
塗布液塗布方法および塗布装置
【課題】 塗布液の塗布量を正確に制御することが可能な塗布液塗布方法および塗布装置を提供する。
【解決手段】 塗布液を本管を介して複数の支管のうちの一つの支管にのみ供給したときの本管に配設された基準流量計が示す流量値と、支管に配設された支管流量計が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程と、塗布液を本管を介して複数の支管のうちの一つの支管にのみ供給したときの支管に設けられた流量制御バルブの流量設定値と、支管に配設された支管流量計が示す流量値との関係を示す第2関係式を求める第2関係式作成工程と、第1、第2関係式作成工程を複数の支管のうちの他の支管について順次実行する支管変更工程と、各支管に対して作成された前記第1関係式と前記第2関係式とに基づいて各支管の流量制御バルブを制御して基板に塗布液を供給する塗布工程とを備える。
【解決手段】 塗布液を本管を介して複数の支管のうちの一つの支管にのみ供給したときの本管に配設された基準流量計が示す流量値と、支管に配設された支管流量計が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程と、塗布液を本管を介して複数の支管のうちの一つの支管にのみ供給したときの支管に設けられた流量制御バルブの流量設定値と、支管に配設された支管流量計が示す流量値との関係を示す第2関係式を求める第2関係式作成工程と、第1、第2関係式作成工程を複数の支管のうちの他の支管について順次実行する支管変更工程と、各支管に対して作成された前記第1関係式と前記第2関係式とに基づいて各支管の流量制御バルブを制御して基板に塗布液を供給する塗布工程とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、有機EL表示装置用ガラス基板、液晶表示装置用ガラス基板、PDP用ガラス基板、太陽電池用基板、電子ペーパー用基板あるいは半導体製造装置用マスク基板等の基板に塗布液を塗布する塗布液塗布方法および塗布装置に関する。
【背景技術】
【0002】
例えば、高分子有機EL(Electro Luminescence)材料を用いたアクティブマトリックス駆動方式の有機EL表示装置を製造するときには、ガラス基板に対して、TFT(Thin Film Transistor)回路の形成工程、陽極となるITO(Indium Tin Oxide)電極の形成工程、隔壁の形成工程、正孔輸送材料を含む流動性材料の塗布工程、加熱処理による正孔輸送層の形成工程、有機EL材料を含む流動性材料の塗布工程、加熱処理による有機EL層の形成工程、陰極の形成工程、および、絶縁膜の形成による封止工程が順次実行される。
【0003】
このような有機EL表示装置の製造時に、正孔輸送材料を含む流動性材料や有機EL材料を含む流動性材料等の塗布液を基板に塗布する塗布装置として、塗布液を連続的に吐出する複数のノズルを、基板に対して主走査方向および副走査方向に相対移動させることにより、基板上の塗布領域に塗布液をストライプ状に塗布する装置が知られている。
【0004】
ところで、このような塗布装置においては、塗布液の塗布量にムラがあった場合においては、これに伴って表示装置の表示ムラ等が発生することから、塗布液の塗布量を極めて正確に制御する必要がある。
【0005】
このため、特許文献1には、塗布液を供給する供給部と、塗布液を吐出する複数のノズルと、処理液供給部から本管を介して供給される塗布液をノズルに接続される複数の支管に分流する分岐部と、本管に配設されこの本管を流動する塗布液の流量を計測する基準流量計と、支管に各々配設されこれら各支管を流動する塗布液の流量を計測する複数の支管流量計と、支管に各々配設されこれらの各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、を備えた塗布装置において、実吐出流量と基準流量計の流量計測値との関係を示す関係式と、基準流量計の流量計測値と支管流量計の流量計測値との関係を示す関係式とを求め、これらの関係式を利用して流量制御バルブを制御するようにした塗布装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−45574号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した特許文献1に記載の塗布装置は、各ノズルから吐出される塗布液の流量を容易に管理できる優れたものではあるが、以下の点で、未だ改良の余地がある。すなわち、上述した流量制御バルブは、製造時の個々の特性の誤差により、その流量設定値と実流量値には差異があり、この流量制御バルブの個体差により、流量制御時の流量設定値と実流量値との間に誤差が生ずることになる。このような誤差の発生は、塗布液の膜厚ムラの原因となり、これにより、表示装置の輝度ムラが生じ、その表示品質を低下させるという問題が生じている。
【0008】
この発明は上記課題を解決するためになされたものであり、塗布液の塗布量を正確に制御することが可能な塗布液塗布方法および塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、塗布液を貯留する塗布液貯留部と、前記塗布液を吐出する複数のノズルと、前記塗布液貯留部から本管を介して供給される塗布液を前記ノズルに接続される複数の支管に分流する分岐部と、前記本管に配設され当該本管を流動する塗布液の流量を計測する基準流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、基板に塗布液を塗布する塗布装置における塗布液塗布方法であって、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの前記本管に配設された基準流量計が示す流量値と、塗布液が供給されている支管に配設された支管流量計が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程と、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの、塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管を流れるに配設された支管流量計が示す流量値との関係を示す第2関係式を求める第2関係式作成工程と、前記第1関係式作成工程と前記第2関係式作成工程とを、複数の支管のうちの他の支管について順次実行する支管変更工程と、前記各支管に対して作成された前記第1関係式と前記第2関係式とに基づいて、前記各支管の流量制御バルブを制御して基板に塗布液を供給する塗布工程とを備えることを特徴とする。
【0010】
請求項2に記載の発明は、請求項1に記載の発明において、前記第1関係式作成工程においては、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す。
【0011】
請求項3に記載の発明は、請求項1または請求項2に記載の発明において、前記第2関係式作成工程においては、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す。
【0012】
請求項4に記載の発明は、請求項1から請求項3のいずれか記載の発明において、前記第2関係式作成工程の前に、前記本管を通過した塗布液の重量とそのときの前記基準流量計が計測した流量値とに基づいて、前記基準流量計の校正を実行する校正工程を備える。
【0013】
請求項5に記載の発明は、基板に塗布液を塗布する塗布装置であって、前記塗布液を貯留する塗布液貯留部と、前記塗布液を吐出する複数のノズルと、前記塗布液貯留部から本管を介して供給される塗布液を、前記ノズルに接続される複数の支管に分流する分岐部と、前記本管に配設され、当該本管を流動する塗布液の流量を計測する基準流量計と、前記支管に各々配設され、当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、前記支管に各々配設され、当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、前記制御部は、前記本管へ供給された塗布液が、前記複数の支管から選択された単一の支管にのみに供給され他の支管への塗布液の供給が閉止された状態で計測された前記基準流量計が示す流量値と、前記塗布液が供給されている支管に設けられた支管流量計が示す流量値との関係を示す第1関係式と、前記塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管を流れるに配設された支管流量計が示す流量値との関係を示す第2関係式と、に基づいて前記流量制御バルブを制御する。
【0014】
請求項6に記載の発明は、請求項5に記載の発明において、前記分岐部から分岐する校正用支管と、前記校正用支管に配設された開閉弁と、前記本管に供給された塗布液が、前記校正用支管にのみに供給され他の支管への塗布液の供給が閉止された状態で、前記校正用支管から排出された塗布液を受ける容器と、前記容器およびそこに貯留された塗布液の重量を計測する電子天秤と、を備え、前記基準流量計の校正を実行する基準流量校正機構を備える。
【発明の効果】
【0015】
請求項1および請求項5に記載の発明によれば、支管流量計に個体差があった場合においても、塗布液の塗布量を極めて正確に制御することが可能となる。
【0016】
請求項2に記載の発明によれば、第1関係式をより正確なものとすることが可能となる。
【0017】
請求項3に記載の発明によれば、第2関係式をより正確なものとすることが可能となる。
【0018】
請求項4および請求項6に記載の発明によれば、基準流量計の校正を行うことにより、各支管から塗布される塗布液の流量を正確に制御することが可能となる。
【図面の簡単な説明】
【0019】
【図1】この発明に係る塗布装置の平面図である。
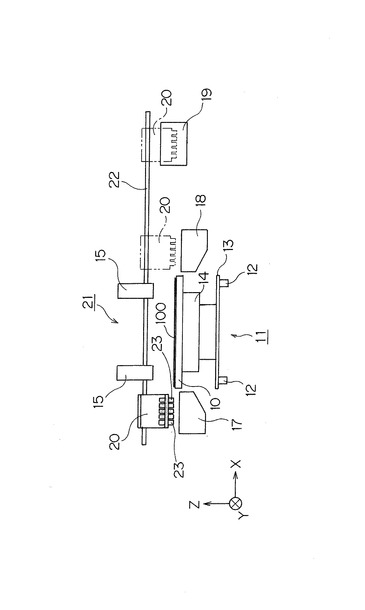
【図2】この発明に係る塗布装置の正面図である。
【図3】ヘッド移動機構21におけるスライダ31付近の断面図である。
【図4】この発明に係る塗布装置の主要な制御系を示すブロック図である。
【図5】塗布液供給部24の構成、および、塗布液供給部24と塗布ヘッド20における複数のノズル23との接続関係を示す模式図である。
【図6】校正部52の概要図である。
【図7】この発明に係る塗布液塗布方法の各工程を示すフローチャートである。
【図8】基準流量計42の校正行程を示すフローチャートである。
【図9】塗布液の重量測定動作を示す説明図である。
【図10】第1関係式作成行程を示すフローチャートである。
【図11】基準流量計42が示す流量値Fと支管流量計45が示す流量値fとの関係を示すグラフである。
【図12】第2関係式作成行程を示すフローチャートである。
【図13】流量制御バルブ44の流量設定値xと支管流量計45が示す流量値fとの関係を示すグラフである。
【発明を実施するための形態】
