考慮し、適宜調整することが好ましい。
【0085】
本発明の塗工ライナーは、弾性ロールにコットンロールを用いたスーパーカレンダーや弾性ロールに合成樹脂ロールを用いたソフトニップ等のカレンダー装置により平滑化処理を行うことが必要である。ソフトニップカレンダーは合成樹脂ロール表面の耐熱温度がコットンロールに比べて高く設定することが可能で、対となる金属ロールの温度を高温(50〜150℃)で処理することが出来、同一の平滑性を目標とした場合、スーパーカレンダーに比べて処理線圧を低く設定できるので好ましい態様である。採用するカレンダーによって、処理条件は左右されるが、王研式平滑度で50〜1000秒の範囲となるよう、線圧として概ね10〜400kN/m、より好ましくは10〜200kN/mの範囲で処理される。
【0086】
本発明で使用されるライナー原紙を構成するパルプとしては特に限定するものではなく、例えば木材パルプである針葉樹未晒クラフトパルプ、広葉樹未晒クラフトパルプ等の未晒クラフトパルプ、針葉樹晒クラフトパルプ(NBKP)、広葉樹晒クラフトパルプ(LBKP)等の晒クラフトパルプ、サーモメカニカルパルプ、グランドウッドパルプ、リファイニンググランドウッドパルプ等の機械パルプ、麻、竹、ワラ、バガス等の非木材パルプ及び雑誌古紙、チラシ古紙、新聞古紙、オフィス古紙、情報用紙古紙、段ボール古紙、紙器古紙等の古紙パルプ等、公知の種々のパルプを一種、又は二種以上を適宜混合して使用される。これらのパルプを使用する際には、フリーネスを200〜500mlに調整することが望ましい。
【0087】
内添薬品も必要に応じてパルプスラリー中に添加でき、例えば、硫酸バンド、ロジン等のサイズ剤、ポリアミド、澱粉等の紙力増強剤、濾水歩留まり向上剤、ポリアミドポリアミンエピクロヒドリン等の耐水化剤、染料等が使用される。例示したパルプ、内添薬品を使用し、多層に抄き合わせできる公知の長網フォーマ、円網フォーマを組み合わせた抄紙機により、二層以上に抄き合わされた原紙が使用される。抄き合わされる際の各層間に澱粉等の接着剤を噴霧、または塗布することにより、各層間の強度を強めることも可能である。
【0088】
ライナー原紙表面の白色度については、40〜80%が好ましい。原紙の白色度が高ければ高いほど、塗工後の目視白さが向上し、グラビア印刷の有り無しの部分のコントラストが大きくなるので印刷仕上がりが向上する。原紙の白色度を上げるには、使用するパルプを白くする必要があり、経済的な負担が増える。印刷仕上がりと経済性のバランスを考慮すると、原紙白色度は50〜70%の範囲がより好ましい。なお、塗工する原紙の表層には、塗料の染み込みを抑えるため、サイズ剤を添加することが望ましい。上記原紙に塗工された後の塗工ライナーの白色度としては、印刷仕上がりの観点から50〜85%であることが好ましい。
【0089】
上記の本発明により得られた塗工ライナーは、少なくとも一方の最外面に備えた段ボール用ライナーとして用いることができ、本発明の段ボールシートが提供される。段ボールシートとしては、中芯の片面にのみライナーが貼合された片面段ボールシート、中芯の両面にライナーが貼合された両面段ボールシート、中芯/ライナーの積層体が複数段設けられた複数段の段ボールシートがあるが、本発明はいずれの段ボールシートにも適用可能である。
【0090】
ライナーと共に段ボールを構成する波状部材の中芯としては特に制限はなく、一般の段ボールに使用されているものが使用できる。原料パルプとしては、セミケミカルパルプ、ケミグラウンドパルプ、段ボール古紙パルプ、雑誌古紙パルプ、合成繊維等が使用でき、中でも、資源保護の観点から、段ボール古紙パルプや雑誌古紙パルプ等の古紙パルプを多く用いることが好ましい。中芯は積層紙であっても良く、さらには層間に合成樹脂接着剤層を有する積層紙であっても良い。
