
塗工白板紙およびその製造方法
【課題】本発明の課題は、カーテン塗工に特徴的な嵩高く空隙の多い塗工層による高い光散乱性を維持しつつも、適度なインキセット性を有し、印刷光沢度が良好な塗工白板紙を、カーテン塗工により製造する技術を提供することである。
【解決手段】複数の塗工層を1つのカーテン膜で同時塗工し、かつ、このカーテン塗工により設けられる最外層である上塗層と下塗層の塗工量を一定範囲とすることによって、白色度が40〜70%と低い原紙を用いた場合であっても、白色度や白色ムラに優れ、印刷光沢度が高い白板紙を効率的に製造することができる。
【解決手段】複数の塗工層を1つのカーテン膜で同時塗工し、かつ、このカーテン塗工により設けられる最外層である上塗層と下塗層の塗工量を一定範囲とすることによって、白色度が40〜70%と低い原紙を用いた場合であっても、白色度や白色ムラに優れ、印刷光沢度が高い白板紙を効率的に製造することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、古紙を配合した原紙に顔料塗工層を設ける塗工白板紙に関し、白色度が高く、白色ムラが少なく、白紙および印刷光沢度が高い塗工白板紙およびその製造方法に関する。
【背景技術】
【0002】
塗工白板紙の原紙は、通常、多層抄きによって製造され、表層には白色度が高く高価な晒化学パルプが多く使用され、表下層および中層には晒し化学パルプに比べ白色度が低く安価な脱墨および未脱墨の古紙パルプが多く使用される。表層に晒化学パルプを使用するのは、塗工白板紙の表面における白色ムラを良好に保ち、古紙パルプに含まれるチリ等の異物を表面から見えにくくするためである。また、表下層および中層に古紙パルプを使用するのは環境面およびコストダウンの観点からである。
【0003】
近年、環境に対する取り組みおよびコストダウンに対する要求が高まっていることから、古紙パルプの使用率が増加する傾向にある。これに伴い、塗工白板紙の表面において白色ムラや、チリ等の異物が目立ちやすくなるという問題が増加している。チリ等の異物を除去するためには、脱墨や除塵処理を強化する必要があるが、処理を強化するほど歩留りが悪化する。また塗工液による改善方法として、塗工量を多くする方法があるが、塗工量を多くしすぎると塗工時の乾燥性が悪くなるなど操業性が低下し、またバインダーマイグレーションにより印刷ムラの原因になるという問題が新たに発生する。
【0004】
例えば、特許文献1,2では、塗工液に隠蔽性の高い顔料を使用することによる白板紙の製造方法が開示されている。しかし、隠蔽性の高い顔料は高価であり、古紙パルプの使用率を高くしてコストダウンした利点が失われる。
【0005】
また、紙層構造の観点から、特許文献3では、表層と表下層の白色度差を一定以下にすることにより白色ムラを改善する方法が開示されている。しかし、この方法では白色度差の規定により古紙パルプの使用率を一定以上高くすることができない。
【0006】
さらに、塗工方式による改善として、通常使用されるブレード塗工方式の代わりに、ロール転写塗工方式やエアナイフ塗工方式を使用する方法が知られている。これは、ブレード塗工方式では、原紙の凹凸によらず塗工後の表面が平坦化されるという特徴により、塗工表面の平滑性は高いが塗工量が不均一になることから白色ムラが生じやすいのに対し、ロール転写塗工方式やエアナイフ塗工方式では、ブレード塗工方式に比べ塗工量が均一であるために白色ムラが目立たないことによる。しかしながら、ロール塗工方式ではオレンジピール等と呼ばれるロール特有の塗工パターンが発生しやすい。また、エアナイフ塗工方式では、原理上塗工液の粘度を低くしなければならず、そのために固形分濃度を低くすると、原紙に塗工液の水分が過剰に染みこむことにより、原紙の膨潤が発生し、表面平滑性が悪化する。また乾燥に必要なエネルギーも上昇する。
【0007】
別の塗工方式として、特許文献4では、カーテン塗工を行うことにより、ロール塗工方式のような塗工欠陥の発生なく白色ムラおよびチリを目立たなくする方法が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平6−166991号公報
【特許文献2】特開2003−306892号公報
【特許文献3】特開2005−298998号公報
【特許文献4】特開2009−41131号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
一般にカーテン塗工は、塗工時に塗工液の掻き落としがない前計量式の塗工方式であるため、原紙に多少の凹凸が存在しても均一な塗工層を塗設することができるため、白色ムラが生じにくいと考えられる。また、カーテン塗工は、ブレードによる掻き落としがなく、カーテン膜として形成された塗工層が原紙に載せられるため塗工層の空隙が多く、これは、光散乱性や白色度の点では好ましいとされる。
【0010】
しかしながら、カーテン塗工により得られる塗工層は空隙が多いため、インキセットが速くなり、印刷光沢度が低下するという課題が生じる。
かかる課題に対して、緻密な塗工層を得られるような顔料を使用することによって、塗工層の空隙を少なくしてインキセット性を遅くすることができるものの、カーテン塗工の優れた点である塗工層の嵩高さが失われ、結局、散乱性が低下してしまう。
【0011】
このような状況に鑑み、本発明の課題は、カーテン塗工に特徴的な嵩高く空隙の多い塗工層による高い光散乱性を維持しつつも、適度なインキセット性を有し、印刷光沢度が良好な塗工白板紙を、カーテン塗工により製造する技術を提供することである。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題を解決するために鋭意検討した結果、複数の塗工層を1つのカーテン膜で同時塗工し、かつ、このカーテン塗工により設けられる最外層である上塗層と下塗層の塗工量が一定範囲とすることによって、白色度が40〜70%と低い原紙を用いた場合であっても、白色度や白色ムラに優れ、印刷光沢度が高い白板紙を効率的に製造できることを見出し、本発明を完成するに至った。
【0013】
すなわち、これに限定されるものではないが、本発明は以下の発明を含む。
(1) 2種類以上の塗工液から1つのカーテン膜を形成させ、該カーテン膜に原紙を通して原紙上に2層以上の塗工層を形成することを含む、塗工白板紙の製造方法であって、原紙の白色度が40〜70%であり、下塗り層の塗工量が片面あたり10〜25g/m2である、上記方法。
(2) 最外層である上塗り層の塗工量が、片面あたり2〜8g/m2である、(1)に記載の方法。
(3) 前記上塗り層と下塗り層の合計の塗工量が、片面あたり15〜30g/m2である、(1)または(2)に記載の方法。
(4) 上塗り層の塗工量と下塗り層の塗工量の比率が、1:3〜1:8である、(1)〜(3)のいずれかに記載の方法。
(5) 下塗り層の顔料として、平均粒子径(D50)が0.3〜0.8μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が1.5〜3.5である軽質炭酸カルシウムを20重量%以上使用する、(1)〜(4)のいずれかに記載の方法。
(6) 青色・紫色の色材を、原紙層、上塗り層、下塗り層の少なくとも1つに含有させ、JIS P 8150による紫外線を含む測定における紙の色相で、b*値が−10以上−0.5未満である、(1)〜(5)のいずれかに記載の方法。
(7) (1)〜(6)のいずれかに記載の方法により製造された塗工白板紙。
【発明の効果】
【0014】
本発明によれば、カーテン塗工に特徴的な嵩高く空隙の多い塗工層による高い光散乱性を維持しつつも、適度なインキセット性を有し、白色ムラや印刷光沢度が良好な塗工白板紙を、カーテン塗工により製造することができる。
【図面の簡単な説明】
【0015】
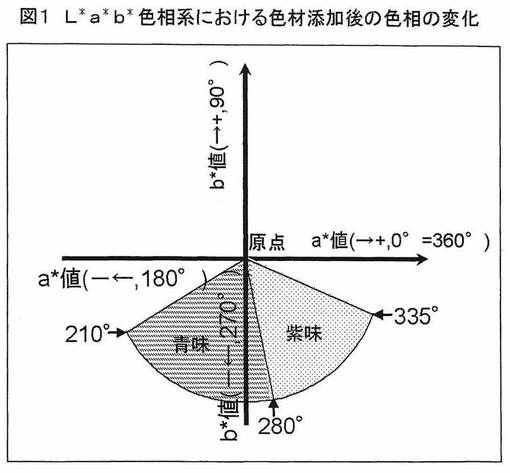
【図1】L*a*b*色相系における色材添加後の色相の変化
【発明を実施するための形態】
【0016】
本発明は、塗工白板紙およびその製造方法に関する。本発明において、塗工白板紙とは、原紙の片面、もしくは両面に顔料塗工層を設けたものであり、古紙パルプが少なくとも配合される。
【0017】
原紙
本発明においては、白色度が低い原紙を使用して白板紙を製造する。本発明で使用する原紙の白色度は、40〜70%であり、50〜70%が好ましく、53〜68%がより好ましい。本発明によれば、このような比較的低白色度の原紙を用いても、白色度や白色ムラに優れた白板紙を製造することが可能である。前記白色度は、塗工層が設けられる側の原紙表面の白色度をいう。原紙の白色度が低い方が、同量の塗工量で比較して、カーテン塗工後の白板紙の白色度の上昇率が高い。そのため、古紙パルプを多く含む、または脱墨されていないパルプを含有する白色度の低い原紙を用いることはコスト面でも有利であり、また、環境負荷も低くなる。
【0018】
本発明で使用される原紙は、古紙パルプが少なくとも配合されていれば、それ以外のパルプ配合は特に制限されず、例えば、晒化学パルプ、未晒化学パルプなどを使用できる。古紙パルプとしては、脱墨してもしなくてもよく、脱墨パルプとしては、上質紙、中質紙、下級紙、新聞紙、チラシ、雑誌などの選別古紙やこれらが混合している無選別古紙を原料とする脱墨パルプなどを使用することができる。
【0019】
本発明で使用される原紙は、一般に塗工白板紙の原紙に使用されるものを例外なく使用でき、上記各種パルプを混合したものでも良いし、同一のパルプを用いたものでも良い。また、異なるパルプを1層以上重ねてもよい。例えば、中層に白色度の低いパルプを用いて、表層、裏層にそれより白色度の高いパルプを用いることもできるし、すべての層のパルプを同じものとして複数層重ねることもできる。本発明によれば、最表層に中層や裏層に使用するのと同様の白色度の低いパルプを使用しても白色ムラがなく、白色度の高い塗工白板紙を得ることができるので、原紙の最表層とその直下層のパルプの白色度差が10%(ポイント)以内であってもよいが、白色度差が10%超であってもよい。ここで言うポイントとは、白色度の差を示しており、例えば、表層のISO白色度が80%で、その直下層のISO白色度が68%のときは、12ポイント低いということになる。
【0020】
また、本発明においては、原紙の平滑性が低くても所望の効果が奏されるため、平滑性の低い原紙を用いてもよいが、カーテン塗工時のパドリングと呼ばれる塗料溜まりが発生しない範囲で、平滑性の高い原紙を使用できる。原紙の平滑性を高めるために、カーテン塗工前にプレカレンダー等の処理を行なってもよい。さらに、原紙の平滑性を改善する手段として、カーテン塗工前に、澱粉を主成分としたクリア塗料または顔料を含んだ塗料を原紙に塗工することができる。このプレ塗工された原紙は、乾燥工程を経ないまま、すなわち原紙上の塗料が濡れた状態で、カーテン塗工に供してもよい。このように、カーテン塗工に供される前のプレ塗工後の原紙の状態は制限されない。
