
塗工紙
【課題】坪量が85〜98g/m2と坪量が低い塗工紙でありながら、坪量が6g/m2以上高い塗工紙と比較して、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて白紙光沢度、印刷適性及び剛度が低下しない塗工紙を提供すること。
【解決手段】基紙上に、顔料および接着剤を含む塗工層を設けた塗工紙であって、坪量が85〜98g/m2、紙厚が75〜95μm、剛度(縦)が58以上、不透明度が91%以上であり、前記基紙が填料を含み、前記填料の配合量が、前記基紙100質量%に対して2〜10質量%であり、前記填料が、シリカとシリカ以外の無機粒子とからなる複合粒子である、ことを特徴とする。
【解決手段】基紙上に、顔料および接着剤を含む塗工層を設けた塗工紙であって、坪量が85〜98g/m2、紙厚が75〜95μm、剛度(縦)が58以上、不透明度が91%以上であり、前記基紙が填料を含み、前記填料の配合量が、前記基紙100質量%に対して2〜10質量%であり、前記填料が、シリカとシリカ以外の無機粒子とからなる複合粒子である、ことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗工紙において1斤量下(約6〜15g/m2低減)であっても見栄えが低下せず、白色度、白紙光沢度、不透明度、剛度及び印刷適性に優れた塗工紙に関する。特に、坪量が85〜98g/m2の厚物塗工紙に関する。
【背景技術】
【0002】
近年、省資源化による環境負荷の低減、二酸化炭素排出量の削減の取り組みから、紙分野においては、従来と同程度の品質(白色度、白紙光沢度、剛度、不透明度)でありながら、より軽量である紙が求められている。塗工紙分野においては、高精細な印刷物を得るために印刷光沢度についても満足する必要がある。
【0003】
塗工紙は、塗工液の塗工量や塗工層表面の平坦化処理の度合い、要求品質に応じて、アート紙(A1グレード)、塗工紙(A2グレード)、軽量塗工紙(A3グレード)、微塗工紙に分類され、A1グレードの塗工紙は、高級美術書や、雑誌の表紙、口絵、カレンダー、ポスター、ラベル、煙草包装用などの、高精細な印刷を要求されるものに使用され、A2グレードの塗工紙はカタログ、パンフレット等の見栄えが必要とされる商業印刷等に使用され、A3グレードの塗工紙および微塗工紙は、チラシ等の商業印刷等に利用されている。
【0004】
近年の不況下において、より安価な塗工紙に対する要求が高くなっている。より安価な紙とは、単位面積あたりの重量(坪量)が少ない紙である。しかしながら単に紙の坪量を低下させると、特に紙の厚み(紙厚)、不透明度、剛度(紙腰)が低下する問題があり、さらには見栄え(白色度および白紙光沢度)、印刷適性も低下する。
【0005】
特にA2グレードの塗工紙においては、現在84.9g/m2、104.7g/m2、127.9g/m2、157g/m2の坪量が一般的であるが、これら厚物の塗工紙においては、例えば104.7g/m2の塗工紙の代替として84.9g/m2を使用し、坪量を約20g/m2低減すると、上述した紙の厚み、不透明度、剛度(紙腰)が大幅に低下しやすく、また、見栄え(白紙光沢および白色度)、印刷適性も低下する。
【0006】
このため、これら従来の坪量製品と比較して、厚み、剛度、不透明度、見栄え(白紙光沢および印刷光沢)さらには印刷適性が同程度でありながら、坪量を低減した塗工紙に対する要求が高くなっているが、上記品質を維持したまま単に坪量を低減する方法では、坪量を約5g/m2程度低減することが限界であった。
【0007】
塗工紙の見栄えと白紙光沢度を向上させる技術としては、塗工層に金属ロールや弾性ロールからなる平坦化設備にて平坦化処理(カレンダー処理)を施して塗工紙の印刷面を平坦にする方法が一般的だが、この方法によると、塗工紙が潰れやすくなり、紙厚が低下するだけでなく剛度も低下する。
【0008】
紙厚の低下を防止する技術としては、嵩高剤を含有させて紙厚を向上させる方法があるが(引用文献1を参照)、嵩高剤は繊維の繊維間結合を阻害する薬品であるため、印刷時にブリスター(火ぶくれ)が発生しやすくなる問題がある。特にA2コート紙のごとく比較的高級印刷に用いられる塗工紙においてブリスターは重大な品質欠陥であり、また、一般にブリスターは坪量が高くなるほど発生しやすいため、坪量の高いA2コート紙においては、坪量の低いA3コート紙や微塗工紙に比べてブリスターが発生しやすい問題があり、嵩高剤を含有させることは好ましくない。紙厚および不透明度を向上させるため機械パルプを含有させる方法もあるが、機械パルプは剛直であり、毛羽立ちやラフニング(印刷後に繊維が浮き出る)が発生しやすくなり、印刷適性が低下しやすい。
【0009】
印刷適性が良い塗工紙を得るためには塗工量を増加させることが一般的であるが、無機粒子からなる塗工層はパルプからなる基紙に比べて密度が高く嵩が低いため、十分な紙厚を達成しにくい。
不透明性が高い塗工紙を得るためには、填料含有量を増加させることが一般的であるが、填料はパルプ繊維の絡み合いを阻害するため含有量が多くなると、基紙の内部強度が低下して印刷時にブリスター(火ぶくれ)欠陥が発生したり、塗工紙表面の強度が弱くなるため印刷物に印刷抜け(ピッキング)が発生するなどの問題がある。
【0010】
上述のとおり、特に紙の見栄え、紙厚、不透明度、さらには印刷適性、剛度、白紙光沢度を維持しながら坪量を低減するためには、5g/m2程度の低下が限界であった。例えば6g/m2以上、さらには10g/m2以上、特に15g/m2程度坪量を低下させても上記品質を維持した塗工紙は、未だ得られていなかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2005−248379号公報
【特許文献2】特開2009−079327号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明が解決しようとする主たる課題は、坪量が85〜98g/m2と坪量が低い塗工紙でありながら、坪量が6g/m2以上、さらには10g/m2以上、特に15g/m2以上と高い塗工紙と比較して、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて印刷適性及び剛度、白紙光沢度が低下しない塗工紙を提供することである。
【課題を解決するための手段】
【0013】
本発明は、基紙上に、顔料および接着剤を含む塗工層を設けた塗工紙であって、坪量が85〜98g/m2、紙厚が75〜95μm、剛度(縦)が58以上、不透明度が91%以上であり、前記基紙が填料を含み、前記填料の配合量が、前記基紙100質量%に対して2〜10質量%であり、前記填料が、シリカとシリカ以外の無機粒子とからなる複合粒子である、ことを特徴とする、塗工紙である。
【0014】
前記顔料として、少なくともクレーを含有し、前記クレーが粒子径分布において0.1μm以上1.0μm未満および1.0μm以上10.0μm未満の範囲それぞれに極大値を有することが好ましい。
【0015】
前記基紙に対する前記塗工層の質量割合が、0.34〜0.53であることが好ましい。
【0016】
前記塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維のルンケル比が、0.4〜2.0であることが好ましい。
【0017】
前記塗工層が少なくとも2層であり、前記基紙に接する下塗り塗工層の塗工量に対する、前記基紙から最も遠い最表層塗工層の塗工量の質量割合が、1.5〜1.9であることが好ましい。
【発明の効果】
【0018】
本発明によれば、坪量が85〜98g/m2と坪量が低い塗工紙でありながら、坪量が6g/m2以上、さらには10g/m2以上、特に15g/m2以上と高い塗工紙と比較して、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて印刷適性及び剛度、白紙光沢度が低下しない塗工紙を提供することができる。
【図面の簡単な説明】
【0019】
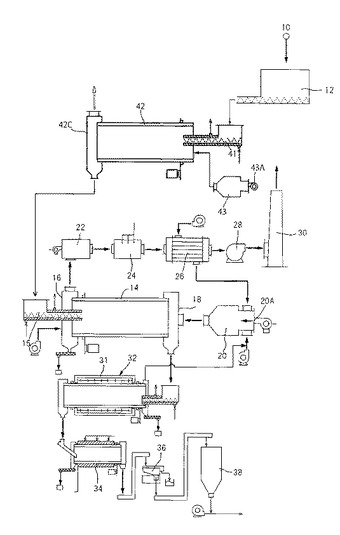
【図1】本発明で好適に用いる、再生粒子または再生粒子凝集体の製造設備の概要図である。
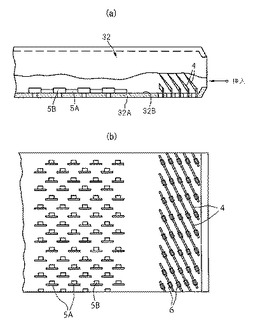
【図2】第2燃焼炉の概要図で、(a)は縦断面図、(b)は内面の展開図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態に係る塗工紙について説明する。なお、本発明は必ずしも以下の実施形態に限定されるものではなく、特許請求の範囲を逸脱しない範囲内において、その構成を適宜変更できることはいうまでもない。
【0021】
本形態の塗工紙は、基紙の表面及び/又は裏面上に顔料及び接着剤を主成分とする塗工層が設けられたものである。
本発明では、塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維について、FiberLab.(Kajaani社)を用いて測定した中心線繊維長を、繊維長とした。
【0022】
ルンケル比についてもFiberLab.(Kajaani社)により測定された繊維幅、繊維壁厚より算出されたものである。本発明で用いるルンケル比は、R.O.H.Runkelが1940年にWachbl.Papierfabr.誌上で発表したパラメータであり、(ルンケル比)=(繊維壁厚の2倍)/(繊維内腔径)で算出される。ルンケル比が大きいほど剛直な繊維であることを示している。
【0023】
(パルプ)
本発明に用いるパルプは、塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維について、繊維長0.05mmごとに分類して得られる繊維長分布において、繊維長0.10mm以上0.65mm未満の範囲に、最も大きな値を有することが好ましい。さらに好ましくは0.15mm以上0.60mm未満の範囲、より好ましくは0.20mm以上0.55mm未満の範囲である。パルプ繊維の繊維長分布における最大値をこの範囲内とすることで、紙の白色度、紙厚、不透明度、さらには印刷適性、剛度、白紙光沢度を維持しながら、坪量を6g/m2以上、さらには10g/m2以上、特に15g/m2以上低減することができる。
【0024】
繊維長0.10mm未満の繊維が多く、繊維長0.10mm以上0.65mm未満の範囲に最も大きな値を有していない場合は、微細繊維が多いため基紙が密に詰まり紙厚が低下しやすいだけでなく、充分な剛度が得られにくいため好ましくない。繊維長0.65mmを超過する繊維が多く、繊維長0.10mm以上0.65mm未満の範囲に最も大きな値を有していない場合は、長繊維が多く部分的に紙厚が増加しやすく、毛羽立ちやラフニングが発生して印刷適性(印刷後の見栄え)に劣りやすいため好ましくない。加えて、塗工層表面に長繊維が浮き出しやすくなるため白紙光沢度が低下しやすい。
【0025】
繊維長分布で繊維長0.10〜0.65mmの範囲に最大値を有するパルプ繊維を好適に得るには、従来一般に使用されている叩解方法を用いてフリーネスを調整すれば良く、例えばビーター、コニカルリファイナー、円筒型リファイナー、ディスクリファイナー(SDR、DDR)を用いることができる。例えばDDRを用いてフリーネスを約30〜300mlにまで叩解すれば良い。叩解して得られたパルプ繊維は、異なる繊維長を有する他のパルプと混合して用いることもでき、その場合は混合後のパルプ繊維が、離解後の繊維長で0.10〜0.65mmの範囲に最大値を有するよう、繊維長の異なる他のパルプとの配合割合を調整すれば良い。
【0026】
本発明においては、離解パルプのルンケル比が0.4〜2.0であることが好ましく、0.6〜1.0であることが更に好ましい。ルンケル比が大きい(壁厚が大きい)ほど、剛直な繊維であり紙厚は高くなるが、一方で毛羽立ちおよびラフニングが悪化して印刷適性や白紙光沢度が低下しやすくなり、ルンケル比が小さい(壁厚が小さい)と、十分な紙厚や剛度が得られにくい。本発明においては、ルンケル比を好ましくは0.4〜2.0、より好ましくは0.6〜1.0とすることで、紙厚、不透明度、白紙光沢度、剛度が高く、毛羽立ちおよびラフニングが少なく印刷適性に優れる塗工紙が得られやすくなる。例えばルンケル比が0.4未満であったり、2.0を超過する場合に比べて、坪量を6g/m2以上、さらには10g/m2以上、特に15g/m2以上低減しても、見栄えが低下せず、白色度、不透明度、白紙光沢度、剛度、及び、印刷適性に優れた塗工紙が得られやすい。ルンケル比が0.4を下回ると、坪量が85〜98g/m2の塗工紙では紙厚が75μm未満となりやすく、剛度も低下しやすいため好ましくない。ルンケル比が2.0を超過すると紙厚が高くなりやすいものの、塗工層表面に毛羽立ちやラフニングが発生しやすくなるため好ましくない。
【0027】
ルンケル比は、パルプの原料として用いる木材の樹種を選別することで調整できる。
【0028】
針葉樹では、クロマツやツガは繊維幅が小さく壁厚が大きいためルンケル比が大きく(約4以上)、一方、モミ、トドマツ、アカマツ、ヒメコマツは繊維幅が大きく壁厚が小さいためルンケル比が小さく(約1〜2)、カラマツ、エゾマツ、スギ、ヒノキ、ヒバは更に小さい(約1以下)。
【0029】
広葉樹では、ブナ、アカガシはルンケル比が大きく(約4以上)、マカンバ、ミズナラ、カツラ、ハリギリ、ヤチダモはルンケル比が小さく(約1〜2)、ドロノキ、シナノキ、キリ、アスペン、バーチ、メープルは更に小さい(約1以下)。
【0030】
本発明に用いるパルプは、離解パルプの繊維長が0.10〜0.65mmの範囲に、最も大きな値を有することが好ましく、かつルンケル比が0.4〜2.0、好ましくは0.6〜1.0となるよう、繊維長が長い針葉樹を用いることが好ましい。本発明においては、坪量が85〜98g/m2と低い塗工紙であるにもかかわらず、紙厚が75〜95μmと十分な紙厚を有するので、引張強度や引裂強度などの強度が低くなりやすくなる。強度の低下を防止するために、本発明においては、離解後パルプのルンケル比が0.4〜2.0(より好ましくは0.6〜1.0)のパルプを用いることが好ましい。
【0031】
上記樹種からパルプを製造する方法は、従来一般に製紙用途で使用される方法を用いることができ、パルプとしては化学パルプ、機械パルプ等を使用することができる。
【0032】
化学パルプとしては、例えば、未晒針葉樹パルプ(NUKP)、未晒広葉樹パルプ(LUKP)、晒針葉樹パルプ(NBKP)、晒広葉樹パルプ(LBKP)等を原料パルプとして使用することができるが、より白色度の高い塗工紙を得るためには、晒パルプであるNBKP、LBKPを用いることが好ましい。
【0033】
機械パルプとしては、例えば、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、ケミグランドパルプ(CGP)、サーモグランドパルプ(TGP)、グランドパルプ(GP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、リファイナーメカニカルパルプ(RMP)等が挙げられる。この中でもサーモメカニカルパルプを用いると、異物が少なく紙の強度(剛度)も高いため好ましい。
【0034】
また、化学パルプや機械パルプを使用した古紙から再生される古紙パルプも使用することができ、例えば、雑誌古紙、チラシ古紙、オフィス古紙、上白古紙等から製造される離解・脱墨古紙パルプ、離解・脱墨・漂白古紙パルプ等が挙げられる。
【0035】
上記パルプの中でも機械パルプを用いると、短繊維長の繊維が得られやすく、離解後の繊維長が0.10〜0.65mmの範囲となりやすいため好ましい。特にサーモメカニカルパルプやケミサーモメカニカルパルプを用いると、離解後の繊維長が0.10〜0.65mmの微細繊維が多い一方でシャイブ(結束繊維)が少なく、見栄えに優れるパルプおよび塗工紙が得られやすいため好ましい。
【0036】
本発明の原料パルプには、例えば、内添サイズ剤、紙力増強剤、紙厚向上剤、歩留向上剤等の、通常塗工紙に配合される種々の添加剤を、その種類及び配合量を適宜調整して内添することができる。
【0037】
(填料)
上記原料パルプに、内添の填料としてシリカとシリカ以外の無機粒子とからなる複合粒子を含有することが必須である。シリカとシリカ以外の無機粒子とからなる複合粒子は、従来一般に使用される炭酸カルシウムやタルク、クレーとは、その構成成分や形状が異なり不透明性に優れるため、塗工紙の不透明性を維持したまま基紙中の填料使用量を低減することができる。填料の含有量を低減することにより、基紙中のパルプ繊維同士の絡み合いが良好となるため、得られる塗工紙の剛度を向上させることができる。シリカおよびシリカ以外の無機粒子とからなる複合粒子を使用することに加えて、より好ましくは、前述したルンケル比や繊維長分布、後述する顔料塗工層の顔料の粒子径や、基紙および塗工層の質量割合、塗工層が2層の場合は上塗り塗工層と下塗り塗工層の割合を特定の範囲内とすることで、より不透明性および剛度、白色度、白紙光沢度、印刷適性を向上させることができる。
シリカおよびシリカ以外の無機粒子とからなる複合粒子以外にも、本発明の効果を阻害しない範囲で、従来製紙用途で用られている填料を添加することができる。填料としては、例えば軽質炭酸カルシウム、タルク、二酸化チタン、クレー、焼成クレー、合成ゼオライト、シリカ等の無機填料や、ポリスチレンラテックス、尿素ホルマリン樹脂等が挙げられる。
【0038】
(再生粒子)
本発明では填料として、不透明度に優れたシリカとシリカ以外の無機粒子とからなる複合粒子を用いるが、シリカ以外の無機粒子として再生粒子または再生粒子凝集体を使用すると、より填料使用量を低減でき、特に不透明性および剛度に優れた塗工紙が得られるため好ましい。
【0039】
(再生粒子および再生粒子凝集体の製造工程)
再生粒子は、古紙パルプを製造する古紙処理設備の脱墨工程においてパルプ繊維から分離された脱墨フロスや、製紙工場の排水から分離された製紙スラッジを主原料として、前記主原料を脱水、乾燥、燃焼及び粉砕工程を経て得られる。製造方法は、例えば特許第3869455号公報の記載の製法を用いることができる。内添填料として用いる場合は、公知の粉砕方法により粒子径を0.5〜十数μmにまで粉砕して粒子径を調整することが好ましい。粒子径が0.5μmよりも小さいと歩留りが悪く抄紙機系内において異物化しやすいため好ましくなく、十数μmよりも大きいと地合が悪化したり、強度(引張強度や引裂強度)が低下する可能性があるため好ましくない。
ここで再生粒子の粒子径は、レーザー解析式粒度分布測定装置「SALD−2200型」島津製作所社製により測定した体積平均粒子径である。
【0040】
上記方法で製造した再生粒子は、個々の粒子が幾つか集まって凝集した再生粒子凝集体を形成しており、ランチュウの肉瘤状のような、不定形な形をしている。この不定形性により、基紙に含有させた場合は紙厚が出やすく、また、高不透明度の粒子であるため填料含有量を低減でき剛度が高くなりやすいため好ましい。
【0041】
これら再生粒子は、カルシウム、ケイ素及びアルミニウムを酸化物換算で30〜82:9〜35:9〜35の質量割合で含む。好ましくは、40〜82:9〜30:9〜30の質量割合、より好ましくは、60〜82:9〜20:9〜20の割合である。
【0042】
焼成工程において、再生粒子または再生粒子凝集体のカルシウム、ケイ素及びアルミニウムの酸化物換算割合を調整するための方法としては、脱墨フロスにおける原料構成を調整することが本筋ではあるが、乾燥・分級工程、焼成工程において、出所が明確な塗工フロスや調整工程フロスをスプレー等で工程内に含有させる手段や、焼却炉スクラバー石灰を含有させる手段にて調整することも可能である。
【0043】
