
塗布体用素材の製造方法及び塗布体用素材並びに塗布体及び塗布具
【課題】 アイライナやアイブロウなどの化粧用としての塗布具に要望されている、偏平体状の塗布体で、しかも柔軟性を有する塗布体を、均一な品質で、工業的に有利な方法で調製する方法を提供する。
【解決手段】 ナイロン繊維束を最終製品の断面形状に対応させ、かつ拡大した形状の空孔を有するガイドにより整形したのち、前記断面形状の空孔を有するパイプ状の異形ダイで加熱圧縮して所望断面を有する繊維収束体とする。得られた繊維収束体を合成樹脂の含浸により接着固定して塗布体用素材とし、この塗布体用素材を所望の長さに切断して塗布体を得、これを塗布具の塗布部又は筆記部とする。
【解決手段】 ナイロン繊維束を最終製品の断面形状に対応させ、かつ拡大した形状の空孔を有するガイドにより整形したのち、前記断面形状の空孔を有するパイプ状の異形ダイで加熱圧縮して所望断面を有する繊維収束体とする。得られた繊維収束体を合成樹脂の含浸により接着固定して塗布体用素材とし、この塗布体用素材を所望の長さに切断して塗布体を得、これを塗布具の塗布部又は筆記部とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、筆記や描画の際に用いられる塗布具に関するものである。
より具体的には、化粧品用の塗布具に関するものであって、それらの製造技術に関するものである。
【背景技術】
【0002】
化粧用の塗布具を始めとして、筆記や描画の分野で、種々の塗布具が幅広く使用されている。
これら種々の塗布具については、それぞれ品質の良いものを求めて材質や形状、さらには、その製法についての検討が、常に行われている。
【0003】
かかる塗布具の製造方法としては、例えば、獣毛や合成繊維などを束ねて、筆又はブラシとする方法がある。
また、接着剤で結合した繊維束の先端を、尖鋭形状に研削加工して塗布部材とする方法や、合成樹脂製の多孔質スポンジ状材料を、穂先とする成形品を塗布部材とする方法、さらには、内部にスリット状の毛細管を形成した弾性又は軟質の熱可塑性合成樹脂の押出成形品を、塗布部材とする方法などがある。
【0004】
これらの製法の中でも、接着剤で結合した毛細管力を有する繊維束の先端を、尖鋭形状に研削加工して塗布体(以下、繊維束芯とも言う。)とする方法が、特公昭53−16736号公報(特許文献1)において提案されている。
この方法は、塗布幅のバラツキが少なく、塗布液の流れが均一で、安定した品質の塗布体を多品種、大量に供給することを可能にする方法として、普及している。
しかも、この方法によれば、極めて僅かな樹脂分をほぼ均一に附着させると、先端の非常にしなやかなものとなり、このような繊維束芯はアイライナ用の塗布具としてとして使われることが示されている。
【0005】
前記の繊維束芯は、本質的に接着剤で固結されたものであるので硬質であった。
柔らかい感触の塗布体を得るには、ペン芯の材料となる棒状物を後加工で、ある程度研磨加工に耐える程度に強度を持たせる必要があった。
すなわち、ある程度硬い棒状物とする必要があり、後加工によって棒状物の一端を鋭角のテーパー状とすることで、始めてその先端がしなやかになるというものであった。
また、この方法では、棒状物を形成し、切断・研磨という後加工を必要とするものであるので、特に柔らかい化粧用の棒状物は、加工し難いといった欠点があった。
さらに、しなやかな棒状物を研磨加工しようとすると、形状を整形する際に、加工によって繊維がバラケてしまうという問題を有するので、柔軟な繊維束芯からなる塗布具の製法には、必ずしも適したものではない。
【0006】
そのため、柔らかい繊維束芯を得る方法が、種々提案されてきている。
例えば、実公平01−11504号公報(特許文献2)には、核成分としての、単糸繊度が7デニールを超えない極細巻縮ナイロン繊維と、不定形要素を形成する合成樹脂エラストマとからなる、ゴム状の弾力性、柔軟性および復元性を有することを特徴とする繊維束芯を用いることが提案されている。
【0007】
さらに、特許第4535224号公報(特許文献3)では、化粧用塗布具とするための柔らかい感触を与える繊維束芯を、繊維束芯内における接着剤量を意図的に偏在させることによって、使用の際の僅かな応力で繊維束が解れる中心部、すなわち、接着剤量の少ない中心部をもった繊維束芯を得ることにより製造することが開示されている。
【0008】
一方、化粧品関連の塗布具として、形状が偏平体の塗布体を用いることが、特開昭59−134709号公報(特許文献4)、特開昭57−64607号公報(特許文献5)等に開示されている。
また、市場においても、そのような形状の塗布体を有する塗布具が要望されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公昭53−16736号公報(第2欄第6行〜第9行)
【特許文献2】実公平01−11504号公報(実用新案登録請求の範囲)
【特許文献3】特許第4535224号公報(特許請求の範囲)
【特許文献4】特開昭59−134709号公報(図面)
【特許文献5】特開昭57−64607号公報(第1図)
【発明の概要】
【発明が解決しようとする課題】
【0010】
この発明はかかる現状に鑑み、塗布体、特にアイライナやアイブロなどの化粧用としての塗布具として要望されている、偏平状の塗布体であって、しかも柔軟性を有する塗布体を、均一な品質で、工業的に有利な方法で調製する方法を提供すべく検討を行った。
【0011】
その際に、当然のことであるが、引用文献1,2に示される先端を尖鋭形状とか、たがね形状等に研磨する必要がないこと、柔軟性を持たせることによって生ずる撓みによっても、加工が均一に行えること、鋭角な形状の確保ができること、品質にバラツキが生じないこと、塗布面もしくは筆記面の表面が滑らかであること、さらには、加工による材料の損失等を可及的に抑えることが可能な塗布体を調製方法の検討を行った。
【0012】
さらに、柔らかい塗布体は、そのまま使うと折れ曲がり易く、塗布し難いという問題が惹起されたとしても、前記課題を避けるために、塗布具から突出させる塗布体の突出長さを短くし、実質的に塗布面(サイド)が少なくなって、使用範囲が狭くなるといった問題や、塗布面が狭いことから塗布具の先端部分が肌に接触してしまい、塗布し難いといった問題も併せて解決すべく検討を行った。
【0013】
その結果、繊維束芯の製造において、原料の繊維としてナイロン繊維を用いること、前記ナイロン繊維束を、特定の断面形状からなる空孔を有し、かつ全体を扁平状に成型できる異形のダイを使用して加熱圧縮すること等によって、前記課題を解決できることを見出し、この発明を完成させたものである。
【課題を解決するための手段】
【0014】
すなわち、この発明の請求項1に記載の発明は、
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮して繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法である。
【0015】
この発明の請求項2に記載の発明は、
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮し、長辺と短辺との比率が20〜2:1で、かつ厚みが0.5〜2.0mmの繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法である。
【0016】
この発明の請求項3に記載の発明は、
請求項1又は2に記載の塗布体用素材の製造方法において、
前記ナイロンの繊維束は、
前記方法で得られる扁平な長尺体の断面形状に対応し、かつ当該断面形状を拡大した形状の空孔を有するガイドの中を引き通すことによって繊維束を整形すること
を特徴とするものである。
【0017】
この発明の請求項4に記載の発明は、
請求項1〜3のいずれかに記載の塗布体用素材の製造方法において、
前記塗布体用素材は、
長辺の幅が1.5mm〜30mm、短辺の幅が0.5mm〜2.0mmであること
を特徴とするものである。
【0018】
この発明の請求項5に記載の発明は、
請求項1〜4のいずれかに記載の塗布体用素材の製造方法において、
前記繊維束の総量及び/又は繊維集束体を接着固定する合成樹脂量を規制し、気孔率を35〜85%としたものであること
を特徴とするものである。
【0019】
また、この発明の請求項6に記載の発明は、
請求項1〜請求項5のいずれかに記載の製造方法で調製されたものであること
を特徴とする塗布体用素材である。
【0020】
この発明の請求項7に記載の発明は、
請求項6に記載の扁平な長尺体からなる塗布体用素材を、所要の長さに切断して得たものであること
を特徴とする塗布体である。
【0021】
この発明の請求項8に記載の発明は、
請求項7に記載の塗布体において、
前記塗布体は、
少なくとも、先端部に打ち抜き加工もしくはカット処理が施されているものであること
を特徴するものである。
【0022】
この発明の請求項9に記載の発明は、
請求項7又は8に記載の塗布体において、
前記塗布体は、
化粧用であって、気孔率が60〜85%のもので、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が5〜150gのものであること
を特徴とするものである。
【0023】
さらにまた、この発明の請求項10に記載の発明は、