【0021】
塗工液の調製
本発明においては、2種類以上の塗工液から1つのカーテン膜を形成させ、該カーテン膜に原紙を通して原紙上に2層以上の塗工層を形成させるが、最外塗工層をカーテン塗工により形成させる。本明細書においては、カーテン塗工により形成させた2層以上の最外塗工層のうち、最外塗工層を上塗り層、当該上塗り塗工層を形成する塗工液を上塗り塗工液ということがある。また、上記最外層に隣接し、より原紙に近い層を下塗り塗工層、当該下塗り塗工層を形成する塗工液を下塗り塗工液という。
【0022】
本発明では、水と必要な成分とを混合して塗工液を調整する。塗工液の調製においては、ミキサー等の通常の混合手段を用いてよい。各成分等については以下に説明する。本発明においては、2種類以上の塗工液から1つのカーテン膜が形成される。
【0023】
下塗り塗工液
本発明において下塗り塗工液は、顔料と接着剤(バインダー)を含んでなる。接着剤は特に制限されないが、例えば、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体、ポリビニルアルコール、無水マレイン酸共重合体、およびアクリル酸・メチルメタクリレート系共重合体等の合成系接着剤;カゼイン、大豆蛋白、合成蛋白等の蛋白質類;酸化澱粉、陽性澱粉、尿素燐酸エステル化澱粉、ヒドロキシエチルエーテル化澱粉等のエーテル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルセルロース等のセルロース誘導体等が挙げられる。本発明においては、塗料の増粘が低い、合成系接着剤が好適である。また、低重合度(重合度1000以下、例えば、重合度500程度)ポリビニルアルコールは、粘度を大幅に上昇させることなく接着効果も高めることができるので併用することが好ましい。
下塗り塗工液には、カーテン塗工液に通常用いられる顔料を含有させることができる。本発明においては、白板紙の白色度や白色ムラの観点から、下塗り層の顔料として、平均粒子径が小さく、粒度分布がシャープな顔料を使用して、空隙の多い下塗り層を形成させることが好ましい。例えば、平均粒子径(D50)は0.2〜0.8μmであり、好ましくは、0.2〜0.4μmである。また、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が1.5以上3.5未満である軽質炭酸カルシウムを使用することが好ましく、その使用量は特に制限されないが、10重量%以上が好ましく、20重量%以上がさらに好ましく、20重量%〜50重量%使用するとその効果が顕著となる。40重量%以上、50重量%以上、さらには60重量%以上使用することもできるが、50重量%超えて使用すると印刷用塗工紙の表面強度が弱くなる傾向がある(ただし、接着剤の量を増加することにより、表面強度を向上させることができる)。
また、上記の顔料に加えて、平均アスペクト比が30〜60の顔料、例えばデラミネーテッドカオリンを下塗り塗工層に併用することもできる。平均アスペクト比が30〜60の顔料は、白色ムラ、保水性をさらに向上させる。これは、粒度分布のシャープな(D75/D25)が1.5以上3.5未満である炭酸カルシウムの隙間を扁平な顔料が埋めることにより脱水が抑制され保水性が良好になることによると推測される。平均アスペクト比が30〜60の顔料の使用量は、特に制限されないが、10重量%以上とすることができ、また、40重量%以下とすることができる。
【0024】
下塗り塗工液の固形分濃度は、好ましくは40〜75重量%であり、より好ましくは50〜70重量%であり、さらに好ましくは60〜70重量%である。下塗り塗工液の固形分濃度が、40重量%未満であると、塗工乾燥時における塗工層の体積変化が大きくなり、結果として塗工後の表面平滑性が劣る。また75重量%より多いと、塗工液の流動性が悪化し、均一なカーテン膜を形成することが難しくなる。
【0025】
下塗り塗工液のB型粘度は、均一で安定したカーテン膜を形成するために、また塗工液を配送するのに適切となるよう、100〜2000mPa・sの範囲であることが好ましい。100mPa・s以下であると、塗料中の水分が原紙に過剰に染みこみ、原紙が膨潤するため、塗工後の表面平滑性が低下する。また乾燥に必要なエネルギーも上昇する。また、2000mPa・sより大きいと、塗料の流動性が劣り、安定なカーテン膜を形成しにくくなる。
【0026】
また、下塗り塗工液の表面張力は、少ない流量においても均一で安定したカーテン膜を作成するために、40mN/m以下が好ましく、35mN/m以下がより好ましく、30mN/m以下であることがさらに好ましい。
【0027】
上塗り塗工液
本発明に用いる上塗り塗工液は、下塗り塗工液と同様に、顔料と接着剤を含んでなる。顔料は制限されず、塗工紙用に従来から用いられている顔料を使用できる。例えば、カオリン、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、二酸化チタン、硫酸バリウム、硫酸カルシウム、酸化亜鉛、ケイ酸、ケイ酸塩、コロイダルシリカ、サチンホワイト等の無機顔料、プラスチックピグメント等の有機顔料、有機・無機複合顔料等を使用することができる。中でも白色度の高い、重質炭酸カルシウム、針状軽質炭酸カルシウム、サチンホワイト、微粒カオリン、微粒デラミカオリン、二酸化チタンが好ましい。これらの顔料は単独で使用できるが、必要に応じて二種以上を混合して使用してもよい。組み合わせとしては、重質炭酸カルシウムと他の白色度の高い顔料との組み合わせが好ましい。
【0028】
本発明においては、上塗り塗工液に粒度分布が比較的ブロードな顔料を使用することが好ましく、これによって、インキセット性に大きな影響を与える塗工白板紙のごく表層の空隙構造のみを調整することができる。平均粒子径(D50)が0.5〜1.0μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が3.5以上5.0以下である炭酸カルシウムを使用することにより、緻密な塗工層が形成され、白板紙のインキセット性が速くなりすぎることを抑制し、印刷光沢度が向上する傾向にある。平均粒子径(D50)が0.5〜1.0μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が3.5以上5.0以下である炭酸カルシウムの使用量は、特に制限されない。
【0029】
本発明の上塗りおよび下塗り塗工液においては界面活性剤を用いて、塗工液の動的表面張力を調整できる。界面活性剤には、アニオン性界面活性剤、カチオン性界面活性剤およびノニオン性界面活性剤が存在するが、本発明においてはアニオン性界面活性剤が好ましい。カチオン性界面活性剤は塗工液中の顔料を凝集させやすくなる。また、ノニオン性界面活性剤は塗工液に十分な濡れ性を与えにくい。アニオン性界面活性剤の例には、スルホン酸系界面活性剤、硫酸エステル系界面活性剤およびカルボン酸系界面活性剤が含まれる。これらの中でも、塗工液の濡れ性をより良好とできるため、スルホン酸系界面活性剤が好ましく、特にアルキルスルホコハク酸が好ましい。好ましい態様において、これらの界面活性剤は顔料100重量部当たり0.1〜2重量部、より好ましくは0.2〜1重量部程度の範囲で使用される。
【0030】
本発明においては、上塗り塗工液に接着剤(バインダー)を配合することが好ましい。接着剤は特に制限されず、塗工紙用に従来から用いられている接着剤を使用できる。接着剤の例には、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体、ポリビニルアルコール、無水マレイン酸共重合体、およびアクリル酸・メチルメタクリレート系共重合体等の合成系接着剤;カゼイン、大豆蛋白、合成蛋白等の蛋白質類;酸化澱粉、陽性澱粉、尿素燐酸エステル化澱粉、ヒドロキシエチルエーテル化澱粉等のエーテル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルセルロース等のセルロース誘導体等の通常の塗工紙用接着剤が含まれる。接着剤は、1種類以上を適宜選択して使用できる。好ましい態様において、これらの接着剤は顔料100重量部当たり5〜50重量部、より好ましくは8〜30重量部程度の範囲で使用される。塗料の大幅に上昇させることがないことから、合成系接着剤が好ましい。
【0031】
本発明の上塗り、下塗り塗工液には、必要に応じて、分散剤、増粘剤、保水剤、消泡剤、耐水化剤、着色剤等、通常の塗工紙用顔料に配合される各種助剤を適宜使用できる。
上塗り塗工液の固形分濃度は、好ましくは40〜75重量%であり、より好ましくは50〜70重量%であり、さらに好ましくは60〜70重量%である。上塗り塗工液の固形分濃度が、40重量%未満であると、塗工乾燥時における塗工層の体積変化が大きくなり、結果として塗工後の表面平滑性が劣る。また75重量%より多いと、塗工液の流動性が悪化し、均一なカーテン膜を形成することが難しくなる。
【0032】
上塗り塗工液のB型粘度は、均一で安定したカーテン膜を形成するために、また塗工液を配送するのに適切となるよう、100〜2500mPa・sの範囲であることが好ましい。100mPa・s以下であると、塗料中の水分が原紙に過剰に染みこみ、原紙が膨潤するため、塗工後の表面平滑性が低下する。また乾燥に必要なエネルギーも上昇する。また、2500mPa・sより大きいと、塗料の流動性が劣り、安定なカーテン膜を形成できない。
【0033】
塗工液の表面張力は、少ない流量においても均一で安定したカーテン膜を作成するために、40mN/m以下、より好ましくは35mN/m以下、さらに好ましくは30mN/m以下であることが好ましい。
【0034】
カーテン塗工
本発明においてカーテン塗工とは、塗工液をカーテン状に流下させて膜を形成し、その膜に原紙を通すことにより原紙上に塗工層を設ける塗工方式である。カーテン塗工は、原紙に沿って塗工層が形成される輪郭塗工であり、また、いわゆる前計量方式であるため塗工量の制御が容易であるという特徴を有する。
【0035】
