
塗布工具用先端部材とそれを具備する塗布工具

【課題】本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【解決手段】1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合して塗布工具用先端部材を製造する。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
【解決手段】1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合して塗布工具用先端部材を製造する。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シート状部材への塗布、パネル状部材への塗布、特に液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジスト等の塗布液を塗布する工程等に用いられる複数の超硬合金焼結体部材を拡散接合してなる塗布工具用先端部材とそれを具備する塗布工具に関する。
【背景技術】
【0002】
超硬合金製塗布工具用先端部材とそれを具備する塗布工具として、各種超硬材料を用いたものが特許文献1から特許文献11に記載されているが、2m以上の長尺のものについての提案はなかった。
特に、液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジスト等の塗布液を塗布する工程等については、2m以上の長尺の塗布工具用先端部材とそれを具備する塗布工具が必要であった。最近では液晶ディスプレイ等の大型化が著しく、塗布工具用先端部材とそれを具備する塗布工具は益々、長尺化の傾向にあるため4m以上の長尺のものが必要となっていた。
しかしながら、超硬製塗布工具用先端部材については、長尺のものを製造しようとしても、原料粉末の長尺用プレス成形金型、長尺焼結炉が必要等現実的に限界があり、またプレス成形金型や長尺焼結炉が揃っても、炉内温度の制御が難しく焼結体の各部が均質でなくソリ、変形、残留応力等の問題が発生する。現在、生産可能な超硬製塗布工具用先端部材の長さは、実質上1.5m〜2m程度である。液晶ディスプレイの大型化に伴い、液晶ディスプレイパネルの製造工程では、2m以上、望ましくは4m以上の長さの塗布工具用先端部材とそれを具備する塗布工具が必要とされている。
現在、超硬製塗布工具用先端部材は、粉末冶金法で製造されているが、プレス成形の代わりに押し出し成形を行い、焼結して製造する方法もあるが、押し出し成形で形成されるグリーン体はポアが多く、この焼結体を研削、ラップするとピンホールが多くみられ、高精度の塗布が要求される液晶ディスプレイパネル製造工程等では使用できない。
また、複数の超硬合金焼結体部材を溶接、ロウ付け、圧接、接着剤による接着等による接合方法を用いて長尺の超硬合金製塗布工具用先端部材を製造しても、接合部では溶接欠陥、ロウ付け欠陥、圧接欠陥、接着欠陥、接合部の強度や硬さの低下等の影響で接合部の溶接層、ロウ層、接着剤層の磨耗や変形が大きいために、高い塗布精度を要求される液晶ディスプレイパネル製造工程等では使用できない。また、塗布溶剤の影響を受けたり、ロウ付け部、接着層等接合部で腐食や溶解の恐れがあり、同様に液晶ディスプレイパネル製造工程等では使用できない。
【0003】
【特許文献1】特開2002−086042号公報
【特許文献2】特開2002−346456号公報
【特許文献3】特開2003−175354号公報
【特許文献4】特開2004−066016号公報
【特許文献5】特開2004−243152号公報
【特許文献6】特開2004−261678号公報
【特許文献7】特開2004−298812号公報
【特許文献8】特開2005−052820号公報
【特許文献9】特開2005−161451号公報
【特許文献10】特開2006−272204号公報
【特許文献11】特開2007−021415号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【課題を解決するための手段】
【0005】
以下の本発明の塗布工具用先端部材とそれを具備する塗布工具を得ることにより前記課題を解決することができる。
1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合してなる塗布工具用先端部材(請求項1の本発明の塗布工具用先端部材)。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
超硬合金が、4〜23重量%のCoと残部がWCである請求項1に記載の塗布工具用先端部材(請求項2の本発明の塗布工具用先端部材)。Coの含有量は、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材としては、4重量%以上必要であり、23重量%より多くなると硬度、剛性、耐食性が低下し、変形しやすくなるので、4〜23重量%とする必要がある。このような組成の超硬合金を用いると拡散接合を容易に行うことができ、接合部での強度が大きく、靭性が高く、被塗布部材と接触する等衝撃が加わる塗布に適している。
超硬合金が、4〜23重量%のCoと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.1〜2.2重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量が100.1〜102.2重量部となる組成を有する請求項1に記載の塗布工具用先端部材(請求項3の本発明の塗布工具用先端部材)。請求項2で使用する超硬合金に、前記の割合でCr、V又はそれらの炭化物のうちいずれか1種以上を添加すれば、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができる。Cr、V又はそれらの炭化物のうちいずれか1種以上からなる添加物の量としては、0.1重量部より少ないとWC結晶粒子の成長を抑制することができないし、全体的に結晶粒子径の成長を抑えることができない。また、2.2重量部より多くなると、焼結性が悪くなったり、拡散接合したとき接合欠陥ができたりする。そのため、Cr、V又はそれらの炭化物のうちいずれか1種以上からなる添加物の量としては、0.1〜2.2重量部とする必要がある。
超硬合金が、4〜23重量%のCo又はNiの少なくとも1種と残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上を含有する組成からなる請求項1に記載の塗布工具用先端部材(請求項4の本発明の塗布工具用先端部材)。結合材のCo又はNiの少なくとも1種の含有量は、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材としては、4重量%以上必要であり、23重量%より多くなると硬度、剛性が低下し、変形しやすくなり、結合材がCoの場合は、耐食性が低下するので、4〜23重量%とする必要がある。このような組成の超硬合金を用いると拡散接合を容易に行うことができ、接合部での強度が大きく、靭性が高く、被塗布部材と接触する等衝撃が加わる塗布に適している。WCの代わりに、Ti、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなるものを用いれば、耐酸化性を向上でき、工具先端を高精度な状態に保つことができる。
超硬合金が、4〜20重量系%のNiと残部がWCの組成よりなる請求項1に記載の塗布工具用先端部材(請求項5の本発明の塗布工具用先端部材)。Niの含有量は、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材としては、4重量%以上必要であり、20重量%より多くなると硬度、剛性が低下し、変形しやすくなるので、4〜20重量%とする必要がある。このような組成の超硬合金を用いると拡散接合を容易に行うことができ、接合部での強度が大きく、靭性が高く、被塗布部材と接触する等衝撃が加わる塗布に適している。特に結合材がNiであるので、結合材がCoの超硬合金と比較して耐食性に優れ、塗布する液体またはスラリーに腐食されにくい。