請求項7又は8に記載の塗布体において、
前記塗布体は、
筆記用であって、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が150〜10,000gのものであること
を特徴とするものである。
【0024】
さらに、この発明の請求項11に記載の発明は、
請求項7〜10のいずれかに記載の塗布体を、塗布部又は筆記部とするものであること
を特徴とする塗布具である。
【0025】
この発明の請求項12に記載の発明は、
請求項11に記載の塗布具において、
前記塗布具は、
前記塗布体の折れ防止のための支持機構を備えたものであること
を特徴とするものである。
【0026】
この発明の請求項13に記載の発明は、
請求項11に記載の塗布具において、
前記塗布具は、
断面が扁平な塗布体を、全体を湾曲させて折れ防止加工を施したものであること
を特徴とするものである。
【発明の効果】
【0027】
この発明の請求項1にかかる塗布用素材の製造方法は、ナイロン繊維を長手方向に引き揃えた繊維束を、所望の形状、例えば、断面形状が横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有するパイプ状の異形ダイで加熱圧縮して、所望の断面形状を有する偏平状の長尺体を、簡単かつ容易に得ることができる。
【0028】
得られた扁平な長尺体は、従来のように丸芯から矩形状にするための研削加工処理が不要な塗布体用素材とすることができる。
この長尺でかつ扁平な塗布体用素材は、所要の長さにカットするという簡便な処理によって、品質が一定かつ柔軟で、長期の使用に際しても、繊維がバラけることのない塗布体を得ることができる。
また、特定の断面形状を有する塗布体用素材の製造に際し、研削加工処理による端材の発生がほとんどないので、結果的に使用する材料を減らし、製造コストを抑えることができる。
同時に、不要な端材の発生を大幅に抑制することができるので、環境面にも優しいものとすることができる。
【0029】
この発明の請求項2にかかる塗布用素材の製造方法は、ナイロン繊維を長手方向に引き揃えた繊維束を、所望の形状、例えば、断面形状が横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有するパイプ状の異形ダイで加熱圧縮し、長辺と短辺との比率が20〜2:1で、かつ厚みが0.5〜2.0mmの繊維収束体とし、得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する非常に肉薄の扁平な長尺体からなる塗布体用素材を簡単かつ容易に得ることができる。
【0030】
得られた塗布体用素材は、特段の研削加工を必要とすることなく、所要の長さにカットするという簡便な処理によって、品質が一定かつ柔軟で、長期の使用に際しても、繊維がバラけることのない、化粧用あるいは筆記用の塗布体とすることができる。
【0031】
特に、この発明の製造方法で得られた塗布体用素材は、柔らかい感触のものでありながら、扁平な長尺体の断面形状を矩形状等にすることで、鋭角な角がある塗布体を得ることができる。
なお、扁平な長尺体(塗布体用素材)の製造に際し、断面形状が矩形状の空孔を有するガイドを使用して繊維束を整形することによって、工業的に安定して塗布具用素材を製造することができる。
前記扁平な長尺体を所要の長さにカットして得られた塗布体は、気孔率が高くても、鋭角な形状をした化粧用の塗布体とすることができる。
【0032】
また、使用するナイロン繊維束の総量や、前記ナイロン繊維束を接着固定する合成樹脂量を規制することによって、化粧用もしくは筆記用に適した気孔率の、所望の断面形状を有し、かつ肉薄の塗布体用素材を簡単かつ容易に、しかも安価に製造することができる。
【0033】
この発明にかかる塗布体は、得ようとする塗布体の用途に応じて、あらかじめ長辺と短辺の比率の選定、気孔率や圧縮試験による耐折曲げ強度を適切に選択することによって、化粧用ないし筆記用に最適のものとすることができる。
【0034】
この発明にかかる塗布具は、前記特質を有する塗布体を使用しているので、特に化粧用具として使用する場合には、使用する塗布体が柔らかな質感のため、肌に使用しても痛くならず快適な肌触り感を得られる。
また、非常に柔らかく肌触りのよい化粧用塗布体として使用する場合や、筆記用などある程度の押圧力を要する場合には、塗布体全体が湾曲ないし折れ曲るおそれもあるので、かかる場合には、塗布体の幅広面に沿って所要長さの支持部材を近接させて配置することによって、塗布面(サイド)部分を残しつつ、湾曲ないし折曲がりを防止することができる。
【図面の簡単な説明】
【0035】
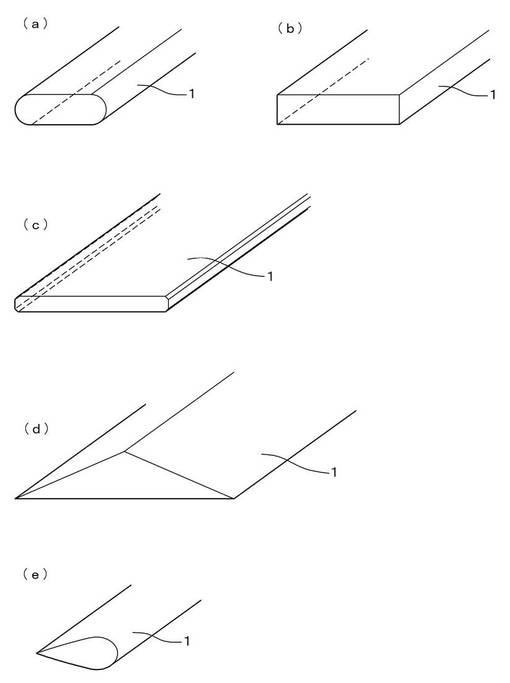
【図1】この発明の代表的な塗布体の断面形状を示す説明図であって、(a)は扁平で横長の楕円形状ないし角丸長方形状を、(b)は扁平で矩形状を、(c)は扁平で左右の側面の各コーナ部が面取りされた形状を、(d)は高さが低く、底辺が長い二等辺三角形状を、(e)は左右の側縁の一方が鋭角で、他方が円弧状をした水滴形状をしている。
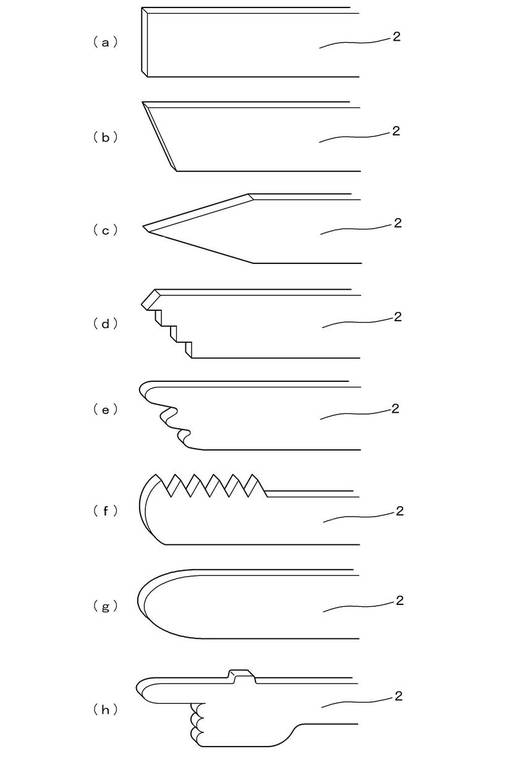
【図2】この発明の塗布体の先端形状を示す説明図であって、(a)は端面が垂直形状を、(b)は端面が上端から下端に向かって斜め方向に形成されたテーパー形状を、(c)は先端部を尖鋭とした形状を、(d)は先端部を上面から下面に向かって内側に階段状に形成した形状を、(e)は先端部を上面から下面に向かって内側に波状に形成した形状を、(f)は先端部上面をのこぎり状に形成した形状を、(g)は先端部を砲弾状に形成した形状を、(h)は先端部を人差し指を立てた形状である。
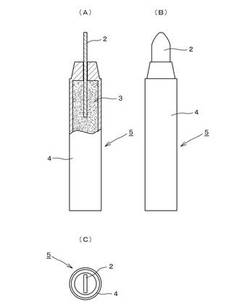
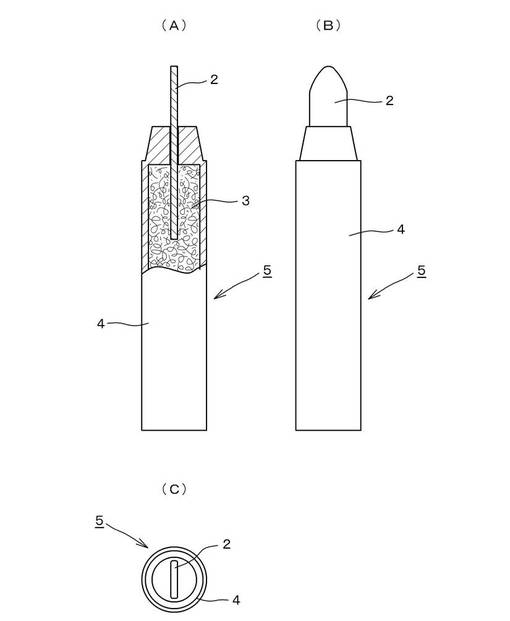
【図3】この発明の代表的な塗布具の説明図であって、(A)は断面図、(B)は正面図、(C)は平面図である。
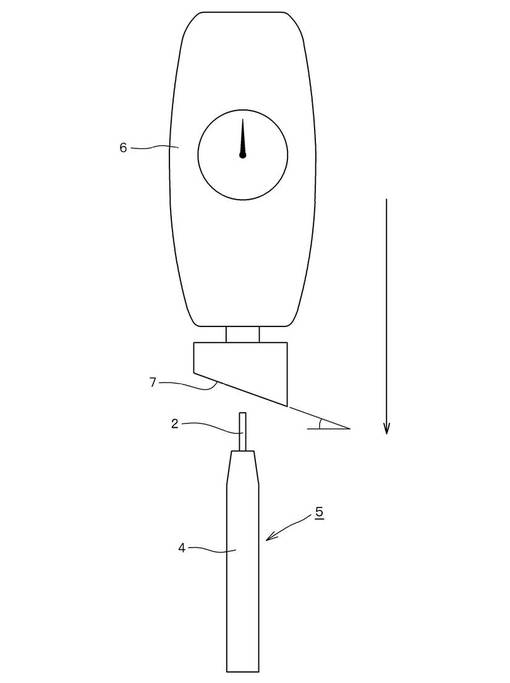
【図4】圧縮試験による耐折曲げ強度の測定方法を示す説明図である。
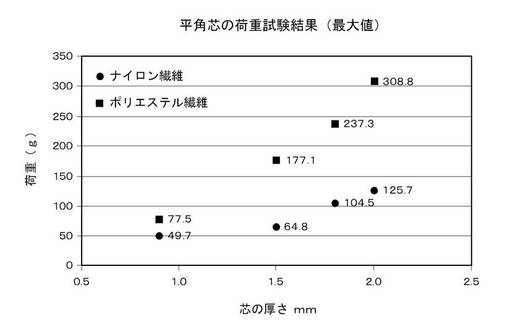
【図5】平角偏平体状の塗布体の耐折曲げ強度の測定結果を示す図表である。
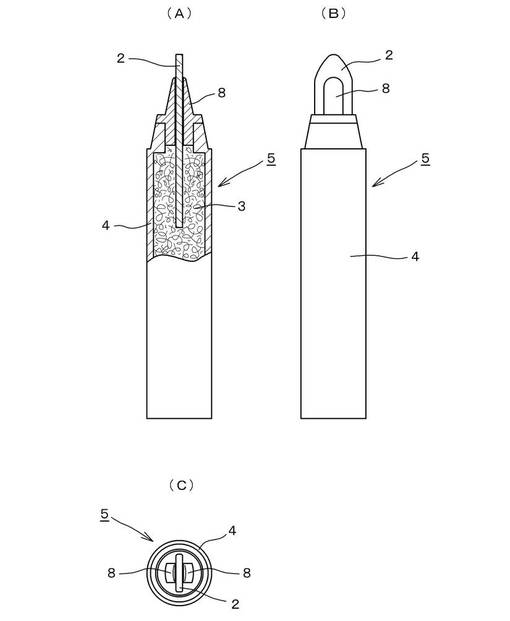
【図6】折れ防止機構が設けられた塗布具の一例を示す説明図であって、(A)は断面図、(B)は正面図、(C)は平面図である。
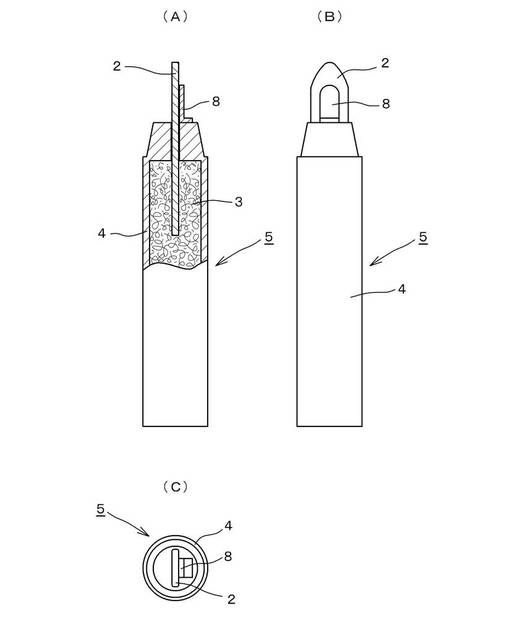
【図7】折れ防止機構が設けられた塗布具の他の例を示す説明図で、(A)は断面図、(B)は正面図、(C)は平面図である。
【図8】平角偏平体の塗布体を折れ防止のために湾曲状態とした説明図である。
【発明を実施するための形態】
【0036】
この発明の塗布体用素材の製造方法及び塗布体用素材並びに塗布体及び塗布具は、従来の繊維束芯の製造方法を基本とするものである。
前記繊維束芯の原材料としては、ナイロン繊維を使用するものである。
以下、その点を主体として、この発明をより具体的に説明する。
【0037】
繊維束芯の製造方法は、特許文献1あるいは3に示されるように、連続する多数の繊維を巻き取ったボビン、テンション調整用の送りロール、多数の繊維を加熱して束状にするためのパイプ状ダイを有する加熱ブロック、束状に形成された繊維束に樹脂を含浸させるための樹脂溶液槽、繊維束に含浸した樹脂を硬化させるための熱風乾燥炉、引き取りローラから引き取られる樹脂硬化した繊維束を、所要の長さに切断するためのカッターから構成される製造装置を使用して行うものである。
【0038】
この発明においては、長手方向に引き揃えたナイロン繊維束を、ボビンから繰り出して送りロールによってテンション調整しながらパイプ状の異形ダイに供給する際、前記ナイロン繊維束をあらかじめ一定の形状に整形し、品質の安定した製品としている。
具体的には、得ようとする最終製品、すなわち、所望の断面形状を有する塗布体の断面形状に対応し、かつ当該断面形状よりも拡大した形状の空孔を有するガイドの空孔を通過させ、ナイロン繊維束を所望の形状に整形する。
【0039】
前記ガイドに設けられる空孔は、最終製品の断面形状に対応し、かつ当該断面形状よりも拡大した形状を有するものであるが、必ずしも最終製品(塗布体)の断面形状に正確に比例する必要はない。
むしろ、次の工程のダイにおける加熱・圧縮成形においての、各方向からの圧縮力の差異に基づいて調整することが望ましい。
【0040】
この発明においては、得ようとする塗布体素材が扁平であるため、前記ガイドによってナイロン繊維束をあらかじめ整形しておかないと、次工程であるダイによる所望形状への加熱圧縮成型の際に、中央部に繊維が多く、両端にナイロン繊維が少なく偏在してしまうことがある。
したがって、あらかじめナイロン繊維束を、所望断面形状に整形しておくことで、安定した塗布体素材の製造が行ない易くなる。
【0041】
例えば、得ようとする塗布体の断面が、長軸方向の長さと短軸方向の長さが3.1mm×0.9mmの扁平な角丸長方形の場合、前記ガイドに設けられる空孔は、長軸方向の長さと短軸方向の長さが20mm×5mmの偏平状の長方形の断面構造を有するものを使用する。