本発明の塗工白板紙は、原紙の両面ないし片面に、カーテン塗工で二層以上塗工することによって製造される。本発明においては、複数の塗工液から1つのカーテン膜を形成し、当該カーテン膜に原紙を通紙して原紙上に2層以上の塗工層をカーテン塗工する。複数の塗工液から複数のカーテン膜を形成してカーテン塗工すると、カーテン膜が薄くなり膜として不安定になるため、カーテン膜が原紙に落下するまでの間に膜の状態を保てず適切に塗工できない場合があるが、複数の塗工液から1つのカーテン膜を形成させて複数の塗工層を同時にカーテン塗工すると、カーテン膜が厚くなり膜として安定になるため、操業的に安定して塗工することができる。
【0036】
本発明においては、最外層である上塗り層の塗工量を2〜8g/m2、下塗り層の塗工量を10〜25g/m2とする必要がある。このように最外塗工層に対して、下塗り塗工層の塗工量を多くすることによって、下塗り層の隠蔽性を上昇させ、原紙は低白色度でも白板紙の白色度や白色ムラを改善できると共に、インキセット性や印刷品質に大きな影響を与える白板紙の表層部分のみを印刷に適した構造にしてインキセット性を調整することができる。
本発明において、上塗り層と下塗り層の塗工量の比率は、1:1.1〜1:10が好ましく、1:2〜1:9がより好ましく、1:3〜1:8がさらに好ましく、1:5〜1:8がより一層好ましい。
本発明においては、上記したようにカーテン塗工により設けた塗工層に加えて、カーテン塗工装置以外の塗工装置を使用して追加の塗工層を設けることも可能であり、例えば、ブレード塗工をおこなった後にカーテン塗工を行ったりしてもよい。ただし、本発明のカーテン塗工によって形成された上塗り塗工層が最外塗工層となるようにする必要がある。また、下層塗工部を乾燥せずに上層塗工を行なうウェットオンウェット塗工をおこなってもよい。
【0037】
本発明においてカーテン塗工層の塗工量は、各層の合計で、片面あたり乾燥重量で10〜30g/m2が好ましく、15〜30g/m2がより好ましく、20〜25g/m2がさらに好ましい。塗工量が10g/m2未満では、塗工層が薄くなり、白板紙の白色度、白色ムラの改善が十分にできない。一方、一つの層の塗工量が30g/m2を越えると、塗工時の乾燥性が悪くなるなど操業性が低下したり、バインダーマイグレーションによる印刷ムラの原因になったりするので好ましくない。片面あたり15〜25g/m2の塗工量とすることが好適であり、20〜25g/m2の塗工量とすることがより好適である。特に、原紙の白色度が低い場合は、塗工量を多くすることにより、製品の白色度を十分な値にすることができる。
【0038】
また、本発明においては、カーテン塗工に用いられる公知の装置を使用することができる。カーテン塗工装置の形状として公知であるものは、ダイから塗工液を下向きに吐出することにより直接カーテン膜を形成するスロット型カーテン塗工装置と、ダイから塗工液を上向きに吐出し、ダイ上の斜面で塗工液の膜を形成しつつ流動していき、その後ダイを離れて自由落下することによりカーテン膜を形成するスライド型カーテン塗工装置がある。本発明においてはいずれの装置を使用してもよい。
【0039】
本発明の塗工速度は、特に制限されないが、一般的には100m/分〜800m/分程度である。塗工速度が高速になると、クレーターが生じる傾向にある。
本発明の塗工白板紙は、原紙上に塗工層を設けた後、通常の乾燥工程を経て製造されるが、必要に応じて表面処理工程等で平滑化処理してもよい。好ましい態様において、製造後の塗工白板紙の水分が3〜10重量%、より好ましくは4〜8重量%程度となるように調整して仕上げられる。平滑化処理には、通常のスーパーキャレンダ、グロスキャレンダ、ソフトキャレンダ、熱キャレンダ、シューキャレンダ等の平滑化処理装置を用いることができる。
【0040】
平滑化処理装置は、オンマシンやオフマシンで適宜用いられ、加圧装置の形態、加圧ニップの数、加温等も適宜調整される。
青色・紫色材料
本発明においては、紫色顔料、紫色染料、青色顔料、および青色染料からなる群より選択される1種以上の色材(本明細書において青紫色材という)を、原紙層、上塗り層、下塗り層の少なくとも1つに含有させて、塗工白板紙の色調を、JIS P 8150による紫外線を含む測定における紙の色相で、b*値が−10以上−0.5未満にすることが好ましい。このようにすることにより、白板紙の白色度を向上させ、また、色材を添加した層の不透明度を向上させることにより白板紙の白色ムラを改善することができる。
【0041】
本発明の塗工白板紙において青紫色材は、原紙層、上塗り層、下塗り層の少なくとも1つに含有させるが、すべての層に含ませることもできる。一般に、不透明度および白色度は紙表層あるいは紙層内部での光の反射と紙層内における吸収により影響される。JIS P 8149に定められた不透明度は同一試料において、単一シート視感反射率R0を固有視感反射率R∞に対する比率で表した値であり、塗工白板紙のZ軸方向(厚み方向)において色材がいずこに存在していてもほとんど影響されない。一方、JIS P 8148に定められた白色度は測定される反射率に変化がないように十分な枚数を重ねた試料の反射率(固有反射率)であるため、最外層に含まれる顔料により影響を受ける。このため、色材が複数の層に存在する場合、最外層である塗工層に存在する色材の比率を高くすることによって効率よく本発明の効果を得ることができる。しかしながら、最外層である塗工層のみに色材を含ませたり、最外層に色材を多量に含ませたりした場合、青白さが強くなり見た目の白さが低下する場合がある。本発明においては、色調が安定するため、青紫色材を複数の層に存在させることが好ましい。
【0042】
本発明に用いる原紙は、単層抄きであっても多層抄きであってもよいが、原紙に青紫色材を含ませる場合、原紙を構成する複数の層のいずれか1層以上に前記色材を含有させればよい。色材を原紙層に存在させるためには、色材を含有する抄紙原料から原紙を抄紙すればよい。本発明の原紙の製法は特に制限されず、公知の原料を用いて公知の方法によることができる。
【0043】
本発明においては、原紙に青色・紫色の染料を含有させることがより好ましい。前述のとおり、染料は繊維や顔料等に染着するので、原紙を染色しやすい。また、染料は経時による変色を引き起こすことがあるが、最内層の原紙層に染料を含有させることで、このような変色を抑制できる。さらに、本発明において多くの脱墨パルプを用いる場合、仮に染料による変色が起こっても、見た目の白色度の低下がそれほど大きくならない。
【0044】
本発明においては、前記染料によって、原紙の色相を、JIS P 8150の方法による紫外線を含む測定においてb*値が−10以上−0.5未満、より好ましくは−3.0以上−0.5未満に調整すると、より本発明の効果を奏しやすい。
【0045】
原紙層のa*値は、白板紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、白板紙の色が白に見えなくなってしまうことがあるため好ましくない。
【0046】
原紙中の前記色材の添加量は特に限定されないが、例えば、全パルプの絶乾重量を基準として、塩基性染料は0.001〜0.01重量%、直接染料は0.015〜0.15重量%とすることができる。
【0047】
特に、原紙に含まれる脱墨パルプの割合が高い場合は、脱墨パルプに由来する機械パルプ等が多く含まれているので、黄ばんだ色となりやすい。したがって、本発明によって青紫色材を使用して塗工白板紙を特定の色調に調整することによって、過度の青白さを抑制でき、また機械パルプを多く含むことに起因する、黄ばんだ色を効率的に抑制することができ、高い白色度を達成できるので好ましい。また、脱墨パルプを使用する場合は、他の層よりも原紙層に存在する青紫色材の比率を高くすることが好ましい。
【0048】
カーテン塗工による塗工層に青紫色材を含有させる場合は、塗工液に青紫色材を配合して塗工することによって行うことができる。特に、カーテン塗工によればブレード塗工などと比較して嵩高い塗工層を形成させることができるため、青紫色材を含有する塗工層をカーテン塗工により形成させることによって、塗工白板紙の見た目の白さおよび塗工層の不透明度を向上させ白色ムラをより一層改善することができる。カーテン塗工によって同時に複数層を塗工する場合は、いずれか1層に青紫色材を含ませてもよいし、すべての塗工層に青紫色材を含ませてもよい。前述の通り、白色度は最外層に含まれる色材によって影響を受けるため、色材は最外層の塗工層に含有することが好ましい。
【0049】
本発明において色材とは、白色以外の有色の顔料または染料を意味する。また、顔料とは、水や油や有機溶剤などに不溶または難溶性または分散状態で存在する白色あるいは有色の粉体であり、無機顔料と有機顔料がある。本発明においては、前記色材として、無機顔料、有機顔料のいずれを用いてもよい。染料とは、可視光線を選択吸収または反射して固有の色を持つ有機色素のうち、適当な染色法により繊維や顔料等に染着する有機色素をいう。染料は溶媒(水や有機溶剤など)に可溶である。本発明においては、染料を併用してもよい。本発明において、「青色・紫色の色材を使用する」とは、青色色材と紫色色材の双方を使用する場合、そのいずれか一方を使用する場合が包含される。また、本発明において「青色・紫色の色材」とは、「青色および/または紫色の色材」という意味である。
【0050】
市販されている青色顔料としては、例えば、EMT−ブルーDS−18(東洋インキ製造社製)などが挙げられ、市販されている紫色顔料としては、例えば、SAバイオレットC12896(御国色素社製)などが挙げられる。青色顔料を単独で、または紫色顔料を単独で使用してもよいが、両者を併用してもよい。不透明度を向上させるには、紫色顔料を使用することが好ましい。また、本発明においては、必要に応じて、黒、赤、黄などの、青、紫以外の色材を添加してもよい。
【0051】
青色顔料、紫色顔料としては、前述のとおり無機顔料および有機顔料のいずれも使用できる。青色顔料の具体例としては、例えば、ウルトラマリン、アズライト、プロシアブルー(紺青)、群青、スマルト、コバルトブルー(アルミン酸コバルト)、セルリアンブルー(錫酸コバルト)、コバルトクロムブルー、コバルト・アルミ・珪素酸化物、コバルト・亜鉛・珪素酸化物、マンガンブルー、フタロシアニンが挙げられる。また、紫色顔料の具体例としては、例えば、コバルトバイオレット(砒酸コバルト、燐酸コバルト、コバルト・リチウム・燐酸化物、含水燐酸アンモニウムコバルト、ホウ酸コバルトなど)、紫群青、酸化鉄紫、マンガンバイオレット、ミネラルバイオレットなどの無機顔料、インジゴイド系、キナクリドン系、オキサジン系、アントラキノン系、カルボニウム系、キサンテン系の有機顔料が挙げられる。
【0052】
本発明においては、塗工白板紙に前記色材を一定量含有させて色相を後述する範囲とすることにより、塗工白板紙の表面色を青白くし、見た目の白さを増強すると共に、白色ムラを防止することができる。