【0091】
本発明の段ボールは、従来公知の段ボールの製造方法をそのまま適用でき、例えば、中
芯とライナーとを、接着性物質を介して貼合するコルゲーター処理を経て製造することができる。接着性物質としては、澱粉糊や合成樹脂(ポリエチレン、ポリプロピレン、ポリアミド、ポリエステル、エチレン−不飽和カルボン酸共重合体、スチレン−ブタジエン共重合体、ブタジエン−アクリロニトリル共重合体、スチレン−ブタジエン−アクリロニトリル共重合体、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリアクリル酸エステル系共重合体、スチレン−アクリル酸エステル共重合体等)等が挙げられる。
【0092】
段ボールシートの具体的な接着方法としては、(1)中芯又はライナーの表面に、押出ラミネートや合成樹脂エマルジョンの塗布等により接着剤層を形成してから、これらを重ね合わせ、加圧及び加熱して接着する方法、(2)中芯/ライナー間に合成樹脂フィルムを介在させ、これを加圧及び加熱して接着する方法、(3)中芯/ライナー間に合成樹脂のエマルジョンや溶液等の接着剤を介在させ、これを加圧及び加熱して接着する方法等が挙げられる。なお、(2)の方法においては、あらかじめ成形された合成樹脂フィルムを繰り出し、中芯/ライナー間に供給することもできるし、合成樹脂フィルムを溶融押出成形しながら、中芯/ライナー間に供給することもできる。
【0093】
上記コルゲーター処理を1回実施することで、片面段ボールが製造され、複数回繰り返し実施することで、両面段ボールや複数段の段ボールが製造される。両面段ボールは、例えば、中芯とライナーとを加熱加圧ロールで貼合し片面段ボールとするシングルフェーサ(SF)と、SFで得られた片面段ボールの中芯側に更にライナーを重ね、加圧しながら熱盤上を走行させ貼合するダブルフェーサ(DF)とを有するコルゲーターを用いて製造することができる。加熱加圧条件は特に制限はないが、例えば、SFの加熱温度150〜200℃、線圧20〜40kN/m、加圧時間0.01〜0.20秒、DFの加熱温度150〜200℃、線圧0.1〜1.0kN/m、加圧時間2〜7秒等が好ましい。
【実施例】
【0094】
以下に、実施例を挙げて本発明をより具体的に説明するが、勿論、本発明はそれらの範囲に限定されるものでない。なお、例中の「部」、「%」は特に断わらない限り、質量部、
質量%を示す。
【0095】
実施例1
(再生顔料の作製)
[スラッジ]
古紙処理設備を有する製紙工場における雑誌古紙主体の古紙脱墨工程において、古紙パルプの洗浄排水を浮選機に供給し浮選処理し白水を得た。得られた白水に凝集剤を添加して廃液中の固形分を凝集させた後に、ロータリースクリーンおよびスクリュープレスに順次通液して、固形分約50%の製紙スラッジ(脱墨スラッジ)を回収した。この製紙スラッジ中の灰分は60%で、その組成は炭酸カルシウム55%、カオリン40%、タルク5%であった。
【0096】
[熱処理工程]
本熱処理工程は図2に示した構成の熱処理装置(向流方式)によって行った。具体的には連続外熱式ロータリーキルン1(栗本鉄工所製IRK−02、加熱部分:Φ25×180cm)を熱処理装置として使用した。ペーパースラッジSは3.5kg/hの速度でスラッジ供給口である供給ホッパ2からロータリーキルン1に供給した。供給された製紙スラッジSはスクリューフィーダー10によってロータリーキルン1内の焼成室(回転筒)9に搬送され、焼成室(回転筒)9内を通過しながら熱処理、すなわち焼成される。間接的加熱手段5としては別途図示を省略した燃焼ボイラーからの燃焼ガスを循環ブロワー7から供給して使用した。この際に、排気ファン4からキルン内ガスを未燃焼物搬送用空気流Aとして150L/分(20℃換算)で排出しつつ、その空気流量と間接加熱の制御によりスラッジ温度が850℃になるように加熱し、加熱部分に140分滞留させ、焼成物を調製した。