【0042】
この発明に適用される最も好ましい繊維は、ナイロン繊維である。
ポリエステル繊維の場合は、特に高い気孔率を有する繊維束芯は繰り返し使うと、繊維間を接着している樹脂が剥がれて、バラける傾向が認められる。
【0043】
ナイロン繊維束の製造装置としては、公知のものを適用することができる。
使用するダイの材質、ダイによる加熱条件、塗布される熱硬化性樹脂、樹脂溶液の濃度、乾燥炉による乾燥条件等も公知の条件が適用されるが、熱硬化性樹脂として、この発明にとり好ましいものは、イソシアネートとポリオールからなるウレタン系樹脂である。
【0044】
ダイによる加熱条件や乾燥炉の温度としては、170〜215℃の温度の範囲がダイによる加熱条件である。
乾燥炉の温度は、通常、温度40〜250℃の範囲で、樹脂溶液に用いられる溶剤の種類や樹脂の濃度により、適宜調整される。
【0045】
なお、得られるナイロン繊維集束体による塗布体素材の柔らかさや使用感、さらにはマニキュアなどの塗布料の流出量や保持力などは、繊維の径、繊維の種類と量、合成樹脂の種類とナイロン繊維集束体を接着固定する樹脂量、切削部の長さ、厚さなどにより自由に調節することが可能である。
その際、塗布体用素材とするためには、ナイロン繊維集束体の気孔率が35〜85%であることが好ましい。
【0046】
この気孔率が35%より低くなると、マニキュアなどの塗布液の流出量が減少してカスレが生じ易く、塗布線の色が薄くなるおそれがある。
また、気孔率が85%より高くなると、構造体の部分が少ないので、形状維持が難しく、形状が不安定になるおそれがある。
【0047】
特に、化粧用途に用いる場合は、肌に使用するため、軟らかい筆記感が得られ、化粧液の通りがよい60〜85%の気孔率であることがより好ましい。
気孔率が60%より気孔率が低いと、肌に触れた際の感触が硬くなり、粘調な場合が多いメイクアップ用の化粧液の通りが悪くなり易く、十分なフローが得られず、結果としてカスレが生じ易くなる。
なお、ナイロン繊維束の気孔率は、用いられる原料繊維(ナイロン)の総量ないしは合成樹脂の樹脂量により制御される。
【0048】
かくして得られるナイロン繊維集束体は、塗布体用素材1となるものである。
このナイロン繊維集束体は、所望の断面形状を有した長尺体であって、断面形状としては直径2mmの円内に収まる多角形状なども適用される。
具体的には、図1に示すような、断面形状が少なくとも横長楕円形ないしは角丸長方形(図1の(a))、長方形(同(b))、底辺が長く、高さの低い変形三角形(同(d))もしくは側面視水滴状)同(e))のものが好ましいが、扁平なものであれば前記形状に特定されるものではない。
なお、同(c)に示す塗布体用素材1は、断面が長方形のナイロン繊維集束体の四隅を長手方向に沿って弧状に面取りしたものである。
【0049】
前記塗布体用素材の厚みは、0.5〜2.0mm、より好ましくは0.5〜1.5mmのものであって、この範囲内の厚みとすることで、肌への使用時に痛みを与えることがなく、なおかつ適度な弾力を有し、繰り返しの使用に耐えるものとなる。
得られた長尺体の厚みが2.0mmを超えるものは、肌に触れた場合硬く感じるため好ましくなく、0,5mm以下のものは、塗布体がペラペラのものになり、実用上の強度が得られ難く、使用に耐えられない。
【0050】
前記塗布体用素材は、長辺の幅が1.5〜30mmで、短辺の幅が0.5〜2.0mmのものであって、その比が20〜2:1の範囲内のものである。
長辺の幅が30mmを超えるものは、塗布部が大きくなりすぎて化粧など細かい作業には不向きとなる。
1.5mm以下のものは、細いので強度が弱くなって使用時に折れ曲がり易く、強度を維持するための支持機構も備え難い。
また、全体が細くなるので、長辺と短辺の異なる線幅の使い分けができるという、この発明の利点が発揮し難くなり、好ましくない。
短辺の幅が2.0mmを超えるものであるは、使用感が硬くなってくるので、肌への使用時に痛みを与えることがある。
0.5mm以下のものは、ペラペラで強度が保ちづらく、使用時に折れ曲がり易いので好ましくない。
【0051】
この発明においては、塗布体用素材1の条件は、厚みが0.5〜2.0mmで、長辺と短辺の幅の比率が20〜2:1で、かつ断面形状が、少なくとも横長楕円形ないし角丸長方形、長方形、変形三角形もしくは側面視水滴状のものであることを必須とするものである。
その際、短辺に対して長辺を20〜2倍とすることによって、短辺の側を使用すれば細い線が、長辺の側を使用すれば太い線を簡単に描くことができ、前記に記載した効果と併せて、使い勝手が非常によく、かつ見た目もスマートな塗布体用素材となる。
【0052】
長尺体のナイロン繊維集束体からなる塗布体用素材1は、任意の長さにカットして塗布具用の塗布体2とされる。
【0053】
塗布体用素材1をカットして得られた塗布体2の先端は、通常、図2(a),図2(b)に示されるようなカットにより生じる単純な形状で用いられる。
その際、用途に応じて、図2(c)〜図2(h)のような形状にすることも、塗布体用素材1の単なる切断もしくは打ち抜き加工により形成することができる。
また、研削加工などを必要としなくても、十分に塗布体として使用することができる。
なお、先端部には、目的に応じて所望の加工を施すことも、当然のことながら可能なものである。
【0054】
前記塗布体2は、図3に示されるように、通常の方法で、塗布液を含有する中綿3を有する塗布具本体4に取り付けられ、塗布具の筆記部又は塗布部として用いられる。
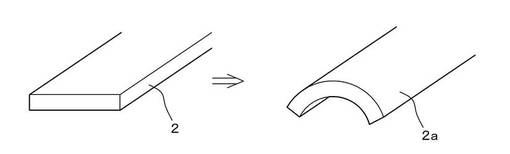
その際、図8に示すように、断面が長方形(矩形状)の塗布体2を、全体を湾曲させて折れ防止加工を施した塗布体2aとすることもできる。
さらに、図示しないが、厚みの薄い塗布体2にあっては、複数枚を面方向において積層して筆記部又は塗布部とすることもできる。
【実施例】
【0055】
<実施例1>
繊維の太さが2デシテックス(Deci Tex又はdtex)のナイロン繊維を、総量が4,000dtexになるように、テンション調整しながら集束させてボビンに巻き取った。
そのボビンからナイロン繊維束を引き出し、内寸が長辺20mm、短辺5mmの長方形状の空孔を有するガイドの中にナイロン繊維束を引き通し、ナイロン繊維束を扁平な形状に整える。
引き続き、扁平化されたナイロン繊維束を、内寸が長辺3.1mm、短辺0.9mmの両末端に円弧を有する長方形状の空孔を有するパイプ状のダイ中に引き通し、加熱圧縮成形し、長辺3.1mm、短辺0.9mmの角丸長方形状のナイロン繊維集束体に仕上げたのち、下記組成の樹脂溶液を収納した樹脂溶液槽内を、オリフィスを介して通過させる。
(樹脂溶液組成)
ウレタン樹脂(イソシアネート+ポリオール) 6質量%
メチレンクロライド 94質量%
角丸長方形状を有する樹脂溶液を含浸したナイロン繊維集束体を、温度130〜140℃に設定した熱風乾燥炉を通過せしめて、溶剤を除去し、樹脂を硬化させる。
得られた角丸長方形状のナイロン繊維集束体は、図1(a)のように、断面寸法が長辺3.1mm、短辺0.9mmで、その内部に71%の気孔率を有していた。
この角丸長方形状のナイロン繊維集束体(塗布体用素材1)は、塗布体2として用いる際に、単に切断処理だけで、塗布体2とすることができる。
【0056】
実施例1では、パイプ状のダイの空孔の形状を、図1(a)のように角丸長方形状としたが、少なくとも長方形や変形三角形、側面視を水滴形状などにすることで、図1(b)〜(d)に示すような、孔の形状に合わせた断面形状の塗布体2とすることができる。
なお、加熱圧縮成形器の入り口側のガイドの空孔の形状を、パイプ状のダイの空孔の形状に合わせることによって、ナイロン繊維束がダイ内に入り込み易いように、ナイロン繊維束の扁平度合いを変えることで、所望の品質のナイロン繊維集束体を容易に製造することができる。
【0057】
さらに、最初にボビンに巻くナイロン繊維の総量を、3,146dtexにして製造すると、得られるナイロン繊維集束体の気孔率は77%に、またナイロン繊維の総量を6,150dtexにして製造すると、得られる繊維集束体の気孔率は65%となる。
柔らかい使用感で、塗布流量を多くしたい場合は気孔率を高く、硬めの使用感で塗布流量を少なめに抑えたい場合は気孔率を低くする等、用途に応じて適宜気孔率を調整することができる。
また、ナイロン繊維の総量の他にも、樹脂組成や得られるナイロン繊維集束体に接着固定する樹脂量を変えることで、使用感や液のフローを調整することが可能である。
【0058】
前記のようにして得られた気孔率71%の角丸長方形状のナイロン繊維集束体を長さ40mmに切断し、いずれか一方の先端部を、図2(g)のように打ち抜き加工し、塗布体2とした。
その際、打ち抜き加工の型を適宜変更することで、図2(c)〜(h)のように、さまざまな形状の塗布体2とすることができる。
また、加工する方法は、打ち抜き加工に限らず、切断により、さらには端面をカットすることだけで図2(a),(b)のようにもできる。
【0059】
なお、この発明においては、長尺の塗布体用素材1を切断するだけで、あるいは先端部に打抜き加工又はカット処理という簡単な加工を施すことによって、即座に用途に応じた塗布体2が形成されるのであるが、目的に応じて、切削、研磨など周知の方法で加工することも当然のことであるが可能なものである。
【0060】
