
塗工装置
【課題】凹凸のあるウエブであっても、塗工厚さを均一にして塗工液を塗工できる塗工装置を提供する。
【解決手段】長尺状のウエブ1を搬送する金属製のバックアップロール12と、ウエブ1に塗工液を塗工するクッション性のある多孔質吸水体の塗工ロール14とを有し、凹凸22のあるウエブ1に対し塗工層3を塗工する。
【解決手段】長尺状のウエブ1を搬送する金属製のバックアップロール12と、ウエブ1に塗工液を塗工するクッション性のある多孔質吸水体の塗工ロール14とを有し、凹凸22のあるウエブ1に対し塗工層3を塗工する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、凹凸のあるウエブに、塗工液を塗工する塗工装置に関するものである。
【背景技術】
【0002】
凹凸のあるウエブに塗工液を塗工する場合に、コンマ型のドクターエッジを有するダイなどを用いて塗工すると、塗工厚さが均一にならない。
【0003】
そのため、従来より、凹凸のあるウエブに塗工液を塗工を行う場合には、スプレーコート法が用いられている。このスプレーコート法は、例えばウエブの上面にスプレーを配置し、このスプレーから塗工液を噴射して、凹凸のあるウエブの表面に塗工面を形成する(例えば、特許文献1、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭63−197685号公報
【特許文献2】特開平8−238898号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のようなスプレーコート法において、凹凸のあるウエブに塗工液を塗工した場合には、塗工液がウエブ以外の部分に噴射されて、塗工液が無駄になるという問題点があった。
【0006】
そこで、本発明は上記問題点に鑑み、凹凸のあるウエブであっても、塗工厚さを均一にして塗工液を塗工できる塗工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、長尺状のウエブを搬送する金属製のバックアップロールと、前記バックアップロールに搬送されている前記ウエブに塗工液を塗工するクッション性のある多孔質吸水体の塗工ロールと、を有することを特徴とする塗工装置である。
【発明の効果】
【0008】
本発明によれば、クッション性のある多孔質吸水体の塗工ロールによってウエブに塗工液を塗工するため、ウエブに凹凸があっても塗工厚を均一にして塗工液を塗工できる。
【図面の簡単な説明】
【0009】
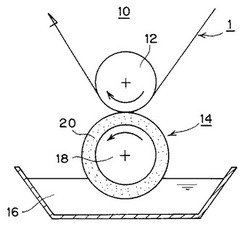
【図1】本発明の第1の実施形態の塗工装置の側面図である。
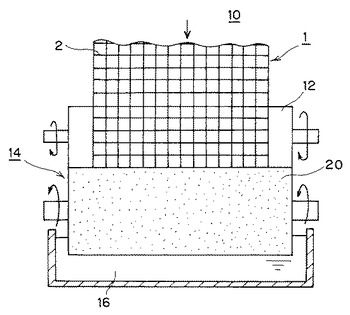
【図2】同じく塗工装置の正面図である。
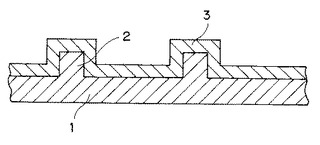
【図3】塗工面を形成したウエブの拡大縦断面図である。
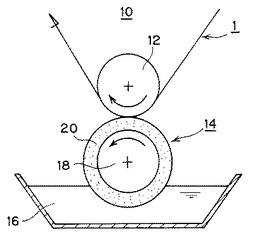
【図4】第2の実施形態の塗工装置の側面図である。
【図5】同じく塗工装置の正面図である。
【図6】第3の実施形態の塗工装置の側面図である。
【図7】同じく塗工装置の正面図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態の塗工装置10について図面に基づいて説明する。
【実施例1】
【0011】
以下、本発明の第1の実施形態の塗工装置10について図1〜図3に基づいて説明する。
【0012】
本実施形態の塗工装置10によって塗工液が塗工される長尺状のウエブ1は、フィルム、布帛、金属箔、紙などであって、その塗工面には格子上に突出した突部が形成され、全体として凹凸2が形成されている。
【0013】
(1)塗工装置10の構成
本実施形態の塗工装置10の構成について図1と図2に基づいて説明する。
【0014】
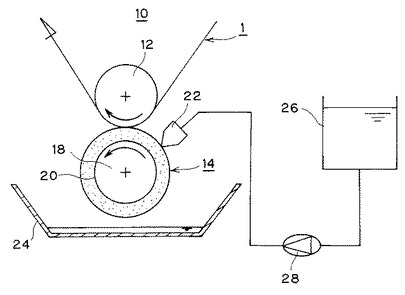
塗工装置10は、バックアップロール12、塗工ロール14、液槽16とを有している。