例えば、再生粒子や無機粒子凝集体中のカルシウムの調整には、中性抄紙系の排水スラッジや、塗工紙製造工程の排水スラッジを用い、ケイ素の調整には、不透明度向上剤としてホワイトカーボンなどが多量に添加されている新聞用紙製造系の排水スラッジを、アルミニウムの調整には酸性抄紙系等の硫酸バンドの使用がある抄紙系の排水スラッジや、タルク使用の多い上質紙抄造工程における排水スラッジを適宜用いることができる。
【0044】
〔付帯工程〕
製造設備において、より品質の安定化を求めるには、再生粒子や再生粒子凝集体の粒度を、各工程で均一に揃えるための分級を行うことが好ましく、粗大や微小粒子を前工程にフィードバックすることでより品質の安定化を図ることができる。
【0045】
また、乾燥工程の前段階において、脱水処理を行った脱墨フロスを造粒することが好ましく、更には、造粒物の粒度を均一に揃えるための分級を行うことがより好ましく、粗大や微小の造粒粒子を前工程にフィードバックすることでより品質の安定化を図ることができる。造粒においては、公知の造粒設備を使用でき、回転式、攪拌式、押し出し式等の設備が好適である。
【0046】
製造設備においては、再生粒子や再生粒子凝集体以外の異物を除去することが好ましく、例えば古紙パルプ製造工程の脱墨工程に至る前段階のパルパーやスクリーン、クリーナー等で砂、プラスチック異物、金属等を除去することが、除去効率の面で好ましい。特に鉄分の混入は、鉄分が酸化により微粒子の白色度低下の起因物質になるため、鉄分の混入を避け、選択的に取り除くことが推奨され、各工程を鉄以外の素材で設計又はライニングし、磨滅等により鉄分が系内に混入することを防止するとともに、更に、乾燥・分級設備内等に磁石等の高磁性体を設置し選択的に鉄分を除去することが好ましい。
【0047】
〔シリカ複合再生粒子、シリカ複合再生粒子凝集体〕
本発明においては、一般に製紙用途で使用する填料、すなわち、炭酸カルシウム(重質および軽質)、クレー、タルクなどをシリカで複合したシリカ複合無機粒子を用いる。好ましくは、上述の再生粒子または再生粒子凝集体の表面をシリカで複合したシリカ複合再生粒子またはシリカ複合再生粒子凝集体を用いると、より嵩高で不透明度が高い粒子となるため、填料含有量を低減させることができ、高い紙厚および不透明性を有する塗工紙を得ることができる。特に本発明のごとく、紙の剛度の低下を防止するためには、パルプ繊維同士の繊維間結合を阻害する填料を少なくする必要があるが、填料が減少すると不透明度が低下し易くなるため、不透明性と剛度との両立を図ることが困難であった。しかしながら本発明においては、填料としてシリカおよびシリカ以外の無機粒子からなる複合粒子、特に不透明性に優れたシリカ複合再生粒子またはシリカ複合再生粒子凝集体を用いることで填料配合量を低減できるため、不透明性および剛度、紙厚、印刷適性の全てに優れた塗工紙が得られやすくなる。
【0048】
再生粒子または再生粒子凝集体にシリカを析出させる好適な方策としては、特許第3907688号公報や、特許第3935496号公報に記載の方法で行うことが出来る。但し、次のとおり行うことで、より不透明性に優れたシリカ複合再生粒子またはシリカ複合再生粒子凝集体が得られるため好ましい。
【0049】
<シリカ複合粒子>
次に本発明のシリカ複合粒子について、シリカ複合再生粒子を例に取り、製造方法も示しながらさらに詳説する。
【0050】
(シリカ複合処理工程)
上述のようにして製紙スラッジや脱墨フロスを主原料とする再生粒子を珪酸アルカリ水溶液に添加・分散しスラリーとするとともに、撹拌しながら50℃〜100℃の温度範囲で、鉱酸を添加する。より望ましくは少なくとも2段階に分けて添加し、シリカ複合の反応を行う。
【0051】
本形態の再生粒子の填料用途等への好適な粒子径は、粒子径0.5μm〜十数μm、好適には1.0〜3.0μmである。粉砕工程後における再生粒子の粒子径は、レーザー解析式粒度分布測定装置「SALD−2200型」島津製作所社製により測定した体積平均粒子径である。
【0052】
再生粒子の粒子径が0.5μmより過度に小さいと、シリカ複合時に十分な粒度がえられないおそれがあるほか、シリカを複合させる際にガラス状に目詰まりさせるおそれがある。本発明の範囲内であると、シリカ複合反応を十分に促進できる。他方、過度に大きい粒子径では過大なシリカ複合再生粒子が生じやすく、不透明性が低下する恐れがある。
【0053】
シリカ複合は、再生粒子表面に粒子径10〜20nm(走査型電子顕微鏡による実測の粒子径)のシリカゾル粒子を生成させる反応操作である。シリカゾル粒子の粒子径は、反応時の撹拌条件、鉱酸の添加条件などによりコントロール可能である。
【0054】
本発明者等は、従来は内添する微細粒子の全細孔による細孔容積が吸油量や不透明度の指標とされていた知見を越えて、実質の吸油性は無機微粒子の細孔容積だけでなく、無機微粒子の粒子間に油を保持する能力の寄与が高いことを知見し、鋭意検討を重ね、本発明にて好適に用いることができるシリカ複合再生粒子においては、細孔半径が10,000オングストローム以下の細孔が前記の実質の吸油性に大きく寄与していることを見出している。
【0055】
本発明においてえられるシリカ複合再生粒子の細孔容積は、水銀圧入式ポロシメーター(テルモ社製「PASCAL 140/240」)を用いた測定値で、10,000Å以下の領域の細孔容積が0.30〜1.10cc/gであり、好適には0.43〜1.03cc/g、より好ましくは0.47〜1.00cc/gである。
【0056】
10,000Å以下の領域の細孔の細孔容積が0.30cc/g未満では、十分な吸油量の発現がえられず、1.10cc/gを超えると吸油量の向上が見られるものの、不透明度の低下が生じやすい。
【0057】
本発明における好適な態様においては、えられるシリカ複合再生粒子の粒子径を1.0〜10.0μmの範囲とすること、さらにはシリカ複合再生粒子に含まれる酸化物換算でのシリカの比率を6.0〜42.0質量%とすることで、高い吸油量と不透明度向上効果をえることができる。
【0058】
珪酸アルカリ水溶液に関しては特に限定されないが、珪酸ナトリウム溶液(3号水ガラス)が入手に容易である点で望ましい。珪酸アルカリ溶液の濃度は水溶液中の珪酸分(SiO2換算)で3〜10質量%が好適である。10質量%を超えると再生粒子とシリカとが複合された複合体ではなく、再生粒子がホワイトカーボンで被覆されてしまい、芯部の再生粒子の多孔性、光学的特性が発揮されなくなってしまう危険性がある。また、3質量%未満では複合粒子中のシリカ成分が低下するため、シリカ複合再生粒子が形成しにくくなってしまう。
【0059】
再生粒子または再生粒子凝集体を珪酸アルカリ水溶液に添加、分散しスラリーを調製する場合におけるスラリー濃度は、8〜14質量%が望ましい。スラリー濃度を調整することにより、形成される再生粒子のシリカ複合再生粒子の粒径がコントロールされると同時に再生粒子とシリカの組成比率が決まる。本発明で使用される鉱酸としては希硫酸、希塩酸、希硝酸などの鉱酸の希釈液等が挙げられるが、価格、ハンドリングの点で希硫酸が最も望ましい。さらに、希硫酸を使用する場合の添加時の濃度は、生産効率向上と複合シリカの均質性の面から4〜10N程度の濃度で鉱酸を添加することが好ましい。4N未満では反応が遅く、10Nを超えると局部的な反応が生じ、不定形や偏在するシリカ複合粒子が発生しやすい問題が生じる場合がある。また、鉱酸添加量が多いほど短時間内にシリカが析出するので、それらの条件に併せて添加速度を調整することが望ましい。5分以内の添加は、均一な反応系の構成が不十分になる。
【0060】
本発明で用いる再生粒子または再生粒子凝集体は、カルシウム、アルミニウム、シリカを構成元素として含有しているために、過度の濃度の鉱酸添加は、再生粒子の変質を生じる恐れがある。
【0061】
前述のように、本発明は、再生粒子または再生粒子凝集体に対して珪酸アルカリ水溶液を固形分比で、100:5から100:15の割合で添加・分散しスラリーとするとともに、撹拌しながら50〜100℃の温度範囲で、鉱酸を少なくとも2段階に分けて添加し、シリカ被覆の反応を行うものである。
【0062】
再生粒子または再生粒子凝集体に対する珪酸アルカリ水溶液の割合が、固形分比で100:5より少ないと、えられるシリカ複合再生粒子のシリカ複合効果が低く不透明性の向上効果がえられにくく、100:15を超える割合では、吸油量が増加する傾向が顕著になるため、本件発明において好適に用いられる塗工紙の基紙として用いた場合に塗工液の基紙への浸透が過度になり、塗工面の平坦性や基紙表面の被覆性が損なわれ、印刷適性が低下する問題が生じやすい。
【0063】
再生粒子を珪酸アルカリ水溶液に添加する段階において、珪酸アルカリ水溶液の温度を50℃以上の温度に加温することもできるし、その後に加熱することもできる。予め、珪酸アルカリ水溶液の温度を50℃以上の温度に加温した状態で、多孔性の再生粒子を添加すると、加熱による流動性が向上するため、スラリーを均質化させることが容易になり、より均質な珪酸アルカリおよび再生粒子の混合スラリーをえることができる。
【0064】
他方で、均質化した珪酸アルカリと再生粒子のスラリーを調製した後に、加熱撹拌することもできる。この場合の熱源としては、公知の熱源が利用できるが、例えば工場内の生蒸気(例として13kg/m2、120℃)を吹き込むことにより、昇温時間の短縮が図れるとともに、再生粒子スラリーを添加した際の温度低下を防ぎ、迅速に昇温と反応を進めることが可能になり、生産効率向上が図れる。
【0065】
本発明でのシリカ複合再生粒子の製造時の反応温度に関しては、50〜100℃のスラリー温度範囲、特に50〜98℃のスラリー温度範囲が望ましい。本発明者らの鋭意検討の結果から、本発明に使用する再生粒子との反応温度はシリカの生成、結晶成長速度および形成されたシリカ複合再生粒子の力学的強度に影響を及ぼす。反応温度が50℃未満ではシリカの生成・成長速度が生じないかまたは遅く、シリカ複合再生粒子のシリカ複合性に劣り、充分に複合しにくく、填料内添紙の抄造時にかかる剪断力で複合が壊れやすい。100℃を超えると、水系反応であるためオートクレーブを使用しなければならないため反応工程が複雑になってしまう。しかも、過度に反応が進み、緻密なシリカ複合再生粒子形態となり、えられるシリカ複合再生粒子の不透明度が低下し目的のものが行われにくい。
【0066】
本発明では、鉱酸の少なくとも2段の添加と、その際の温度管理を行うのが望ましい。すなわち、第1段階目の鉱酸添加時のスラリー温度が50〜75℃であり、第2段階目以降の鉱酸添加時のスラリー温度が少なくとも第1段階目よりも10℃以上昇温することが望ましい。具体的に望ましい温度条件としては、第1段階の液温を50〜75℃、第2段階を70以上〜100℃と鉱酸の添加段数に併せて昇温させること、反応の最終段階で90℃以上で98℃以下の温度状態にすることであり、これらの温度条件によって、より均質なシリカ複合再生粒子をえることができる。
【0067】
最終反応液のpHは8.0〜11.0が好ましく、8.3〜10.0がより好ましく、8.5〜9.0が最も好ましい。
【0068】
従来の珪酸アルカリと鉱酸を反応させてえられるホワイトカーボンの製造においては、珪酸アルカリと鉱酸の反応を完了させるため、pH5.5〜7.0になるまで硅酸アルカリ中に鉱酸を添加する方法が採用されているが、pHが7.0以下と酸性領域になるまで鉱酸を添加すると、再生粒子に含まれるカルシウム成分が水酸化カルシウムに変化しやすくなり、えられるシリカ複合再生粒子の粒子径が過度に低下したり、形状が不均質になり、紙への歩留り低下や紙粉の発生、十分な不透明性がえられにくくなるため好ましくない。pHが11.0を超えると、硅酸アルカリと鉱酸の反応が鈍り、再生粒子表面にシリカが複合しにくくなるため、十分な不透明性がえられにくい問題が生じやすい。
【0069】
鉱酸の添加を1段階で行う場合、鉱酸の添加時間を、pHが1低下するのに40分以上添加時間がかかるように添加量を設定することが好ましい。
【0070】
本発明において前述のように鉱酸は2段階以上で添加するのが望ましい。この場合、各段階における鉱酸の添加量を均等に添加することが均質なシリカ複合をえるうえで好ましい。また、1段階の添加(硅酸アルカリ水溶液に対して鉱酸が20〜50%の中和率となるまでの添加)後に、5分〜20分程度の保留時間を作ることで、シリカ複合反応に保留状態を設け、再生粒子表面に均質にシリカを複合させ、第2段階目の鉱酸添加により、さらにシリカの積層複合化を促進させることが可能になり、再生粒子の表面に、より均一にシリカを複合することができる。
【0071】
1段階の鉱酸添加時間は、10分〜45分の時間がかかるように添加量を設定することが、再生粒子表面にシリカを均等に複合させるにおいて好ましい。2段階以上で鉱酸を添加する場合も、鉱酸の添加時間をpHの変動においてpHが1低下するのに10〜120分程度の時間がかかるように添加量を設定することが、均質なシリカ複合に好ましい。
【0072】
本反応工程における撹拌は、例えば未反応ゾーンを作らないため、撹拌羽根を逆転させるなどして乱流を生じさせ、あるいは邪魔板を撹拌槽内に設けるなどの撹拌手段を採用することが好ましい。
【0073】
えられるシリカ複合再生粒子の粒子径は0.5〜10.0μm、シリカ複合再生粒子は、好ましくは、カルシウム、ケイ素およびアルミニウムを、酸化物換算で40〜83:6〜42:7〜18の質量%割合とする。この成分分析は、堀場製作所製のX線マイクロアナライザーを用い、加速電圧(15KV)にて元素分析を行い、構成成分より酸化物換算した値である。
【0074】
えられるシリカ複合再生粒子のより好適な粒子径は0.6〜9.7μm、最も好適な範囲は1.3〜9.0μm、より好適には2.0〜8.8μmである。
【0075】
シリカ複合再生粒子の粒子径が0.5μm未満では、シリカ複合の効果が十分に発現できず、吸油量及び不透明度の向上効果が得にくい。シリカ複合再生粒子の粒子径が10.0μmを超えると、塗工紙用の基紙に用いる填料としては、塗工液の吸収能力が過大となり、塗工層表面の平坦性を阻害するだけでなく、引張り、引裂き等の所謂紙質強度の低下や紙粉、抄紙設備の汚損をまねく問題が発現しやすい。
【0076】
シリカ成分を複合させた後における、酸化物換算でのシリカ(珪素)の比率を6.0〜42.0質量%とすることで、えられるシリカ複合再生粒子を用いた塗工紙の印刷不透明度の向上効果をえることができる。
【0077】
好適にはシリカ成分の割合を38.0〜42.0質量%、さらに好適には39.0〜42.0質量%とすることが好ましい。シリカ成分の比率が6.0質量%未満では、十分にシリカ複合が行なえていないため、吸油量、不透明度の向上がえられにくく、シリカ成分の比率が42.0質量%を超えると微細なシリカ粒子の充填が過度となり吸油量、不透明度の低下をまねく問題が生じる場合がある。
【0078】
シリカ複合による付随効果として、シリカ複合により、白色度が向上する。白色度向上により白紙不透明度は低下する傾向が生じるものの、高い吸油量を有するシリカ複合再生粒子を用いることで、塗工紙に用いられるオフセットインクを用紙内部で吸収できるため、印刷不透明度をさらに向上させることができる。
【0079】
シリカを再生粒子に複合させることで、再生粒子のもつカチオン性とシリカのアニオン性により繊維間結合を適度に阻害し、嵩高性を発揮する。
【0080】
(用途または適用)
本発明のシリカ複合再生粒子は、元来ポーラスな再生粒子の表面をシリカで複合したものであることから比表面積が大きく、これを内添用の填料や塗工用顔料として使用すると、白色度と不透明度が高い紙をえることができる。
【0081】
さらに、シリカ複合再生粒子の吸油量は、50〜180ml/100gの範囲が好ましい。これは、この範囲のシリカ複合再生粒子を内添填料として使用する場合、紙層中において、シリカ複合再生粒子が紙層中に含浸されるインクのビヒクル分や有機溶剤等を吸収し、用紙の印刷不透明度が低下するのを抑制し、また、インクのビヒクル分や有機溶剤等を吸収することで、インク乾燥性やニジミの防止効果が顕著になるためである。一方、吸油量が50ml/100g未満の場合には上記の効果が十分でなく、シリカ複合再生粒子がインクの吸収・乾燥性を阻害する傾向が生じる場合がある。また吸油量が180ml/100gを超えると、インクの吸収性が高いためインクの沈みこみ、いわゆる発色性が劣る問題が生じる場合がある。
【0082】
シリカ複合粒子の吸油量は、シリカ複合反応工程における反応温度、添加時間、保留時間、pH、粘度調整や、用いる再生粒子の燃焼手段、粒子径などにより調整可能であるが、シリカ複合反応において10,000Å以下の細孔容積が0.30〜1.10cc/gとなるように調整すると、高い吸油量を示し、紙の不透明度を向上できるシリカ複合再生粒子を得ることができ、このシリカ複合再生粒子を含有したシリカ複合再生粒子内添紙においては、高い不透明度を得ることができる。
【0083】
以上、再生粒子を例にシリカ複合再生粒子の製造方法を詳述したが、再生粒子の代わりに再生粒子凝集体や、従来一般に製紙用途で填料として使用している炭酸カルシウム(重質および軽質)、タルク、クレー等を用いて、シリカ複合無機粒子を製造し、塗工紙に内添することができる。
このようにシリカを複合した粒子は、粒子表面がシリカで複合されているためワイヤー磨耗度が低くでき、填料として好適に使用することができる。紙に内添する無機粒子においては、粒子が硬いと抄紙機のワイヤー(網部)を傷つけやすくなり、ワイヤー寿命を縮めるため好ましくない。しかしながら本発明のごとく、ワイヤーを傷つけにくい柔らかい無機粒子である、シリカで複合した無機粒子、好ましくはシリカ複合再生粒子やシリカ複合再生粒子凝集体を用いることで、ワイヤー寿命を延長させることができる。
【0084】
ワイヤー磨耗度は、フィルコン式ワイヤー磨耗度試験で評価することができる。シリカと複合させる無機粒子として、磨耗度が約80mgの再生粒子凝集体を用いると、シリカ複合により磨耗度を約20mgにまで低下させることができ、内添填料として充分に使用可能な粒子を得ることができる。尚、重質炭酸カルシウムのワイヤー磨耗度は100mg以上、軽質炭酸カルシウムは約50mg、ホワイトカーボンは約15mgであり、おおむね50mg以下であれば、内添填料として使用できる。
【0085】
上述のとおり、填料として、シリカおよびシリカ以外の無機粒子からなる複合粒子、好ましくはシリカ複合再生粒子凝集体を用いると、高い不透明性を有する塗工紙を得ることができるため好ましい。とくに高い不透明性および剛度が必要とされる塗工紙においては、填料の含有量を低減しても、毛羽立ちやラフニングが発生しにくく、不透明度および白紙光沢度に優れる塗工紙が得られるため好ましい。
【0086】
これら填料の含有量は特に限定されないが、基紙100質量%に対して2〜10質量%となるよう添加する。さらには3〜8質量%がより好ましい。填料の配合量が10質量%を超過すると、パルプ繊維同士の結合が阻害されやすく剛度が低下する。填料の含有量を2質量%未満とすると、不透明度が向上しないばかりか、嵩(紙厚)が高くなりすぎて紙に柔軟性がなくなり毛羽立ちやラフニングが発生しやすくなる。尚、上記填料の含有量は、JISP8251「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定した灰分含有量である。
【0087】
