
塗工方法
【課題】基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる塗工方法を提供すること。
【解決手段】搬送される基材20の表面に塗工ダイ11により塗工液21を吐出して塗工膜21aを形成する塗工方法において、塗工膜21aにスジ状欠陥が発生した場合、塗工ダイ11の吐出口11aと基材20との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。
【解決手段】搬送される基材20の表面に塗工ダイ11により塗工液21を吐出して塗工膜21aを形成する塗工方法において、塗工膜21aにスジ状欠陥が発生した場合、塗工ダイ11の吐出口11aと基材20との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、基材の表面に塗工液を塗工する塗工方法に関する。より詳細には、塗工ダイの吐出口と基材との間の隙間(塗工ギャップ)の調整制御を行う塗工方法に関するものである。
【背景技術】
【0002】
近年、モータを駆動源として搭載したハイブリッド車両や電気自動車等の電動車両が普及しつつある。こうした電動車両には、充電や放電を行うための二次電池が搭載されている。二次電池の電極には、帯状の金属箔(基材)の表面に活物質、導電補助材、バインダ等を含む塗工液を塗工して乾燥させることにより、塗工膜を形成したものが用いられている。この二次電池では、充電や放電を行う際、正極板の塗工膜に含まれる正極活物質と、負極板の塗工膜に含まれる負極活物質との間で、イオンの吸蔵や放出が行われる。イオンの吸蔵や放出を適切に行うためには、正極板や負極板の表面に適切な塗工幅(基材幅方向の長さ)の塗工膜が形成されている必要がある。
【0003】
一方、塗工装置としては、バックアップロールにより搬送される基材の表面に、バックアップロールに対向する位置にある塗工ダイにより塗工液を吐出し、塗工するものが知られている。塗工ダイにより形成される塗工膜の塗工幅は、塗工ダイの吐出口と基材との間の隙間(塗工ギャップ)に応じて変化する。
そこで、例えば特許文献1には、塗工ダイにより形成される塗工液の塗工幅を測定し、測定した塗工幅と目標値とを比較した結果に基づいて、塗工ギャップをフィードバック制御する塗工方法が提案されている。この塗工方法によれば、塗工幅の測定値に基づいて塗工ギャップを調整している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−258078号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
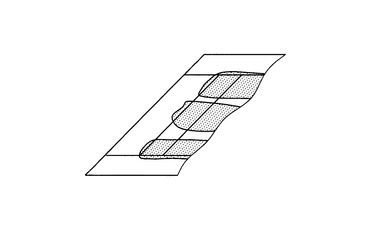
しかしながら、従来の塗工方法では、図10に示すように、塗工ダイを待機位置から塗工位置へ移動させて塗工ギャップを小さくしてから、塗工液の吐出を開始して塗工液を基材に塗工し始める。このとき、塗工ダイから塗工液の吐出が開始された直後に、塗工ダイの吐出口と基材との間において、液ビードがうまく形成されずにエアーを巻き込みやすい。そして、エアーを巻き込んでしまうと、図11に示すように、基材に形成された塗工膜にスジ状欠陥が発生してしまう。このようなスジ状欠陥は、塗工開始時以外にも形成されることがある。そして、このスジ状欠陥が一旦発生してしまうとその部分が乾いてしまい、その後、塗工ダイからの塗工液の吐出量を増やしたとしてもスジ状欠陥を消すことが困難となる。
【0006】
そこで、本発明は上記した問題点を解決するためになされたものであり、基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる塗工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するためになされた本発明の一態様は、搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、塗工膜にスジ状欠陥が発生した場合、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくすることを特徴とする。
【0008】
この塗工方法では、塗工液を基材に塗工している際に、塗工膜にスジ状欠陥が発生すると、塗工ダイの吐出口と基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。すなわち、塗工ダイとバックアップロールとが接近する。これにより、塗工ダイの吐出口と基材との間に、確実にビードを形成することができるため、スジ状欠陥を消滅させることができる。その結果、塗工品質を向上させることができる。
なお、塗工膜にスジ状欠陥が発生したか否かの判断は、公知の方向(例えば、センサやカメラ等による検出)により行えば良い。
【0009】
ここで、上記した塗工方法において、前記一定時間は、塗工ギャップを小さくしてから塗工膜にスジ状欠陥が発生しなくなるまでの時間とすれば良い。
なお、塗工膜にスジ状欠陥が発生しなくなったか否かの判断は、公知の方向(例えば、センサやカメラ等による検出)により行えば良い。あるいは、塗工膜にスジ状欠陥が発生しなくなるまでの時間を予め実験などにより求めておき設定しておいても良い。
【0010】
このようにすることにより、基材上の塗工膜にスジ状欠陥が形成されることを確実に防止することができる。また、塗工ギャップを小さくしている時間が長くなると、塗工幅の不良が発生してしまうおそれがある。従って、上記のように時間設定することにより、基材上の塗工膜にスジ状欠陥が形成されることを抑制するとともに、塗工幅の不良を発生させないようにすることができる。
【0011】
また、上記課題を解決するためになされた本発明の別態様は、搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、塗工開始時に、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、通常の塗工位置における塗工ギャップより小さくし、その後、通常の塗工位置における塗工ギャップに戻すことを特徴とする。
【0012】
この塗工方法では、塗工液を基材に塗工する際に、塗工ダイの吐出口と基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。すなわち、塗工開始時は、通常の塗工時(連続塗工時)よりも塗工ダイと基材とを接近させる。これにより、塗工開始時において、塗工ダイの吐出口と基材との間に、確実にビードを幅方向に均一に形成することができる。従って、塗工膜にスジ状欠陥が形成されることを防止することができるので、塗工品質を向上させることができる。
【0013】
ここで、上記したいずれか1つの塗工方法において、通常の塗工位置における塗工ギャップをG1、塗工ギャップを小さくしたときの塗工ギャップをG2とすると、塗工ギャップ比G2/G1が0.9以下であることが望ましい。
