
塗工装置及び電極製造方法

【課題】基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる塗工装置及び電極製造方法を提供すること。
【解決手段】塗工装置10は、基材1の塗工面1aに塗工材2を塗工するロッド23を有し、前記ロッド23の外周面に、前記塗工材を保持する傾斜溝25を、ロッド23の軸線方向に沿った所定の単位長さ当たりの傾斜溝25の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成されている。
【解決手段】塗工装置10は、基材1の塗工面1aに塗工材2を塗工するロッド23を有し、前記ロッド23の外周面に、前記塗工材を保持する傾斜溝25を、ロッド23の軸線方向に沿った所定の単位長さ当たりの傾斜溝25の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、電池の製造工程において電極を形成する基材の表面に塗工材を塗工するための塗工装置及び電極製造方法に関する。
【背景技術】
【0002】
近年、電動機を駆動源として搭載したハイブリッド車両や電気自動車等の電動車両が普及しつつある。こうした電動車両には、充電や放電を行うための二次電池が搭載されている。二次電池の電極には、アルミ箔(正極側)や銅箔(負極側)などの基材の表面に、ロッドコータにより塗工材(ペーストやバインダ等)を塗工したものが用いられている。
【0003】
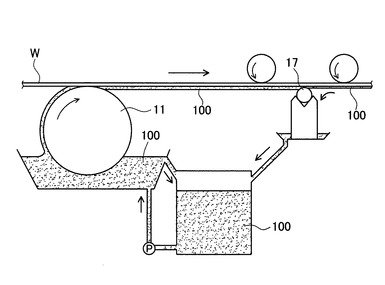
このようなロッドコータは、図6に示すように、所定の搬送ラインに沿って連続的に搬送されるウェブWの表面にコーティング剤100を過剰に塗布するためのアプリケーションローラ11と、ウェブWの表面に塗布されたコーティング剤100の一部を掻き落としてその膜厚を一定にするための計量ロッド17とを備えており、例えば、下記の特許文献1に示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−192052号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来のロッドコータには、次のような問題があった。
すなわち、上記計量ロッド17は、図7に示すように、芯金101に、線径が0.05〜1.5mmの範囲のワイヤ102を巻回した線巻ロッドであるため、計量ロッド17の回転に伴って、螺旋状に巻回されたワイヤの外周面により形成される螺旋状の溝により、コーティング剤100が計量ロッド17の軸線方向に移動して上流側端部におけるコーティング剤100の塗工膜の厚みが下流側端部に比べて厚くなる傾向があった。このように、塗工膜に基材幅方向の塗工ムラが生じ、塗工品質が低下していた。
【0006】
本発明は、上記問題点を解決するためになされたものであり、基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる塗工装置及び電極製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の塗工装置は、次のような特徴を有している。
(1)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成したことを特徴とする。
(2)(1)に記載する塗工装置において、前記傾斜溝の深さが、前記ロッドの軸線方向の中央部よりも端部側が浅くなるように形成されていることを特徴とする。
(3)(1)に記載する塗工装置において、前記傾斜溝のピッチが、前記ロッドの軸線方向の中央部よりも端部側が大きくなるように形成されていることを特徴とする。
(4)(1)に記載する塗工装置において、前記傾斜溝が前記ロッドの軸線方向の中央部から左右対称に傾斜し、且つ前記ロッドの軸線方向に沿った所定の単位長さ当たりの前記傾斜溝の断面積の合計が、前記軸線方向の中央部よりも両端部側が小さくなるようにして形成されていることを特徴とする。
【0008】
(5)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を前記ロッドの軸線方向の中央部から左右対称に傾斜して形成したことを特徴とする。
【0009】
上記課題を解決するために、本発明の電極製造方法は、次のような特徴を有している。
(6)(1)乃至(5)のいずれか1つに記載する塗工装置を用いて前記基材に前記塗工材を塗工して電極を製造したことを特徴とする。
【発明の効果】
【0010】
上記特徴を有する塗工装置は、次のような作用及び効果を奏する。
(1)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成したので、基材幅方向の中央部と端部とで塗工膜を同じ厚みとすることができ、基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができるなど優れた効果を奏する。
【0011】
(2)(1)に記載する塗工装置において、前記傾斜溝の深さが、前記ロッドの軸線方向の中央部よりも端部側が浅くなるように形成されているので、一層基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる。
(3)(1)に記載する塗工装置において、前記傾斜溝のピッチが、前記ロッドの軸線方向の中央部よりも端部側が大きくなるように形成されているので、一層基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる。
(4)(1)に記載する塗工装置において、前記傾斜溝が前記ロッドの軸線方向の中央部から左右対称に傾斜し、且つ前記ロッドの軸線方向に沿った所定の単位長さ当たりの前記傾斜溝の断面積の合計が、前記軸線方向の中央部よりも両端部側が小さくなるようにして形成されているので、ロッドの回転に伴って傾斜溝に案内されて塗工材が中央部から両端部側に向けて左右均等に流れ、それにより基材幅方向における塗工厚みの均一化をより一層図ることができる。
【0012】
(5)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を前記ロッドの軸線方向の中央部から左右対称に傾斜して形成したので、ロッドの回転に伴って傾斜溝に案内されて塗工材が中央部から端部側に向けて左右均等に流れ、それにより基材幅方向における塗工厚みの均一化をより一層図ることができる。