その後、図2(g)の形状に得られた塗布体2(気孔率71%)を、図3のように黒色のアイライナ液を含む中綿式のペン形状の塗布具本体4に、先端部が6mm突出するようにして取り付け、化粧用の塗布具5とした。
この化粧用の塗布具5を使用して肌にラインを書いたところ、塗布体2の厚みが薄いこと、ナイロン繊維特有の吸湿性によりアイライナ液の水分を塗布体が吸収して軟化し、塗布体2が適度に撓んで、非常に肌触りのよい塗布具(アイライナ)となった。
さらに、塗布体2の薄肉である厚み方向に線を引くと細線が描け、厚みのある幅方向に塗布体2を撓ませて線を引くと太線が描け、見た目もスマートな、優れた化粧用の塗布具5が得られた。
【0061】
<実施例2〜10>
実施例1と同様の製造方法で、ナイロン繊維の量とパイプ状のダイの孔の形状を変え、長辺が3mmで、短辺がそれぞれ0.0mm、1.5mm、1.8mm、2.0mm(実施例2〜5)となるようなナイロン繊維集束体(塗布体2)を得た。
得られた塗布体2の先端部を、図2(a)のようにカットして、図3のように黒色のアイライナ液を含む中綿式の、ペン形状の塗布具本体4に先端部が6mm出るように取り付け、化粧用の塗布具5とした。
また、ナイロン繊維をポリエステル繊維に変えた以外は同様の製造方法で、前記と同様に長辺が3mmで、短辺がそれぞれ0.9mm、1.5mm、1.8mm、2.0mm(実施例6〜9)となるような塗布体2を得て、前記と同様に化粧用の塗布具5とした。
【0062】
<性能評価>
実施例2〜9で得られた塗布具5に、図4に示したような荷重測定機6の、20°に傾斜した圧縮板7を塗布体2の先端が長辺側に折れるように押し当て、ペン先(塗布体2)が折れるまでの最大荷重を測定した。
また、使用感を肌に書いて評価した。その結果を図5と表1に示す。
【0063】
この結果から、ポリエステル製の塗布体に比べ、明らかにナイロン製の塗布体の方が、厚みを厚くして行っても硬くなりづらく、柔らかい使用感を実現できる化粧用の塗布具として、好適なものであることが分かった。
【0064】
塗布体2が肌に接することを考えると、最大荷重が5〜150gが好ましく、105g以下がさらに好ましい。より好ましいのは、最大荷重が15〜80gのものである。
最大荷重が150gを超えるものは硬いので、使用時に肌に痛く、化粧用としては好ましくない。最大荷重が5g以下の場合には、塗布体がペラペラで使用できない。
【0065】
なお、筆記具用途として筆記インクを塗布する塗布体とするならば、最大荷重が150〜10,000gまでのものが適度な強度有し、筆記具用ペン先としては好ましい。
最大荷重が150g以下は、筆記用具としては柔らかすぎ、10,000gを超えるものは気孔率が低く成り過ぎ、インクが円滑に流れ出ない。
【0066】
【表1】

【0067】
<実施例10>
実施例1と同様の方法で、ナイロン繊維の総量を3,146dtexにして、気孔率77%の塗布体2を得た。
これを、図3に示すように、黒色のアイライナ液を含む中綿式のペン形状の塗布具本体4に、先端部が6.5mm出るように取り付け、化粧用の塗布具5とした。
この化粧用の塗布具5を使用して肌にラインを書いたところ、実施例1の塗布体2より気孔率が高くなっているため、きわめてソフトな使用感の化粧用の塗布具5が得られた。
【0068】
ところが、塗布体2がきわめてソフトなため、少し力を入れて化粧料を塗布すると、塗布体2の根元(塗布具本体4の口部付近)から折れ易いことが気になる場合がある。
そのような場合には、塗布具本体4の口部に、図6のような塗布体2の両側面(長辺側)を支持する、中央部に塗布具2を挟持するスリットを有する支持機構8を取り付けることが好ましい。
図6では、塗布体2の塗布具本体4の口部からの突出長さが6.5mmで、支持機構8の長さを3.5mmとしている。
【0069】
この支持機構8は、図6で示したような塗布体2の両側面に配置することに限らず、図7で示すように、塗布具本体4の口部に固定するための取付部を有する断面L字状の一枚の板状体で構成し、その垂直面を前記塗布体2の片側面に近接させて配置させることでも同様の効果を得ることができので、その構成については、塗布体2の折れ曲がりを防止できるものであれば、特段の制限はない。
【0070】
前記支持機構8を使用すれば、塗布体2が根元から折れ難く、なおかつ本願発明品特有のきわめて柔らかい使用感を両立することが可能となる。
【0071】
<性能評価>
実施例10で得られた支持機構8なしの塗布体2と、支持機構8を有する塗布体2に、図4のように20°に傾斜した圧縮板7を取り付けた荷重測定機6を、ペン先が長辺側に折れるように押し当て、ペン先が折れるまでの最大荷重を測定した。
結果を表2に示す。表から明らかなように、塗布体2に支持機構8を取り付けることでペン先が折れ難くなった。
【0072】
【表2】
【0073】
<実施例11>
繊維の太さが2デニールのナイロン繊維を、総量が8,840dtexになるようにテンション調整しながら集束させ、内寸が長辺20mm、短辺5mmの長方形状の空孔を有するガイドの中に繊維を引き通し、繊維をおおよそ扁平な形状に整えた。
成形された繊維を引き続き、内寸が長辺4.0mm、短辺1.0mmの長方形の空孔を有するパイプ状のダイ中に引き通し、加熱圧縮成形し、長辺4.0mm、短辺1.0mmの断面形状が長方形のナイロン繊維集束体に仕上げた。
このナイロン繊維集束体を、オリフィスを介して、下記組成の樹脂溶液を収納した樹脂溶液槽内を通過させる。
(樹脂溶液組成)
ウレタン樹脂(イソシアネート+ポリオール) 5質量%
メチレンクロライド 95質量%
樹脂溶液が含浸した長方形のナイロン繊維集束体を、温度130〜140℃に設定した熱風乾燥炉を通過せしめて、溶剤を除去し、樹脂を硬化させる。
得られたナイロン繊維集束体は、図1(b)のように断面寸法が長辺4.0mm、短辺1.0mmの長方形となり、その内部に64%の気孔率を有したものとなった。
この長方形のナイロン繊維集束体を長さ25mmに切断し、塗布先端が図2(a)のような塗布体2とした。
この塗布体2を、図8のように撓ませて、アイライナ液を含む中綿式の、ペン形状の塗布具本体4に先端部が6mm出るように取り付け、化粧用の塗布具とした。
【0074】
<性能評価>
実施例11で得られた塗布具と、塗布体を撓ませずに得た塗布具に、20°に傾斜した圧縮板をペン先が長辺側に折れるように押し当て、ペン先が折れるまでの最大荷重を測定した。その結果を表3に示す。
【0075】
【表3】
このように、実施例10のように支持機構8を用いなくても、塗布体2を撓ませて塗布具5に組み込むだけで、塗布体2の折れ防止に効果を発揮する。
【産業上の利用可能性】
【0076】
この発明は塗布具、特に柔軟性に富み、皮膚に優しい、化粧用に適した塗布具に関するものであって、当該塗布具に用いられる塗布体は、品質を一定に保ったものを経常的に製造することが可能であるため、この発明は化粧品業界、塗布具製造業界において幅広く利用される可能性を有するものである。
【符号の説明】
【0077】
1 塗布体用素材
2 塗布体
3 中綿
4 塗布具本体
5 塗布具
6 荷重測定機
7 圧縮板
8 支持機構
【技術分野】
【0001】
この発明は、筆記や描画の際に用いられる塗布具に関するものである。
より具体的には、化粧品用の塗布具に関するものであって、それらの製造技術に関するものである。
【背景技術】
【0002】
化粧用の塗布具を始めとして、筆記や描画の分野で、種々の塗布具が幅広く使用されている。
これら種々の塗布具については、それぞれ品質の良いものを求めて材質や形状、さらには、その製法についての検討が、常に行われている。
【0003】
かかる塗布具の製造方法としては、例えば、獣毛や合成繊維などを束ねて、筆又はブラシとする方法がある。
また、接着剤で結合した繊維束の先端を、尖鋭形状に研削加工して塗布部材とする方法や、合成樹脂製の多孔質スポンジ状材料を、穂先とする成形品を塗布部材とする方法、さらには、内部にスリット状の毛細管を形成した弾性又は軟質の熱可塑性合成樹脂の押出成形品を、塗布部材とする方法などがある。
【0004】
これらの製法の中でも、接着剤で結合した毛細管力を有する繊維束の先端を、尖鋭形状に研削加工して塗布体(以下、繊維束芯とも言う。)とする方法が、特公昭53−16736号公報(特許文献1)において提案されている。
この方法は、塗布幅のバラツキが少なく、塗布液の流れが均一で、安定した品質の塗布体を多品種、大量に供給することを可能にする方法として、普及している。
しかも、この方法によれば、極めて僅かな樹脂分をほぼ均一に附着させると、先端の非常にしなやかなものとなり、このような繊維束芯はアイライナ用の塗布具としてとして使われることが示されている。
【0005】
前記の繊維束芯は、本質的に接着剤で固結されたものであるので硬質であった。
柔らかい感触の塗布体を得るには、ペン芯の材料となる棒状物を後加工で、ある程度研磨加工に耐える程度に強度を持たせる必要があった。
すなわち、ある程度硬い棒状物とする必要があり、後加工によって棒状物の一端を鋭角のテーパー状とすることで、始めてその先端がしなやかになるというものであった。
また、この方法では、棒状物を形成し、切断・研磨という後加工を必要とするものであるので、特に柔らかい化粧用の棒状物は、加工し難いといった欠点があった。