超硬合金が、4〜20重量系%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.3〜4.0重量部のCr又はCr炭化物を添加して総重量を100.3〜104.0重量部となる組成を有する請求項1に記載の塗布工具用先端部材(請求項6の本発明の塗布工具用先端部材)。請求項5で使用する超硬合金に、前記の割合でCr又はCr炭化物を添加すれば、耐食性だけでなく、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができ、非磁性であるために、塗布する液体やスラリーが磁性を帯びている場合は、磁気の影響を受けることなく良好な塗布ができる。添加するCr又はCr炭化物の量としては、0.3重量部より少ないとWC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることができず、工具表面の粗さや先端部の加工精度を向上させることができないだけでなく、磁性を帯びるので、磁性のある塗布剤の塗布ができない。また、4.0重量部を超えると、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができるが、拡散接合した場合、接合欠陥ができるので、添加するCr又はCr炭化物の量としては、4.0重量部以下とする必要がある。
請求項1から請求項6のいずれかに記載の塗布工具用先端部材を塗布工具本体に具備することを特徴とする塗布工具(請求項7の本発明の塗布工具)。拡散接合により請求項1から請求項6のいずれかに記載の長尺の本発明の塗布工具用先端部材が得られるが、高剛性で接合部での結合強度が高く、変形もなく、それぞれ請求項1から請求項6の特性を有するが、これを塗布工具本体にネジ止め、ロウ付け、圧入、嵌合その他の方法等により装着した塗布工具を用いれば、長寿命で塗布精度よく大面積の部材への塗布ができる。
【発明の効果】
【0006】
本発明の超硬合金製塗布工具用先端部材とそれを具備する塗布工具は、従来の圧着、接着、溶接やロウ付けのような方法で製造したものと比較すると、接合部での断面組織は他の部分の組織と変わらず、接合部での強度の低下も無く、ボイドも無いので、所望する長さの超硬合金製塗布工具用先端部材とそれを具備する塗布工具を得られるだけでなく、接合部での強度が他の部分と変わらないので、変形や破断が起こらず、高精度の塗布が要求される液晶ディスプレイパネル製造工程等で使用することができる。
【発明を実施するための最良の形態】
【0007】
以下図面を参照し、本発明の実施の形態について説明する。
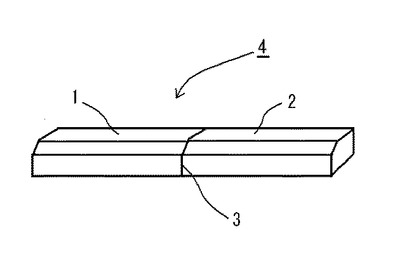
図1は、本発明の塗布工具に使用される第1の実施形態の超硬合金製の塗布工具用先端部材4を超硬合金焼結体部材1、2を拡散接合して製造する状態を示す図である。3は拡散接合面を示す。この図では、1回以上の焼結処理(HIP処理を含む)を施した2個の超硬合金焼結体部材1、2の端部同士を密着した状態で両端から圧力を加えながら、真空焼結炉中で拡散接合により接合する場合を示しているが、長尺な塗布工具用先端部材を得ようとするときは、3個以上の超硬合金焼結体部材を適当数使用し、拡散接合する場合もある。また、本発明の超硬合金製塗布工具用先端部材の製造に用いられる超硬合金焼結体部材の端面は、予め機械加工やサンドブラスト加工などにより酸化被膜やいわゆる黒皮を除去し、拡散接合反応が促進されるようにしておくことが好ましい。
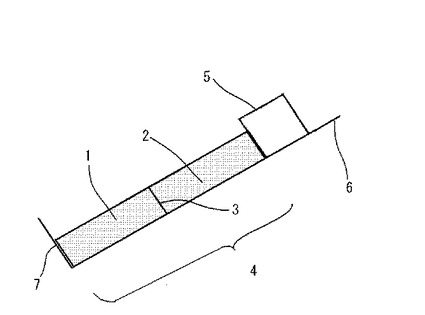
実際に拡散接合する場合は、図2に示すように、真空焼結炉中に2個以上の超硬合金焼結体部材を水平なカーボン製支持台6の上に下端部の滑止板7で止まるように傾斜させて載置し、端部におもり5を載せ超硬合金焼結体部材同士に接合面で両端から圧力がかかるようにして、超硬合金焼結体部材1、2を拡散接合することにより得られる。ここでは、カーボン製支持台等カーボン製治具を使用する場合を例示したが、その他カーボン繊維、超硬合金と反応しない酸化物セラミックス等を使用することができる。
尚、本発明の超硬合金製塗布工具用先端部材の製造に用いられる超硬合金の原料粉末の平均粒子径は、好ましくは1μm以下より好ましくは0.7μm以下が良い。これは粒子が微細になるほど強度が高くなることに加え、先端が微細粒子になることで高精度な先端形状が得られるためである。
又、焼結は基本的にその材料が十分焼結する範囲で行う必要があり、得られた焼結体の気孔率が2%未満とすることが好ましい。気孔を無くし、高密度とするためHIP処理や複数回の焼結を行ってもよい。焼結温度は、材料によっても異なるが、例えばWC−4質量%Coの超硬材料であれば、約1500℃である。また、雰囲気は真空雰囲気が好ましく、少なくとも希ガス雰囲気等非酸化性雰囲気とする必要がある。
この状態で、熱処理が可能な炉中に密着固定した部分または全部を真空または不活性ガス中で焼結温度に対して±50℃の範囲で熱処理を行う。熱処理温度が焼結温度より50℃以上低ければ液相の拡散が十分に起こらず、超硬合金焼結体部材同士の拡散接合欠陥が生じ、逆に50℃以上高ければ結晶粒子の成長が顕著になり、いずれも接合部での強度等特性に悪影響を及ぼす。この熱処理により超硬合金焼結体部材1、2が密着した部分では、CoやNiの金属バインダが相互に拡散して結合する(拡散接合)。冷却時にCoやNiからはWCの相が析出し、拡散接合部では超硬合金焼結体部材本体とほとんど変わりのない断面組織を形成し、実質的に超硬合金焼結体部材本体と同一の特性を有し、全長に渡り均質な超硬合金製の塗布工具用先端部材4を得ることが出来る。
この際用いられる炉は、ヒーターにより少なくとも局部加熱が可能な炉であればよく、例えば真空引き可能な細長い円筒の一部に、抵抗加熱、高周波加熱の装置を取り付けたような簡単な構造でも構わない。
本発明の超硬合金製の塗布工具用先端部材4は、抵抗加熱方式あるいは高周波誘導加熱方式により加熱された治具より被接合界面近傍あるいは被接合体全体を熱伝導により加熱し接合するもので、2m以上の長さでも接合部の組織を超硬合金焼結体部材本体と同一の均一な組織に製作できるよう接合部あるいは合金全体を真空雰囲気にする。これにより、接合部の抗折力強度が、母材部と同等の強度となる。ここで言う真空雰囲気とは、0Pa〜500Paであり、通常の大気、窒素ガスあるいはアルゴンガス雰囲気から真空排気して形成される雰囲気をいう。
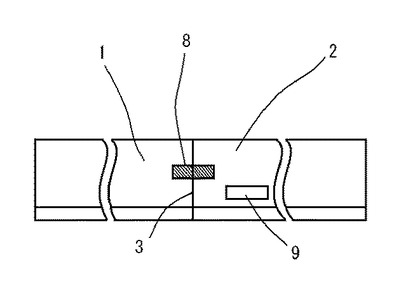
図3の8、9はそれぞれ本発明の超硬合金製の塗布工具用先端部材4の拡散接合部3、超硬合金焼結体部材2の横断面組織観察用試料の採取部分である。図4a、図4bは、それぞれ拡散接合部3、超硬合金焼結体部材2の横断面組織写真を示す。これらの組織を比較してわかるが、双方の断面組織について相違がなく、拡散接合部においてはボイド等の接合欠陥もないことがわかる。
更に、次の組成の超硬合金焼結体を第1の実施形態の超硬合金材料として用いると、第2から第6の実施形態の本発明の超硬合金製塗布工具用先端部材を得ることができる。
第2の実施形態に用いる超硬合金の組成:4〜23重量%のCoと残部がWCからなるもの
第3の実施形態に用いる超硬合金の組成:4〜23重量%のCoと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.1〜2.2重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量を100.1〜102.2重量部となる組成にしたもの
第4の実施形態に用いる超硬合金の組成:4〜23重量%のCo又はNiの少なくとも1種と残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなるもの
第5の実施形態に用いる超硬合金の組成:4〜20質量系%のNiと残部がWCからなるもの
第6の実施形態に用いる超硬合金の組成:4〜20重量系%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.3〜4.0重量部のCrまたはCr炭化物を添加して総重量を100.3〜104.0重量部となる組成としたもの
このようにして得られた第2から第6の実施形態の本発明の超硬合金製塗布工具用先端部材は、前記第1の実施形態の本発明の超硬合金製塗布工具用先端部材の基本的特徴に加えて、それぞれ課題を解決するための手段で述べた特徴がある。
【0008】
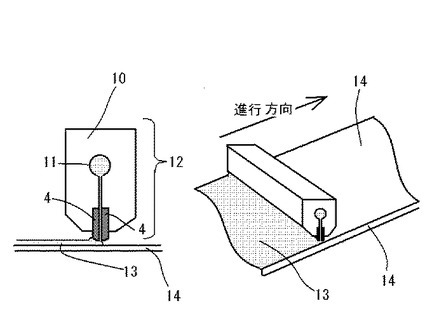
図5は、第7の実施形態の塗布工具12を示す図である。塗布工具12は、塗布工具本体10に塗布工具用先端部材4が塗布工具本体10の先端部に固着するように設けられている。一例として、液晶ディスプレイパネルを製造する工程で3m×3mのガラス基板表面にカラーレジストの塗布液を塗布する工程で使用したが、高剛性の超硬合金で製造されており、塗布工具用先端部材は超硬合金部材同士の接合部での強度低下、変形がないので高精度の平面が要求されるような用途でも、平滑で水平なカラーレジスト膜を形成することが出来る。
【0009】
以下実施例により、本発明の塗布工具用先端部材とそれを具備する塗布工具を詳細に説明する。
【実施例】
【0010】
本発明の塗布工具用先端部材に用いる超硬合金焼結体部材の原料粉末として、次のa〜eに示す組成のものを準備した。
これらの原料粉末は、WCの平均粒子径は0.7μm、それ以外の金属および炭化物の粉末の平均粒子径は0.5〜3μmのものを用いた。
粉末混合は、アトライターにて2時間行った。
得られた混合粉末をプレス成形用金型に充填して、1500mm×30mm×5mmの棒状の圧粉体を得た。プレスは100MPaで行い、それぞれの圧粉体を20本ずつ作成した。
a. 95重量%WC−5重量%Coからなる超硬合金焼結体部材用粉末
b.95重量%WC−5重量%Coからなる超硬合金焼結体部材用粉末の重量を100重量部とすると、これに対し、1重量部のCr3C2、1重量部のVを添加して総重量を102重量部の組成とする超硬合金焼結体部材用粉末
c.71重量%TiC−12重量%Ni−5重量%Co−10重量%Mo−2重量%TaCからなる超硬合金焼結体部材用粉末
d.90重量%WC−10重量%Niからなる超硬合金焼結体部材用粉末
e.90重量%WC−10重量%Niからなる超硬合金の重量を100重量部とした場合、これに対し2.5重量部のCr3C2を添加して総重量を102.5重量部となる組成を有する超硬合金焼結体部材用粉末
焼結は、真空雰囲気で1400℃〜1600℃との間で行った。それぞれの温度条件および理論密度との相対密度を表1に示す。
得られた超硬合金焼結体部材は、それぞれ線方向に約20%ずつ収縮し、およそ1200mm×24mm×4mmの棒状となった。超硬合金焼結体部材の原料粉末a〜eに対して、それぞれの超硬合金焼結体部材をA、B、C、D、Eとする。
【0011】
【表1】

【0012】
これらの超硬合金焼結体部材の端部(24mm×4mmの面)を平面研削盤により#200の砥石で平面研削を行った。
つぎに、A〜Eの各超硬合金焼結体部材をそれぞれの種類ごとに研削した端部を向かい合わせて密着した状態で長さ5mのパイプ状の真空炉に投入した。炉内には中央部を約200mmの範囲で加熱できるヒーターを備えている。
得ようとする塗布工具用先端部材の長さが、長くなるにつれ変形も発生するため、カーボン系の反応防止剤やアルミナを主成分とするセラミック系の反応防止剤を塗布または貼り付けたカーボン製治具を用いて図2のように両端から接合部に圧力がかかる構造とする。
炉内を真空にした後に、ヒーターに通電し、それぞれの試料の焼結温度と同じ温度まで昇温し、その状態で1時間保持を行った後、冷却した。
このようにして得られた本発明の塗布工具用先端部材は、それぞれ約2400mm×24mm×4mmの形状であった。超硬合金焼結体部材A〜Eから得られる本発明の超硬合金焼結体製の塗布工具用先端部材をそれぞれA1、B1、C1、D1、E1とする。
比較試料として、複数の超硬合金焼結体部材(A〜E)を溶接、Cu板を介したAgロウ付け、加熱加圧圧接、エポキシ樹脂接着剤による接合方法を用いて長尺の超硬合金製の塗布工具用先端部材を試作した。それぞれの比較試料をS1、S2、S3、S4とする。
(本発明の塗布工具用先端部材の断面組織)
図3に示すようにして得られた本発明の超硬合金焼結体製の塗布工具用先端部材の拡散接合部3を含むように、50mm×6mm×2mmの試料8を採取し、拡散接合部3を鏡面ラップ加工した。また、同様に超硬合金焼結体部材本体の断面組織観察用に試料9を採取し、同様の加工を行い、比較した。本発明の超硬合金焼結体製の塗布工具用先端部材A1についての拡散接合部3および超硬合金焼結体部材本体の光学顕微鏡による縦断面組織写真(1000倍)を図4a、図4bに示す。これらを比較しても、拡散接合部と超硬合金焼結体部材本体では断面組織に違いはなく、拡散接合部では粒成長やボイド等の接合欠陥も観察されなかった。本発明の塗布工具用先端部材B1〜E1についても、同様に拡散接合部と超硬合金焼結体部材本体では断面組織に違いはなく、拡散接合部では粒成長やボイド等の接合欠陥も観察されなかった。
(比較試料S1〜S4の特性)
本発明の超硬合金焼結体製の塗布工具用先端部材A1〜E1と同様にして、比較試料S1、S2、S3、S4について接合部とそれ以外の部分の断面組織を観察した。S1については、溶接は接合面の中心部より外側の部分が溶接されていて中心部は殆ど溶接されていなかった。S2について、接合部の断面組織を見ると、ボイドが多数存在し、接合欠陥の影響が大きく、接合部で引張強度が小さく、本発明のものの1/10以下であった。接合層は、剛性、硬度も低く接合部を中心として容易にたわみ塑性変形をする。S3については、接合部にはボイドが多数みられ、自重により接合部から折れてしまった。S4については、接合部に小さな気泡が見られ、S3と同様に自重により接合部から折れてしまった。比較試料S1〜S4については、接合部の断面組織を観察したが、ボイドが多数存在し、接合欠陥、接合部の強度不足のため本用途には、使用できなかった。
(本発明の塗布工具用先端部材の表面粗さ)
前記接合部を含む部分と、接合部を含まない超硬合金焼結体部材本体に当たる部分を同じ条件で#400番の平面研削盤による鏡面加工を施し、その最大面粗さ(JIS規格1982年度版)を比較した。結果を表2に示す。表2からも拡散接合部とそれ以外の部分の表面粗度に差がないことがわかった。これは、拡散接合部で粒成長が起きていないことを示しており、断面組織写真の結果と一致する。
【0013】
【表2】
【0014】
(本発明の塗布工具用先端部材の耐食性)
前記で用いた試料を酸性の溶液中に浸漬し、腐食についての各試料および母材との差異を測定した。酸性の溶液は1N(規定)の塩酸水溶液を80℃に保持した溶液を用いて、100時間浸漬後の状態を面粗度について比較した。結果を表3に示す。
表3の結果からわかるように、耐食性についてはNiを結合材とする本発明の塗布工具用先端部材D1、E1が他の試料に対して耐食性が高いことがわかる。また、拡散接合部分とそれ以外の本体部分とでは、耐食性に差は見られないことがわかった。断面組織写真の結果と一致する。
【0015】
【表3】
【0016】
(本発明の塗布工具用先端部材の曲げ強度)
次に拡散接合部分を含む前記断面組織観察を行った試料を用いて、抗折力試験(3点曲げ強度試験)を行った。接合部分を含まない本体の試料を同様に切り取り、比較した。この結果を表4に示す。
この結果より接合部分と接合部分を含まない本体の強度は同じであることがわかる。
以上の結果より、接合部分は超硬合金焼結体本体と実質的に同一ということができる。
【0017】
【表4】
【0018】
以上A1〜E1までは、請求項1から請求項6に記載の本発明の塗布工具用先端部材の1実施例を示すが、それぞれの請求項に記載の他の組成のものについても、同様の結果となった。