【0020】
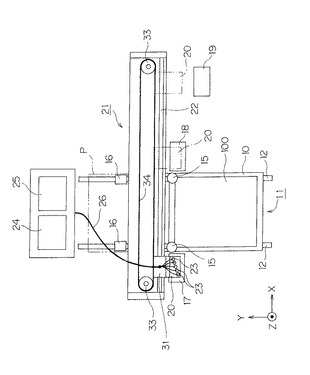
以下、この発明の実施の形態を図面に基づいて説明する。図1はこの発明に係る塗布装置の平面図であり、図2はその正面図である。
【0021】
この塗布装置は、矩形状のガラス基板100に対して塗布液を塗布するためのものである。より詳細には、この塗布装置は、アクティブマトリックス駆動方式の有機EL(Electro Luminescence)表示装置用のガラス基板100に、揮発性の溶媒(本実施の形態では、芳香族の有機溶媒)、および、発光材料としての有機EL材料を含む塗布液を塗布するためのものである。
【0022】
この塗布装置は、ガラス基板100を移動させるための基板移動機構11を備える。この基板移動機構11は、図2に示すように、ガラス基板100をその裏面から保持する基板保持部10を有する。この基板保持部10は、一対のレール12に沿って移動する基台13と、この基台13上に配設された回転台14とにより支持されている。このため、この基板保持部10は、図1に示すY方向に、ガラス基板100の表面と平行に移動可能となっている。このY方向は、塗布ヘッド20の往復移動方向である主走査方向(図1におけるX方向)と直交する方向である。以下、このY方向を「副走査方向」とも呼称する。また、この基板保持部10は、鉛直方向(図1におけるZ方向)を向く軸を中心に、回転可能となっている。
【0023】
この基板保持部10は、ガラス基板100を下側から加熱するヒータをその内部に備える。このガラス基板100の表面には、それぞれがX方向に伸びる複数の塗布領域が、Y方向に、例えば100〜150μmのピッチにて配列形成されている。この塗布領域は、例えば、X方向に配置された隔壁などによって形成されている。
【0024】
また、この塗布装置は、ガラス基板100上に形成された、図示しないアライメントマークを撮像して検出するとともに、塗布ヘッド20による塗布軌跡を撮像するための左右一対の撮像部15を備える。この一対の撮像部15には、各々、CCDカメラが配設されている。また、この塗布装置は、塗布軌跡の試験的な塗布に使用される左右一対の試験塗布ステージ部16を備える。この塗布装置においては、試験塗布ステージ部16に試験的に塗布された塗布軌跡を利用して、塗布ヘッド20の送り制御を調整する構成が採用されている。
【0025】
基板保持部10に保持されたガラス基板100の表面に向けて塗布液を吐出する塗布ヘッド20は、ヘッド移動機構21により、ガイド部22に沿って、ガラス基板100表面に平行な主走査方向(図1におけるX方向)に往復移動される。この塗布ヘッド20には、同一種類の塗布液を連続的に吐出するための複数のノズル23が副走査方向に関して等間隔に配設されている。図1および図2では図示の都合上、5個のノズル23のみを図示しているが、ノズル23の個数はさらに多数となっている。
【0026】
塗布ヘッド20は、エア供給管および後述する複数の支管をひとまとめにした供給管群26を介して、塗布液供給部24およびエア供給源25と接続されている。塗布ヘッド20の往復移動方向(X方向)に関して基板保持部10の両側には、塗布ヘッド20におけるノズル23からの塗布液を受ける2つの受液部17、18が配設されている。また、塗布ヘッド20の往復移動方向(X方向)に関して一方の受液部18の側方には、上述した複数のノズル23の副走査方向のピッチを調整するためのノズルピッチ調整機構19が配設されている。
【0027】
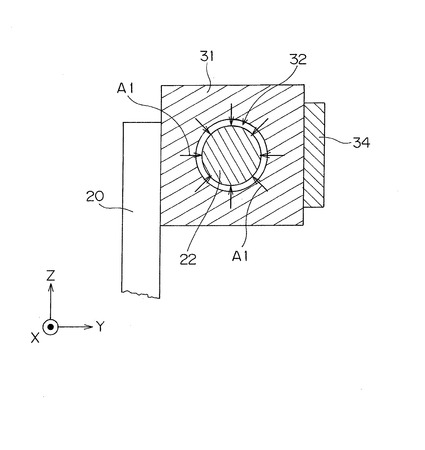
図3は、ヘッド移動機構21におけるスライダ31付近の断面図である。
【0028】
図1に示すヘッド移動機構21におけるガイド部材22には、スライダ31が摺動可能に配設されている。このスライダ31には、ガイド部材22が貫通する貫通孔32が形成されている。このスライダ31には、図1に示すように、供給管群26に含まれるエア供給管を介して、エア供給源25から一定圧力のエアが供給される。このため、図3に示すように、貫通孔32の内周面とガイド部22の外周面との間にエアが噴出される。図3では、エアの噴出方向を符号A1を付す矢印にて示している。これにより、スライダ31がガイド部22に非接触状態にて係合しつつ、主走査方向に移動可能に支持される。
【0029】
図1を参照して、ガイド部22の両端部付近には、Z軸方向を向く軸を中心に回転可能な一対のプーリ33が配設されている。この一対のプーリ33には、無端状の同期ベルト34が巻回されている。スライダ31の一端は、この同期ベルト34に固定されている。一方、スライダ31の他端には、上述した塗布ヘッド20が固定されている。このため、図示しないモータの駆動により同期ベルト34を時計回りあるいは反時計回りに回転させることにより、塗布ヘッド20を(−X)方向または(+X)方向に往復移動させることができる。このとき、上述した気体の作用により、スライダ31をガイド部22に対して非接触状態で支持することができるので、塗布ヘッド20の往復移動を、高速かつ滑らかなものとすることが可能となる。
【0030】
この塗布装置においては、このヘッド移動機構21が、塗布ヘッド20を主走査方向に移動させる主走査方向移動機構となり、基板移動機構11が、基板保持部を副走査方向に移動させる副走査方向移動機構となる。この塗布装置においては、塗布ヘッド20の主走査方向への移動が完了する毎に、ガラス基板100を副走査方向に移動させることにより、ガラス基板100の表面の塗布領域に対して塗布液の塗布を実行する。なお、塗布ヘッド20の主走査時には、受液部17、18の近傍にて加速または減速が完了し、ガラス基板100の上方においては、塗布ヘッド20は、例えば、毎秒3〜5m程度の一定速度で移動する。
【0031】
以上のような構成を有する塗布装置において、塗布液の塗布を開始する場合においては、最初に、ガラス基板100が基板保持部10に保持される。そして、撮像部15によりガラス基板100に形成されたアライメントマークを検出し、その検出結果に基づいて基板保持部10が移動および回転し、ガラス基板100が図1において実線にて示す塗布開始位置に配置される。この状態において、塗布ヘッド20における複数のノズル23から塗布液の吐出が開始されるとともに、ヘッド移動機構21により塗布ヘッド20が主走査方向に移動される。
【0032】
そして、複数のノズル23のそれぞれからガラス基板100の表面に向けて塗布液が一定の流量にて連続的に吐出されるとともに、塗布ヘッド20が主走査方向に連続的に一定の速度にて移動し、ガラス基板100の塗布領域の複数の線状領域に塗布液がストライプ状に塗布される。
【0033】
このようにして、塗布ヘッド20が図1および図2中に二点鎖線にて示す受液部18と対向する待機位置まで移動することにより、塗布液によるストライプ状のパターンが形成される。塗布ヘッド20が待機位置まで移動すると、基板移動機構11が駆動され、ガラス基板100が基板保持部10と共に副走査方向に移動する。このとき、塗布ヘッド20では、複数のノズル23から受液部18に向けて塗布液が連続的に吐出されている。
【0034】
以上のような動作を必要な塗布動作が完了するまで継続する。そして、ガラス基板100が塗布終了位置まで移動すると、複数のノズル23からの塗布液の吐出が停止され、塗布装置によるガラス基板100に対する塗布液の塗布動作が終了する。塗布が終了したガラス基板100は、他の塗布装置等に搬送され、この塗布装置により塗布された塗布液以外の他の2色の塗布液が塗布される。そして、ガラス基板100に対して所定の塗布工程が行われた後、他の部品と組み合わされて有機EL表示装置が製造される。
【0035】
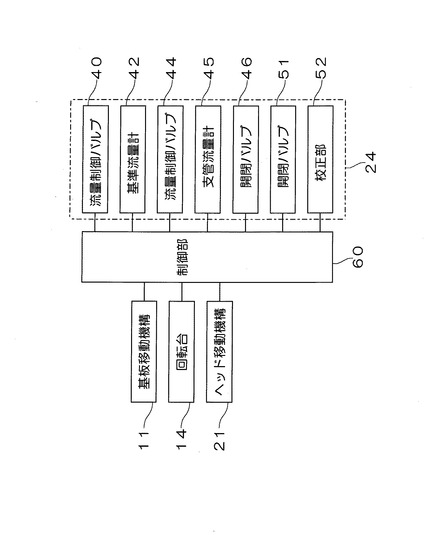
図4は、この発明に係る塗布装置の主要な制御系を示すブロック図である。
【0036】
この塗布装置は、装置全体を制御する制御部60を備える。この制御部60は、上述した基板移動機構11、回転台14およびヘッド移動機構21と接続されている。また、この制御部60は、塗布液供給部24における流量制御バルブ40、基準流量計42、流量制御バルブ44、支管流量計45、開閉バルブ46、開閉バルブ51および校正部52と接続されている。また、図示は省略しているが、この制御部60は、後述する各種の動作を実行するためのRAMやROM等から構成される記憶部や、CPU等から構成される演算部を備える。この制御部60としては、一般的なパーソナルコンピュータを利用してもよく、また、プリント基板等によりこの制御部を構成してもよい。なお、基準流量計42、流量制御バルブ44、支管流量計45、開閉バルブ46、開閉バルブ51および校正部52等の構成については、後程説明する。
【0037】
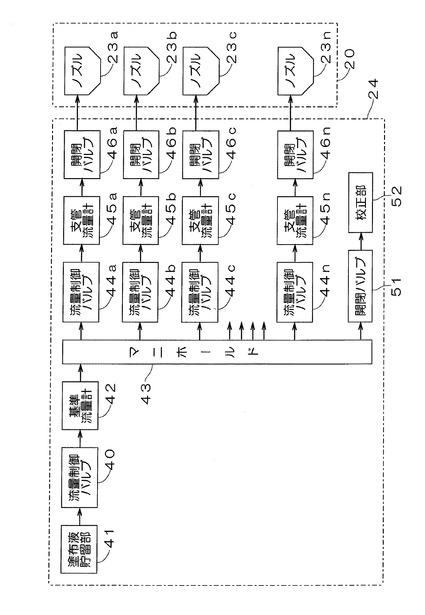
次に、この発明の特徴部分である塗布液の供給機構の構成について説明する。図5は、塗布液供給部24の構成、および、塗布液供給部24と塗布ヘッド20における複数のノズル23との接続関係を示す模式図である。
【0038】
この発明に係る塗布装置における塗布液供給部24は、流量制御バルブ40と、塗布液貯留部41と、基準流量計42と、分岐部としてのマニホールド43と、複数個の流量制御バルブ44a、44b、44c・・・44nと、複数の支管流量計45a、45b、45c・・・45nと、複数の開閉バルブ46a、46b、46c・・・46nと、開閉バルブ51と、後述する校正部52とを備える。各開閉バルブ46a、46b、46c・・・46nは、塗布ヘッド20における複数のノズル23a、23b、23c・・・23nと、各々接続されている。
【0039】
なお、この明細書においては、必要に応じ、複数個の流量制御バルブ44a、44b、44c・・・44nを総称して流量制御バルブ44と、複数の支管流量計45a、45b、45c・・・45nを総称して支管流量計45と、複数の開閉バルブ46a、46b、46c・・・46nを総称して開閉バルブ46と、複数のノズル23a、23b、23c・・・23nを総称してノズル23と表現する。
【0040】
また、この明細書においては、塗布液貯留部41から流量制御バルブ40および基準流量計42を介してマニホールド43に至る、分岐前の管路を、本管と呼称する。また、この明細書においては、マニホールド43から各流量制御バルブ44a、44b、44c・・・44n、各支管流量計45a、45b、45c・・・45n、各開閉バルブ46a、46b、46c・・・46nを介して各ノズル23a、23b、23c・・・23nに至る、分岐後の管路を、支管と呼称する。この塗布装置には、a〜nに相当する複数の支管が存在することになる。さらに、この明細書においては、マニホールド43から開閉バルブ51を介して校正部52に至る管路を、校正用支管と呼称する。
【0041】