【0014】
このように塗工ギャップG2を設定することにより、スジ状欠陥の発生を確実に抑制することができるからである。その結果、塗工不良量を大幅に改善することができ、塗工品質を向上させることができる。なお、塗工ギャップG1は既知であるから、上記の関係から塗工ギャップG2を簡単に決定することができる。
【0015】
また、上記したいずれか1つの塗工方法において、前記塗工ダイがバックアップロールに対向配置されており、前記塗工ダイを前記バックアップロールの接線方向へ直線的に移動させて塗工ギャップを小さくすることが望ましい。
【0016】
塗工ダイがバックアップロールに対向配置され、基材がバックアップロールに沿って搬送される場合には、塗工ダイを基材近づけて塗工ダイを小さくすると、塗工ダイの先端がバックアップロールに接触するおそれがある。そして、このような接触により、塗工不良が発生してしまう。
そこで、上記のように塗工ダイを移動させて塗工ギャップを小さくすることにより、塗工ダイの先端とバックアップロールとの接触を確実に回避することができるので、塗工不良が発生することなく塗工品質を向上させることができる。
【発明の効果】
【0017】
本発明に係る塗工方法によれば、上記した通り、基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる。
【図面の簡単な説明】
【0018】
【図1】塗工装置の概略を示す概略構成図にある。
【図2】塗工ダイを移動させた各位置における塗工ギャップを模式的に示す図である。
【図3】塗工開始時における塗工ギャップの調整制御を説明するためのタイミングチャートである。
【図4】塗工ギャップ比G2/G1と塗工膜のスジ不良量との関係を示す図である。
【図5】塗工ギャップ比G2/G1=0.9の場合における着液時間と塗工膜のスジ不良量との関係を示す図である。
【図6】連続塗工中にスジが検出された場合における塗工ギャップの調整制御を説明するためのタイミングチャートである。
【図7】塗工ギャップ比G2/G1とスジ消滅率との関係を示す図である。
【図8】変形例における塗工ダイの位置と塗工ギャップとの関係を示す図である。
【図9】塗工ダイをバックアップロールの回転方向下流側に配置した場合における塗工ギャップの調整を行うための塗工ダイの移動方向を説明する図である。
【図10】従来の塗工方法における塗工ギャップの調整制御を説明するための図である。
【図11】従来の塗工方法により塗工膜にスジ状欠陥が形成される様子を示す図である。
【発明を実施するための形態】
【0019】
以下、本発明の塗工方法を具体化した実施の形態について、図面に基づき詳細に説明する。ここでは、電動車両に搭載するリチウムイオン二次電池の製造工程において、電極を形成する基材の表面に塗工液を塗工する場合について例示する。
そこで、まず、本実施の形態に係る塗工方法を実施する塗工装置の概略構成について、図1及び図2を参照しながら簡単に説明する。図1は、塗工装置の概略を示す概略構成図にある。図2は、塗工ダイを移動させた各位置における塗工ギャップを模式的に示す図である。
【0020】
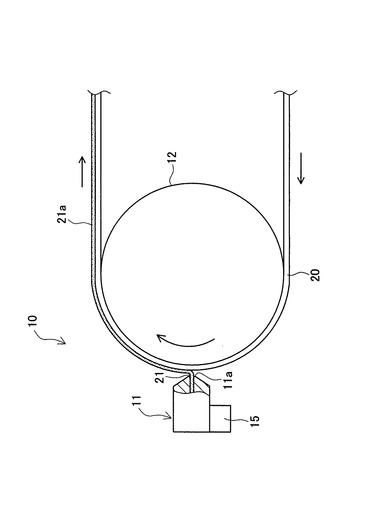
図1に示すように、塗工装置10には、基材20に塗工液21を塗工する塗工ダイ11と、基材20を支持するバックアップロール12とが備わっている。塗工ダイ11は、基材20を介してバックアップロール12と対向して配置されている。そして、塗工ダイ11は、塗工液21を貯蔵する不図示のタンクに接続されている。
【0021】
塗工ダイ11には、タンク内の塗工液21が供給され,その塗工液21がダイ先端に設けられた吐出口11aから基材20に向けて吐出される。すなわち、塗工ダイ11は、吐出口11aから塗工液21を吐出しながら、バックアップロール12の外周面に密着して搬送される基材20に塗工液21を塗布する。これにより、基材20上に塗工膜21aが形成されるようになっている。
【0022】
バックアップロール12は、その外周面に基材20を密着して保持している。バックアップロール12は不図示のモータにより回転駆動されるようになっている。このバックアップロール12の回転に伴って、基材20が搬送されるようになっている。なお、バックアップロール12は、基材20の搬送に従動して回転するように構成しても良い。
【0023】
本実施形態では、基材20としては、アルミ箔や銅箔等の金属箔が用いられている。また、塗工液21としては、活物質、導電補助材、バインダ、及び溶媒等が混練された導電性ペーストが用いられている。
【0024】
ここで、塗工ダイ11には、駆動装置15が付設されており、バックアップロール12の軸心に対して近接する方向に移動、または離間する方向に移動可能に保持されている。すなわち、塗工ダイ11は、バックアップロール12の径方向(図2に示すX方向)に移動するようになっている。そして、駆動装置15の駆動を制御して塗工ダイ11を移動させることにより、塗工ダイ11の吐出口11aとバックアップロール12に保持された基材20との間に形成される塗工ギャップを調整することができるようになっている。
【0025】
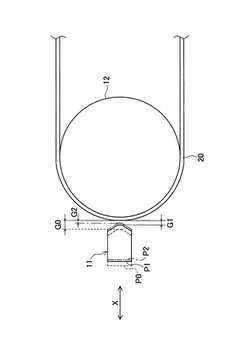
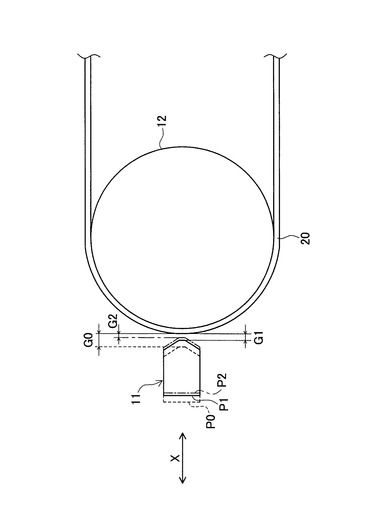
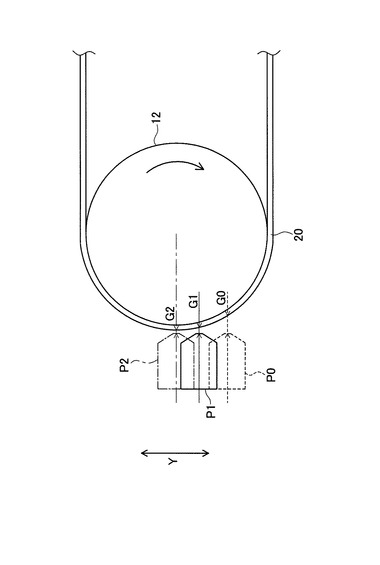
具体的に本実施の形態では、図2に示すように、塗工ダイ11の待機位置(図2の破線P0参照)、塗工位置(図2の実線P1参照)、及び着液位置(図2の一点鎖線P2参照)に対応して、塗工ギャップG0,G1,G2の3段階で調整することができる。そして、塗工ギャップG0,G1,G2の大きさは、G0>G1>G2となっている。
【0026】
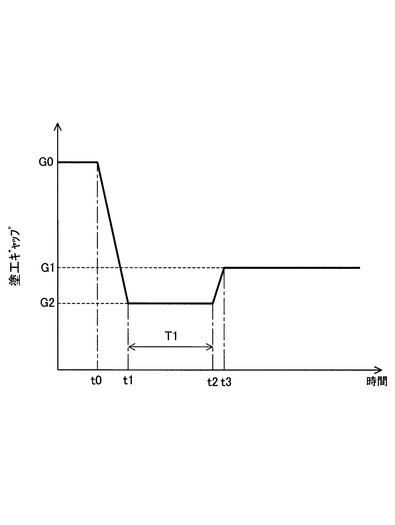
次に、上記した塗工装置10で塗工開始時に実施される塗工方法について、図2及び図3を参照しながら説明する。図3は、塗工開始時における塗工ギャップの調整制御を説明するためのタイミングチャートである。
【0027】
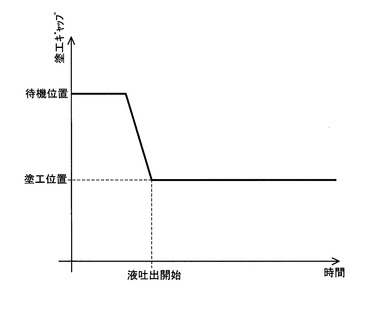
塗工前には、図3に示すように、塗工ダイ11が待機位置(図2の破線P0参照)に配置されている。このときの塗工ギャップG0は、他の配置位置における塗工ギャップG1,G2よりも大きい、つまり最大となっている。そして、塗工が開始されると、時刻t0にて塗工ダイ11が待機位置から着液位置(図2の一点鎖線P2参照)へ向かって移動し始める。そして、時刻t1にて塗工ダイ11が着液位置に達する。その結果、塗工ギャップが小さくなる。すなわち、塗工ギャップがG0からG2に変わる。これにより、塗工開始時には、通常の塗工時つまり塗工位置よりも塗工ダイ11とバックアップロール12とが接近する。