(請求項2の発明の実施例の説明)
超硬合金が、95重量%WC−3重量%Co(請求項2を外れる組成)のものを用いて、前記と同様に拡散接合して、塗布工具用先端部材を作成したが、Coの含有量が、このように4重量%より少なくなるものについては靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材のCo量が不足であることがわかった。結合材のCo量としては、4重量%以上必要であることがわかった。76重量%WC−24重量%Co(請求項2を外れる組成)のものを用いて、前記と同様に拡散接合して、塗布工具用先端部材を作成したが、Coの含有量が、このように23重量%より多くなる材料は硬度、剛性、耐食性が低下し、変形しやすくなるので、4〜23重量%とする必要があることがわかった。
(請求項3の発明の実施例の説明)
超硬合金が、95重量%WC−4重量%Coからなる超硬合金の重量を100重量部とした場合、これに対し0.09重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量が100.09重量部となる組成を有する塗布工具用先端部材(請求項3を外れる組成)を作成しても、焼結時等にWC結晶粒子の成長を抑制したり、全体的に結晶粒子径の成長を抑えることはできず、工具表面の面粗さや先端部の加工による形状精度を向上させることができないので、添加するCr、V又はそれらの炭化物のうちいずれか1種以上の重量としては、0.1重量部以上必要なことがわかった。また、添加するCr、V又はそれらの炭化物のうちいずれか1種以上の重量が、2.3重量部を超えると焼結性が悪くなったり、拡散接合したとき接合欠陥ができたりする。そのため、Cr、V又はそれらの炭化物のうちいずれか1種以上からなる添加物の量としては、0.1〜2.2重量部とする必要があることがわかった。
(請求項4の発明の実施例の説明)
超硬合金が、Co又はNiの少なくとも1種が3重量%であるように4重量%より少なく、残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなる請求項1に記載の塗布工具用先端部材(請求項4を外れる組成)のものは、靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材の量としては、4重量%以上必要であり、Co又はNiの少なくとも1種が24重量%のように23重量%より多くなると硬度、剛性が低下し、変形しやすくなり、結合材がCoの場合は、耐食性が低下するので、4〜23重量%とする必要があることがわかった。
(請求項5の発明の実施例の説明)
超硬合金が、97重量%WC−3重量%Ni(請求項5を外れる組成)となるようにNiが4重量%より少ない組成の塗布工具用先端部材を製造しても、Niの含有量が、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材の量が不足し、4重量%以上必要であり、Niの含有量が、21重量%のように20重量%より多くなると硬度、剛性が低下し、変形しやすくなるので、4〜20重量%とする必要があることがわかった。
(請求項6の発明の実施例の説明)
超硬合金が、4〜20重量%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.2重量部のCrまたはCr炭化物を添加して総重量を100.2重量部となる組成にした超硬合金である請求項1に記載の塗布工具用先端部材(請求項6を外れる組成)に関しては、添加するCr又はCr炭化物の量としては、0.3重量部より少ないとWC結晶粒子の成長を抑制することが出来ず、全体的に結晶粒子径の成長を抑えることができず、工具表面の粗さや先端部の加工精度を向上させることができないだけでなく、磁性を帯びるので、磁性のある塗布剤の塗布ができない。また、CrまたはCr炭化物の添加量が4.1重量部のように4.0重量部を超えると、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができるが、拡散接合した場合、接合欠陥ができるので、添加するCr又はCr炭化物の量としては、4.0重量部以下とする必要があることがわかった。
(請求項7の発明の実施例の説明)
前記と同様にして、長さは3200mmのA1〜E1の塗布工具用先端部材4を作成した。これらの作成には各4本の超硬合金焼結体部材A〜Eを3回の拡散接合により一体とした後、研削盤にて研削加工を行い、図5に示すような塗布工具用先端部材4を製造した。
次に、塗布工具用先端部材4を保持するクロムメッキされた鋼部材(塗布工具本体10)にボルトで固定した。このようにして本発明の塗布工具12を得ることができる(請求項7の発明)。
得られた塗布工具12で3.2m×2.4mの大きさの液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジストを塗布した。塗布、乾燥後に膜厚を測定したところ一定であり、良好な膜を得ることができた。膜には塗布によるスジや、ムラも全く見られなかった。
【0019】
このほかに脂肪酸、防錆材、含金属皮膜部剤、含磁性粉末塗布剤、含セラミックス粉末塗布剤などでも同様の塗布を行ったが、いずれも膜には塗布によるスジやムラは全く見られなかった。
さらに、これらのいずれの用途についても、10000時間を越える使用に対して、面粗れやチッピング、摩耗、腐食などが起こらず、経時的に性能が変わらなかった。
【産業上の利用可能性】
【0020】
本発明の塗布工具用先端部材とそれを具備する塗布工具は、シート状部材への塗布、パネル状部材への塗布等大面積の部材への各種塗布剤の塗布に適している。
【図面の簡単な説明】
【0021】
【図1】本発明の塗布工具用先端部材を拡散接合により製造する状態を示す図
【図2】代表的な拡散接合の状態を示す図
【図3】試料採取箇所を示す図
【図4】a拡散接合部の組織写真 b拡散接合部以外の超硬合金焼結体本体の組織写真
【図5】請求項7記載の塗布工具および塗布の模式図
【符号の説明】
【0022】
1 超硬合金焼結体部材
2 超硬合金焼結体部材
3 拡散接合部
4 塗布工具用先端部材
5 おもり
6 カーボン製支持台
7 滑止板
8 試料採取部(接合部)
9 試料採取部(接合部以外の本体)
10塗布工具本体
11 塗布液ポケット
12 塗布工具
13 塗布部分
14 液晶ディスプレイパネル用ガラス基板
【技術分野】
【0001】
本発明は、シート状部材への塗布、パネル状部材への塗布、特に液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジスト等の塗布液を塗布する工程等に用いられる複数の超硬合金焼結体部材を拡散接合してなる塗布工具用先端部材とそれを具備する塗布工具に関する。
【背景技術】
【0002】
超硬合金製塗布工具用先端部材とそれを具備する塗布工具として、各種超硬材料を用いたものが特許文献1から特許文献11に記載されているが、2m以上の長尺のものについての提案はなかった。
特に、液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジスト等の塗布液を塗布する工程等については、2m以上の長尺の塗布工具用先端部材とそれを具備する塗布工具が必要であった。最近では液晶ディスプレイ等の大型化が著しく、塗布工具用先端部材とそれを具備する塗布工具は益々、長尺化の傾向にあるため4m以上の長尺のものが必要となっていた。
しかしながら、超硬製塗布工具用先端部材については、長尺のものを製造しようとしても、原料粉末の長尺用プレス成形金型、長尺焼結炉が必要等現実的に限界があり、またプレス成形金型や長尺焼結炉が揃っても、炉内温度の制御が難しく焼結体の各部が均質でなくソリ、変形、残留応力等の問題が発生する。現在、生産可能な超硬製塗布工具用先端部材の長さは、実質上1.5m〜2m程度である。液晶ディスプレイの大型化に伴い、液晶ディスプレイパネルの製造工程では、2m以上、望ましくは4m以上の長さの塗布工具用先端部材とそれを具備する塗布工具が必要とされている。