【0015】
バックアップロール12は、金属製のロールであって、その下周面に長尺状のウエブ1が一定のテンションで掛け渡され、バックアップロール12が所定の回転速度で回転することにより、ウエブ1を搬送速度で走行させる。バックアップロール12の直径は、例えば80〜100mmである。
【0016】
塗工ロール14は、バックアップロール12の下周面に接触するように配置されている。この塗工ロール14は、金属製の芯ロール18と、この芯ロール18の外周面に取り付けられた筒状の樹脂ロール20とより形成されている。樹脂ロール20は、低い硬度でクッション性があり、多孔質吸水体である。なお、低硬度とは、例えばHs5度〜30度である。塗工ロール14の直径は、例えば、100〜150mmであり、樹脂ロール20の径方向の厚みは、10〜20mmである。
【0017】
液槽16は、塗工ロール14の下方に配置され、ウエブ1に塗工するための塗工液が貯蔵され、この塗工液に塗工ロール14の樹脂ロール20の下部分が含浸されている。
【0018】
(2)塗工装置10の動作状態
次に、塗工装置10の動作状態について図1〜図3に基づいて説明する。
【0019】
バックアップロール12を図1において時計回りの方向に回転させ、バックアップロール12によってウエブ1を搬送させる。この場合に凹凸2のあるウエブ1の塗工面を下方に配置する。
【0020】
搬送されるウエブ1の塗工面に接触するように塗工ロール14を配置し、塗工ロール14を反時計回りの方向に回転させる。
【0021】
塗工ロール14の樹脂ロール20は、多孔質吸水体であるので、液槽16に溜まった塗工液を吸水してその内部に溜め、ウエブ1の塗工面に塗工液を塗工する。この場合に、ウエブ1の塗工面に凹凸2があっても、樹脂ロール20にはクッション性があるため、樹脂ロールの表面がウエブ1の凹凸2に合わせて変形し、図3に示すように、その凹凸2に合わせて均一な塗工厚さを有する塗工層3が形成される。
【0022】
ウエブ1に塗工されなかった塗工ロール14の塗工液は、再び液槽16の中に戻される。
【0023】
(3)効果
本実施形態によれば、液槽16の塗工液を、多孔質吸水体である樹脂ロール20で吸い上げ、その後に凹凸2のあるウエブ1に塗工する場合に、樹脂ロール20は低硬度でクッション性があるため、ウエブ1の凹凸2に応じて樹脂ロール20が変形して、均一な塗工厚を有する塗工層3を形成できる。また、樹脂ロール20は低硬度であるため、ウエブ1の表面や凹凸2の表面を傷つけることがない。
【実施例2】
【0024】
次に、本発明の第2の実施形態の塗工装置10について、図4と図5に基づいて説明する。
【0025】
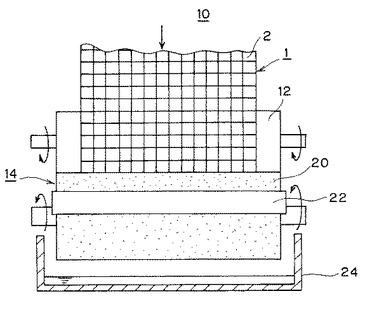
本実施形態と第1の実施形態の異なる点は、本実施形態では液槽16を有さず、代わりに、ノズル22と液溜め部24とを有している点にある。
【0026】
塗工液を吐出するノズル22が、図4に示すように、塗工ロール14の外周面上部であって、塗工前の位置に配置されている。このノズル22は、図5に示すように、塗工ロール14の幅方向に沿って設けられ、樹脂ロール20の外周面に向かって塗工液を吐出する。また、このノズル22に塗工液を供給するために、塗工液を溜めるためのタンク26と、タンク26の塗工液をノズル22に単位時間当たりで一定量供給するポンプ28が設けられている。
【0027】
液溜め部24は、塗工ロール14の下方に設けられ、塗工ロール14によって塗工した後に、余った塗工液が落ちるためのものである。
【0028】
本実施形態の塗工装置10であっても、ノズル22から、単位時間当たり一定量の塗工液が塗工ロール14の樹脂ロール20に供給され、この樹脂ロール20に供給された塗工液が凹凸2のあるウエブ1の塗工面に塗工される。この場合に、第1の実施形態と同様に、樹脂ロール20は低硬度のクッション性のある多孔質の吸水体によって形成されているため、ウエブ1の凹凸2に応じて樹脂ロール20が変形し、図3に示すように、ウエブ1の凹凸2に対し均一な塗工厚さで塗工層3を形成できる。
【実施例3】