さらに、しなやかな棒状物を研磨加工しようとすると、形状を整形する際に、加工によって繊維がバラケてしまうという問題を有するので、柔軟な繊維束芯からなる塗布具の製法には、必ずしも適したものではない。
【0006】
そのため、柔らかい繊維束芯を得る方法が、種々提案されてきている。
例えば、実公平01−11504号公報(特許文献2)には、核成分としての、単糸繊度が7デニールを超えない極細巻縮ナイロン繊維と、不定形要素を形成する合成樹脂エラストマとからなる、ゴム状の弾力性、柔軟性および復元性を有することを特徴とする繊維束芯を用いることが提案されている。
【0007】
さらに、特許第4535224号公報(特許文献3)では、化粧用塗布具とするための柔らかい感触を与える繊維束芯を、繊維束芯内における接着剤量を意図的に偏在させることによって、使用の際の僅かな応力で繊維束が解れる中心部、すなわち、接着剤量の少ない中心部をもった繊維束芯を得ることにより製造することが開示されている。
【0008】
一方、化粧品関連の塗布具として、形状が偏平体の塗布体を用いることが、特開昭59−134709号公報(特許文献4)、特開昭57−64607号公報(特許文献5)等に開示されている。
また、市場においても、そのような形状の塗布体を有する塗布具が要望されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特公昭53−16736号公報(第2欄第6行〜第9行)
【特許文献2】実公平01−11504号公報(実用新案登録請求の範囲)
【特許文献3】特許第4535224号公報(特許請求の範囲)
【特許文献4】特開昭59−134709号公報(図面)
【特許文献5】特開昭57−64607号公報(第1図)
【発明の概要】
【発明が解決しようとする課題】
【0010】
この発明はかかる現状に鑑み、塗布体、特にアイライナやアイブロなどの化粧用としての塗布具として要望されている、偏平状の塗布体であって、しかも柔軟性を有する塗布体を、均一な品質で、工業的に有利な方法で調製する方法を提供すべく検討を行った。
【0011】
その際に、当然のことであるが、引用文献1,2に示される先端を尖鋭形状とか、たがね形状等に研磨する必要がないこと、柔軟性を持たせることによって生ずる撓みによっても、加工が均一に行えること、鋭角な形状の確保ができること、品質にバラツキが生じないこと、塗布面もしくは筆記面の表面が滑らかであること、さらには、加工による材料の損失等を可及的に抑えることが可能な塗布体を調製方法の検討を行った。
【0012】
さらに、柔らかい塗布体は、そのまま使うと折れ曲がり易く、塗布し難いという問題が惹起されたとしても、前記課題を避けるために、塗布具から突出させる塗布体の突出長さを短くし、実質的に塗布面(サイド)が少なくなって、使用範囲が狭くなるといった問題や、塗布面が狭いことから塗布具の先端部分が肌に接触してしまい、塗布し難いといった問題も併せて解決すべく検討を行った。
【0013】
その結果、繊維束芯の製造において、原料の繊維としてナイロン繊維を用いること、前記ナイロン繊維束を、特定の断面形状からなる空孔を有し、かつ全体を扁平状に成型できる異形のダイを使用して加熱圧縮すること等によって、前記課題を解決できることを見出し、この発明を完成させたものである。
【課題を解決するための手段】
【0014】
すなわち、この発明の請求項1に記載の発明は、
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮して繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法である。
【0015】
この発明の請求項2に記載の発明は、
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮し、長辺と短辺との比率が20〜2:1で、かつ厚みが0.5〜2.0mmの繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法である。
【0016】
この発明の請求項3に記載の発明は、
請求項1又は2に記載の塗布体用素材の製造方法において、
前記ナイロンの繊維束は、
前記方法で得られる扁平な長尺体の断面形状に対応し、かつ当該断面形状を拡大した形状の空孔を有するガイドの中を引き通すことによって繊維束を整形すること
を特徴とするものである。
【0017】
この発明の請求項4に記載の発明は、
請求項1〜3のいずれかに記載の塗布体用素材の製造方法において、
前記塗布体用素材は、
長辺の幅が1.5mm〜30mm、短辺の幅が0.5mm〜2.0mmであること
を特徴とするものである。
【0018】
この発明の請求項5に記載の発明は、
請求項1〜4のいずれかに記載の塗布体用素材の製造方法において、
前記繊維束の総量及び/又は繊維集束体を接着固定する合成樹脂量を規制し、気孔率を35〜85%としたものであること
を特徴とするものである。
【0019】
また、この発明の請求項6に記載の発明は、
請求項1〜請求項5のいずれかに記載の製造方法で調製されたものであること
を特徴とする塗布体用素材である。
【0020】
この発明の請求項7に記載の発明は、
請求項6に記載の扁平な長尺体からなる塗布体用素材を、所要の長さに切断して得たものであること
を特徴とする塗布体である。
【0021】
この発明の請求項8に記載の発明は、
請求項7に記載の塗布体において、
前記塗布体は、
少なくとも、先端部に打ち抜き加工もしくはカット処理が施されているものであること
を特徴するものである。
【0022】
この発明の請求項9に記載の発明は、
請求項7又は8に記載の塗布体において、
前記塗布体は、
化粧用であって、気孔率が60〜85%のもので、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が5〜150gのものであること
を特徴とするものである。
【0023】
さらにまた、この発明の請求項10に記載の発明は、
請求項7又は8に記載の塗布体において、
前記塗布体は、
筆記用であって、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が150〜10,000gのものであること
を特徴とするものである。
【0024】
さらに、この発明の請求項11に記載の発明は、
請求項7〜10のいずれかに記載の塗布体を、塗布部又は筆記部とするものであること
を特徴とする塗布具である。
【0025】
この発明の請求項12に記載の発明は、
請求項11に記載の塗布具において、
前記塗布具は、
前記塗布体の折れ防止のための支持機構を備えたものであること
を特徴とするものである。
【0026】
この発明の請求項13に記載の発明は、
請求項11に記載の塗布具において、
前記塗布具は、
断面が扁平な塗布体を、全体を湾曲させて折れ防止加工を施したものであること
を特徴とするものである。
【発明の効果】
【0027】
この発明の請求項1にかかる塗布用素材の製造方法は、ナイロン繊維を長手方向に引き揃えた繊維束を、所望の形状、例えば、断面形状が横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有するパイプ状の異形ダイで加熱圧縮して、所望の断面形状を有する偏平状の長尺体を、簡単かつ容易に得ることができる。
【0028】
得られた扁平な長尺体は、従来のように丸芯から矩形状にするための研削加工処理が不要な塗布体用素材とすることができる。
この長尺でかつ扁平な塗布体用素材は、所要の長さにカットするという簡便な処理によって、品質が一定かつ柔軟で、長期の使用に際しても、繊維がバラけることのない塗布体を得ることができる。
また、特定の断面形状を有する塗布体用素材の製造に際し、研削加工処理による端材の発生がほとんどないので、結果的に使用する材料を減らし、製造コストを抑えることができる。
同時に、不要な端材の発生を大幅に抑制することができるので、環境面にも優しいものとすることができる。
【0029】
この発明の請求項2にかかる塗布用素材の製造方法は、ナイロン繊維を長手方向に引き揃えた繊維束を、所望の形状、例えば、断面形状が横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有するパイプ状の異形ダイで加熱圧縮し、長辺と短辺との比率が20〜2:1で、かつ厚みが0.5〜2.0mmの繊維収束体とし、得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する非常に肉薄の扁平な長尺体からなる塗布体用素材を簡単かつ容易に得ることができる。
【0030】
得られた塗布体用素材は、特段の研削加工を必要とすることなく、所要の長さにカットするという簡便な処理によって、品質が一定かつ柔軟で、長期の使用に際しても、繊維がバラけることのない、化粧用あるいは筆記用の塗布体とすることができる。
【0031】
特に、この発明の製造方法で得られた塗布体用素材は、柔らかい感触のものでありながら、扁平な長尺体の断面形状を矩形状等にすることで、鋭角な角がある塗布体を得ることができる。
なお、扁平な長尺体(塗布体用素材)の製造に際し、断面形状が矩形状の空孔を有するガイドを使用して繊維束を整形することによって、工業的に安定して塗布具用素材を製造することができる。
前記扁平な長尺体を所要の長さにカットして得られた塗布体は、気孔率が高くても、鋭角な形状をした化粧用の塗布体とすることができる。