現在、超硬製塗布工具用先端部材は、粉末冶金法で製造されているが、プレス成形の代わりに押し出し成形を行い、焼結して製造する方法もあるが、押し出し成形で形成されるグリーン体はポアが多く、この焼結体を研削、ラップするとピンホールが多くみられ、高精度の塗布が要求される液晶ディスプレイパネル製造工程等では使用できない。
また、複数の超硬合金焼結体部材を溶接、ロウ付け、圧接、接着剤による接着等による接合方法を用いて長尺の超硬合金製塗布工具用先端部材を製造しても、接合部では溶接欠陥、ロウ付け欠陥、圧接欠陥、接着欠陥、接合部の強度や硬さの低下等の影響で接合部の溶接層、ロウ層、接着剤層の磨耗や変形が大きいために、高い塗布精度を要求される液晶ディスプレイパネル製造工程等では使用できない。また、塗布溶剤の影響を受けたり、ロウ付け部、接着層等接合部で腐食や溶解の恐れがあり、同様に液晶ディスプレイパネル製造工程等では使用できない。
【0003】
【特許文献1】特開2002−086042号公報
【特許文献2】特開2002−346456号公報
【特許文献3】特開2003−175354号公報
【特許文献4】特開2004−066016号公報
【特許文献5】特開2004−243152号公報
【特許文献6】特開2004−261678号公報
【特許文献7】特開2004−298812号公報
【特許文献8】特開2005−052820号公報
【特許文献9】特開2005−161451号公報
【特許文献10】特開2006−272204号公報
【特許文献11】特開2007−021415号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明の課題は、圧着、接着、溶接やロウ付けのような接合部での強度低下や接合欠陥が生じる方法ではなく、接合部で強度低下や接合欠陥が発生せず、たわみ等の変形がない2m以上の長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることである。
【課題を解決するための手段】
【0005】
以下の本発明の塗布工具用先端部材とそれを具備する塗布工具を得ることにより前記課題を解決することができる。
1回以上の焼結処理(HIPを含む)を施した2個以上の超硬合金焼結体部材を、拡散接合してなる塗布工具用先端部材(請求項1の本発明の塗布工具用先端部材)。長尺の超硬合金製塗布工具用先端部材を得るため、2個以上の超硬合金焼結体部材を拡散接合して一体となるように形成しているので、2個以上の超硬合金焼結体部材を圧着、接着、溶接やロウ付けで一体としたものと比較すると、接合部での強度低下や接合欠陥が発生せず、たわみ等の変形がない長尺の超硬合金製塗布工具用先端部材とそれを具備する塗布装置用塗布工具を得ることができる。
超硬合金が、4〜23重量%のCoと残部がWCである請求項1に記載の塗布工具用先端部材(請求項2の本発明の塗布工具用先端部材)。Coの含有量は、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材としては、4重量%以上必要であり、23重量%より多くなると硬度、剛性、耐食性が低下し、変形しやすくなるので、4〜23重量%とする必要がある。このような組成の超硬合金を用いると拡散接合を容易に行うことができ、接合部での強度が大きく、靭性が高く、被塗布部材と接触する等衝撃が加わる塗布に適している。
超硬合金が、4〜23重量%のCoと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.1〜2.2重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量が100.1〜102.2重量部となる組成を有する請求項1に記載の塗布工具用先端部材(請求項3の本発明の塗布工具用先端部材)。請求項2で使用する超硬合金に、前記の割合でCr、V又はそれらの炭化物のうちいずれか1種以上を添加すれば、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができる。Cr、V又はそれらの炭化物のうちいずれか1種以上からなる添加物の量としては、0.1重量部より少ないとWC結晶粒子の成長を抑制することができないし、全体的に結晶粒子径の成長を抑えることができない。また、2.2重量部より多くなると、焼結性が悪くなったり、拡散接合したとき接合欠陥ができたりする。そのため、Cr、V又はそれらの炭化物のうちいずれか1種以上からなる添加物の量としては、0.1〜2.2重量部とする必要がある。
超硬合金が、4〜23重量%のCo又はNiの少なくとも1種と残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上を含有する組成からなる請求項1に記載の塗布工具用先端部材(請求項4の本発明の塗布工具用先端部材)。結合材のCo又はNiの少なくとも1種の含有量は、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材としては、4重量%以上必要であり、23重量%より多くなると硬度、剛性が低下し、変形しやすくなり、結合材がCoの場合は、耐食性が低下するので、4〜23重量%とする必要がある。このような組成の超硬合金を用いると拡散接合を容易に行うことができ、接合部での強度が大きく、靭性が高く、被塗布部材と接触する等衝撃が加わる塗布に適している。WCの代わりに、Ti、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなるものを用いれば、耐酸化性を向上でき、工具先端を高精度な状態に保つことができる。
超硬合金が、4〜20重量系%のNiと残部がWCの組成よりなる請求項1に記載の塗布工具用先端部材(請求項5の本発明の塗布工具用先端部材)。Niの含有量は、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材としては、4重量%以上必要であり、20重量%より多くなると硬度、剛性が低下し、変形しやすくなるので、4〜20重量%とする必要がある。このような組成の超硬合金を用いると拡散接合を容易に行うことができ、接合部での強度が大きく、靭性が高く、被塗布部材と接触する等衝撃が加わる塗布に適している。特に結合材がNiであるので、結合材がCoの超硬合金と比較して耐食性に優れ、塗布する液体またはスラリーに腐食されにくい。
超硬合金が、4〜20重量系%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.3〜4.0重量部のCr又はCr炭化物を添加して総重量を100.3〜104.0重量部となる組成を有する請求項1に記載の塗布工具用先端部材(請求項6の本発明の塗布工具用先端部材)。請求項5で使用する超硬合金に、前記の割合でCr又はCr炭化物を添加すれば、耐食性だけでなく、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができ、非磁性であるために、塗布する液体やスラリーが磁性を帯びている場合は、磁気の影響を受けることなく良好な塗布ができる。添加するCr又はCr炭化物の量としては、0.3重量部より少ないとWC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることができず、工具表面の粗さや先端部の加工精度を向上させることができないだけでなく、磁性を帯びるので、磁性のある塗布剤の塗布ができない。また、4.0重量部を超えると、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができるが、拡散接合した場合、接合欠陥ができるので、添加するCr又はCr炭化物の量としては、4.0重量部以下とする必要がある。