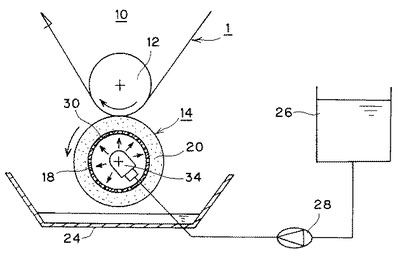
【0029】
次に、本発明の第3の実施形態の塗工装置10について、図6と図7に基づいて説明する。
【0030】
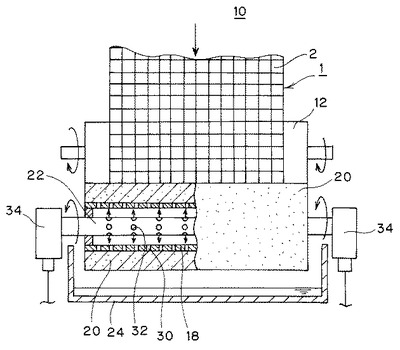
本実施形態と第2の実施形態の異なる点は、第2の実施形態ではノズル22を塗工ロール14の外周面に配置したが、本実施形態では塗工ロール14の内側に配している点にある。すなわち、本実施形態では、塗工ロール14の芯ロール18が、金属製の筒状であって、その周面に複数の孔30が等間隔に開口している。この筒状の芯ロール18の内側であって、かつ、幅方向に円筒状のノズル22が設けられている。このノズル22には、外周部に沿って、かつ、軸方向に沿って等間隔に塗工液を吐出するための吐出孔32が複数開口している。ノズル22の両端部は芯ロール18を貫通し、ロータリージョイント34を介してポンプ28に接続されている。このロータリージョイント34によって接続されることにより、塗工ロール14が回転しても、ノズル22に塗工液が供給される。そして、この芯ロール18の外周面に第1の実施形態と同様の樹脂ロール20が取り付けられている。
【0031】
本実施形態の塗工装置10であると、芯ロール18の内側にあるノズル22の吐出孔32から塗工液が吐出され、芯ロール18の複数の孔30を通って樹脂ロール20の内周面から塗工液が供給される。樹脂ロール20は、多孔質で吸水体であるため、内周面から塗工液が供給されても、その外周面に塗工液が浸透する。そして、第1の実施形態と同様に凹凸22のあるウエブ1に対し、樹脂ロール20が変形して、凹凸22に対し図3に示すように、均一な塗工厚さを有する塗工層3を形成できる。
【変更例】
【0032】
上記実施形態では、ウエブ1の塗工面の凹凸2として格子状のものを用いたが、これは一例であって、他の形状の凹凸2であってもよい。
【0033】
また、塗工ロール14における樹脂ロール20のクッション性については、ウエブ1の凹凸2の深さ、又は、高さに応じて決定すればよく、凹凸2が深いものであればよりクッション性の高いものを用いればよい。
【0034】
また、上記実施形態では、樹脂ロール20の洗浄を行っていなかったが、塗工液が直ぐに固まったりするようなものである場合には、ウエブ1への塗工後、樹脂ロール20の表面を洗浄するために、水や溶剤などの洗浄液を吐出する洗浄ノズルを設けてもよい。
【0035】
上記では本発明の一実施形態を説明したが、この実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の主旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0036】
1・・・ウエブ、2・・・凹凸、3・・・塗工層、10・・・塗工装置、12・・・バックアップロール、14・・・塗工ロール、16・・・液槽、18・・・芯ロール、20・・・樹脂ロール、22・・・ノズル、24・・・液溜め部
【技術分野】
【0001】
本発明は、凹凸のあるウエブに、塗工液を塗工する塗工装置に関するものである。
【背景技術】
【0002】
凹凸のあるウエブに塗工液を塗工する場合に、コンマ型のドクターエッジを有するダイなどを用いて塗工すると、塗工厚さが均一にならない。
【0003】
そのため、従来より、凹凸のあるウエブに塗工液を塗工を行う場合には、スプレーコート法が用いられている。このスプレーコート法は、例えばウエブの上面にスプレーを配置し、このスプレーから塗工液を噴射して、凹凸のあるウエブの表面に塗工面を形成する(例えば、特許文献1、特許文献2参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開昭63−197685号公報
【特許文献2】特開平8−238898号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかし、上記のようなスプレーコート法において、凹凸のあるウエブに塗工液を塗工した場合には、塗工液がウエブ以外の部分に噴射されて、塗工液が無駄になるという問題点があった。