【0013】
上記特徴を有する電極製造方法は、次のような作用及び効果を奏する。
(6)(1)乃至(5)のいずれか1つに記載する塗工装置を用いて前記基材に前記塗工材を塗工して電極を製造したので、基材幅方向の中央部と両端部とで塗工膜を同じ厚みとすることができ、基材幅方向における塗工ムラのない基材を用いて高性能な電池を製造することができるなど優れた効果を奏するものである。
【図面の簡単な説明】
【0014】
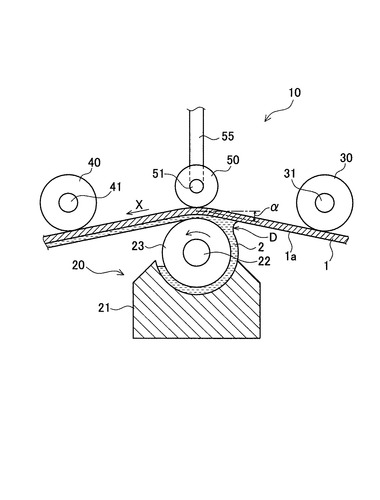
【図1】本実施形態に係る塗工装置を示す全体構成図である。
【図2】図1に示す塗工装置の塗工部を基材搬送方向から見た図である。
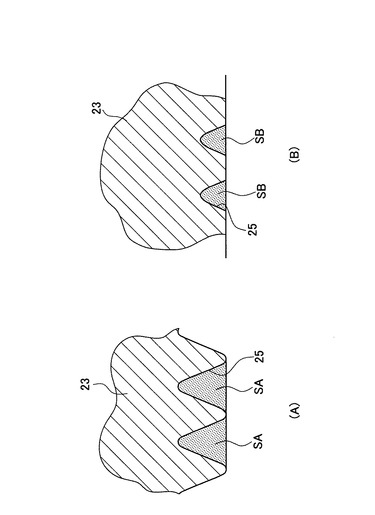
【図3】(A)は、図2におけるA部の拡大断面図であり、(B)は、図2におけるB部の拡大断面図である。
【図4】本実施形態に係る塗工装置(実施例1および実施例2)により塗工した結果を示す写真図である。
【図5】従来の塗工装置(比較例)により塗工した結果を示す写真図である。
【図6】従来例に係るロッドコータを示す全体構成図である。
【図7】従来例に係るロッドコータの計量ロッド付近を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明に係る塗工装置及び電極製造方法を具体化した実施形態について、添付図面を参照しながら詳細に説明する。本実施形態の塗工装置は、電動車両に搭載するリチウムイオン二次電池の製造工程において、電極を形成する基材の表面に塗工材を塗工するためのものである。なお、以下の実施例において図は、適宜簡略化或いは変形誇張されて描画されており、各部の寸法比および形状等は必ずしも実施例と同一ではない。
【0016】
<塗工装置>
まず、本実施形態に係る塗工装置の全体構成について、図1及び図2を参照しながら説明する。図1は、本実施形態に係る塗工装置を示す全体構成図である。図2は、図1に示す塗工装置の塗工部を基材搬送方向から見た図である。各図において、矢印Xは基材搬送方向を示し、矢印Yは基材幅方向を示す。
図において、塗工装置10は、図1及び図2に示すように、基材1の塗工面1aに塗工材2を塗工するロッドコータ20と、ロッドコータ20の上流側に配置されて基材1を塗工面1aとは逆側から押圧する上流側押圧ローラ30と、ロッドコータ20の下流側に配置されて基材1を塗工面1aとは逆側から押圧する下流側押圧ローラ40と、上流側押圧ローラ30と下流側押圧ローラ40との間であってロッドコータ20に対向する位置に配置され、基材1を塗工面1aとは逆側からロッドコータ20に向けて押圧するセンター押圧ローラ50とを備えている。
本実施形態の基材1としては、アルミ箔や銅箔等の帯状金属箔が用いられている。また、塗工材2としては、ペーストやバインダ等の塗工液が用いられている。
【0017】
前記ロッドコータ20は、塗工材2を溜める液パン21と、回転軸22により回転可能に支持されたロッド23とを備えている。ロッド23の下部は、液パン21内の塗工材2に浸っている。ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の長さL1は、基材1の幅方向よりも短く形成されている。また、ロッド23の、基材幅方向Yの長さL1の外側における外周部には、それぞれ案内溝24が形成され、その案内溝24には、リング状のマスクテープ60が嵌入されている。
【0018】
ロッド23の、基材幅方向Yの長さL1部分の外周面には、複数の螺旋状に延びる溝25が所定間隔をおいて形成されている。この螺旋状の溝25は、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部に設けられた交差部Cを挟んで左右に傾斜方向が異なるようにして形成されている。また、交差部Cにおいては、傾斜方向が異なる螺旋状の溝25が交差するようにして形成されている。また、この螺旋状の溝25の深さは、図3(A)および(B)に示すように、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて両端部側部分Bの方が浅くなるように形成されており、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aに比べて両端部側部分Bの方が小さくなるように形成されている。
したがって、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向に沿った所定の単位長さ内に位置する溝25の断面積Sの合計は、ロッド23の軸線方向の中央部付近Aの断面積SAの合計に比べて端部側部分Bの断面積SBの合計の方が少なくなる。そして、断面積Sが少ない程、ロッド23の外周面における塗工材2の保持量が少なくなる。
なお、溝25の傾斜角度は、左右それぞれ1度〜5度の範囲の同じ角度に設定されている。
【0019】
上流側押圧ローラ30は、円柱形状をなしており、回転軸31により回転可能に支持されている。下流側押圧ローラ40は、円柱形状をなしており、回転軸41により回転可能に支持されている。上流側押圧ローラ30及び下流側押圧ローラ40の両回転軸31,41は、ロッド23の回転軸22と平行であり、基材1への押圧力を変更すべく鉛直方向へ移動可能に設けられている。このとき、上流側押圧ローラ30と下流側押圧ローラ40とは、連結されて同時に鉛直方向へ移動するものであってもよく、それぞれが独立して鉛直方向へ移動するものであってもよい。
【0020】
センター押圧ローラ50は、円柱形状をなしており、回転軸51により回転可能に支持されている。この回転軸51は、ロッド23の回転軸22と平行に設けられており、ロッド23の回転軸22の鉛直方向上側に位置している。センター押圧ローラ50の基材幅方向Yの長さL2は、基材1の幅方向と同程度かそれ以上の長さに形成されている。また、回転軸51には、基材1を押圧するセンター押圧ローラ50の押圧力を所定値に保つダンパ機構55が設けられている。このダンパ機構55は、例えば所定のバネ定数を有する弾性部材により構成されている。
【0021】
次に、上記構成を有する塗工装置10を使用して、基材の塗工面に塗工材を塗工する塗工工程について説明する。