塗布液貯留部41は、塗布液を貯留した可撓性の袋状容器を気密チャンバー内に収納した構成を有し、気密チャンバー内に加圧空気を供給することにより塗布液を流量制御バルブ40、基準流量計42およびマニホールド43等に向けて圧送する構成を有する。また、基準流量計42は、塗布液貯留部41から吐出されマニホールド43に流入する塗布液の流量を計測する構成を有する。この基準流量計42は、塗布液の流路に設けられた、ヒータと温度センサを利用して塗布液の流量を測定する熱式の流量計が使用される。この基準流量計42による流量の測定値は、図4に示す制御部60に送信される。
【0042】
各流量制御バルブ44は、図4に示す制御部60からの指令を受け、各支管を流動する塗布液の流量を調節する。また、各支管流量計45は、各支管を流動する塗布液の流量を計測する。この支管流量計45としては、基準流量計42と同様、ヒータと温度センサを利用して塗布液の流量を測定する熱式の流量計が使用される。この支管流量計45による流量の測定値は、図4に示す制御部60に送信される。これらの流量制御バルブ44および支管流量計45は、マスフローコントローラを構成する。さらに、各開閉バルブ46は、図4に示す制御部60からの指令を受け、各支管の流路を開放あるいは閉鎖する。同様に、開閉バルブ51は、図4に示す制御部60からの指令を受け、マニホールド43から校正部52に至る校正用支管の流路を開放あるいは閉鎖する。
【0043】
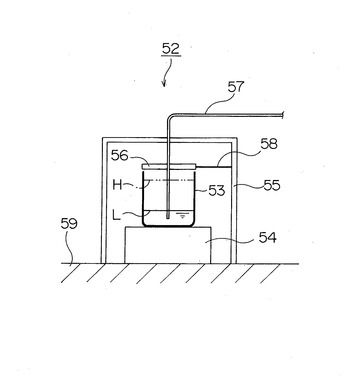
図6は、上述した校正部52の概要図である。
【0044】
この校正部52は、塗布液が予め貯留された容器53を備える。この容器53は、塗布装置の支持部59上に配置された電子天秤54上に載置されている。この電子天秤54および容器53は、チャンバー55内に収納されている。容器53の上部には、蓋体56が配置されている。この蓋体56は、連結部材58を介してチャンバー55と連結されており、容器53の上端からわずかな距離だけ離隔した位置に配置される。図5に示す開閉バルブ51から校正部52に至る校正用支管の先端部は、金属製の細管57と連結されている。この金属製の細管57は、図6に示すように、チャンバー55および蓋体56を貫通して、容器53内に浸入している。そして、この細管57の先端部は、容器53に貯留された塗布液中に浸漬している。なお、この図において符号Lは、後述する校正動作を行う前の容器53に貯留された塗布液の液面を示し、符号Hは、容器53内に限界まで塗布液が貯留されたときの塗布液の液面を示している。電子天秤54は、容器53およびそこに貯留された塗布液の重量を計測する。
【0045】
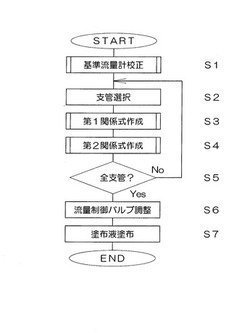
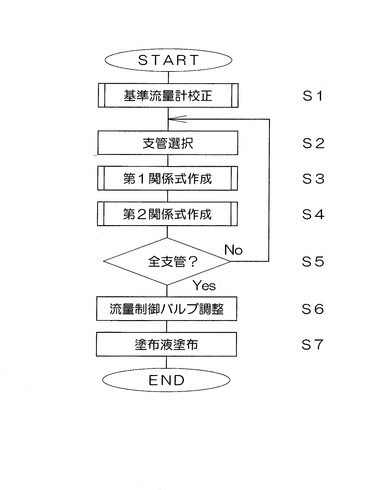
次に、以上のような構成を有する塗布装置による塗布液の塗布動作について説明する。図7は、この発明に係る塗布液塗布方法の各工程を示すフローチャートである。
【0046】
最初に、基準流量計42の校正を行う(ステップS1)。
【0047】
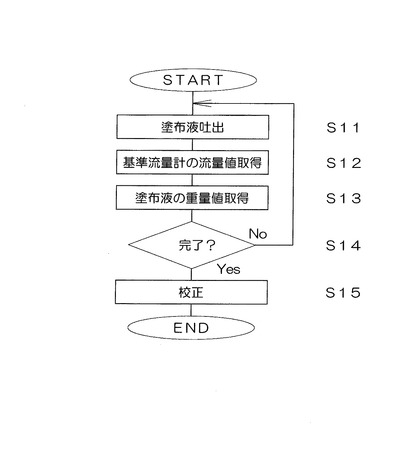
図8は、基準流量計42の校正行程を示すフローチャートである。基準流量計42の校正は、この図8に示す工程で実行される。
【0048】
すなわち、最初に、図4に示す開閉バルブ51を開放する。このときには、塗布液貯留部41には所定圧力の加圧空気が供給されており、塗布液は流量制御バルブ40および基準流量計42を介してマニホールド43に向けて送液可能な状態となっている。また、各支管における開閉バルブ46は予め閉止されている。これにより、塗布液が塗布液貯留部41から、流量制御バルブ40基準流量計42、マニホールド43、開閉バルブ51を介して校正部52に向けて圧送される。そして、図6に示す校正部52において、圧送された塗布液が金属製の細管57から容器53内の塗布液中に吐出される(ステップS11)。
【0049】
そして、塗布液が容器53に吐出されるときの基準流量計42が示す流量値が取得される(ステップS12)。この流量値は、図4に示す制御部60に送信される。また、容器53内に吐出された塗布液の重量が、電子天秤54により測定される(ステップS13)。この吐出された塗布液の重量は、塗布液を吐出する前に電子天秤54により測定された容器53とそこに予め貯留された塗布液の重量の合計値と、塗布液を吐出した後に電子天秤54により測定された容器53とそこに貯留された塗布液の重量の合計値との差により測定される。測定された吐出された塗布液の重量は、校正部52から、図4に示す制御部60に送信される。
【0050】
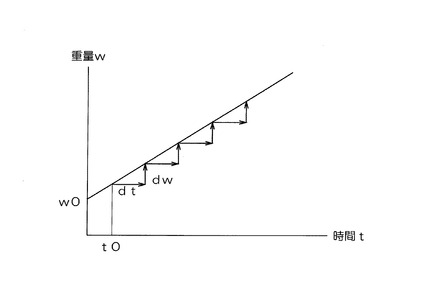
図9は、このときの塗布液の重量測定動作を示す説明図である。
【0051】
この場合においては、吐出を開始してから吐出量が安定するまでの5秒程度の待機時間t0が経過した後、例えば1秒程度の単位時間dt毎の重量の変化量dwを測定することにより、単位時間当たりに流れた塗布液の重量(dw/dt)を測定する。これを、例えば10回繰り返し、10秒の間に得られた10個のデータを平均することにより、単位時間当たりに流れた塗布液の重量のデータを得る。そして、このような動作を、流量制御バルブ40を調整することにより流量値を代えて、例えば3回〜5回程度の必要な回数だけ実行する(ステップS14)。ここで、図9におけるw0は、容器53とそこに最初に貯留された塗布液との重量の合計値である初期重量を示している。
【0052】
なお、単位時間dtを上述したように1秒程度とするかわりに、5秒程度とし、50秒間に10個のデータを得るようにしてもよい。この場合には、電子天秤54の応答性を加味してより正確な重量を測定することが可能となる。但し、重量測定に長い時間を要するとともに、消費する塗布液の量が増大する。また、上記の動作を塗布液の流量を変えて、3回〜5回よりもさらに多くの回数実行してもよい。この場合においても、測定精度は向上するが、測定時間と塗布液の消費量が増大する。
【0053】
次に、校正を実行する(ステップS15)。すなわち、図4に示す制御部60により、電子天秤54を利用して測定した単位時間当たりに流れた塗布液の重量と塗布液の比重とに基づいて、基準流量計42を通過した塗布液の実流量を演算する。そして、この実流量と基準流量計42が示す流量値とを比較する。しかる後、基準流量計42の示す流量値と実流量値とが一致するように、基準流量計42の調節を行う。これにより、基準流量計42が示す流量値を塗布液の実流量値に一致させることが可能となる。
【0054】
再度、図7を参照して、次に、複数の支管のうちの一つの支管が選択された上で(ステップS2)、塗布液をその一つの支管にのみ供給したときに基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程(ステップS3)と、塗布液をその一つの支管にのみ供給したときに塗布液が供給されている支管の流量制御バルブ44の流量設定値とその支管に配設された支管流量計45が示す流量値との関係を示す第2関係式を求める第2関係式作成工程(ステップS4)とが実行される。
【0055】
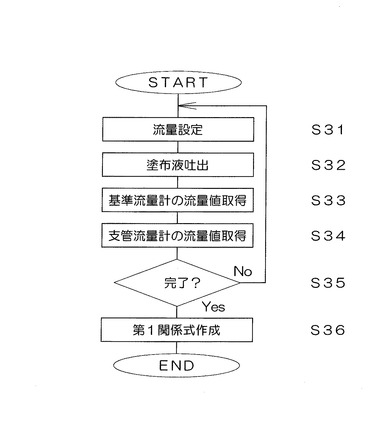
図10は、第1関係式作成行程を示すフローチャートである。第1関係式作成工程は、この図10に示す工程で実行される。
【0056】
すなわち、最初に、塗布液の流量を設定する(ステップS31)。この場合には、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、予め設定された目標値となるように、その支管の流量制御バルブ44が調節される。そして、制御部60の指令により、選択された支管の開閉バルブ46が開放される。このときには、選択された支管以外の支管の開閉バルブ46は閉止されている。
【0057】
この状態で、塗布液貯留部41から、基準流量計42、マニホールド43、選択された支管の流量制御バルブ44、支管流量計45、開閉バルブ46を介してノズル23に塗布液を送り、ノズル23より塗布液を吐出させる(ステップS32)。そして、このときの基準流量計42が計測した流量値を取得するとともに(ステップS33)、選択された支管の支管流量計45が計測した流量値を取得する(ステップS34)。これらの取得された流量値は、制御部60に送信される。
【0058】
そして、必要な処理が終了するまで(ステップS35)、再度、塗布液の流量を設定する(ステップS31)。すなわち、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、実際にガラス基板100に塗布液を塗布するときの塗布液の流量値に相当する値であり、かつ、先の塗布液吐出工程(ステップS32)における流量値とは異なる流量値となるように、その支管の流量制御バルブ44が調節される。そして、上述した塗布液吐出工程(ステップS32)、基準流量計の流量値取得工程(ステップS33)、支管流量計の流量値取得工程(ステップS34)が繰り返し実行される。
【0059】
すなわち、基準流量計42が示す流量値と支管流量計45が示す流量値との間の関係は、実際にガラス基板100に塗布液を塗布するときの塗布液の流量値に近い複数ポイント(例えば、3〜5ポイント)で求められる。例えば、流量の目標値を100とした場合に、その80%、90%、110%、120%など、目標値の近傍の流量値に対して、同様の動作が実行される。このため、上述した流量設定工程(ステップS31)、塗布液吐出工程(ステップS32)、基準流量計の流量値取得工程(ステップS33)および支管流量計の流量値取得工程(ステップS34)は、複数回繰り返される。
【0060】
なお、この場合においては、3〜5ポイントよりもさらに多数のポイントで、基準流量計42が示す流量値と支管流量計45が示す流量値との間の関係を求めてもよい。この場合には、上述したような80%〜120%の範囲だけではなく、50%〜200%等、必要とされる流量レンジによって、適宜選択すればよい。
【0061】
必要な流量値が取得された場合には(ステップS35)、基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との間の関係を示す第1関係式を作成する(ステップS36)。
【0062】
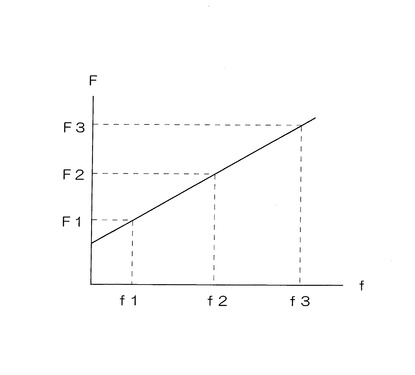
図11は、基準流量計42が示す流量値Fと支管流量計45が示す流量値fとの関係を示すグラフである。
【0063】
図11に示すグラフにおいては、基準流量計42が示す流量値Fと支管流量計45が示す流量値fとの関係が三点プロットされ、これらの三点を通る近似曲線(この実施形態においては直線)が、基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との間の関係を示す第1関係式として求められている。この第1関係式は、例えば、最小二乗法を利用して導かれる。この第1関係式は、AおよびBを係数としたときに、下記の式(1)で示される。
【0064】
F=A*f+B ・・・ (1)