本発明においては、上述のとおり、填料としてシリカおよびシリカ以外の無機粒子からなるシリカ複合無機粒子、好ましくはシリカおよび再生粒子を複合したシリカ複合再生粒子、またはシリカおよび再生粒子凝集体を複合したシリカ複合再生粒子凝集体を、基紙100質量%に対して2〜10質量%(より好ましくは3〜8質量%)含有させることで、不透明性、嵩高性、白色度、白紙光沢度、印刷適性、剛度のいずれをも向上させることができる。好ましくは再生粒子または再生粒子凝集体に対して珪酸アルカリを100:5から100:15の割合で添加し、50〜100℃、特に50〜98℃の温度範囲で、鉱酸を好ましくは2段階に分けて添加し、シリカ被覆の反応を行うものである。さらに好ましくは、50〜75℃で第1段階目の鉱酸を添加し、5分〜20分程度の保留時間の後、10℃以上昇温させ、好ましくは70〜100℃、特に好ましくは90℃以上で98℃以下で第2段階目以降の鉱酸を添加し、最終反応液のpHを8.0〜11.0、好ましくは8.3〜10.0、より好ましくは8.5〜9.0とすることで、粒子径が0.5〜10.0μm、好ましくは0.6〜9.7μm、さらに好ましくは1.3〜9.0μm、特に好ましくは2.0〜8.8μmであり、シリカ複合再生粒子に含まれる酸化物換算でのシリカの比率が6.0〜42.0質量%である、高い吸油量と不透明度向上効果を有するシリカ複合無機粒子をえることができる。
【0088】
このようなシリカ複合無機粒子を填料として含有させることで、紙厚、不透明度および剛度に優れた塗工紙が得られるため好ましい。特に、坪量が85〜98g/m2の塗工紙において、坪量が6g/m2以上、さらには10g/m2以上、特に15g/m2以上と高い塗工紙と比較して、紙の不透明度、白色度、紙厚、白紙光沢度、印刷適性、及び、剛度が同程度の塗工紙を得ることができるため好ましい。さらには、上述の填料に加え、パルプ繊維が繊維長分布で繊維長0.10〜0.65mmの範囲に最も大きな値を有することが好ましく、加えてルンケル比が0.4〜2.0(より好ましくは0.6〜1.0)であると、得られる塗工紙の不透明度、白色度、紙厚、白紙光沢度、印刷適性、及び、剛度が更に向上できるため好ましい。
【0089】
また、シリカ複合を施す粒子としては、再生粒子、再生粒子凝集体に限定されず、従来一般に製紙用途で使用する填料を用いることができる。すなわち、炭酸カルシウム(重質および軽質)、クレー、タルクなどを用いても良い。本発明においては、これら無機粒子を上述の方法でシリカ複合して得られたシリカ複合無機粒子を用いることができる。
【0090】
本形態において使用できる抄紙設備としては、特に限定されないが、ギャップフォーマからなるワイヤーパート、オープンドローのないストレートスルー型からなるプレスパート、シングルデッキドライヤーからなるドライヤーパート、フィルム転写型のロール塗工によるコーターパート(下塗り塗工)、ソフトカレンダーからなるプレカレンダーパート、ブレードコーターによるコーターパート(上塗り塗工)を組み合わせることが好ましい。上記構成では、例えば1300m/分以上の高速抄造においても、地合いが良好で、かつ、幅方向、流れ方向の乾燥ムラが少なくなり、また、フィルム転写型の下塗り塗工を行い、プレカレンダーで平坦化処理するため、特に平滑性に優れた塗工紙となる。これにより、後に続く上塗り工程における塗工ムラを低減でき、塗工層最表層表面の平滑性が向上する結果、印刷後に印刷面と白紙面とが重なった場合、接触部が均等となり、局所的なコスレ汚れが発生し難いため、白紙面全体としてコスレ汚れが目立たず、高級感を損ねにくい塗工紙が得られやすい。各パートで得られる効果は次の通りである。
【0091】
(ワイヤーパート)
ワイヤーパートとしては、長網フォーマや、長網フォーマにオントップフォーマを組み合わせたもの、あるいはツインワイヤーフォーマなどを使用することが出来るが、ヘッドボックスから噴出された紙料ジェットを2枚のワイヤーで直ちに挟み込むギャップタイプのギャップフォーマが、両面から脱水するため表裏差が少なく、コスレ汚れに表裏差が発生し難いため好ましい。
【0092】
(プレスパート)
ワイヤーパートでの紙層は、プレスパートに移行され、さらに脱水が行われる。プレス機としては、ストレートスルー型、インバー型、リバース型のいずれであってもよく、またこれらの組み合わせも使用することができるが、オープンドローを無くしたストレートスルー型が、紙を保持しやすく、断紙などの操業トラブルが少ないため、好ましい。脱水方式としては、通常行われているサクションロール方式やグルーブドプレス方式等の方法を使用することができるが、脱水性と平滑性とを向上できるシュープレスが、より好ましい。
【0093】
(ドライヤーパート)
プレスパートを通った湿紙は、シングルデッキ方式のプレドライヤーパートに移行し、乾燥が図られる。プレドライヤーパートは、断紙が少なく、嵩を落とすことなく高効率に乾燥を行える、ノーオープンドロー形式のシングルデッキドライヤーが好ましい。ダブルデッキ方式にて乾燥する方式も可能だが、キャンバスマーク、断紙、シワ、通紙等の操業性の面、また、幅方向、流れ方向のいずれでも均一な乾燥が得られる点で、シングルデッキ方式に劣る。
【0094】
(下塗り塗工)
以上のようにして製造された基紙に、表面の平滑性および白色度を向上させる目的で、顔料および接着剤を含む顔料塗工液を下塗り塗工することができる。下塗り塗工層は、単層でも良く、複数層であっても良い。
【0095】
下塗り塗工層に用いる顔料は特に制限は無く、一般的に製紙用途に使用できるものを用いることができる。例えば、クレー(カオリン、ろう石)や炭酸カルシウム、タルク、サチンホワイト、亜硫酸カルシウム、石膏、硫酸バリウム、ホワイトカーボン、焼成カオリン、構造化カオリン、珪藻土、炭酸マグネシウム、二酸化チタン、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛、酸化亜鉛、酸化マグネシウム、ベントナイト、セリサイト等の無機顔料や、ポリスチレン樹脂微粒子、尿素ホルマリン樹脂微粒子、微小中空粒子、多孔質微粒子等の有機顔料等の中から、一種又は二種以上を適宜選択して配合しても良い。
【0096】
以上の顔料とともに塗工液に配合される接着剤の種類についても特に限定はないが、例えば、カゼイン、大豆蛋白等の蛋白質類;スチレン−ブタジエン共重合体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、スチレン−メチルメタクリレート−ブタジエン共重合体ラテックス等の共役ジエン系ラテックス、アクリル酸エステル及び/又はメタクリル酸エステルの重合体ラテックス若しくは共重合体ラテックス等のアクリル系ラテックス、エチレン−酢酸ビニル重合体ラテックス等のビニル系ラテックス、あるいはこれらの各種共重合体ラテックスをカルボキシル基等の官能基含有単量体で変性したアルカリ部分溶解性又は非溶解性のラテックス等のラテックス類;ポリビニルアルコール、オレフィン−無水マレイン酸樹脂、メラミン樹脂、尿素樹脂、ウレタン樹脂等の合成樹脂系接着剤;酸化澱粉、陽性化澱粉、エステル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体等の、通常塗工紙に用いられる接着剤が挙げられ、これらの中から一種又は二種以上を適宜選択して使用することができる。
【0097】
下塗り塗工液中の顔料と接着剤との割合には特に限定がないが、好ましくは顔料100質量部に対して接着剤が固形分比で3〜17質量部であり、より好ましくは5〜15質量部である。接着剤の量が3質量部未満では、下塗り塗工層の形成性が低下し、表面強度が低下し、印刷時に紙表面がインキに取られて、白抜けが発生する。他方、17質量部を超えると、接着剤の量が多すぎて塗工層が硬くなるため、印刷適性が悪化する。
【0098】
さらに下塗り塗工液(顔料塗工液)には、例えば、蛍光増白剤や蛍光増白剤の定着剤、消泡剤、離型剤、着色剤、保水剤等の、通常使用される各種助剤を適宜配合することもできる。
【0099】
基紙への下塗り塗工層の塗工量(固形分量)は、両面合計で、好ましくは7.8〜12.2g/m2、より好ましくは8.5〜11.5g/m2、特に好ましくは9.3〜10.7g/m2である。下塗り塗工層の塗工量が7.8g/m2未満では、基紙表面に未塗工部分が生じ易く、平滑性にムラが生じ、上塗り塗工後に白紙光沢度および印刷適性に劣るため好ましくない。12.2g/m2を超えると、上塗り塗工層との合計塗工量が多くなりやすく、基紙坪量が低下するため剛度に劣るため好ましくない。
【0100】
形成される下塗り塗工層の厚さは特に限定されないが、上塗り塗工層を設けた後の密度や平滑性、印刷ムラを考慮すると、8〜12μmであることが好ましい。
【0101】
このような下塗り塗工は、例えば、2ロールサイズプレスコーターやゲートロールコーター、ブレードメタリングサイズプレスコーター、ロッドメタリングサイズプレスコーター、又はシムサイザーやJFサイザー等のフィルム転写型ロールコーターや、ブレードコーター、エアーナイフコーター、カーテンコーター等の塗工装置を設けたオンマシンコーター又はオフマシンコーターによって、基紙上に一層又は多層に分けて塗工液が塗工される。但し、より下塗り塗工後の表面性を改善し、上塗り塗工後のコスレ汚れを低減するためには、被覆性が高く均一に塗工できる、フィルム転写型ロールコーターが好ましい。
【0102】
(プレカレンダーパート(平坦化処理))
下塗り塗工後の基紙は、上塗り塗工を行う前に、プレカレンダーによる平坦化処理を行うことが好ましい。平坦化処理を行うことで、下塗り塗工後の平滑性のムラを低減でき、上塗り塗工後の平滑性をも向上できる。特に本形態において、離解パルプの繊維長が0.10mm以上0.65mm未満のパルプ繊維を多く含み、かつルンケル比が0.4〜2.0のパルプ繊維を多く含む場合は、下塗り塗工後にプレカレンダー処理を行うことで、上塗り塗工後の塗工紙における毛羽立ちやラフニングを抑制しやすいため好ましい。
【0103】
(上塗り塗工)
次に、基紙の一方又は双方の面に、顔料及び接着剤を含む塗工液を上塗り塗工して上塗り塗工層を設ける。なお、この上塗り塗工層を1層設ける場合は、下塗り塗工層を設けるか否かにかかわらず、この上塗り塗工層が最表層であり、この上塗り塗工層を2層以上設ける場合は、その中の最も外側に形成される層が最表層である。以下では、上塗り塗工層が1層の場合を例に説明する。
【0104】
上塗り塗工層に用いる顔料としては、下塗り塗工層で例示した顔料を用いることができるが、この中でもクレーを多く含有すると、より白紙光沢度、印刷適性に優れた塗工紙が得られるため好ましい。
【0105】
クレーの含有量は上塗り塗工層に含まれる顔料100質量部のうち40〜90質量部が好ましく、50〜80質量部がより好ましい。40質量部を下回ると、充分な白紙光沢度、印刷適性が得られない可能性があるため好ましくない。90質量部を超過すると、塗料の流動性が悪くなりやすく、塗工ムラが発生し、毛羽立ちやラフニングを充分に防止しにくいため好ましくない。
【0106】
クレーは、粒子径が小さく細かい粒子と、粒子径が大きく板状の粒子とを併用することが好ましい。小粒子径のクレーを配合することで、塗工層表面が充填されやすくなり、白紙光沢度、印刷適性が向上するが、一方で充填しやすいことで得られる塗工紙の比重が大きくなりやすく、嵩高な塗工紙が得られにくい。一方で板状の粒子を配合すると、塗工層表面の被覆性が高くなりやすく塗工量を低減できるため密度の上昇を防止できる。一方で、表面が充填されにくく、白紙光沢度、印刷適性が低下しやすいため好ましくない。しかしながらこれら小粒子径のクレーおよび板状のクレーを併用すると、塗工紙の密度を上昇させずに塗工層表面の被覆性および充填性を向上できるため、白紙光沢度、印刷適性に優れた塗工紙が得られる。
【0107】
小粒子径のクレーとしては、粒子径分布で粒子径0.1μm以上1.0μm未満の範囲に最大値を有することが好ましい。
【0108】
板状のクレーとしては、粒子径分布で粒子径が1.0μm以上10.0μm未満の範囲に最大値を有することが好ましく、特にアスペクト比(粒子の厚みに対する板直径の割合)が5以上であれば、より好ましい。
【0109】
なお、塗工顔料の粒子径は、塗工層表面の顔料粒子を電子顕微鏡で撮影し、撮影した粒子の直径を測定して得られた粒子径を指す。
【0110】
これらの範囲に最大値を有する小粒子径のクレーおよび板状クレーは、質量割合で2:1〜1:2の割合で使用することが好ましい。小粒子径のクレーが上記範囲より多いか板状クレーが上記範囲より少ない、特に板状クレーを含有しないと、塗工紙の被覆性が低下して印刷適性が低下するだけでなく、塗工層密度が高くなり不透明度が低下しやすくなることに加え、毛羽立ちやラフニングを充分に防止しにくいため好ましくない。小粒子径のクレーが上記範囲より少ない、特に小粒子クレーを含有しないか、板状クレーが上記範囲より多いと、塗工紙の表面粗さが低下して白紙光沢度が低下するだけでなく、毛羽立ちやラフニングを充分に防止しにくいため好ましくない。
また、これらの範囲に最大値を有する小粒子径のクレーおよび板状クレーを質量割合で2:1〜1:2の割合で併用することで、これらの範囲にそれぞれ極大値を有する塗工紙を好適に得ることができる。質量割合で2:1〜1:2の割合を外れると、割合が多い方の顔料の粒子径分布に、割合が少ない方の顔料に起因する極大値が埋もれて、本発明の効果が得られにくい可能性があるため好ましくない。
【0111】
上記以外にも、顔料としては上述したものを、本発明の作用を阻害しない範囲で添加することができる。
【0112】
上塗り塗工層の塗工量(固形分量)は、両面合計で、好ましくは13.2〜20.8g/m2、より好ましくは14.5〜19.5g/m2、特に好ましくは15.7〜18.3g/m2である。上塗り塗工層の塗工量が13.2g/m2未満では、塗工層表面を充分に被覆できず、毛羽立ちやラフニングが発生して印刷適性に劣るだけでなく、白紙光沢度も低下しやすいため好ましくない。20.8g/m2を超えると、塗工紙に占める塗工層の割合が多くなり剛度が低下しやすいだけでなく、密度および坪量が増大しやすくなるため好ましくない。
【0113】
本発明の塗工紙における上塗り塗工層および下塗り塗工層の合計塗工量(固形分量)は、両面で23〜31g/m2が好ましく、25〜29g/m2がより好ましい。合計塗工量が23g/m2未満では、塗工層表面を充分に被覆できず、毛羽立ちやラフニングが発生して印刷適性に劣るだけでなく、白紙光沢度も低下しやすいため好ましくない。31g/m2を超えると、塗工紙に占める塗工層の割合が多くなり剛度が低下しやすいだけでなく、密度および坪量が増大しやすくなるため好ましくない。
【0114】
また、下塗り塗工層および上塗り塗工層を合計した塗工量(固形分量)、または塗工層が1層の場合はその1層の塗工量(固形分量)は、基紙に対して質量割合で0.34〜0.53が好ましく、0.38〜0.48がより好ましい。割合が0.34を下回ると、塗工層の割合が少なくなるため、毛羽立ちやラフニングを充分に防止しにくいだけでなく白紙光沢度も低下しやすく、0.53を超過すると剛度が低下しやすいため好ましくない。
【0115】
加えて、下塗り塗工層の塗工量に対する上塗り塗工層の塗工量の割合は、質量換算で1.5〜1.9とすることが好ましい。下塗り塗工量が多いか、上塗り塗工量が少なく、割合が1.5未満になると、白紙光沢度が得られにくいだけでなく、より光沢性を出すためにカレンダー等の線圧を増加させる必要があり、紙厚および剛度が低下しやすいため好ましくない。割合が1.9を超過すると、下塗り塗工層およびプレカレンダー処理による平坦化効果が得られにくく、毛羽立ちやラフニングを充分に防止しにくくなり、印刷適性に劣るだけでなく、クレーを多く含む上塗り塗工層が多いため白色度が低下しやすくなるため好ましくない。
【0116】
特に本発明のごとく、填料としてシリカとシリカ以外の無機粒子とからなる複合粒子を、基紙100質量%に対して2〜10質量%含む場合、塗工量は、基紙に対して質量割合で0.34〜0.53(より好ましくは0.38〜0.48)とすることで、毛羽立ちやラフニングを防止でき、印刷適性を向上できるため好ましい。さらに、離解パルプの繊維長が0.10mm以上0.65mm未満のパルプ繊維を多く含む場合、加えて塗工層表面に顔料、好ましくはクレーとして、粒子径分布で粒子径0.1μm以上1.0μm未満の範囲に最大値を有する粒子、および、粒子径分布で粒子径1.0μm以上10.0μm未満の範囲に最大値を有する粒子を併用することにより、不透明度、紙厚、剛度、白紙光沢度、印刷適性を向上できる。更にはそれら粒子の質量割合が2:1〜1:2とすることで、さらに不透明度、剛度および紙厚を向上でき、更には、下塗り塗工層の塗工量に対する上塗り塗工層の塗工量の割合を、質量換算で1.5〜1.9とすることで、特に不透明度、紙厚、白色度、白紙光沢度、剛度、印刷適性に優れた塗工紙を得ることができる。
【0117】
上述のごとく、填料としてシリカとシリカ以外の無機粒子とからなる複合粒子を、基紙100質量%に対して2〜10質量%(好ましくは3〜8質量%)含む場合は、繊維長0.10mm以上0.65mm未満の範囲に最も大きな値を有する繊維長分布を有することが好ましく、さらに離解パルプのルンケル比が0.4〜2.0(更には0.6〜1.0)であることが好ましい。基紙上には、塗工層としてクレーを顔料のうち40〜90質量部(好ましくは50〜80質量部)含み、クレーとして小粒子径および板状構造の2種類のクレーを併用し、小粒子径のクレーを使用することで塗工層表面に粒子径分布で粒子径0.1μm以上1.0μm未満の範囲に最大値を有する粒子を含有させ、かつ、板状のクレーを使用することで塗工層表面に粒子径分布で粒子径が1.0μm以上10.0μm未満の範囲に最大値を有する粒子を含有させ、小粒子径のクレーおよび板状クレーを、質量割合で2:1〜1:2の割合で使用し、更に、塗工量は、基紙に対して質量割合で0.34〜0.53、好ましくは0.38〜0.48とし、更に、下塗り塗工層および上塗り塗工層を有する少なくとも2層の塗工層を有する塗工紙においては、下塗り塗工層の塗工量に対する上塗り塗工層の塗工量の割合は、質量換算で1.5〜1.9とすることで、坪量が低い塗工紙でありながら、紙厚が高く、不透明度、白色度、白紙光沢度、剛度、及び、印刷適性に優れた塗工紙が得られる。
【0118】
上塗り塗工層に用いる接着剤としては、モノマー成分としてブタジエン成分を40〜65質量%含む重合体ラテックスを使用することが好ましく、より好ましくは43〜63質量%、さらに好ましくは45〜60質量%である。ブタジエン成分が40質量%を下回ると、顔料への接着性が劣り、上述した粒子径0.1〜1.0μmと小さい粒子を充分に接着しにくいため好ましくない。65質量%を超過すると、塗工層表面のラテックス量が多くなり、塗工紙製造工程において各種ロールに汚れが付着し操業性が低下しやすくなる。ブタジエン成分を上記範囲に納めることで、接着性と操業性の双方を満足することができる。また、上記ブタジエン成分を40〜65質量%含むラテックスと、上記平均粒子径0.1〜1.0μmのクレーとを塗工層に含有させることで、白紙光沢度および印刷光沢度に優れた塗工層を得ることができる。
【0119】
ブタジエン以外のモノマー成分としては、スチレン成分を20〜35質量%含むことが好ましく、より好ましくは23〜30質量%である。スチレン成分は塗工層に耐水性を付与する効果があるため、スチレン成分が20質量%を下回ると、オフセット印刷時に湿し水を吸って塗工層強度が低下し、印刷抜け(ピッキング)トラブルが発生しやすい傾向がある。35質量%を超過すると、塗工層が硬くなり、印刷適性が悪化する傾向がある。上記のごとく、白色度、白紙光沢度、印刷光沢度、印刷適性を効果的に向上させるには、ラテックス中のブタジエン成分及びスチレン成分を所定の範囲内に納めることが好ましい。
【0120】
上塗り塗工層中の顔料と接着剤との割合は、顔料100質量部に対して、接着剤5〜15質量部であることが好ましく、7質量部〜13質量部であることが更に好ましい。含有量が5部を下回ると、塗工層強度が低下し、印刷時の白抜けが発生するだけでなく、製造工程においても顔料が塗工紙から脱落しやすくなって系内を汚すなど、紙品質および操業性の双方が悪化するため好ましくない。含有量が15質量部を超えると、ロール汚れが発生するだけでなく、ブリスター等のトラブルも発生しやすくなるため好ましくない。