本実施形態の塗工工程では、ロッドコータ20の液パン21に、塗工材2を供給しながら、図示しないモータによりロッド23の回転軸22を回転駆動する。このとき、ロッド23の下部は、液パン21内の塗工材2に浸っており、ロッド23の溝25内には、塗工材2が入り込んでいる。したがって、ロッド23を回転させると、ロッド23の下部では塗工材2を表面に付着させて巻き上げる。一方、ロッド23の上部では、巻き上げた塗工材2によりロッド23と基材1との間にビードDを形成しながら、基材1の塗工面1aに塗工材2を塗工する。
【0022】
この際、ロッド23は、ロッド23の回転に伴って、塗工材2が溝25に案内されてロッド23の両端に向かって流れる方向に回転駆動される。つまり、ロッド23の中央部が下流側、ロッド23の両端側が上流側となる。
したがって、ロッド23の外周面には、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして複数の螺旋状の溝25が形成されているため、塗工材2は、ロッド23の回転に伴って、螺旋状の溝25に案内されて左右に分散されて流れ、つまり、ロッド23の中央部から左右の端部に向かって流れ、その結果、基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができる。
特に、本実施例においては、螺旋状の溝25の深さが、図3(A)および(B)に示すように、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて両端部側部分Bの方が浅くなるように形成されており、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aの部分に比べて両端部部分Bの方が小さくなるように形成されているため、一層基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができる。
【0023】
また、上流側押圧ローラ30、下流側押圧ローラ40及びセンター押圧ローラ50は、搬送される基材1をロッドコータ20に向けて押圧している。ここで、センター押圧ローラ50には、基材1を押圧する押圧力を所定値に保つダンパ機構55が設けられている。これにより、センター押圧ローラ50が基材1を押しすぎて塗工膜が薄くなったり、押圧力が弱すぎて塗工膜が厚くなることはない。ところで、搬送される基材1の水平方向となす角度αが10°以上になると、ロッド23と基材1との間に形成可能なビードDのスペースを確保するのが困難になり、必要な厚さの塗工膜を形成できないおそれが生じてしまう。そこで、本実施形態では、ダンパ機構55により、ロッドコータ20のロッド23とセンター押圧ローラ50との間に搬送される基材1の水平方向となす角度αを、10°以下に調整している。これにより、ロッド23と基材1との間に必要量のビードDを確実に形成して、必要な厚さの塗工膜を確実に形成できるようにしている。
【0024】
<実施例>
本発明者等は、実験により、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして形成された螺旋状の溝25、および螺旋状の溝25の深さを中央部と端部とで異ならしたことによる塗工ムラの防止効果を確認した。具体的には、比較例に示す従来の塗工装置により得られる塗工膜と、下記の実施例1および実施例2により得られる塗工膜とに対して、分光エリプソメトリーにより膜厚のムラを観察した。この分光エリプソメトリーは、薄膜表面に光を入射して薄膜表面で反射させ、その入射光と反射光との偏光状態の変化から薄膜の膜厚を観察する方法である。なお、本実験では、乾燥工程を経た後の塗工膜の膜厚のムラを観察した。
【0025】
<実施例1>
溝の加工条件
ロッドの直径:10mm
ピッチ:0.04mm
深さ:5μm
傾斜角度:左右2度 交差部Cの幅:2mm
幅制御方法:テフロン(登録商標)マスクテープ(厚さ:50μm)
塗工材:SBRバインダ水溶液(濃度:6〜20wt%)
基材の搬送速度:10〜50m/min
基材の搬送速度に対するロッドの外周速度:1.3倍
本実施例1においては、ロッド23の外周面に、上記条件に従って、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして螺旋状の溝25を形成し、このロッド23を用いた塗工装置10を使用して、基材1の塗工面1aに上記塗工材2を塗工した。
<実施例2>
溝の加工条件
ロッドの直径:10mm
ピッチ:0.04mm
深さ:5μm(中央部)、3μm(上流側端部部分)
傾斜角度:左2度
幅制御方法:テフロン(登録商標)マスクテープ(厚さ:50μm)
塗工材:SBRバインダ水溶液(濃度:6〜20wt%)
基材の搬送速度:10〜50m/min
基材の搬送速度に対するロッドの外周速度:1.3倍
本実施例2においては、ロッド23の外周面に、溝25を、上記条件に従って、ロッド23の全体に渡って左方向に傾斜し、且つロッド23の軸線方向の中央部付近の部分に比べて上流側端部部分の方が浅くなるようにして形成し、このロッド23を用いた塗工装置10を使用して、基材1の塗工面1aに上記塗工材2を塗工した。なお、ここで上流側端部部分とは、ロッド23の回転に伴って、左方向に傾斜した螺旋状の溝25により案内されて塗工材2が移動する際の上流側のロッド23の端部である。
<比較例>
溝の加工条件
ロッドの直径:10mm
ピッチ:0.04mm
深さ:5μm
傾斜角度:左2度
幅制御方法:テフロン(登録商標)マスクテープ(厚さ:50μm)
塗工材:SBRバインダ水溶液(濃度:6〜20wt%)
基材の搬送速度:10〜50m/min
基材の搬送速度に対するロッドの外周速度:1.3倍
比較例においては、ロッド23の外周面に、溝25を、上記条件に従って、ロッド23全体に渡って左方向に傾斜する形成し、このロッド23を用いた塗工装置10を使用して、基材1の塗工面1aに上記塗工材2を塗工した。
【0026】
この測定結果を図4および図5に示すが、実施例1および実施例2で塗工した塗工膜は、図4に示すように、基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができた。