【0028】
そして、塗工ダイ11の吐出口11aから塗工液21が基材20の表面に吐出されて塗布されていく。このとき、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを幅方向(図面前後方向)に均一に形成することができる。従って、塗工開始時に塗工膜21aにスジ状欠陥が発生することを防止することができるため、塗工品質を向上させることができる。
【0029】
その後、時刻t1から時間(着液時間)T1が経過した時刻t2にて、塗工ダイ11が通常の塗工位置(図2の実線P1参照)に戻され始める。そして、時刻t3にて、塗工ダイ11が塗工位置に戻り、塗工ギャップがG2からG1に変わる。なお、時刻t3以降は、塗工ダイ11は塗工位置にて塗工ギャップG1の状態で、基材20に対して塗工液21を連続的に吐出する。これにより、基材20の表面に塗工膜21aが形成されていく。
【0030】
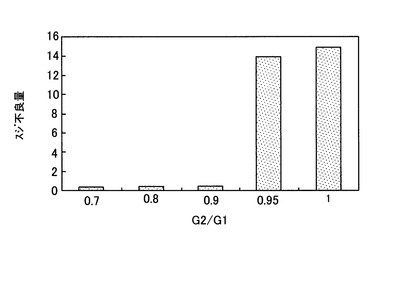
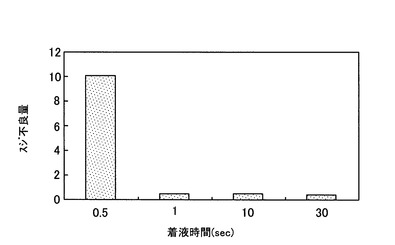
ここで、塗工ギャップG2の大きさ、及び塗工ダイ11を着液位置に留めておく着液時間T1について、図4及び図5を参照しながら説明する。図4は、塗工ギャップ比G2/G1と塗工膜のスジ不良量との関係を示す図である。図5は、塗工ギャップ比G2/G1=0.9の場合における着液時間と塗工膜のスジ不良量との関係を示す図である。
【0031】
図4から明らかなように、塗工ギャップ比G2/G1を小さくしていくと、塗工膜のスジ不良量(スジ状欠陥の発生量)が減少していく傾向があることが判る。そして、塗工ギャップ比G2/G1が0.9以下になると、塗工膜のスジ不良量が大幅に減少することが判る。そこで、塗工ギャップ比G2/G1が0.9以下となるように塗工ギャップG2の大きさを設定すれば良い。これにより、塗工開始時に、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。なお、塗工ギャップG1は既知であるから、上記の関係から塗工ギャップG2は簡単に決定することができる。
【0032】
一方、塗工ギャップ比G2/G1を0.9より小さくしても、スジ不良量の減少量はあまり変わらないことが判る。また、塗工ギャップ比G2/G1を小さくしていくと、塗工ダイとバックアップロールとが接触する可能性が高くなる。そこで、塗工ギャップ比G2/G1は、0.5≦G2/G1≦0.9の範囲内で設定することが好ましい。これにより、塗工ダイ11とバックアップロール12とが接触することを確実に防止しつつ、塗工開始時に、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。
なお、本実施の形態では、塗工ギャップ比はG2/G1=0.9となっている。
【0033】
また、図5から明らかなように、着液時間を長くすれば、塗工膜のスジ不良量が減少していく傾向があることが判る。そして、着液時間が0.5秒を超えると、塗工膜のスジ不良量が大幅に減少することが判る。そこで、着液時間、すなわち塗工ギャップを小さくするために塗工ダイ11を着液位置に留めておく時間T1は、0.5秒以上とすれば良い。これにより、塗工開始時に、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。なお、塗工ギャップ比G2/G1を変化(小さく)しても、着液時間と塗工膜のスジ不良量との関係は、図5と同様の結果が得られた。
【0034】
一方、着液時間を長くすると、その分だけ塗工位置でない位置(塗工ギャップが小さい状態)での塗工が行われる時間が長くなる。ここで、塗工ギャップが変化すると塗工幅が変化してしまうので、着液時間が長くなると、基材20の表面に形成される塗工膜21aの塗工幅の不良が増加してしまう。
そこで、着液時間T1は、0.5〜10秒程度、好ましくは1〜5秒程度に設定すると良い。これにより、塗工開始時に、塗工幅の不良を発生させることなく、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。
なお、本実施の形態では、着液時間T1は1秒となっている。
【0035】
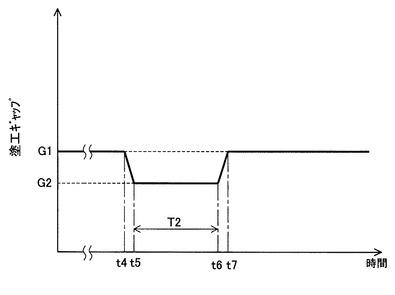
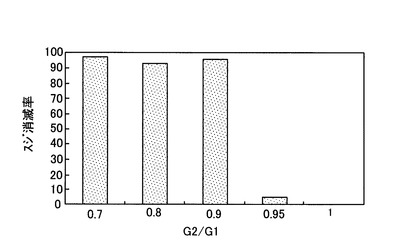
続いて、上記した塗工装置10で連続塗工中にスジが検出(発生)したときに実施される塗工方法について、図2、図6及び図7を参照しながら説明する。図6は、連続塗工中にスジ状欠陥が検出された場合における塗工ギャップの調整制御を説明するためのタイミングチャートである。図7は、塗工ギャップ比G2/G1とスジ消滅率との関係を示す図である。
【0036】
図6に示す時刻t4以前の連続塗工中には、塗工ダイ11は塗工位置(図2の実線P1参照)に配置され、塗工ギャップG1で塗工ダイ11の吐出口11aから塗工液21が基材20の表面に吐出されて塗布されている。このとき、基材20の表面に形成される塗工膜21aの状態が、公知のセンサやカメラ等によって検知されている。
【0037】
ここで、従来の塗工方法では、連続塗工中に塗工膜にスジ状欠陥が一旦発生してしまうと、その後、スジ状欠陥を消滅させることが困難であった。そこで、本実施の形態では、塗工膜21aにスジ状欠陥が発生した場合、そのスジ状欠陥を消滅させるために、以下のような塗工ギャップの調整制御を行う。
【0038】
すなわち、時刻t4にてスジ状欠陥が検出されると、塗工ダイ11が塗工位置から着液位置(図2の一点鎖線P2参照)へ向かって移動し始める。そして、時刻t5にて塗工ダイ11が着液位置に達する。その結果、塗工ギャップが小さくなる。つまり、塗工ギャップがG1からG2に変わる。これにより、連続塗工時における塗工位置よりも塗工ダイ11とバックアップロール12とが接近するため、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを幅方向(図面前後方向)に均一に形成することができる。従って、スジ状欠陥を消滅させることができ、塗工品質を向上させることができる。
【0039】
その後、時刻t5から着液時間T2が経過した時刻t6にて、塗工ダイ11が通常の塗工位置(図2の実線P1参照)に戻され始める。そして、時刻t7にて、塗工ダイ11が着液位置から塗工位置に戻り、塗工ギャップがG2からG1に拡げられて、再度、連続塗工が実施される。
【0040】