【0097】
得られたスラッジ焼成物をX線回折で測定し、炭酸カルシウムの分解率を求めた。その結果、炭酸カルシウム成分は100%分解されていた。また、カオリン成分は100%非晶質成分に変成し、タルクは全く分解されていなかった。
【0098】
[焼成物懸濁液化工程]
得られたスラッジ焼成物を、懸濁液化槽(消和槽)で60℃温水と混合し、懸濁液化槽を60℃に保持しながら60分間攪拌し、12%焼成物懸濁液を調製した。
【0099】
[炭酸化工程]
炭酸化反応槽に、温度60℃の12%焼成物懸濁液を10kg入れ、反応槽を60℃に保持しながら25容量%の二酸化炭素含有ガスを20L/分吹き込み、60分間攪拌を行い、再生無機粒子を得た。得られた再生無機粒子をX線回折で測定したところ、焼成処理によって分解された炭酸カルシウムは全量炭酸カルシウムに再生されていた。
【0100】
[脱水・分散工程]
炭酸化工程終了組成物をフィルタープレスで脱水することにより固形分が約50%の脱水組成物とし、続いて固形分48%となるようにコーレスミキサーで該脱水組成物を水に分散させた。その分散の際、水にポリアクリル酸系分散剤(商品名:アロンT−50、東亜合成株式会社製)を組成物(該脱水組成物)の固形分対比で1.0部の量を添加し、スラリーを調製した。
【0101】
[粉砕工程]
分散工程後のスラリー組成物を湿式粉砕機であるサンドグラインダーを用いて粉砕し、平均粒子径が1.6μmの無機粒子としての再生顔料を得た。
【0102】
(塗工ライナーの製造)
表層のパルプとして、NBKP15%、ケント古紙85%で米坪を30g/m2、表下層、として、ケント古紙100%、中層、裏下層のパルプとして、新聞古紙60%、雑誌古紙40%、裏層のパルプとして、段ボール古紙100%で、米坪をそれぞれ35g/m2を使用して5層に抄き合わせ、米坪170g/m2のライナー原紙を得た。なお、表層には、紙力剤(商品名:ポリストロンP−1222、荒川化学工業社製)1.3%、硫酸バンド3%、サイズ剤(商品名:サイズパインSPN−815、荒川化学工業社製)2.5%を添加した。また、表下層、中層、裏下層、裏層には、紙力剤(商品名:ポリストロンP−1222、前出)0.1%添加した。
【0103】
上記で得られた再生顔料を85部、タルク(商品名:ミクロタッチ、日本ミストロン社製)15部、接着剤(商品名:B−1535、旭化成社製)を28部、合成保水剤(商品名:SN−924、サンノプコ社製)0.4部(いずれも固形分換算)からなる塗料を、濃度40%となるよう調製した。調製した塗料を上記の170g/m2のライナー原紙にバーコーターで乾燥重量が6g/m2(固形分)となるように塗工、乾燥後、弾性ロールと金属ロールで構成されたカレンダーを用いて、2Nip、金属ロールの温度を80℃、および線圧がそれぞれ25kN/m、30kN/mの条件でカレンダー処理をして塗工ライナーを得た。
【0104】
実施例2
実施例1において、上記で得られた再生顔料50部、タルク(商品名:ミクロタッチ、前出)25部、重炭(商品名:FMT90、ファイマテック社製)25部、カレンダー条件を3Nip、金属ロール温度を80℃、および線圧を全て20kN/mとした以外は実施例1と同様な方法で塗工ライナーを得た。
【0105】
実施例3
実施例1において、裏層のパルプを新聞古紙60%、雑誌古紙40%、カレンダー条件を1ニップ、金属ロールの温度を80℃、および線圧を50kN/mとした以外は実施例1と同様な方法で塗工ライナーを得た。
【0106】
実施例4