【0006】
そこで、本発明は上記問題点に鑑み、凹凸のあるウエブであっても、塗工厚さを均一にして塗工液を塗工できる塗工装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、長尺状のウエブを搬送する金属製のバックアップロールと、前記バックアップロールに搬送されている前記ウエブに塗工液を塗工するクッション性のある多孔質吸水体の塗工ロールと、を有することを特徴とする塗工装置である。
【発明の効果】
【0008】
本発明によれば、クッション性のある多孔質吸水体の塗工ロールによってウエブに塗工液を塗工するため、ウエブに凹凸があっても塗工厚を均一にして塗工液を塗工できる。
【図面の簡単な説明】
【0009】
【図1】本発明の第1の実施形態の塗工装置の側面図である。
【図2】同じく塗工装置の正面図である。
【図3】塗工面を形成したウエブの拡大縦断面図である。
【図4】第2の実施形態の塗工装置の側面図である。
【図5】同じく塗工装置の正面図である。
【図6】第3の実施形態の塗工装置の側面図である。
【図7】同じく塗工装置の正面図である。
【発明を実施するための形態】
【0010】
以下、本発明の一実施形態の塗工装置10について図面に基づいて説明する。
【実施例1】
【0011】
以下、本発明の第1の実施形態の塗工装置10について図1〜図3に基づいて説明する。
【0012】
本実施形態の塗工装置10によって塗工液が塗工される長尺状のウエブ1は、フィルム、布帛、金属箔、紙などであって、その塗工面には格子上に突出した突部が形成され、全体として凹凸2が形成されている。
【0013】
(1)塗工装置10の構成
本実施形態の塗工装置10の構成について図1と図2に基づいて説明する。
【0014】
塗工装置10は、バックアップロール12、塗工ロール14、液槽16とを有している。
【0015】
バックアップロール12は、金属製のロールであって、その下周面に長尺状のウエブ1が一定のテンションで掛け渡され、バックアップロール12が所定の回転速度で回転することにより、ウエブ1を搬送速度で走行させる。バックアップロール12の直径は、例えば80〜100mmである。
【0016】
塗工ロール14は、バックアップロール12の下周面に接触するように配置されている。この塗工ロール14は、金属製の芯ロール18と、この芯ロール18の外周面に取り付けられた筒状の樹脂ロール20とより形成されている。樹脂ロール20は、低い硬度でクッション性があり、多孔質吸水体である。なお、低硬度とは、例えばHs5度〜30度である。塗工ロール14の直径は、例えば、100〜150mmであり、樹脂ロール20の径方向の厚みは、10〜20mmである。
【0017】
液槽16は、塗工ロール14の下方に配置され、ウエブ1に塗工するための塗工液が貯蔵され、この塗工液に塗工ロール14の樹脂ロール20の下部分が含浸されている。
【0018】
(2)塗工装置10の動作状態
次に、塗工装置10の動作状態について図1〜図3に基づいて説明する。
【0019】
バックアップロール12を図1において時計回りの方向に回転させ、バックアップロール12によってウエブ1を搬送させる。この場合に凹凸2のあるウエブ1の塗工面を下方に配置する。
【0020】
搬送されるウエブ1の塗工面に接触するように塗工ロール14を配置し、塗工ロール14を反時計回りの方向に回転させる。
【0021】
塗工ロール14の樹脂ロール20は、多孔質吸水体であるので、液槽16に溜まった塗工液を吸水してその内部に溜め、ウエブ1の塗工面に塗工液を塗工する。この場合に、ウエブ1の塗工面に凹凸2があっても、樹脂ロール20にはクッション性があるため、樹脂ロールの表面がウエブ1の凹凸2に合わせて変形し、図3に示すように、その凹凸2に合わせて均一な塗工厚さを有する塗工層3が形成される。
【0022】
ウエブ1に塗工されなかった塗工ロール14の塗工液は、再び液槽16の中に戻される。
【0023】
(3)効果