ここで、着液位置における塗工ギャップG2については、図7に示すように、塗工ギャップ比G2/G1を小さくしていくと、スジ消滅率が大きくなる傾向があることが判る。そして、塗工ギャップ比G2/G1が0.9以下になると、スジ消滅率が大幅に増加することが判る。これは、図4に示した結果と同様である。そこで、連続塗工中において、スジ状欠陥を消滅させるためには、塗工開始時と同様に、塗工ギャップ比G2/G1が0.9以下となるように塗工ギャップG2の大きさを設定すれば良い。従って、本実施の形態では、連続塗工中にスジ状欠陥を消滅させる際の塗工ギャップG2を、塗工開始時と同様に、塗工ギャップ比がG2/G1=0.9となるように設定している。
【0041】
また、着液時間T2は、塗工膜21aにスジ状欠陥が発生しなくなるまでの時間とすれば良い。これにより、塗工膜21aにスジ状欠陥が形成されることを確実に防止することができるからである。具体的には、図5に示す結果と同様に、着液時間を長くすれば、スジ消滅率が増加していく傾向があり、着液時間が0.5秒を超えるとスジ消滅率が急激に大きくなる。そこで、着液時間T2は、着液時間T1と同様に、0.5〜10秒程度、好ましくは1〜5秒程度に設定すると良い。これにより、塗工幅の不良を発生させることなく、スジ状欠陥を消滅させることができる。なお、本実施の形態では、着液時間T2は1秒に設定している。
【0042】
このように本実施の形態に係る塗工方法では、塗工開始時、及び連続塗工中にスジ状欠陥が検出された(発生した)場合に、塗工ダイ11を塗工位置P1よりもバックアップロール12に近い着液位置P2に移動させる。これにより、塗工ギャップが通常の塗工位置における塗工ギャップG1よりも小さい塗工ギャップG2に変わる。その結果、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを幅方向に均一に形成することができる。従って、塗工開始時に、塗工膜21aにスジ状欠陥が形成されることを防止することができる。また、連続塗工中にスジ状欠陥が発生した場合には、スジ状欠陥を消滅させることができる。これらのことから、本実施の形態に係る塗工方法によれば、塗工品質を向上させることができる。
【0043】
ここで、上記した塗工方法では、塗工ダイ11をバックアップロール12の径方向に移動させて塗工ギャップを調整しているが、塗工ダイ11をバックアップロール12の接線方向に移動させて塗工ギャップを調整することもできる。そこで、この変形例について、図8を参照しながら説明する。図8は、変形例における塗工ダイの位置と塗工ギャップとの関係を示す図である。
【0044】
変形例では、図8に示すように、塗工ダイ11をバックアップロール12の接線方向に移動させて塗工ギャップを調整している。具体的には、塗工ダイ11を図8に示すY方向(図中上下方向)に移動させる。これにより、バックアップロール12が円筒形状であるから、塗工ダイ11の吐出口11aと基材20との間に形成される隙間が変化するため塗工ギャップを調整することができる。この場合、塗工ダイ11の配置位置は、基材20の搬送方向(バックアップロール12の回転方向)上流側(図8では上側)から、一点鎖線で示す着液位置P2、実線で示す塗工位置P1、破線で示す待機位置P0の順で設定されている。
【0045】
そして、塗工開始時には、塗工ダイ11を待機位置P0から着液位置P2に図中上方向へ移動させ、着液時間T1が経過すると、着液位置P2から塗工位置P1に図中下方向へ移動させる。その後、塗工位置P1において連続塗工が実施される。この連続塗工中に、スジ状欠陥が検出されると、塗工ダイ11を塗工位置P1から着液位置P2に図中上方向へ移動させ、着液時間T2が経過すると、着液位置P2から塗工位置P1に図中下方向へ移動させる。このように塗工ダイ11を移動させて塗工ギャップを調整することにより、上記した効果を得ることができる。
【0046】
以上、詳細に説明したように本実施の形態に塗工方法によれば、塗工開始時、及び塗工中に塗工膜21aにスジ状欠陥が発生した場合に、塗工ダイ11を着液位置P2へ移動させて、塗工ダイ11の吐出口11aと基材20との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置P1における塗工ギャップG1より小さい塗工ギャップG2に変更する。これにより、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを形成することができるため、塗工膜21aにスジ状欠陥が形成されることを防止することができるため、塗工品質を向上させることができる。
【0047】
なお、上記した実施の形態は単なる例示にすぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることはもちろんである。例えば、上記した実施の形態では、塗工開始時及びスジ状欠陥が検出された場合の両方で塗工ギャップを制御(小さく)しているが、少なくとも一方の場合において塗工ギャップの制御を行うようにすれば、基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる。
【0048】
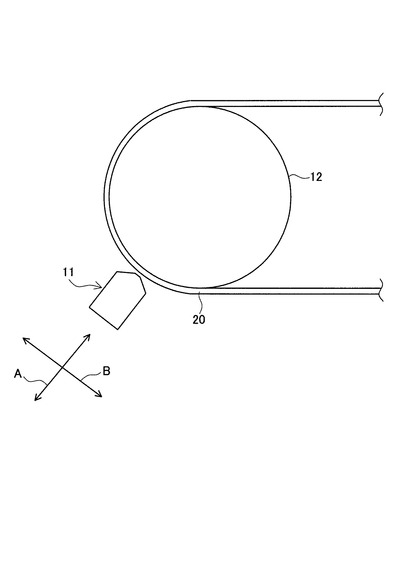
また、上記した実施の形態では、塗工ダイ11がバックアップロール12の高さ方向中央位置に配置されている場合を例示したが、本発明は、塗工ダイ11がその他の位置に配置されている場合にも適用することができる。例えば、図9に示すように、上記の実施の形態に比べて塗工ダイ11が基材20の搬送方向下流側に設けられている場合には、図9のA方向又はB方向に塗工ダイ11を移動させて塗工ギャップの調整を行うようにすれば良い。
【0049】
また、上記した実施の形態では、塗工ダイ11を着液位置に留めておく着液時間T2を予め設定しているが、センサ等によりスジ状欠陥が発生しなくなったことを検出したときに、塗工ダイ11を着液位置から塗工位置に戻すようにしても良い。
【符号の説明】
【0050】
10 塗工装置
11 塗工ダイ
11a 吐出口
12 バックアップロール
15 駆動装置
20 基材
21 塗工液
21a 塗工膜
G0 塗工ギャップ(待機位置)
G1 塗工ギャップ(塗工位置)
G2 塗工ギャップ(着液位置)
P0 待機位置
P1 塗工位置
P2 着液位置
【技術分野】
【0001】
本発明は、基材の表面に塗工液を塗工する塗工方法に関する。より詳細には、塗工ダイの吐出口と基材との間の隙間(塗工ギャップ)の調整制御を行う塗工方法に関するものである。
【背景技術】
【0002】
近年、モータを駆動源として搭載したハイブリッド車両や電気自動車等の電動車両が普及しつつある。こうした電動車両には、充電や放電を行うための二次電池が搭載されている。二次電池の電極には、帯状の金属箔(基材)の表面に活物質、導電補助材、バインダ等を含む塗工液を塗工して乾燥させることにより、塗工膜を形成したものが用いられている。この二次電池では、充電や放電を行う際、正極板の塗工膜に含まれる正極活物質と、負極板の塗工膜に含まれる負極活物質との間で、イオンの吸蔵や放出が行われる。イオンの吸蔵や放出を適切に行うためには、正極板や負極板の表面に適切な塗工幅(基材幅方向の長さ)の塗工膜が形成されている必要がある。
