
塗布方法および塗布装置並びにディスプレイ用部材の製造方法
【課題】一枚の被塗布部材上での有効製品領域を最大とすることが、容易にしかもタクトタイムを長くすることなく実現できて、生産性や歩留まりの向上に大きく寄与する塗布装置及び方法ならびにこの方法を使用したディスプレイ用部材の製造方法を提供する。
【解決手段】被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布する。
【解決手段】被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、例えばカラー液晶ディスプレイ用カラーフィルタ並びにアレイ基板、プラズマディスプレイ用パネル、光学フィルタなどの製造分野に使用されるものであり、詳しくはガラス基板などの被塗布部材表面に塗布液を吐出しながら、端部の不良膜厚領域の少ない均一な塗布膜を形成する塗布方法および塗布装置、並びにこれらを用いたディスプレイ用部材の製造方法および製造装置の改良に関するものである。
【背景技術】
【0002】
カラー液晶用ディスプレイは、カラーフィルタ、TFT用アレイ基板などにより構成されているが、カラーフィルタ、TFT用アレイ基板ともに、低粘度の液体材料を塗布して乾燥させ、塗布膜を形成する製造工程が多く含まれている。たとえば、カラーフィルタの製造工程では、ガラス基板上に黒色のフォトレジスト材の塗布膜を形成し、フォトリソ法により塗布膜を格子状に加工した後に、格子間に赤色、青色、緑色のフォトレジスト材の塗布膜を同様の手法により順次形成していく。その他にも、フォトレジスト材を塗布して塗布膜を形成後、カラーフィルタとアレイ基板との間に注入される液晶のスペースを得るための柱を形成する製造工程や、カラーフィルタ上の表面の凹凸を平滑化するためのオーバーコート塗布膜を形成する製造工程などもある。
【0003】
この塗布膜形成のための塗布装置としては、従来スピナー、バーコータなどが使用されていたが、塗布液の消費量削減や消費電力削減、さらに2m角以上という超大型基板に対応する装置の大型化が困難であることなどにより、近年に至ってスリットコータ(例えば特許文献1)の使用が増加してきている。この公知のスリットコータは塗布ヘッドとしてスリットノズルを有し、このスリットノズルに設けられたスリット状の吐出口から塗布液を吐出しながら、一方向に走行するガラス基板などの枚葉状の被塗布部材に塗布膜を形成するものとなっている。
【0004】
近年製品の高品質化に伴って、基板に塗布するスリットコータに要求される膜厚分布精度はますます高くなってきており、たとえば、端部10mmを除外して±3%以下の膜厚むらにすることが望まれている。通常、大きな膜厚変動を生じるのは、塗布方向、スリットノズルの長手方向である基板幅方向を問わず、中央部分ではなくて端部である。幅方向端部については、スリットノズルの性能や塗布液の特性によって膜厚分布精度が定まる。一方塗布方向端部については、塗布開始部と塗布終了部の膜厚制御の良否が変動の小さな膜厚分布形成に大きく影響する。特に生産性を向上させるために高速で塗布をする時には、塗布開始部と終了部の膜厚制御を最適化しないと、端部の不良膜厚領域が長くなり、一定膜厚の製品領域が短くなって、基板の有効利用率が低下する。
【0005】
塗布開始部の膜厚制御手段については、上記のような重要性から数多くの改善手段が提案されており、基板とダイとの間のすきまであるクリアランスを、塗布液の吐出ならびに基板に対するスリットノズルの水平移動と連動させて制御する方法(例えば特許文献2)、スリットノズルと基板を静止させておき、ポンプを駆動して吐出を始めた一定時間後に基板の移動を開始して塗布開始する方法(例えば特許文献3)、等がある。しかしいずれの手段も、原理的にはポンプ供給速度、スリットノズル/基板間の相対移動速度が定常値になってから膜厚を所定の値にするものであって、ポンプ供給速度やスリットノズル/基板間の相対移動速度が定常値になるまでの加速区間(立ち上げ区間)で膜厚を所定値にしようと制御できるものではない。100mm/s以上の高速で塗布する時には、加速により通りすぎる長さが、はなはだしい場合には数10mmにも及ぶため、この長さを10mm以下とするには、加速区間に配慮した膜厚制御手段が必要となる。そのような膜厚制御手段としては、ポンプ供給速度、スリットノズル/基板間の相対移動速度ともに、極低速で立ち上げて一定膜厚にしてから、ポンプ供給速度、スリットノズル/基板間の相対移動速度を定常速度まで昇速するもの(例えば特許文献4)や、ポンプ供給速度と、スリットノズル/基板間の相対移動速度の変化率を同じにして、加速区間で所定の膜厚を実現しようと試みたもの(例えば特許文献5)、がある。
【0006】
また2m角以上の大型基板に塗布をするスリットコータでは装置が大型・大重量化し、移動部分の慣性が大きくなるので、スリットノズル/基板間の相対移動速度を定常値にするまでの加速時間、すなわち加速区間が長くなる。加速区間が長くなると、不良膜厚領域も長くなるので、そうならないようにするためにも、加速区間に配慮した膜厚制御手段を使用して、加速区間で膜厚が所定値になるようにする技術が、大型化の場合にも必須となる。
【特許文献1】特開平6−339656号公報(第5欄18行目〜第9欄13行目、図1)
【特許文献2】特開2002−113411号公報(第5欄30行目〜第6欄45行目、第7欄3行目〜31行目、図1、図5)
【特許文献3】特開平8−229482号公報(第13欄46行目〜第15欄48行目、図3)
【特許文献4】特開2002−86044号公報(第9欄43行目〜第10欄35行目、図5)
【特許文献5】特開平9−253563号公報(第2欄42行目〜第3欄5行目、第9欄34行目〜第10欄49行目、図2、図6)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献4の手段では、極低速で立ち上げる時間が余分に必要なので、タクトタイムが余計にかかってしまうという問題点がある。一方特許文献5に示されている手段では、ポンプ供給速度の方が、スリットノズル/基板間の相対移動速度よりも先行して昇速しているために、常に塗布液が供給過多となって、この供給過多となる量が多い場合には加速区間で一定膜厚が得られないという問題点があった。
【0008】
この発明は、上記の問題点を解決するためになされたものであり、その目的とするところは、定容量ポンプの供給速度と、スリットノズル/基板間の相対移動速度の加速区間で膜厚が所定値になる手段を提示し、高速で塗布する時や大型の装置で移動部の加速区間が長くなる時に塗布開始部に発生する目標膜厚範囲内に到達しない不良膜厚区間を最小とし、それによって均一な膜厚区間を最長にして、一枚の被塗布部材上での有効製品領域を最大とすることが、容易にしかもタクトタイムを長くすることなく実現できて、生産性や歩留まりの向上に大きく寄与する塗布装置及び方法ならびにこの方法を使用したディスプレイ用部材の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記本発明の目的は、以下に述べる手段により達成される。
【0010】
本発明に係る塗布方法は、一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする。
【0011】
本発明に係る別の塗布方法は、一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を最終的に供給速度Qpとなる供給速度で供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする。
本発明に係るディスプレイ用部材の製造方法は、上記に記載の塗布方法を用いてディスプレイ用部材を製造することを特徴とする。
【0012】
本発明に係る塗布装置は、塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から一定容積の塗布液を吐出してプリディスペンスを行い、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする。
【0013】
また、本発明に係る別の塗布装置は、塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、前記塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から塗布液を吐出開始して最終的に供給速度Qpとなるプリディスペンスを行い、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする。
【発明の効果】
【0014】
本発明に係る塗布方法および塗布装置を用いれば、定容量ポンプの供給速度と、スリットノズル/基板間の相対移動速度の、それぞれの定常速度に対する比を同じにして昇速し、さらにプリディスペンス量や増速タイミング等を調整することで膜厚分布を微調整することができるのであるから、膜厚を加速区間から所定の値にすることができ、高速で塗布する時や大型の装置で移動部の加速区間が長い時にでも、塗布開始部に発生する目標膜厚範囲内に到達しない不良膜厚区間を最小とし、それによって均一な膜厚区間を最長にして、一枚の被塗布部材上での有効製品領域を最大とすることが容易に実現できる。
本発明に係るディスプレイ用部材の製造方法によれば、上記の優れた塗布方法を用いてディスプレイ用部材を製造するのであるから、均一な膜厚区間が長い優れた塗布品位のディスプレイ用部材を高い生産性と高歩留まりで製造することが可能となる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の好ましい実施形態を、図面に基づいて説明する。
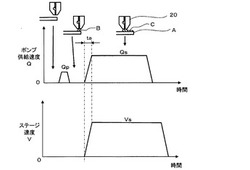
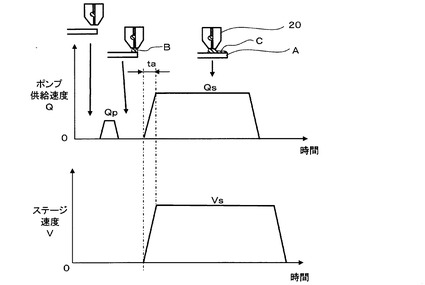
図1は、本発明に係る塗布装置であるスリットコータ1の概略正面図、図2は、本発明のうちの第1の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図、図3は、本発明のうちの第2の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図、図4は従来の塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【0016】
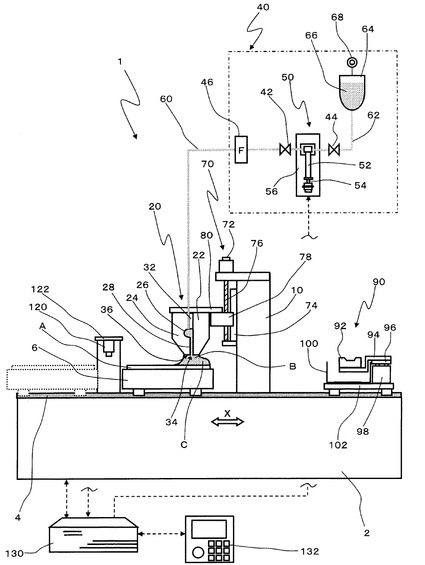
まず図1を参照すると、本発明のスリットコータ1が示されている。このスリットコータ1は基台2を備えており、基台2上には、一対のガイドレール4が設けられている。このガイドレール4上には、被塗布部材である基板Aの載置台、すなわちステージ6が配置されている。ステージ6は図示しないリニアモータで駆動されて図1に矢印で示されているX方向に自在に往復動する。ステージ6の移動速度をステージ速度ということにする。またステージ6の上面は吸着孔からなる真空吸着面となっており、基板Aを吸着保持することができる。
【0017】
基台2の中央を見ると、門型の支柱10がある。支柱10には、上下昇降ユニット70が備えられており、この上下昇降装置ユニット70に塗布を行うスリットノズル20が取り付けられている。
【0018】
スリットノズル20は、X方向に直交する方向(紙面に垂直な方向)にのびているフロントリップ22、及びリアリップ24を、シム32を介してX方向に重ね合わせ、図示しない複数の連結ボルトにより一体的に結合されている。スリットノズル20内の中央部にはマニホールド26が形成されており、このマニホールド26もスリットノズル20の長手方向(X方向に直交する方向)にのびている。マニホールド26の下方には、スリット28が連通して形成されている。このスリット28もスリットノズル20の長手方向にのびており、その下端がスリットノズル20の最下端面である吐出口面36で開口して、吐出口34を形成する。なおスリット28はシム32によって形成されるので、スリットの間隙(X方向に測定)は、シム32の厚さと等しくなる。
【0019】
このスリットノズル20を昇降させる上下昇降装置ユニット70は、スリットノズル20を吊り下げる形で保持する吊り下げ保持台80、吊り下げ保持台80を昇降させる昇降台78、昇降台78を上下方向に案内するガイド74、モータ72の回転運動を昇降台78の直線運動に変換するボールねじ76より構成されている。上下昇降ユニット70はスリットノズル20の長手方向の両端部を支持するよう左右1対あって、各々が独立に昇降できるので、スリットノズル20長手方向の水平に対する傾き角度を任意に設定することができる。これによってスリットノズル20の吐出口面36と基板Aを、スリットノズル20の長手方向にわたって略並行にすることができる。さらに、この上下昇降ユニット70によって、ステージ6上の基板Aとスリットノズル20の吐出口面36の間にすきま、すわなち、クリアランスを、任意の大きさに設けることができる。