【0053】
本発明において色材を添加すると、図1に示す方向へ紙の色相を変化させることができる。図1は、L*a*b*表色系をもとに、本発明の色材を含有しない紙と、含有させた後の紙の色相の変化を示す。色相を、a*値の(+)方向を0°、(−)方向を180°b*値(+)方向を90°、(−)方向を270°として表記した場合、添加前の紙を原点ゼロの位置とすると、青色の色材を添加すると、「青味」と図1に示してある210°以上280°未満の部分に添加後の紙の色相が変化し、紫色の色材を添加すると、「紫味」と図1に示してある280°以上335°未満の部分に添加後の紙の色相が変化するということを表している。
【0054】
本発明で用いる色材は、色材合計量が塗工白板紙1m2あたり0.4〜3.5mgであることが好ましく、0.9mg〜3.0mgであることがより好ましい。一般に、前記量が0.4mgより少ないと、色材による光の吸収が少ないため、不透明度に寄与する隠蔽性が不足するので好ましくない。また、一般に、前記量が3.5mgより多いと、色材による光の吸収量が多く、不透明度向上に大きく寄与するものの、色相が0点から大きく外れ、白色とは感じられなくなるため、好ましくない。色材の合計含有量は、原料あるいは原紙などの白色度により適宜調節できる。
【0055】
前記色材は、塗工白板紙の原紙層と塗工層のいずれに含まれていてもよいが、この場合、色材合計量は各層の色材含有量を合計した値である。
塗工白板紙
本発明で製造される塗工白板紙の紙中灰分は、10重量%以上であることが好まく、20重量%以上であることがより好ましい。灰分が10重量%より少ないと不透明度が十分に向上しないことがあるためである。
【0056】
本発明で製造される塗工白板紙の色相は、JIS P 8150に規定される紫外線を含む測定においてb*値が−15以上−0.5未満に調整することが好ましいが、b*値が−6以上−1未満であることがより好ましく、b*値が−4以上−2未満であることがさらに好ましい。このようにb*値を比較的低くすることによって、塗工白板紙の見た目の白さを増強できるとともに、白色ムラを改善することができる。また、同測定におけるa*値は、塗工白板紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、塗工白板紙の色が白に見えなくなってしまうことがあるため好ましくない。
【実施例】
【0057】
以下に実施例を挙げて本発明を具体的に説明するが、本発明は以下の例に限定されない。なお、特に断らない限り、本明細書において部および%はそれぞれ重量部および重量%を示し、数値範囲はその端点を含むものとして記載される。
【0058】
(評価方法)
・白色度:白色度:JIS P8148「紙,板紙及びパルプ−ISO白色度(拡散青色光反射率)の測定方法」に準拠して測定した。
・白色ムラ:以下の基準により目視により4段階で評価した。
◎:ムラが全く目立たない。○:軽度のムラが認められる。△ムラが認められ、実用上問題となる可能性がある。×:顕著なムラが認められ、実用に適さない
・白紙光沢度:JIS P8142「紙及び板紙−75度鏡面光沢度の測定方法」に準拠して測定した。
・印刷光沢度:ローランド社製4色枚葉印刷機(R304)により、枚葉プロセス印刷用インキ(東洋インキ製:NEX−M)で、印刷速度8000枚/時で、ベタ濃度(墨/藍/紅/黄=1.85/1.60/1.50/1.40)にて、片面4色印刷した。印刷物を10時間程度放置したのち、JIS P8142「紙及び板紙−75度鏡面光沢度の測定方法」に準拠して、墨ベタ印刷部の光沢を測定した。
【0059】
実施例1
(原紙)
脱墨古紙100%の割合で配合したパルプを使用して白色度75%、米坪40g/m2の表層、脱墨しない雑誌古紙100%で配合したパルプを使用して白色度55%、米坪210g/m2の中層、中層と同様のパルプを使用して白色度45%、米坪40g/m2の裏層をそれぞれ抄造し抄き合わせ、プレス、乾燥処理を行い、米坪290g/m2の塗工白板紙原紙を得た。原紙の白色度は67%であった。抄紙速度は300m/minであった。
【0060】
(下塗り塗工液)
紡錘状軽質炭酸カルシウム(奥多摩工業社製、TP−221−70GS、D50=0.5μm、D75/D25=2.5)45部、デラミネーテッドカオリン(Imerys社製、Contour 1500、平均アスペクト比50)15部、重質炭酸カルシウム(ファイマテック社製、FMT97、D50=0.7μm、D75/D25=3.8)40部からなる顔料スラリーを調製した後、顔料100部に対して、スチレン・ブタジエン共重合ラテックス(旭化成ケミカル社製、ALB1735)14部、PVA(クラレ社製ポリビニルアルコール、ポバール105)0.5部、界面活性剤(日本乳化剤社製、Newcol291−PG)0.5部を添加した。さらに水を添加して、30℃、60rpmにおけるB型粘度が1000mPa・sになるように調整したところ、固形分濃度は65%、静的表面張力は30mN/mであった。
【0061】
(上塗り塗工液)
重質炭酸カルシウム(ファイマテック社製、FMT97、D50=0.7μm、D75/D25=3.8)50部、デラミネーテッドカオリン(Imerys社製、Contour Xtreme、平均アスペクト比35)50部からなる顔料スラリーを調整した後、顔料100部に対して、スチレン・ブタジエン共重合ラテックス(旭化成社ケミカル製、ALB1443)14部、界面活性剤(日本乳化剤社製、Newcol291−PG)0.5部を添加し、さらに水を添加して60rpmにおけるB型粘度が1000mPa・sになるように調整したところ、固形分濃度は63%、静的表面張力は30mN/mであった。
【0062】
(塗工)
上記塗工液を、スロット型カーテン塗工装置にて同時2層塗工を行い、乾燥した。塗工量は、乾燥後の重量で下塗り塗工液が20g/m2、上塗り塗工液が4g/m2であり、塗工白板紙の坪量は314g/m2であった。塗工速度は、オンマシンにより抄紙と一貫して行ったため、抄紙速度と同じく300m/minであった。
【0063】
(仕上げ処理)
得られた塗工白板紙をカレンダー処理することにより、塗工白板紙を得た。処理速度は、オンマシンにより抄紙、塗工と一貫して行ったため、抄紙速度および塗工速度と同じく300m/minであった。
【0064】
実施例2
実施例1において、原紙の表層を、脱墨しない雑誌古紙100%に変更した以外は、実施例1と同様に塗工白板紙を得た。原紙の白色度は55%であった。
【0065】
実施例3
実施例1において、下塗り塗工液の塗工量を16g/m2、上塗り塗工液の塗工量を8g/m2に変更した以外は、実施例1と同様に塗工白板紙を得た。
【0066】
実施例4
実施例1において、下塗り塗工液の紡錘状軽質炭酸カルシウムを重質炭酸カルシウム(ファイマテック社製、FMT97、D50=0.7μm、D75/D25=3.8)に変更した以外は、実施例1と同様に塗工白板紙を得た。塗工液の固形分濃度は66%であった。
【0067】
実施例5
実施例1において、上塗り塗工液の重質炭酸カルシウムを紡錘状軽質炭酸カルシウム(奥多摩工業社製、TP−221−70GS、D50=0.5μm、D75/D25=2.5)に変更した以外は、実施例1と同様に塗工白板紙を得た。塗工液の固形分濃度は62%であった。
実施例6
実施例1において、下塗り塗工液の塗工量を12g/m2、上塗り塗工液の塗工量を12g/m2に変更した以外は、実施例1と同様に塗工白板紙を得た。
比較例1
実施例1において、下塗り塗工液をバーブレードにより16g/m2の塗工量で塗工、乾燥を行った後、上塗り塗工液をベントブレードにより8g/m2の塗工量で塗工、乾燥を行った以外は、実施例1と同様に塗工白板紙を得た。
【0068】
比較例2
実施例1において、下塗り塗工液の塗工量を8g/m2とし、上塗り塗工液の塗工量を16g/m2に変更した以外は、実施例1と同様に塗工白板紙を得た。
【表1】

表1に見られるように、実施例1では表層に脱墨パルプを用いた白色度の低い原紙であっても、白色度が高く、白色ムラが非常に少なく、白紙および印刷光沢度も高い。実施例2では、表層に未脱墨パルプを用いたさらに白色度の低い原紙であっても、原紙の白色度が適切な範囲内であれば、白色度は十分に高く、白色ムラも少なく、白紙および印刷光沢度も高い。実施例3では、下塗り塗工液と上塗り塗工液の塗工量を適切な範囲内で変更することにより、白色度と白色ムラ、白紙および印刷光沢度を十分に高い範囲内で調整することができる。また、実施例1と実施例4を比較すると、粒度分布がシャープな炭酸カルシウムを下塗り塗工液に用いることによって、白板紙の白色度を3ポイントも向上させることができている(実施例1)。さらに、実施例1と実施例5を比較すると、粒度分布がブロードな炭酸カルシウムを上塗り塗工液に用いることによって、最外塗工層の空隙を多くして白板紙のインキセット性が速くなりすぎることを抑制し、印刷光沢度が高くなっている(実施例1)。
【0069】
その一方、比較例1では、ブレード塗工方式であることにより、白色度が大幅に低下するだけでなく、白色ムラが顕著に発生する。比較例2では、下塗り塗工液と上塗り塗工液の塗工量が適切な範囲内でなく、散乱性が高く白色度の向上により寄与する下塗り塗工液の塗工量が適切な範囲よりも低いために、白色度が低い。
【技術分野】
【0001】
本発明は、古紙を配合した原紙に顔料塗工層を設ける塗工白板紙に関し、白色度が高く、白色ムラが少なく、白紙および印刷光沢度が高い塗工白板紙およびその製造方法に関する。
【背景技術】
【0002】
塗工白板紙の原紙は、通常、多層抄きによって製造され、表層には白色度が高く高価な晒化学パルプが多く使用され、表下層および中層には晒し化学パルプに比べ白色度が低く安価な脱墨および未脱墨の古紙パルプが多く使用される。表層に晒化学パルプを使用するのは、塗工白板紙の表面における白色ムラを良好に保ち、古紙パルプに含まれるチリ等の異物を表面から見えにくくするためである。また、表下層および中層に古紙パルプを使用するのは環境面およびコストダウンの観点からである。
【0003】
近年、環境に対する取り組みおよびコストダウンに対する要求が高まっていることから、古紙パルプの使用率が増加する傾向にある。これに伴い、塗工白板紙の表面において白色ムラや、チリ等の異物が目立ちやすくなるという問題が増加している。チリ等の異物を除去するためには、脱墨や除塵処理を強化する必要があるが、処理を強化するほど歩留りが悪化する。また塗工液による改善方法として、塗工量を多くする方法があるが、塗工量を多くしすぎると塗工時の乾燥性が悪くなるなど操業性が低下し、またバインダーマイグレーションにより印刷ムラの原因になるという問題が新たに発生する。