実施例1において、上記で得られた再生顔料20部、タルク(商品名:ミクロタッチ、前出)60部、焼成カオリン(商品名:アンシレックス93、BASF社製)15部、二酸化チタン(商品名:KA−100、COSMO CHEMICAL社製)5部、カレンダー条件を2Nip、金属ロールの温度を70℃、および線圧を全て50kN/mとした以外は、実施例1と同様な方法で塗工ライナーを得た。
【0107】
実施例5
実施例1において、表層にケント古紙80%、LBKP20%、表下層のパルプを段ボール古紙50%、新聞古紙50%とし、塗料としては、上記で得られた再生顔料95部、タルク(商品名:ミクロタッチ、前出)5部、接着剤(商品名:B−1535、前出)29部、カルボキシメチルセルロース(商品名:BSH、第一工業製薬社製)0.8部(いずれも固形分換算)からなる塗料を、濃度30%となるよう調製した。調製した塗料を実施例1のライナー原紙にバーコーターで5.0g/m2となるように塗工、乾燥後、1Nip、金属ロールの温度を60℃、線圧を50kN/mの条件でカレンダー処理をして塗工ライナーを得た。
【0108】
比較例1
実施例1において、タルク(商品名:ミクロタッチ、前出)100部とした以外は、実施例1と同様にして塗工ライナーを得た。
【0109】
比較例2
実施例1で使用したライナー原紙に表面サイズ剤(商品名:PM385、荒川化学工業社製)のみを0.2g/m2塗布し、実施例1のカレンダー条件でカレンダー処理して塗工ライナーを得た。
【0110】
比較例3
実施例1において、カオリン(商品名:コンツァー1500、前出)80部、二酸化チタン(商品名:KA−100、前出)20部とした以外は、実施例1と同様にして塗工ライナーを得た。
【0111】
比較例4
実施例1において、カレンダー処理をしないで塗工ライナーを得た。
【0112】
上記で得られた塗工ライナーについて、下記の評価方法で評価を行い、その結果を表1に示した。なお、本発明における印刷ライナーの測定及び評価については特に記載のない限り、23℃、50%RHの環境下で行った。
【0113】
[X線回折の測定]
試料を乳鉢で粗い粒子がなくなるまですりつぶし、株式会社マックサイエンス社製MO3XHFを用いて、測定条件40KV、20mA、測定範囲:5〜50度で測定した。
[燃焼処理後の炭酸カルシウム分解率]
各実施例について、熱処理後の炭酸カルシウム分解率を、以下(1)〜(6)の手順で熱処理処理前のペーパースラッジ中の炭酸カルシウムとスラッジ焼成物中の残存炭酸カルシウム成分の量等を求めて評価した。
【0114】
(1)カルサイト炭酸カルシウムの検量線の作成
結晶構造がカルサイトの炭酸カルシウム(奥多摩工業社製タマパール222H)に対して、内部標準物質として酸化亜鉛(キシダ化学社製試薬特級)を、重量比1:5、1:1、5:1となるようにそれぞれ混合した。次いで、各混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(マックスサイエンス社製、MO3XHF)を用いて、40KV、20mA、回折角測定範囲5〜50度の条件で測定し、カルサイト炭酸カルシウムと酸化亜鉛のそれぞれのX線回折100%ピーク面積を基にして、カルサイト炭酸カルシウムの検量線を作成した。
【0115】
(2)アラゴナイト炭酸カルシウムの検量線の作成
結晶構造がアラゴナイトの炭酸カルシウム(奥多摩工業社製タマパール123)を用いた以外は、前記カルサイト炭酸カルシウムの検量線作成と同様にして、アラゴナイト炭酸カルシウムの検量線を作成した。
【0116】
(3)燃焼処理前の製紙スラッジ中の炭酸カルシウムの定量
秤量した絶乾の製紙スラッジに対して、秤量した酸化亜鉛(試薬特級、前出)を添加混合した。次いで、該混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF、前出)を用いて、40KV、20mA、回折角測定範囲5〜50度の条件で測定し、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、製紙スラッジ1g中に含まれる炭酸カルシウム量(g)を算出した。