【0020】
さらに図1で基台2の右側端部を見ると、拭き取りユニット90がガイドレール4上にX方向に移動自在に取付られている。拭き取りユニット90には、スリットノズル20の吐出口34周辺に係合する形状を有する拭き取りヘッド92が、ブラケット94を介してスライダー96に取り付けられている。スライダー96は駆動ユニット98により、スリットノズル20の長手方向、すなわちX方向に直行する方向に自在に移動する。駆動ユニット98とトレイ100は台車102上に固定されている。台車102はガイドレール4上にあり、ガイドレール4に案内されて、図示しないリニアモータによりX方向に自在に往復動できるので、拭き取りユニット90全体がX方向に往復動できる。また拭き取りを行う時は、拭き取りヘッド92がスリットノズル20に係合する位置まで拭き取りユニット90全体をX方向に移動させ、スリットノズル20を下降して拭き取りヘッド92に係合させる。そして、駆動ユニット98を駆動して拭き取りヘッド92をスリットノズル20の長手方向に摺動させると、スリットノズル20の吐出口34付近に残存している塗布液その他の汚染物を除去、清掃することができる。除去した塗布液その他はトレイ100で回収される。トレイ100は図示しない排出ラインに接続されており、内部にたまった塗布液等の液体を外部に排出、回収することができる。またトレイ100は、スリットノズル20からエアー抜き等で吐出される塗布液を回収するために使用することもできる。なお拭き取りヘッド92はスリットノズル20に均等に係合できるようゴム等の弾性体、合成樹脂が好ましい。
【0021】
さらにまた基台2の左側を見ると、基板Aの厚さを測定する厚さセンサー120が支持台122に取り付けられている。厚さセンサー120はレーザを使用したものであることが好ましい。厚さセンサー120により基板Aの厚さを測定することで、どのような厚さの基板Aに対しても、スリットノズル20の吐出口面36と基板Aの隙間であるクリアランスを、常に一定にすることができる。
【0022】
再びスリットノズル20を見ると、スリットノズル20のマニホールド26の上流側は、塗布液供給装置40に連なる供給ホース60に、内部通路(図示しない)を介して常時接続されており、これにより、マニホールド26へは塗布液供給装置40から塗布液を供給することができる。マニホールド26に入った塗布液はスリットノズル20の長手方向に均等に拡幅されて、スリット28を経て、吐出口34から吐出される。
【0023】
なお、塗布液供給装置40は、供給ホース60の上流側に、フィルター46、供給バルブ42、シリンジポンプ50、吸引バルブ44、吸引ホース62、タンク64を備えている。タンク64には塗布液66が蓄えられており、圧空源68に連結されて任意の大きさの背圧を塗布液66に付加することができる。タンク64内の塗布液66は、吸引ホース62を通じてシリンジポンプ50に供給される。シリンジポンプ50では、シリンジ52、ピストン54が本体56に取り付けられている。ここでピストン54は図示しない駆動源によって上下方向に自在に往復動できる。シリンジポンプ50は、一定の内径を有するシリンジ52内に塗布液を充填し、それをピストン54により押し出して、スリットノズル20に基板Aを一枚塗布する分だけ供給する定容量型のポンプである。シリンジ52内に塗布液66を充填するときは、吸引バルブ44を開、供給バルブ42を閉として、ピストン54を下方に移動させる。またシリンジ52内に充填された塗布液をスリットノズル20に向かって供給するときは、吸引バルブ44を閉、供給バルブ42を開とし、ピストン54を上方に移動させることで、ピストン54でシリンジ52内部の塗布液を押し上げて排出する。ピストン54の移動速度にシリンジ断面積をかけあわせたものが塗布液の供給速度、すなわちポンプ供給速度となる。
【0024】
なお制御信号にて動作するリニアモータ、モータ72、塗布液供給装置40、等はすべて制御装置130に電気的に接続されている。そして、制御装置に組み込まれた自動運転プログラムにしたがって制御指令信号が各機器に送信されて、あらかじめ定められた動作を行う。なお条件変更時は操作盤132に適宜変更パラメータを入力すれば、それが制御装置130に伝達されて、運転動作の変更が実現できる。特に塗布液供給装置40の中では、シリンジポンプ50、供給バルブ42、吸引バルブ44、切替バルブ240が電気的に接続されており、制御装置130にその電気的信号をとりこんだり、制御装置130からの指令により、任意の動作をさせることができる。制御装置130を用いれば、塗液供給装置40、上下昇降ユニット70、ステージ6の動作を自在に制御できるので、ポンプ供給速度や、スリットノズル20とステージ6すなわち基板Aとの相対移動速度となるステージ速度、の大きさや、両者の駆動開始/停止タイミングを任意に設定でき、塗布開始部、塗布終了部での塗布膜厚分布が任意のものに制御できる。
【0025】
次にスリットコータ1による本発明になる第1の塗布方法について詳述する。
まずスリットコータ1の各動作部の原点復帰が行われると、各移動部はスタンバイ位置に移動する。すなわち、ステージ6は図1の左端部(破線で示す位置)、スリットノズル20は最上部に移動するとともに、拭き取りユニット90はトレイ100がスリットノズル20の下部位置にくるよう移動する。ここで、タンク64〜スリットノズル20まで、塗布液66はすでに充満されており、スリットノズル20内部の残留エアーを排出する作業も既に終了している。この時の塗布液供給装置40の状態は、シリンジ52に塗布液66が充填、吸引バルブ44は閉、供給バルブ42は開、そしてピストン54は最下端の位置にあり、いつでも塗布液66をスリットノズル20に供給できるようになっている。
【0026】
最初に、ステージ6の表面に図示しないリフトピンを上昇させ、図示しないローダから基板Aがリフトピン上部に載置される。次にリフトピンを下降させて基板Aをステージ6上面に載置し、同時に吸着保持する。これと並行して塗布液供給装置40を稼働させて、スリットノズル20の吐出口34付近を完全に塗布液でみたす、すなわち初期化を行うために、あらかじめ決めていた量の塗布液66を、シリンジポンプ50からスリットノズル20に供給し、塗布液66をスリットノズル20からトレイ100に向かって吐出する。塗布液66の供給停止後、拭き取りヘッド92をスリットノズル20の吐出口34の真下の位置にくるよう拭き取りユニット90を移動させる。そして、スリットノズル20を下降させてスリットノズル20の吐出口面36を拭き取りヘッド92に係合後、拭き取りヘッド92をスリットノズル20長手方向に摺動させて、スリットノズル20の吐出口34付近をスリットノズル長手方向にわたって清掃する。清掃完了後、拭き取りユニット90はもとの場所(図1の右端)に復帰する。
【0027】
拭き取りユニット90が基台2の右端部に移動したのを確認したら、基板Aを載置したステージ6の移動を開始する。この時スリットノズル20は上下方向には、塗布が行われる位置よりもはるか上方の拭き取り位置にあり、一方シリンジポンプ50は停止して、待機している。そして基板Aが厚さセンサー120下を通過する時に基板厚さを測定し、基板Aの塗布開始部がスリットノズル20の吐出口34の真下に達したら、ステージ6を停止させる。この時、測定した基板Aの厚さデータを用い、上下昇降ユニット70を駆動して、スリットノズル20の吐出口面36と基板A間のすきま、すなわちクリアランスがあらかじめ定めた値になるようスリットノズル20を下降させて停止させる。スリットノズル20とステージ6が完全に停止した状態で、図2に示すように、シリンジポンプ50を駆動して、ポンプ供給速度Qpで、一定容量だけプリディスペンスする。このプリディスペンスによって、静止しているスリットノズル20と基板A間のすきまに塗布液が満たされ、ビードBが形成される。なお図2〜4には、各タイミングにおけるスリットノズル20と基板Aとの相対位置関係、並びに塗布液66の基板Aの塗布状況も合わせて示されている。プリディスペンス終了後に、シリンジポンプ50とステージ6を同時に動作開始させる。この時ポンプ供給速度は定常ポンプ供給速度Qs、ステージ6は定常ステージ速度Vsまで立ち上げるが、それぞれ動作開始から定常ポンプ供給速度Qs、定常ステージ速度Vsまで立ち上がるまでのポンプ供給速度Q、ステージ速度V、いいかえればステージ6の動作開始(相対移動開始)からt秒後のポンプ供給速度Q(t)、ステージ速度V(t)は、Q(t)/QsがV(t)/Vsと略同一となるように制御する。ポンプ動作開始からのポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比、Q(t)/Qsを、ステージ動作開始からのステージ速度Vと定常ステージ速度Vsの比V(t)/Vsとを略同一にするということは、1)定常のポンプ供給速度Qsで定常のステージ速度Vsで移動する基板Aに塗布される膜厚Thで、シリンジポンプ50とステージ6の動作開始から、すなわち加速区間で塗布される、2)ポンプ供給速度Q(t)、ステージ速度V(t)ともに、同じ立ち上がりに要する加速時間taで、定常ポンプ供給速度Qs、ステージ速度Vsに達する、ということを意味する。これは、プリディスペンスによってあらかじめ必要なビードBが形成されているために、膜厚Thに対応したポンプ供給速度Q(t)とステージ速度V(t)にしてやれば、いかなる場合でも膜厚Thで塗布できることも示している。以上のシリンジポンプ50のポンプ供給速度Qと、ステージ6のステージ速度Vの塗布開始部の制御によって、塗布開始部から定常膜厚Thの塗布膜Cを形成することが、原理的に可能となる。
【0028】
以上のように塗布を開始し、シリンジポンプ50からは定常ポンプ供給速度Qsで塗布液をスリットノズル20に供給し、ステージ6は定常ステージ速度Vsで移動することで、基板Aに厚さThの塗布膜Cが安定して形成される。そして基板Aの塗布終了位置より少し手前の位置がスリットノズル20の吐出口34の真下にきたら、ピストン54を停止させて塗布液66の供給を停止し、つぎに基板Aの塗布終了位置がスリットノズル20の吐出口34の真下に来たときに、上下昇降ユニット70を駆動して、スリットノズル20を上昇させる。これによって基板Aとスリットノズル20の間に形成されたビードBが断ち切られ、塗布が終了する。
【0029】
そのあいだもステージ6は動作を継続し、終点位置にきたら停止し、基板Aの吸着を解除してリフトピンを上昇させて基板Aを持ち上げる。この時図示されないアンローダによって基板Aの下面が保持され、次の工程に基板Aを搬送する。基板Aをアンローダに受け渡したら、ステージ6はリフトピンを下降させ原点位置に復帰する。ステージ6の原点位置復帰後、拭き取りユニット90を、トレイ100がスリットノズル20の吐出口34の下部に配置するよう移動させる。
【0030】
移動完了後、吸引バルブ44を開、供給バルブ42を閉として、ピストン54を下降させて、塗布液66をシリンジ52内に充填する。充填完了後、ピストン54を停止させ、吸引バルブ44を閉、供給バルブ42を開として、次の基板Aが来るのを待ち、同じ動作をくりかえす。
【0031】
以上の塗布方法では、塗布開始部のシリンジポンプ50、ステージ6の加速区間から定常時の膜厚Thになるように制御を行っているので、塗布開始部の定常膜厚Thにならない不良膜厚区間を最小とし、定常膜厚Thの製品領域を最大にすることが可能となる。特に加速区間の実長さが長くなって不良膜厚区間が長くなる100mm/s以上の高速塗布時や、2m角以上基板用のスリットコータでステージやスリットノズルを保持するガントリーの加速時間が長くなる時に、本発明の塗布方法は威力を発揮し、不良膜厚区間を10mm以下に容易にでき、膜厚が均一で有効な製品領域を大きくすることができる。
【0032】