【0121】
ブタジエン成分を含有する共重合体ラテックス以外にも、通常塗工用途に用いることができる接着剤を併用することができる。例えば、カゼイン、大豆蛋白等の蛋白質類;スチレン−ブタジエン共重合体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、スチレン−メチルメタクリレート−ブタジエン共重合体ラテックス等の共役ジエン系ラテックス、アクリル酸エステル及び/又はメタクリル酸エステルの重合体ラテックス若しくは共重合体ラテックス等のアクリル系ラテックス、エチレン−酢酸ビニル重合体ラテックス等のビニル系ラテックス、あるいはこれらの各種共重合体ラテックスをカルボキシル基等の官能基含有単量体で変性したアルカリ部分溶解性又は非溶解性のラテックス等のラテックス類;ポリビニルアルコール、オレフィン−無水マレイン酸樹脂、メラミン樹脂、尿素樹脂、ウレタン樹脂等の合成樹脂系接着剤;酸化澱粉、陽性化澱粉、エステル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体等の、通常製紙用途に用いられる接着剤が挙げられ、これらの中から一種又は二種以上を適宜選択して併用することができる。
【0122】
さらに本塗工液には、例えば、蛍光増白剤や、蛍光増白剤の定着剤、消泡剤、離型剤、着色剤、保水剤等の、通常使用される各種助剤を適宜配合することもできる。
【0123】
上塗り塗工は、例えば、抄紙機内の複数段階、通常はプレドライヤーパートとアフタードライヤーパートとの2段階で行われるドライヤーパートの間のコーターパートにおいて行われることが好ましい。このコーターパートにおいては、例えば、ブレードコーター、エアーナイフコーター、トランスファーロールコーター、ロッドメタリングサイズプレスコーター、カーテンコーター等の塗工装置を設けたオンマシンコーター又はオフマシンコーターによって、基紙上に一層又は多層に分けて塗工液が塗工される。中でも、塗工直後であっても、塗工層表面に高い平坦性があり、後の平坦化工程において、緩やかなカレンダー条件で表面の平滑性を向上でき、紙厚を低減させずに白紙光沢度および印刷適性を向上できるという点から、ブレードコーターを用いることが好ましい。なお、ドライヤーパートでの乾燥方法としては、例えば、熱風加熱、ガスヒーター加熱、赤外線ヒーター加熱等の各種加熱乾燥方式を適宜採用することができる。
【0124】
本発明の塗工紙を得るための塗工方法としては、フィルム転写型ロールコーターにより下塗り塗工を行い、プレカレンダー処理した後に、ブレードコーターを用いて上塗り塗工することが好ましい。上記塗工方法を用いることにより、塗工層表面に高い平滑性を付与できるため、後述するカレンダー処理を緩やかな条件で実施でき、より紙厚の大きい光沢調塗工紙が得られるのである。
【0125】
(カレンダーパート(平坦化処理))
本形態では、塗工層に光沢性や平坦性、印刷適性を付与する目的で、熱ロールを用いて平坦化処理を施すことが好ましい。一般に平坦化処理は、弾性ロールと金属ロールとの間に塗工紙を通し、塗工紙にニップ圧をかけて摩擦力により塗工紙表面を磨き、光沢性を付与するものである。紙厚に優れた塗工紙においては、光沢度を向上するためにニップ圧を高くすると、紙厚が低下しやすくなる可能性があるが、本発明においては、繊維長0.10〜0.65mmの範囲に、最も大きな値を有する繊維長分布を有することに加え、離解パルプのルンケル比が0.4〜2.0、更には0.6〜1.0であるため、高ニップ圧(200〜500kN/m)で平坦化処理を行っても、紙厚が75〜95μmと高く、かつ白紙光沢度、印刷光沢度、印刷適性、剛度に優れた塗工紙が得られる。
【0126】
熱ロール(金属ロール)の表面温度は、100〜160℃が好ましい。熱ロールの温度が100℃未満では平坦化が進まず白紙光沢度に劣る可能性があり、160℃を超えると、繊維焼けが発生したり、熱と圧力により、塗工紙自体が黄変化(退色)したりするため、高い白色度が得られない可能性がある。
【0127】
平坦化工程を行う熱ロールを含むニップ段数について制限はないが、好ましくは2〜10段、より好ましくは2〜8段である。10段を超過すると、大掛かりな設備が必要となるため好ましくなく、1段では表裏両面の平滑性を充分に向上できない。
【0128】
平滑化処理を行う設備としては、従来のマシンカレンダーや、ソフトカレンダーを使用しても良いが、好ましくは、ニップごとに線圧を調整できるマルチニップカレンダーを用いることが好ましい。
【0129】
また、カレンダーの設置場所としては、抄紙機及び塗工機と一体になったオンマシンタイプが好ましい。オンマシンタイプでは、塗工後すぐ、紙面温度が高い状態で平坦化処理できるため、平滑性が向上しやすく、紙厚の低下を最小限に抑えつつ、白紙光沢度および印刷光沢度を向上させることができるため好ましい。
【0130】
上記条件で平坦化処理された、坪量が85〜98g/m2の塗工紙は、不透明度が91%以上でかつ白紙光沢度が65%以上と高い塗工紙であっても、紙厚が75〜95μmと高く嵩に優れた塗工紙でありながら、毛羽立ちやラフニングが発生しにくい、見栄えの良い塗工紙となりやすいため好ましい。
【実施例】
【0131】
次に、本発明の塗工紙を実施例に基づいてさらに詳細に説明するが、本発明はこれら実施例のみに限定されるものではない。
【0132】
まず、原料パルプとして、表4に記載の樹種から製造したNBKP、LBKP、BTMPを表4に記載の割合(質量比)で混合し、表4に記載の填料、および、このパルプ100質量部(絶乾量)に対して、各々固形分で、内添サイズ剤(品番:AK−720H、ハリマ化成(株)製)0.02質量部、カチオン化澱粉(品番:アミロファックスT−2600、アベベジャパン(株)製)1.0質量部、及び歩留向上剤(品番:NP442、日産エカケミカルス(株)製)0.02質量部を添加してパルプスラリーを得た。尚、NBKPのフリーネスは500ml、LBKPのフリーネスは400ml、BTMPのフリーネスは表4に記載の値に調整した。
【0133】
次に、ギャップフォーマからなるワイヤーパート、オープンドローのないストレートスルー型のプレスパート、シングルデッキドライヤーからなるプレドライヤーパートを経て基紙を製造した。基紙の坪量は表4に記載のとおり。
【0134】
基紙の両面に、重質炭酸カルシウム(品番:ハイドロカーブ90、備北粉化工業(株)製、平均粒子径1.3μm)100質量部に対して接着剤(スチレン−ブタジエンラテックス、品番:PA−6082、日本A&L社製、Tg:−6℃、ブタジエン:46質量%、スチレン:25質量%)8質量部を混合した下塗り塗工液を、両面合計で、表4に記載の塗工量(固形分量)となるようフィルム転写型ロールコーターで塗工した。その後、シングルデッキドライヤーからなるアフタードライヤーパートで乾燥し、プレカレンダーパートで、ニップ圧100kN/mで平坦化処理を行った。
【0135】
引き続き、表4に記載の顔料合計で100質量部に対して接着剤(スチレン−ブタジエンラテックス、品番:PA−6082、日本A&L社製、Tg:−6℃、ブタジエン:46質量%、スチレン:25質量%)8質量部を混合した上塗り塗工液を、両面合計で、表4に記載の塗工量(固形分量)となるようブレードコーターを用いて塗工した。乾燥後にマルチニップカレンダーを用い、ニップ圧250kN/m、ロール温度80℃で平坦化処理を行い、塗工紙を得た。なお、填料および顔料の詳細は、次の通りである。
【0136】
(填料)
[再生粒子の製造]
被処理物(原料)として、製紙スラッジまたは脱墨フロスを予め分別して用い、脱水工程を経て、図1および図2の製造設備により、表1に示す条件にて、有機成分の熱処理工程、第1燃焼工程および第2燃焼工程を適宜用い順次経て、湿式粉砕処理を施し、再生粒子をえた。製造例2、3および製造例6、7の有機成分の熱処理工程において用いた内熱キルンは、本体が横置きで中心軸周りに回転する内熱キルン炉であり、この内熱キルン炉一端の原料供給口から、製紙スラッジを供給するとともに熱風を吹き込む並流方式を採用した。
【0137】
また、第1燃焼工程において用いた内熱キルンは、本体が横置きで中心軸周りに回転する内熱キルン炉である。さらに、第2燃焼工程において用いた外熱キルン炉は、本体が横置きで中心軸周りに回転する外熱キルン炉であり、この外熱キルン炉としては、特に内部に平行リフターを有する外熱電気方式のキルン炉を採用した。湿式粉砕処理は、セラミックボールミルを用いて行った。製造例4における脱墨フロスは、上級古紙脱墨フロスを製紙スラッジに混在する前に予め分別して用いた。
【0138】
1次燃焼温度は、1次燃焼炉出口温度を測定した。2次燃焼温度は、2次燃焼炉出口温度を測定した。酸素濃度は、1次燃焼炉出口酸素濃度、2次燃焼炉出口酸素濃度を測定した。
【0139】
[シリカ複合再生粒子の製造]
表2に示す条件で、珪酸アルカリ水溶液として珪酸ナトリウム溶液(3号水ガラス)38%濃度、再生粒子スラリー20%濃度を混合し、希釈水を加え表2に示すとおり珪酸アルカリと再生粒子からなるスラリーを所定の反応開始濃度、反応開始pHに調整したのち、鉱酸として所定規定度の硫酸を添加、撹拌しシリカ複合再生粒子を製造した。スラリーの撹拌は公知のミキサーを使用し。スラリーのpHは、堀場製作所製のpH計にて、反応温度は公知の温度計にて測定した。1次反応工程では、珪酸アルカリ水溶液と鉱酸の中和率が表2に示す割合になるように鉱酸を添加した。
【0140】
保留時間は、1次反応工程で行なう鉱酸の添加を終え、2次反応工程で鉱酸を再び添加するまでの時間をいう。
【0141】
2次反応工程においては、反応終了pHになるように、所定の時間をかけて1次反応工程と同じ鉱酸を添加した。表2に示す、完成原料の10%濃度スラリー粘度は、2次反応工程を経て反応を終えたシリカ複合再生粒子スラリーを脱水濾過し、固形分濃度を10%に調整したスラリーをB型粘度計により測定した値(測定温度25℃)である。
【0142】
[再生粒子およびシリカ複合再生粒子の測定]
再生粒子およびシリカ複合再生粒子の成分分析結果を表1および表3に示す。各工程の無機構成成分は堀場製作所製のX線マイクロアナライザーを用い、加速電圧(15KV)にて元素分析を行い、構成成分より酸化物換算した。
【0143】
比表面積および細孔容積は、水銀圧入式ポロシメーター(テルモ社製「PASCAL 140/240」)を用い、試料を濾過した後、真空乾燥して測定した。
【0144】
吸油量はJIS K 5101−13−2記載の練り合わせ法によるものである。すなわち105℃〜110℃で2時間乾燥した試料2g〜5gをガラス板に取り、精製アマニ油(酸化4以下のもの)をビュレットから少量ずつ試料の中央に滴下しその都度ヘラで練り合わせる。滴下練り合わせの操作を繰り返し、全体が初めて1本の棒状にまとまったときを終点として、精製アマニ油の滴下量を求め、次の式によって吸油量を算出する。
吸油量=[アマニ油量(ml)×100]/試料(g)
【0145】
粒子径は、レーザー粒度分布測定装置(レーザー解析式粒度分布測定装置「SALD−2200型」島津製作所社製)にて粒度分布を測定し、全粒子の体積に対する累積体積が50%になるときの粒子径(d50)として求められる。測定試料の調製は、0.1%ヘキサメタ燐酸ソーダ水溶液に、シリカ複合再生粒子を添加し、超音波で1分間分散した。
【0146】
硬質物質の測定には、X線回析装置(理学電気製、RAD2X)を用いた。測定条件:Cu−Kα−湾曲モノクロメーター 40KV−40mA、発散スリット・1mm SS・1mm RS・0.3mm、走査速度・0.8度/分、走査範囲・2シータ=7〜85度、サンプリング・0.02度である。
【0147】
表3に示す生産性は、えられたシリカ複合再生粒子の濾液中に含まれる未反応薬品量から換算したシリカ複合反応の歩留りから、歩留り95%以上を◎、80%以上95%未満を○、70%以上80%未満を△、70%未満を×とした。
【0148】
なお、表4において内添填料として用いた再生粒子は表1記載の製造例1−1、シリカ複合再生粒子(表4ではシリカ複合と記載した)は表3記載の製造例1−1である。
【0149】
【表1】

【0150】
【表2】
【0151】
【表3】
【0152】
表4に填料として記載した炭酸カルシウムおよびホワイトカーボンは次を用いた。
・炭酸カルシウム(軽質炭酸カルシウム、品番:TP121―6S)、奥多摩工業社製。
・ホワイトカーボン(2次粒子径:15.5μm、吸油量:203ml/100g)、エリエールペーパーケミカル社製。
【0153】
(顔料)
・炭カル
重質炭酸カルシウム、品番:ハイドロカーブ90、備北粉化工業(株)製、平均粒子径1.3μm
・微粒クレー
品番:アマゾンプラス、CADAM社製、平均粒子径0.3μm
・板状クレー
品番:センチュリーHC、パラピグメントス社製、平均粒子径2.8μm
【0154】
表5に記載した、塗工紙表面の粒子径分布の極大値は、次のとおり測定した。塗工紙をA4サイズに切り出し、用紙短辺を上辺として、上辺から下にAcm、左辺からAcmの地点で、縦横5mm角のサンプルを切り出した。ここでAは1〜20の整数であり、合計20サンプルを採取した。切り出したサンプルの表面を、走査電子顕微鏡(型番:S−2150、(株)日立製作所製)を用いて倍率12000倍で写真撮影した。写真の上辺から下にBcm、左辺からBcmの地点に最も近く、かつ粒子全体が撮影されているクレーについて、粒子径を測定した。ここでBは1〜5の整数であり、1サンプルから5個のクレー粒子の粒子径を求め、合計100点のクレー粒子について粒子径を求めた。また、極大値は、クレー粒子の数を面積粒子径0.1μmごとに集計して粒子径分布を求め、極大値の有無を判断した。再生粒子、炭酸カルシウム、カオリンクレー等、複数種類の顔料を併用した場合には、どの粒子がいずれの顔料であるかを、粒子形状で判断することができる。再生粒子は脱墨フロス由来のカルシウム、ケイ素及びアルミニウムからなる、凝集塊状の粒子であり、重質炭酸カルシウムは不定形の球状粒子、軽質炭酸カルシウムは紡錘状粒子であり、カオリンクレーは板状の粒子である。上記形状は、倍率12000倍で充分判別可能である。
【0155】
離解パルプの繊維長分布の最大値は、次のとおり測定した。塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維について、FiberLab.(Kajaani社)を用いて中心線繊維長を測定し、繊維長とした。繊維長0.05mmごとに繊維の数を集計して繊維長分布を求め、最大値がどの領域に含まれるかを判断した。
【0156】
離解パルプのルンケル比は、上述の繊維長分布の測定により得られた数平均繊維幅および数平均繊維壁厚から、次の式に従って算出した。
(ルンケル比)=(繊維壁厚の2倍)/(繊維内腔径)
(繊維内腔径)= 繊維幅−(繊維壁厚の2倍)
【0157】
得られた塗工紙について、各物性を以下の方法にて調べた。結果は、表5に示す。
【0158】
(a)坪量
JISP8124:1998「紙及び板紙−坪量測定方法」に記載の方法に準拠して測定した。
【0159】
(b)紙厚および密度
JISP8118:1998「紙及び板紙−厚さ及び密度の試験方法」に記載の方法に準拠して測定した。
【0160】
(c)白色度
JIS P 8148:2001「紙、板紙及びパルプ‐ISO白色度(拡散青色光反射率)の測定方法」に記載の方法に準拠して測定した。なお、本発明においては、白色度が87%以上であれば見栄えに優れ、84%以上であれば見栄えが良好であり、84%未満であれば見栄えに劣る塗工紙となる。
【0161】
(d)白紙光沢度
JIS P 8142:2005「紙及び板紙‐75度鏡面光沢度の測定方法」に記載の方法に準拠して測定した。なお、本発明においては、白紙光沢度が68%以上であれば見栄えに優れ、65%以上であれば見栄えが良く、65%未満であれば見栄えに劣る塗工紙となる。
【0162】
(e)剛度(縦)
JIS P 8143:1996「紙−こわさ試験方法−クラークこわさ試験機法」に記載の方法に準拠して、縦方向について測定した。なお、本発明においては、剛度が62以上であれば剛度に優れ、60以上であれば剛度が良好であり、58以上であれば剛度が僅かに良く、58未満であれば剛度に劣る。剛度が58以上であれば、坪量85〜98g/m2の塗工紙としては実用に耐える。
【0163】
(f)不透明度
JIS P 8149:2000「紙及び板紙−不透明度試験方法(紙の裏当て)−拡散照明法」に記載の方法に準拠して測定した。なお、本発明においては、不透明度が93%以上であれば不透明度に優れ、92%以上であれば不透明度が良好であり、91%以上であれば不透明度が僅かに良く、91%未満であれば不透明度に劣る。不透明度が91%以上であれば、坪量85〜98g/m2の塗工紙としては実用に耐える。
【0164】
(g)印刷適性
オフセット印刷機(型番:リソピアL‐BT3‐1100、三菱重工業(株)製)を使用し、カラーインク(品番:ADVAN、大日本インキ化学工業(株)製)にてカラー4色オフセット印刷を5000部行った。この印刷面について、目視及びルーペ(10倍)にて毛羽立ち、ラフニングおよびピッキングの程度を観察し、以下の評価基準に基づいて評価した。
(評価基準)
◎:毛羽立ち、ラフニングおよびピッキングが確認できず、印刷適性に優れる。
○:毛羽立ち、ラフニングおよびピッキングが若干確認でき、印刷適性が若干劣る。
△:毛羽立ち、ラフニングおよびピッキングが多少確認でき、印刷適性が多少劣る。
×:毛羽立ち、ラフニングおよびピッキングがはっきり確認でき、印刷適性に劣る。
なお、前記評価基準のうち、◎、○、△を実使用可能と判断する。
【0165】
【表4】
【0166】
【表5】
【0167】
なお、市販品のA2塗工紙(Sユトリロコート104.7g/m2、大王製紙社製)を参考例1として表4および表5に記載した。
【0168】
実施例の塗工紙はいずれも、白色度、白紙光沢度、剛度、不透明度、印刷適性に優れた塗工紙である。これに対して、比較例の塗工紙は、白色度、白紙光沢度、剛度、不透明度、印刷適性のいずれかまたは複数の項目に劣り、本発明の目的を満足しない塗工紙である。
【産業上の利用可能性】
【0169】
本発明によれば、坪量が比較的低いものでありながら、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて白紙光沢度、印刷適性及び剛度が低下しない塗工紙を提供することができる。
【符号の説明】
【0170】
10…原料、12…貯槽、14…第1燃焼炉(内熱キルン炉)、20…熱風発生炉、22…再燃焼室、26…熱交換器、28…誘引ファン、30…煙突、31…外熱ジャケット、32…第2燃焼炉(外熱キルン炉)、34…冷却機、36…粒径選別機、42…熱処理炉(内熱キルン炉)、43…熱風発生炉。
【技術分野】
【0001】
本発明は、塗工紙において1斤量下(約6〜15g/m2低減)であっても見栄えが低下せず、白色度、白紙光沢度、不透明度、剛度及び印刷適性に優れた塗工紙に関する。特に、坪量が85〜98g/m2の厚物塗工紙に関する。
【背景技術】
【0002】
近年、省資源化による環境負荷の低減、二酸化炭素排出量の削減の取り組みから、紙分野においては、従来と同程度の品質(白色度、白紙光沢度、剛度、不透明度)でありながら、より軽量である紙が求められている。塗工紙分野においては、高精細な印刷物を得るために印刷光沢度についても満足する必要がある。
【0003】