なお、この第1関係式は、上述したような1次式に限定されるものではない。基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との関係を曲線で近似するようにしてもよい。また、測定ポイントを増加させることにより、複数の直線近似を行ってもよい。
【0065】
図12は、第2関係式作成行程を示すフローチャートである。第2関係式作成工程は、この図12に示す工程で実行される。
【0066】
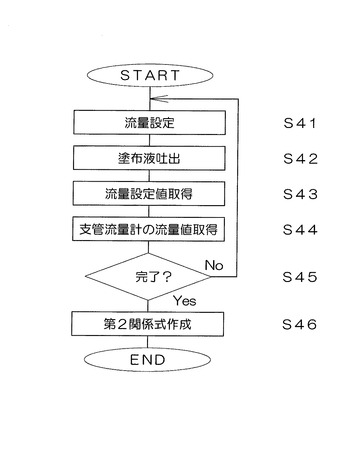
すなわち、最初に、塗布液の流量を設定する(ステップS41)。この場合には、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、予め設定された目標値となるように、その支管の流量制御バルブ44が調節される。そして、制御部60の指令により、選択された支管の開閉バルブ46が開放される。このときには、選択された支管以外の支管の開閉バルブ46は閉止されている。
【0067】
この状態で、塗布液貯留部41から、基準流量計42、マニホールド43、選択された支管の流量制御バルブ44、支管流量計45、開閉バルブ46を介してノズル23に塗布液を送り、ノズル23より塗布液を吐出させる(ステップS42)。そして、このときの流量制御バルブ44の流量設定値を取得するとともに(ステップS43)、そのときの支管流量計45が示す流量値を取得する(ステップS44)。これらの取得された流量制御バルブ44の流量設定値および支管流量計45が示す流量値は、制御部60に送信される。
【0068】
そして、必要な処理が終了するまで(ステップS45)、再度、塗布液の流量を設定する(ステップS41)。すなわち、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、先の塗布液吐出工程(ステップS42)における流量値とは異なる流量値となるように、その支管の流量制御バルブ44が調節される。そして、上述した塗布液吐出工程(ステップS42)、流量設定値取得工程(ステップS43)、実流量値取得工程(ステップS44)が繰り返し実行される。
【0069】
すなわち、流量制御バルブ44の流量設定値とそのときの支管流量計45が示す流量値との間の関係は、実際にガラス基板100に塗布液を塗布するときの塗布液の流量値に近い複数ポイント(例えば、3〜5ポイント)で求められる。例えば、流量の目標値を100とした場合に、その80%、90%、110%、120%など、目標値の近傍の流量値に対して、同様の動作が実行される。このため、上述した流量設定工程(ステップS41)、塗布液吐出工程(ステップS42)、流量設定値取得工程(ステップS43)および支管流量計45の流量値取得工程(ステップS44)は、複数回繰り返される。
【0070】
なお、この場合においても、3〜5ポイントよりもさらに多数のポイントで、流量制御バルブ44の流量設定値とそのときの支管流量計45が示す流量値との間の関係を求めてもよい。この場合にも、上述したような80%〜120%の範囲だけではなく、50%〜200%等、必要とされる流量レンジによって、適宜選択すればよい。
【0071】
必要な流量制御バルブ44の流量設定値および支管流量計45が示す流量値が取得された場合には(ステップS45)、塗布液が供給されている支管の流量制御バルブ44の流量設定値とその支管に配設された支管流量計45が示す流量値との関係を示す第2関係式を作成する(ステップS46)。
【0072】
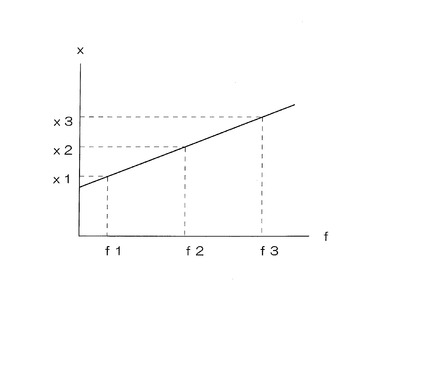
図13は、流量制御バルブ44の流量設定値xと支管流量計45が示す流量値fとの関係を示すグラフである。
【0073】
図13に示すグラフにおいては、流量制御バルブ44の流量設定値xと支管流量計45が示す流量値fとの関係が三点プロットされ、これらの三点を通る近似曲線(この実施形態においては直線)が、塗布液が供給されている支管の流量制御バルブ44の流量設定値xと塗布液が供給されている支管の支管流量計45が示す流量値fとの間の関係を示す第2関係式として求められている。この第2関係式も、例えば、最小二乗法を利用して導かれる。この第2関係式は、CおよびDを係数としたときに、下記の式(2)で示される。
【0074】
x=Cf+D ・・・ (2)
この第2関係式も、上述したような1次式に限定されるものではない。塗布液が供給されている支管の流量設定値と塗布液が供給されている支管の支管流量計が示す流量値との関係を曲線で近似するようにしてもよい。また、測定ポイントを増加させることにより、複数の直線近似を行ってもよい。
【0075】
なお、上述した実施形態においては、説明の便宜上、第2関係式作成工程(ステップS2)において、第1関係式作成工程(ステップS3)における流量設定工程(ステップS31)および塗布液吐出工程(ステップS32)と同様の流量設定工程(ステップS41)および塗布液吐出工程(ステップS42)を実行することとしている。しかしながら、これらの工程を一度に完了させてもよい。すなわち、第1関係式作成工程(ステップS3)における流量設定工程(ステップS31)および塗布液吐出工程(ステップS32)を実行した後に、基準流量計42の流量値取得工程(ステップS33)、支管流量計45の流量値取得工程(ステップS34)および流量制御バルブ44の流量設定値取得工程(ステップS43)を並行して実行するようにしてもよい。
【0076】
再度、図7を参照して、以上の工程により第1関係式と第2関係式とが求められれば、次に異なる支管を選択して(ステップS2)、第1関係式作成工程(ステップS3)および第2関係式作成工程(ステップS4)を行う支管変更工程を実行する(ステップS5)。
【0077】
そして、以上の工程により、全ての支管について第1関係式と第2関係式とが求められれば(ステップS5)、流量制御バルブ44の調節工程を実行する(ステップS6)。この場合には、上述した式(1)のfを式(2)に代入することにより、下記の式(3)を得る。
【0078】
x=(C/A)*(F−B)+D ・・・ (3)
この式(3)に基づいて流量制御バルブ44の調節を実行した後、ガラス基板100に対する塗布液の塗布を実行する(ステップS7)。このときには、先の基準流量計校正工程(ステップS1)において基準流量計42の校正が完了しており、また、第2関係式作成工程(ステップS4)において流量制御バルブ44の流量設定値と支管流量計45が示す流量値との関係が補正されていることから、塗布液を正確な流量で吐出して塗布作業を実行することが可能となる。
【0079】
なお、上述した基準流量計42の校正工程(ステップS1)や、各支管毎の第1、第2関係式作成工程(ステップS2〜ステップS5)は、塗布液の塗布動作を行う毎に実行する必要はない。これらの工程は、例えば、塗布液の液種を変更した場合や、一定期間だけ塗布動作を行った場合等、必要な場合にのみ実行するようにすればよい。
【0080】
また、上述した実施形態においては、各支管毎の第1、第2関係式作成工程(ステップS2〜ステップS5)を実行するときに、流量制御バルブ40や基準流量計42を介して塗布液を各支管に供給しているが、塗布液の塗布工程において、塗布液を各支管に供給するための専用のバイパスラインを配設してもよい。
【符号の説明】
【0081】
10 基板保持部
11 基板移動機構
12 レール
13 基台
14 回転台
15 撮像部
16 試験塗布ステージ部
17 受液部
18 受液部
19 ノズルピッチ調整機構
20 塗布ヘッド
21 ヘッド移動機構
22 ガイド部
23 ノズル
24 塗布液供給部
25 エア供給源
31 スライダ
32 貫通孔
33 プーリ
34 同期ベルト
40 流量制御バルブ
41 塗布液貯留部
42 基準流量計
43 マニホールド
44 流量制御バルブ
45 支管流量計
46 開閉バルブ
51 開閉バルブ
52 校正部
53 容器
54 電子天秤
55 チャンバー
56 蓋体
57 金属製の細管
60 制御部
100 ガラス基板
【技術分野】
【0001】
この発明は、有機EL表示装置用ガラス基板、液晶表示装置用ガラス基板、PDP用ガラス基板、太陽電池用基板、電子ペーパー用基板あるいは半導体製造装置用マスク基板等の基板に塗布液を塗布する塗布液塗布方法および塗布装置に関する。
【背景技術】
【0002】
例えば、高分子有機EL(Electro Luminescence)材料を用いたアクティブマトリックス駆動方式の有機EL表示装置を製造するときには、ガラス基板に対して、TFT(Thin Film Transistor)回路の形成工程、陽極となるITO(Indium Tin Oxide)電極の形成工程、隔壁の形成工程、正孔輸送材料を含む流動性材料の塗布工程、加熱処理による正孔輸送層の形成工程、有機EL材料を含む流動性材料の塗布工程、加熱処理による有機EL層の形成工程、陰極の形成工程、および、絶縁膜の形成による封止工程が順次実行される。
【0003】
このような有機EL表示装置の製造時に、正孔輸送材料を含む流動性材料や有機EL材料を含む流動性材料等の塗布液を基板に塗布する塗布装置として、塗布液を連続的に吐出する複数のノズルを、基板に対して主走査方向および副走査方向に相対移動させることにより、基板上の塗布領域に塗布液をストライプ状に塗布する装置が知られている。
【0004】
ところで、このような塗布装置においては、塗布液の塗布量にムラがあった場合においては、これに伴って表示装置の表示ムラ等が発生することから、塗布液の塗布量を極めて正確に制御する必要がある。
【0005】
このため、特許文献1には、塗布液を供給する供給部と、塗布液を吐出する複数のノズルと、処理液供給部から本管を介して供給される塗布液をノズルに接続される複数の支管に分流する分岐部と、本管に配設されこの本管を流動する塗布液の流量を計測する基準流量計と、支管に各々配設されこれら各支管を流動する塗布液の流量を計測する複数の支管流量計と、支管に各々配設されこれらの各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、を備えた塗布装置において、実吐出流量と基準流量計の流量計測値との関係を示す関係式と、基準流量計の流量計測値と支管流量計の流量計測値との関係を示す関係式とを求め、これらの関係式を利用して流量制御バルブを制御するようにした塗布装置が開示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−45574号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述した特許文献1に記載の塗布装置は、各ノズルから吐出される塗布液の流量を容易に管理できる優れたものではあるが、以下の点で、未だ改良の余地がある。すなわち、上述した流量制御バルブは、製造時の個々の特性の誤差により、その流量設定値と実流量値には差異があり、この流量制御バルブの個体差により、流量制御時の流量設定値と実流量値との間に誤差が生ずることになる。このような誤差の発生は、塗布液の膜厚ムラの原因となり、これにより、表示装置の輝度ムラが生じ、その表示品質を低下させるという問題が生じている。