【0004】
例えば、特許文献1,2では、塗工液に隠蔽性の高い顔料を使用することによる白板紙の製造方法が開示されている。しかし、隠蔽性の高い顔料は高価であり、古紙パルプの使用率を高くしてコストダウンした利点が失われる。
【0005】
また、紙層構造の観点から、特許文献3では、表層と表下層の白色度差を一定以下にすることにより白色ムラを改善する方法が開示されている。しかし、この方法では白色度差の規定により古紙パルプの使用率を一定以上高くすることができない。
【0006】
さらに、塗工方式による改善として、通常使用されるブレード塗工方式の代わりに、ロール転写塗工方式やエアナイフ塗工方式を使用する方法が知られている。これは、ブレード塗工方式では、原紙の凹凸によらず塗工後の表面が平坦化されるという特徴により、塗工表面の平滑性は高いが塗工量が不均一になることから白色ムラが生じやすいのに対し、ロール転写塗工方式やエアナイフ塗工方式では、ブレード塗工方式に比べ塗工量が均一であるために白色ムラが目立たないことによる。しかしながら、ロール塗工方式ではオレンジピール等と呼ばれるロール特有の塗工パターンが発生しやすい。また、エアナイフ塗工方式では、原理上塗工液の粘度を低くしなければならず、そのために固形分濃度を低くすると、原紙に塗工液の水分が過剰に染みこむことにより、原紙の膨潤が発生し、表面平滑性が悪化する。また乾燥に必要なエネルギーも上昇する。
【0007】
別の塗工方式として、特許文献4では、カーテン塗工を行うことにより、ロール塗工方式のような塗工欠陥の発生なく白色ムラおよびチリを目立たなくする方法が開示されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平6−166991号公報
【特許文献2】特開2003−306892号公報
【特許文献3】特開2005−298998号公報
【特許文献4】特開2009−41131号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
一般にカーテン塗工は、塗工時に塗工液の掻き落としがない前計量式の塗工方式であるため、原紙に多少の凹凸が存在しても均一な塗工層を塗設することができるため、白色ムラが生じにくいと考えられる。また、カーテン塗工は、ブレードによる掻き落としがなく、カーテン膜として形成された塗工層が原紙に載せられるため塗工層の空隙が多く、これは、光散乱性や白色度の点では好ましいとされる。
【0010】
しかしながら、カーテン塗工により得られる塗工層は空隙が多いため、インキセットが速くなり、印刷光沢度が低下するという課題が生じる。
かかる課題に対して、緻密な塗工層を得られるような顔料を使用することによって、塗工層の空隙を少なくしてインキセット性を遅くすることができるものの、カーテン塗工の優れた点である塗工層の嵩高さが失われ、結局、散乱性が低下してしまう。
【0011】
このような状況に鑑み、本発明の課題は、カーテン塗工に特徴的な嵩高く空隙の多い塗工層による高い光散乱性を維持しつつも、適度なインキセット性を有し、印刷光沢度が良好な塗工白板紙を、カーテン塗工により製造する技術を提供することである。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題を解決するために鋭意検討した結果、複数の塗工層を1つのカーテン膜で同時塗工し、かつ、このカーテン塗工により設けられる最外層である上塗層と下塗層の塗工量が一定範囲とすることによって、白色度が40〜70%と低い原紙を用いた場合であっても、白色度や白色ムラに優れ、印刷光沢度が高い白板紙を効率的に製造できることを見出し、本発明を完成するに至った。
【0013】
すなわち、これに限定されるものではないが、本発明は以下の発明を含む。
(1) 2種類以上の塗工液から1つのカーテン膜を形成させ、該カーテン膜に原紙を通して原紙上に2層以上の塗工層を形成することを含む、塗工白板紙の製造方法であって、原紙の白色度が40〜70%であり、下塗り層の塗工量が片面あたり10〜25g/m2である、上記方法。
(2) 最外層である上塗り層の塗工量が、片面あたり2〜8g/m2である、(1)に記載の方法。
(3) 前記上塗り層と下塗り層の合計の塗工量が、片面あたり15〜30g/m2である、(1)または(2)に記載の方法。
(4) 上塗り層の塗工量と下塗り層の塗工量の比率が、1:3〜1:8である、(1)〜(3)のいずれかに記載の方法。
(5) 下塗り層の顔料として、平均粒子径(D50)が0.3〜0.8μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が1.5〜3.5である軽質炭酸カルシウムを20重量%以上使用する、(1)〜(4)のいずれかに記載の方法。
(6) 青色・紫色の色材を、原紙層、上塗り層、下塗り層の少なくとも1つに含有させ、JIS P 8150による紫外線を含む測定における紙の色相で、b*値が−10以上−0.5未満である、(1)〜(5)のいずれかに記載の方法。
(7) (1)〜(6)のいずれかに記載の方法により製造された塗工白板紙。
【発明の効果】
【0014】
本発明によれば、カーテン塗工に特徴的な嵩高く空隙の多い塗工層による高い光散乱性を維持しつつも、適度なインキセット性を有し、白色ムラや印刷光沢度が良好な塗工白板紙を、カーテン塗工により製造することができる。
【図面の簡単な説明】
【0015】
【図1】L*a*b*色相系における色材添加後の色相の変化
【発明を実施するための形態】
【0016】
本発明は、塗工白板紙およびその製造方法に関する。本発明において、塗工白板紙とは、原紙の片面、もしくは両面に顔料塗工層を設けたものであり、古紙パルプが少なくとも配合される。
【0017】
原紙
本発明においては、白色度が低い原紙を使用して白板紙を製造する。本発明で使用する原紙の白色度は、40〜70%であり、50〜70%が好ましく、53〜68%がより好ましい。本発明によれば、このような比較的低白色度の原紙を用いても、白色度や白色ムラに優れた白板紙を製造することが可能である。前記白色度は、塗工層が設けられる側の原紙表面の白色度をいう。原紙の白色度が低い方が、同量の塗工量で比較して、カーテン塗工後の白板紙の白色度の上昇率が高い。そのため、古紙パルプを多く含む、または脱墨されていないパルプを含有する白色度の低い原紙を用いることはコスト面でも有利であり、また、環境負荷も低くなる。
【0018】
本発明で使用される原紙は、古紙パルプが少なくとも配合されていれば、それ以外のパルプ配合は特に制限されず、例えば、晒化学パルプ、未晒化学パルプなどを使用できる。古紙パルプとしては、脱墨してもしなくてもよく、脱墨パルプとしては、上質紙、中質紙、下級紙、新聞紙、チラシ、雑誌などの選別古紙やこれらが混合している無選別古紙を原料とする脱墨パルプなどを使用することができる。
【0019】
本発明で使用される原紙は、一般に塗工白板紙の原紙に使用されるものを例外なく使用でき、上記各種パルプを混合したものでも良いし、同一のパルプを用いたものでも良い。また、異なるパルプを1層以上重ねてもよい。例えば、中層に白色度の低いパルプを用いて、表層、裏層にそれより白色度の高いパルプを用いることもできるし、すべての層のパルプを同じものとして複数層重ねることもできる。本発明によれば、最表層に中層や裏層に使用するのと同様の白色度の低いパルプを使用しても白色ムラがなく、白色度の高い塗工白板紙を得ることができるので、原紙の最表層とその直下層のパルプの白色度差が10%(ポイント)以内であってもよいが、白色度差が10%超であってもよい。ここで言うポイントとは、白色度の差を示しており、例えば、表層のISO白色度が80%で、その直下層のISO白色度が68%のときは、12ポイント低いということになる。
【0020】
また、本発明においては、原紙の平滑性が低くても所望の効果が奏されるため、平滑性の低い原紙を用いてもよいが、カーテン塗工時のパドリングと呼ばれる塗料溜まりが発生しない範囲で、平滑性の高い原紙を使用できる。原紙の平滑性を高めるために、カーテン塗工前にプレカレンダー等の処理を行なってもよい。さらに、原紙の平滑性を改善する手段として、カーテン塗工前に、澱粉を主成分としたクリア塗料または顔料を含んだ塗料を原紙に塗工することができる。このプレ塗工された原紙は、乾燥工程を経ないまま、すなわち原紙上の塗料が濡れた状態で、カーテン塗工に供してもよい。このように、カーテン塗工に供される前のプレ塗工後の原紙の状態は制限されない。
【0021】
塗工液の調製
本発明においては、2種類以上の塗工液から1つのカーテン膜を形成させ、該カーテン膜に原紙を通して原紙上に2層以上の塗工層を形成させるが、最外塗工層をカーテン塗工により形成させる。本明細書においては、カーテン塗工により形成させた2層以上の最外塗工層のうち、最外塗工層を上塗り層、当該上塗り塗工層を形成する塗工液を上塗り塗工液ということがある。また、上記最外層に隣接し、より原紙に近い層を下塗り塗工層、当該下塗り塗工層を形成する塗工液を下塗り塗工液という。
【0022】
本発明では、水と必要な成分とを混合して塗工液を調整する。塗工液の調製においては、ミキサー等の通常の混合手段を用いてよい。各成分等については以下に説明する。本発明においては、2種類以上の塗工液から1つのカーテン膜が形成される。
【0023】
下塗り塗工液
本発明において下塗り塗工液は、顔料と接着剤(バインダー)を含んでなる。接着剤は特に制限されないが、例えば、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体、ポリビニルアルコール、無水マレイン酸共重合体、およびアクリル酸・メチルメタクリレート系共重合体等の合成系接着剤;カゼイン、大豆蛋白、合成蛋白等の蛋白質類;酸化澱粉、陽性澱粉、尿素燐酸エステル化澱粉、ヒドロキシエチルエーテル化澱粉等のエーテル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルセルロース等のセルロース誘導体等が挙げられる。本発明においては、塗料の増粘が低い、合成系接着剤が好適である。また、低重合度(重合度1000以下、例えば、重合度500程度)ポリビニルアルコールは、粘度を大幅に上昇させることなく接着効果も高めることができるので併用することが好ましい。