つまり、実施例1の、ロッド23の外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして螺旋状の溝25が形成されている場合、および実施例2の、ロッド23の外周面に、溝25を、上記条件に従って、ロッド23の全体に渡って左方向に傾斜し、且つロッド23の軸線方向の中央部付近の部分に比べて上流側端部部分の方が浅くなるようにして形成した場合の、いずれの場合においても、基材1の幅方向の中央部と両端部とで塗工膜を同じ厚みとすることができ、基材1の幅方向における塗工ムラの発生が防止しできて塗工品質が向上することなどが確認できた。
【0027】
それに対して、比較例で塗工した塗工膜は、図5に示すように、塗工膜の一部にムラが発生し、基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができなかった。
この実験結果から、本実施形態の塗工装置10によれば、従来の塗工装置(比較例)に比べて、基材幅方向Yにおける塗工ムラの発生を効果的に防止でき、塗工品質を確実に向上させることができることが確認できた。
つまり、上述の本実施形態では、ロッド23の外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なり、且つ、ロッド23の軸線方向の中央部付近Aの部分に比べて両端部部分Bの方が浅くなるようにして溝25が形成されているため、基材1の幅方向の中央部と両端部とで塗工膜をより一層均一とすることができ、基材1の幅方向における塗工ムラの発生が完全に防止しできることが明かとなった。
【0028】
特に、電池の製造工程では、結合層としてのバインダを塗工した後、活物質を含むペーストを塗工する2層塗工を行う場合がある。このような2層塗工では、バインダを薄膜で
均一に塗工する必要がある。こうした場合に、本実施形態の塗工方法を使用することで、バインダの薄膜塗工をムラ無く行うことが可能となる。こうした塗工ムラの無い二次電池は、電極表面において安定した反応性が得られ、安定した電池性能を発揮するものとなる。
なお、電池は、本実施形態の塗工工程を経た後、乾燥工程などの複数の製造工程を経てリチウム二次電池として組み立てられる。
【0029】
以上、詳細に説明したように、本実施形態によれば、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして形成された螺旋状の溝25けたため、基材幅方向Yの中央部と両端部とで塗工膜を同じ厚みとすることができ、基材幅方向Yにおける塗工ムラの発生を防止して塗工品質を向上させることができる。
【0030】
また、本実施形態では、螺旋状の溝25の深さを、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が浅くなるように形成されており、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が小さくなるように形成されているので、一層基材幅方向Yにおける塗工ムラの発生を防止して塗工品質を向上させることができる。
【0031】
なお、上記した実施形態は単なる例示にすぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることはもちろんである。
例えば、上述した実施形態では、ロッド23は、その外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なり、且つ、ロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が浅くなるようにして溝25が形成されていたが、これに限定されることなく、ロッド23は、その外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なる同じ深さの溝25が形成されていても差し支えないし、また、ロッド23は、その外周面全体に、一方向に傾斜し、且つ溝25の断面積が、ロッド23の軸線方向の中央部付近Aの部分に比べて上流側端部部分の方が小さくなるような溝25が形成されていても差し支えない。
【0032】
また、上述した実施形態では、螺旋状の溝25は、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が浅くなるように形成、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が小さくなるように形成されているが、これに限定されることはない。たとえば、同じ断面積Sの溝25を、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分のピッチに比べて端部側部分Bの方のピッチが大きくなるように形成しても差し支えない。この場合、ロッド23の端部側部分Bの方が中央部付近Aに比べて溝のピッチが大きいため、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなり、溝25の断面積Sを変えた前述の実施形態と同様の効果を期待することができる。
さらに、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分と端部側部分Bとで、溝の断面積とピッチの両方を変えても差し支えない。
【符号の説明】
【0033】
1…基材
1a…塗工面
2…塗工材
10…塗工装置
20…ロッドコータ
21…液パン
22…回転軸
23…ロッド
25…溝
X…基材搬送方向
Y…基材幅方向
【技術分野】
【0001】
本発明は、例えば、電池の製造工程において電極を形成する基材の表面に塗工材を塗工するための塗工装置及び電極製造方法に関する。
【背景技術】
【0002】
近年、電動機を駆動源として搭載したハイブリッド車両や電気自動車等の電動車両が普及しつつある。こうした電動車両には、充電や放電を行うための二次電池が搭載されている。二次電池の電極には、アルミ箔(正極側)や銅箔(負極側)などの基材の表面に、ロッドコータにより塗工材(ペーストやバインダ等)を塗工したものが用いられている。
【0003】
このようなロッドコータは、図6に示すように、所定の搬送ラインに沿って連続的に搬送されるウェブWの表面にコーティング剤100を過剰に塗布するためのアプリケーションローラ11と、ウェブWの表面に塗布されたコーティング剤100の一部を掻き落としてその膜厚を一定にするための計量ロッド17とを備えており、例えば、下記の特許文献1に示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−192052号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、上記従来のロッドコータには、次のような問題があった。