請求項1から請求項6のいずれかに記載の塗布工具用先端部材を塗布工具本体に具備することを特徴とする塗布工具(請求項7の本発明の塗布工具)。拡散接合により請求項1から請求項6のいずれかに記載の長尺の本発明の塗布工具用先端部材が得られるが、高剛性で接合部での結合強度が高く、変形もなく、それぞれ請求項1から請求項6の特性を有するが、これを塗布工具本体にネジ止め、ロウ付け、圧入、嵌合その他の方法等により装着した塗布工具を用いれば、長寿命で塗布精度よく大面積の部材への塗布ができる。
【発明の効果】
【0006】
本発明の超硬合金製塗布工具用先端部材とそれを具備する塗布工具は、従来の圧着、接着、溶接やロウ付けのような方法で製造したものと比較すると、接合部での断面組織は他の部分の組織と変わらず、接合部での強度の低下も無く、ボイドも無いので、所望する長さの超硬合金製塗布工具用先端部材とそれを具備する塗布工具を得られるだけでなく、接合部での強度が他の部分と変わらないので、変形や破断が起こらず、高精度の塗布が要求される液晶ディスプレイパネル製造工程等で使用することができる。
【発明を実施するための最良の形態】
【0007】
以下図面を参照し、本発明の実施の形態について説明する。
図1は、本発明の塗布工具に使用される第1の実施形態の超硬合金製の塗布工具用先端部材4を超硬合金焼結体部材1、2を拡散接合して製造する状態を示す図である。3は拡散接合面を示す。この図では、1回以上の焼結処理(HIP処理を含む)を施した2個の超硬合金焼結体部材1、2の端部同士を密着した状態で両端から圧力を加えながら、真空焼結炉中で拡散接合により接合する場合を示しているが、長尺な塗布工具用先端部材を得ようとするときは、3個以上の超硬合金焼結体部材を適当数使用し、拡散接合する場合もある。また、本発明の超硬合金製塗布工具用先端部材の製造に用いられる超硬合金焼結体部材の端面は、予め機械加工やサンドブラスト加工などにより酸化被膜やいわゆる黒皮を除去し、拡散接合反応が促進されるようにしておくことが好ましい。
実際に拡散接合する場合は、図2に示すように、真空焼結炉中に2個以上の超硬合金焼結体部材を水平なカーボン製支持台6の上に下端部の滑止板7で止まるように傾斜させて載置し、端部におもり5を載せ超硬合金焼結体部材同士に接合面で両端から圧力がかかるようにして、超硬合金焼結体部材1、2を拡散接合することにより得られる。ここでは、カーボン製支持台等カーボン製治具を使用する場合を例示したが、その他カーボン繊維、超硬合金と反応しない酸化物セラミックス等を使用することができる。
尚、本発明の超硬合金製塗布工具用先端部材の製造に用いられる超硬合金の原料粉末の平均粒子径は、好ましくは1μm以下より好ましくは0.7μm以下が良い。これは粒子が微細になるほど強度が高くなることに加え、先端が微細粒子になることで高精度な先端形状が得られるためである。
又、焼結は基本的にその材料が十分焼結する範囲で行う必要があり、得られた焼結体の気孔率が2%未満とすることが好ましい。気孔を無くし、高密度とするためHIP処理や複数回の焼結を行ってもよい。焼結温度は、材料によっても異なるが、例えばWC−4質量%Coの超硬材料であれば、約1500℃である。また、雰囲気は真空雰囲気が好ましく、少なくとも希ガス雰囲気等非酸化性雰囲気とする必要がある。
この状態で、熱処理が可能な炉中に密着固定した部分または全部を真空または不活性ガス中で焼結温度に対して±50℃の範囲で熱処理を行う。熱処理温度が焼結温度より50℃以上低ければ液相の拡散が十分に起こらず、超硬合金焼結体部材同士の拡散接合欠陥が生じ、逆に50℃以上高ければ結晶粒子の成長が顕著になり、いずれも接合部での強度等特性に悪影響を及ぼす。この熱処理により超硬合金焼結体部材1、2が密着した部分では、CoやNiの金属バインダが相互に拡散して結合する(拡散接合)。冷却時にCoやNiからはWCの相が析出し、拡散接合部では超硬合金焼結体部材本体とほとんど変わりのない断面組織を形成し、実質的に超硬合金焼結体部材本体と同一の特性を有し、全長に渡り均質な超硬合金製の塗布工具用先端部材4を得ることが出来る。
この際用いられる炉は、ヒーターにより少なくとも局部加熱が可能な炉であればよく、例えば真空引き可能な細長い円筒の一部に、抵抗加熱、高周波加熱の装置を取り付けたような簡単な構造でも構わない。
本発明の超硬合金製の塗布工具用先端部材4は、抵抗加熱方式あるいは高周波誘導加熱方式により加熱された治具より被接合界面近傍あるいは被接合体全体を熱伝導により加熱し接合するもので、2m以上の長さでも接合部の組織を超硬合金焼結体部材本体と同一の均一な組織に製作できるよう接合部あるいは合金全体を真空雰囲気にする。これにより、接合部の抗折力強度が、母材部と同等の強度となる。ここで言う真空雰囲気とは、0Pa〜500Paであり、通常の大気、窒素ガスあるいはアルゴンガス雰囲気から真空排気して形成される雰囲気をいう。
図3の8、9はそれぞれ本発明の超硬合金製の塗布工具用先端部材4の拡散接合部3、超硬合金焼結体部材2の横断面組織観察用試料の採取部分である。図4a、図4bは、それぞれ拡散接合部3、超硬合金焼結体部材2の横断面組織写真を示す。これらの組織を比較してわかるが、双方の断面組織について相違がなく、拡散接合部においてはボイド等の接合欠陥もないことがわかる。
更に、次の組成の超硬合金焼結体を第1の実施形態の超硬合金材料として用いると、第2から第6の実施形態の本発明の超硬合金製塗布工具用先端部材を得ることができる。
第2の実施形態に用いる超硬合金の組成:4〜23重量%のCoと残部がWCからなるもの
第3の実施形態に用いる超硬合金の組成:4〜23重量%のCoと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.1〜2.2重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量を100.1〜102.2重量部となる組成にしたもの
第4の実施形態に用いる超硬合金の組成:4〜23重量%のCo又はNiの少なくとも1種と残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなるもの
第5の実施形態に用いる超硬合金の組成:4〜20質量系%のNiと残部がWCからなるもの
第6の実施形態に用いる超硬合金の組成:4〜20重量系%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.3〜4.0重量部のCrまたはCr炭化物を添加して総重量を100.3〜104.0重量部となる組成としたもの
このようにして得られた第2から第6の実施形態の本発明の超硬合金製塗布工具用先端部材は、前記第1の実施形態の本発明の超硬合金製塗布工具用先端部材の基本的特徴に加えて、それぞれ課題を解決するための手段で述べた特徴がある。
【0008】
図5は、第7の実施形態の塗布工具12を示す図である。塗布工具12は、塗布工具本体10に塗布工具用先端部材4が塗布工具本体10の先端部に固着するように設けられている。一例として、液晶ディスプレイパネルを製造する工程で3m×3mのガラス基板表面にカラーレジストの塗布液を塗布する工程で使用したが、高剛性の超硬合金で製造されており、塗布工具用先端部材は超硬合金部材同士の接合部での強度低下、変形がないので高精度の平面が要求されるような用途でも、平滑で水平なカラーレジスト膜を形成することが出来る。
【0009】
以下実施例により、本発明の塗布工具用先端部材とそれを具備する塗布工具を詳細に説明する。
【実施例】
【0010】
本発明の塗布工具用先端部材に用いる超硬合金焼結体部材の原料粉末として、次のa〜eに示す組成のものを準備した。
これらの原料粉末は、WCの平均粒子径は0.7μm、それ以外の金属および炭化物の粉末の平均粒子径は0.5〜3μmのものを用いた。
粉末混合は、アトライターにて2時間行った。
得られた混合粉末をプレス成形用金型に充填して、1500mm×30mm×5mmの棒状の圧粉体を得た。プレスは100MPaで行い、それぞれの圧粉体を20本ずつ作成した。
a. 95重量%WC−5重量%Coからなる超硬合金焼結体部材用粉末