下塗り塗工液には、カーテン塗工液に通常用いられる顔料を含有させることができる。本発明においては、白板紙の白色度や白色ムラの観点から、下塗り層の顔料として、平均粒子径が小さく、粒度分布がシャープな顔料を使用して、空隙の多い下塗り層を形成させることが好ましい。例えば、平均粒子径(D50)は0.2〜0.8μmであり、好ましくは、0.2〜0.4μmである。また、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が1.5以上3.5未満である軽質炭酸カルシウムを使用することが好ましく、その使用量は特に制限されないが、10重量%以上が好ましく、20重量%以上がさらに好ましく、20重量%〜50重量%使用するとその効果が顕著となる。40重量%以上、50重量%以上、さらには60重量%以上使用することもできるが、50重量%超えて使用すると印刷用塗工紙の表面強度が弱くなる傾向がある(ただし、接着剤の量を増加することにより、表面強度を向上させることができる)。
また、上記の顔料に加えて、平均アスペクト比が30〜60の顔料、例えばデラミネーテッドカオリンを下塗り塗工層に併用することもできる。平均アスペクト比が30〜60の顔料は、白色ムラ、保水性をさらに向上させる。これは、粒度分布のシャープな(D75/D25)が1.5以上3.5未満である炭酸カルシウムの隙間を扁平な顔料が埋めることにより脱水が抑制され保水性が良好になることによると推測される。平均アスペクト比が30〜60の顔料の使用量は、特に制限されないが、10重量%以上とすることができ、また、40重量%以下とすることができる。
【0024】
下塗り塗工液の固形分濃度は、好ましくは40〜75重量%であり、より好ましくは50〜70重量%であり、さらに好ましくは60〜70重量%である。下塗り塗工液の固形分濃度が、40重量%未満であると、塗工乾燥時における塗工層の体積変化が大きくなり、結果として塗工後の表面平滑性が劣る。また75重量%より多いと、塗工液の流動性が悪化し、均一なカーテン膜を形成することが難しくなる。
【0025】
下塗り塗工液のB型粘度は、均一で安定したカーテン膜を形成するために、また塗工液を配送するのに適切となるよう、100〜2000mPa・sの範囲であることが好ましい。100mPa・s以下であると、塗料中の水分が原紙に過剰に染みこみ、原紙が膨潤するため、塗工後の表面平滑性が低下する。また乾燥に必要なエネルギーも上昇する。また、2000mPa・sより大きいと、塗料の流動性が劣り、安定なカーテン膜を形成しにくくなる。
【0026】
また、下塗り塗工液の表面張力は、少ない流量においても均一で安定したカーテン膜を作成するために、40mN/m以下が好ましく、35mN/m以下がより好ましく、30mN/m以下であることがさらに好ましい。
【0027】
上塗り塗工液
本発明に用いる上塗り塗工液は、下塗り塗工液と同様に、顔料と接着剤を含んでなる。顔料は制限されず、塗工紙用に従来から用いられている顔料を使用できる。例えば、カオリン、クレー、重質炭酸カルシウム、軽質炭酸カルシウム、二酸化チタン、硫酸バリウム、硫酸カルシウム、酸化亜鉛、ケイ酸、ケイ酸塩、コロイダルシリカ、サチンホワイト等の無機顔料、プラスチックピグメント等の有機顔料、有機・無機複合顔料等を使用することができる。中でも白色度の高い、重質炭酸カルシウム、針状軽質炭酸カルシウム、サチンホワイト、微粒カオリン、微粒デラミカオリン、二酸化チタンが好ましい。これらの顔料は単独で使用できるが、必要に応じて二種以上を混合して使用してもよい。組み合わせとしては、重質炭酸カルシウムと他の白色度の高い顔料との組み合わせが好ましい。
【0028】
本発明においては、上塗り塗工液に粒度分布が比較的ブロードな顔料を使用することが好ましく、これによって、インキセット性に大きな影響を与える塗工白板紙のごく表層の空隙構造のみを調整することができる。平均粒子径(D50)が0.5〜1.0μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が3.5以上5.0以下である炭酸カルシウムを使用することにより、緻密な塗工層が形成され、白板紙のインキセット性が速くなりすぎることを抑制し、印刷光沢度が向上する傾向にある。平均粒子径(D50)が0.5〜1.0μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が3.5以上5.0以下である炭酸カルシウムの使用量は、特に制限されない。
【0029】
本発明の上塗りおよび下塗り塗工液においては界面活性剤を用いて、塗工液の動的表面張力を調整できる。界面活性剤には、アニオン性界面活性剤、カチオン性界面活性剤およびノニオン性界面活性剤が存在するが、本発明においてはアニオン性界面活性剤が好ましい。カチオン性界面活性剤は塗工液中の顔料を凝集させやすくなる。また、ノニオン性界面活性剤は塗工液に十分な濡れ性を与えにくい。アニオン性界面活性剤の例には、スルホン酸系界面活性剤、硫酸エステル系界面活性剤およびカルボン酸系界面活性剤が含まれる。これらの中でも、塗工液の濡れ性をより良好とできるため、スルホン酸系界面活性剤が好ましく、特にアルキルスルホコハク酸が好ましい。好ましい態様において、これらの界面活性剤は顔料100重量部当たり0.1〜2重量部、より好ましくは0.2〜1重量部程度の範囲で使用される。
【0030】
本発明においては、上塗り塗工液に接着剤(バインダー)を配合することが好ましい。接着剤は特に制限されず、塗工紙用に従来から用いられている接着剤を使用できる。接着剤の例には、スチレン・ブタジエン系、スチレン・アクリル系、エチレン・酢酸ビニル系、ブタジエン・メチルメタクリレート系、酢酸ビニル・ブチルアクリレート系等の各種共重合体、ポリビニルアルコール、無水マレイン酸共重合体、およびアクリル酸・メチルメタクリレート系共重合体等の合成系接着剤;カゼイン、大豆蛋白、合成蛋白等の蛋白質類;酸化澱粉、陽性澱粉、尿素燐酸エステル化澱粉、ヒドロキシエチルエーテル化澱粉等のエーテル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース、ヒドロキシメチルセルロース等のセルロース誘導体等の通常の塗工紙用接着剤が含まれる。接着剤は、1種類以上を適宜選択して使用できる。好ましい態様において、これらの接着剤は顔料100重量部当たり5〜50重量部、より好ましくは8〜30重量部程度の範囲で使用される。塗料の大幅に上昇させることがないことから、合成系接着剤が好ましい。
【0031】
本発明の上塗り、下塗り塗工液には、必要に応じて、分散剤、増粘剤、保水剤、消泡剤、耐水化剤、着色剤等、通常の塗工紙用顔料に配合される各種助剤を適宜使用できる。
上塗り塗工液の固形分濃度は、好ましくは40〜75重量%であり、より好ましくは50〜70重量%であり、さらに好ましくは60〜70重量%である。上塗り塗工液の固形分濃度が、40重量%未満であると、塗工乾燥時における塗工層の体積変化が大きくなり、結果として塗工後の表面平滑性が劣る。また75重量%より多いと、塗工液の流動性が悪化し、均一なカーテン膜を形成することが難しくなる。
【0032】
上塗り塗工液のB型粘度は、均一で安定したカーテン膜を形成するために、また塗工液を配送するのに適切となるよう、100〜2500mPa・sの範囲であることが好ましい。100mPa・s以下であると、塗料中の水分が原紙に過剰に染みこみ、原紙が膨潤するため、塗工後の表面平滑性が低下する。また乾燥に必要なエネルギーも上昇する。また、2500mPa・sより大きいと、塗料の流動性が劣り、安定なカーテン膜を形成できない。
【0033】
塗工液の表面張力は、少ない流量においても均一で安定したカーテン膜を作成するために、40mN/m以下、より好ましくは35mN/m以下、さらに好ましくは30mN/m以下であることが好ましい。
【0034】
カーテン塗工
本発明においてカーテン塗工とは、塗工液をカーテン状に流下させて膜を形成し、その膜に原紙を通すことにより原紙上に塗工層を設ける塗工方式である。カーテン塗工は、原紙に沿って塗工層が形成される輪郭塗工であり、また、いわゆる前計量方式であるため塗工量の制御が容易であるという特徴を有する。
【0035】
本発明の塗工白板紙は、原紙の両面ないし片面に、カーテン塗工で二層以上塗工することによって製造される。本発明においては、複数の塗工液から1つのカーテン膜を形成し、当該カーテン膜に原紙を通紙して原紙上に2層以上の塗工層をカーテン塗工する。複数の塗工液から複数のカーテン膜を形成してカーテン塗工すると、カーテン膜が薄くなり膜として不安定になるため、カーテン膜が原紙に落下するまでの間に膜の状態を保てず適切に塗工できない場合があるが、複数の塗工液から1つのカーテン膜を形成させて複数の塗工層を同時にカーテン塗工すると、カーテン膜が厚くなり膜として安定になるため、操業的に安定して塗工することができる。
【0036】
本発明においては、最外層である上塗り層の塗工量を2〜8g/m2、下塗り層の塗工量を10〜25g/m2とする必要がある。このように最外塗工層に対して、下塗り塗工層の塗工量を多くすることによって、下塗り層の隠蔽性を上昇させ、原紙は低白色度でも白板紙の白色度や白色ムラを改善できると共に、インキセット性や印刷品質に大きな影響を与える白板紙の表層部分のみを印刷に適した構造にしてインキセット性を調整することができる。
本発明において、上塗り層と下塗り層の塗工量の比率は、1:1.1〜1:10が好ましく、1:2〜1:9がより好ましく、1:3〜1:8がさらに好ましく、1:5〜1:8がより一層好ましい。
本発明においては、上記したようにカーテン塗工により設けた塗工層に加えて、カーテン塗工装置以外の塗工装置を使用して追加の塗工層を設けることも可能であり、例えば、ブレード塗工をおこなった後にカーテン塗工を行ったりしてもよい。ただし、本発明のカーテン塗工によって形成された上塗り塗工層が最外塗工層となるようにする必要がある。また、下層塗工部を乾燥せずに上層塗工を行なうウェットオンウェット塗工をおこなってもよい。
【0037】
本発明においてカーテン塗工層の塗工量は、各層の合計で、片面あたり乾燥重量で10〜30g/m2が好ましく、15〜30g/m2がより好ましく、20〜25g/m2がさらに好ましい。塗工量が10g/m2未満では、塗工層が薄くなり、白板紙の白色度、白色ムラの改善が十分にできない。一方、一つの層の塗工量が30g/m2を越えると、塗工時の乾燥性が悪くなるなど操業性が低下したり、バインダーマイグレーションによる印刷ムラの原因になったりするので好ましくない。片面あたり15〜25g/m2の塗工量とすることが好適であり、20〜25g/m2の塗工量とすることがより好適である。特に、原紙の白色度が低い場合は、塗工量を多くすることにより、製品の白色度を十分な値にすることができる。
【0038】