【0003】
一方、塗工装置としては、バックアップロールにより搬送される基材の表面に、バックアップロールに対向する位置にある塗工ダイにより塗工液を吐出し、塗工するものが知られている。塗工ダイにより形成される塗工膜の塗工幅は、塗工ダイの吐出口と基材との間の隙間(塗工ギャップ)に応じて変化する。
そこで、例えば特許文献1には、塗工ダイにより形成される塗工液の塗工幅を測定し、測定した塗工幅と目標値とを比較した結果に基づいて、塗工ギャップをフィードバック制御する塗工方法が提案されている。この塗工方法によれば、塗工幅の測定値に基づいて塗工ギャップを調整している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−258078号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の塗工方法では、図10に示すように、塗工ダイを待機位置から塗工位置へ移動させて塗工ギャップを小さくしてから、塗工液の吐出を開始して塗工液を基材に塗工し始める。このとき、塗工ダイから塗工液の吐出が開始された直後に、塗工ダイの吐出口と基材との間において、液ビードがうまく形成されずにエアーを巻き込みやすい。そして、エアーを巻き込んでしまうと、図11に示すように、基材に形成された塗工膜にスジ状欠陥が発生してしまう。このようなスジ状欠陥は、塗工開始時以外にも形成されることがある。そして、このスジ状欠陥が一旦発生してしまうとその部分が乾いてしまい、その後、塗工ダイからの塗工液の吐出量を増やしたとしてもスジ状欠陥を消すことが困難となる。
【0006】
そこで、本発明は上記した問題点を解決するためになされたものであり、基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる塗工方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するためになされた本発明の一態様は、搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、塗工膜にスジ状欠陥が発生した場合、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくすることを特徴とする。
【0008】
この塗工方法では、塗工液を基材に塗工している際に、塗工膜にスジ状欠陥が発生すると、塗工ダイの吐出口と基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。すなわち、塗工ダイとバックアップロールとが接近する。これにより、塗工ダイの吐出口と基材との間に、確実にビードを形成することができるため、スジ状欠陥を消滅させることができる。その結果、塗工品質を向上させることができる。
なお、塗工膜にスジ状欠陥が発生したか否かの判断は、公知の方向(例えば、センサやカメラ等による検出)により行えば良い。
【0009】
ここで、上記した塗工方法において、前記一定時間は、塗工ギャップを小さくしてから塗工膜にスジ状欠陥が発生しなくなるまでの時間とすれば良い。
なお、塗工膜にスジ状欠陥が発生しなくなったか否かの判断は、公知の方向(例えば、センサやカメラ等による検出)により行えば良い。あるいは、塗工膜にスジ状欠陥が発生しなくなるまでの時間を予め実験などにより求めておき設定しておいても良い。
【0010】
このようにすることにより、基材上の塗工膜にスジ状欠陥が形成されることを確実に防止することができる。また、塗工ギャップを小さくしている時間が長くなると、塗工幅の不良が発生してしまうおそれがある。従って、上記のように時間設定することにより、基材上の塗工膜にスジ状欠陥が形成されることを抑制するとともに、塗工幅の不良を発生させないようにすることができる。
【0011】
また、上記課題を解決するためになされた本発明の別態様は、搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、塗工開始時に、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、通常の塗工位置における塗工ギャップより小さくし、その後、通常の塗工位置における塗工ギャップに戻すことを特徴とする。
【0012】
この塗工方法では、塗工液を基材に塗工する際に、塗工ダイの吐出口と基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする。すなわち、塗工開始時は、通常の塗工時(連続塗工時)よりも塗工ダイと基材とを接近させる。これにより、塗工開始時において、塗工ダイの吐出口と基材との間に、確実にビードを幅方向に均一に形成することができる。従って、塗工膜にスジ状欠陥が形成されることを防止することができるので、塗工品質を向上させることができる。
【0013】
ここで、上記したいずれか1つの塗工方法において、通常の塗工位置における塗工ギャップをG1、塗工ギャップを小さくしたときの塗工ギャップをG2とすると、塗工ギャップ比G2/G1が0.9以下であることが望ましい。
【0014】
このように塗工ギャップG2を設定することにより、スジ状欠陥の発生を確実に抑制することができるからである。その結果、塗工不良量を大幅に改善することができ、塗工品質を向上させることができる。なお、塗工ギャップG1は既知であるから、上記の関係から塗工ギャップG2を簡単に決定することができる。
【0015】
また、上記したいずれか1つの塗工方法において、前記塗工ダイがバックアップロールに対向配置されており、前記塗工ダイを前記バックアップロールの接線方向へ直線的に移動させて塗工ギャップを小さくすることが望ましい。
【0016】
塗工ダイがバックアップロールに対向配置され、基材がバックアップロールに沿って搬送される場合には、塗工ダイを基材近づけて塗工ダイを小さくすると、塗工ダイの先端がバックアップロールに接触するおそれがある。そして、このような接触により、塗工不良が発生してしまう。
そこで、上記のように塗工ダイを移動させて塗工ギャップを小さくすることにより、塗工ダイの先端とバックアップロールとの接触を確実に回避することができるので、塗工不良が発生することなく塗工品質を向上させることができる。
【発明の効果】
【0017】
本発明に係る塗工方法によれば、上記した通り、基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる。
【図面の簡単な説明】
【0018】
【図1】塗工装置の概略を示す概略構成図にある。
【図2】塗工ダイを移動させた各位置における塗工ギャップを模式的に示す図である。
【図3】塗工開始時における塗工ギャップの調整制御を説明するためのタイミングチャートである。