b.95重量%WC−5重量%Coからなる超硬合金焼結体部材用粉末の重量を100重量部とすると、これに対し、1重量部のCr3C2、1重量部のVを添加して総重量を102重量部の組成とする超硬合金焼結体部材用粉末
c.71重量%TiC−12重量%Ni−5重量%Co−10重量%Mo−2重量%TaCからなる超硬合金焼結体部材用粉末
d.90重量%WC−10重量%Niからなる超硬合金焼結体部材用粉末
e.90重量%WC−10重量%Niからなる超硬合金の重量を100重量部とした場合、これに対し2.5重量部のCr3C2を添加して総重量を102.5重量部となる組成を有する超硬合金焼結体部材用粉末
焼結は、真空雰囲気で1400℃〜1600℃との間で行った。それぞれの温度条件および理論密度との相対密度を表1に示す。
得られた超硬合金焼結体部材は、それぞれ線方向に約20%ずつ収縮し、およそ1200mm×24mm×4mmの棒状となった。超硬合金焼結体部材の原料粉末a〜eに対して、それぞれの超硬合金焼結体部材をA、B、C、D、Eとする。
【0011】
【表1】
【0012】
これらの超硬合金焼結体部材の端部(24mm×4mmの面)を平面研削盤により#200の砥石で平面研削を行った。
つぎに、A〜Eの各超硬合金焼結体部材をそれぞれの種類ごとに研削した端部を向かい合わせて密着した状態で長さ5mのパイプ状の真空炉に投入した。炉内には中央部を約200mmの範囲で加熱できるヒーターを備えている。
得ようとする塗布工具用先端部材の長さが、長くなるにつれ変形も発生するため、カーボン系の反応防止剤やアルミナを主成分とするセラミック系の反応防止剤を塗布または貼り付けたカーボン製治具を用いて図2のように両端から接合部に圧力がかかる構造とする。
炉内を真空にした後に、ヒーターに通電し、それぞれの試料の焼結温度と同じ温度まで昇温し、その状態で1時間保持を行った後、冷却した。
このようにして得られた本発明の塗布工具用先端部材は、それぞれ約2400mm×24mm×4mmの形状であった。超硬合金焼結体部材A〜Eから得られる本発明の超硬合金焼結体製の塗布工具用先端部材をそれぞれA1、B1、C1、D1、E1とする。
比較試料として、複数の超硬合金焼結体部材(A〜E)を溶接、Cu板を介したAgロウ付け、加熱加圧圧接、エポキシ樹脂接着剤による接合方法を用いて長尺の超硬合金製の塗布工具用先端部材を試作した。それぞれの比較試料をS1、S2、S3、S4とする。
(本発明の塗布工具用先端部材の断面組織)
図3に示すようにして得られた本発明の超硬合金焼結体製の塗布工具用先端部材の拡散接合部3を含むように、50mm×6mm×2mmの試料8を採取し、拡散接合部3を鏡面ラップ加工した。また、同様に超硬合金焼結体部材本体の断面組織観察用に試料9を採取し、同様の加工を行い、比較した。本発明の超硬合金焼結体製の塗布工具用先端部材A1についての拡散接合部3および超硬合金焼結体部材本体の光学顕微鏡による縦断面組織写真(1000倍)を図4a、図4bに示す。これらを比較しても、拡散接合部と超硬合金焼結体部材本体では断面組織に違いはなく、拡散接合部では粒成長やボイド等の接合欠陥も観察されなかった。本発明の塗布工具用先端部材B1〜E1についても、同様に拡散接合部と超硬合金焼結体部材本体では断面組織に違いはなく、拡散接合部では粒成長やボイド等の接合欠陥も観察されなかった。
(比較試料S1〜S4の特性)
本発明の超硬合金焼結体製の塗布工具用先端部材A1〜E1と同様にして、比較試料S1、S2、S3、S4について接合部とそれ以外の部分の断面組織を観察した。S1については、溶接は接合面の中心部より外側の部分が溶接されていて中心部は殆ど溶接されていなかった。S2について、接合部の断面組織を見ると、ボイドが多数存在し、接合欠陥の影響が大きく、接合部で引張強度が小さく、本発明のものの1/10以下であった。接合層は、剛性、硬度も低く接合部を中心として容易にたわみ塑性変形をする。S3については、接合部にはボイドが多数みられ、自重により接合部から折れてしまった。S4については、接合部に小さな気泡が見られ、S3と同様に自重により接合部から折れてしまった。比較試料S1〜S4については、接合部の断面組織を観察したが、ボイドが多数存在し、接合欠陥、接合部の強度不足のため本用途には、使用できなかった。
(本発明の塗布工具用先端部材の表面粗さ)
前記接合部を含む部分と、接合部を含まない超硬合金焼結体部材本体に当たる部分を同じ条件で#400番の平面研削盤による鏡面加工を施し、その最大面粗さ(JIS規格1982年度版)を比較した。結果を表2に示す。表2からも拡散接合部とそれ以外の部分の表面粗度に差がないことがわかった。これは、拡散接合部で粒成長が起きていないことを示しており、断面組織写真の結果と一致する。
【0013】
【表2】
【0014】
(本発明の塗布工具用先端部材の耐食性)
前記で用いた試料を酸性の溶液中に浸漬し、腐食についての各試料および母材との差異を測定した。酸性の溶液は1N(規定)の塩酸水溶液を80℃に保持した溶液を用いて、100時間浸漬後の状態を面粗度について比較した。結果を表3に示す。
表3の結果からわかるように、耐食性についてはNiを結合材とする本発明の塗布工具用先端部材D1、E1が他の試料に対して耐食性が高いことがわかる。また、拡散接合部分とそれ以外の本体部分とでは、耐食性に差は見られないことがわかった。断面組織写真の結果と一致する。
【0015】
【表3】
【0016】
(本発明の塗布工具用先端部材の曲げ強度)
次に拡散接合部分を含む前記断面組織観察を行った試料を用いて、抗折力試験(3点曲げ強度試験)を行った。接合部分を含まない本体の試料を同様に切り取り、比較した。この結果を表4に示す。
この結果より接合部分と接合部分を含まない本体の強度は同じであることがわかる。
以上の結果より、接合部分は超硬合金焼結体本体と実質的に同一ということができる。
【0017】
【表4】
【0018】
以上A1〜E1までは、請求項1から請求項6に記載の本発明の塗布工具用先端部材の1実施例を示すが、それぞれの請求項に記載の他の組成のものについても、同様の結果となった。
(請求項2の発明の実施例の説明)
超硬合金が、95重量%WC−3重量%Co(請求項2を外れる組成)のものを用いて、前記と同様に拡散接合して、塗布工具用先端部材を作成したが、Coの含有量が、このように4重量%より少なくなるものについては靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材のCo量が不足であることがわかった。結合材のCo量としては、4重量%以上必要であることがわかった。76重量%WC−24重量%Co(請求項2を外れる組成)のものを用いて、前記と同様に拡散接合して、塗布工具用先端部材を作成したが、Coの含有量が、このように23重量%より多くなる材料は硬度、剛性、耐食性が低下し、変形しやすくなるので、4〜23重量%とする必要があることがわかった。
(請求項3の発明の実施例の説明)
超硬合金が、95重量%WC−4重量%Coからなる超硬合金の重量を100重量部とした場合、これに対し0.09重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量が100.09重量部となる組成を有する塗布工具用先端部材(請求項3を外れる組成)を作成しても、焼結時等にWC結晶粒子の成長を抑制したり、全体的に結晶粒子径の成長を抑えることはできず、工具表面の面粗さや先端部の加工による形状精度を向上させることができないので、添加するCr、V又はそれらの炭化物のうちいずれか1種以上の重量としては、0.1重量部以上必要なことがわかった。また、添加するCr、V又はそれらの炭化物のうちいずれか1種以上の重量が、2.3重量部を超えると焼結性が悪くなったり、拡散接合したとき接合欠陥ができたりする。そのため、Cr、V又はそれらの炭化物のうちいずれか1種以上からなる添加物の量としては、0.1〜2.2重量部とする必要があることがわかった。
(請求項4の発明の実施例の説明)