また、本発明においては、カーテン塗工に用いられる公知の装置を使用することができる。カーテン塗工装置の形状として公知であるものは、ダイから塗工液を下向きに吐出することにより直接カーテン膜を形成するスロット型カーテン塗工装置と、ダイから塗工液を上向きに吐出し、ダイ上の斜面で塗工液の膜を形成しつつ流動していき、その後ダイを離れて自由落下することによりカーテン膜を形成するスライド型カーテン塗工装置がある。本発明においてはいずれの装置を使用してもよい。
【0039】
本発明の塗工速度は、特に制限されないが、一般的には100m/分〜800m/分程度である。塗工速度が高速になると、クレーターが生じる傾向にある。
本発明の塗工白板紙は、原紙上に塗工層を設けた後、通常の乾燥工程を経て製造されるが、必要に応じて表面処理工程等で平滑化処理してもよい。好ましい態様において、製造後の塗工白板紙の水分が3〜10重量%、より好ましくは4〜8重量%程度となるように調整して仕上げられる。平滑化処理には、通常のスーパーキャレンダ、グロスキャレンダ、ソフトキャレンダ、熱キャレンダ、シューキャレンダ等の平滑化処理装置を用いることができる。
【0040】
平滑化処理装置は、オンマシンやオフマシンで適宜用いられ、加圧装置の形態、加圧ニップの数、加温等も適宜調整される。
青色・紫色材料
本発明においては、紫色顔料、紫色染料、青色顔料、および青色染料からなる群より選択される1種以上の色材(本明細書において青紫色材という)を、原紙層、上塗り層、下塗り層の少なくとも1つに含有させて、塗工白板紙の色調を、JIS P 8150による紫外線を含む測定における紙の色相で、b*値が−10以上−0.5未満にすることが好ましい。このようにすることにより、白板紙の白色度を向上させ、また、色材を添加した層の不透明度を向上させることにより白板紙の白色ムラを改善することができる。
【0041】
本発明の塗工白板紙において青紫色材は、原紙層、上塗り層、下塗り層の少なくとも1つに含有させるが、すべての層に含ませることもできる。一般に、不透明度および白色度は紙表層あるいは紙層内部での光の反射と紙層内における吸収により影響される。JIS P 8149に定められた不透明度は同一試料において、単一シート視感反射率R0を固有視感反射率R∞に対する比率で表した値であり、塗工白板紙のZ軸方向(厚み方向)において色材がいずこに存在していてもほとんど影響されない。一方、JIS P 8148に定められた白色度は測定される反射率に変化がないように十分な枚数を重ねた試料の反射率(固有反射率)であるため、最外層に含まれる顔料により影響を受ける。このため、色材が複数の層に存在する場合、最外層である塗工層に存在する色材の比率を高くすることによって効率よく本発明の効果を得ることができる。しかしながら、最外層である塗工層のみに色材を含ませたり、最外層に色材を多量に含ませたりした場合、青白さが強くなり見た目の白さが低下する場合がある。本発明においては、色調が安定するため、青紫色材を複数の層に存在させることが好ましい。
【0042】
本発明に用いる原紙は、単層抄きであっても多層抄きであってもよいが、原紙に青紫色材を含ませる場合、原紙を構成する複数の層のいずれか1層以上に前記色材を含有させればよい。色材を原紙層に存在させるためには、色材を含有する抄紙原料から原紙を抄紙すればよい。本発明の原紙の製法は特に制限されず、公知の原料を用いて公知の方法によることができる。
【0043】
本発明においては、原紙に青色・紫色の染料を含有させることがより好ましい。前述のとおり、染料は繊維や顔料等に染着するので、原紙を染色しやすい。また、染料は経時による変色を引き起こすことがあるが、最内層の原紙層に染料を含有させることで、このような変色を抑制できる。さらに、本発明において多くの脱墨パルプを用いる場合、仮に染料による変色が起こっても、見た目の白色度の低下がそれほど大きくならない。
【0044】
本発明においては、前記染料によって、原紙の色相を、JIS P 8150の方法による紫外線を含む測定においてb*値が−10以上−0.5未満、より好ましくは−3.0以上−0.5未満に調整すると、より本発明の効果を奏しやすい。
【0045】
原紙層のa*値は、白板紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、白板紙の色が白に見えなくなってしまうことがあるため好ましくない。
【0046】
原紙中の前記色材の添加量は特に限定されないが、例えば、全パルプの絶乾重量を基準として、塩基性染料は0.001〜0.01重量%、直接染料は0.015〜0.15重量%とすることができる。
【0047】
特に、原紙に含まれる脱墨パルプの割合が高い場合は、脱墨パルプに由来する機械パルプ等が多く含まれているので、黄ばんだ色となりやすい。したがって、本発明によって青紫色材を使用して塗工白板紙を特定の色調に調整することによって、過度の青白さを抑制でき、また機械パルプを多く含むことに起因する、黄ばんだ色を効率的に抑制することができ、高い白色度を達成できるので好ましい。また、脱墨パルプを使用する場合は、他の層よりも原紙層に存在する青紫色材の比率を高くすることが好ましい。
【0048】
カーテン塗工による塗工層に青紫色材を含有させる場合は、塗工液に青紫色材を配合して塗工することによって行うことができる。特に、カーテン塗工によればブレード塗工などと比較して嵩高い塗工層を形成させることができるため、青紫色材を含有する塗工層をカーテン塗工により形成させることによって、塗工白板紙の見た目の白さおよび塗工層の不透明度を向上させ白色ムラをより一層改善することができる。カーテン塗工によって同時に複数層を塗工する場合は、いずれか1層に青紫色材を含ませてもよいし、すべての塗工層に青紫色材を含ませてもよい。前述の通り、白色度は最外層に含まれる色材によって影響を受けるため、色材は最外層の塗工層に含有することが好ましい。
【0049】
本発明において色材とは、白色以外の有色の顔料または染料を意味する。また、顔料とは、水や油や有機溶剤などに不溶または難溶性または分散状態で存在する白色あるいは有色の粉体であり、無機顔料と有機顔料がある。本発明においては、前記色材として、無機顔料、有機顔料のいずれを用いてもよい。染料とは、可視光線を選択吸収または反射して固有の色を持つ有機色素のうち、適当な染色法により繊維や顔料等に染着する有機色素をいう。染料は溶媒(水や有機溶剤など)に可溶である。本発明においては、染料を併用してもよい。本発明において、「青色・紫色の色材を使用する」とは、青色色材と紫色色材の双方を使用する場合、そのいずれか一方を使用する場合が包含される。また、本発明において「青色・紫色の色材」とは、「青色および/または紫色の色材」という意味である。
【0050】
市販されている青色顔料としては、例えば、EMT−ブルーDS−18(東洋インキ製造社製)などが挙げられ、市販されている紫色顔料としては、例えば、SAバイオレットC12896(御国色素社製)などが挙げられる。青色顔料を単独で、または紫色顔料を単独で使用してもよいが、両者を併用してもよい。不透明度を向上させるには、紫色顔料を使用することが好ましい。また、本発明においては、必要に応じて、黒、赤、黄などの、青、紫以外の色材を添加してもよい。
【0051】
青色顔料、紫色顔料としては、前述のとおり無機顔料および有機顔料のいずれも使用できる。青色顔料の具体例としては、例えば、ウルトラマリン、アズライト、プロシアブルー(紺青)、群青、スマルト、コバルトブルー(アルミン酸コバルト)、セルリアンブルー(錫酸コバルト)、コバルトクロムブルー、コバルト・アルミ・珪素酸化物、コバルト・亜鉛・珪素酸化物、マンガンブルー、フタロシアニンが挙げられる。また、紫色顔料の具体例としては、例えば、コバルトバイオレット(砒酸コバルト、燐酸コバルト、コバルト・リチウム・燐酸化物、含水燐酸アンモニウムコバルト、ホウ酸コバルトなど)、紫群青、酸化鉄紫、マンガンバイオレット、ミネラルバイオレットなどの無機顔料、インジゴイド系、キナクリドン系、オキサジン系、アントラキノン系、カルボニウム系、キサンテン系の有機顔料が挙げられる。
【0052】
本発明においては、塗工白板紙に前記色材を一定量含有させて色相を後述する範囲とすることにより、塗工白板紙の表面色を青白くし、見た目の白さを増強すると共に、白色ムラを防止することができる。
【0053】
本発明において色材を添加すると、図1に示す方向へ紙の色相を変化させることができる。図1は、L*a*b*表色系をもとに、本発明の色材を含有しない紙と、含有させた後の紙の色相の変化を示す。色相を、a*値の(+)方向を0°、(−)方向を180°b*値(+)方向を90°、(−)方向を270°として表記した場合、添加前の紙を原点ゼロの位置とすると、青色の色材を添加すると、「青味」と図1に示してある210°以上280°未満の部分に添加後の紙の色相が変化し、紫色の色材を添加すると、「紫味」と図1に示してある280°以上335°未満の部分に添加後の紙の色相が変化するということを表している。
【0054】
本発明で用いる色材は、色材合計量が塗工白板紙1m2あたり0.4〜3.5mgであることが好ましく、0.9mg〜3.0mgであることがより好ましい。一般に、前記量が0.4mgより少ないと、色材による光の吸収が少ないため、不透明度に寄与する隠蔽性が不足するので好ましくない。また、一般に、前記量が3.5mgより多いと、色材による光の吸収量が多く、不透明度向上に大きく寄与するものの、色相が0点から大きく外れ、白色とは感じられなくなるため、好ましくない。色材の合計含有量は、原料あるいは原紙などの白色度により適宜調節できる。
【0055】
前記色材は、塗工白板紙の原紙層と塗工層のいずれに含まれていてもよいが、この場合、色材合計量は各層の色材含有量を合計した値である。
塗工白板紙
本発明で製造される塗工白板紙の紙中灰分は、10重量%以上であることが好まく、20重量%以上であることがより好ましい。灰分が10重量%より少ないと不透明度が十分に向上しないことがあるためである。
【0056】
本発明で製造される塗工白板紙の色相は、JIS P 8150に規定される紫外線を含む測定においてb*値が−15以上−0.5未満に調整することが好ましいが、b*値が−6以上−1未満であることがより好ましく、b*値が−4以上−2未満であることがさらに好ましい。このようにb*値を比較的低くすることによって、塗工白板紙の見た目の白さを増強できるとともに、白色ムラを改善することができる。また、同測定におけるa*値は、塗工白板紙の白色度や不透明度には大きく寄与しないため、特に限定されないが、通常は、−1以上7未満が好ましく、−1以上5未満がより好ましく、−1以上3未満がさらに好ましい。前記範囲を外れると、塗工白板紙の色が白に見えなくなってしまうことがあるため好ましくない。