本発明になる別の塗布方法である第2の塗布方法は、塗布開始が以下のようである以外は、第1の塗布方法と全く同じである。すなわち、基板Aの厚さを測定後、上下昇降ユニット70を駆動して、スリットノズル20の吐出口面36と基板A間のクリアランスがあらかじめ定めた値になるようスリットノズル20を下降させて停止させる。スリットノズル20とステージ6が完全に停止した状態で、図3に示すように、シリンジポンプ50を駆動開始して、ポンプ供給速度Qpで塗布液をスリットノズルから吐出し、静止しているスリットノズル20と基板A間のすきまに塗布液が満たされ、ビードBが形成されるようプリディスペンスする。そしてシリンジポンプ50が動作開始してからts秒後に、シリンジポンプ50がポンプ供給速度Qpで塗布液を供給している途中で、ステージ6の動作を開始させる。この後ステージ6の動作開始、すなわちスリットノズル20とステージ6の相対移動の開始からtp秒後、シリンジポンプ50の動作開始からはts+tp秒後に、シリンジポンプ50はポンプ供給速度Qpから定常ポンプ供給速度Qsまで立ち上げ開始する。このポンプ供給速度Qpから定常ポンプ供給速度Qsまで立ち上げる加速区間、すなわちスリットノズル20とステージ6の相対移動の開始からt秒後(ただしt≧tp)でのポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qsを、同じくスリットノズル20とステージ6の相対移動の開始からt秒後(ただしt≧tp)でのステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vs、を略同一になるように制御することが好ましい。すなわち、シリンジポンプ50をポンプ供給速度Qpから増速開始するタイミングでは、ステージ速度V(t)が、Vs×Qp/Qsに達している。これによって、定常のポンプ供給速度Qsで定常のステージ速度Vsで移動する基板Aに塗布される膜厚Thで、加速区間から塗布されることになる。なおビードBを形成するために必要なシリンジポンプ50からのプリディスペンス量は、プリディスペンスを開始してからステージ6を移動開始するまでの時間tsの大きさによって調整する。以上のシリンジポンプ50のポンプ供給速度と、ステージ6のステージ速度の塗布開始部の制御によって、塗布開始部から定常膜厚Thの塗布膜Cを形成することが原理的に可能となる。以上の第2の塗布方法でも、第1の塗布方法と同じように、塗布開始部のシリンジポンプ50、ステージ6の加速区間から定常時の膜厚Thになるように制御を行っているので、塗布開始部の定常膜厚Thにならない不良膜厚区間を最小とし、定常膜厚Thの製品領域を最大にすることが可能となる。特に加速区間での通過長さが長くなって不良膜厚区間が長くなる100mm/s以上の高速塗布時や2m角以上基板用の大型スリットコータ使用時に、本発明の塗布方法は威力を発揮し、不良膜厚区間を10mm以下に容易にでき、製品領域を大きくすることができる。特に第2の塗布方法は、プリディスペンスから塗布開始をシリンジポンプ50の動作を続けて行っているので、第1の塗布方法よりもタクトタイムをより短縮して、生産性の向上に役立たせることができる。
【0033】
なお上記で、シリンジポンプ50をポンプ供給速度Qpから増速開始するタイミングでは、ステージ速度Vが、Vs×Qp/Qsに達していて、ポンプ供給速度Qpから定常ポンプ供給速度Qsまで立ち上げる加速区間でのポンプ供給速度Qと定常ポンプ供給速度Qsの比Q/Qsを、同じく加速区間でのステージ速度Vと定常ステージ速度Vsの比V/Vs、と略同一になるように制御するということは、図3で、シリンジポンプ50のポンプ供給速度をゼロから定常ポンプ供給速度Qsまで立ち上げる加速時間を、ステージ6のステージ速度をゼロから定常ステージ速度Vsで立ち上げる加速時間と同じtaにするということである。この関係を使用し、ステージ6が移動開始してからシリンジポンプ50がポンプ供給速度Qpから増速開始するまでの時間tpを、tp=ta×Qp/Qsで算出して、固有値のようにして定めてもよい。
【0034】
なお塗布方法2を用いた時のプリディスペンス時のポンプ供給速度Qpと定常ポンプ供給速度Qsの比Qp/Qsは、好ましくは0.01〜0.6、より好ましくは0.05〜0.3にする。この範囲よりも小さい時は、プリディスペンスに時間がかかって全体のタクトタイムが長くなり、この範囲よりも大きいときは、ポンプ供給速度Qとステージ速度Vの加速中である加速区間で、ポンプ供給速度Qと定常ポンプ供給速度Qsの比Q/Qsが、ステージ速度Vと定常ステージ速度Vsの比V/Vsと略同一になる領域(ポンプ供給速度Qがプリディスペンス時のポンプ供給速度Qpよりも大きくなる領域)が狭くなり、不良膜厚領域が長くなるという不都合がある。
【0035】
また第2の塗布方法では、ポンプ供給速度Qpでプリディスペンスを開始したが、ts+tp秒後までにポンプ供給速度Qpに達するようにしてもよい。この場合、ポンプ供給速度Qpになるまでの速度プロファイルはいかなるものであってもよく、たとえばポンプ供給速度Qpまで時間に比例や時間のべき乗に比例して増速、一旦ポンプ供給速度Qp以上にオーバーシュートしてポンプ供給速度Qpまで減じるもの、等を適用できる。いかなる速度プロファイルでポンプ供給速度Qpに達してもよいが、ts秒後にスリットノズル20と基板A間のすきまに必要な大きさのビードBを形成するプリディスペンス量が与えられることが必要条件となる。
【0036】
また、ポンプ供給速度Q、ステージ移動速度Vの加速時間taはいかなる値にしても、本発明の塗布方法1、塗布方法2ともに有効である。特に2m角以上のガラス基板に塗布できるようなスリットコータでは、ステージまたはスリットノズルの移動速度の加速時間である立ち上がり時間taは0.4秒以上と、小型装置の0.2秒に比べて長くなるが、そのような場合にでも本発明の塗布方法1や塗布方法2はその効力を発揮して、塗布開始部の定常膜厚Thにならない不良膜厚区間を最小とし、定常膜厚Thの製品領域を最大にすることが可能となる。また本発明の塗布方法1、塗布方法2ともに、タクトタイムが長くなるような操作は行っていないので、本発明の塗布方法を実施することで、タクトタイムが長くなることもない。
【0037】
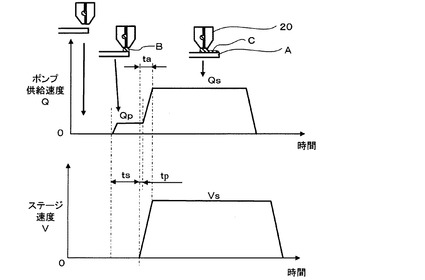
なお従来の塗布開始方法が図4に示されている。図4を参照すると、ポンプ供給速度Qpでプリディスペンスを行うのに引き続いて、シリンジポンプ駆動開始からts秒後にステージ6の移動を開始して塗布開始が行われる。立ち上げを行う加速区間では、時間taの間にシリンジポンプはポンプ供給速度Qpから定常ポンプ供給速度Qsまで増速し、ステージ6はゼロから定常ステージ速度Vsまで増速される。したがって、加速区間のポンプ供給速度Qとプリディスペンス時のポンプ供給速度の差(Q−Qp)と定常ポンプ供給速度Qsの比(Q−Qp)/Qsを、加速区間でのステージ速度Vと定常ステージ速度Vsの比V/Vs、と略同一になるように制御されている。この方法では、シリンジポンプ50のポンプ供給速度Qpから増速開始するタイミングが、ステージ6の動作開始タイミングに合わせているために、シリンジポンプ50からの塗布液供給が先行して供給過多となるために、定常時の膜厚Thよりも厚くなり、不良膜厚区間の減少に寄与しない。また、定常ポンプ供給速度Qsで塗布液を定常ステージ速度Vsで移動する基板Aに供給することで基板Aに厚さThの塗布膜を形成するが、立ち上げを行う加速区間のポンプ供給速度Qとステージ速度VをQ/QsとV/Vsを略同一にすることで定めれば膜厚Thの塗布膜Cが加速区間でもえられるのに、加速区間のポンプ供給速度Qとステージ速度Vを(Q−Qp)/QsとV/Vsを略同一にすることで定めているので、同じステージ速度Vに対してポンプ供給速度Qが高くなり、これからも加速区間では膜厚Thよりも厚い塗布膜Cが形成されるということがわかる。
【0038】
以上の実施例では、スリットノズル20を静止、ステージ6を移動させて塗布を行う例を示したが、スリットノズル20を移動、ステージ6を静止させて塗布を行っても、全く同じ本発明の作用がえられる。これはポイントなるのは、スリットノズル20とステージ6上の基板Aの相対速度であり、それはスリットノズル20、ステージ6のどちらが移動しても同じことを意味するためである。したがってステージ速度V、定常ステージ速度Vsは、ステージ6のスリットノズル20に対する相対速度V、定常相対移動速度Vsといってもよい。
【0039】
さらにまた、上記の塗布方法2で、一定容量のプリディスペンスを実行、終了してから、塗布方法2の塗布開始方法を実施してもよい。この場合は、プリディスペンスを2回に分割して行うことになる。
【0040】
なお本発明が適用できる塗布液としては粘度が1〜100mPaS、より望ましくは1〜50mPaSであり、ニュートニアンであることが塗布性から好ましいが、チキソ性を有する塗液にも適用できる。とりわけ溶剤に揮発性の高いもの、たとえばPGMEA、酢酸ブチル、乳酸エチル等を使用している塗布液を塗布するときに有効である。具体的に適用できる塗布液の例としては、上記にあげたカラーフィルター用のブラックマトリックス、RGB色画素形成用塗布液の他、レジスト液、オーバーコート材、柱形成材料等がある。基板である被塗布部材としてはガラスの他にアルミ等の金属板、セラミック板、シリコンウェハー等を用いてもよい。さらに使用する塗布状態と塗布速度が10mm/s〜600mm/s、より好ましくは100mm/s〜300mm/s、スリットノズルのリップ間隙は50〜1000μm、より好ましくは80〜200μm、塗布厚さがウェット状態で1〜50μm、より好ましくは2〜20μmである。
【実施例】
【0041】
以下、本発明の効果を実施例を用いて説明する。
実施例1
1100×960mmで厚さ0.7mmの無アルカリガラス基板を洗浄後に、スリットコータ1を用いて塗布を行った。スリットノズルは吐出口の長手方向長さが1100mm、スリットの間隙が100μmで、基板に1100mm幅の塗布膜が形成できるものであり、塗布速度は200mm/sにした。1100mmの長辺側を基板幅方向とし、960mmの短辺方向に塗布を行った。塗布液はカラーフィルター用Redの感光性ネガレジストで、固形分濃度14%、粘度が3mPaSであった。定常時、すなわち塗布時のシリンジポンプ50からの定常ポンプ供給速度Qsは、真空乾燥後の厚さが2.8μm、すなわち塗布直後にTh=20μmになるように、4400μl/sに設定した。上記の第2の塗布方法で塗布を開始することにし、ステージ6を駆動して、まずスリットノズル20の吐出口が基板の塗布開始部、すなわち基板端の直上位置になるように基板を移動させて停止させた。それからスリットノズルを下降して、基板〜スリットノズルの吐出口面間のクリアランスを100μmになるようにした。スリットノズル20と基板が停止した状態で、図3に示される通りにシリンジポンプを駆動して、ポンプ供給速度Qp=325μl/sでプリディスペンスを行い、プリディスペンスを開始してからts=0.6秒後にステージ6を移動開始した。ステージ6はta=0.4秒後に定常ステージ速度Vs=200mm/sに立ち上げた。さらにステージ6移動開始から、tp=0.03秒後に、ステージ6のステージ速度Vが14.8mm/sに達した段階で、ポンプ供給速度325μl/sで駆動中のシリンジポンプ50に指令を出して、ポンプ供給速度を定常ポンプ供給速度Qs=4400μl/sまでにする立ち上げを開始した。なお、同じタイミングで定常ポンプ供給速度Qs、定常ステージ速度Vsに達するように、すなわちシリンジポンプ50がポンプ供給速度Qpから定常ポンプ供給速度Qsへの増速開始から0.37秒後に定常ポンプ供給速度Qsに達するように駆動した。これらの駆動によって、ステージ6の移動開始からt秒後(ただしt≧tp=0.03秒)では、シリンジポンプ50の供給速度Q(t)は、Q(t)=((t−0.03)/0.4)×Qs+Qp、ステージ速度V(t)はV(t)=(t/0.4)×Vsと表される。ここで、上記の記述より、tp/ta×Qs=(0.03/0.4)×Qs=Qpとなるようにしているので、Q(t)/Qs=(t/0.4)×Qs/Qs=t/0.4、一方ステージ速度の方はV(t)/Vs=(t/0.4)×Vs/Vs=t/0.4となるので、ステージ6の移動開始からt秒後(ただしt≧tp=0.03秒)では、定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsが、同一になっている。
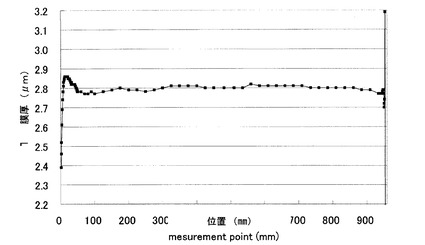
そして、以上のようにしてシリンジポンプ50とステージ6を、定常ポンプ供給速度Qs、定常ステージ速度Vsにそれぞれ駆動して塗布を行い、基板端から955mmのガラス基板の位置にスリットノズル20の吐出口34がきた時に、シリンジポンプ50を停止し、スリットノズル20を、基板端から960mmのガラス基板位置が吐出口34の真下に来たところで、塗布終了のために上昇させた。以上の塗布後に、到達真空度65Paの真空乾燥を行った。そして塗布方向の膜厚分布を、光干渉式の膜厚計で測定し、図5に示す膜厚分布図をえた。図5より、この時の膜厚精度Uを、端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で求め、1.6%の値をえて、目標の3%未満を達成した。
【0042】
比較例1