【0032】
また、使用するナイロン繊維束の総量や、前記ナイロン繊維束を接着固定する合成樹脂量を規制することによって、化粧用もしくは筆記用に適した気孔率の、所望の断面形状を有し、かつ肉薄の塗布体用素材を簡単かつ容易に、しかも安価に製造することができる。
【0033】
この発明にかかる塗布体は、得ようとする塗布体の用途に応じて、あらかじめ長辺と短辺の比率の選定、気孔率や圧縮試験による耐折曲げ強度を適切に選択することによって、化粧用ないし筆記用に最適のものとすることができる。
【0034】
この発明にかかる塗布具は、前記特質を有する塗布体を使用しているので、特に化粧用具として使用する場合には、使用する塗布体が柔らかな質感のため、肌に使用しても痛くならず快適な肌触り感を得られる。
また、非常に柔らかく肌触りのよい化粧用塗布体として使用する場合や、筆記用などある程度の押圧力を要する場合には、塗布体全体が湾曲ないし折れ曲るおそれもあるので、かかる場合には、塗布体の幅広面に沿って所要長さの支持部材を近接させて配置することによって、塗布面(サイド)部分を残しつつ、湾曲ないし折曲がりを防止することができる。
【図面の簡単な説明】
【0035】
【図1】この発明の代表的な塗布体の断面形状を示す説明図であって、(a)は扁平で横長の楕円形状ないし角丸長方形状を、(b)は扁平で矩形状を、(c)は扁平で左右の側面の各コーナ部が面取りされた形状を、(d)は高さが低く、底辺が長い二等辺三角形状を、(e)は左右の側縁の一方が鋭角で、他方が円弧状をした水滴形状をしている。
【図2】この発明の塗布体の先端形状を示す説明図であって、(a)は端面が垂直形状を、(b)は端面が上端から下端に向かって斜め方向に形成されたテーパー形状を、(c)は先端部を尖鋭とした形状を、(d)は先端部を上面から下面に向かって内側に階段状に形成した形状を、(e)は先端部を上面から下面に向かって内側に波状に形成した形状を、(f)は先端部上面をのこぎり状に形成した形状を、(g)は先端部を砲弾状に形成した形状を、(h)は先端部を人差し指を立てた形状である。
【図3】この発明の代表的な塗布具の説明図であって、(A)は断面図、(B)は正面図、(C)は平面図である。
【図4】圧縮試験による耐折曲げ強度の測定方法を示す説明図である。
【図5】平角偏平体状の塗布体の耐折曲げ強度の測定結果を示す図表である。
【図6】折れ防止機構が設けられた塗布具の一例を示す説明図であって、(A)は断面図、(B)は正面図、(C)は平面図である。
【図7】折れ防止機構が設けられた塗布具の他の例を示す説明図で、(A)は断面図、(B)は正面図、(C)は平面図である。
【図8】平角偏平体の塗布体を折れ防止のために湾曲状態とした説明図である。
【発明を実施するための形態】
【0036】
この発明の塗布体用素材の製造方法及び塗布体用素材並びに塗布体及び塗布具は、従来の繊維束芯の製造方法を基本とするものである。
前記繊維束芯の原材料としては、ナイロン繊維を使用するものである。
以下、その点を主体として、この発明をより具体的に説明する。
【0037】
繊維束芯の製造方法は、特許文献1あるいは3に示されるように、連続する多数の繊維を巻き取ったボビン、テンション調整用の送りロール、多数の繊維を加熱して束状にするためのパイプ状ダイを有する加熱ブロック、束状に形成された繊維束に樹脂を含浸させるための樹脂溶液槽、繊維束に含浸した樹脂を硬化させるための熱風乾燥炉、引き取りローラから引き取られる樹脂硬化した繊維束を、所要の長さに切断するためのカッターから構成される製造装置を使用して行うものである。
【0038】
この発明においては、長手方向に引き揃えたナイロン繊維束を、ボビンから繰り出して送りロールによってテンション調整しながらパイプ状の異形ダイに供給する際、前記ナイロン繊維束をあらかじめ一定の形状に整形し、品質の安定した製品としている。
具体的には、得ようとする最終製品、すなわち、所望の断面形状を有する塗布体の断面形状に対応し、かつ当該断面形状よりも拡大した形状の空孔を有するガイドの空孔を通過させ、ナイロン繊維束を所望の形状に整形する。
【0039】
前記ガイドに設けられる空孔は、最終製品の断面形状に対応し、かつ当該断面形状よりも拡大した形状を有するものであるが、必ずしも最終製品(塗布体)の断面形状に正確に比例する必要はない。
むしろ、次の工程のダイにおける加熱・圧縮成形においての、各方向からの圧縮力の差異に基づいて調整することが望ましい。
【0040】
この発明においては、得ようとする塗布体素材が扁平であるため、前記ガイドによってナイロン繊維束をあらかじめ整形しておかないと、次工程であるダイによる所望形状への加熱圧縮成型の際に、中央部に繊維が多く、両端にナイロン繊維が少なく偏在してしまうことがある。
したがって、あらかじめナイロン繊維束を、所望断面形状に整形しておくことで、安定した塗布体素材の製造が行ない易くなる。
【0041】
例えば、得ようとする塗布体の断面が、長軸方向の長さと短軸方向の長さが3.1mm×0.9mmの扁平な角丸長方形の場合、前記ガイドに設けられる空孔は、長軸方向の長さと短軸方向の長さが20mm×5mmの偏平状の長方形の断面構造を有するものを使用する。
【0042】
この発明に適用される最も好ましい繊維は、ナイロン繊維である。
ポリエステル繊維の場合は、特に高い気孔率を有する繊維束芯は繰り返し使うと、繊維間を接着している樹脂が剥がれて、バラける傾向が認められる。
【0043】
ナイロン繊維束の製造装置としては、公知のものを適用することができる。
使用するダイの材質、ダイによる加熱条件、塗布される熱硬化性樹脂、樹脂溶液の濃度、乾燥炉による乾燥条件等も公知の条件が適用されるが、熱硬化性樹脂として、この発明にとり好ましいものは、イソシアネートとポリオールからなるウレタン系樹脂である。
【0044】
ダイによる加熱条件や乾燥炉の温度としては、170〜215℃の温度の範囲がダイによる加熱条件である。
乾燥炉の温度は、通常、温度40〜250℃の範囲で、樹脂溶液に用いられる溶剤の種類や樹脂の濃度により、適宜調整される。
【0045】
なお、得られるナイロン繊維集束体による塗布体素材の柔らかさや使用感、さらにはマニキュアなどの塗布料の流出量や保持力などは、繊維の径、繊維の種類と量、合成樹脂の種類とナイロン繊維集束体を接着固定する樹脂量、切削部の長さ、厚さなどにより自由に調節することが可能である。
その際、塗布体用素材とするためには、ナイロン繊維集束体の気孔率が35〜85%であることが好ましい。
【0046】
この気孔率が35%より低くなると、マニキュアなどの塗布液の流出量が減少してカスレが生じ易く、塗布線の色が薄くなるおそれがある。
また、気孔率が85%より高くなると、構造体の部分が少ないので、形状維持が難しく、形状が不安定になるおそれがある。
【0047】
特に、化粧用途に用いる場合は、肌に使用するため、軟らかい筆記感が得られ、化粧液の通りがよい60〜85%の気孔率であることがより好ましい。
気孔率が60%より気孔率が低いと、肌に触れた際の感触が硬くなり、粘調な場合が多いメイクアップ用の化粧液の通りが悪くなり易く、十分なフローが得られず、結果としてカスレが生じ易くなる。
なお、ナイロン繊維束の気孔率は、用いられる原料繊維(ナイロン)の総量ないしは合成樹脂の樹脂量により制御される。
【0048】
かくして得られるナイロン繊維集束体は、塗布体用素材1となるものである。
このナイロン繊維集束体は、所望の断面形状を有した長尺体であって、断面形状としては直径2mmの円内に収まる多角形状なども適用される。
具体的には、図1に示すような、断面形状が少なくとも横長楕円形ないしは角丸長方形(図1の(a))、長方形(同(b))、底辺が長く、高さの低い変形三角形(同(d))もしくは側面視水滴状)同(e))のものが好ましいが、扁平なものであれば前記形状に特定されるものではない。
なお、同(c)に示す塗布体用素材1は、断面が長方形のナイロン繊維集束体の四隅を長手方向に沿って弧状に面取りしたものである。
【0049】
前記塗布体用素材の厚みは、0.5〜2.0mm、より好ましくは0.5〜1.5mmのものであって、この範囲内の厚みとすることで、肌への使用時に痛みを与えることがなく、なおかつ適度な弾力を有し、繰り返しの使用に耐えるものとなる。
得られた長尺体の厚みが2.0mmを超えるものは、肌に触れた場合硬く感じるため好ましくなく、0,5mm以下のものは、塗布体がペラペラのものになり、実用上の強度が得られ難く、使用に耐えられない。
【0050】
前記塗布体用素材は、長辺の幅が1.5〜30mmで、短辺の幅が0.5〜2.0mmのものであって、その比が20〜2:1の範囲内のものである。
長辺の幅が30mmを超えるものは、塗布部が大きくなりすぎて化粧など細かい作業には不向きとなる。
1.5mm以下のものは、細いので強度が弱くなって使用時に折れ曲がり易く、強度を維持するための支持機構も備え難い。
また、全体が細くなるので、長辺と短辺の異なる線幅の使い分けができるという、この発明の利点が発揮し難くなり、好ましくない。
短辺の幅が2.0mmを超えるものであるは、使用感が硬くなってくるので、肌への使用時に痛みを与えることがある。
0.5mm以下のものは、ペラペラで強度が保ちづらく、使用時に折れ曲がり易いので好ましくない。
【0051】