塗工紙は、塗工液の塗工量や塗工層表面の平坦化処理の度合い、要求品質に応じて、アート紙(A1グレード)、塗工紙(A2グレード)、軽量塗工紙(A3グレード)、微塗工紙に分類され、A1グレードの塗工紙は、高級美術書や、雑誌の表紙、口絵、カレンダー、ポスター、ラベル、煙草包装用などの、高精細な印刷を要求されるものに使用され、A2グレードの塗工紙はカタログ、パンフレット等の見栄えが必要とされる商業印刷等に使用され、A3グレードの塗工紙および微塗工紙は、チラシ等の商業印刷等に利用されている。
【0004】
近年の不況下において、より安価な塗工紙に対する要求が高くなっている。より安価な紙とは、単位面積あたりの重量(坪量)が少ない紙である。しかしながら単に紙の坪量を低下させると、特に紙の厚み(紙厚)、不透明度、剛度(紙腰)が低下する問題があり、さらには見栄え(白色度および白紙光沢度)、印刷適性も低下する。
【0005】
特にA2グレードの塗工紙においては、現在84.9g/m2、104.7g/m2、127.9g/m2、157g/m2の坪量が一般的であるが、これら厚物の塗工紙においては、例えば104.7g/m2の塗工紙の代替として84.9g/m2を使用し、坪量を約20g/m2低減すると、上述した紙の厚み、不透明度、剛度(紙腰)が大幅に低下しやすく、また、見栄え(白紙光沢および白色度)、印刷適性も低下する。
【0006】
このため、これら従来の坪量製品と比較して、厚み、剛度、不透明度、見栄え(白紙光沢および印刷光沢)さらには印刷適性が同程度でありながら、坪量を低減した塗工紙に対する要求が高くなっているが、上記品質を維持したまま単に坪量を低減する方法では、坪量を約5g/m2程度低減することが限界であった。
【0007】
塗工紙の見栄えと白紙光沢度を向上させる技術としては、塗工層に金属ロールや弾性ロールからなる平坦化設備にて平坦化処理(カレンダー処理)を施して塗工紙の印刷面を平坦にする方法が一般的だが、この方法によると、塗工紙が潰れやすくなり、紙厚が低下するだけでなく剛度も低下する。
【0008】
紙厚の低下を防止する技術としては、嵩高剤を含有させて紙厚を向上させる方法があるが(引用文献1を参照)、嵩高剤は繊維の繊維間結合を阻害する薬品であるため、印刷時にブリスター(火ぶくれ)が発生しやすくなる問題がある。特にA2コート紙のごとく比較的高級印刷に用いられる塗工紙においてブリスターは重大な品質欠陥であり、また、一般にブリスターは坪量が高くなるほど発生しやすいため、坪量の高いA2コート紙においては、坪量の低いA3コート紙や微塗工紙に比べてブリスターが発生しやすい問題があり、嵩高剤を含有させることは好ましくない。紙厚および不透明度を向上させるため機械パルプを含有させる方法もあるが、機械パルプは剛直であり、毛羽立ちやラフニング(印刷後に繊維が浮き出る)が発生しやすくなり、印刷適性が低下しやすい。
【0009】
印刷適性が良い塗工紙を得るためには塗工量を増加させることが一般的であるが、無機粒子からなる塗工層はパルプからなる基紙に比べて密度が高く嵩が低いため、十分な紙厚を達成しにくい。
不透明性が高い塗工紙を得るためには、填料含有量を増加させることが一般的であるが、填料はパルプ繊維の絡み合いを阻害するため含有量が多くなると、基紙の内部強度が低下して印刷時にブリスター(火ぶくれ)欠陥が発生したり、塗工紙表面の強度が弱くなるため印刷物に印刷抜け(ピッキング)が発生するなどの問題がある。
【0010】
上述のとおり、特に紙の見栄え、紙厚、不透明度、さらには印刷適性、剛度、白紙光沢度を維持しながら坪量を低減するためには、5g/m2程度の低下が限界であった。例えば6g/m2以上、さらには10g/m2以上、特に15g/m2程度坪量を低下させても上記品質を維持した塗工紙は、未だ得られていなかった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開2005−248379号公報
【特許文献2】特開2009−079327号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明が解決しようとする主たる課題は、坪量が85〜98g/m2と坪量が低い塗工紙でありながら、坪量が6g/m2以上、さらには10g/m2以上、特に15g/m2以上と高い塗工紙と比較して、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて印刷適性及び剛度、白紙光沢度が低下しない塗工紙を提供することである。
【課題を解決するための手段】
【0013】
本発明は、基紙上に、顔料および接着剤を含む塗工層を設けた塗工紙であって、坪量が85〜98g/m2、紙厚が75〜95μm、剛度(縦)が58以上、不透明度が91%以上であり、前記基紙が填料を含み、前記填料の配合量が、前記基紙100質量%に対して2〜10質量%であり、前記填料が、シリカとシリカ以外の無機粒子とからなる複合粒子である、ことを特徴とする、塗工紙である。
【0014】
前記顔料として、少なくともクレーを含有し、前記クレーが粒子径分布において0.1μm以上1.0μm未満および1.0μm以上10.0μm未満の範囲それぞれに極大値を有することが好ましい。
【0015】
前記基紙に対する前記塗工層の質量割合が、0.34〜0.53であることが好ましい。
【0016】
前記塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維のルンケル比が、0.4〜2.0であることが好ましい。
【0017】
前記塗工層が少なくとも2層であり、前記基紙に接する下塗り塗工層の塗工量に対する、前記基紙から最も遠い最表層塗工層の塗工量の質量割合が、1.5〜1.9であることが好ましい。
【発明の効果】
【0018】
本発明によれば、坪量が85〜98g/m2と坪量が低い塗工紙でありながら、坪量が6g/m2以上、さらには10g/m2以上、特に15g/m2以上と高い塗工紙と比較して、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて印刷適性及び剛度、白紙光沢度が低下しない塗工紙を提供することができる。
【図面の簡単な説明】
【0019】
【図1】本発明で好適に用いる、再生粒子または再生粒子凝集体の製造設備の概要図である。
【図2】第2燃焼炉の概要図で、(a)は縦断面図、(b)は内面の展開図である。
【発明を実施するための形態】
【0020】
以下、本発明の実施の形態に係る塗工紙について説明する。なお、本発明は必ずしも以下の実施形態に限定されるものではなく、特許請求の範囲を逸脱しない範囲内において、その構成を適宜変更できることはいうまでもない。
【0021】
本形態の塗工紙は、基紙の表面及び/又は裏面上に顔料及び接着剤を主成分とする塗工層が設けられたものである。
本発明では、塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維について、FiberLab.(Kajaani社)を用いて測定した中心線繊維長を、繊維長とした。
【0022】
ルンケル比についてもFiberLab.(Kajaani社)により測定された繊維幅、繊維壁厚より算出されたものである。本発明で用いるルンケル比は、R.O.H.Runkelが1940年にWachbl.Papierfabr.誌上で発表したパラメータであり、(ルンケル比)=(繊維壁厚の2倍)/(繊維内腔径)で算出される。ルンケル比が大きいほど剛直な繊維であることを示している。
【0023】
(パルプ)
本発明に用いるパルプは、塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維について、繊維長0.05mmごとに分類して得られる繊維長分布において、繊維長0.10mm以上0.65mm未満の範囲に、最も大きな値を有することが好ましい。さらに好ましくは0.15mm以上0.60mm未満の範囲、より好ましくは0.20mm以上0.55mm未満の範囲である。パルプ繊維の繊維長分布における最大値をこの範囲内とすることで、紙の白色度、紙厚、不透明度、さらには印刷適性、剛度、白紙光沢度を維持しながら、坪量を6g/m2以上、さらには10g/m2以上、特に15g/m2以上低減することができる。
【0024】
繊維長0.10mm未満の繊維が多く、繊維長0.10mm以上0.65mm未満の範囲に最も大きな値を有していない場合は、微細繊維が多いため基紙が密に詰まり紙厚が低下しやすいだけでなく、充分な剛度が得られにくいため好ましくない。繊維長0.65mmを超過する繊維が多く、繊維長0.10mm以上0.65mm未満の範囲に最も大きな値を有していない場合は、長繊維が多く部分的に紙厚が増加しやすく、毛羽立ちやラフニングが発生して印刷適性(印刷後の見栄え)に劣りやすいため好ましくない。加えて、塗工層表面に長繊維が浮き出しやすくなるため白紙光沢度が低下しやすい。
【0025】
繊維長分布で繊維長0.10〜0.65mmの範囲に最大値を有するパルプ繊維を好適に得るには、従来一般に使用されている叩解方法を用いてフリーネスを調整すれば良く、例えばビーター、コニカルリファイナー、円筒型リファイナー、ディスクリファイナー(SDR、DDR)を用いることができる。例えばDDRを用いてフリーネスを約30〜300mlにまで叩解すれば良い。叩解して得られたパルプ繊維は、異なる繊維長を有する他のパルプと混合して用いることもでき、その場合は混合後のパルプ繊維が、離解後の繊維長で0.10〜0.65mmの範囲に最大値を有するよう、繊維長の異なる他のパルプとの配合割合を調整すれば良い。
【0026】
本発明においては、離解パルプのルンケル比が0.4〜2.0であることが好ましく、0.6〜1.0であることが更に好ましい。ルンケル比が大きい(壁厚が大きい)ほど、剛直な繊維であり紙厚は高くなるが、一方で毛羽立ちおよびラフニングが悪化して印刷適性や白紙光沢度が低下しやすくなり、ルンケル比が小さい(壁厚が小さい)と、十分な紙厚や剛度が得られにくい。本発明においては、ルンケル比を好ましくは0.4〜2.0、より好ましくは0.6〜1.0とすることで、紙厚、不透明度、白紙光沢度、剛度が高く、毛羽立ちおよびラフニングが少なく印刷適性に優れる塗工紙が得られやすくなる。例えばルンケル比が0.4未満であったり、2.0を超過する場合に比べて、坪量を6g/m2以上、さらには10g/m2以上、特に15g/m2以上低減しても、見栄えが低下せず、白色度、不透明度、白紙光沢度、剛度、及び、印刷適性に優れた塗工紙が得られやすい。ルンケル比が0.4を下回ると、坪量が85〜98g/m2の塗工紙では紙厚が75μm未満となりやすく、剛度も低下しやすいため好ましくない。ルンケル比が2.0を超過すると紙厚が高くなりやすいものの、塗工層表面に毛羽立ちやラフニングが発生しやすくなるため好ましくない。
【0027】
ルンケル比は、パルプの原料として用いる木材の樹種を選別することで調整できる。
【0028】
針葉樹では、クロマツやツガは繊維幅が小さく壁厚が大きいためルンケル比が大きく(約4以上)、一方、モミ、トドマツ、アカマツ、ヒメコマツは繊維幅が大きく壁厚が小さいためルンケル比が小さく(約1〜2)、カラマツ、エゾマツ、スギ、ヒノキ、ヒバは更に小さい(約1以下)。
【0029】
広葉樹では、ブナ、アカガシはルンケル比が大きく(約4以上)、マカンバ、ミズナラ、カツラ、ハリギリ、ヤチダモはルンケル比が小さく(約1〜2)、ドロノキ、シナノキ、キリ、アスペン、バーチ、メープルは更に小さい(約1以下)。
【0030】
本発明に用いるパルプは、離解パルプの繊維長が0.10〜0.65mmの範囲に、最も大きな値を有することが好ましく、かつルンケル比が0.4〜2.0、好ましくは0.6〜1.0となるよう、繊維長が長い針葉樹を用いることが好ましい。本発明においては、坪量が85〜98g/m2と低い塗工紙であるにもかかわらず、紙厚が75〜95μmと十分な紙厚を有するので、引張強度や引裂強度などの強度が低くなりやすくなる。強度の低下を防止するために、本発明においては、離解後パルプのルンケル比が0.4〜2.0(より好ましくは0.6〜1.0)のパルプを用いることが好ましい。
【0031】
上記樹種からパルプを製造する方法は、従来一般に製紙用途で使用される方法を用いることができ、パルプとしては化学パルプ、機械パルプ等を使用することができる。
【0032】
化学パルプとしては、例えば、未晒針葉樹パルプ(NUKP)、未晒広葉樹パルプ(LUKP)、晒針葉樹パルプ(NBKP)、晒広葉樹パルプ(LBKP)等を原料パルプとして使用することができるが、より白色度の高い塗工紙を得るためには、晒パルプであるNBKP、LBKPを用いることが好ましい。
【0033】
機械パルプとしては、例えば、ストーングランドパルプ(SGP)、加圧ストーングランドパルプ(PGW)、リファイナーグランドパルプ(RGP)、ケミグランドパルプ(CGP)、サーモグランドパルプ(TGP)、グランドパルプ(GP)、サーモメカニカルパルプ(TMP)、ケミサーモメカニカルパルプ(CTMP)、リファイナーメカニカルパルプ(RMP)等が挙げられる。この中でもサーモメカニカルパルプを用いると、異物が少なく紙の強度(剛度)も高いため好ましい。
【0034】
また、化学パルプや機械パルプを使用した古紙から再生される古紙パルプも使用することができ、例えば、雑誌古紙、チラシ古紙、オフィス古紙、上白古紙等から製造される離解・脱墨古紙パルプ、離解・脱墨・漂白古紙パルプ等が挙げられる。
【0035】
上記パルプの中でも機械パルプを用いると、短繊維長の繊維が得られやすく、離解後の繊維長が0.10〜0.65mmの範囲となりやすいため好ましい。特にサーモメカニカルパルプやケミサーモメカニカルパルプを用いると、離解後の繊維長が0.10〜0.65mmの微細繊維が多い一方でシャイブ(結束繊維)が少なく、見栄えに優れるパルプおよび塗工紙が得られやすいため好ましい。
【0036】
本発明の原料パルプには、例えば、内添サイズ剤、紙力増強剤、紙厚向上剤、歩留向上剤等の、通常塗工紙に配合される種々の添加剤を、その種類及び配合量を適宜調整して内添することができる。
【0037】
(填料)
上記原料パルプに、内添の填料としてシリカとシリカ以外の無機粒子とからなる複合粒子を含有することが必須である。シリカとシリカ以外の無機粒子とからなる複合粒子は、従来一般に使用される炭酸カルシウムやタルク、クレーとは、その構成成分や形状が異なり不透明性に優れるため、塗工紙の不透明性を維持したまま基紙中の填料使用量を低減することができる。填料の含有量を低減することにより、基紙中のパルプ繊維同士の絡み合いが良好となるため、得られる塗工紙の剛度を向上させることができる。シリカおよびシリカ以外の無機粒子とからなる複合粒子を使用することに加えて、より好ましくは、前述したルンケル比や繊維長分布、後述する顔料塗工層の顔料の粒子径や、基紙および塗工層の質量割合、塗工層が2層の場合は上塗り塗工層と下塗り塗工層の割合を特定の範囲内とすることで、より不透明性および剛度、白色度、白紙光沢度、印刷適性を向上させることができる。
シリカおよびシリカ以外の無機粒子とからなる複合粒子以外にも、本発明の効果を阻害しない範囲で、従来製紙用途で用られている填料を添加することができる。填料としては、例えば軽質炭酸カルシウム、タルク、二酸化チタン、クレー、焼成クレー、合成ゼオライト、シリカ等の無機填料や、ポリスチレンラテックス、尿素ホルマリン樹脂等が挙げられる。
【0038】
(再生粒子)
本発明では填料として、不透明度に優れたシリカとシリカ以外の無機粒子とからなる複合粒子を用いるが、シリカ以外の無機粒子として再生粒子または再生粒子凝集体を使用すると、より填料使用量を低減でき、特に不透明性および剛度に優れた塗工紙が得られるため好ましい。
【0039】
(再生粒子および再生粒子凝集体の製造工程)
再生粒子は、古紙パルプを製造する古紙処理設備の脱墨工程においてパルプ繊維から分離された脱墨フロスや、製紙工場の排水から分離された製紙スラッジを主原料として、前記主原料を脱水、乾燥、燃焼及び粉砕工程を経て得られる。製造方法は、例えば特許第3869455号公報の記載の製法を用いることができる。内添填料として用いる場合は、公知の粉砕方法により粒子径を0.5〜十数μmにまで粉砕して粒子径を調整することが好ましい。粒子径が0.5μmよりも小さいと歩留りが悪く抄紙機系内において異物化しやすいため好ましくなく、十数μmよりも大きいと地合が悪化したり、強度(引張強度や引裂強度)が低下する可能性があるため好ましくない。
ここで再生粒子の粒子径は、レーザー解析式粒度分布測定装置「SALD−2200型」島津製作所社製により測定した体積平均粒子径である。
【0040】
上記方法で製造した再生粒子は、個々の粒子が幾つか集まって凝集した再生粒子凝集体を形成しており、ランチュウの肉瘤状のような、不定形な形をしている。この不定形性により、基紙に含有させた場合は紙厚が出やすく、また、高不透明度の粒子であるため填料含有量を低減でき剛度が高くなりやすいため好ましい。
【0041】
これら再生粒子は、カルシウム、ケイ素及びアルミニウムを酸化物換算で30〜82:9〜35:9〜35の質量割合で含む。好ましくは、40〜82:9〜30:9〜30の質量割合、より好ましくは、60〜82:9〜20:9〜20の割合である。
【0042】
焼成工程において、再生粒子または再生粒子凝集体のカルシウム、ケイ素及びアルミニウムの酸化物換算割合を調整するための方法としては、脱墨フロスにおける原料構成を調整することが本筋ではあるが、乾燥・分級工程、焼成工程において、出所が明確な塗工フロスや調整工程フロスをスプレー等で工程内に含有させる手段や、焼却炉スクラバー石灰を含有させる手段にて調整することも可能である。
【0043】
例えば、再生粒子や無機粒子凝集体中のカルシウムの調整には、中性抄紙系の排水スラッジや、塗工紙製造工程の排水スラッジを用い、ケイ素の調整には、不透明度向上剤としてホワイトカーボンなどが多量に添加されている新聞用紙製造系の排水スラッジを、アルミニウムの調整には酸性抄紙系等の硫酸バンドの使用がある抄紙系の排水スラッジや、タルク使用の多い上質紙抄造工程における排水スラッジを適宜用いることができる。
【0044】
〔付帯工程〕
製造設備において、より品質の安定化を求めるには、再生粒子や再生粒子凝集体の粒度を、各工程で均一に揃えるための分級を行うことが好ましく、粗大や微小粒子を前工程にフィードバックすることでより品質の安定化を図ることができる。
【0045】
また、乾燥工程の前段階において、脱水処理を行った脱墨フロスを造粒することが好ましく、更には、造粒物の粒度を均一に揃えるための分級を行うことがより好ましく、粗大や微小の造粒粒子を前工程にフィードバックすることでより品質の安定化を図ることができる。造粒においては、公知の造粒設備を使用でき、回転式、攪拌式、押し出し式等の設備が好適である。
【0046】
製造設備においては、再生粒子や再生粒子凝集体以外の異物を除去することが好ましく、例えば古紙パルプ製造工程の脱墨工程に至る前段階のパルパーやスクリーン、クリーナー等で砂、プラスチック異物、金属等を除去することが、除去効率の面で好ましい。特に鉄分の混入は、鉄分が酸化により微粒子の白色度低下の起因物質になるため、鉄分の混入を避け、選択的に取り除くことが推奨され、各工程を鉄以外の素材で設計又はライニングし、磨滅等により鉄分が系内に混入することを防止するとともに、更に、乾燥・分級設備内等に磁石等の高磁性体を設置し選択的に鉄分を除去することが好ましい。
【0047】
〔シリカ複合再生粒子、シリカ複合再生粒子凝集体〕