【0008】
この発明は上記課題を解決するためになされたものであり、塗布液の塗布量を正確に制御することが可能な塗布液塗布方法および塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
請求項1に記載の発明は、塗布液を貯留する塗布液貯留部と、前記塗布液を吐出する複数のノズルと、前記塗布液貯留部から本管を介して供給される塗布液を前記ノズルに接続される複数の支管に分流する分岐部と、前記本管に配設され当該本管を流動する塗布液の流量を計測する基準流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、基板に塗布液を塗布する塗布装置における塗布液塗布方法であって、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの前記本管に配設された基準流量計が示す流量値と、塗布液が供給されている支管に配設された支管流量計が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程と、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの、塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管を流れるに配設された支管流量計が示す流量値との関係を示す第2関係式を求める第2関係式作成工程と、前記第1関係式作成工程と前記第2関係式作成工程とを、複数の支管のうちの他の支管について順次実行する支管変更工程と、前記各支管に対して作成された前記第1関係式と前記第2関係式とに基づいて、前記各支管の流量制御バルブを制御して基板に塗布液を供給する塗布工程とを備えることを特徴とする。
【0010】
請求項2に記載の発明は、請求項1に記載の発明において、前記第1関係式作成工程においては、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す。
【0011】
請求項3に記載の発明は、請求項1または請求項2に記載の発明において、前記第2関係式作成工程においては、前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す。
【0012】
請求項4に記載の発明は、請求項1から請求項3のいずれか記載の発明において、前記第2関係式作成工程の前に、前記本管を通過した塗布液の重量とそのときの前記基準流量計が計測した流量値とに基づいて、前記基準流量計の校正を実行する校正工程を備える。
【0013】
請求項5に記載の発明は、基板に塗布液を塗布する塗布装置であって、前記塗布液を貯留する塗布液貯留部と、前記塗布液を吐出する複数のノズルと、前記塗布液貯留部から本管を介して供給される塗布液を、前記ノズルに接続される複数の支管に分流する分岐部と、前記本管に配設され、当該本管を流動する塗布液の流量を計測する基準流量計と、前記支管に各々配設され、当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、前記支管に各々配設され、当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、前記制御部は、前記本管へ供給された塗布液が、前記複数の支管から選択された単一の支管にのみに供給され他の支管への塗布液の供給が閉止された状態で計測された前記基準流量計が示す流量値と、前記塗布液が供給されている支管に設けられた支管流量計が示す流量値との関係を示す第1関係式と、前記塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管を流れるに配設された支管流量計が示す流量値との関係を示す第2関係式と、に基づいて前記流量制御バルブを制御する。
【0014】
請求項6に記載の発明は、請求項5に記載の発明において、前記分岐部から分岐する校正用支管と、前記校正用支管に配設された開閉弁と、前記本管に供給された塗布液が、前記校正用支管にのみに供給され他の支管への塗布液の供給が閉止された状態で、前記校正用支管から排出された塗布液を受ける容器と、前記容器およびそこに貯留された塗布液の重量を計測する電子天秤と、を備え、前記基準流量計の校正を実行する基準流量校正機構を備える。
【発明の効果】
【0015】
請求項1および請求項5に記載の発明によれば、支管流量計に個体差があった場合においても、塗布液の塗布量を極めて正確に制御することが可能となる。
【0016】
請求項2に記載の発明によれば、第1関係式をより正確なものとすることが可能となる。
【0017】
請求項3に記載の発明によれば、第2関係式をより正確なものとすることが可能となる。
【0018】
請求項4および請求項6に記載の発明によれば、基準流量計の校正を行うことにより、各支管から塗布される塗布液の流量を正確に制御することが可能となる。
【図面の簡単な説明】
【0019】
【図1】この発明に係る塗布装置の平面図である。
【図2】この発明に係る塗布装置の正面図である。
【図3】ヘッド移動機構21におけるスライダ31付近の断面図である。
【図4】この発明に係る塗布装置の主要な制御系を示すブロック図である。
【図5】塗布液供給部24の構成、および、塗布液供給部24と塗布ヘッド20における複数のノズル23との接続関係を示す模式図である。
【図6】校正部52の概要図である。
【図7】この発明に係る塗布液塗布方法の各工程を示すフローチャートである。
【図8】基準流量計42の校正行程を示すフローチャートである。
【図9】塗布液の重量測定動作を示す説明図である。
【図10】第1関係式作成行程を示すフローチャートである。
【図11】基準流量計42が示す流量値Fと支管流量計45が示す流量値fとの関係を示すグラフである。
【図12】第2関係式作成行程を示すフローチャートである。
【図13】流量制御バルブ44の流量設定値xと支管流量計45が示す流量値fとの関係を示すグラフである。
【発明を実施するための形態】
【0020】
以下、この発明の実施の形態を図面に基づいて説明する。図1はこの発明に係る塗布装置の平面図であり、図2はその正面図である。
【0021】
この塗布装置は、矩形状のガラス基板100に対して塗布液を塗布するためのものである。より詳細には、この塗布装置は、アクティブマトリックス駆動方式の有機EL(Electro Luminescence)表示装置用のガラス基板100に、揮発性の溶媒(本実施の形態では、芳香族の有機溶媒)、および、発光材料としての有機EL材料を含む塗布液を塗布するためのものである。
【0022】
この塗布装置は、ガラス基板100を移動させるための基板移動機構11を備える。この基板移動機構11は、図2に示すように、ガラス基板100をその裏面から保持する基板保持部10を有する。この基板保持部10は、一対のレール12に沿って移動する基台13と、この基台13上に配設された回転台14とにより支持されている。このため、この基板保持部10は、図1に示すY方向に、ガラス基板100の表面と平行に移動可能となっている。このY方向は、塗布ヘッド20の往復移動方向である主走査方向(図1におけるX方向)と直交する方向である。以下、このY方向を「副走査方向」とも呼称する。また、この基板保持部10は、鉛直方向(図1におけるZ方向)を向く軸を中心に、回転可能となっている。
【0023】
この基板保持部10は、ガラス基板100を下側から加熱するヒータをその内部に備える。このガラス基板100の表面には、それぞれがX方向に伸びる複数の塗布領域が、Y方向に、例えば100〜150μmのピッチにて配列形成されている。この塗布領域は、例えば、X方向に配置された隔壁などによって形成されている。
【0024】
また、この塗布装置は、ガラス基板100上に形成された、図示しないアライメントマークを撮像して検出するとともに、塗布ヘッド20による塗布軌跡を撮像するための左右一対の撮像部15を備える。この一対の撮像部15には、各々、CCDカメラが配設されている。また、この塗布装置は、塗布軌跡の試験的な塗布に使用される左右一対の試験塗布ステージ部16を備える。この塗布装置においては、試験塗布ステージ部16に試験的に塗布された塗布軌跡を利用して、塗布ヘッド20の送り制御を調整する構成が採用されている。
【0025】
基板保持部10に保持されたガラス基板100の表面に向けて塗布液を吐出する塗布ヘッド20は、ヘッド移動機構21により、ガイド部22に沿って、ガラス基板100表面に平行な主走査方向(図1におけるX方向)に往復移動される。この塗布ヘッド20には、同一種類の塗布液を連続的に吐出するための複数のノズル23が副走査方向に関して等間隔に配設されている。図1および図2では図示の都合上、5個のノズル23のみを図示しているが、ノズル23の個数はさらに多数となっている。
【0026】
塗布ヘッド20は、エア供給管および後述する複数の支管をひとまとめにした供給管群26を介して、塗布液供給部24およびエア供給源25と接続されている。塗布ヘッド20の往復移動方向(X方向)に関して基板保持部10の両側には、塗布ヘッド20におけるノズル23からの塗布液を受ける2つの受液部17、18が配設されている。また、塗布ヘッド20の往復移動方向(X方向)に関して一方の受液部18の側方には、上述した複数のノズル23の副走査方向のピッチを調整するためのノズルピッチ調整機構19が配設されている。
【0027】
図3は、ヘッド移動機構21におけるスライダ31付近の断面図である。
【0028】
図1に示すヘッド移動機構21におけるガイド部材22には、スライダ31が摺動可能に配設されている。このスライダ31には、ガイド部材22が貫通する貫通孔32が形成されている。このスライダ31には、図1に示すように、供給管群26に含まれるエア供給管を介して、エア供給源25から一定圧力のエアが供給される。このため、図3に示すように、貫通孔32の内周面とガイド部22の外周面との間にエアが噴出される。図3では、エアの噴出方向を符号A1を付す矢印にて示している。これにより、スライダ31がガイド部22に非接触状態にて係合しつつ、主走査方向に移動可能に支持される。
【0029】
図1を参照して、ガイド部22の両端部付近には、Z軸方向を向く軸を中心に回転可能な一対のプーリ33が配設されている。この一対のプーリ33には、無端状の同期ベルト34が巻回されている。スライダ31の一端は、この同期ベルト34に固定されている。一方、スライダ31の他端には、上述した塗布ヘッド20が固定されている。このため、図示しないモータの駆動により同期ベルト34を時計回りあるいは反時計回りに回転させることにより、塗布ヘッド20を(−X)方向または(+X)方向に往復移動させることができる。このとき、上述した気体の作用により、スライダ31をガイド部22に対して非接触状態で支持することができるので、塗布ヘッド20の往復移動を、高速かつ滑らかなものとすることが可能となる。