この発明においては、塗布体用素材1の条件は、厚みが0.5〜2.0mmで、長辺と短辺の幅の比率が20〜2:1で、かつ断面形状が、少なくとも横長楕円形ないし角丸長方形、長方形、変形三角形もしくは側面視水滴状のものであることを必須とするものである。
その際、短辺に対して長辺を20〜2倍とすることによって、短辺の側を使用すれば細い線が、長辺の側を使用すれば太い線を簡単に描くことができ、前記に記載した効果と併せて、使い勝手が非常によく、かつ見た目もスマートな塗布体用素材となる。
【0052】
長尺体のナイロン繊維集束体からなる塗布体用素材1は、任意の長さにカットして塗布具用の塗布体2とされる。
【0053】
塗布体用素材1をカットして得られた塗布体2の先端は、通常、図2(a),図2(b)に示されるようなカットにより生じる単純な形状で用いられる。
その際、用途に応じて、図2(c)〜図2(h)のような形状にすることも、塗布体用素材1の単なる切断もしくは打ち抜き加工により形成することができる。
また、研削加工などを必要としなくても、十分に塗布体として使用することができる。
なお、先端部には、目的に応じて所望の加工を施すことも、当然のことながら可能なものである。
【0054】
前記塗布体2は、図3に示されるように、通常の方法で、塗布液を含有する中綿3を有する塗布具本体4に取り付けられ、塗布具の筆記部又は塗布部として用いられる。
その際、図8に示すように、断面が長方形(矩形状)の塗布体2を、全体を湾曲させて折れ防止加工を施した塗布体2aとすることもできる。
さらに、図示しないが、厚みの薄い塗布体2にあっては、複数枚を面方向において積層して筆記部又は塗布部とすることもできる。
【実施例】
【0055】
<実施例1>
繊維の太さが2デシテックス(Deci Tex又はdtex)のナイロン繊維を、総量が4,000dtexになるように、テンション調整しながら集束させてボビンに巻き取った。
そのボビンからナイロン繊維束を引き出し、内寸が長辺20mm、短辺5mmの長方形状の空孔を有するガイドの中にナイロン繊維束を引き通し、ナイロン繊維束を扁平な形状に整える。
引き続き、扁平化されたナイロン繊維束を、内寸が長辺3.1mm、短辺0.9mmの両末端に円弧を有する長方形状の空孔を有するパイプ状のダイ中に引き通し、加熱圧縮成形し、長辺3.1mm、短辺0.9mmの角丸長方形状のナイロン繊維集束体に仕上げたのち、下記組成の樹脂溶液を収納した樹脂溶液槽内を、オリフィスを介して通過させる。
(樹脂溶液組成)
ウレタン樹脂(イソシアネート+ポリオール) 6質量%
メチレンクロライド 94質量%
角丸長方形状を有する樹脂溶液を含浸したナイロン繊維集束体を、温度130〜140℃に設定した熱風乾燥炉を通過せしめて、溶剤を除去し、樹脂を硬化させる。
得られた角丸長方形状のナイロン繊維集束体は、図1(a)のように、断面寸法が長辺3.1mm、短辺0.9mmで、その内部に71%の気孔率を有していた。
この角丸長方形状のナイロン繊維集束体(塗布体用素材1)は、塗布体2として用いる際に、単に切断処理だけで、塗布体2とすることができる。
【0056】
実施例1では、パイプ状のダイの空孔の形状を、図1(a)のように角丸長方形状としたが、少なくとも長方形や変形三角形、側面視を水滴形状などにすることで、図1(b)〜(d)に示すような、孔の形状に合わせた断面形状の塗布体2とすることができる。
なお、加熱圧縮成形器の入り口側のガイドの空孔の形状を、パイプ状のダイの空孔の形状に合わせることによって、ナイロン繊維束がダイ内に入り込み易いように、ナイロン繊維束の扁平度合いを変えることで、所望の品質のナイロン繊維集束体を容易に製造することができる。
【0057】
さらに、最初にボビンに巻くナイロン繊維の総量を、3,146dtexにして製造すると、得られるナイロン繊維集束体の気孔率は77%に、またナイロン繊維の総量を6,150dtexにして製造すると、得られる繊維集束体の気孔率は65%となる。
柔らかい使用感で、塗布流量を多くしたい場合は気孔率を高く、硬めの使用感で塗布流量を少なめに抑えたい場合は気孔率を低くする等、用途に応じて適宜気孔率を調整することができる。
また、ナイロン繊維の総量の他にも、樹脂組成や得られるナイロン繊維集束体に接着固定する樹脂量を変えることで、使用感や液のフローを調整することが可能である。
【0058】
前記のようにして得られた気孔率71%の角丸長方形状のナイロン繊維集束体を長さ40mmに切断し、いずれか一方の先端部を、図2(g)のように打ち抜き加工し、塗布体2とした。
その際、打ち抜き加工の型を適宜変更することで、図2(c)〜(h)のように、さまざまな形状の塗布体2とすることができる。
また、加工する方法は、打ち抜き加工に限らず、切断により、さらには端面をカットすることだけで図2(a),(b)のようにもできる。
【0059】
なお、この発明においては、長尺の塗布体用素材1を切断するだけで、あるいは先端部に打抜き加工又はカット処理という簡単な加工を施すことによって、即座に用途に応じた塗布体2が形成されるのであるが、目的に応じて、切削、研磨など周知の方法で加工することも当然のことであるが可能なものである。
【0060】
その後、図2(g)の形状に得られた塗布体2(気孔率71%)を、図3のように黒色のアイライナ液を含む中綿式のペン形状の塗布具本体4に、先端部が6mm突出するようにして取り付け、化粧用の塗布具5とした。
この化粧用の塗布具5を使用して肌にラインを書いたところ、塗布体2の厚みが薄いこと、ナイロン繊維特有の吸湿性によりアイライナ液の水分を塗布体が吸収して軟化し、塗布体2が適度に撓んで、非常に肌触りのよい塗布具(アイライナ)となった。
さらに、塗布体2の薄肉である厚み方向に線を引くと細線が描け、厚みのある幅方向に塗布体2を撓ませて線を引くと太線が描け、見た目もスマートな、優れた化粧用の塗布具5が得られた。
【0061】
<実施例2〜10>
実施例1と同様の製造方法で、ナイロン繊維の量とパイプ状のダイの孔の形状を変え、長辺が3mmで、短辺がそれぞれ0.0mm、1.5mm、1.8mm、2.0mm(実施例2〜5)となるようなナイロン繊維集束体(塗布体2)を得た。
得られた塗布体2の先端部を、図2(a)のようにカットして、図3のように黒色のアイライナ液を含む中綿式の、ペン形状の塗布具本体4に先端部が6mm出るように取り付け、化粧用の塗布具5とした。
また、ナイロン繊維をポリエステル繊維に変えた以外は同様の製造方法で、前記と同様に長辺が3mmで、短辺がそれぞれ0.9mm、1.5mm、1.8mm、2.0mm(実施例6〜9)となるような塗布体2を得て、前記と同様に化粧用の塗布具5とした。
【0062】
<性能評価>
実施例2〜9で得られた塗布具5に、図4に示したような荷重測定機6の、20°に傾斜した圧縮板7を塗布体2の先端が長辺側に折れるように押し当て、ペン先(塗布体2)が折れるまでの最大荷重を測定した。
また、使用感を肌に書いて評価した。その結果を図5と表1に示す。
【0063】
この結果から、ポリエステル製の塗布体に比べ、明らかにナイロン製の塗布体の方が、厚みを厚くして行っても硬くなりづらく、柔らかい使用感を実現できる化粧用の塗布具として、好適なものであることが分かった。
【0064】
塗布体2が肌に接することを考えると、最大荷重が5〜150gが好ましく、105g以下がさらに好ましい。より好ましいのは、最大荷重が15〜80gのものである。
最大荷重が150gを超えるものは硬いので、使用時に肌に痛く、化粧用としては好ましくない。最大荷重が5g以下の場合には、塗布体がペラペラで使用できない。
【0065】
なお、筆記具用途として筆記インクを塗布する塗布体とするならば、最大荷重が150〜10,000gまでのものが適度な強度有し、筆記具用ペン先としては好ましい。
最大荷重が150g以下は、筆記用具としては柔らかすぎ、10,000gを超えるものは気孔率が低く成り過ぎ、インクが円滑に流れ出ない。
【0066】
【表1】
【0067】
<実施例10>
実施例1と同様の方法で、ナイロン繊維の総量を3,146dtexにして、気孔率77%の塗布体2を得た。
これを、図3に示すように、黒色のアイライナ液を含む中綿式のペン形状の塗布具本体4に、先端部が6.5mm出るように取り付け、化粧用の塗布具5とした。
この化粧用の塗布具5を使用して肌にラインを書いたところ、実施例1の塗布体2より気孔率が高くなっているため、きわめてソフトな使用感の化粧用の塗布具5が得られた。
【0068】
ところが、塗布体2がきわめてソフトなため、少し力を入れて化粧料を塗布すると、塗布体2の根元(塗布具本体4の口部付近)から折れ易いことが気になる場合がある。
そのような場合には、塗布具本体4の口部に、図6のような塗布体2の両側面(長辺側)を支持する、中央部に塗布具2を挟持するスリットを有する支持機構8を取り付けることが好ましい。
図6では、塗布体2の塗布具本体4の口部からの突出長さが6.5mmで、支持機構8の長さを3.5mmとしている。
【0069】
この支持機構8は、図6で示したような塗布体2の両側面に配置することに限らず、図7で示すように、塗布具本体4の口部に固定するための取付部を有する断面L字状の一枚の板状体で構成し、その垂直面を前記塗布体2の片側面に近接させて配置させることでも同様の効果を得ることができので、その構成については、塗布体2の折れ曲がりを防止できるものであれば、特段の制限はない。
【0070】