本発明においては、一般に製紙用途で使用する填料、すなわち、炭酸カルシウム(重質および軽質)、クレー、タルクなどをシリカで複合したシリカ複合無機粒子を用いる。好ましくは、上述の再生粒子または再生粒子凝集体の表面をシリカで複合したシリカ複合再生粒子またはシリカ複合再生粒子凝集体を用いると、より嵩高で不透明度が高い粒子となるため、填料含有量を低減させることができ、高い紙厚および不透明性を有する塗工紙を得ることができる。特に本発明のごとく、紙の剛度の低下を防止するためには、パルプ繊維同士の繊維間結合を阻害する填料を少なくする必要があるが、填料が減少すると不透明度が低下し易くなるため、不透明性と剛度との両立を図ることが困難であった。しかしながら本発明においては、填料としてシリカおよびシリカ以外の無機粒子からなる複合粒子、特に不透明性に優れたシリカ複合再生粒子またはシリカ複合再生粒子凝集体を用いることで填料配合量を低減できるため、不透明性および剛度、紙厚、印刷適性の全てに優れた塗工紙が得られやすくなる。
【0048】
再生粒子または再生粒子凝集体にシリカを析出させる好適な方策としては、特許第3907688号公報や、特許第3935496号公報に記載の方法で行うことが出来る。但し、次のとおり行うことで、より不透明性に優れたシリカ複合再生粒子またはシリカ複合再生粒子凝集体が得られるため好ましい。
【0049】
<シリカ複合粒子>
次に本発明のシリカ複合粒子について、シリカ複合再生粒子を例に取り、製造方法も示しながらさらに詳説する。
【0050】
(シリカ複合処理工程)
上述のようにして製紙スラッジや脱墨フロスを主原料とする再生粒子を珪酸アルカリ水溶液に添加・分散しスラリーとするとともに、撹拌しながら50℃〜100℃の温度範囲で、鉱酸を添加する。より望ましくは少なくとも2段階に分けて添加し、シリカ複合の反応を行う。
【0051】
本形態の再生粒子の填料用途等への好適な粒子径は、粒子径0.5μm〜十数μm、好適には1.0〜3.0μmである。粉砕工程後における再生粒子の粒子径は、レーザー解析式粒度分布測定装置「SALD−2200型」島津製作所社製により測定した体積平均粒子径である。
【0052】
再生粒子の粒子径が0.5μmより過度に小さいと、シリカ複合時に十分な粒度がえられないおそれがあるほか、シリカを複合させる際にガラス状に目詰まりさせるおそれがある。本発明の範囲内であると、シリカ複合反応を十分に促進できる。他方、過度に大きい粒子径では過大なシリカ複合再生粒子が生じやすく、不透明性が低下する恐れがある。
【0053】
シリカ複合は、再生粒子表面に粒子径10〜20nm(走査型電子顕微鏡による実測の粒子径)のシリカゾル粒子を生成させる反応操作である。シリカゾル粒子の粒子径は、反応時の撹拌条件、鉱酸の添加条件などによりコントロール可能である。
【0054】
本発明者等は、従来は内添する微細粒子の全細孔による細孔容積が吸油量や不透明度の指標とされていた知見を越えて、実質の吸油性は無機微粒子の細孔容積だけでなく、無機微粒子の粒子間に油を保持する能力の寄与が高いことを知見し、鋭意検討を重ね、本発明にて好適に用いることができるシリカ複合再生粒子においては、細孔半径が10,000オングストローム以下の細孔が前記の実質の吸油性に大きく寄与していることを見出している。
【0055】
本発明においてえられるシリカ複合再生粒子の細孔容積は、水銀圧入式ポロシメーター(テルモ社製「PASCAL 140/240」)を用いた測定値で、10,000Å以下の領域の細孔容積が0.30〜1.10cc/gであり、好適には0.43〜1.03cc/g、より好ましくは0.47〜1.00cc/gである。
【0056】
10,000Å以下の領域の細孔の細孔容積が0.30cc/g未満では、十分な吸油量の発現がえられず、1.10cc/gを超えると吸油量の向上が見られるものの、不透明度の低下が生じやすい。
【0057】
本発明における好適な態様においては、えられるシリカ複合再生粒子の粒子径を1.0〜10.0μmの範囲とすること、さらにはシリカ複合再生粒子に含まれる酸化物換算でのシリカの比率を6.0〜42.0質量%とすることで、高い吸油量と不透明度向上効果をえることができる。
【0058】
珪酸アルカリ水溶液に関しては特に限定されないが、珪酸ナトリウム溶液(3号水ガラス)が入手に容易である点で望ましい。珪酸アルカリ溶液の濃度は水溶液中の珪酸分(SiO2換算)で3〜10質量%が好適である。10質量%を超えると再生粒子とシリカとが複合された複合体ではなく、再生粒子がホワイトカーボンで被覆されてしまい、芯部の再生粒子の多孔性、光学的特性が発揮されなくなってしまう危険性がある。また、3質量%未満では複合粒子中のシリカ成分が低下するため、シリカ複合再生粒子が形成しにくくなってしまう。
【0059】
再生粒子または再生粒子凝集体を珪酸アルカリ水溶液に添加、分散しスラリーを調製する場合におけるスラリー濃度は、8〜14質量%が望ましい。スラリー濃度を調整することにより、形成される再生粒子のシリカ複合再生粒子の粒径がコントロールされると同時に再生粒子とシリカの組成比率が決まる。本発明で使用される鉱酸としては希硫酸、希塩酸、希硝酸などの鉱酸の希釈液等が挙げられるが、価格、ハンドリングの点で希硫酸が最も望ましい。さらに、希硫酸を使用する場合の添加時の濃度は、生産効率向上と複合シリカの均質性の面から4〜10N程度の濃度で鉱酸を添加することが好ましい。4N未満では反応が遅く、10Nを超えると局部的な反応が生じ、不定形や偏在するシリカ複合粒子が発生しやすい問題が生じる場合がある。また、鉱酸添加量が多いほど短時間内にシリカが析出するので、それらの条件に併せて添加速度を調整することが望ましい。5分以内の添加は、均一な反応系の構成が不十分になる。
【0060】
本発明で用いる再生粒子または再生粒子凝集体は、カルシウム、アルミニウム、シリカを構成元素として含有しているために、過度の濃度の鉱酸添加は、再生粒子の変質を生じる恐れがある。
【0061】
前述のように、本発明は、再生粒子または再生粒子凝集体に対して珪酸アルカリ水溶液を固形分比で、100:5から100:15の割合で添加・分散しスラリーとするとともに、撹拌しながら50〜100℃の温度範囲で、鉱酸を少なくとも2段階に分けて添加し、シリカ被覆の反応を行うものである。
【0062】
再生粒子または再生粒子凝集体に対する珪酸アルカリ水溶液の割合が、固形分比で100:5より少ないと、えられるシリカ複合再生粒子のシリカ複合効果が低く不透明性の向上効果がえられにくく、100:15を超える割合では、吸油量が増加する傾向が顕著になるため、本件発明において好適に用いられる塗工紙の基紙として用いた場合に塗工液の基紙への浸透が過度になり、塗工面の平坦性や基紙表面の被覆性が損なわれ、印刷適性が低下する問題が生じやすい。
【0063】
再生粒子を珪酸アルカリ水溶液に添加する段階において、珪酸アルカリ水溶液の温度を50℃以上の温度に加温することもできるし、その後に加熱することもできる。予め、珪酸アルカリ水溶液の温度を50℃以上の温度に加温した状態で、多孔性の再生粒子を添加すると、加熱による流動性が向上するため、スラリーを均質化させることが容易になり、より均質な珪酸アルカリおよび再生粒子の混合スラリーをえることができる。
【0064】
他方で、均質化した珪酸アルカリと再生粒子のスラリーを調製した後に、加熱撹拌することもできる。この場合の熱源としては、公知の熱源が利用できるが、例えば工場内の生蒸気(例として13kg/m2、120℃)を吹き込むことにより、昇温時間の短縮が図れるとともに、再生粒子スラリーを添加した際の温度低下を防ぎ、迅速に昇温と反応を進めることが可能になり、生産効率向上が図れる。
【0065】
本発明でのシリカ複合再生粒子の製造時の反応温度に関しては、50〜100℃のスラリー温度範囲、特に50〜98℃のスラリー温度範囲が望ましい。本発明者らの鋭意検討の結果から、本発明に使用する再生粒子との反応温度はシリカの生成、結晶成長速度および形成されたシリカ複合再生粒子の力学的強度に影響を及ぼす。反応温度が50℃未満ではシリカの生成・成長速度が生じないかまたは遅く、シリカ複合再生粒子のシリカ複合性に劣り、充分に複合しにくく、填料内添紙の抄造時にかかる剪断力で複合が壊れやすい。100℃を超えると、水系反応であるためオートクレーブを使用しなければならないため反応工程が複雑になってしまう。しかも、過度に反応が進み、緻密なシリカ複合再生粒子形態となり、えられるシリカ複合再生粒子の不透明度が低下し目的のものが行われにくい。
【0066】
本発明では、鉱酸の少なくとも2段の添加と、その際の温度管理を行うのが望ましい。すなわち、第1段階目の鉱酸添加時のスラリー温度が50〜75℃であり、第2段階目以降の鉱酸添加時のスラリー温度が少なくとも第1段階目よりも10℃以上昇温することが望ましい。具体的に望ましい温度条件としては、第1段階の液温を50〜75℃、第2段階を70以上〜100℃と鉱酸の添加段数に併せて昇温させること、反応の最終段階で90℃以上で98℃以下の温度状態にすることであり、これらの温度条件によって、より均質なシリカ複合再生粒子をえることができる。
【0067】
最終反応液のpHは8.0〜11.0が好ましく、8.3〜10.0がより好ましく、8.5〜9.0が最も好ましい。
【0068】
従来の珪酸アルカリと鉱酸を反応させてえられるホワイトカーボンの製造においては、珪酸アルカリと鉱酸の反応を完了させるため、pH5.5〜7.0になるまで硅酸アルカリ中に鉱酸を添加する方法が採用されているが、pHが7.0以下と酸性領域になるまで鉱酸を添加すると、再生粒子に含まれるカルシウム成分が水酸化カルシウムに変化しやすくなり、えられるシリカ複合再生粒子の粒子径が過度に低下したり、形状が不均質になり、紙への歩留り低下や紙粉の発生、十分な不透明性がえられにくくなるため好ましくない。pHが11.0を超えると、硅酸アルカリと鉱酸の反応が鈍り、再生粒子表面にシリカが複合しにくくなるため、十分な不透明性がえられにくい問題が生じやすい。
【0069】
鉱酸の添加を1段階で行う場合、鉱酸の添加時間を、pHが1低下するのに40分以上添加時間がかかるように添加量を設定することが好ましい。
【0070】
本発明において前述のように鉱酸は2段階以上で添加するのが望ましい。この場合、各段階における鉱酸の添加量を均等に添加することが均質なシリカ複合をえるうえで好ましい。また、1段階の添加(硅酸アルカリ水溶液に対して鉱酸が20〜50%の中和率となるまでの添加)後に、5分〜20分程度の保留時間を作ることで、シリカ複合反応に保留状態を設け、再生粒子表面に均質にシリカを複合させ、第2段階目の鉱酸添加により、さらにシリカの積層複合化を促進させることが可能になり、再生粒子の表面に、より均一にシリカを複合することができる。
【0071】
1段階の鉱酸添加時間は、10分〜45分の時間がかかるように添加量を設定することが、再生粒子表面にシリカを均等に複合させるにおいて好ましい。2段階以上で鉱酸を添加する場合も、鉱酸の添加時間をpHの変動においてpHが1低下するのに10〜120分程度の時間がかかるように添加量を設定することが、均質なシリカ複合に好ましい。
【0072】
本反応工程における撹拌は、例えば未反応ゾーンを作らないため、撹拌羽根を逆転させるなどして乱流を生じさせ、あるいは邪魔板を撹拌槽内に設けるなどの撹拌手段を採用することが好ましい。
【0073】
えられるシリカ複合再生粒子の粒子径は0.5〜10.0μm、シリカ複合再生粒子は、好ましくは、カルシウム、ケイ素およびアルミニウムを、酸化物換算で40〜83:6〜42:7〜18の質量%割合とする。この成分分析は、堀場製作所製のX線マイクロアナライザーを用い、加速電圧(15KV)にて元素分析を行い、構成成分より酸化物換算した値である。
【0074】
えられるシリカ複合再生粒子のより好適な粒子径は0.6〜9.7μm、最も好適な範囲は1.3〜9.0μm、より好適には2.0〜8.8μmである。
【0075】
シリカ複合再生粒子の粒子径が0.5μm未満では、シリカ複合の効果が十分に発現できず、吸油量及び不透明度の向上効果が得にくい。シリカ複合再生粒子の粒子径が10.0μmを超えると、塗工紙用の基紙に用いる填料としては、塗工液の吸収能力が過大となり、塗工層表面の平坦性を阻害するだけでなく、引張り、引裂き等の所謂紙質強度の低下や紙粉、抄紙設備の汚損をまねく問題が発現しやすい。
【0076】
シリカ成分を複合させた後における、酸化物換算でのシリカ(珪素)の比率を6.0〜42.0質量%とすることで、えられるシリカ複合再生粒子を用いた塗工紙の印刷不透明度の向上効果をえることができる。
【0077】
好適にはシリカ成分の割合を38.0〜42.0質量%、さらに好適には39.0〜42.0質量%とすることが好ましい。シリカ成分の比率が6.0質量%未満では、十分にシリカ複合が行なえていないため、吸油量、不透明度の向上がえられにくく、シリカ成分の比率が42.0質量%を超えると微細なシリカ粒子の充填が過度となり吸油量、不透明度の低下をまねく問題が生じる場合がある。
【0078】
シリカ複合による付随効果として、シリカ複合により、白色度が向上する。白色度向上により白紙不透明度は低下する傾向が生じるものの、高い吸油量を有するシリカ複合再生粒子を用いることで、塗工紙に用いられるオフセットインクを用紙内部で吸収できるため、印刷不透明度をさらに向上させることができる。
【0079】
シリカを再生粒子に複合させることで、再生粒子のもつカチオン性とシリカのアニオン性により繊維間結合を適度に阻害し、嵩高性を発揮する。
【0080】
(用途または適用)
本発明のシリカ複合再生粒子は、元来ポーラスな再生粒子の表面をシリカで複合したものであることから比表面積が大きく、これを内添用の填料や塗工用顔料として使用すると、白色度と不透明度が高い紙をえることができる。
【0081】
さらに、シリカ複合再生粒子の吸油量は、50〜180ml/100gの範囲が好ましい。これは、この範囲のシリカ複合再生粒子を内添填料として使用する場合、紙層中において、シリカ複合再生粒子が紙層中に含浸されるインクのビヒクル分や有機溶剤等を吸収し、用紙の印刷不透明度が低下するのを抑制し、また、インクのビヒクル分や有機溶剤等を吸収することで、インク乾燥性やニジミの防止効果が顕著になるためである。一方、吸油量が50ml/100g未満の場合には上記の効果が十分でなく、シリカ複合再生粒子がインクの吸収・乾燥性を阻害する傾向が生じる場合がある。また吸油量が180ml/100gを超えると、インクの吸収性が高いためインクの沈みこみ、いわゆる発色性が劣る問題が生じる場合がある。
【0082】
シリカ複合粒子の吸油量は、シリカ複合反応工程における反応温度、添加時間、保留時間、pH、粘度調整や、用いる再生粒子の燃焼手段、粒子径などにより調整可能であるが、シリカ複合反応において10,000Å以下の細孔容積が0.30〜1.10cc/gとなるように調整すると、高い吸油量を示し、紙の不透明度を向上できるシリカ複合再生粒子を得ることができ、このシリカ複合再生粒子を含有したシリカ複合再生粒子内添紙においては、高い不透明度を得ることができる。
【0083】
以上、再生粒子を例にシリカ複合再生粒子の製造方法を詳述したが、再生粒子の代わりに再生粒子凝集体や、従来一般に製紙用途で填料として使用している炭酸カルシウム(重質および軽質)、タルク、クレー等を用いて、シリカ複合無機粒子を製造し、塗工紙に内添することができる。
このようにシリカを複合した粒子は、粒子表面がシリカで複合されているためワイヤー磨耗度が低くでき、填料として好適に使用することができる。紙に内添する無機粒子においては、粒子が硬いと抄紙機のワイヤー(網部)を傷つけやすくなり、ワイヤー寿命を縮めるため好ましくない。しかしながら本発明のごとく、ワイヤーを傷つけにくい柔らかい無機粒子である、シリカで複合した無機粒子、好ましくはシリカ複合再生粒子やシリカ複合再生粒子凝集体を用いることで、ワイヤー寿命を延長させることができる。
【0084】
ワイヤー磨耗度は、フィルコン式ワイヤー磨耗度試験で評価することができる。シリカと複合させる無機粒子として、磨耗度が約80mgの再生粒子凝集体を用いると、シリカ複合により磨耗度を約20mgにまで低下させることができ、内添填料として充分に使用可能な粒子を得ることができる。尚、重質炭酸カルシウムのワイヤー磨耗度は100mg以上、軽質炭酸カルシウムは約50mg、ホワイトカーボンは約15mgであり、おおむね50mg以下であれば、内添填料として使用できる。
【0085】
上述のとおり、填料として、シリカおよびシリカ以外の無機粒子からなる複合粒子、好ましくはシリカ複合再生粒子凝集体を用いると、高い不透明性を有する塗工紙を得ることができるため好ましい。とくに高い不透明性および剛度が必要とされる塗工紙においては、填料の含有量を低減しても、毛羽立ちやラフニングが発生しにくく、不透明度および白紙光沢度に優れる塗工紙が得られるため好ましい。
【0086】
これら填料の含有量は特に限定されないが、基紙100質量%に対して2〜10質量%となるよう添加する。さらには3〜8質量%がより好ましい。填料の配合量が10質量%を超過すると、パルプ繊維同士の結合が阻害されやすく剛度が低下する。填料の含有量を2質量%未満とすると、不透明度が向上しないばかりか、嵩(紙厚)が高くなりすぎて紙に柔軟性がなくなり毛羽立ちやラフニングが発生しやすくなる。尚、上記填料の含有量は、JISP8251「紙、板紙及びパルプ−灰分試験方法−525℃燃焼法」に準じて測定した灰分含有量である。
【0087】
本発明においては、上述のとおり、填料としてシリカおよびシリカ以外の無機粒子からなるシリカ複合無機粒子、好ましくはシリカおよび再生粒子を複合したシリカ複合再生粒子、またはシリカおよび再生粒子凝集体を複合したシリカ複合再生粒子凝集体を、基紙100質量%に対して2〜10質量%(より好ましくは3〜8質量%)含有させることで、不透明性、嵩高性、白色度、白紙光沢度、印刷適性、剛度のいずれをも向上させることができる。好ましくは再生粒子または再生粒子凝集体に対して珪酸アルカリを100:5から100:15の割合で添加し、50〜100℃、特に50〜98℃の温度範囲で、鉱酸を好ましくは2段階に分けて添加し、シリカ被覆の反応を行うものである。さらに好ましくは、50〜75℃で第1段階目の鉱酸を添加し、5分〜20分程度の保留時間の後、10℃以上昇温させ、好ましくは70〜100℃、特に好ましくは90℃以上で98℃以下で第2段階目以降の鉱酸を添加し、最終反応液のpHを8.0〜11.0、好ましくは8.3〜10.0、より好ましくは8.5〜9.0とすることで、粒子径が0.5〜10.0μm、好ましくは0.6〜9.7μm、さらに好ましくは1.3〜9.0μm、特に好ましくは2.0〜8.8μmであり、シリカ複合再生粒子に含まれる酸化物換算でのシリカの比率が6.0〜42.0質量%である、高い吸油量と不透明度向上効果を有するシリカ複合無機粒子をえることができる。
【0088】
このようなシリカ複合無機粒子を填料として含有させることで、紙厚、不透明度および剛度に優れた塗工紙が得られるため好ましい。特に、坪量が85〜98g/m2の塗工紙において、坪量が6g/m2以上、さらには10g/m2以上、特に15g/m2以上と高い塗工紙と比較して、紙の不透明度、白色度、紙厚、白紙光沢度、印刷適性、及び、剛度が同程度の塗工紙を得ることができるため好ましい。さらには、上述の填料に加え、パルプ繊維が繊維長分布で繊維長0.10〜0.65mmの範囲に最も大きな値を有することが好ましく、加えてルンケル比が0.4〜2.0(より好ましくは0.6〜1.0)であると、得られる塗工紙の不透明度、白色度、紙厚、白紙光沢度、印刷適性、及び、剛度が更に向上できるため好ましい。
【0089】
また、シリカ複合を施す粒子としては、再生粒子、再生粒子凝集体に限定されず、従来一般に製紙用途で使用する填料を用いることができる。すなわち、炭酸カルシウム(重質および軽質)、クレー、タルクなどを用いても良い。本発明においては、これら無機粒子を上述の方法でシリカ複合して得られたシリカ複合無機粒子を用いることができる。
【0090】