【0030】
この塗布装置においては、このヘッド移動機構21が、塗布ヘッド20を主走査方向に移動させる主走査方向移動機構となり、基板移動機構11が、基板保持部を副走査方向に移動させる副走査方向移動機構となる。この塗布装置においては、塗布ヘッド20の主走査方向への移動が完了する毎に、ガラス基板100を副走査方向に移動させることにより、ガラス基板100の表面の塗布領域に対して塗布液の塗布を実行する。なお、塗布ヘッド20の主走査時には、受液部17、18の近傍にて加速または減速が完了し、ガラス基板100の上方においては、塗布ヘッド20は、例えば、毎秒3〜5m程度の一定速度で移動する。
【0031】
以上のような構成を有する塗布装置において、塗布液の塗布を開始する場合においては、最初に、ガラス基板100が基板保持部10に保持される。そして、撮像部15によりガラス基板100に形成されたアライメントマークを検出し、その検出結果に基づいて基板保持部10が移動および回転し、ガラス基板100が図1において実線にて示す塗布開始位置に配置される。この状態において、塗布ヘッド20における複数のノズル23から塗布液の吐出が開始されるとともに、ヘッド移動機構21により塗布ヘッド20が主走査方向に移動される。
【0032】
そして、複数のノズル23のそれぞれからガラス基板100の表面に向けて塗布液が一定の流量にて連続的に吐出されるとともに、塗布ヘッド20が主走査方向に連続的に一定の速度にて移動し、ガラス基板100の塗布領域の複数の線状領域に塗布液がストライプ状に塗布される。
【0033】
このようにして、塗布ヘッド20が図1および図2中に二点鎖線にて示す受液部18と対向する待機位置まで移動することにより、塗布液によるストライプ状のパターンが形成される。塗布ヘッド20が待機位置まで移動すると、基板移動機構11が駆動され、ガラス基板100が基板保持部10と共に副走査方向に移動する。このとき、塗布ヘッド20では、複数のノズル23から受液部18に向けて塗布液が連続的に吐出されている。
【0034】
以上のような動作を必要な塗布動作が完了するまで継続する。そして、ガラス基板100が塗布終了位置まで移動すると、複数のノズル23からの塗布液の吐出が停止され、塗布装置によるガラス基板100に対する塗布液の塗布動作が終了する。塗布が終了したガラス基板100は、他の塗布装置等に搬送され、この塗布装置により塗布された塗布液以外の他の2色の塗布液が塗布される。そして、ガラス基板100に対して所定の塗布工程が行われた後、他の部品と組み合わされて有機EL表示装置が製造される。
【0035】
図4は、この発明に係る塗布装置の主要な制御系を示すブロック図である。
【0036】
この塗布装置は、装置全体を制御する制御部60を備える。この制御部60は、上述した基板移動機構11、回転台14およびヘッド移動機構21と接続されている。また、この制御部60は、塗布液供給部24における流量制御バルブ40、基準流量計42、流量制御バルブ44、支管流量計45、開閉バルブ46、開閉バルブ51および校正部52と接続されている。また、図示は省略しているが、この制御部60は、後述する各種の動作を実行するためのRAMやROM等から構成される記憶部や、CPU等から構成される演算部を備える。この制御部60としては、一般的なパーソナルコンピュータを利用してもよく、また、プリント基板等によりこの制御部を構成してもよい。なお、基準流量計42、流量制御バルブ44、支管流量計45、開閉バルブ46、開閉バルブ51および校正部52等の構成については、後程説明する。
【0037】
次に、この発明の特徴部分である塗布液の供給機構の構成について説明する。図5は、塗布液供給部24の構成、および、塗布液供給部24と塗布ヘッド20における複数のノズル23との接続関係を示す模式図である。
【0038】
この発明に係る塗布装置における塗布液供給部24は、流量制御バルブ40と、塗布液貯留部41と、基準流量計42と、分岐部としてのマニホールド43と、複数個の流量制御バルブ44a、44b、44c・・・44nと、複数の支管流量計45a、45b、45c・・・45nと、複数の開閉バルブ46a、46b、46c・・・46nと、開閉バルブ51と、後述する校正部52とを備える。各開閉バルブ46a、46b、46c・・・46nは、塗布ヘッド20における複数のノズル23a、23b、23c・・・23nと、各々接続されている。
【0039】
なお、この明細書においては、必要に応じ、複数個の流量制御バルブ44a、44b、44c・・・44nを総称して流量制御バルブ44と、複数の支管流量計45a、45b、45c・・・45nを総称して支管流量計45と、複数の開閉バルブ46a、46b、46c・・・46nを総称して開閉バルブ46と、複数のノズル23a、23b、23c・・・23nを総称してノズル23と表現する。
【0040】
また、この明細書においては、塗布液貯留部41から流量制御バルブ40および基準流量計42を介してマニホールド43に至る、分岐前の管路を、本管と呼称する。また、この明細書においては、マニホールド43から各流量制御バルブ44a、44b、44c・・・44n、各支管流量計45a、45b、45c・・・45n、各開閉バルブ46a、46b、46c・・・46nを介して各ノズル23a、23b、23c・・・23nに至る、分岐後の管路を、支管と呼称する。この塗布装置には、a〜nに相当する複数の支管が存在することになる。さらに、この明細書においては、マニホールド43から開閉バルブ51を介して校正部52に至る管路を、校正用支管と呼称する。
【0041】
塗布液貯留部41は、塗布液を貯留した可撓性の袋状容器を気密チャンバー内に収納した構成を有し、気密チャンバー内に加圧空気を供給することにより塗布液を流量制御バルブ40、基準流量計42およびマニホールド43等に向けて圧送する構成を有する。また、基準流量計42は、塗布液貯留部41から吐出されマニホールド43に流入する塗布液の流量を計測する構成を有する。この基準流量計42は、塗布液の流路に設けられた、ヒータと温度センサを利用して塗布液の流量を測定する熱式の流量計が使用される。この基準流量計42による流量の測定値は、図4に示す制御部60に送信される。
【0042】
各流量制御バルブ44は、図4に示す制御部60からの指令を受け、各支管を流動する塗布液の流量を調節する。また、各支管流量計45は、各支管を流動する塗布液の流量を計測する。この支管流量計45としては、基準流量計42と同様、ヒータと温度センサを利用して塗布液の流量を測定する熱式の流量計が使用される。この支管流量計45による流量の測定値は、図4に示す制御部60に送信される。これらの流量制御バルブ44および支管流量計45は、マスフローコントローラを構成する。さらに、各開閉バルブ46は、図4に示す制御部60からの指令を受け、各支管の流路を開放あるいは閉鎖する。同様に、開閉バルブ51は、図4に示す制御部60からの指令を受け、マニホールド43から校正部52に至る校正用支管の流路を開放あるいは閉鎖する。
【0043】
図6は、上述した校正部52の概要図である。
【0044】
この校正部52は、塗布液が予め貯留された容器53を備える。この容器53は、塗布装置の支持部59上に配置された電子天秤54上に載置されている。この電子天秤54および容器53は、チャンバー55内に収納されている。容器53の上部には、蓋体56が配置されている。この蓋体56は、連結部材58を介してチャンバー55と連結されており、容器53の上端からわずかな距離だけ離隔した位置に配置される。図5に示す開閉バルブ51から校正部52に至る校正用支管の先端部は、金属製の細管57と連結されている。この金属製の細管57は、図6に示すように、チャンバー55および蓋体56を貫通して、容器53内に浸入している。そして、この細管57の先端部は、容器53に貯留された塗布液中に浸漬している。なお、この図において符号Lは、後述する校正動作を行う前の容器53に貯留された塗布液の液面を示し、符号Hは、容器53内に限界まで塗布液が貯留されたときの塗布液の液面を示している。電子天秤54は、容器53およびそこに貯留された塗布液の重量を計測する。
【0045】
次に、以上のような構成を有する塗布装置による塗布液の塗布動作について説明する。図7は、この発明に係る塗布液塗布方法の各工程を示すフローチャートである。
【0046】
最初に、基準流量計42の校正を行う(ステップS1)。
【0047】
図8は、基準流量計42の校正行程を示すフローチャートである。基準流量計42の校正は、この図8に示す工程で実行される。
【0048】
すなわち、最初に、図4に示す開閉バルブ51を開放する。このときには、塗布液貯留部41には所定圧力の加圧空気が供給されており、塗布液は流量制御バルブ40および基準流量計42を介してマニホールド43に向けて送液可能な状態となっている。また、各支管における開閉バルブ46は予め閉止されている。これにより、塗布液が塗布液貯留部41から、流量制御バルブ40基準流量計42、マニホールド43、開閉バルブ51を介して校正部52に向けて圧送される。そして、図6に示す校正部52において、圧送された塗布液が金属製の細管57から容器53内の塗布液中に吐出される(ステップS11)。
【0049】
そして、塗布液が容器53に吐出されるときの基準流量計42が示す流量値が取得される(ステップS12)。この流量値は、図4に示す制御部60に送信される。また、容器53内に吐出された塗布液の重量が、電子天秤54により測定される(ステップS13)。この吐出された塗布液の重量は、塗布液を吐出する前に電子天秤54により測定された容器53とそこに予め貯留された塗布液の重量の合計値と、塗布液を吐出した後に電子天秤54により測定された容器53とそこに貯留された塗布液の重量の合計値との差により測定される。測定された吐出された塗布液の重量は、校正部52から、図4に示す制御部60に送信される。
【0050】
図9は、このときの塗布液の重量測定動作を示す説明図である。
【0051】
この場合においては、吐出を開始してから吐出量が安定するまでの5秒程度の待機時間t0が経過した後、例えば1秒程度の単位時間dt毎の重量の変化量dwを測定することにより、単位時間当たりに流れた塗布液の重量(dw/dt)を測定する。これを、例えば10回繰り返し、10秒の間に得られた10個のデータを平均することにより、単位時間当たりに流れた塗布液の重量のデータを得る。そして、このような動作を、流量制御バルブ40を調整することにより流量値を代えて、例えば3回〜5回程度の必要な回数だけ実行する(ステップS14)。ここで、図9におけるw0は、容器53とそこに最初に貯留された塗布液との重量の合計値である初期重量を示している。
【0052】
なお、単位時間dtを上述したように1秒程度とするかわりに、5秒程度とし、50秒間に10個のデータを得るようにしてもよい。この場合には、電子天秤54の応答性を加味してより正確な重量を測定することが可能となる。但し、重量測定に長い時間を要するとともに、消費する塗布液の量が増大する。また、上記の動作を塗布液の流量を変えて、3回〜5回よりもさらに多くの回数実行してもよい。この場合においても、測定精度は向上するが、測定時間と塗布液の消費量が増大する。