すなわち、上記計量ロッド17は、図7に示すように、芯金101に、線径が0.05〜1.5mmの範囲のワイヤ102を巻回した線巻ロッドであるため、計量ロッド17の回転に伴って、螺旋状に巻回されたワイヤの外周面により形成される螺旋状の溝により、コーティング剤100が計量ロッド17の軸線方向に移動して上流側端部におけるコーティング剤100の塗工膜の厚みが下流側端部に比べて厚くなる傾向があった。このように、塗工膜に基材幅方向の塗工ムラが生じ、塗工品質が低下していた。
【0006】
本発明は、上記問題点を解決するためになされたものであり、基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる塗工装置及び電極製造方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の塗工装置は、次のような特徴を有している。
(1)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成したことを特徴とする。
(2)(1)に記載する塗工装置において、前記傾斜溝の深さが、前記ロッドの軸線方向の中央部よりも端部側が浅くなるように形成されていることを特徴とする。
(3)(1)に記載する塗工装置において、前記傾斜溝のピッチが、前記ロッドの軸線方向の中央部よりも端部側が大きくなるように形成されていることを特徴とする。
(4)(1)に記載する塗工装置において、前記傾斜溝が前記ロッドの軸線方向の中央部から左右対称に傾斜し、且つ前記ロッドの軸線方向に沿った所定の単位長さ当たりの前記傾斜溝の断面積の合計が、前記軸線方向の中央部よりも両端部側が小さくなるようにして形成されていることを特徴とする。
【0008】
(5)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を前記ロッドの軸線方向の中央部から左右対称に傾斜して形成したことを特徴とする。
【0009】
上記課題を解決するために、本発明の電極製造方法は、次のような特徴を有している。
(6)(1)乃至(5)のいずれか1つに記載する塗工装置を用いて前記基材に前記塗工材を塗工して電極を製造したことを特徴とする。
【発明の効果】
【0010】
上記特徴を有する塗工装置は、次のような作用及び効果を奏する。
(1)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成したので、基材幅方向の中央部と端部とで塗工膜を同じ厚みとすることができ、基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができるなど優れた効果を奏する。
【0011】
(2)(1)に記載する塗工装置において、前記傾斜溝の深さが、前記ロッドの軸線方向の中央部よりも端部側が浅くなるように形成されているので、一層基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる。
(3)(1)に記載する塗工装置において、前記傾斜溝のピッチが、前記ロッドの軸線方向の中央部よりも端部側が大きくなるように形成されているので、一層基材幅方向における塗工ムラの発生を防止して塗工品質を向上させることができる。
(4)(1)に記載する塗工装置において、前記傾斜溝が前記ロッドの軸線方向の中央部から左右対称に傾斜し、且つ前記ロッドの軸線方向に沿った所定の単位長さ当たりの前記傾斜溝の断面積の合計が、前記軸線方向の中央部よりも両端部側が小さくなるようにして形成されているので、ロッドの回転に伴って傾斜溝に案内されて塗工材が中央部から両端部側に向けて左右均等に流れ、それにより基材幅方向における塗工厚みの均一化をより一層図ることができる。
【0012】
(5)基材の表面に塗工材を塗工するロッドを有する塗工装置において、前記ロッドの外周面に、前記塗工材を保持する傾斜溝を前記ロッドの軸線方向の中央部から左右対称に傾斜して形成したので、ロッドの回転に伴って傾斜溝に案内されて塗工材が中央部から端部側に向けて左右均等に流れ、それにより基材幅方向における塗工厚みの均一化をより一層図ることができる。
【0013】
上記特徴を有する電極製造方法は、次のような作用及び効果を奏する。
(6)(1)乃至(5)のいずれか1つに記載する塗工装置を用いて前記基材に前記塗工材を塗工して電極を製造したので、基材幅方向の中央部と両端部とで塗工膜を同じ厚みとすることができ、基材幅方向における塗工ムラのない基材を用いて高性能な電池を製造することができるなど優れた効果を奏するものである。
【図面の簡単な説明】
【0014】
【図1】本実施形態に係る塗工装置を示す全体構成図である。
【図2】図1に示す塗工装置の塗工部を基材搬送方向から見た図である。
【図3】(A)は、図2におけるA部の拡大断面図であり、(B)は、図2におけるB部の拡大断面図である。
【図4】本実施形態に係る塗工装置(実施例1および実施例2)により塗工した結果を示す写真図である。
【図5】従来の塗工装置(比較例)により塗工した結果を示す写真図である。
【図6】従来例に係るロッドコータを示す全体構成図である。
【図7】従来例に係るロッドコータの計量ロッド付近を示す図である。
【発明を実施するための形態】
【0015】
以下、本発明に係る塗工装置及び電極製造方法を具体化した実施形態について、添付図面を参照しながら詳細に説明する。本実施形態の塗工装置は、電動車両に搭載するリチウムイオン二次電池の製造工程において、電極を形成する基材の表面に塗工材を塗工するためのものである。なお、以下の実施例において図は、適宜簡略化或いは変形誇張されて描画されており、各部の寸法比および形状等は必ずしも実施例と同一ではない。
【0016】
<塗工装置>
まず、本実施形態に係る塗工装置の全体構成について、図1及び図2を参照しながら説明する。図1は、本実施形態に係る塗工装置を示す全体構成図である。図2は、図1に示す塗工装置の塗工部を基材搬送方向から見た図である。各図において、矢印Xは基材搬送方向を示し、矢印Yは基材幅方向を示す。