本実施形態によれば、液槽16の塗工液を、多孔質吸水体である樹脂ロール20で吸い上げ、その後に凹凸2のあるウエブ1に塗工する場合に、樹脂ロール20は低硬度でクッション性があるため、ウエブ1の凹凸2に応じて樹脂ロール20が変形して、均一な塗工厚を有する塗工層3を形成できる。また、樹脂ロール20は低硬度であるため、ウエブ1の表面や凹凸2の表面を傷つけることがない。
【実施例2】
【0024】
次に、本発明の第2の実施形態の塗工装置10について、図4と図5に基づいて説明する。
【0025】
本実施形態と第1の実施形態の異なる点は、本実施形態では液槽16を有さず、代わりに、ノズル22と液溜め部24とを有している点にある。
【0026】
塗工液を吐出するノズル22が、図4に示すように、塗工ロール14の外周面上部であって、塗工前の位置に配置されている。このノズル22は、図5に示すように、塗工ロール14の幅方向に沿って設けられ、樹脂ロール20の外周面に向かって塗工液を吐出する。また、このノズル22に塗工液を供給するために、塗工液を溜めるためのタンク26と、タンク26の塗工液をノズル22に単位時間当たりで一定量供給するポンプ28が設けられている。
【0027】
液溜め部24は、塗工ロール14の下方に設けられ、塗工ロール14によって塗工した後に、余った塗工液が落ちるためのものである。
【0028】
本実施形態の塗工装置10であっても、ノズル22から、単位時間当たり一定量の塗工液が塗工ロール14の樹脂ロール20に供給され、この樹脂ロール20に供給された塗工液が凹凸2のあるウエブ1の塗工面に塗工される。この場合に、第1の実施形態と同様に、樹脂ロール20は低硬度のクッション性のある多孔質の吸水体によって形成されているため、ウエブ1の凹凸2に応じて樹脂ロール20が変形し、図3に示すように、ウエブ1の凹凸2に対し均一な塗工厚さで塗工層3を形成できる。
【実施例3】
【0029】
次に、本発明の第3の実施形態の塗工装置10について、図6と図7に基づいて説明する。
【0030】
本実施形態と第2の実施形態の異なる点は、第2の実施形態ではノズル22を塗工ロール14の外周面に配置したが、本実施形態では塗工ロール14の内側に配している点にある。すなわち、本実施形態では、塗工ロール14の芯ロール18が、金属製の筒状であって、その周面に複数の孔30が等間隔に開口している。この筒状の芯ロール18の内側であって、かつ、幅方向に円筒状のノズル22が設けられている。このノズル22には、外周部に沿って、かつ、軸方向に沿って等間隔に塗工液を吐出するための吐出孔32が複数開口している。ノズル22の両端部は芯ロール18を貫通し、ロータリージョイント34を介してポンプ28に接続されている。このロータリージョイント34によって接続されることにより、塗工ロール14が回転しても、ノズル22に塗工液が供給される。そして、この芯ロール18の外周面に第1の実施形態と同様の樹脂ロール20が取り付けられている。
【0031】
本実施形態の塗工装置10であると、芯ロール18の内側にあるノズル22の吐出孔32から塗工液が吐出され、芯ロール18の複数の孔30を通って樹脂ロール20の内周面から塗工液が供給される。樹脂ロール20は、多孔質で吸水体であるため、内周面から塗工液が供給されても、その外周面に塗工液が浸透する。そして、第1の実施形態と同様に凹凸22のあるウエブ1に対し、樹脂ロール20が変形して、凹凸22に対し図3に示すように、均一な塗工厚さを有する塗工層3を形成できる。
【変更例】
【0032】
上記実施形態では、ウエブ1の塗工面の凹凸2として格子状のものを用いたが、これは一例であって、他の形状の凹凸2であってもよい。
【0033】
また、塗工ロール14における樹脂ロール20のクッション性については、ウエブ1の凹凸2の深さ、又は、高さに応じて決定すればよく、凹凸2が深いものであればよりクッション性の高いものを用いればよい。
【0034】
また、上記実施形態では、樹脂ロール20の洗浄を行っていなかったが、塗工液が直ぐに固まったりするようなものである場合には、ウエブ1への塗工後、樹脂ロール20の表面を洗浄するために、水や溶剤などの洗浄液を吐出する洗浄ノズルを設けてもよい。
【0035】