【0053】
次に、校正を実行する(ステップS15)。すなわち、図4に示す制御部60により、電子天秤54を利用して測定した単位時間当たりに流れた塗布液の重量と塗布液の比重とに基づいて、基準流量計42を通過した塗布液の実流量を演算する。そして、この実流量と基準流量計42が示す流量値とを比較する。しかる後、基準流量計42の示す流量値と実流量値とが一致するように、基準流量計42の調節を行う。これにより、基準流量計42が示す流量値を塗布液の実流量値に一致させることが可能となる。
【0054】
再度、図7を参照して、次に、複数の支管のうちの一つの支管が選択された上で(ステップS2)、塗布液をその一つの支管にのみ供給したときに基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程(ステップS3)と、塗布液をその一つの支管にのみ供給したときに塗布液が供給されている支管の流量制御バルブ44の流量設定値とその支管に配設された支管流量計45が示す流量値との関係を示す第2関係式を求める第2関係式作成工程(ステップS4)とが実行される。
【0055】
図10は、第1関係式作成行程を示すフローチャートである。第1関係式作成工程は、この図10に示す工程で実行される。
【0056】
すなわち、最初に、塗布液の流量を設定する(ステップS31)。この場合には、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、予め設定された目標値となるように、その支管の流量制御バルブ44が調節される。そして、制御部60の指令により、選択された支管の開閉バルブ46が開放される。このときには、選択された支管以外の支管の開閉バルブ46は閉止されている。
【0057】
この状態で、塗布液貯留部41から、基準流量計42、マニホールド43、選択された支管の流量制御バルブ44、支管流量計45、開閉バルブ46を介してノズル23に塗布液を送り、ノズル23より塗布液を吐出させる(ステップS32)。そして、このときの基準流量計42が計測した流量値を取得するとともに(ステップS33)、選択された支管の支管流量計45が計測した流量値を取得する(ステップS34)。これらの取得された流量値は、制御部60に送信される。
【0058】
そして、必要な処理が終了するまで(ステップS35)、再度、塗布液の流量を設定する(ステップS31)。すなわち、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、実際にガラス基板100に塗布液を塗布するときの塗布液の流量値に相当する値であり、かつ、先の塗布液吐出工程(ステップS32)における流量値とは異なる流量値となるように、その支管の流量制御バルブ44が調節される。そして、上述した塗布液吐出工程(ステップS32)、基準流量計の流量値取得工程(ステップS33)、支管流量計の流量値取得工程(ステップS34)が繰り返し実行される。
【0059】
すなわち、基準流量計42が示す流量値と支管流量計45が示す流量値との間の関係は、実際にガラス基板100に塗布液を塗布するときの塗布液の流量値に近い複数ポイント(例えば、3〜5ポイント)で求められる。例えば、流量の目標値を100とした場合に、その80%、90%、110%、120%など、目標値の近傍の流量値に対して、同様の動作が実行される。このため、上述した流量設定工程(ステップS31)、塗布液吐出工程(ステップS32)、基準流量計の流量値取得工程(ステップS33)および支管流量計の流量値取得工程(ステップS34)は、複数回繰り返される。
【0060】
なお、この場合においては、3〜5ポイントよりもさらに多数のポイントで、基準流量計42が示す流量値と支管流量計45が示す流量値との間の関係を求めてもよい。この場合には、上述したような80%〜120%の範囲だけではなく、50%〜200%等、必要とされる流量レンジによって、適宜選択すればよい。
【0061】
必要な流量値が取得された場合には(ステップS35)、基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との間の関係を示す第1関係式を作成する(ステップS36)。
【0062】
図11は、基準流量計42が示す流量値Fと支管流量計45が示す流量値fとの関係を示すグラフである。
【0063】
図11に示すグラフにおいては、基準流量計42が示す流量値Fと支管流量計45が示す流量値fとの関係が三点プロットされ、これらの三点を通る近似曲線(この実施形態においては直線)が、基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との間の関係を示す第1関係式として求められている。この第1関係式は、例えば、最小二乗法を利用して導かれる。この第1関係式は、AおよびBを係数としたときに、下記の式(1)で示される。
【0064】
F=A*f+B ・・・ (1)
なお、この第1関係式は、上述したような1次式に限定されるものではない。基準流量計42が示す流量値と塗布液が供給されている支管の支管流量計45が示す流量値との関係を曲線で近似するようにしてもよい。また、測定ポイントを増加させることにより、複数の直線近似を行ってもよい。
【0065】
図12は、第2関係式作成行程を示すフローチャートである。第2関係式作成工程は、この図12に示す工程で実行される。
【0066】
すなわち、最初に、塗布液の流量を設定する(ステップS41)。この場合には、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、予め設定された目標値となるように、その支管の流量制御バルブ44が調節される。そして、制御部60の指令により、選択された支管の開閉バルブ46が開放される。このときには、選択された支管以外の支管の開閉バルブ46は閉止されている。
【0067】
この状態で、塗布液貯留部41から、基準流量計42、マニホールド43、選択された支管の流量制御バルブ44、支管流量計45、開閉バルブ46を介してノズル23に塗布液を送り、ノズル23より塗布液を吐出させる(ステップS42)。そして、このときの流量制御バルブ44の流量設定値を取得するとともに(ステップS43)、そのときの支管流量計45が示す流量値を取得する(ステップS44)。これらの取得された流量制御バルブ44の流量設定値および支管流量計45が示す流量値は、制御部60に送信される。
【0068】
そして、必要な処理が終了するまで(ステップS45)、再度、塗布液の流量を設定する(ステップS41)。すなわち、制御部60の制御により、選択された支管の支管流量計45が示す流量値が、先の塗布液吐出工程(ステップS42)における流量値とは異なる流量値となるように、その支管の流量制御バルブ44が調節される。そして、上述した塗布液吐出工程(ステップS42)、流量設定値取得工程(ステップS43)、実流量値取得工程(ステップS44)が繰り返し実行される。
【0069】
すなわち、流量制御バルブ44の流量設定値とそのときの支管流量計45が示す流量値との間の関係は、実際にガラス基板100に塗布液を塗布するときの塗布液の流量値に近い複数ポイント(例えば、3〜5ポイント)で求められる。例えば、流量の目標値を100とした場合に、その80%、90%、110%、120%など、目標値の近傍の流量値に対して、同様の動作が実行される。このため、上述した流量設定工程(ステップS41)、塗布液吐出工程(ステップS42)、流量設定値取得工程(ステップS43)および支管流量計45の流量値取得工程(ステップS44)は、複数回繰り返される。
【0070】
なお、この場合においても、3〜5ポイントよりもさらに多数のポイントで、流量制御バルブ44の流量設定値とそのときの支管流量計45が示す流量値との間の関係を求めてもよい。この場合にも、上述したような80%〜120%の範囲だけではなく、50%〜200%等、必要とされる流量レンジによって、適宜選択すればよい。
【0071】
必要な流量制御バルブ44の流量設定値および支管流量計45が示す流量値が取得された場合には(ステップS45)、塗布液が供給されている支管の流量制御バルブ44の流量設定値とその支管に配設された支管流量計45が示す流量値との関係を示す第2関係式を作成する(ステップS46)。
【0072】
図13は、流量制御バルブ44の流量設定値xと支管流量計45が示す流量値fとの関係を示すグラフである。
【0073】
図13に示すグラフにおいては、流量制御バルブ44の流量設定値xと支管流量計45が示す流量値fとの関係が三点プロットされ、これらの三点を通る近似曲線(この実施形態においては直線)が、塗布液が供給されている支管の流量制御バルブ44の流量設定値xと塗布液が供給されている支管の支管流量計45が示す流量値fとの間の関係を示す第2関係式として求められている。この第2関係式も、例えば、最小二乗法を利用して導かれる。この第2関係式は、CおよびDを係数としたときに、下記の式(2)で示される。
【0074】
x=Cf+D ・・・ (2)
この第2関係式も、上述したような1次式に限定されるものではない。塗布液が供給されている支管の流量設定値と塗布液が供給されている支管の支管流量計が示す流量値との関係を曲線で近似するようにしてもよい。また、測定ポイントを増加させることにより、複数の直線近似を行ってもよい。
【0075】
なお、上述した実施形態においては、説明の便宜上、第2関係式作成工程(ステップS2)において、第1関係式作成工程(ステップS3)における流量設定工程(ステップS31)および塗布液吐出工程(ステップS32)と同様の流量設定工程(ステップS41)および塗布液吐出工程(ステップS42)を実行することとしている。しかしながら、これらの工程を一度に完了させてもよい。すなわち、第1関係式作成工程(ステップS3)における流量設定工程(ステップS31)および塗布液吐出工程(ステップS32)を実行した後に、基準流量計42の流量値取得工程(ステップS33)、支管流量計45の流量値取得工程(ステップS34)および流量制御バルブ44の流量設定値取得工程(ステップS43)を並行して実行するようにしてもよい。
【0076】
再度、図7を参照して、以上の工程により第1関係式と第2関係式とが求められれば、次に異なる支管を選択して(ステップS2)、第1関係式作成工程(ステップS3)および第2関係式作成工程(ステップS4)を行う支管変更工程を実行する(ステップS5)。
【0077】
そして、以上の工程により、全ての支管について第1関係式と第2関係式とが求められれば(ステップS5)、流量制御バルブ44の調節工程を実行する(ステップS6)。この場合には、上述した式(1)のfを式(2)に代入することにより、下記の式(3)を得る。
【0078】
x=(C/A)*(F−B)+D ・・・ (3)