塗布開始方法に特許文献3の方法を用い、塗布開始は、スリットノズル20と基板が停止した状態から、プリディスペンスを行わずにシリンジポンプ50を駆動して塗布液をスリットノズルに供給開始して定常ポンプ供給速度4400μl/sにまで0.2秒で立ち上げるともに、シリンジポンプ50の駆動開始から0.06秒後に、ステージ6を駆動開始して、定常ステージ速度200mm/sまで0.2秒で立ち上げた他は、実施例1と全く同じ条件でガラス基板に塗布をして乾燥を行った。ここで、シリンジポンプ50の供給速度Q(t)は、Q(t)=(t/0.2)×Qs、ステージ速度V(t)はV(t)=((t−0.06)/0.2)×Vsと表される。シリンジポンプ50の駆動開始からt秒後(ただしt≧0.06秒)では、定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qs=t/0.2、定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vs=(t−0.06)/0.2となり、Q(t)/QsとV(t)/Vsは同一になっていない。乾燥後の塗布方向の膜厚分布を、光干渉式の膜厚計で測定し、図6に示す塗布開始部が厚い膜厚分布図をえた。図6より、膜厚精度Uを端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で求め、5.5%の値をえた。シリンジポンプ50の駆動開始からステージ6を駆動開始するまでの時間を調整したが、膜厚精度は5.5%が最良値で、目標の3%を達成できなかった。
【0043】
実施例2
スリットコータ1を用いてカラーフィルターを製造した。
スリットノズルは、吐出口の長手方向長さが1100mm、スリットの間隙が100μmで、基板に1100mm幅の塗布膜が形成できるものであった。
【0044】
まず、1100×1300mmで厚さ0.7mmの無アルカリガラス基板を洗浄後に、短辺側をスリットノズル長手方向として、ブラックマトリックス塗布液を厚さ10μm、スリットノズルと基板との間のクリアランス100μmで150mm/sにて塗布した。塗布は本発明になる第1の塗布方法を用いた。すなわち、まずステージ6を駆動して塗布開始位置である基板端を、スリットノズル20の吐出口の直下で停止させ、ついでスリットノズルを下降させて、スリットノズルの吐出口面と基板間のクリアランスが100μmとなる位置で、スリットノズルを静止させた。スリットノズルと基板が静止している状態で、シリンジポンプを駆動して、200μl/sのポンプ供給速度で、200μlだけプリディスペンスをした。プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、0.5秒後に、シリンジポンプは定常ポンプ供給速度1650μl/s、ステージ6は定常ステージ速度150mm/sに立ち上げた。この加速区間中の、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じ時間でシリンジポンプ50、ステージ6ともに、ゼロから定常ポンプ供給速度Qs、ステージ速度Vsに立ち上げているので、t/0.5と同一となった。そして、基板端から1295mmの位置にスリットノズル20の吐出口34がきた時に、シリンジポンプ50を停止し、スリットノズル20を、基板端から1300mmの位置が吐出口34の真下に来たところで、塗布終了のためにスリットノズルを引き上げた。なおこの時塗布したブラックマトリックス塗布液には、チタン酸窒化物を遮光材、アクリル樹脂をバインダー、PGMEAを溶剤にそれぞれ用い、固形分濃度を10%、粘度を4mPaSに調整した感光性のものを用いた。なお塗布のタクトタイムは60秒であった。さて、塗布した基板は30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行った後、260度のホットプレートで30分加熱して、キュアを行い、基板の幅方向にピッチが254μm、基板の長手方向にピッチが85μm、線幅が20μmとなる格子形状で、厚さが1μmとなるブラックマトリックス膜を作成した。なお、乾燥後の格子模様形成前の状態で塗布厚さを測定し、膜厚精度Uを端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で算出したところ、基板走行方向、幅方向とも3%以下であった。
【0045】
次にウェット洗浄後、R色用塗布液を厚さ20μm、スリットノズルと基板との間のクリアランス100μm、塗布速度150mm/sで塗布をした。このときのプリディスペンスはポンプ供給速度200μl/sで、容量220μlだけ行い、プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、駆動開始から0.5秒後に、シリンジポンプは定常ポンプ供給速度3300μl/s、ステージ6は定常ステージ速度150mm/sに立ち上げ、その他はブラックマトリックス液の時と全く同じ条件で塗布を行った。シリンジポンプとステージ6は同時に駆動開始し、同じ0.5秒で各々の定常速度に達しているので、シリンジポンプとステージ6はの駆動開始からt秒後では、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じt/0.5となった。
【0046】
R色用塗布液はアクリル樹脂をバインダー、PGMEAを溶媒、ピグメントレッド177を顔料にして固形分濃度10%で混合し、さらに粘度を5mPaSに調整した感光性のものであった。20μmの塗布膜を塗布した基板は、30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行って、R画素部にのみ厚さ2μmのR色塗膜を残し、260度のホットプレートで30分加熱して、キュアを行なった。つづいてブラックマトリックス、R色の塗膜を形成した基板に、G色用塗布液を厚さ20μm、スリットノズルと基板との間のクリアランス100μm、塗布速度150mm/sで塗布をした。このときのプリディスペンスはポンプ供給速度200μl/sで、容量210μlだけ行い、プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、駆動開始から0.5秒後に、シリンジポンプはゼロから定常ポンプ供給速度3300μl/s、ステージ6はゼロから定常ステージ速度150mm/sに立ち上げ、その他はブラックマトリックス液の時と全く同じ条件で塗布を行った。シリンジポンプとステージ6は同時に駆動開始し、同じ0.5秒で各々の定常速度に達しているので、シリンジポンプとステージ6はの駆動開始からt秒後では、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じt/0.5となった。20μmの塗布膜を塗布した基板は、30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行って、G色画素部にのみ厚さ2μmのG色塗膜を残し、260度のホットプレートで30分加熱して、キュアを行なった。さらにブラックマトリックス、R色、G色の塗膜を形成した基板に、B色用塗布液を厚さ20μm、スリットノズルと基板との間のクリアランス100μm、塗布速度150mm/sで塗布をした。このときのプリディスペンスはポンプ供給速度200μl/sで、容量200μlだけ行い、プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、駆動開始から0.5秒後に、シリンジポンプはゼロから定常ポンプ供給速度3300μl/s、ステージ6はゼロから定常ステージ速度150mm/sに立ち上げ、その他はブラックマトリックス液の時と全く同じ条件で塗布を行った。シリンジポンプとステージ6は同時に駆動開始し、同じ0.5秒で各々の定常速度に達しているので、シリンジポンプとステージ6はの駆動開始からt秒後では、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じt/0.5となった。20μmの塗布膜を塗布した基板は、30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行って、B色画素部にのみ厚さ2μmのB色塗膜を残し、260度のホットプレートで30分加熱して、キュアを行なった。なお、G色用塗布液はR色用塗布液で顔料をピグメントグリーン36にして固形分濃度10%で粘度を5mPaSに調整したもの、B色用塗布液にはR色用塗布液で顔料をピグメントブルー15にして固形分濃度10%で粘度を5mPaSに調整したものであった。R、G、B色塗布時のタクトタイムはいずれも60秒であった。なお、塗布品位は各色とも申し分のないものであり、膜厚分布についても乾燥後、各色とも測定し、膜厚精度Uを端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で算出したところ、基板走行方向、幅方向とも3%以下と良好であった。
【0047】
そして最後にITOをスパッタリングで付着させた。この製造方法にて、1000枚のカラーフィルターを作成した。得られたカラーフィルターは、基板端部から10mmをのぞいた製品領域で塗布むらがなく、色度も均一で、品質的に申し分ないものであった。
【図面の簡単な説明】
【0048】
【図1】本発明に係る塗布装置であるスリットコータ1の概略図である。
【図2】本発明のうちの第1の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【図3】本発明のうちの第2の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【図4】従来の塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【図5】実施例1で塗布をした結果である膜厚分布図である。
【図6】比較例で塗布をした結果である膜厚分布図である。
【符号の説明】
【0049】
1 スリットコータ
2 基台
4 ガイドレール
6 ステージ
10 門型ガントリー
20 スリットノズル(塗布器)
22 フロントリップ
24 リアリップ
26 マニホールド
28 スリット
32 シム
34 吐出口
36 吐出口面
38 斜面
40 塗布液供給装置
42 供給バルブ
44 吸引バルブ
46 フィルター
50 シリンジポンプ
52 シリンジ
54 ピストン
56 本体
60 供給ホース
62 吸引ホース
64 タンク
66 塗布液
68 圧空源
70 上下昇降ユニット
72 モータ
74 ガイド
76 ボールネジ
78 昇降台
80 吊り下げ保持台
90 拭き取りユニット
92 拭き取りヘッド
94 ブラケット
96 スライダー
98 駆動ユニット
100 トレイ
102 台車
120 厚さセンサー
122 支持台
130 制御装置
132 操作盤
A 基板(被塗布部材)
B ビード
C 塗布膜
Q ポンプ供給速度
Qs 定常ポンプ供給速度
Th:膜厚
V ステージ速度
Vs 定常ステージ速度
ta 加速時間
tp ステージを駆動開始から、シリンジポンプ増速開始するまでの時間
ts シリンジポンプ駆動開始から、ステージを駆動開始するまでの時間
【技術分野】
【0001】
この発明は、例えばカラー液晶ディスプレイ用カラーフィルタ並びにアレイ基板、プラズマディスプレイ用パネル、光学フィルタなどの製造分野に使用されるものであり、詳しくはガラス基板などの被塗布部材表面に塗布液を吐出しながら、端部の不良膜厚領域の少ない均一な塗布膜を形成する塗布方法および塗布装置、並びにこれらを用いたディスプレイ用部材の製造方法および製造装置の改良に関するものである。
【背景技術】
【0002】
カラー液晶用ディスプレイは、カラーフィルタ、TFT用アレイ基板などにより構成されているが、カラーフィルタ、TFT用アレイ基板ともに、低粘度の液体材料を塗布して乾燥させ、塗布膜を形成する製造工程が多く含まれている。たとえば、カラーフィルタの製造工程では、ガラス基板上に黒色のフォトレジスト材の塗布膜を形成し、フォトリソ法により塗布膜を格子状に加工した後に、格子間に赤色、青色、緑色のフォトレジスト材の塗布膜を同様の手法により順次形成していく。その他にも、フォトレジスト材を塗布して塗布膜を形成後、カラーフィルタとアレイ基板との間に注入される液晶のスペースを得るための柱を形成する製造工程や、カラーフィルタ上の表面の凹凸を平滑化するためのオーバーコート塗布膜を形成する製造工程などもある。
【0003】
この塗布膜形成のための塗布装置としては、従来スピナー、バーコータなどが使用されていたが、塗布液の消費量削減や消費電力削減、さらに2m角以上という超大型基板に対応する装置の大型化が困難であることなどにより、近年に至ってスリットコータ(例えば特許文献1)の使用が増加してきている。この公知のスリットコータは塗布ヘッドとしてスリットノズルを有し、このスリットノズルに設けられたスリット状の吐出口から塗布液を吐出しながら、一方向に走行するガラス基板などの枚葉状の被塗布部材に塗布膜を形成するものとなっている。