前記支持機構8を使用すれば、塗布体2が根元から折れ難く、なおかつ本願発明品特有のきわめて柔らかい使用感を両立することが可能となる。
【0071】
<性能評価>
実施例10で得られた支持機構8なしの塗布体2と、支持機構8を有する塗布体2に、図4のように20°に傾斜した圧縮板7を取り付けた荷重測定機6を、ペン先が長辺側に折れるように押し当て、ペン先が折れるまでの最大荷重を測定した。
結果を表2に示す。表から明らかなように、塗布体2に支持機構8を取り付けることでペン先が折れ難くなった。
【0072】
【表2】
【0073】
<実施例11>
繊維の太さが2デニールのナイロン繊維を、総量が8,840dtexになるようにテンション調整しながら集束させ、内寸が長辺20mm、短辺5mmの長方形状の空孔を有するガイドの中に繊維を引き通し、繊維をおおよそ扁平な形状に整えた。
成形された繊維を引き続き、内寸が長辺4.0mm、短辺1.0mmの長方形の空孔を有するパイプ状のダイ中に引き通し、加熱圧縮成形し、長辺4.0mm、短辺1.0mmの断面形状が長方形のナイロン繊維集束体に仕上げた。
このナイロン繊維集束体を、オリフィスを介して、下記組成の樹脂溶液を収納した樹脂溶液槽内を通過させる。
(樹脂溶液組成)
ウレタン樹脂(イソシアネート+ポリオール) 5質量%
メチレンクロライド 95質量%
樹脂溶液が含浸した長方形のナイロン繊維集束体を、温度130〜140℃に設定した熱風乾燥炉を通過せしめて、溶剤を除去し、樹脂を硬化させる。
得られたナイロン繊維集束体は、図1(b)のように断面寸法が長辺4.0mm、短辺1.0mmの長方形となり、その内部に64%の気孔率を有したものとなった。
この長方形のナイロン繊維集束体を長さ25mmに切断し、塗布先端が図2(a)のような塗布体2とした。
この塗布体2を、図8のように撓ませて、アイライナ液を含む中綿式の、ペン形状の塗布具本体4に先端部が6mm出るように取り付け、化粧用の塗布具とした。
【0074】
<性能評価>
実施例11で得られた塗布具と、塗布体を撓ませずに得た塗布具に、20°に傾斜した圧縮板をペン先が長辺側に折れるように押し当て、ペン先が折れるまでの最大荷重を測定した。その結果を表3に示す。
【0075】
【表3】
このように、実施例10のように支持機構8を用いなくても、塗布体2を撓ませて塗布具5に組み込むだけで、塗布体2の折れ防止に効果を発揮する。
【産業上の利用可能性】
【0076】
この発明は塗布具、特に柔軟性に富み、皮膚に優しい、化粧用に適した塗布具に関するものであって、当該塗布具に用いられる塗布体は、品質を一定に保ったものを経常的に製造することが可能であるため、この発明は化粧品業界、塗布具製造業界において幅広く利用される可能性を有するものである。
【符号の説明】
【0077】
1 塗布体用素材
2 塗布体
3 中綿
4 塗布具本体
5 塗布具
6 荷重測定機
7 圧縮板
8 支持機構
【特許請求の範囲】
【請求項1】
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮して繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法。
【請求項2】
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮し、長辺と短辺との比率が20〜2:1で、かつ厚みが0.5〜2.0mmの繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法。
【請求項3】
前記ナイロンの繊維束は、
前記方法で得られる扁平な長尺体の断面形状に対応し、かつ当該断面形状を拡大した形状の空孔を有するガイドの中を引き通すことによって繊維束を整形すること
を特徴とする請求項1又は2に記載の塗布体用素材の製造方法。
【請求項4】
前記塗布体用素材は、
長辺の幅が1.5mm〜30mm、短辺の幅が0.5mm〜2.0mmであること
を特徴とする請求項1〜3のいずれかに記載の塗布体用素材の製造方法。
【請求項5】
前記塗布体用素材は、
前記繊維束の総量及び/又は繊維集束体を接着固定する合成樹脂量を規制し、気孔率を35〜85%としたものであること
を特徴とする請求項1〜4のいずれかに記載の塗布体用素材の製造方法。
【請求項6】
請求項1〜請求項5のいずれかに記載の製造方法で調製されたものであること
を特徴とする塗布体用素材。
【請求項7】
請求項6に記載の扁平な長尺体からなる塗布体用素材を、所要の長さに切断して得たものであること
を特徴とする塗布体。
【請求項8】
前記塗布体は、
少なくとも、先端部に打ち抜き加工もしくはカット処理が施されているものであること
を特徴する請求項7に記載の塗布体。
【請求項9】
前記塗布体は、
化粧用であって、気孔率が60〜85%のもので、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が5〜150gのものであること
を特徴とする請求項7又は8に記載の塗布体。
【請求項10】
前記塗布体は、
筆記用であって、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が150〜10,000gのものであること
を特徴とする請求項7又は8に記載の塗布体。
【請求項11】
請求項7〜10のいずれかに記載の塗布体を、塗布部又は筆記部とするものであること
を特徴とする塗布具。
【請求項12】
前記塗布具は、
前記塗布体の折れ防止のための支持機構を備えたものであること
を特徴とする請求項11に記載の塗布具。
【請求項13】
前記塗布具は、
断面が扁平な塗布体を、全体を湾曲させて折れ防止加工を施したものであること
を特徴とする請求項11に記載の塗布具。
【請求項1】
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮して繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法。
【請求項2】
長手方向に引き揃えたナイロンの繊維束を、その断面形状が少なくとも横長楕円形ないしは角丸長方形、長方形、変形三角形もしくは側面視水滴状の空孔を有する、パイプ状の異形ダイで加熱圧縮し、長辺と短辺との比率が20〜2:1で、かつ厚みが0.5〜2.0mmの繊維収束体とし、
得られた繊維収束体を合成樹脂の含浸により接着固定して、所望の断面形状を有する扁平な長尺体とすること
を特徴とする塗布体用素材の製造方法。
【請求項3】
前記ナイロンの繊維束は、
前記方法で得られる扁平な長尺体の断面形状に対応し、かつ当該断面形状を拡大した形状の空孔を有するガイドの中を引き通すことによって繊維束を整形すること
を特徴とする請求項1又は2に記載の塗布体用素材の製造方法。
【請求項4】
前記塗布体用素材は、
長辺の幅が1.5mm〜30mm、短辺の幅が0.5mm〜2.0mmであること
を特徴とする請求項1〜3のいずれかに記載の塗布体用素材の製造方法。
【請求項5】
前記塗布体用素材は、
前記繊維束の総量及び/又は繊維集束体を接着固定する合成樹脂量を規制し、気孔率を35〜85%としたものであること
を特徴とする請求項1〜4のいずれかに記載の塗布体用素材の製造方法。
【請求項6】
請求項1〜請求項5のいずれかに記載の製造方法で調製されたものであること
を特徴とする塗布体用素材。
【請求項7】
請求項6に記載の扁平な長尺体からなる塗布体用素材を、所要の長さに切断して得たものであること
を特徴とする塗布体。
【請求項8】
前記塗布体は、
少なくとも、先端部に打ち抜き加工もしくはカット処理が施されているものであること
を特徴する請求項7に記載の塗布体。
【請求項9】
前記塗布体は、
化粧用であって、気孔率が60〜85%のもので、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が5〜150gのものであること
を特徴とする請求項7又は8に記載の塗布体。
【請求項10】
前記塗布体は、
筆記用であって、長さ6mmにおける、傾斜20°の圧縮板での圧縮試験による耐折曲げ強度が150〜10,000gのものであること
を特徴とする請求項7又は8に記載の塗布体。
【請求項11】
請求項7〜10のいずれかに記載の塗布体を、塗布部又は筆記部とするものであること
を特徴とする塗布具。
【請求項12】
前記塗布具は、
前記塗布体の折れ防止のための支持機構を備えたものであること
を特徴とする請求項11に記載の塗布具。
【請求項13】
前記塗布具は、
断面が扁平な塗布体を、全体を湾曲させて折れ防止加工を施したものであること
を特徴とする請求項11に記載の塗布具。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−239739(P2012−239739A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−114659(P2011−114659)
【出願日】平成23年5月23日(2011.5.23)
【出願人】(000103600)オーベクス株式会社 (12)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月23日(2011.5.23)
【出願人】(000103600)オーベクス株式会社 (12)
【Fターム(参考)】
[ Back to top ]