超硬合金が、Co又はNiの少なくとも1種が3重量%であるように4重量%より少なく、残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなる請求項1に記載の塗布工具用先端部材(請求項4を外れる組成)のものは、靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材の量としては、4重量%以上必要であり、Co又はNiの少なくとも1種が24重量%のように23重量%より多くなると硬度、剛性が低下し、変形しやすくなり、結合材がCoの場合は、耐食性が低下するので、4〜23重量%とする必要があることがわかった。
(請求項5の発明の実施例の説明)
超硬合金が、97重量%WC−3重量%Ni(請求項5を外れる組成)となるようにNiが4重量%より少ない組成の塗布工具用先端部材を製造しても、Niの含有量が、4重量%より少ないと靭性が低下し、接合部でのボイド等の接合欠陥を無くすためには結合材の量が不足し、4重量%以上必要であり、Niの含有量が、21重量%のように20重量%より多くなると硬度、剛性が低下し、変形しやすくなるので、4〜20重量%とする必要があることがわかった。
(請求項6の発明の実施例の説明)
超硬合金が、4〜20重量%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.2重量部のCrまたはCr炭化物を添加して総重量を100.2重量部となる組成にした超硬合金である請求項1に記載の塗布工具用先端部材(請求項6を外れる組成)に関しては、添加するCr又はCr炭化物の量としては、0.3重量部より少ないとWC結晶粒子の成長を抑制することが出来ず、全体的に結晶粒子径の成長を抑えることができず、工具表面の粗さや先端部の加工精度を向上させることができないだけでなく、磁性を帯びるので、磁性のある塗布剤の塗布ができない。また、CrまたはCr炭化物の添加量が4.1重量部のように4.0重量部を超えると、WC結晶粒子の成長を抑制し、全体的に結晶粒子径の成長を抑えることになり工具表面の面粗さや先端部の加工による形状精度を向上させることができるが、拡散接合した場合、接合欠陥ができるので、添加するCr又はCr炭化物の量としては、4.0重量部以下とする必要があることがわかった。
(請求項7の発明の実施例の説明)
前記と同様にして、長さは3200mmのA1〜E1の塗布工具用先端部材4を作成した。これらの作成には各4本の超硬合金焼結体部材A〜Eを3回の拡散接合により一体とした後、研削盤にて研削加工を行い、図5に示すような塗布工具用先端部材4を製造した。
次に、塗布工具用先端部材4を保持するクロムメッキされた鋼部材(塗布工具本体10)にボルトで固定した。このようにして本発明の塗布工具12を得ることができる(請求項7の発明)。
得られた塗布工具12で3.2m×2.4mの大きさの液晶ディスプレイパネルを製造するときのガラス基板表面にカラーレジストを塗布した。塗布、乾燥後に膜厚を測定したところ一定であり、良好な膜を得ることができた。膜には塗布によるスジや、ムラも全く見られなかった。
【0019】
このほかに脂肪酸、防錆材、含金属皮膜部剤、含磁性粉末塗布剤、含セラミックス粉末塗布剤などでも同様の塗布を行ったが、いずれも膜には塗布によるスジやムラは全く見られなかった。
さらに、これらのいずれの用途についても、10000時間を越える使用に対して、面粗れやチッピング、摩耗、腐食などが起こらず、経時的に性能が変わらなかった。
【産業上の利用可能性】
【0020】
本発明の塗布工具用先端部材とそれを具備する塗布工具は、シート状部材への塗布、パネル状部材への塗布等大面積の部材への各種塗布剤の塗布に適している。
【図面の簡単な説明】
【0021】
【図1】本発明の塗布工具用先端部材を拡散接合により製造する状態を示す図
【図2】代表的な拡散接合の状態を示す図
【図3】試料採取箇所を示す図
【図4】a拡散接合部の組織写真 b拡散接合部以外の超硬合金焼結体本体の組織写真
【図5】請求項7記載の塗布工具および塗布の模式図
【符号の説明】
【0022】
1 超硬合金焼結体部材
2 超硬合金焼結体部材
3 拡散接合部
4 塗布工具用先端部材
5 おもり
6 カーボン製支持台
7 滑止板
8 試料採取部(接合部)
9 試料採取部(接合部以外の本体)
10塗布工具本体
11 塗布液ポケット
12 塗布工具
13 塗布部分
14 液晶ディスプレイパネル用ガラス基板
【特許請求の範囲】
【請求項1】
2以上の超硬合金焼結体部材を拡散接合してなる塗布工具用先端部材。
【請求項2】
超硬合金が、4〜23重量%のCoと残部がWCからなる請求項1に記載の塗布工具用先端部材。
【請求項3】
超硬合金が、4〜23重量%のCoと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.1〜2.2重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量を100.1〜102.2重量部となる組成にした超硬合金である請求項1に記載の塗布工具用先端部材。
【請求項4】
超硬合金が、4〜23重量%のCo又はNiの少なくとも1種と残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなる請求項1に記載の塗布工具用先端部材。
【請求項5】
超硬合金が、4〜20重量%のNiと残部がWCからなる請求項1に記載の塗布工具用先端部材。
【請求項6】
超硬合金が、4〜20重量%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.3〜4.0重量部のCrまたはCr炭化物を添加して総重量を100.3〜104.0重量部となる組成にした超硬合金である請求項1に記載の塗布工具用先端部材。
【請求項7】
請求項1から請求項6のいずれかに記載の塗布工具用先端部材を塗布工具本体に具備することを特徴とする塗布工具。
【請求項1】
2以上の超硬合金焼結体部材を拡散接合してなる塗布工具用先端部材。
【請求項2】
超硬合金が、4〜23重量%のCoと残部がWCからなる請求項1に記載の塗布工具用先端部材。
【請求項3】
超硬合金が、4〜23重量%のCoと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.1〜2.2重量部のCr、V又はそれらの炭化物のうちいずれか1種以上を添加して総重量を100.1〜102.2重量部となる組成にした超硬合金である請求項1に記載の塗布工具用先端部材。
【請求項4】
超硬合金が、4〜23重量%のCo又はNiの少なくとも1種と残部がTi、Ta、Mo又はそれらの炭化物、窒化物、炭窒化物のいずれか1種以上からなる請求項1に記載の塗布工具用先端部材。
【請求項5】
超硬合金が、4〜20重量%のNiと残部がWCからなる請求項1に記載の塗布工具用先端部材。
【請求項6】
超硬合金が、4〜20重量%のNiと残部がWCからなる超硬合金の重量を100重量部とした場合、これに対し0.3〜4.0重量部のCrまたはCr炭化物を添加して総重量を100.3〜104.0重量部となる組成にした超硬合金である請求項1に記載の塗布工具用先端部材。
【請求項7】
請求項1から請求項6のいずれかに記載の塗布工具用先端部材を塗布工具本体に具備することを特徴とする塗布工具。
【図1】

【図2】
【図3】
【図4】

【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−132539(P2008−132539A)
【公開日】平成20年6月12日(2008.6.12)
【国際特許分類】
【出願番号】特願2007−284103(P2007−284103)
【出願日】平成19年10月31日(2007.10.31)
【出願人】(000229173)日本タングステン株式会社 (80)
【Fターム(参考)】
【公開日】平成20年6月12日(2008.6.12)
【国際特許分類】
【出願日】平成19年10月31日(2007.10.31)
【出願人】(000229173)日本タングステン株式会社 (80)
【Fターム(参考)】
[ Back to top ]