【0004】
近年製品の高品質化に伴って、基板に塗布するスリットコータに要求される膜厚分布精度はますます高くなってきており、たとえば、端部10mmを除外して±3%以下の膜厚むらにすることが望まれている。通常、大きな膜厚変動を生じるのは、塗布方向、スリットノズルの長手方向である基板幅方向を問わず、中央部分ではなくて端部である。幅方向端部については、スリットノズルの性能や塗布液の特性によって膜厚分布精度が定まる。一方塗布方向端部については、塗布開始部と塗布終了部の膜厚制御の良否が変動の小さな膜厚分布形成に大きく影響する。特に生産性を向上させるために高速で塗布をする時には、塗布開始部と終了部の膜厚制御を最適化しないと、端部の不良膜厚領域が長くなり、一定膜厚の製品領域が短くなって、基板の有効利用率が低下する。
【0005】
塗布開始部の膜厚制御手段については、上記のような重要性から数多くの改善手段が提案されており、基板とダイとの間のすきまであるクリアランスを、塗布液の吐出ならびに基板に対するスリットノズルの水平移動と連動させて制御する方法(例えば特許文献2)、スリットノズルと基板を静止させておき、ポンプを駆動して吐出を始めた一定時間後に基板の移動を開始して塗布開始する方法(例えば特許文献3)、等がある。しかしいずれの手段も、原理的にはポンプ供給速度、スリットノズル/基板間の相対移動速度が定常値になってから膜厚を所定の値にするものであって、ポンプ供給速度やスリットノズル/基板間の相対移動速度が定常値になるまでの加速区間(立ち上げ区間)で膜厚を所定値にしようと制御できるものではない。100mm/s以上の高速で塗布する時には、加速により通りすぎる長さが、はなはだしい場合には数10mmにも及ぶため、この長さを10mm以下とするには、加速区間に配慮した膜厚制御手段が必要となる。そのような膜厚制御手段としては、ポンプ供給速度、スリットノズル/基板間の相対移動速度ともに、極低速で立ち上げて一定膜厚にしてから、ポンプ供給速度、スリットノズル/基板間の相対移動速度を定常速度まで昇速するもの(例えば特許文献4)や、ポンプ供給速度と、スリットノズル/基板間の相対移動速度の変化率を同じにして、加速区間で所定の膜厚を実現しようと試みたもの(例えば特許文献5)、がある。
【0006】
また2m角以上の大型基板に塗布をするスリットコータでは装置が大型・大重量化し、移動部分の慣性が大きくなるので、スリットノズル/基板間の相対移動速度を定常値にするまでの加速時間、すなわち加速区間が長くなる。加速区間が長くなると、不良膜厚領域も長くなるので、そうならないようにするためにも、加速区間に配慮した膜厚制御手段を使用して、加速区間で膜厚が所定値になるようにする技術が、大型化の場合にも必須となる。
【特許文献1】特開平6−339656号公報(第5欄18行目〜第9欄13行目、図1)
【特許文献2】特開2002−113411号公報(第5欄30行目〜第6欄45行目、第7欄3行目〜31行目、図1、図5)
【特許文献3】特開平8−229482号公報(第13欄46行目〜第15欄48行目、図3)
【特許文献4】特開2002−86044号公報(第9欄43行目〜第10欄35行目、図5)
【特許文献5】特開平9−253563号公報(第2欄42行目〜第3欄5行目、第9欄34行目〜第10欄49行目、図2、図6)
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかしながら、特許文献4の手段では、極低速で立ち上げる時間が余分に必要なので、タクトタイムが余計にかかってしまうという問題点がある。一方特許文献5に示されている手段では、ポンプ供給速度の方が、スリットノズル/基板間の相対移動速度よりも先行して昇速しているために、常に塗布液が供給過多となって、この供給過多となる量が多い場合には加速区間で一定膜厚が得られないという問題点があった。
【0008】
この発明は、上記の問題点を解決するためになされたものであり、その目的とするところは、定容量ポンプの供給速度と、スリットノズル/基板間の相対移動速度の加速区間で膜厚が所定値になる手段を提示し、高速で塗布する時や大型の装置で移動部の加速区間が長くなる時に塗布開始部に発生する目標膜厚範囲内に到達しない不良膜厚区間を最小とし、それによって均一な膜厚区間を最長にして、一枚の被塗布部材上での有効製品領域を最大とすることが、容易にしかもタクトタイムを長くすることなく実現できて、生産性や歩留まりの向上に大きく寄与する塗布装置及び方法ならびにこの方法を使用したディスプレイ用部材の製造方法を提供することにある。
【課題を解決するための手段】
【0009】
上記本発明の目的は、以下に述べる手段により達成される。
【0010】
本発明に係る塗布方法は、一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする。
【0011】
本発明に係る別の塗布方法は、一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を最終的に供給速度Qpとなる供給速度で供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする。
本発明に係るディスプレイ用部材の製造方法は、上記に記載の塗布方法を用いてディスプレイ用部材を製造することを特徴とする。
【0012】
本発明に係る塗布装置は、塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から一定容積の塗布液を吐出してプリディスペンスを行い、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする。
【0013】
また、本発明に係る別の塗布装置は、塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、前記塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から塗布液を吐出開始して最終的に供給速度Qpとなるプリディスペンスを行い、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする。
【発明の効果】
【0014】
本発明に係る塗布方法および塗布装置を用いれば、定容量ポンプの供給速度と、スリットノズル/基板間の相対移動速度の、それぞれの定常速度に対する比を同じにして昇速し、さらにプリディスペンス量や増速タイミング等を調整することで膜厚分布を微調整することができるのであるから、膜厚を加速区間から所定の値にすることができ、高速で塗布する時や大型の装置で移動部の加速区間が長い時にでも、塗布開始部に発生する目標膜厚範囲内に到達しない不良膜厚区間を最小とし、それによって均一な膜厚区間を最長にして、一枚の被塗布部材上での有効製品領域を最大とすることが容易に実現できる。
本発明に係るディスプレイ用部材の製造方法によれば、上記の優れた塗布方法を用いてディスプレイ用部材を製造するのであるから、均一な膜厚区間が長い優れた塗布品位のディスプレイ用部材を高い生産性と高歩留まりで製造することが可能となる。
【発明を実施するための最良の形態】
【0015】
以下、本発明の好ましい実施形態を、図面に基づいて説明する。
図1は、本発明に係る塗布装置であるスリットコータ1の概略正面図、図2は、本発明のうちの第1の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図、図3は、本発明のうちの第2の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図、図4は従来の塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【0016】
まず図1を参照すると、本発明のスリットコータ1が示されている。このスリットコータ1は基台2を備えており、基台2上には、一対のガイドレール4が設けられている。このガイドレール4上には、被塗布部材である基板Aの載置台、すなわちステージ6が配置されている。ステージ6は図示しないリニアモータで駆動されて図1に矢印で示されているX方向に自在に往復動する。ステージ6の移動速度をステージ速度ということにする。またステージ6の上面は吸着孔からなる真空吸着面となっており、基板Aを吸着保持することができる。
【0017】
基台2の中央を見ると、門型の支柱10がある。支柱10には、上下昇降ユニット70が備えられており、この上下昇降装置ユニット70に塗布を行うスリットノズル20が取り付けられている。
【0018】
スリットノズル20は、X方向に直交する方向(紙面に垂直な方向)にのびているフロントリップ22、及びリアリップ24を、シム32を介してX方向に重ね合わせ、図示しない複数の連結ボルトにより一体的に結合されている。スリットノズル20内の中央部にはマニホールド26が形成されており、このマニホールド26もスリットノズル20の長手方向(X方向に直交する方向)にのびている。マニホールド26の下方には、スリット28が連通して形成されている。このスリット28もスリットノズル20の長手方向にのびており、その下端がスリットノズル20の最下端面である吐出口面36で開口して、吐出口34を形成する。なおスリット28はシム32によって形成されるので、スリットの間隙(X方向に測定)は、シム32の厚さと等しくなる。
【0019】
このスリットノズル20を昇降させる上下昇降装置ユニット70は、スリットノズル20を吊り下げる形で保持する吊り下げ保持台80、吊り下げ保持台80を昇降させる昇降台78、昇降台78を上下方向に案内するガイド74、モータ72の回転運動を昇降台78の直線運動に変換するボールねじ76より構成されている。上下昇降ユニット70はスリットノズル20の長手方向の両端部を支持するよう左右1対あって、各々が独立に昇降できるので、スリットノズル20長手方向の水平に対する傾き角度を任意に設定することができる。これによってスリットノズル20の吐出口面36と基板Aを、スリットノズル20の長手方向にわたって略並行にすることができる。さらに、この上下昇降ユニット70によって、ステージ6上の基板Aとスリットノズル20の吐出口面36の間にすきま、すわなち、クリアランスを、任意の大きさに設けることができる。
【0020】
さらに図1で基台2の右側端部を見ると、拭き取りユニット90がガイドレール4上にX方向に移動自在に取付られている。拭き取りユニット90には、スリットノズル20の吐出口34周辺に係合する形状を有する拭き取りヘッド92が、ブラケット94を介してスライダー96に取り付けられている。スライダー96は駆動ユニット98により、スリットノズル20の長手方向、すなわちX方向に直行する方向に自在に移動する。駆動ユニット98とトレイ100は台車102上に固定されている。台車102はガイドレール4上にあり、ガイドレール4に案内されて、図示しないリニアモータによりX方向に自在に往復動できるので、拭き取りユニット90全体がX方向に往復動できる。また拭き取りを行う時は、拭き取りヘッド92がスリットノズル20に係合する位置まで拭き取りユニット90全体をX方向に移動させ、スリットノズル20を下降して拭き取りヘッド92に係合させる。そして、駆動ユニット98を駆動して拭き取りヘッド92をスリットノズル20の長手方向に摺動させると、スリットノズル20の吐出口34付近に残存している塗布液その他の汚染物を除去、清掃することができる。除去した塗布液その他はトレイ100で回収される。トレイ100は図示しない排出ラインに接続されており、内部にたまった塗布液等の液体を外部に排出、回収することができる。またトレイ100は、スリットノズル20からエアー抜き等で吐出される塗布液を回収するために使用することもできる。なお拭き取りヘッド92はスリットノズル20に均等に係合できるようゴム等の弾性体、合成樹脂が好ましい。
【0021】
さらにまた基台2の左側を見ると、基板Aの厚さを測定する厚さセンサー120が支持台122に取り付けられている。厚さセンサー120はレーザを使用したものであることが好ましい。厚さセンサー120により基板Aの厚さを測定することで、どのような厚さの基板Aに対しても、スリットノズル20の吐出口面36と基板Aの隙間であるクリアランスを、常に一定にすることができる。
【0022】
再びスリットノズル20を見ると、スリットノズル20のマニホールド26の上流側は、塗布液供給装置40に連なる供給ホース60に、内部通路(図示しない)を介して常時接続されており、これにより、マニホールド26へは塗布液供給装置40から塗布液を供給することができる。マニホールド26に入った塗布液はスリットノズル20の長手方向に均等に拡幅されて、スリット28を経て、吐出口34から吐出される。
【0023】