【0117】
(4)製紙スラッジの灰分の測定
秤量した絶乾の製紙スラッジを、マッフル炉で350℃、30分で燃焼処理し、得られたスラッジ焼成物の重量を秤量し、下式によってスラッジの灰分含有量(%)を測定した。
灰分含有量(%)=(スラッジ焼成物重量/絶乾の製紙スラッジ重量)×100
【0118】
(5)スラッジ焼成物中の炭酸カルシウムの定量
秤量したスラッジ焼成物に対して、秤量した酸化亜鉛(試薬特級、前出)を添加混合した。次いで、該混合物について、乳鉢を用いて充分に磨り潰したのちに、X線回折装置(MO3XHF、前出)を用いて、40KV、20mA、回折角測定範囲5〜50度の条件で測定し、酸化亜鉛に対するカルサイト炭酸カルシウム及びアラゴナイト炭酸カルシウムのX線回折100%ピーク面積を求め、前記した各炭酸カルシウムの検量線を基にして、スラッジ焼成物1g中に含まれる炭酸カルシウム量(g)を算出した。
【0119】
(6)燃焼処理後の炭酸カルシウムの分解率
スラッジ焼成物1g中の炭酸カルシウム量(g)をA、製紙スラッジ1g中の炭酸カルシウム量(g)をB、灰分含有量(%)をCとし、下式によって燃焼処理後の炭酸カルシウムの分解率を算出した。
炭酸カルシウム分解率(%)=100−〔A×(C/100)〕÷B×100
(白色度)
白色度は分光白色度測色計(スガ試験機社製)を用い、JIS P 8148に準じて求めた。
【0120】
(平滑度)
JAPAN TAPPI No.5−2:2000に準じ、王研式平滑度計(ASAHI−SEIKO社製)を使用した。
【0121】
(グラビア印刷における網点再現性、均一性)
印刷局式グラビア印刷試験機(JAPAN TAPPI紙パルプ試験方法No24に準拠)で、インキは水性グラビア用インキ(商品名:DICセーフWHプロセス墨、DIC社製)を用い、グラビア印刷を行った後、網点の欠落の度合い、および均一性を目視評価した。
(網点再現性の評価)
◎:網点の欠落が全くない。
○:網点の形状が明らかに認められるが、一部欠損がある。
△:網点の形状が明らかに認められるが、欠損部が全体の半分以上ある。
×:網点の形状が認められない。
(均一性評価)
◎:インキの塗工面への転写が均一で、吸収ムラもない。
○:階調部分によっては、やや吸収ムラが認められる。
△:転写性がやや不均一で、吸収ムラも若干認められる。
×:転写不良で、吸収ムラも悪い。
【0122】
(加工時汚れ評価)
得られた塗工ライナーおよび非塗工ライナーをコルゲーターで中芯(商品名:S120、王子板紙社製)と裏ライナー(商品名:SF210、王子板紙社製)を使用して貼合し、Aフルート形態で段ボールシートを作成した。その後、製函工程を経て段ボールケースを作成した。貼合、製函工程における汚れは下記の基準で官能評価を行った。
○:ライナー表面に異物付着による汚れが全く見られない。
△:ライナー表面に異物付着による汚れがわずかに見られるが、実用上問題ないレベ
ルである。
×:ライナー表面に異物付着による汚れが著しくみられ、実用上問題があるレベルで
ある。
【0123】
【表1】
【0124】
表1から明らかなように、実施例1〜5は塗工層中に製紙スラッジを燃焼処理して得られる再生顔料とタルクを含有し、カレンダー処理を行うことにより、グラビア印刷の網点再現性、印刷均一性に優れていた。これに対して、比較例1は再生顔料が塗工層中に配合されていないため、グラビア印刷の網点再現性、均一性が劣っている。比較例2は顔料塗工層を設けていないため、網点再現性、均一性ともに劣っている。比較例3は再生顔料、タルクいずれも含んでいないため、グラビア印刷の均一性に劣り、比較例4はカレンダー処理をしていないため平滑度が低く、グラビア印刷版との密着性に劣り、均一性が悪く、網点再現性が劣る結果となっている。