【実施例】
【0057】
以下に実施例を挙げて本発明を具体的に説明するが、本発明は以下の例に限定されない。なお、特に断らない限り、本明細書において部および%はそれぞれ重量部および重量%を示し、数値範囲はその端点を含むものとして記載される。
【0058】
(評価方法)
・白色度:白色度:JIS P8148「紙,板紙及びパルプ−ISO白色度(拡散青色光反射率)の測定方法」に準拠して測定した。
・白色ムラ:以下の基準により目視により4段階で評価した。
◎:ムラが全く目立たない。○:軽度のムラが認められる。△ムラが認められ、実用上問題となる可能性がある。×:顕著なムラが認められ、実用に適さない
・白紙光沢度:JIS P8142「紙及び板紙−75度鏡面光沢度の測定方法」に準拠して測定した。
・印刷光沢度:ローランド社製4色枚葉印刷機(R304)により、枚葉プロセス印刷用インキ(東洋インキ製:NEX−M)で、印刷速度8000枚/時で、ベタ濃度(墨/藍/紅/黄=1.85/1.60/1.50/1.40)にて、片面4色印刷した。印刷物を10時間程度放置したのち、JIS P8142「紙及び板紙−75度鏡面光沢度の測定方法」に準拠して、墨ベタ印刷部の光沢を測定した。
【0059】
実施例1
(原紙)
脱墨古紙100%の割合で配合したパルプを使用して白色度75%、米坪40g/m2の表層、脱墨しない雑誌古紙100%で配合したパルプを使用して白色度55%、米坪210g/m2の中層、中層と同様のパルプを使用して白色度45%、米坪40g/m2の裏層をそれぞれ抄造し抄き合わせ、プレス、乾燥処理を行い、米坪290g/m2の塗工白板紙原紙を得た。原紙の白色度は67%であった。抄紙速度は300m/minであった。
【0060】
(下塗り塗工液)
紡錘状軽質炭酸カルシウム(奥多摩工業社製、TP−221−70GS、D50=0.5μm、D75/D25=2.5)45部、デラミネーテッドカオリン(Imerys社製、Contour 1500、平均アスペクト比50)15部、重質炭酸カルシウム(ファイマテック社製、FMT97、D50=0.7μm、D75/D25=3.8)40部からなる顔料スラリーを調製した後、顔料100部に対して、スチレン・ブタジエン共重合ラテックス(旭化成ケミカル社製、ALB1735)14部、PVA(クラレ社製ポリビニルアルコール、ポバール105)0.5部、界面活性剤(日本乳化剤社製、Newcol291−PG)0.5部を添加した。さらに水を添加して、30℃、60rpmにおけるB型粘度が1000mPa・sになるように調整したところ、固形分濃度は65%、静的表面張力は30mN/mであった。
【0061】
(上塗り塗工液)
重質炭酸カルシウム(ファイマテック社製、FMT97、D50=0.7μm、D75/D25=3.8)50部、デラミネーテッドカオリン(Imerys社製、Contour Xtreme、平均アスペクト比35)50部からなる顔料スラリーを調整した後、顔料100部に対して、スチレン・ブタジエン共重合ラテックス(旭化成社ケミカル製、ALB1443)14部、界面活性剤(日本乳化剤社製、Newcol291−PG)0.5部を添加し、さらに水を添加して60rpmにおけるB型粘度が1000mPa・sになるように調整したところ、固形分濃度は63%、静的表面張力は30mN/mであった。
【0062】
(塗工)
上記塗工液を、スロット型カーテン塗工装置にて同時2層塗工を行い、乾燥した。塗工量は、乾燥後の重量で下塗り塗工液が20g/m2、上塗り塗工液が4g/m2であり、塗工白板紙の坪量は314g/m2であった。塗工速度は、オンマシンにより抄紙と一貫して行ったため、抄紙速度と同じく300m/minであった。
【0063】
(仕上げ処理)
得られた塗工白板紙をカレンダー処理することにより、塗工白板紙を得た。処理速度は、オンマシンにより抄紙、塗工と一貫して行ったため、抄紙速度および塗工速度と同じく300m/minであった。
【0064】
実施例2
実施例1において、原紙の表層を、脱墨しない雑誌古紙100%に変更した以外は、実施例1と同様に塗工白板紙を得た。原紙の白色度は55%であった。
【0065】
実施例3
実施例1において、下塗り塗工液の塗工量を16g/m2、上塗り塗工液の塗工量を8g/m2に変更した以外は、実施例1と同様に塗工白板紙を得た。
【0066】
実施例4
実施例1において、下塗り塗工液の紡錘状軽質炭酸カルシウムを重質炭酸カルシウム(ファイマテック社製、FMT97、D50=0.7μm、D75/D25=3.8)に変更した以外は、実施例1と同様に塗工白板紙を得た。塗工液の固形分濃度は66%であった。
【0067】
実施例5
実施例1において、上塗り塗工液の重質炭酸カルシウムを紡錘状軽質炭酸カルシウム(奥多摩工業社製、TP−221−70GS、D50=0.5μm、D75/D25=2.5)に変更した以外は、実施例1と同様に塗工白板紙を得た。塗工液の固形分濃度は62%であった。
実施例6
実施例1において、下塗り塗工液の塗工量を12g/m2、上塗り塗工液の塗工量を12g/m2に変更した以外は、実施例1と同様に塗工白板紙を得た。
比較例1
実施例1において、下塗り塗工液をバーブレードにより16g/m2の塗工量で塗工、乾燥を行った後、上塗り塗工液をベントブレードにより8g/m2の塗工量で塗工、乾燥を行った以外は、実施例1と同様に塗工白板紙を得た。
【0068】
比較例2
実施例1において、下塗り塗工液の塗工量を8g/m2とし、上塗り塗工液の塗工量を16g/m2に変更した以外は、実施例1と同様に塗工白板紙を得た。
【表1】
表1に見られるように、実施例1では表層に脱墨パルプを用いた白色度の低い原紙であっても、白色度が高く、白色ムラが非常に少なく、白紙および印刷光沢度も高い。実施例2では、表層に未脱墨パルプを用いたさらに白色度の低い原紙であっても、原紙の白色度が適切な範囲内であれば、白色度は十分に高く、白色ムラも少なく、白紙および印刷光沢度も高い。実施例3では、下塗り塗工液と上塗り塗工液の塗工量を適切な範囲内で変更することにより、白色度と白色ムラ、白紙および印刷光沢度を十分に高い範囲内で調整することができる。また、実施例1と実施例4を比較すると、粒度分布がシャープな炭酸カルシウムを下塗り塗工液に用いることによって、白板紙の白色度を3ポイントも向上させることができている(実施例1)。さらに、実施例1と実施例5を比較すると、粒度分布がブロードな炭酸カルシウムを上塗り塗工液に用いることによって、最外塗工層の空隙を多くして白板紙のインキセット性が速くなりすぎることを抑制し、印刷光沢度が高くなっている(実施例1)。
【0069】
その一方、比較例1では、ブレード塗工方式であることにより、白色度が大幅に低下するだけでなく、白色ムラが顕著に発生する。比較例2では、下塗り塗工液と上塗り塗工液の塗工量が適切な範囲内でなく、散乱性が高く白色度の向上により寄与する下塗り塗工液の塗工量が適切な範囲よりも低いために、白色度が低い。
【特許請求の範囲】
【請求項1】
2種類以上の塗工液から1つのカーテン膜を形成させ、該カーテン膜に原紙を通して原紙上に2層以上の塗工層を形成することを含む、塗工白板紙の製造方法であって、原紙の白色度が40〜70%であり、下塗り層の塗工量が片面あたり10〜25g/m2である、上記方法。
【請求項2】
最外層である上塗り層の塗工量が、片面あたり2〜8g/m2である、請求項1に記載の方法。
【請求項3】
前記上塗り層と下塗り層の合計の塗工量が片面あたり15〜30g/m2である、請求項1または2に記載の方法。
【請求項4】
上塗り層の塗工量と下塗り層の塗工量の比率が、1:3〜1:8である、請求項1〜3のいずれかに記載の方法。
【請求項5】
下塗り層の顔料として、平均粒子径(D50)が0.3〜0.8μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が1.5〜3.5である軽質炭酸カルシウムを20重量%以上使用する、請求項1〜4のいずれかに記載の方法。
【請求項6】
青色・紫色の色材を、原紙層、上塗り層、下塗り層の少なくとも1つに含有させ、JIS P 8150による紫外線を含む測定における紙の色相で、b*値が−10以上−0.5未満である、請求項1〜5のいずれかに記載の方法。
【請求項7】
請求項1〜6のいずれかに記載の方法により製造された塗工白板紙。
【請求項1】
2種類以上の塗工液から1つのカーテン膜を形成させ、該カーテン膜に原紙を通して原紙上に2層以上の塗工層を形成することを含む、塗工白板紙の製造方法であって、原紙の白色度が40〜70%であり、下塗り層の塗工量が片面あたり10〜25g/m2である、上記方法。
【請求項2】
最外層である上塗り層の塗工量が、片面あたり2〜8g/m2である、請求項1に記載の方法。
【請求項3】
前記上塗り層と下塗り層の合計の塗工量が片面あたり15〜30g/m2である、請求項1または2に記載の方法。
【請求項4】
上塗り層の塗工量と下塗り層の塗工量の比率が、1:3〜1:8である、請求項1〜3のいずれかに記載の方法。
【請求項5】
下塗り層の顔料として、平均粒子径(D50)が0.3〜0.8μmであり、沈降方式による粒度分布曲線の75累積質量%における粒子径(D75)と25累積質量%における粒子径(D25)の比(D75/D25)が1.5〜3.5である軽質炭酸カルシウムを20重量%以上使用する、請求項1〜4のいずれかに記載の方法。
【請求項6】
青色・紫色の色材を、原紙層、上塗り層、下塗り層の少なくとも1つに含有させ、JIS P 8150による紫外線を含む測定における紙の色相で、b*値が−10以上−0.5未満である、請求項1〜5のいずれかに記載の方法。
【請求項7】
請求項1〜6のいずれかに記載の方法により製造された塗工白板紙。
【図1】

【公開番号】特開2012−214959(P2012−214959A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−64967(P2012−64967)
【出願日】平成24年3月22日(2012.3.22)
【出願人】(000183484)日本製紙株式会社 (981)
【出願人】(000231257)日本大昭和板紙株式会社 (18)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年3月22日(2012.3.22)
【出願人】(000183484)日本製紙株式会社 (981)
【出願人】(000231257)日本大昭和板紙株式会社 (18)
【Fターム(参考)】
[ Back to top ]