なお、塗布液供給装置40は、供給ホース60の上流側に、フィルター46、供給バルブ42、シリンジポンプ50、吸引バルブ44、吸引ホース62、タンク64を備えている。タンク64には塗布液66が蓄えられており、圧空源68に連結されて任意の大きさの背圧を塗布液66に付加することができる。タンク64内の塗布液66は、吸引ホース62を通じてシリンジポンプ50に供給される。シリンジポンプ50では、シリンジ52、ピストン54が本体56に取り付けられている。ここでピストン54は図示しない駆動源によって上下方向に自在に往復動できる。シリンジポンプ50は、一定の内径を有するシリンジ52内に塗布液を充填し、それをピストン54により押し出して、スリットノズル20に基板Aを一枚塗布する分だけ供給する定容量型のポンプである。シリンジ52内に塗布液66を充填するときは、吸引バルブ44を開、供給バルブ42を閉として、ピストン54を下方に移動させる。またシリンジ52内に充填された塗布液をスリットノズル20に向かって供給するときは、吸引バルブ44を閉、供給バルブ42を開とし、ピストン54を上方に移動させることで、ピストン54でシリンジ52内部の塗布液を押し上げて排出する。ピストン54の移動速度にシリンジ断面積をかけあわせたものが塗布液の供給速度、すなわちポンプ供給速度となる。
【0024】
なお制御信号にて動作するリニアモータ、モータ72、塗布液供給装置40、等はすべて制御装置130に電気的に接続されている。そして、制御装置に組み込まれた自動運転プログラムにしたがって制御指令信号が各機器に送信されて、あらかじめ定められた動作を行う。なお条件変更時は操作盤132に適宜変更パラメータを入力すれば、それが制御装置130に伝達されて、運転動作の変更が実現できる。特に塗布液供給装置40の中では、シリンジポンプ50、供給バルブ42、吸引バルブ44、切替バルブ240が電気的に接続されており、制御装置130にその電気的信号をとりこんだり、制御装置130からの指令により、任意の動作をさせることができる。制御装置130を用いれば、塗液供給装置40、上下昇降ユニット70、ステージ6の動作を自在に制御できるので、ポンプ供給速度や、スリットノズル20とステージ6すなわち基板Aとの相対移動速度となるステージ速度、の大きさや、両者の駆動開始/停止タイミングを任意に設定でき、塗布開始部、塗布終了部での塗布膜厚分布が任意のものに制御できる。
【0025】
次にスリットコータ1による本発明になる第1の塗布方法について詳述する。
まずスリットコータ1の各動作部の原点復帰が行われると、各移動部はスタンバイ位置に移動する。すなわち、ステージ6は図1の左端部(破線で示す位置)、スリットノズル20は最上部に移動するとともに、拭き取りユニット90はトレイ100がスリットノズル20の下部位置にくるよう移動する。ここで、タンク64〜スリットノズル20まで、塗布液66はすでに充満されており、スリットノズル20内部の残留エアーを排出する作業も既に終了している。この時の塗布液供給装置40の状態は、シリンジ52に塗布液66が充填、吸引バルブ44は閉、供給バルブ42は開、そしてピストン54は最下端の位置にあり、いつでも塗布液66をスリットノズル20に供給できるようになっている。
【0026】
最初に、ステージ6の表面に図示しないリフトピンを上昇させ、図示しないローダから基板Aがリフトピン上部に載置される。次にリフトピンを下降させて基板Aをステージ6上面に載置し、同時に吸着保持する。これと並行して塗布液供給装置40を稼働させて、スリットノズル20の吐出口34付近を完全に塗布液でみたす、すなわち初期化を行うために、あらかじめ決めていた量の塗布液66を、シリンジポンプ50からスリットノズル20に供給し、塗布液66をスリットノズル20からトレイ100に向かって吐出する。塗布液66の供給停止後、拭き取りヘッド92をスリットノズル20の吐出口34の真下の位置にくるよう拭き取りユニット90を移動させる。そして、スリットノズル20を下降させてスリットノズル20の吐出口面36を拭き取りヘッド92に係合後、拭き取りヘッド92をスリットノズル20長手方向に摺動させて、スリットノズル20の吐出口34付近をスリットノズル長手方向にわたって清掃する。清掃完了後、拭き取りユニット90はもとの場所(図1の右端)に復帰する。
【0027】
拭き取りユニット90が基台2の右端部に移動したのを確認したら、基板Aを載置したステージ6の移動を開始する。この時スリットノズル20は上下方向には、塗布が行われる位置よりもはるか上方の拭き取り位置にあり、一方シリンジポンプ50は停止して、待機している。そして基板Aが厚さセンサー120下を通過する時に基板厚さを測定し、基板Aの塗布開始部がスリットノズル20の吐出口34の真下に達したら、ステージ6を停止させる。この時、測定した基板Aの厚さデータを用い、上下昇降ユニット70を駆動して、スリットノズル20の吐出口面36と基板A間のすきま、すなわちクリアランスがあらかじめ定めた値になるようスリットノズル20を下降させて停止させる。スリットノズル20とステージ6が完全に停止した状態で、図2に示すように、シリンジポンプ50を駆動して、ポンプ供給速度Qpで、一定容量だけプリディスペンスする。このプリディスペンスによって、静止しているスリットノズル20と基板A間のすきまに塗布液が満たされ、ビードBが形成される。なお図2〜4には、各タイミングにおけるスリットノズル20と基板Aとの相対位置関係、並びに塗布液66の基板Aの塗布状況も合わせて示されている。プリディスペンス終了後に、シリンジポンプ50とステージ6を同時に動作開始させる。この時ポンプ供給速度は定常ポンプ供給速度Qs、ステージ6は定常ステージ速度Vsまで立ち上げるが、それぞれ動作開始から定常ポンプ供給速度Qs、定常ステージ速度Vsまで立ち上がるまでのポンプ供給速度Q、ステージ速度V、いいかえればステージ6の動作開始(相対移動開始)からt秒後のポンプ供給速度Q(t)、ステージ速度V(t)は、Q(t)/QsがV(t)/Vsと略同一となるように制御する。ポンプ動作開始からのポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比、Q(t)/Qsを、ステージ動作開始からのステージ速度Vと定常ステージ速度Vsの比V(t)/Vsとを略同一にするということは、1)定常のポンプ供給速度Qsで定常のステージ速度Vsで移動する基板Aに塗布される膜厚Thで、シリンジポンプ50とステージ6の動作開始から、すなわち加速区間で塗布される、2)ポンプ供給速度Q(t)、ステージ速度V(t)ともに、同じ立ち上がりに要する加速時間taで、定常ポンプ供給速度Qs、ステージ速度Vsに達する、ということを意味する。これは、プリディスペンスによってあらかじめ必要なビードBが形成されているために、膜厚Thに対応したポンプ供給速度Q(t)とステージ速度V(t)にしてやれば、いかなる場合でも膜厚Thで塗布できることも示している。以上のシリンジポンプ50のポンプ供給速度Qと、ステージ6のステージ速度Vの塗布開始部の制御によって、塗布開始部から定常膜厚Thの塗布膜Cを形成することが、原理的に可能となる。
【0028】
以上のように塗布を開始し、シリンジポンプ50からは定常ポンプ供給速度Qsで塗布液をスリットノズル20に供給し、ステージ6は定常ステージ速度Vsで移動することで、基板Aに厚さThの塗布膜Cが安定して形成される。そして基板Aの塗布終了位置より少し手前の位置がスリットノズル20の吐出口34の真下にきたら、ピストン54を停止させて塗布液66の供給を停止し、つぎに基板Aの塗布終了位置がスリットノズル20の吐出口34の真下に来たときに、上下昇降ユニット70を駆動して、スリットノズル20を上昇させる。これによって基板Aとスリットノズル20の間に形成されたビードBが断ち切られ、塗布が終了する。
【0029】
そのあいだもステージ6は動作を継続し、終点位置にきたら停止し、基板Aの吸着を解除してリフトピンを上昇させて基板Aを持ち上げる。この時図示されないアンローダによって基板Aの下面が保持され、次の工程に基板Aを搬送する。基板Aをアンローダに受け渡したら、ステージ6はリフトピンを下降させ原点位置に復帰する。ステージ6の原点位置復帰後、拭き取りユニット90を、トレイ100がスリットノズル20の吐出口34の下部に配置するよう移動させる。
【0030】
移動完了後、吸引バルブ44を開、供給バルブ42を閉として、ピストン54を下降させて、塗布液66をシリンジ52内に充填する。充填完了後、ピストン54を停止させ、吸引バルブ44を閉、供給バルブ42を開として、次の基板Aが来るのを待ち、同じ動作をくりかえす。
【0031】
以上の塗布方法では、塗布開始部のシリンジポンプ50、ステージ6の加速区間から定常時の膜厚Thになるように制御を行っているので、塗布開始部の定常膜厚Thにならない不良膜厚区間を最小とし、定常膜厚Thの製品領域を最大にすることが可能となる。特に加速区間の実長さが長くなって不良膜厚区間が長くなる100mm/s以上の高速塗布時や、2m角以上基板用のスリットコータでステージやスリットノズルを保持するガントリーの加速時間が長くなる時に、本発明の塗布方法は威力を発揮し、不良膜厚区間を10mm以下に容易にでき、膜厚が均一で有効な製品領域を大きくすることができる。
【0032】
本発明になる別の塗布方法である第2の塗布方法は、塗布開始が以下のようである以外は、第1の塗布方法と全く同じである。すなわち、基板Aの厚さを測定後、上下昇降ユニット70を駆動して、スリットノズル20の吐出口面36と基板A間のクリアランスがあらかじめ定めた値になるようスリットノズル20を下降させて停止させる。スリットノズル20とステージ6が完全に停止した状態で、図3に示すように、シリンジポンプ50を駆動開始して、ポンプ供給速度Qpで塗布液をスリットノズルから吐出し、静止しているスリットノズル20と基板A間のすきまに塗布液が満たされ、ビードBが形成されるようプリディスペンスする。そしてシリンジポンプ50が動作開始してからts秒後に、シリンジポンプ50がポンプ供給速度Qpで塗布液を供給している途中で、ステージ6の動作を開始させる。この後ステージ6の動作開始、すなわちスリットノズル20とステージ6の相対移動の開始からtp秒後、シリンジポンプ50の動作開始からはts+tp秒後に、シリンジポンプ50はポンプ供給速度Qpから定常ポンプ供給速度Qsまで立ち上げ開始する。このポンプ供給速度Qpから定常ポンプ供給速度Qsまで立ち上げる加速区間、すなわちスリットノズル20とステージ6の相対移動の開始からt秒後(ただしt≧tp)でのポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qsを、同じくスリットノズル20とステージ6の相対移動の開始からt秒後(ただしt≧tp)でのステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vs、を略同一になるように制御することが好ましい。すなわち、シリンジポンプ50をポンプ供給速度Qpから増速開始するタイミングでは、ステージ速度V(t)が、Vs×Qp/Qsに達している。これによって、定常のポンプ供給速度Qsで定常のステージ速度Vsで移動する基板Aに塗布される膜厚Thで、加速区間から塗布されることになる。なおビードBを形成するために必要なシリンジポンプ50からのプリディスペンス量は、プリディスペンスを開始してからステージ6を移動開始するまでの時間tsの大きさによって調整する。以上のシリンジポンプ50のポンプ供給速度と、ステージ6のステージ速度の塗布開始部の制御によって、塗布開始部から定常膜厚Thの塗布膜Cを形成することが原理的に可能となる。以上の第2の塗布方法でも、第1の塗布方法と同じように、塗布開始部のシリンジポンプ50、ステージ6の加速区間から定常時の膜厚Thになるように制御を行っているので、塗布開始部の定常膜厚Thにならない不良膜厚区間を最小とし、定常膜厚Thの製品領域を最大にすることが可能となる。特に加速区間での通過長さが長くなって不良膜厚区間が長くなる100mm/s以上の高速塗布時や2m角以上基板用の大型スリットコータ使用時に、本発明の塗布方法は威力を発揮し、不良膜厚区間を10mm以下に容易にでき、製品領域を大きくすることができる。特に第2の塗布方法は、プリディスペンスから塗布開始をシリンジポンプ50の動作を続けて行っているので、第1の塗布方法よりもタクトタイムをより短縮して、生産性の向上に役立たせることができる。
【0033】