本形態において使用できる抄紙設備としては、特に限定されないが、ギャップフォーマからなるワイヤーパート、オープンドローのないストレートスルー型からなるプレスパート、シングルデッキドライヤーからなるドライヤーパート、フィルム転写型のロール塗工によるコーターパート(下塗り塗工)、ソフトカレンダーからなるプレカレンダーパート、ブレードコーターによるコーターパート(上塗り塗工)を組み合わせることが好ましい。上記構成では、例えば1300m/分以上の高速抄造においても、地合いが良好で、かつ、幅方向、流れ方向の乾燥ムラが少なくなり、また、フィルム転写型の下塗り塗工を行い、プレカレンダーで平坦化処理するため、特に平滑性に優れた塗工紙となる。これにより、後に続く上塗り工程における塗工ムラを低減でき、塗工層最表層表面の平滑性が向上する結果、印刷後に印刷面と白紙面とが重なった場合、接触部が均等となり、局所的なコスレ汚れが発生し難いため、白紙面全体としてコスレ汚れが目立たず、高級感を損ねにくい塗工紙が得られやすい。各パートで得られる効果は次の通りである。
【0091】
(ワイヤーパート)
ワイヤーパートとしては、長網フォーマや、長網フォーマにオントップフォーマを組み合わせたもの、あるいはツインワイヤーフォーマなどを使用することが出来るが、ヘッドボックスから噴出された紙料ジェットを2枚のワイヤーで直ちに挟み込むギャップタイプのギャップフォーマが、両面から脱水するため表裏差が少なく、コスレ汚れに表裏差が発生し難いため好ましい。
【0092】
(プレスパート)
ワイヤーパートでの紙層は、プレスパートに移行され、さらに脱水が行われる。プレス機としては、ストレートスルー型、インバー型、リバース型のいずれであってもよく、またこれらの組み合わせも使用することができるが、オープンドローを無くしたストレートスルー型が、紙を保持しやすく、断紙などの操業トラブルが少ないため、好ましい。脱水方式としては、通常行われているサクションロール方式やグルーブドプレス方式等の方法を使用することができるが、脱水性と平滑性とを向上できるシュープレスが、より好ましい。
【0093】
(ドライヤーパート)
プレスパートを通った湿紙は、シングルデッキ方式のプレドライヤーパートに移行し、乾燥が図られる。プレドライヤーパートは、断紙が少なく、嵩を落とすことなく高効率に乾燥を行える、ノーオープンドロー形式のシングルデッキドライヤーが好ましい。ダブルデッキ方式にて乾燥する方式も可能だが、キャンバスマーク、断紙、シワ、通紙等の操業性の面、また、幅方向、流れ方向のいずれでも均一な乾燥が得られる点で、シングルデッキ方式に劣る。
【0094】
(下塗り塗工)
以上のようにして製造された基紙に、表面の平滑性および白色度を向上させる目的で、顔料および接着剤を含む顔料塗工液を下塗り塗工することができる。下塗り塗工層は、単層でも良く、複数層であっても良い。
【0095】
下塗り塗工層に用いる顔料は特に制限は無く、一般的に製紙用途に使用できるものを用いることができる。例えば、クレー(カオリン、ろう石)や炭酸カルシウム、タルク、サチンホワイト、亜硫酸カルシウム、石膏、硫酸バリウム、ホワイトカーボン、焼成カオリン、構造化カオリン、珪藻土、炭酸マグネシウム、二酸化チタン、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウム、水酸化亜鉛、酸化亜鉛、酸化マグネシウム、ベントナイト、セリサイト等の無機顔料や、ポリスチレン樹脂微粒子、尿素ホルマリン樹脂微粒子、微小中空粒子、多孔質微粒子等の有機顔料等の中から、一種又は二種以上を適宜選択して配合しても良い。
【0096】
以上の顔料とともに塗工液に配合される接着剤の種類についても特に限定はないが、例えば、カゼイン、大豆蛋白等の蛋白質類;スチレン−ブタジエン共重合体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、スチレン−メチルメタクリレート−ブタジエン共重合体ラテックス等の共役ジエン系ラテックス、アクリル酸エステル及び/又はメタクリル酸エステルの重合体ラテックス若しくは共重合体ラテックス等のアクリル系ラテックス、エチレン−酢酸ビニル重合体ラテックス等のビニル系ラテックス、あるいはこれらの各種共重合体ラテックスをカルボキシル基等の官能基含有単量体で変性したアルカリ部分溶解性又は非溶解性のラテックス等のラテックス類;ポリビニルアルコール、オレフィン−無水マレイン酸樹脂、メラミン樹脂、尿素樹脂、ウレタン樹脂等の合成樹脂系接着剤;酸化澱粉、陽性化澱粉、エステル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体等の、通常塗工紙に用いられる接着剤が挙げられ、これらの中から一種又は二種以上を適宜選択して使用することができる。
【0097】
下塗り塗工液中の顔料と接着剤との割合には特に限定がないが、好ましくは顔料100質量部に対して接着剤が固形分比で3〜17質量部であり、より好ましくは5〜15質量部である。接着剤の量が3質量部未満では、下塗り塗工層の形成性が低下し、表面強度が低下し、印刷時に紙表面がインキに取られて、白抜けが発生する。他方、17質量部を超えると、接着剤の量が多すぎて塗工層が硬くなるため、印刷適性が悪化する。
【0098】
さらに下塗り塗工液(顔料塗工液)には、例えば、蛍光増白剤や蛍光増白剤の定着剤、消泡剤、離型剤、着色剤、保水剤等の、通常使用される各種助剤を適宜配合することもできる。
【0099】
基紙への下塗り塗工層の塗工量(固形分量)は、両面合計で、好ましくは7.8〜12.2g/m2、より好ましくは8.5〜11.5g/m2、特に好ましくは9.3〜10.7g/m2である。下塗り塗工層の塗工量が7.8g/m2未満では、基紙表面に未塗工部分が生じ易く、平滑性にムラが生じ、上塗り塗工後に白紙光沢度および印刷適性に劣るため好ましくない。12.2g/m2を超えると、上塗り塗工層との合計塗工量が多くなりやすく、基紙坪量が低下するため剛度に劣るため好ましくない。
【0100】
形成される下塗り塗工層の厚さは特に限定されないが、上塗り塗工層を設けた後の密度や平滑性、印刷ムラを考慮すると、8〜12μmであることが好ましい。
【0101】
このような下塗り塗工は、例えば、2ロールサイズプレスコーターやゲートロールコーター、ブレードメタリングサイズプレスコーター、ロッドメタリングサイズプレスコーター、又はシムサイザーやJFサイザー等のフィルム転写型ロールコーターや、ブレードコーター、エアーナイフコーター、カーテンコーター等の塗工装置を設けたオンマシンコーター又はオフマシンコーターによって、基紙上に一層又は多層に分けて塗工液が塗工される。但し、より下塗り塗工後の表面性を改善し、上塗り塗工後のコスレ汚れを低減するためには、被覆性が高く均一に塗工できる、フィルム転写型ロールコーターが好ましい。
【0102】
(プレカレンダーパート(平坦化処理))
下塗り塗工後の基紙は、上塗り塗工を行う前に、プレカレンダーによる平坦化処理を行うことが好ましい。平坦化処理を行うことで、下塗り塗工後の平滑性のムラを低減でき、上塗り塗工後の平滑性をも向上できる。特に本形態において、離解パルプの繊維長が0.10mm以上0.65mm未満のパルプ繊維を多く含み、かつルンケル比が0.4〜2.0のパルプ繊維を多く含む場合は、下塗り塗工後にプレカレンダー処理を行うことで、上塗り塗工後の塗工紙における毛羽立ちやラフニングを抑制しやすいため好ましい。
【0103】
(上塗り塗工)
次に、基紙の一方又は双方の面に、顔料及び接着剤を含む塗工液を上塗り塗工して上塗り塗工層を設ける。なお、この上塗り塗工層を1層設ける場合は、下塗り塗工層を設けるか否かにかかわらず、この上塗り塗工層が最表層であり、この上塗り塗工層を2層以上設ける場合は、その中の最も外側に形成される層が最表層である。以下では、上塗り塗工層が1層の場合を例に説明する。
【0104】
上塗り塗工層に用いる顔料としては、下塗り塗工層で例示した顔料を用いることができるが、この中でもクレーを多く含有すると、より白紙光沢度、印刷適性に優れた塗工紙が得られるため好ましい。
【0105】
クレーの含有量は上塗り塗工層に含まれる顔料100質量部のうち40〜90質量部が好ましく、50〜80質量部がより好ましい。40質量部を下回ると、充分な白紙光沢度、印刷適性が得られない可能性があるため好ましくない。90質量部を超過すると、塗料の流動性が悪くなりやすく、塗工ムラが発生し、毛羽立ちやラフニングを充分に防止しにくいため好ましくない。
【0106】
クレーは、粒子径が小さく細かい粒子と、粒子径が大きく板状の粒子とを併用することが好ましい。小粒子径のクレーを配合することで、塗工層表面が充填されやすくなり、白紙光沢度、印刷適性が向上するが、一方で充填しやすいことで得られる塗工紙の比重が大きくなりやすく、嵩高な塗工紙が得られにくい。一方で板状の粒子を配合すると、塗工層表面の被覆性が高くなりやすく塗工量を低減できるため密度の上昇を防止できる。一方で、表面が充填されにくく、白紙光沢度、印刷適性が低下しやすいため好ましくない。しかしながらこれら小粒子径のクレーおよび板状のクレーを併用すると、塗工紙の密度を上昇させずに塗工層表面の被覆性および充填性を向上できるため、白紙光沢度、印刷適性に優れた塗工紙が得られる。
【0107】
小粒子径のクレーとしては、粒子径分布で粒子径0.1μm以上1.0μm未満の範囲に最大値を有することが好ましい。
【0108】
板状のクレーとしては、粒子径分布で粒子径が1.0μm以上10.0μm未満の範囲に最大値を有することが好ましく、特にアスペクト比(粒子の厚みに対する板直径の割合)が5以上であれば、より好ましい。
【0109】
なお、塗工顔料の粒子径は、塗工層表面の顔料粒子を電子顕微鏡で撮影し、撮影した粒子の直径を測定して得られた粒子径を指す。
【0110】
これらの範囲に最大値を有する小粒子径のクレーおよび板状クレーは、質量割合で2:1〜1:2の割合で使用することが好ましい。小粒子径のクレーが上記範囲より多いか板状クレーが上記範囲より少ない、特に板状クレーを含有しないと、塗工紙の被覆性が低下して印刷適性が低下するだけでなく、塗工層密度が高くなり不透明度が低下しやすくなることに加え、毛羽立ちやラフニングを充分に防止しにくいため好ましくない。小粒子径のクレーが上記範囲より少ない、特に小粒子クレーを含有しないか、板状クレーが上記範囲より多いと、塗工紙の表面粗さが低下して白紙光沢度が低下するだけでなく、毛羽立ちやラフニングを充分に防止しにくいため好ましくない。
また、これらの範囲に最大値を有する小粒子径のクレーおよび板状クレーを質量割合で2:1〜1:2の割合で併用することで、これらの範囲にそれぞれ極大値を有する塗工紙を好適に得ることができる。質量割合で2:1〜1:2の割合を外れると、割合が多い方の顔料の粒子径分布に、割合が少ない方の顔料に起因する極大値が埋もれて、本発明の効果が得られにくい可能性があるため好ましくない。
【0111】
上記以外にも、顔料としては上述したものを、本発明の作用を阻害しない範囲で添加することができる。
【0112】
上塗り塗工層の塗工量(固形分量)は、両面合計で、好ましくは13.2〜20.8g/m2、より好ましくは14.5〜19.5g/m2、特に好ましくは15.7〜18.3g/m2である。上塗り塗工層の塗工量が13.2g/m2未満では、塗工層表面を充分に被覆できず、毛羽立ちやラフニングが発生して印刷適性に劣るだけでなく、白紙光沢度も低下しやすいため好ましくない。20.8g/m2を超えると、塗工紙に占める塗工層の割合が多くなり剛度が低下しやすいだけでなく、密度および坪量が増大しやすくなるため好ましくない。
【0113】
本発明の塗工紙における上塗り塗工層および下塗り塗工層の合計塗工量(固形分量)は、両面で23〜31g/m2が好ましく、25〜29g/m2がより好ましい。合計塗工量が23g/m2未満では、塗工層表面を充分に被覆できず、毛羽立ちやラフニングが発生して印刷適性に劣るだけでなく、白紙光沢度も低下しやすいため好ましくない。31g/m2を超えると、塗工紙に占める塗工層の割合が多くなり剛度が低下しやすいだけでなく、密度および坪量が増大しやすくなるため好ましくない。
【0114】
また、下塗り塗工層および上塗り塗工層を合計した塗工量(固形分量)、または塗工層が1層の場合はその1層の塗工量(固形分量)は、基紙に対して質量割合で0.34〜0.53が好ましく、0.38〜0.48がより好ましい。割合が0.34を下回ると、塗工層の割合が少なくなるため、毛羽立ちやラフニングを充分に防止しにくいだけでなく白紙光沢度も低下しやすく、0.53を超過すると剛度が低下しやすいため好ましくない。
【0115】
加えて、下塗り塗工層の塗工量に対する上塗り塗工層の塗工量の割合は、質量換算で1.5〜1.9とすることが好ましい。下塗り塗工量が多いか、上塗り塗工量が少なく、割合が1.5未満になると、白紙光沢度が得られにくいだけでなく、より光沢性を出すためにカレンダー等の線圧を増加させる必要があり、紙厚および剛度が低下しやすいため好ましくない。割合が1.9を超過すると、下塗り塗工層およびプレカレンダー処理による平坦化効果が得られにくく、毛羽立ちやラフニングを充分に防止しにくくなり、印刷適性に劣るだけでなく、クレーを多く含む上塗り塗工層が多いため白色度が低下しやすくなるため好ましくない。
【0116】
特に本発明のごとく、填料としてシリカとシリカ以外の無機粒子とからなる複合粒子を、基紙100質量%に対して2〜10質量%含む場合、塗工量は、基紙に対して質量割合で0.34〜0.53(より好ましくは0.38〜0.48)とすることで、毛羽立ちやラフニングを防止でき、印刷適性を向上できるため好ましい。さらに、離解パルプの繊維長が0.10mm以上0.65mm未満のパルプ繊維を多く含む場合、加えて塗工層表面に顔料、好ましくはクレーとして、粒子径分布で粒子径0.1μm以上1.0μm未満の範囲に最大値を有する粒子、および、粒子径分布で粒子径1.0μm以上10.0μm未満の範囲に最大値を有する粒子を併用することにより、不透明度、紙厚、剛度、白紙光沢度、印刷適性を向上できる。更にはそれら粒子の質量割合が2:1〜1:2とすることで、さらに不透明度、剛度および紙厚を向上でき、更には、下塗り塗工層の塗工量に対する上塗り塗工層の塗工量の割合を、質量換算で1.5〜1.9とすることで、特に不透明度、紙厚、白色度、白紙光沢度、剛度、印刷適性に優れた塗工紙を得ることができる。
【0117】
上述のごとく、填料としてシリカとシリカ以外の無機粒子とからなる複合粒子を、基紙100質量%に対して2〜10質量%(好ましくは3〜8質量%)含む場合は、繊維長0.10mm以上0.65mm未満の範囲に最も大きな値を有する繊維長分布を有することが好ましく、さらに離解パルプのルンケル比が0.4〜2.0(更には0.6〜1.0)であることが好ましい。基紙上には、塗工層としてクレーを顔料のうち40〜90質量部(好ましくは50〜80質量部)含み、クレーとして小粒子径および板状構造の2種類のクレーを併用し、小粒子径のクレーを使用することで塗工層表面に粒子径分布で粒子径0.1μm以上1.0μm未満の範囲に最大値を有する粒子を含有させ、かつ、板状のクレーを使用することで塗工層表面に粒子径分布で粒子径が1.0μm以上10.0μm未満の範囲に最大値を有する粒子を含有させ、小粒子径のクレーおよび板状クレーを、質量割合で2:1〜1:2の割合で使用し、更に、塗工量は、基紙に対して質量割合で0.34〜0.53、好ましくは0.38〜0.48とし、更に、下塗り塗工層および上塗り塗工層を有する少なくとも2層の塗工層を有する塗工紙においては、下塗り塗工層の塗工量に対する上塗り塗工層の塗工量の割合は、質量換算で1.5〜1.9とすることで、坪量が低い塗工紙でありながら、紙厚が高く、不透明度、白色度、白紙光沢度、剛度、及び、印刷適性に優れた塗工紙が得られる。
【0118】
上塗り塗工層に用いる接着剤としては、モノマー成分としてブタジエン成分を40〜65質量%含む重合体ラテックスを使用することが好ましく、より好ましくは43〜63質量%、さらに好ましくは45〜60質量%である。ブタジエン成分が40質量%を下回ると、顔料への接着性が劣り、上述した粒子径0.1〜1.0μmと小さい粒子を充分に接着しにくいため好ましくない。65質量%を超過すると、塗工層表面のラテックス量が多くなり、塗工紙製造工程において各種ロールに汚れが付着し操業性が低下しやすくなる。ブタジエン成分を上記範囲に納めることで、接着性と操業性の双方を満足することができる。また、上記ブタジエン成分を40〜65質量%含むラテックスと、上記平均粒子径0.1〜1.0μmのクレーとを塗工層に含有させることで、白紙光沢度および印刷光沢度に優れた塗工層を得ることができる。
【0119】
ブタジエン以外のモノマー成分としては、スチレン成分を20〜35質量%含むことが好ましく、より好ましくは23〜30質量%である。スチレン成分は塗工層に耐水性を付与する効果があるため、スチレン成分が20質量%を下回ると、オフセット印刷時に湿し水を吸って塗工層強度が低下し、印刷抜け(ピッキング)トラブルが発生しやすい傾向がある。35質量%を超過すると、塗工層が硬くなり、印刷適性が悪化する傾向がある。上記のごとく、白色度、白紙光沢度、印刷光沢度、印刷適性を効果的に向上させるには、ラテックス中のブタジエン成分及びスチレン成分を所定の範囲内に納めることが好ましい。
【0120】
上塗り塗工層中の顔料と接着剤との割合は、顔料100質量部に対して、接着剤5〜15質量部であることが好ましく、7質量部〜13質量部であることが更に好ましい。含有量が5部を下回ると、塗工層強度が低下し、印刷時の白抜けが発生するだけでなく、製造工程においても顔料が塗工紙から脱落しやすくなって系内を汚すなど、紙品質および操業性の双方が悪化するため好ましくない。含有量が15質量部を超えると、ロール汚れが発生するだけでなく、ブリスター等のトラブルも発生しやすくなるため好ましくない。
【0121】
ブタジエン成分を含有する共重合体ラテックス以外にも、通常塗工用途に用いることができる接着剤を併用することができる。例えば、カゼイン、大豆蛋白等の蛋白質類;スチレン−ブタジエン共重合体ラテックス、メチルメタクリレート−ブタジエン共重合体ラテックス、スチレン−メチルメタクリレート−ブタジエン共重合体ラテックス等の共役ジエン系ラテックス、アクリル酸エステル及び/又はメタクリル酸エステルの重合体ラテックス若しくは共重合体ラテックス等のアクリル系ラテックス、エチレン−酢酸ビニル重合体ラテックス等のビニル系ラテックス、あるいはこれらの各種共重合体ラテックスをカルボキシル基等の官能基含有単量体で変性したアルカリ部分溶解性又は非溶解性のラテックス等のラテックス類;ポリビニルアルコール、オレフィン−無水マレイン酸樹脂、メラミン樹脂、尿素樹脂、ウレタン樹脂等の合成樹脂系接着剤;酸化澱粉、陽性化澱粉、エステル化澱粉、デキストリン等の澱粉類;カルボキシメチルセルロース、ヒドロキシエチルセルロース等のセルロース誘導体等の、通常製紙用途に用いられる接着剤が挙げられ、これらの中から一種又は二種以上を適宜選択して併用することができる。
【0122】
さらに本塗工液には、例えば、蛍光増白剤や、蛍光増白剤の定着剤、消泡剤、離型剤、着色剤、保水剤等の、通常使用される各種助剤を適宜配合することもできる。
【0123】
上塗り塗工は、例えば、抄紙機内の複数段階、通常はプレドライヤーパートとアフタードライヤーパートとの2段階で行われるドライヤーパートの間のコーターパートにおいて行われることが好ましい。このコーターパートにおいては、例えば、ブレードコーター、エアーナイフコーター、トランスファーロールコーター、ロッドメタリングサイズプレスコーター、カーテンコーター等の塗工装置を設けたオンマシンコーター又はオフマシンコーターによって、基紙上に一層又は多層に分けて塗工液が塗工される。中でも、塗工直後であっても、塗工層表面に高い平坦性があり、後の平坦化工程において、緩やかなカレンダー条件で表面の平滑性を向上でき、紙厚を低減させずに白紙光沢度および印刷適性を向上できるという点から、ブレードコーターを用いることが好ましい。なお、ドライヤーパートでの乾燥方法としては、例えば、熱風加熱、ガスヒーター加熱、赤外線ヒーター加熱等の各種加熱乾燥方式を適宜採用することができる。