以上の通り、本発明により水性グラビア印刷の網点再現性が良好で、印刷均一性に優れ、段ボールシート、段ボール箱の加工工程時に汚れによるトラブルの発生のない塗工ライナーおよびそれを用いた段ボールシートを提供することが可能となった。
【図面の簡単な説明】
【0125】
【図1】本発明で好適に用いられる再生顔料となるスラッジを原料とする無機粒子の製造方法の基本フローシートを示す図。
【図2】本発明の熱処理工程で使用される間接的加熱型ロータリーキルンを使用した熱処理装置の一例の構成図。
【図3】本発明の熱処理工程で使用される間接的加熱型ロータリーキルンを使用した熱処理装置の他の一例の構成図。
【符号の説明】
【0126】
1 間接的加熱型ロータリーキルン
2 供給ホッパ(スラッジ供給口)
3 空気供給口
4 排気ファン
5 間接的加熱手段
6 熱風循環ファン
7 循環ブロアー
8 スラッジ排出口
9 焼成室
10 スクリューフィーダー
S 製紙スラッジ
A、A´空気流
B 製紙スラッジ進行方向
【特許請求の範囲】
【請求項1】
少なくとも2層以上の多層抄きで構成される原紙の片面に顔料と接着剤とを含有する塗工層を設けてなる塗工ライナーにおいて、該塗工層中の顔料としてタルク及び製紙スラッジを燃焼処理して得られる再生顔料を含有し、且つ塗工後にカレンダーで平滑化処理し、該塗工面の王研式平滑度が50〜1000秒の範囲であることを特徴とする塗工ライナー。
【請求項2】
前記塗工層中の製紙スラッジを燃焼処理して得られる再生顔料の含有量が顔料100質量部に対して30〜95質量部である請求項1記載の塗工ライナー。
【請求項3】
前記塗工層中のタルクの含有量が顔料100質量部に対して5〜50質量部である請求項1または2記載の塗工ライナー。
【請求項4】
前記塗工層中の接着剤の含有量が顔料100質量部に対して10〜50質量部である請求項1〜3のいずれか1項記載の塗工ライナー。
【請求項5】
請求項1〜4のいずれか1項記載の塗工ライナーを用いた段ボールシート。
【請求項1】
少なくとも2層以上の多層抄きで構成される原紙の片面に顔料と接着剤とを含有する塗工層を設けてなる塗工ライナーにおいて、該塗工層中の顔料としてタルク及び製紙スラッジを燃焼処理して得られる再生顔料を含有し、且つ塗工後にカレンダーで平滑化処理し、該塗工面の王研式平滑度が50〜1000秒の範囲であることを特徴とする塗工ライナー。
【請求項2】
前記塗工層中の製紙スラッジを燃焼処理して得られる再生顔料の含有量が顔料100質量部に対して30〜95質量部である請求項1記載の塗工ライナー。
【請求項3】
前記塗工層中のタルクの含有量が顔料100質量部に対して5〜50質量部である請求項1または2記載の塗工ライナー。
【請求項4】
前記塗工層中の接着剤の含有量が顔料100質量部に対して10〜50質量部である請求項1〜3のいずれか1項記載の塗工ライナー。
【請求項5】
請求項1〜4のいずれか1項記載の塗工ライナーを用いた段ボールシート。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2010−65357(P2010−65357A)
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願番号】特願2008−234343(P2008−234343)
【出願日】平成20年9月12日(2008.9.12)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願日】平成20年9月12日(2008.9.12)
【出願人】(000122298)王子製紙株式会社 (2,055)
【Fターム(参考)】
[ Back to top ]