なお上記で、シリンジポンプ50をポンプ供給速度Qpから増速開始するタイミングでは、ステージ速度Vが、Vs×Qp/Qsに達していて、ポンプ供給速度Qpから定常ポンプ供給速度Qsまで立ち上げる加速区間でのポンプ供給速度Qと定常ポンプ供給速度Qsの比Q/Qsを、同じく加速区間でのステージ速度Vと定常ステージ速度Vsの比V/Vs、と略同一になるように制御するということは、図3で、シリンジポンプ50のポンプ供給速度をゼロから定常ポンプ供給速度Qsまで立ち上げる加速時間を、ステージ6のステージ速度をゼロから定常ステージ速度Vsで立ち上げる加速時間と同じtaにするということである。この関係を使用し、ステージ6が移動開始してからシリンジポンプ50がポンプ供給速度Qpから増速開始するまでの時間tpを、tp=ta×Qp/Qsで算出して、固有値のようにして定めてもよい。
【0034】
なお塗布方法2を用いた時のプリディスペンス時のポンプ供給速度Qpと定常ポンプ供給速度Qsの比Qp/Qsは、好ましくは0.01〜0.6、より好ましくは0.05〜0.3にする。この範囲よりも小さい時は、プリディスペンスに時間がかかって全体のタクトタイムが長くなり、この範囲よりも大きいときは、ポンプ供給速度Qとステージ速度Vの加速中である加速区間で、ポンプ供給速度Qと定常ポンプ供給速度Qsの比Q/Qsが、ステージ速度Vと定常ステージ速度Vsの比V/Vsと略同一になる領域(ポンプ供給速度Qがプリディスペンス時のポンプ供給速度Qpよりも大きくなる領域)が狭くなり、不良膜厚領域が長くなるという不都合がある。
【0035】
また第2の塗布方法では、ポンプ供給速度Qpでプリディスペンスを開始したが、ts+tp秒後までにポンプ供給速度Qpに達するようにしてもよい。この場合、ポンプ供給速度Qpになるまでの速度プロファイルはいかなるものであってもよく、たとえばポンプ供給速度Qpまで時間に比例や時間のべき乗に比例して増速、一旦ポンプ供給速度Qp以上にオーバーシュートしてポンプ供給速度Qpまで減じるもの、等を適用できる。いかなる速度プロファイルでポンプ供給速度Qpに達してもよいが、ts秒後にスリットノズル20と基板A間のすきまに必要な大きさのビードBを形成するプリディスペンス量が与えられることが必要条件となる。
【0036】
また、ポンプ供給速度Q、ステージ移動速度Vの加速時間taはいかなる値にしても、本発明の塗布方法1、塗布方法2ともに有効である。特に2m角以上のガラス基板に塗布できるようなスリットコータでは、ステージまたはスリットノズルの移動速度の加速時間である立ち上がり時間taは0.4秒以上と、小型装置の0.2秒に比べて長くなるが、そのような場合にでも本発明の塗布方法1や塗布方法2はその効力を発揮して、塗布開始部の定常膜厚Thにならない不良膜厚区間を最小とし、定常膜厚Thの製品領域を最大にすることが可能となる。また本発明の塗布方法1、塗布方法2ともに、タクトタイムが長くなるような操作は行っていないので、本発明の塗布方法を実施することで、タクトタイムが長くなることもない。
【0037】
なお従来の塗布開始方法が図4に示されている。図4を参照すると、ポンプ供給速度Qpでプリディスペンスを行うのに引き続いて、シリンジポンプ駆動開始からts秒後にステージ6の移動を開始して塗布開始が行われる。立ち上げを行う加速区間では、時間taの間にシリンジポンプはポンプ供給速度Qpから定常ポンプ供給速度Qsまで増速し、ステージ6はゼロから定常ステージ速度Vsまで増速される。したがって、加速区間のポンプ供給速度Qとプリディスペンス時のポンプ供給速度の差(Q−Qp)と定常ポンプ供給速度Qsの比(Q−Qp)/Qsを、加速区間でのステージ速度Vと定常ステージ速度Vsの比V/Vs、と略同一になるように制御されている。この方法では、シリンジポンプ50のポンプ供給速度Qpから増速開始するタイミングが、ステージ6の動作開始タイミングに合わせているために、シリンジポンプ50からの塗布液供給が先行して供給過多となるために、定常時の膜厚Thよりも厚くなり、不良膜厚区間の減少に寄与しない。また、定常ポンプ供給速度Qsで塗布液を定常ステージ速度Vsで移動する基板Aに供給することで基板Aに厚さThの塗布膜を形成するが、立ち上げを行う加速区間のポンプ供給速度Qとステージ速度VをQ/QsとV/Vsを略同一にすることで定めれば膜厚Thの塗布膜Cが加速区間でもえられるのに、加速区間のポンプ供給速度Qとステージ速度Vを(Q−Qp)/QsとV/Vsを略同一にすることで定めているので、同じステージ速度Vに対してポンプ供給速度Qが高くなり、これからも加速区間では膜厚Thよりも厚い塗布膜Cが形成されるということがわかる。
【0038】
以上の実施例では、スリットノズル20を静止、ステージ6を移動させて塗布を行う例を示したが、スリットノズル20を移動、ステージ6を静止させて塗布を行っても、全く同じ本発明の作用がえられる。これはポイントなるのは、スリットノズル20とステージ6上の基板Aの相対速度であり、それはスリットノズル20、ステージ6のどちらが移動しても同じことを意味するためである。したがってステージ速度V、定常ステージ速度Vsは、ステージ6のスリットノズル20に対する相対速度V、定常相対移動速度Vsといってもよい。
【0039】
さらにまた、上記の塗布方法2で、一定容量のプリディスペンスを実行、終了してから、塗布方法2の塗布開始方法を実施してもよい。この場合は、プリディスペンスを2回に分割して行うことになる。
【0040】
なお本発明が適用できる塗布液としては粘度が1〜100mPaS、より望ましくは1〜50mPaSであり、ニュートニアンであることが塗布性から好ましいが、チキソ性を有する塗液にも適用できる。とりわけ溶剤に揮発性の高いもの、たとえばPGMEA、酢酸ブチル、乳酸エチル等を使用している塗布液を塗布するときに有効である。具体的に適用できる塗布液の例としては、上記にあげたカラーフィルター用のブラックマトリックス、RGB色画素形成用塗布液の他、レジスト液、オーバーコート材、柱形成材料等がある。基板である被塗布部材としてはガラスの他にアルミ等の金属板、セラミック板、シリコンウェハー等を用いてもよい。さらに使用する塗布状態と塗布速度が10mm/s〜600mm/s、より好ましくは100mm/s〜300mm/s、スリットノズルのリップ間隙は50〜1000μm、より好ましくは80〜200μm、塗布厚さがウェット状態で1〜50μm、より好ましくは2〜20μmである。
【実施例】
【0041】
以下、本発明の効果を実施例を用いて説明する。
実施例1
1100×960mmで厚さ0.7mmの無アルカリガラス基板を洗浄後に、スリットコータ1を用いて塗布を行った。スリットノズルは吐出口の長手方向長さが1100mm、スリットの間隙が100μmで、基板に1100mm幅の塗布膜が形成できるものであり、塗布速度は200mm/sにした。1100mmの長辺側を基板幅方向とし、960mmの短辺方向に塗布を行った。塗布液はカラーフィルター用Redの感光性ネガレジストで、固形分濃度14%、粘度が3mPaSであった。定常時、すなわち塗布時のシリンジポンプ50からの定常ポンプ供給速度Qsは、真空乾燥後の厚さが2.8μm、すなわち塗布直後にTh=20μmになるように、4400μl/sに設定した。上記の第2の塗布方法で塗布を開始することにし、ステージ6を駆動して、まずスリットノズル20の吐出口が基板の塗布開始部、すなわち基板端の直上位置になるように基板を移動させて停止させた。それからスリットノズルを下降して、基板〜スリットノズルの吐出口面間のクリアランスを100μmになるようにした。スリットノズル20と基板が停止した状態で、図3に示される通りにシリンジポンプを駆動して、ポンプ供給速度Qp=325μl/sでプリディスペンスを行い、プリディスペンスを開始してからts=0.6秒後にステージ6を移動開始した。ステージ6はta=0.4秒後に定常ステージ速度Vs=200mm/sに立ち上げた。さらにステージ6移動開始から、tp=0.03秒後に、ステージ6のステージ速度Vが14.8mm/sに達した段階で、ポンプ供給速度325μl/sで駆動中のシリンジポンプ50に指令を出して、ポンプ供給速度を定常ポンプ供給速度Qs=4400μl/sまでにする立ち上げを開始した。なお、同じタイミングで定常ポンプ供給速度Qs、定常ステージ速度Vsに達するように、すなわちシリンジポンプ50がポンプ供給速度Qpから定常ポンプ供給速度Qsへの増速開始から0.37秒後に定常ポンプ供給速度Qsに達するように駆動した。これらの駆動によって、ステージ6の移動開始からt秒後(ただしt≧tp=0.03秒)では、シリンジポンプ50の供給速度Q(t)は、Q(t)=((t−0.03)/0.4)×Qs+Qp、ステージ速度V(t)はV(t)=(t/0.4)×Vsと表される。ここで、上記の記述より、tp/ta×Qs=(0.03/0.4)×Qs=Qpとなるようにしているので、Q(t)/Qs=(t/0.4)×Qs/Qs=t/0.4、一方ステージ速度の方はV(t)/Vs=(t/0.4)×Vs/Vs=t/0.4となるので、ステージ6の移動開始からt秒後(ただしt≧tp=0.03秒)では、定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsが、同一になっている。
そして、以上のようにしてシリンジポンプ50とステージ6を、定常ポンプ供給速度Qs、定常ステージ速度Vsにそれぞれ駆動して塗布を行い、基板端から955mmのガラス基板の位置にスリットノズル20の吐出口34がきた時に、シリンジポンプ50を停止し、スリットノズル20を、基板端から960mmのガラス基板位置が吐出口34の真下に来たところで、塗布終了のために上昇させた。以上の塗布後に、到達真空度65Paの真空乾燥を行った。そして塗布方向の膜厚分布を、光干渉式の膜厚計で測定し、図5に示す膜厚分布図をえた。図5より、この時の膜厚精度Uを、端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で求め、1.6%の値をえて、目標の3%未満を達成した。
【0042】
比較例1
塗布開始方法に特許文献3の方法を用い、塗布開始は、スリットノズル20と基板が停止した状態から、プリディスペンスを行わずにシリンジポンプ50を駆動して塗布液をスリットノズルに供給開始して定常ポンプ供給速度4400μl/sにまで0.2秒で立ち上げるともに、シリンジポンプ50の駆動開始から0.06秒後に、ステージ6を駆動開始して、定常ステージ速度200mm/sまで0.2秒で立ち上げた他は、実施例1と全く同じ条件でガラス基板に塗布をして乾燥を行った。ここで、シリンジポンプ50の供給速度Q(t)は、Q(t)=(t/0.2)×Qs、ステージ速度V(t)はV(t)=((t−0.06)/0.2)×Vsと表される。シリンジポンプ50の駆動開始からt秒後(ただしt≧0.06秒)では、定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qs=t/0.2、定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vs=(t−0.06)/0.2となり、Q(t)/QsとV(t)/Vsは同一になっていない。乾燥後の塗布方向の膜厚分布を、光干渉式の膜厚計で測定し、図6に示す塗布開始部が厚い膜厚分布図をえた。図6より、膜厚精度Uを端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で求め、5.5%の値をえた。シリンジポンプ50の駆動開始からステージ6を駆動開始するまでの時間を調整したが、膜厚精度は5.5%が最良値で、目標の3%を達成できなかった。
【0043】
実施例2
スリットコータ1を用いてカラーフィルターを製造した。
スリットノズルは、吐出口の長手方向長さが1100mm、スリットの間隙が100μmで、基板に1100mm幅の塗布膜が形成できるものであった。
【0044】
まず、1100×1300mmで厚さ0.7mmの無アルカリガラス基板を洗浄後に、短辺側をスリットノズル長手方向として、ブラックマトリックス塗布液を厚さ10μm、スリットノズルと基板との間のクリアランス100μmで150mm/sにて塗布した。塗布は本発明になる第1の塗布方法を用いた。すなわち、まずステージ6を駆動して塗布開始位置である基板端を、スリットノズル20の吐出口の直下で停止させ、ついでスリットノズルを下降させて、スリットノズルの吐出口面と基板間のクリアランスが100μmとなる位置で、スリットノズルを静止させた。スリットノズルと基板が静止している状態で、シリンジポンプを駆動して、200μl/sのポンプ供給速度で、200μlだけプリディスペンスをした。プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、0.5秒後に、シリンジポンプは定常ポンプ供給速度1650μl/s、ステージ6は定常ステージ速度150mm/sに立ち上げた。この加速区間中の、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じ時間でシリンジポンプ50、ステージ6ともに、ゼロから定常ポンプ供給速度Qs、ステージ速度Vsに立ち上げているので、t/0.5と同一となった。そして、基板端から1295mmの位置にスリットノズル20の吐出口34がきた時に、シリンジポンプ50を停止し、スリットノズル20を、基板端から1300mmの位置が吐出口34の真下に来たところで、塗布終了のためにスリットノズルを引き上げた。なおこの時塗布したブラックマトリックス塗布液には、チタン酸窒化物を遮光材、アクリル樹脂をバインダー、PGMEAを溶剤にそれぞれ用い、固形分濃度を10%、粘度を4mPaSに調整した感光性のものを用いた。なお塗布のタクトタイムは60秒であった。さて、塗布した基板は30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行った後、260度のホットプレートで30分加熱して、キュアを行い、基板の幅方向にピッチが254μm、基板の長手方向にピッチが85μm、線幅が20μmとなる格子形状で、厚さが1μmとなるブラックマトリックス膜を作成した。なお、乾燥後の格子模様形成前の状態で塗布厚さを測定し、膜厚精度Uを端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で算出したところ、基板走行方向、幅方向とも3%以下であった。