上記では本発明の一実施形態を説明したが、この実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。これら新規な実施形態は、その他の様々な形態で実施されることが可能であり、発明の主旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。これら実施形態やその変形は、発明の範囲や要旨に含まれるとともに、特許請求の範囲に記載された発明とその均等の範囲に含まれる。
【符号の説明】
【0036】
1・・・ウエブ、2・・・凹凸、3・・・塗工層、10・・・塗工装置、12・・・バックアップロール、14・・・塗工ロール、16・・・液槽、18・・・芯ロール、20・・・樹脂ロール、22・・・ノズル、24・・・液溜め部
【特許請求の範囲】
【請求項1】
長尺状のウエブを搬送する金属製のバックアップロールと、
前記バックアップロールに搬送されている前記ウエブに塗工液を塗工するクッション性のある多孔質吸水体の塗工ロールと、
を有することを特徴とする塗工装置。
【請求項2】
前記塗工ロールに塗工液を供給するために、前記塗工ロールの下方に配置された液槽をさらに有する、
ことを特徴とする請求項1に記載の塗工装置。
【請求項3】
前記塗工ロールに塗工液を供給するために、前記塗工ロールの外周面に配置された塗工液を吐出するノズルと、
前記塗工ロールの下方に配置された塗工液を受ける液溜め部と、
をさらに有することを特徴とする請求項1に記載の塗工装置。
【請求項4】
前記塗工ロールに塗工液を供給するために、前記塗工ロールの内側に配置された塗工液を吐出するノズルと、
前記塗工ロールの下方に配置された塗工液を受ける液溜め部と、
をさらに有することを特徴とする請求項1に記載の塗工装置。
【請求項5】
前記塗工ロールが、芯ロールと、前記芯ロールの外周面に取り付けられた筒状の樹脂ロールを有する、
ことを特徴とする請求項1乃至4のいずれか一項に記載の塗工装置。
【請求項6】
前記ウエブの塗工面には、凹凸が形成されている、
ことを特徴とする請求項1乃至5のいずれか一項に記載の塗工装置。
【請求項1】
長尺状のウエブを搬送する金属製のバックアップロールと、
前記バックアップロールに搬送されている前記ウエブに塗工液を塗工するクッション性のある多孔質吸水体の塗工ロールと、
を有することを特徴とする塗工装置。
【請求項2】
前記塗工ロールに塗工液を供給するために、前記塗工ロールの下方に配置された液槽をさらに有する、
ことを特徴とする請求項1に記載の塗工装置。
【請求項3】
前記塗工ロールに塗工液を供給するために、前記塗工ロールの外周面に配置された塗工液を吐出するノズルと、
前記塗工ロールの下方に配置された塗工液を受ける液溜め部と、
をさらに有することを特徴とする請求項1に記載の塗工装置。
【請求項4】
前記塗工ロールに塗工液を供給するために、前記塗工ロールの内側に配置された塗工液を吐出するノズルと、
前記塗工ロールの下方に配置された塗工液を受ける液溜め部と、
をさらに有することを特徴とする請求項1に記載の塗工装置。
【請求項5】
前記塗工ロールが、芯ロールと、前記芯ロールの外周面に取り付けられた筒状の樹脂ロールを有する、
ことを特徴とする請求項1乃至4のいずれか一項に記載の塗工装置。
【請求項6】
前記ウエブの塗工面には、凹凸が形成されている、
ことを特徴とする請求項1乃至5のいずれか一項に記載の塗工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−250190(P2012−250190A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−125399(P2011−125399)
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000240341)株式会社ヒラノテクシード (58)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年6月3日(2011.6.3)
【出願人】(000240341)株式会社ヒラノテクシード (58)
【Fターム(参考)】
[ Back to top ]