
塗布物の製造方法及び塗布装置
【課題】スジ、ムラ等の塗布故障のない塗布膜を備える塗布物の製造方法及び塗布装置を提供することを課題とする。
【解決手段】マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドに対し、少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、式(1)(Q1−Q2)/S ≧ 3.0(mm/sec)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法とする。
【解決手段】マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドに対し、少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、式(1)(Q1−Q2)/S ≧ 3.0(mm/sec)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法とする。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、プラスチック、紙、金属箔等の走行する支持体に塗布液を塗布し、支持体上に塗布膜を形成する塗布物の製造方法及び塗布装置に関するものであり、特に長尺、広幅の支持体に、防眩性能、反射防止性能等の機能を発現する光学フィルム用途などの粒子を分散させた塗布液を塗布して形成される塗布物の製造方法及び塗布装置に関するものである。
【背景技術】
【0002】
従来より、支持体上に塗布液を塗布する装置として、ロールコーター、グラビアコーター、リバースロールコーター、ナイフコーター、ダイコーター等がある。この中でもダイヘッドを用いたダイコーターは塗布の直前まで塗布液が空気にさらされることがないため塗布液の変化が少ないこと、塗布膜の幅方向の膜厚均一性にすぐれていること、塗布面の平滑性にすぐれていること等の理由により近年その利用が増加している。
【0003】
ダイコーターにおける塗布液の供給方式としては、ダイヘッドのマニホールドの側面部から供給する方式と、マニホールドの中心部から供給する方式が代表的であるが、いずれの方法でもマニホールドの給液口から最も離れた部分では塗布液の流動が弱くなり、特に粒子を分散させた塗布液を使用する場合には分散成分が凝集や沈降したり組成成分が相分離したりすることで塗布膜にスジやムラなどの様々な塗布故障が発生することがある。このような故障を回避するためには、塗布液の分散性を安定させるために塗布液の組成や調液の方法を改良したり、マニホールド内での塗布液の滞留を抑制するためにマニホールドの断面積を小さくする等のマニホールド形状の改良などの方策が考案されている。また、給液ポンプによるマニホールドへの塗布液の給液量とマニホールドの給液口から最も離れた部分より連通する引抜系に設けた引抜ポンプによる引抜量の差分を塗布量として支持体へ塗布する方式なども検討されている。
【特許文献1】特許第2565413号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、塗布液の組成を変更する場合には形成される塗布膜の膜質が変化し所望の性能を得られなくなること、マニホールド形状を改良する場合には幅方向の塗布膜厚の分布が悪化することやダイヘッドの種々の塗布液への適応範囲が狭まることなどの課題があった。
【0005】
これまでに考案されている様々な方策は、マニホールド内部での塗布液の滞留を抑制しそれに伴う塗布故障を改善するという点では多少の効果が得られたが、製品品質の低下、設備導入による投資の増加、製造安定性の低下、作業性の低下などが課題であった。本発明の目的は、微粒子の分散された塗布液をダイコーターで塗布する際に、マニホールド内部で塗布液の滞留を抑えることでスジ、ムラ等の塗布故障のない塗布膜の形成を実現するとともに、所望の製品品質を維持して、設備導入による投資を抑制し、製造における安定性、作業性にも優れた塗布物の製造方法及び塗布装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために請求項1にかかる発明としては、走行する支持体上に連続的に塗布液を塗布することにより、支持体上に塗布膜を形成する塗布物の製造方法であって、塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドを用い、前記ダイヘッドのリップ先端をバックアップロールに支持されて連続的に走行する支持体に近接させ、少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、下記式(1)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法とした。
(式1) (Q1−Q2)/S ≧ 3.0(mm/sec)
【0007】
また、請求項2にかかる発明としては、前記マニホールドの排液口の外側の流路に、流量センサと流量調節バルブより構成される流量制御装置を備えることを特徴とする請求項1記載の塗布物の製造方法とした。
【0008】