【図4】塗工ギャップ比G2/G1と塗工膜のスジ不良量との関係を示す図である。
【図5】塗工ギャップ比G2/G1=0.9の場合における着液時間と塗工膜のスジ不良量との関係を示す図である。
【図6】連続塗工中にスジが検出された場合における塗工ギャップの調整制御を説明するためのタイミングチャートである。
【図7】塗工ギャップ比G2/G1とスジ消滅率との関係を示す図である。
【図8】変形例における塗工ダイの位置と塗工ギャップとの関係を示す図である。
【図9】塗工ダイをバックアップロールの回転方向下流側に配置した場合における塗工ギャップの調整を行うための塗工ダイの移動方向を説明する図である。
【図10】従来の塗工方法における塗工ギャップの調整制御を説明するための図である。
【図11】従来の塗工方法により塗工膜にスジ状欠陥が形成される様子を示す図である。
【発明を実施するための形態】
【0019】
以下、本発明の塗工方法を具体化した実施の形態について、図面に基づき詳細に説明する。ここでは、電動車両に搭載するリチウムイオン二次電池の製造工程において、電極を形成する基材の表面に塗工液を塗工する場合について例示する。
そこで、まず、本実施の形態に係る塗工方法を実施する塗工装置の概略構成について、図1及び図2を参照しながら簡単に説明する。図1は、塗工装置の概略を示す概略構成図にある。図2は、塗工ダイを移動させた各位置における塗工ギャップを模式的に示す図である。
【0020】
図1に示すように、塗工装置10には、基材20に塗工液21を塗工する塗工ダイ11と、基材20を支持するバックアップロール12とが備わっている。塗工ダイ11は、基材20を介してバックアップロール12と対向して配置されている。そして、塗工ダイ11は、塗工液21を貯蔵する不図示のタンクに接続されている。
【0021】
塗工ダイ11には、タンク内の塗工液21が供給され,その塗工液21がダイ先端に設けられた吐出口11aから基材20に向けて吐出される。すなわち、塗工ダイ11は、吐出口11aから塗工液21を吐出しながら、バックアップロール12の外周面に密着して搬送される基材20に塗工液21を塗布する。これにより、基材20上に塗工膜21aが形成されるようになっている。
【0022】
バックアップロール12は、その外周面に基材20を密着して保持している。バックアップロール12は不図示のモータにより回転駆動されるようになっている。このバックアップロール12の回転に伴って、基材20が搬送されるようになっている。なお、バックアップロール12は、基材20の搬送に従動して回転するように構成しても良い。
【0023】
本実施形態では、基材20としては、アルミ箔や銅箔等の金属箔が用いられている。また、塗工液21としては、活物質、導電補助材、バインダ、及び溶媒等が混練された導電性ペーストが用いられている。
【0024】
ここで、塗工ダイ11には、駆動装置15が付設されており、バックアップロール12の軸心に対して近接する方向に移動、または離間する方向に移動可能に保持されている。すなわち、塗工ダイ11は、バックアップロール12の径方向(図2に示すX方向)に移動するようになっている。そして、駆動装置15の駆動を制御して塗工ダイ11を移動させることにより、塗工ダイ11の吐出口11aとバックアップロール12に保持された基材20との間に形成される塗工ギャップを調整することができるようになっている。
【0025】
具体的に本実施の形態では、図2に示すように、塗工ダイ11の待機位置(図2の破線P0参照)、塗工位置(図2の実線P1参照)、及び着液位置(図2の一点鎖線P2参照)に対応して、塗工ギャップG0,G1,G2の3段階で調整することができる。そして、塗工ギャップG0,G1,G2の大きさは、G0>G1>G2となっている。
【0026】
次に、上記した塗工装置10で塗工開始時に実施される塗工方法について、図2及び図3を参照しながら説明する。図3は、塗工開始時における塗工ギャップの調整制御を説明するためのタイミングチャートである。
【0027】
塗工前には、図3に示すように、塗工ダイ11が待機位置(図2の破線P0参照)に配置されている。このときの塗工ギャップG0は、他の配置位置における塗工ギャップG1,G2よりも大きい、つまり最大となっている。そして、塗工が開始されると、時刻t0にて塗工ダイ11が待機位置から着液位置(図2の一点鎖線P2参照)へ向かって移動し始める。そして、時刻t1にて塗工ダイ11が着液位置に達する。その結果、塗工ギャップが小さくなる。すなわち、塗工ギャップがG0からG2に変わる。これにより、塗工開始時には、通常の塗工時つまり塗工位置よりも塗工ダイ11とバックアップロール12とが接近する。
【0028】
そして、塗工ダイ11の吐出口11aから塗工液21が基材20の表面に吐出されて塗布されていく。このとき、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを幅方向(図面前後方向)に均一に形成することができる。従って、塗工開始時に塗工膜21aにスジ状欠陥が発生することを防止することができるため、塗工品質を向上させることができる。
【0029】
その後、時刻t1から時間(着液時間)T1が経過した時刻t2にて、塗工ダイ11が通常の塗工位置(図2の実線P1参照)に戻され始める。そして、時刻t3にて、塗工ダイ11が塗工位置に戻り、塗工ギャップがG2からG1に変わる。なお、時刻t3以降は、塗工ダイ11は塗工位置にて塗工ギャップG1の状態で、基材20に対して塗工液21を連続的に吐出する。これにより、基材20の表面に塗工膜21aが形成されていく。
【0030】
ここで、塗工ギャップG2の大きさ、及び塗工ダイ11を着液位置に留めておく着液時間T1について、図4及び図5を参照しながら説明する。図4は、塗工ギャップ比G2/G1と塗工膜のスジ不良量との関係を示す図である。図5は、塗工ギャップ比G2/G1=0.9の場合における着液時間と塗工膜のスジ不良量との関係を示す図である。
【0031】
図4から明らかなように、塗工ギャップ比G2/G1を小さくしていくと、塗工膜のスジ不良量(スジ状欠陥の発生量)が減少していく傾向があることが判る。そして、塗工ギャップ比G2/G1が0.9以下になると、塗工膜のスジ不良量が大幅に減少することが判る。そこで、塗工ギャップ比G2/G1が0.9以下となるように塗工ギャップG2の大きさを設定すれば良い。これにより、塗工開始時に、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。なお、塗工ギャップG1は既知であるから、上記の関係から塗工ギャップG2は簡単に決定することができる。
【0032】