この式(3)に基づいて流量制御バルブ44の調節を実行した後、ガラス基板100に対する塗布液の塗布を実行する(ステップS7)。このときには、先の基準流量計校正工程(ステップS1)において基準流量計42の校正が完了しており、また、第2関係式作成工程(ステップS4)において流量制御バルブ44の流量設定値と支管流量計45が示す流量値との関係が補正されていることから、塗布液を正確な流量で吐出して塗布作業を実行することが可能となる。
【0079】
なお、上述した基準流量計42の校正工程(ステップS1)や、各支管毎の第1、第2関係式作成工程(ステップS2〜ステップS5)は、塗布液の塗布動作を行う毎に実行する必要はない。これらの工程は、例えば、塗布液の液種を変更した場合や、一定期間だけ塗布動作を行った場合等、必要な場合にのみ実行するようにすればよい。
【0080】
また、上述した実施形態においては、各支管毎の第1、第2関係式作成工程(ステップS2〜ステップS5)を実行するときに、流量制御バルブ40や基準流量計42を介して塗布液を各支管に供給しているが、塗布液の塗布工程において、塗布液を各支管に供給するための専用のバイパスラインを配設してもよい。
【符号の説明】
【0081】
10 基板保持部
11 基板移動機構
12 レール
13 基台
14 回転台
15 撮像部
16 試験塗布ステージ部
17 受液部
18 受液部
19 ノズルピッチ調整機構
20 塗布ヘッド
21 ヘッド移動機構
22 ガイド部
23 ノズル
24 塗布液供給部
25 エア供給源
31 スライダ
32 貫通孔
33 プーリ
34 同期ベルト
40 流量制御バルブ
41 塗布液貯留部
42 基準流量計
43 マニホールド
44 流量制御バルブ
45 支管流量計
46 開閉バルブ
51 開閉バルブ
52 校正部
53 容器
54 電子天秤
55 チャンバー
56 蓋体
57 金属製の細管
60 制御部
100 ガラス基板
【特許請求の範囲】
【請求項1】
塗布液を貯留する塗布液貯留部と、前記塗布液を吐出する複数のノズルと、前記塗布液貯留部から本管を介して供給される塗布液を前記ノズルに接続される複数の支管に分流する分岐部と、前記本管に配設され当該本管を流動する塗布液の流量を計測する基準流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、基板に塗布液を塗布する塗布装置における塗布液塗布方法であって、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの前記本管に配設された基準流量計が示す流量値と、塗布液が供給されている支管に配設された支管流量計が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程と、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの、塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管に配設された支管流量計が示す流量値との関係を示す第2関係式を求める第2関係式作成工程と、
前記第1関係式作成工程と前記第2関係式作成工程とを、複数の支管のうちの他の支管について順次実行する支管変更工程と、
前記各支管に対して作成された前記第1関係式と前記第2関係式とに基づいて、前記各支管の流量制御バルブを制御して基板に塗布液を供給する塗布工程と、
を備えることを特徴とする塗布液塗布方法。
【請求項2】
請求項1に記載の塗布液塗布方法において、
前記第1関係式作成工程においては、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す塗布液塗布方法。
【請求項3】
請求項1または請求項2に記載の塗布液塗布方法において、
前記第2関係式作成工程においては、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す塗布液塗布方法。
【請求項4】
請求項1から請求項3のいずれか記載の塗布液塗布方法において、
前記第2関係式作成工程の前に、前記本管を通過した塗布液の重量とそのときの前記基準流量計が計測した流量値とに基づいて、前記基準流量計の校正を実行する校正工程を備える塗布液塗布方法。
【請求項5】
基板に塗布液を塗布する塗布装置であって、
前記塗布液を貯留する塗布液貯留部と、
前記塗布液を吐出する複数のノズルと、
前記塗布液貯留部から本管を介して供給される塗布液を、前記ノズルに接続される複数の支管に分流する分岐部と、
前記本管に配設され、当該本管を流動する塗布液の流量を計測する基準流量計と、
前記支管に各々配設され、当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、
前記支管に各々配設され、当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、
前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、
前記制御部は、前記本管へ供給された塗布液が、前記複数の支管から選択された単一の支管にのみに供給され他の支管への塗布液の供給が閉止された状態で計測された前記基準流量計が示す流量値と、前記塗布液が供給されている支管に設けられた支管流量計が示す流量値との関係を示す第1関係式と、前記塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管に配設された支管流量計が示す流量値との関係を示す第2関係式と、に基づいて前記流量制御バルブを制御する塗布装置。
【請求項6】
請求項5に記載の塗布装置において、
前記分岐部から分岐する校正用支管と、
前記校正用支管に配設された開閉弁と、
前記本管に供給された塗布液が、前記校正用支管にのみに供給され他の支管への塗布液の供給が閉止された状態で、前記校正用支管から排出された塗布液を受ける容器と、
前記容器およびそこに貯留された塗布液の重量を計測する電子天秤と、
を備え、
前記基準流量計の校正を実行する基準流量校正機構を備える塗布装置。
【請求項1】
塗布液を貯留する塗布液貯留部と、前記塗布液を吐出する複数のノズルと、前記塗布液貯留部から本管を介して供給される塗布液を前記ノズルに接続される複数の支管に分流する分岐部と、前記本管に配設され当該本管を流動する塗布液の流量を計測する基準流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、前記支管に各々配設され当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、基板に塗布液を塗布する塗布装置における塗布液塗布方法であって、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの前記本管に配設された基準流量計が示す流量値と、塗布液が供給されている支管に配設された支管流量計が示す流量値との間の関係を示す第1関係式を求める第1関係式作成工程と、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給したときの、塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管に配設された支管流量計が示す流量値との関係を示す第2関係式を求める第2関係式作成工程と、
前記第1関係式作成工程と前記第2関係式作成工程とを、複数の支管のうちの他の支管について順次実行する支管変更工程と、
前記各支管に対して作成された前記第1関係式と前記第2関係式とに基づいて、前記各支管の流量制御バルブを制御して基板に塗布液を供給する塗布工程と、
を備えることを特徴とする塗布液塗布方法。
【請求項2】
請求項1に記載の塗布液塗布方法において、
前記第1関係式作成工程においては、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す塗布液塗布方法。
【請求項3】
請求項1または請求項2に記載の塗布液塗布方法において、
前記第2関係式作成工程においては、
前記塗布液貯留部に貯留された塗布液を、前記本管を介して前記複数の支管のうちの一つの支管にのみ供給する動作を、前記流量制御バルブの開度を変更して複数回繰り返す塗布液塗布方法。
【請求項4】
請求項1から請求項3のいずれか記載の塗布液塗布方法において、
前記第2関係式作成工程の前に、前記本管を通過した塗布液の重量とそのときの前記基準流量計が計測した流量値とに基づいて、前記基準流量計の校正を実行する校正工程を備える塗布液塗布方法。
【請求項5】
基板に塗布液を塗布する塗布装置であって、
前記塗布液を貯留する塗布液貯留部と、
前記塗布液を吐出する複数のノズルと、
前記塗布液貯留部から本管を介して供給される塗布液を、前記ノズルに接続される複数の支管に分流する分岐部と、
前記本管に配設され、当該本管を流動する塗布液の流量を計測する基準流量計と、
前記支管に各々配設され、当該各支管を流動する塗布液の流量を計測する複数の支管流量計と、
前記支管に各々配設され、当該各支管を流動する塗布液の流量を調節する複数の流量制御バルブと、
前記各支管流量計が計測した流量値に基づいて、前記各流量制御バルブの動作を制御する制御部と、を備え、
前記制御部は、前記本管へ供給された塗布液が、前記複数の支管から選択された単一の支管にのみに供給され他の支管への塗布液の供給が閉止された状態で計測された前記基準流量計が示す流量値と、前記塗布液が供給されている支管に設けられた支管流量計が示す流量値との関係を示す第1関係式と、前記塗布液が供給されている支管に設けられた流量制御バルブの流量設定値と、当該支管に配設された支管流量計が示す流量値との関係を示す第2関係式と、に基づいて前記流量制御バルブを制御する塗布装置。
【請求項6】
請求項5に記載の塗布装置において、
前記分岐部から分岐する校正用支管と、
前記校正用支管に配設された開閉弁と、
前記本管に供給された塗布液が、前記校正用支管にのみに供給され他の支管への塗布液の供給が閉止された状態で、前記校正用支管から排出された塗布液を受ける容器と、
前記容器およびそこに貯留された塗布液の重量を計測する電子天秤と、
を備え、
前記基準流量計の校正を実行する基準流量校正機構を備える塗布装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−206020(P2012−206020A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−73770(P2011−73770)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000207551)大日本スクリーン製造株式会社 (2,640)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000207551)大日本スクリーン製造株式会社 (2,640)
【Fターム(参考)】
[ Back to top ]