図において、塗工装置10は、図1及び図2に示すように、基材1の塗工面1aに塗工材2を塗工するロッドコータ20と、ロッドコータ20の上流側に配置されて基材1を塗工面1aとは逆側から押圧する上流側押圧ローラ30と、ロッドコータ20の下流側に配置されて基材1を塗工面1aとは逆側から押圧する下流側押圧ローラ40と、上流側押圧ローラ30と下流側押圧ローラ40との間であってロッドコータ20に対向する位置に配置され、基材1を塗工面1aとは逆側からロッドコータ20に向けて押圧するセンター押圧ローラ50とを備えている。
本実施形態の基材1としては、アルミ箔や銅箔等の帯状金属箔が用いられている。また、塗工材2としては、ペーストやバインダ等の塗工液が用いられている。
【0017】
前記ロッドコータ20は、塗工材2を溜める液パン21と、回転軸22により回転可能に支持されたロッド23とを備えている。ロッド23の下部は、液パン21内の塗工材2に浸っている。ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の長さL1は、基材1の幅方向よりも短く形成されている。また、ロッド23の、基材幅方向Yの長さL1の外側における外周部には、それぞれ案内溝24が形成され、その案内溝24には、リング状のマスクテープ60が嵌入されている。
【0018】
ロッド23の、基材幅方向Yの長さL1部分の外周面には、複数の螺旋状に延びる溝25が所定間隔をおいて形成されている。この螺旋状の溝25は、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部に設けられた交差部Cを挟んで左右に傾斜方向が異なるようにして形成されている。また、交差部Cにおいては、傾斜方向が異なる螺旋状の溝25が交差するようにして形成されている。また、この螺旋状の溝25の深さは、図3(A)および(B)に示すように、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて両端部側部分Bの方が浅くなるように形成されており、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aに比べて両端部側部分Bの方が小さくなるように形成されている。
したがって、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向に沿った所定の単位長さ内に位置する溝25の断面積Sの合計は、ロッド23の軸線方向の中央部付近Aの断面積SAの合計に比べて端部側部分Bの断面積SBの合計の方が少なくなる。そして、断面積Sが少ない程、ロッド23の外周面における塗工材2の保持量が少なくなる。
なお、溝25の傾斜角度は、左右それぞれ1度〜5度の範囲の同じ角度に設定されている。
【0019】
上流側押圧ローラ30は、円柱形状をなしており、回転軸31により回転可能に支持されている。下流側押圧ローラ40は、円柱形状をなしており、回転軸41により回転可能に支持されている。上流側押圧ローラ30及び下流側押圧ローラ40の両回転軸31,41は、ロッド23の回転軸22と平行であり、基材1への押圧力を変更すべく鉛直方向へ移動可能に設けられている。このとき、上流側押圧ローラ30と下流側押圧ローラ40とは、連結されて同時に鉛直方向へ移動するものであってもよく、それぞれが独立して鉛直方向へ移動するものであってもよい。
【0020】
センター押圧ローラ50は、円柱形状をなしており、回転軸51により回転可能に支持されている。この回転軸51は、ロッド23の回転軸22と平行に設けられており、ロッド23の回転軸22の鉛直方向上側に位置している。センター押圧ローラ50の基材幅方向Yの長さL2は、基材1の幅方向と同程度かそれ以上の長さに形成されている。また、回転軸51には、基材1を押圧するセンター押圧ローラ50の押圧力を所定値に保つダンパ機構55が設けられている。このダンパ機構55は、例えば所定のバネ定数を有する弾性部材により構成されている。
【0021】
次に、上記構成を有する塗工装置10を使用して、基材の塗工面に塗工材を塗工する塗工工程について説明する。
本実施形態の塗工工程では、ロッドコータ20の液パン21に、塗工材2を供給しながら、図示しないモータによりロッド23の回転軸22を回転駆動する。このとき、ロッド23の下部は、液パン21内の塗工材2に浸っており、ロッド23の溝25内には、塗工材2が入り込んでいる。したがって、ロッド23を回転させると、ロッド23の下部では塗工材2を表面に付着させて巻き上げる。一方、ロッド23の上部では、巻き上げた塗工材2によりロッド23と基材1との間にビードDを形成しながら、基材1の塗工面1aに塗工材2を塗工する。
【0022】
この際、ロッド23は、ロッド23の回転に伴って、塗工材2が溝25に案内されてロッド23の両端に向かって流れる方向に回転駆動される。つまり、ロッド23の中央部が下流側、ロッド23の両端側が上流側となる。
したがって、ロッド23の外周面には、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして複数の螺旋状の溝25が形成されているため、塗工材2は、ロッド23の回転に伴って、螺旋状の溝25に案内されて左右に分散されて流れ、つまり、ロッド23の中央部から左右の端部に向かって流れ、その結果、基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができる。
特に、本実施例においては、螺旋状の溝25の深さが、図3(A)および(B)に示すように、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて両端部側部分Bの方が浅くなるように形成されており、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aの部分に比べて両端部部分Bの方が小さくなるように形成されているため、一層基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができる。
【0023】