一方、塗工ギャップ比G2/G1を0.9より小さくしても、スジ不良量の減少量はあまり変わらないことが判る。また、塗工ギャップ比G2/G1を小さくしていくと、塗工ダイとバックアップロールとが接触する可能性が高くなる。そこで、塗工ギャップ比G2/G1は、0.5≦G2/G1≦0.9の範囲内で設定することが好ましい。これにより、塗工ダイ11とバックアップロール12とが接触することを確実に防止しつつ、塗工開始時に、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。
なお、本実施の形態では、塗工ギャップ比はG2/G1=0.9となっている。
【0033】
また、図5から明らかなように、着液時間を長くすれば、塗工膜のスジ不良量が減少していく傾向があることが判る。そして、着液時間が0.5秒を超えると、塗工膜のスジ不良量が大幅に減少することが判る。そこで、着液時間、すなわち塗工ギャップを小さくするために塗工ダイ11を着液位置に留めておく時間T1は、0.5秒以上とすれば良い。これにより、塗工開始時に、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。なお、塗工ギャップ比G2/G1を変化(小さく)しても、着液時間と塗工膜のスジ不良量との関係は、図5と同様の結果が得られた。
【0034】
一方、着液時間を長くすると、その分だけ塗工位置でない位置(塗工ギャップが小さい状態)での塗工が行われる時間が長くなる。ここで、塗工ギャップが変化すると塗工幅が変化してしまうので、着液時間が長くなると、基材20の表面に形成される塗工膜21aの塗工幅の不良が増加してしまう。
そこで、着液時間T1は、0.5〜10秒程度、好ましくは1〜5秒程度に設定すると良い。これにより、塗工開始時に、塗工幅の不良を発生させることなく、塗工膜にスジ状欠陥が発生することを確実に抑制することができる。
なお、本実施の形態では、着液時間T1は1秒となっている。
【0035】
続いて、上記した塗工装置10で連続塗工中にスジが検出(発生)したときに実施される塗工方法について、図2、図6及び図7を参照しながら説明する。図6は、連続塗工中にスジ状欠陥が検出された場合における塗工ギャップの調整制御を説明するためのタイミングチャートである。図7は、塗工ギャップ比G2/G1とスジ消滅率との関係を示す図である。
【0036】
図6に示す時刻t4以前の連続塗工中には、塗工ダイ11は塗工位置(図2の実線P1参照)に配置され、塗工ギャップG1で塗工ダイ11の吐出口11aから塗工液21が基材20の表面に吐出されて塗布されている。このとき、基材20の表面に形成される塗工膜21aの状態が、公知のセンサやカメラ等によって検知されている。
【0037】
ここで、従来の塗工方法では、連続塗工中に塗工膜にスジ状欠陥が一旦発生してしまうと、その後、スジ状欠陥を消滅させることが困難であった。そこで、本実施の形態では、塗工膜21aにスジ状欠陥が発生した場合、そのスジ状欠陥を消滅させるために、以下のような塗工ギャップの調整制御を行う。
【0038】
すなわち、時刻t4にてスジ状欠陥が検出されると、塗工ダイ11が塗工位置から着液位置(図2の一点鎖線P2参照)へ向かって移動し始める。そして、時刻t5にて塗工ダイ11が着液位置に達する。その結果、塗工ギャップが小さくなる。つまり、塗工ギャップがG1からG2に変わる。これにより、連続塗工時における塗工位置よりも塗工ダイ11とバックアップロール12とが接近するため、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを幅方向(図面前後方向)に均一に形成することができる。従って、スジ状欠陥を消滅させることができ、塗工品質を向上させることができる。
【0039】
その後、時刻t5から着液時間T2が経過した時刻t6にて、塗工ダイ11が通常の塗工位置(図2の実線P1参照)に戻され始める。そして、時刻t7にて、塗工ダイ11が着液位置から塗工位置に戻り、塗工ギャップがG2からG1に拡げられて、再度、連続塗工が実施される。
【0040】
ここで、着液位置における塗工ギャップG2については、図7に示すように、塗工ギャップ比G2/G1を小さくしていくと、スジ消滅率が大きくなる傾向があることが判る。そして、塗工ギャップ比G2/G1が0.9以下になると、スジ消滅率が大幅に増加することが判る。これは、図4に示した結果と同様である。そこで、連続塗工中において、スジ状欠陥を消滅させるためには、塗工開始時と同様に、塗工ギャップ比G2/G1が0.9以下となるように塗工ギャップG2の大きさを設定すれば良い。従って、本実施の形態では、連続塗工中にスジ状欠陥を消滅させる際の塗工ギャップG2を、塗工開始時と同様に、塗工ギャップ比がG2/G1=0.9となるように設定している。
【0041】
また、着液時間T2は、塗工膜21aにスジ状欠陥が発生しなくなるまでの時間とすれば良い。これにより、塗工膜21aにスジ状欠陥が形成されることを確実に防止することができるからである。具体的には、図5に示す結果と同様に、着液時間を長くすれば、スジ消滅率が増加していく傾向があり、着液時間が0.5秒を超えるとスジ消滅率が急激に大きくなる。そこで、着液時間T2は、着液時間T1と同様に、0.5〜10秒程度、好ましくは1〜5秒程度に設定すると良い。これにより、塗工幅の不良を発生させることなく、スジ状欠陥を消滅させることができる。なお、本実施の形態では、着液時間T2は1秒に設定している。
【0042】
このように本実施の形態に係る塗工方法では、塗工開始時、及び連続塗工中にスジ状欠陥が検出された(発生した)場合に、塗工ダイ11を塗工位置P1よりもバックアップロール12に近い着液位置P2に移動させる。これにより、塗工ギャップが通常の塗工位置における塗工ギャップG1よりも小さい塗工ギャップG2に変わる。その結果、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを幅方向に均一に形成することができる。従って、塗工開始時に、塗工膜21aにスジ状欠陥が形成されることを防止することができる。また、連続塗工中にスジ状欠陥が発生した場合には、スジ状欠陥を消滅させることができる。これらのことから、本実施の形態に係る塗工方法によれば、塗工品質を向上させることができる。
【0043】
ここで、上記した塗工方法では、塗工ダイ11をバックアップロール12の径方向に移動させて塗工ギャップを調整しているが、塗工ダイ11をバックアップロール12の接線方向に移動させて塗工ギャップを調整することもできる。そこで、この変形例について、図8を参照しながら説明する。図8は、変形例における塗工ダイの位置と塗工ギャップとの関係を示す図である。
【0044】
変形例では、図8に示すように、塗工ダイ11をバックアップロール12の接線方向に移動させて塗工ギャップを調整している。具体的には、塗工ダイ11を図8に示すY方向(図中上下方向)に移動させる。これにより、バックアップロール12が円筒形状であるから、塗工ダイ11の吐出口11aと基材20との間に形成される隙間が変化するため塗工ギャップを調整することができる。この場合、塗工ダイ11の配置位置は、基材20の搬送方向(バックアップロール12の回転方向)上流側(図8では上側)から、一点鎖線で示す着液位置P2、実線で示す塗工位置P1、破線で示す待機位置P0の順で設定されている。