【0045】
次にウェット洗浄後、R色用塗布液を厚さ20μm、スリットノズルと基板との間のクリアランス100μm、塗布速度150mm/sで塗布をした。このときのプリディスペンスはポンプ供給速度200μl/sで、容量220μlだけ行い、プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、駆動開始から0.5秒後に、シリンジポンプは定常ポンプ供給速度3300μl/s、ステージ6は定常ステージ速度150mm/sに立ち上げ、その他はブラックマトリックス液の時と全く同じ条件で塗布を行った。シリンジポンプとステージ6は同時に駆動開始し、同じ0.5秒で各々の定常速度に達しているので、シリンジポンプとステージ6はの駆動開始からt秒後では、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じt/0.5となった。
【0046】
R色用塗布液はアクリル樹脂をバインダー、PGMEAを溶媒、ピグメントレッド177を顔料にして固形分濃度10%で混合し、さらに粘度を5mPaSに調整した感光性のものであった。20μmの塗布膜を塗布した基板は、30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行って、R画素部にのみ厚さ2μmのR色塗膜を残し、260度のホットプレートで30分加熱して、キュアを行なった。つづいてブラックマトリックス、R色の塗膜を形成した基板に、G色用塗布液を厚さ20μm、スリットノズルと基板との間のクリアランス100μm、塗布速度150mm/sで塗布をした。このときのプリディスペンスはポンプ供給速度200μl/sで、容量210μlだけ行い、プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、駆動開始から0.5秒後に、シリンジポンプはゼロから定常ポンプ供給速度3300μl/s、ステージ6はゼロから定常ステージ速度150mm/sに立ち上げ、その他はブラックマトリックス液の時と全く同じ条件で塗布を行った。シリンジポンプとステージ6は同時に駆動開始し、同じ0.5秒で各々の定常速度に達しているので、シリンジポンプとステージ6はの駆動開始からt秒後では、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じt/0.5となった。20μmの塗布膜を塗布した基板は、30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行って、G色画素部にのみ厚さ2μmのG色塗膜を残し、260度のホットプレートで30分加熱して、キュアを行なった。さらにブラックマトリックス、R色、G色の塗膜を形成した基板に、B色用塗布液を厚さ20μm、スリットノズルと基板との間のクリアランス100μm、塗布速度150mm/sで塗布をした。このときのプリディスペンスはポンプ供給速度200μl/sで、容量200μlだけ行い、プリディスペンス終了後に、シリンジポンプとステージ6を同時に駆動開始し、駆動開始から0.5秒後に、シリンジポンプはゼロから定常ポンプ供給速度3300μl/s、ステージ6はゼロから定常ステージ速度150mm/sに立ち上げ、その他はブラックマトリックス液の時と全く同じ条件で塗布を行った。シリンジポンプとステージ6は同時に駆動開始し、同じ0.5秒で各々の定常速度に達しているので、シリンジポンプとステージ6はの駆動開始からt秒後では、ポンプ供給速度Q(t)と定常ポンプ供給速度Qsの比Q(t)/Qs、ステージ速度V(t)と定常ステージ速度Vsの比V(t)/Vsは、同じt/0.5となった。20μmの塗布膜を塗布した基板は、30秒で65Paに到達する真空乾燥を60秒行ってから、100℃のホットプレートで10分間さらに乾燥した。ついで露光・現像・剥離を行って、B色画素部にのみ厚さ2μmのB色塗膜を残し、260度のホットプレートで30分加熱して、キュアを行なった。なお、G色用塗布液はR色用塗布液で顔料をピグメントグリーン36にして固形分濃度10%で粘度を5mPaSに調整したもの、B色用塗布液にはR色用塗布液で顔料をピグメントブルー15にして固形分濃度10%で粘度を5mPaSに調整したものであった。R、G、B色塗布時のタクトタイムはいずれも60秒であった。なお、塗布品位は各色とも申し分のないものであり、膜厚分布についても乾燥後、各色とも測定し、膜厚精度Uを端部10mmを除く領域でU=(最大値−最小値)/(2×平均値)×100(%)で算出したところ、基板走行方向、幅方向とも3%以下と良好であった。
【0047】
そして最後にITOをスパッタリングで付着させた。この製造方法にて、1000枚のカラーフィルターを作成した。得られたカラーフィルターは、基板端部から10mmをのぞいた製品領域で塗布むらがなく、色度も均一で、品質的に申し分ないものであった。
【図面の簡単な説明】
【0048】
【図1】本発明に係る塗布装置であるスリットコータ1の概略図である。
【図2】本発明のうちの第1の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【図3】本発明のうちの第2の発明に係る塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【図4】従来の塗布方法を表すポンプ供給速度とステージ速度の時間線図である。
【図5】実施例1で塗布をした結果である膜厚分布図である。
【図6】比較例で塗布をした結果である膜厚分布図である。
【符号の説明】
【0049】
1 スリットコータ
2 基台
4 ガイドレール
6 ステージ
10 門型ガントリー
20 スリットノズル(塗布器)
22 フロントリップ
24 リアリップ
26 マニホールド
28 スリット
32 シム
34 吐出口
36 吐出口面
38 斜面
40 塗布液供給装置
42 供給バルブ
44 吸引バルブ
46 フィルター
50 シリンジポンプ
52 シリンジ
54 ピストン
56 本体
60 供給ホース
62 吸引ホース
64 タンク
66 塗布液
68 圧空源
70 上下昇降ユニット
72 モータ
74 ガイド
76 ボールネジ
78 昇降台
80 吊り下げ保持台
90 拭き取りユニット
92 拭き取りヘッド
94 ブラケット
96 スライダー
98 駆動ユニット
100 トレイ
102 台車
120 厚さセンサー
122 支持台
130 制御装置
132 操作盤
A 基板(被塗布部材)
B ビード
C 塗布膜
Q ポンプ供給速度
Qs 定常ポンプ供給速度
Th:膜厚
V ステージ速度
Vs 定常ステージ速度
ta 加速時間
tp ステージを駆動開始から、シリンジポンプ増速開始するまでの時間
ts シリンジポンプ駆動開始から、ステージを駆動開始するまでの時間
【特許請求の範囲】
【請求項1】
一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする塗布方法。
【請求項2】
一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を最終的に供給速度Qpとなる供給速度で供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする塗布方法。
【請求項3】
請求項1または2に記載の塗布方法を用いてディスプレイ用部材を製造することを特徴とするディスプレイ用部材の製造方法。
【請求項4】
塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から一定容積の塗布液を吐出してプリディスペンスを行い、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする塗布装置。
【請求項5】
塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、前記塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から塗布液を吐出開始して最終的に供給速度Qpとなるプリディスペンスを行い、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする塗布装置。
【請求項1】
一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする塗布方法。
【請求項2】
一方向に延在する吐出口を有する塗布器を静止した被塗布部材に近接させ、定容量ポンプから塗布器に塗布液を最終的に供給速度Qpとなる供給速度で供給して被塗布部材上に塗布器から塗布液をプリディスペンスし、次いで定容量ポンプから塗布器に塗布液を定常供給速度Qsで供給して被塗布部材に塗布器から塗布液を吐出するとともに、被塗布部材の塗布器に対する相対移動を定常移動速度Vsで行って、被塗布部材上に塗布膜を形成する塗布方法であって、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布することを特徴とする塗布方法。
【請求項3】
請求項1または2に記載の塗布方法を用いてディスプレイ用部材を製造することを特徴とするディスプレイ用部材の製造方法。
【請求項4】
塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から一定容積の塗布液を吐出してプリディスペンスを行い、プリディスペンス終了後、一旦塗布器への塗布液の供給を停止し、次いで定容量ポンプによる塗布液の供給と被塗布部材の塗布器に対する相対移動を同時に開始するとともに、相対移動の開始からt秒後であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする塗布装置。
【請求項5】
塗布液を吐出するために一方向に延在する吐出口を有する塗布器と、塗布器に塗布液を供給する定容量ポンプと、被塗布部材を保持する載置台と、前記塗布器および載置台のうちの少なくとも一方を相対的に移動させる移動手段を備えて、被塗布部材に塗布膜を形成する塗布装置において、静止した被塗布部材上の塗布開始位置で、同じく静止した塗布器から塗布液を吐出開始して最終的に供給速度Qpとなるプリディスペンスを行い、プリディスペンス開始からts秒後に相対移動を開始するとともに、相対移動の開始からtp秒後には定容量ポンプの供給速度Qpを定常供給速度Qsに増速開始させ、さらに相対移動の開始からt秒後(t≧tp)であって定常供給速度Qsに達するまでの供給速度Q(t)と定常供給速度Qsの比Q(t)/Qsと、相対移動の開始からt秒後(t≧tp)であって定常相対移動速度Vsに達するまでの相対移動速度V(t)と定常相対移動速度Vsの比V(t)/Vsと、を略同一にして塗布させる制御手段を有することを特徴とする塗布装置。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−80188(P2008−80188A)
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願番号】特願2006−260150(P2006−260150)
【出願日】平成18年9月26日(2006.9.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
【公開日】平成20年4月10日(2008.4.10)
【国際特許分類】
【出願日】平成18年9月26日(2006.9.26)
【出願人】(000003159)東レ株式会社 (7,677)
【Fターム(参考)】
[ Back to top ]