また、上流側押圧ローラ30、下流側押圧ローラ40及びセンター押圧ローラ50は、搬送される基材1をロッドコータ20に向けて押圧している。ここで、センター押圧ローラ50には、基材1を押圧する押圧力を所定値に保つダンパ機構55が設けられている。これにより、センター押圧ローラ50が基材1を押しすぎて塗工膜が薄くなったり、押圧力が弱すぎて塗工膜が厚くなることはない。ところで、搬送される基材1の水平方向となす角度αが10°以上になると、ロッド23と基材1との間に形成可能なビードDのスペースを確保するのが困難になり、必要な厚さの塗工膜を形成できないおそれが生じてしまう。そこで、本実施形態では、ダンパ機構55により、ロッドコータ20のロッド23とセンター押圧ローラ50との間に搬送される基材1の水平方向となす角度αを、10°以下に調整している。これにより、ロッド23と基材1との間に必要量のビードDを確実に形成して、必要な厚さの塗工膜を確実に形成できるようにしている。
【0024】
<実施例>
本発明者等は、実験により、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして形成された螺旋状の溝25、および螺旋状の溝25の深さを中央部と端部とで異ならしたことによる塗工ムラの防止効果を確認した。具体的には、比較例に示す従来の塗工装置により得られる塗工膜と、下記の実施例1および実施例2により得られる塗工膜とに対して、分光エリプソメトリーにより膜厚のムラを観察した。この分光エリプソメトリーは、薄膜表面に光を入射して薄膜表面で反射させ、その入射光と反射光との偏光状態の変化から薄膜の膜厚を観察する方法である。なお、本実験では、乾燥工程を経た後の塗工膜の膜厚のムラを観察した。
【0025】
<実施例1>
溝の加工条件
ロッドの直径:10mm
ピッチ:0.04mm
深さ:5μm
傾斜角度:左右2度 交差部Cの幅:2mm
幅制御方法:テフロン(登録商標)マスクテープ(厚さ:50μm)
塗工材:SBRバインダ水溶液(濃度:6〜20wt%)
基材の搬送速度:10〜50m/min
基材の搬送速度に対するロッドの外周速度:1.3倍
本実施例1においては、ロッド23の外周面に、上記条件に従って、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして螺旋状の溝25を形成し、このロッド23を用いた塗工装置10を使用して、基材1の塗工面1aに上記塗工材2を塗工した。
<実施例2>
溝の加工条件
ロッドの直径:10mm
ピッチ:0.04mm
深さ:5μm(中央部)、3μm(上流側端部部分)
傾斜角度:左2度
幅制御方法:テフロン(登録商標)マスクテープ(厚さ:50μm)
塗工材:SBRバインダ水溶液(濃度:6〜20wt%)
基材の搬送速度:10〜50m/min
基材の搬送速度に対するロッドの外周速度:1.3倍
本実施例2においては、ロッド23の外周面に、溝25を、上記条件に従って、ロッド23の全体に渡って左方向に傾斜し、且つロッド23の軸線方向の中央部付近の部分に比べて上流側端部部分の方が浅くなるようにして形成し、このロッド23を用いた塗工装置10を使用して、基材1の塗工面1aに上記塗工材2を塗工した。なお、ここで上流側端部部分とは、ロッド23の回転に伴って、左方向に傾斜した螺旋状の溝25により案内されて塗工材2が移動する際の上流側のロッド23の端部である。
<比較例>
溝の加工条件
ロッドの直径:10mm
ピッチ:0.04mm
深さ:5μm
傾斜角度:左2度
幅制御方法:テフロン(登録商標)マスクテープ(厚さ:50μm)
塗工材:SBRバインダ水溶液(濃度:6〜20wt%)
基材の搬送速度:10〜50m/min
基材の搬送速度に対するロッドの外周速度:1.3倍
比較例においては、ロッド23の外周面に、溝25を、上記条件に従って、ロッド23全体に渡って左方向に傾斜する形成し、このロッド23を用いた塗工装置10を使用して、基材1の塗工面1aに上記塗工材2を塗工した。
【0026】
この測定結果を図4および図5に示すが、実施例1および実施例2で塗工した塗工膜は、図4に示すように、基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができた。
つまり、実施例1の、ロッド23の外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして螺旋状の溝25が形成されている場合、および実施例2の、ロッド23の外周面に、溝25を、上記条件に従って、ロッド23の全体に渡って左方向に傾斜し、且つロッド23の軸線方向の中央部付近の部分に比べて上流側端部部分の方が浅くなるようにして形成した場合の、いずれの場合においても、基材1の幅方向の中央部と両端部とで塗工膜を同じ厚みとすることができ、基材1の幅方向における塗工ムラの発生が防止しできて塗工品質が向上することなどが確認できた。
【0027】
それに対して、比較例で塗工した塗工膜は、図5に示すように、塗工膜の一部にムラが発生し、基材幅方向Yの全幅にわたって均一に塗工材2を基材1の塗工面1aに塗工することができなかった。
この実験結果から、本実施形態の塗工装置10によれば、従来の塗工装置(比較例)に比べて、基材幅方向Yにおける塗工ムラの発生を効果的に防止でき、塗工品質を確実に向上させることができることが確認できた。
つまり、上述の本実施形態では、ロッド23の外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なり、且つ、ロッド23の軸線方向の中央部付近Aの部分に比べて両端部部分Bの方が浅くなるようにして溝25が形成されているため、基材1の幅方向の中央部と両端部とで塗工膜をより一層均一とすることができ、基材1の幅方向における塗工ムラの発生が完全に防止しできることが明かとなった。
【0028】
特に、電池の製造工程では、結合層としてのバインダを塗工した後、活物質を含むペーストを塗工する2層塗工を行う場合がある。このような2層塗工では、バインダを薄膜で
均一に塗工する必要がある。こうした場合に、本実施形態の塗工方法を使用することで、バインダの薄膜塗工をムラ無く行うことが可能となる。こうした塗工ムラの無い二次電池は、電極表面において安定した反応性が得られ、安定した電池性能を発揮するものとなる。
なお、電池は、本実施形態の塗工工程を経た後、乾燥工程などの複数の製造工程を経てリチウム二次電池として組み立てられる。
【0029】
以上、詳細に説明したように、本実施形態によれば、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なるようにして形成された螺旋状の溝25けたため、基材幅方向Yの中央部と両端部とで塗工膜を同じ厚みとすることができ、基材幅方向Yにおける塗工ムラの発生を防止して塗工品質を向上させることができる。
【0030】