【0045】
そして、塗工開始時には、塗工ダイ11を待機位置P0から着液位置P2に図中上方向へ移動させ、着液時間T1が経過すると、着液位置P2から塗工位置P1に図中下方向へ移動させる。その後、塗工位置P1において連続塗工が実施される。この連続塗工中に、スジ状欠陥が検出されると、塗工ダイ11を塗工位置P1から着液位置P2に図中上方向へ移動させ、着液時間T2が経過すると、着液位置P2から塗工位置P1に図中下方向へ移動させる。このように塗工ダイ11を移動させて塗工ギャップを調整することにより、上記した効果を得ることができる。
【0046】
以上、詳細に説明したように本実施の形態に塗工方法によれば、塗工開始時、及び塗工中に塗工膜21aにスジ状欠陥が発生した場合に、塗工ダイ11を着液位置P2へ移動させて、塗工ダイ11の吐出口11aと基材20との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置P1における塗工ギャップG1より小さい塗工ギャップG2に変更する。これにより、塗工ダイ11の吐出口11aと基材20との間に、確実にビードを形成することができるため、塗工膜21aにスジ状欠陥が形成されることを防止することができるため、塗工品質を向上させることができる。
【0047】
なお、上記した実施の形態は単なる例示にすぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることはもちろんである。例えば、上記した実施の形態では、塗工開始時及びスジ状欠陥が検出された場合の両方で塗工ギャップを制御(小さく)しているが、少なくとも一方の場合において塗工ギャップの制御を行うようにすれば、基材上の塗工膜にスジ状欠陥が形成されることを抑制して塗工品質を向上させることができる。
【0048】
また、上記した実施の形態では、塗工ダイ11がバックアップロール12の高さ方向中央位置に配置されている場合を例示したが、本発明は、塗工ダイ11がその他の位置に配置されている場合にも適用することができる。例えば、図9に示すように、上記の実施の形態に比べて塗工ダイ11が基材20の搬送方向下流側に設けられている場合には、図9のA方向又はB方向に塗工ダイ11を移動させて塗工ギャップの調整を行うようにすれば良い。
【0049】
また、上記した実施の形態では、塗工ダイ11を着液位置に留めておく着液時間T2を予め設定しているが、センサ等によりスジ状欠陥が発生しなくなったことを検出したときに、塗工ダイ11を着液位置から塗工位置に戻すようにしても良い。
【符号の説明】
【0050】
10 塗工装置
11 塗工ダイ
11a 吐出口
12 バックアップロール
15 駆動装置
20 基材
21 塗工液
21a 塗工膜
G0 塗工ギャップ(待機位置)
G1 塗工ギャップ(塗工位置)
G2 塗工ギャップ(着液位置)
P0 待機位置
P1 塗工位置
P2 着液位置
【特許請求の範囲】
【請求項1】
搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、
塗工膜にスジ状欠陥が発生した場合、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする
ことを特徴とする塗工方法。
【請求項2】
請求項1に記載する塗工方法において、
前記一定時間は、塗工ギャップを小さくしてから塗工膜にスジ状欠陥が発生しなくなるまでの時間である
ことを特徴とする塗工方法。
【請求項3】
搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、
塗工開始時に、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、通常の塗工位置における塗工ギャップより小さくし、その後、通常の塗工位置における塗工ギャップに戻す
ことを特徴とする塗工方法。
【請求項4】
請求項1から請求項3に記載するいずれか1つの塗工方法において、
通常の塗工位置における塗工ギャップをG1、塗工ギャップを小さくしたときの塗工ギャップをG2とすると、G2/G1が0.9以下である
ことを特徴とする塗工方法。
【請求項5】
請求項1から請求項4に記載するいずれか1つの塗工方法において、
前記塗工ダイがバックアップロールに対向配置されており、
前記塗工ダイを前記バックアップロールの接線方向へ直線的に移動させて塗工ギャップを小さくする
ことを特徴とする塗工方法。
【請求項1】
搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、
塗工膜にスジ状欠陥が発生した場合、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、一定時間だけ通常の塗工位置における塗工ギャップより小さくする
ことを特徴とする塗工方法。
【請求項2】
請求項1に記載する塗工方法において、
前記一定時間は、塗工ギャップを小さくしてから塗工膜にスジ状欠陥が発生しなくなるまでの時間である
ことを特徴とする塗工方法。
【請求項3】
搬送される基材の表面に塗工ダイにより塗工液を吐出して塗工膜を形成する塗工方法において、
塗工開始時に、前記塗工ダイの吐出口と前記基材との間に形成される塗工ギャップを、通常の塗工位置における塗工ギャップより小さくし、その後、通常の塗工位置における塗工ギャップに戻す
ことを特徴とする塗工方法。
【請求項4】
請求項1から請求項3に記載するいずれか1つの塗工方法において、
通常の塗工位置における塗工ギャップをG1、塗工ギャップを小さくしたときの塗工ギャップをG2とすると、G2/G1が0.9以下である
ことを特徴とする塗工方法。
【請求項5】
請求項1から請求項4に記載するいずれか1つの塗工方法において、
前記塗工ダイがバックアップロールに対向配置されており、
前記塗工ダイを前記バックアップロールの接線方向へ直線的に移動させて塗工ギャップを小さくする
ことを特徴とする塗工方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−103168(P2013−103168A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−248657(P2011−248657)
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月14日(2011.11.14)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]