【0124】
本発明の塗工紙を得るための塗工方法としては、フィルム転写型ロールコーターにより下塗り塗工を行い、プレカレンダー処理した後に、ブレードコーターを用いて上塗り塗工することが好ましい。上記塗工方法を用いることにより、塗工層表面に高い平滑性を付与できるため、後述するカレンダー処理を緩やかな条件で実施でき、より紙厚の大きい光沢調塗工紙が得られるのである。
【0125】
(カレンダーパート(平坦化処理))
本形態では、塗工層に光沢性や平坦性、印刷適性を付与する目的で、熱ロールを用いて平坦化処理を施すことが好ましい。一般に平坦化処理は、弾性ロールと金属ロールとの間に塗工紙を通し、塗工紙にニップ圧をかけて摩擦力により塗工紙表面を磨き、光沢性を付与するものである。紙厚に優れた塗工紙においては、光沢度を向上するためにニップ圧を高くすると、紙厚が低下しやすくなる可能性があるが、本発明においては、繊維長0.10〜0.65mmの範囲に、最も大きな値を有する繊維長分布を有することに加え、離解パルプのルンケル比が0.4〜2.0、更には0.6〜1.0であるため、高ニップ圧(200〜500kN/m)で平坦化処理を行っても、紙厚が75〜95μmと高く、かつ白紙光沢度、印刷光沢度、印刷適性、剛度に優れた塗工紙が得られる。
【0126】
熱ロール(金属ロール)の表面温度は、100〜160℃が好ましい。熱ロールの温度が100℃未満では平坦化が進まず白紙光沢度に劣る可能性があり、160℃を超えると、繊維焼けが発生したり、熱と圧力により、塗工紙自体が黄変化(退色)したりするため、高い白色度が得られない可能性がある。
【0127】
平坦化工程を行う熱ロールを含むニップ段数について制限はないが、好ましくは2〜10段、より好ましくは2〜8段である。10段を超過すると、大掛かりな設備が必要となるため好ましくなく、1段では表裏両面の平滑性を充分に向上できない。
【0128】
平滑化処理を行う設備としては、従来のマシンカレンダーや、ソフトカレンダーを使用しても良いが、好ましくは、ニップごとに線圧を調整できるマルチニップカレンダーを用いることが好ましい。
【0129】
また、カレンダーの設置場所としては、抄紙機及び塗工機と一体になったオンマシンタイプが好ましい。オンマシンタイプでは、塗工後すぐ、紙面温度が高い状態で平坦化処理できるため、平滑性が向上しやすく、紙厚の低下を最小限に抑えつつ、白紙光沢度および印刷光沢度を向上させることができるため好ましい。
【0130】
上記条件で平坦化処理された、坪量が85〜98g/m2の塗工紙は、不透明度が91%以上でかつ白紙光沢度が65%以上と高い塗工紙であっても、紙厚が75〜95μmと高く嵩に優れた塗工紙でありながら、毛羽立ちやラフニングが発生しにくい、見栄えの良い塗工紙となりやすいため好ましい。
【実施例】
【0131】
次に、本発明の塗工紙を実施例に基づいてさらに詳細に説明するが、本発明はこれら実施例のみに限定されるものではない。
【0132】
まず、原料パルプとして、表4に記載の樹種から製造したNBKP、LBKP、BTMPを表4に記載の割合(質量比)で混合し、表4に記載の填料、および、このパルプ100質量部(絶乾量)に対して、各々固形分で、内添サイズ剤(品番:AK−720H、ハリマ化成(株)製)0.02質量部、カチオン化澱粉(品番:アミロファックスT−2600、アベベジャパン(株)製)1.0質量部、及び歩留向上剤(品番:NP442、日産エカケミカルス(株)製)0.02質量部を添加してパルプスラリーを得た。尚、NBKPのフリーネスは500ml、LBKPのフリーネスは400ml、BTMPのフリーネスは表4に記載の値に調整した。
【0133】
次に、ギャップフォーマからなるワイヤーパート、オープンドローのないストレートスルー型のプレスパート、シングルデッキドライヤーからなるプレドライヤーパートを経て基紙を製造した。基紙の坪量は表4に記載のとおり。
【0134】
基紙の両面に、重質炭酸カルシウム(品番:ハイドロカーブ90、備北粉化工業(株)製、平均粒子径1.3μm)100質量部に対して接着剤(スチレン−ブタジエンラテックス、品番:PA−6082、日本A&L社製、Tg:−6℃、ブタジエン:46質量%、スチレン:25質量%)8質量部を混合した下塗り塗工液を、両面合計で、表4に記載の塗工量(固形分量)となるようフィルム転写型ロールコーターで塗工した。その後、シングルデッキドライヤーからなるアフタードライヤーパートで乾燥し、プレカレンダーパートで、ニップ圧100kN/mで平坦化処理を行った。
【0135】
引き続き、表4に記載の顔料合計で100質量部に対して接着剤(スチレン−ブタジエンラテックス、品番:PA−6082、日本A&L社製、Tg:−6℃、ブタジエン:46質量%、スチレン:25質量%)8質量部を混合した上塗り塗工液を、両面合計で、表4に記載の塗工量(固形分量)となるようブレードコーターを用いて塗工した。乾燥後にマルチニップカレンダーを用い、ニップ圧250kN/m、ロール温度80℃で平坦化処理を行い、塗工紙を得た。なお、填料および顔料の詳細は、次の通りである。
【0136】
(填料)
[再生粒子の製造]
被処理物(原料)として、製紙スラッジまたは脱墨フロスを予め分別して用い、脱水工程を経て、図1および図2の製造設備により、表1に示す条件にて、有機成分の熱処理工程、第1燃焼工程および第2燃焼工程を適宜用い順次経て、湿式粉砕処理を施し、再生粒子をえた。製造例2、3および製造例6、7の有機成分の熱処理工程において用いた内熱キルンは、本体が横置きで中心軸周りに回転する内熱キルン炉であり、この内熱キルン炉一端の原料供給口から、製紙スラッジを供給するとともに熱風を吹き込む並流方式を採用した。
【0137】
また、第1燃焼工程において用いた内熱キルンは、本体が横置きで中心軸周りに回転する内熱キルン炉である。さらに、第2燃焼工程において用いた外熱キルン炉は、本体が横置きで中心軸周りに回転する外熱キルン炉であり、この外熱キルン炉としては、特に内部に平行リフターを有する外熱電気方式のキルン炉を採用した。湿式粉砕処理は、セラミックボールミルを用いて行った。製造例4における脱墨フロスは、上級古紙脱墨フロスを製紙スラッジに混在する前に予め分別して用いた。
【0138】
1次燃焼温度は、1次燃焼炉出口温度を測定した。2次燃焼温度は、2次燃焼炉出口温度を測定した。酸素濃度は、1次燃焼炉出口酸素濃度、2次燃焼炉出口酸素濃度を測定した。
【0139】
[シリカ複合再生粒子の製造]
表2に示す条件で、珪酸アルカリ水溶液として珪酸ナトリウム溶液(3号水ガラス)38%濃度、再生粒子スラリー20%濃度を混合し、希釈水を加え表2に示すとおり珪酸アルカリと再生粒子からなるスラリーを所定の反応開始濃度、反応開始pHに調整したのち、鉱酸として所定規定度の硫酸を添加、撹拌しシリカ複合再生粒子を製造した。スラリーの撹拌は公知のミキサーを使用し。スラリーのpHは、堀場製作所製のpH計にて、反応温度は公知の温度計にて測定した。1次反応工程では、珪酸アルカリ水溶液と鉱酸の中和率が表2に示す割合になるように鉱酸を添加した。
【0140】
保留時間は、1次反応工程で行なう鉱酸の添加を終え、2次反応工程で鉱酸を再び添加するまでの時間をいう。
【0141】
2次反応工程においては、反応終了pHになるように、所定の時間をかけて1次反応工程と同じ鉱酸を添加した。表2に示す、完成原料の10%濃度スラリー粘度は、2次反応工程を経て反応を終えたシリカ複合再生粒子スラリーを脱水濾過し、固形分濃度を10%に調整したスラリーをB型粘度計により測定した値(測定温度25℃)である。
【0142】
[再生粒子およびシリカ複合再生粒子の測定]
再生粒子およびシリカ複合再生粒子の成分分析結果を表1および表3に示す。各工程の無機構成成分は堀場製作所製のX線マイクロアナライザーを用い、加速電圧(15KV)にて元素分析を行い、構成成分より酸化物換算した。
【0143】
比表面積および細孔容積は、水銀圧入式ポロシメーター(テルモ社製「PASCAL 140/240」)を用い、試料を濾過した後、真空乾燥して測定した。
【0144】
吸油量はJIS K 5101−13−2記載の練り合わせ法によるものである。すなわち105℃〜110℃で2時間乾燥した試料2g〜5gをガラス板に取り、精製アマニ油(酸化4以下のもの)をビュレットから少量ずつ試料の中央に滴下しその都度ヘラで練り合わせる。滴下練り合わせの操作を繰り返し、全体が初めて1本の棒状にまとまったときを終点として、精製アマニ油の滴下量を求め、次の式によって吸油量を算出する。
吸油量=[アマニ油量(ml)×100]/試料(g)
【0145】
粒子径は、レーザー粒度分布測定装置(レーザー解析式粒度分布測定装置「SALD−2200型」島津製作所社製)にて粒度分布を測定し、全粒子の体積に対する累積体積が50%になるときの粒子径(d50)として求められる。測定試料の調製は、0.1%ヘキサメタ燐酸ソーダ水溶液に、シリカ複合再生粒子を添加し、超音波で1分間分散した。
【0146】
硬質物質の測定には、X線回析装置(理学電気製、RAD2X)を用いた。測定条件:Cu−Kα−湾曲モノクロメーター 40KV−40mA、発散スリット・1mm SS・1mm RS・0.3mm、走査速度・0.8度/分、走査範囲・2シータ=7〜85度、サンプリング・0.02度である。
【0147】
表3に示す生産性は、えられたシリカ複合再生粒子の濾液中に含まれる未反応薬品量から換算したシリカ複合反応の歩留りから、歩留り95%以上を◎、80%以上95%未満を○、70%以上80%未満を△、70%未満を×とした。
【0148】
なお、表4において内添填料として用いた再生粒子は表1記載の製造例1−1、シリカ複合再生粒子(表4ではシリカ複合と記載した)は表3記載の製造例1−1である。
【0149】
【表1】
【0150】
【表2】
【0151】
【表3】
【0152】
表4に填料として記載した炭酸カルシウムおよびホワイトカーボンは次を用いた。
・炭酸カルシウム(軽質炭酸カルシウム、品番:TP121―6S)、奥多摩工業社製。
・ホワイトカーボン(2次粒子径:15.5μm、吸油量:203ml/100g)、エリエールペーパーケミカル社製。
【0153】
(顔料)
・炭カル
重質炭酸カルシウム、品番:ハイドロカーブ90、備北粉化工業(株)製、平均粒子径1.3μm
・微粒クレー
品番:アマゾンプラス、CADAM社製、平均粒子径0.3μm
・板状クレー
品番:センチュリーHC、パラピグメントス社製、平均粒子径2.8μm
【0154】
表5に記載した、塗工紙表面の粒子径分布の極大値は、次のとおり測定した。塗工紙をA4サイズに切り出し、用紙短辺を上辺として、上辺から下にAcm、左辺からAcmの地点で、縦横5mm角のサンプルを切り出した。ここでAは1〜20の整数であり、合計20サンプルを採取した。切り出したサンプルの表面を、走査電子顕微鏡(型番:S−2150、(株)日立製作所製)を用いて倍率12000倍で写真撮影した。写真の上辺から下にBcm、左辺からBcmの地点に最も近く、かつ粒子全体が撮影されているクレーについて、粒子径を測定した。ここでBは1〜5の整数であり、1サンプルから5個のクレー粒子の粒子径を求め、合計100点のクレー粒子について粒子径を求めた。また、極大値は、クレー粒子の数を面積粒子径0.1μmごとに集計して粒子径分布を求め、極大値の有無を判断した。再生粒子、炭酸カルシウム、カオリンクレー等、複数種類の顔料を併用した場合には、どの粒子がいずれの顔料であるかを、粒子形状で判断することができる。再生粒子は脱墨フロス由来のカルシウム、ケイ素及びアルミニウムからなる、凝集塊状の粒子であり、重質炭酸カルシウムは不定形の球状粒子、軽質炭酸カルシウムは紡錘状粒子であり、カオリンクレーは板状の粒子である。上記形状は、倍率12000倍で充分判別可能である。
【0155】
離解パルプの繊維長分布の最大値は、次のとおり測定した。塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維について、FiberLab.(Kajaani社)を用いて中心線繊維長を測定し、繊維長とした。繊維長0.05mmごとに繊維の数を集計して繊維長分布を求め、最大値がどの領域に含まれるかを判断した。
【0156】
離解パルプのルンケル比は、上述の繊維長分布の測定により得られた数平均繊維幅および数平均繊維壁厚から、次の式に従って算出した。
(ルンケル比)=(繊維壁厚の2倍)/(繊維内腔径)
(繊維内腔径)= 繊維幅−(繊維壁厚の2倍)
【0157】
得られた塗工紙について、各物性を以下の方法にて調べた。結果は、表5に示す。
【0158】
(a)坪量
JISP8124:1998「紙及び板紙−坪量測定方法」に記載の方法に準拠して測定した。
【0159】
(b)紙厚および密度
JISP8118:1998「紙及び板紙−厚さ及び密度の試験方法」に記載の方法に準拠して測定した。
【0160】
(c)白色度
JIS P 8148:2001「紙、板紙及びパルプ‐ISO白色度(拡散青色光反射率)の測定方法」に記載の方法に準拠して測定した。なお、本発明においては、白色度が87%以上であれば見栄えに優れ、84%以上であれば見栄えが良好であり、84%未満であれば見栄えに劣る塗工紙となる。
【0161】
(d)白紙光沢度
JIS P 8142:2005「紙及び板紙‐75度鏡面光沢度の測定方法」に記載の方法に準拠して測定した。なお、本発明においては、白紙光沢度が68%以上であれば見栄えに優れ、65%以上であれば見栄えが良く、65%未満であれば見栄えに劣る塗工紙となる。
【0162】
(e)剛度(縦)
JIS P 8143:1996「紙−こわさ試験方法−クラークこわさ試験機法」に記載の方法に準拠して、縦方向について測定した。なお、本発明においては、剛度が62以上であれば剛度に優れ、60以上であれば剛度が良好であり、58以上であれば剛度が僅かに良く、58未満であれば剛度に劣る。剛度が58以上であれば、坪量85〜98g/m2の塗工紙としては実用に耐える。
【0163】
(f)不透明度
JIS P 8149:2000「紙及び板紙−不透明度試験方法(紙の裏当て)−拡散照明法」に記載の方法に準拠して測定した。なお、本発明においては、不透明度が93%以上であれば不透明度に優れ、92%以上であれば不透明度が良好であり、91%以上であれば不透明度が僅かに良く、91%未満であれば不透明度に劣る。不透明度が91%以上であれば、坪量85〜98g/m2の塗工紙としては実用に耐える。
【0164】
(g)印刷適性
オフセット印刷機(型番:リソピアL‐BT3‐1100、三菱重工業(株)製)を使用し、カラーインク(品番:ADVAN、大日本インキ化学工業(株)製)にてカラー4色オフセット印刷を5000部行った。この印刷面について、目視及びルーペ(10倍)にて毛羽立ち、ラフニングおよびピッキングの程度を観察し、以下の評価基準に基づいて評価した。
(評価基準)
◎:毛羽立ち、ラフニングおよびピッキングが確認できず、印刷適性に優れる。
○:毛羽立ち、ラフニングおよびピッキングが若干確認でき、印刷適性が若干劣る。
△:毛羽立ち、ラフニングおよびピッキングが多少確認でき、印刷適性が多少劣る。
×:毛羽立ち、ラフニングおよびピッキングがはっきり確認でき、印刷適性に劣る。
なお、前記評価基準のうち、◎、○、△を実使用可能と判断する。
【0165】
【表4】
【0166】
【表5】
【0167】
なお、市販品のA2塗工紙(Sユトリロコート104.7g/m2、大王製紙社製)を参考例1として表4および表5に記載した。
【0168】
実施例の塗工紙はいずれも、白色度、白紙光沢度、剛度、不透明度、印刷適性に優れた塗工紙である。これに対して、比較例の塗工紙は、白色度、白紙光沢度、剛度、不透明度、印刷適性のいずれかまたは複数の項目に劣り、本発明の目的を満足しない塗工紙である。
【産業上の利用可能性】
【0169】
本発明によれば、坪量が比較的低いものでありながら、十分な紙厚を有し、白色度及び不透明度が良好であり、加えて白紙光沢度、印刷適性及び剛度が低下しない塗工紙を提供することができる。
【符号の説明】
【0170】
10…原料、12…貯槽、14…第1燃焼炉(内熱キルン炉)、20…熱風発生炉、22…再燃焼室、26…熱交換器、28…誘引ファン、30…煙突、31…外熱ジャケット、32…第2燃焼炉(外熱キルン炉)、34…冷却機、36…粒径選別機、42…熱処理炉(内熱キルン炉)、43…熱風発生炉。
【特許請求の範囲】
【請求項1】
基紙上に、顔料および接着剤を含む塗工層を設けた塗工紙であって、坪量が85〜98g/m2、紙厚が75〜95μm、剛度(縦)が58以上、不透明度が91%以上であり、前記基紙が填料を含み、前記填料の配合量が、前記基紙100質量%に対して2〜10質量%であり、前記填料が、シリカとシリカ以外の無機粒子とからなる複合粒子である、ことを特徴とする塗工紙。
【請求項2】
前記顔料として、少なくともクレーを含有し、前記クレーが粒子径分布において0.1μm以上1.0μm未満および1.0μm以上10.0μm未満の範囲それぞれに極大値を有する、請求項1に記載の塗工紙。
【請求項3】
前記基紙に対する前記塗工層の質量割合が、0.34〜0.53であることを特徴とする、請求項1または2に記載の塗工紙。
【請求項4】
前記塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維のルンケル比が0.4〜2.0であることを特徴とする、請求項1〜3いずれか1項に記載の塗工紙
【請求項5】
前記塗工層が少なくとも2層であり、前記基紙に接する下塗り塗工層の塗工量に対する、前記基紙から最も遠い最表層塗工層の塗工量の質量割合が、1.5〜1.9である、請求項1〜4いずれか1項に記載の塗工紙。
【請求項1】
基紙上に、顔料および接着剤を含む塗工層を設けた塗工紙であって、坪量が85〜98g/m2、紙厚が75〜95μm、剛度(縦)が58以上、不透明度が91%以上であり、前記基紙が填料を含み、前記填料の配合量が、前記基紙100質量%に対して2〜10質量%であり、前記填料が、シリカとシリカ以外の無機粒子とからなる複合粒子である、ことを特徴とする塗工紙。
【請求項2】
前記顔料として、少なくともクレーを含有し、前記クレーが粒子径分布において0.1μm以上1.0μm未満および1.0μm以上10.0μm未満の範囲それぞれに極大値を有する、請求項1に記載の塗工紙。
【請求項3】
前記基紙に対する前記塗工層の質量割合が、0.34〜0.53であることを特徴とする、請求項1または2に記載の塗工紙。
【請求項4】
前記塗工紙をJIS P 8220:1998「パルプ−離解方法」で離解して得られたパルプ繊維のルンケル比が0.4〜2.0であることを特徴とする、請求項1〜3いずれか1項に記載の塗工紙
【請求項5】
前記塗工層が少なくとも2層であり、前記基紙に接する下塗り塗工層の塗工量に対する、前記基紙から最も遠い最表層塗工層の塗工量の質量割合が、1.5〜1.9である、請求項1〜4いずれか1項に記載の塗工紙。
【図1】

【図2】
【図2】
【公開番号】特開2011−52351(P2011−52351A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−203676(P2009−203676)
【出願日】平成21年9月3日(2009.9.3)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月3日(2009.9.3)
【出願人】(390029148)大王製紙株式会社 (2,041)
【Fターム(参考)】
[ Back to top ]