また、本実施形態では、螺旋状の溝25の深さを、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が浅くなるように形成されており、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が小さくなるように形成されているので、一層基材幅方向Yにおける塗工ムラの発生を防止して塗工品質を向上させることができる。
【0031】
なお、上記した実施形態は単なる例示にすぎず、本発明を何ら限定するものではなく、その要旨を逸脱しない範囲内で種々の改良、変形が可能であることはもちろんである。
例えば、上述した実施形態では、ロッド23は、その外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なり、且つ、ロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が浅くなるようにして溝25が形成されていたが、これに限定されることなく、ロッド23は、その外周面に、ロッド23の軸線方向の中央に設けられた交差部Cを挟んで左右の傾斜方向が異なる同じ深さの溝25が形成されていても差し支えないし、また、ロッド23は、その外周面全体に、一方向に傾斜し、且つ溝25の断面積が、ロッド23の軸線方向の中央部付近Aの部分に比べて上流側端部部分の方が小さくなるような溝25が形成されていても差し支えない。
【0032】
また、上述した実施形態では、螺旋状の溝25は、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が浅くなるように形成、つまり、溝25の断面積Sは、ロッド23の軸線方向の中央部付近Aの部分に比べて端部側部分Bの方が小さくなるように形成されているが、これに限定されることはない。たとえば、同じ断面積Sの溝25を、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分のピッチに比べて端部側部分Bの方のピッチが大きくなるように形成しても差し支えない。この場合、ロッド23の端部側部分Bの方が中央部付近Aに比べて溝のピッチが大きいため、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなり、溝25の断面積Sを変えた前述の実施形態と同様の効果を期待することができる。
さらに、ロッド23の基材幅方向Y、すなわちロッド23の軸線方向の中央部付近Aの部分と端部側部分Bとで、溝の断面積とピッチの両方を変えても差し支えない。
【符号の説明】
【0033】
1…基材
1a…塗工面
2…塗工材
10…塗工装置
20…ロッドコータ
21…液パン
22…回転軸
23…ロッド
25…溝
X…基材搬送方向
Y…基材幅方向
【特許請求の範囲】
【請求項1】
基材の表面に塗工材を塗工するロッドを有する塗工装置において、
前記ロッドの外周面に、前記塗工材を保持する傾斜溝を、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成したことを特徴とする塗工装置。
【請求項2】
請求項1に記載する塗工装置において、
前記傾斜溝の深さが、前記ロッドの軸線方向の中央部よりも端部側が浅くなるように形成されていることを特徴とする塗工装置。
【請求項3】
請求項1に記載する塗工装置において、
前記傾斜溝のピッチが、前記ロッドの軸線方向の中央部よりも端部側が大きくなるように形成されていることを特徴とする塗工装置。
【請求項4】
請求項1に記載する塗工装置において、
前記傾斜溝が前記ロッドの軸線方向の中央部から左右対称に傾斜し、且つ前記ロッドの軸線方向に沿った所定の単位長さ当たりの前記傾斜溝の断面積の合計が、前記軸線方向の中央部よりも両端部側が小さくなるようにして形成されていることを特徴とする塗工装置。
【請求項5】
基材の表面に塗工材を塗工するロッドを有する塗工装置において、
前記ロッドの外周面に、前記塗工材を保持する傾斜溝を前記ロッドの軸線方向の中央部から左右対称に傾斜して形成したことを特徴とする塗工装置。
【請求項6】
請求項1乃至請求項5のいずれか1つに記載する塗工装置を用いて前記基材に前記塗工材を塗工して電極を製造したことを特徴とする電極製造方法。
【請求項1】
基材の表面に塗工材を塗工するロッドを有する塗工装置において、
前記ロッドの外周面に、前記塗工材を保持する傾斜溝を、ロッドの軸線方向に沿った所定の単位長さ当たりの傾斜溝の断面積の合計が、前記軸線方向の中央部よりも端部側が小さくなるように形成したことを特徴とする塗工装置。
【請求項2】
請求項1に記載する塗工装置において、
前記傾斜溝の深さが、前記ロッドの軸線方向の中央部よりも端部側が浅くなるように形成されていることを特徴とする塗工装置。
【請求項3】
請求項1に記載する塗工装置において、
前記傾斜溝のピッチが、前記ロッドの軸線方向の中央部よりも端部側が大きくなるように形成されていることを特徴とする塗工装置。
【請求項4】
請求項1に記載する塗工装置において、
前記傾斜溝が前記ロッドの軸線方向の中央部から左右対称に傾斜し、且つ前記ロッドの軸線方向に沿った所定の単位長さ当たりの前記傾斜溝の断面積の合計が、前記軸線方向の中央部よりも両端部側が小さくなるようにして形成されていることを特徴とする塗工装置。
【請求項5】
基材の表面に塗工材を塗工するロッドを有する塗工装置において、
前記ロッドの外周面に、前記塗工材を保持する傾斜溝を前記ロッドの軸線方向の中央部から左右対称に傾斜して形成したことを特徴とする塗工装置。
【請求項6】
請求項1乃至請求項5のいずれか1つに記載する塗工装置を用いて前記基材に前記塗工材を塗工して電極を製造したことを特徴とする電極製造方法。
【図1】


【図2】

【図3】
【図6】
【図7】

【図4】
【図5】

【図2】
【図3】
【図6】
【図7】
【図4】
【図5】
【公開番号】特開2013−98095(P2013−98095A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−241584(P2011−241584)
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月2日(2011.11.2)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]