また、請求項3にかかる発明としては、前記粒子がシリカ粒子であることを特徴とする請求項1または請求項2記載の塗布物の製造方法とした。
【0009】
また、請求項4にかかる発明としては、ダイヘッドと、支持体を走行させるためのバックアップロールとを備える塗布装置であって、該ダイヘッドが、塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されているマニホールドの反対側の側面部にマニホールドに供給された塗布液を排出するための排液口とを備え、且つ、前記ダイヘッドのリップ先端が支持体が走行するバックアップロールに近接して設置され、且つ、該ダイヘッドのマニホールドの排液口の外側の流路に流量センサと流量調節バルブより構成される流量制御装置とを備えることを特徴とする塗布装置とした。
【発明の効果】
【0010】
上記構成の塗布物の製造方法とすることにより、マニホールドの給液口と反対側から流量制御装置を使用して塗布液を排出しその排出量を適量に設定することで、マニホールド内における塗布液の滞留部が少なくなり、塗布液の凝集、沈降や相分離などの分散状態の悪化が起こり難くなり、スジやムラなどの塗布故障が発生しないように塗布することが出来、スジやムラなどの塗布故障のない塗布物を製造することができた。また、上記構成の塗布装置とすることにより、設備導入による投資を抑制し、製造における安定性、作業性にも優れた塗布装置とすることができた。
【発明を実施するための最良の形態】
【0011】
以下に本発明の好ましい実施形態を詳細に説明する。
【0012】
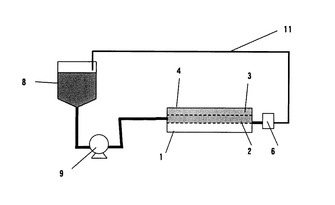
図1に本発明の塗布装置の構成図を示した。ダイヘッド1は、内部に塗布液を貯留するべく設けられたマニホールド2、マニホールドからリップ先端4に塗布液を押し出す通路となるスリット3に区分され、マニホールドは、断面が円形、楕円形、半円形もしくは略半円形であり、支持体5の幅方向に塗布幅と同一か略同一の長さで延長されている。
【0013】
そして、マニホールドの片側端部には給液口が設けられ配管によりポンプ9と繋がっている。そして、サービスタンク8からポンプ9により送られた塗布液は給液口を介してマニホールド内に送液される。そして、流量制御装置6はマニホールドの給液口と反対側の排液口から繋がる配管に接続される。流量制御装置6は±1.0%以下の精度で流量が自動制御されることが望ましい。流量制御装置6は、流量センサと流量調節バルブにより構成される。前記性能を備えた流量制御装置として、電子冷却素子と温度検出素子から構成された流量センサとピエゾアクチュエータバルブを比較制御回路により自動制御する装置などがある。
【0014】
マニホールド内に供給された塗布液の一部を、引抜ポンプを使用しマニホールド内部から引き抜く方法では定量性に優れたポンプを最低2台設ける必要があるために設備投資が嵩む、複数のポンプを脈動や気泡の発生無く連動させるための条件設定が難しい、設備の設置スペースが広く必要となり作業性の低下を引き起こすといった問題が発生する。本発明の流量制御装置を用いた製造方法にあっては、設備導入による投資を抑制し、製造における安定性、作業性にも優れた製造方法とすることができる。
【0015】
本発明にあっては、サービスタンク8内の塗布液が定量性に優れた給液ポンプ9で所定の塗布量分よりも過剰の流量Q1でマニホールド2の幅方向の片側端部の給液口よりダイヘッド1内に供給され、マニホールドのもう一方の端部にある排液口より繋がる配管に接続した流量制御装置6を通して過剰分の流量を排出しながら所定の塗布量分の流量Q2をスリット3から吐出して、バックアップロール10に支持されて連続的に走行する支持体5へダイヘッド1のリップ先端4を近接することで塗布は達成される。このとき、排液口から排液される流量はQ1−Q2となる。
【0016】
なお、流量制御装置6は戻り配管11でサービスタンク8へ繋げられており、塗布液は無駄にすることなく循環利用することが出来る。
【0017】
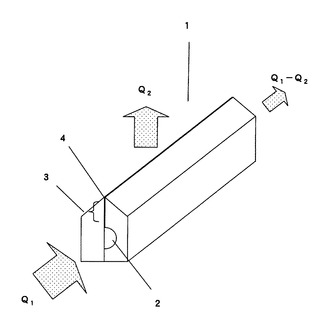
図2に、本発明のダイヘッドの模式図を示した。本発明のダイヘッドにあっては、塗布液を貯留するマニホールドと、塗布液を支持体の幅方向に渡って吐出するためのリップ先端、マニホールド2とリップ先端4までの塗布液の通路となるスリット3を備える。マニホールド2に対しては、側面部に給液口が設けられ、給液口が設けられたマニホールドの反対側の側面部に排液口を備える。なお、このとき、マニホールドの断面積はSとする。
【0018】
図2に塗布液の流れを矢印にて示してある。塗布液は、供給口を通じて流量Q1でマニホールド内に供給され、スリットから流量Q2で吐出され、さらに排液口から流量Q1−Q2で排出される。
【0019】
本発明にあっては、少なくとも粒子を2.5wt%以上含む塗布液を用い、ダイヘッドの給液口を通じて断面積がSであるマニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり且つ(Q1−Q2)/S ≧ 3.0(mm/sec)満たすように塗布液を排出することを特徴とする。
【0020】
少なくとも粒子を2.5wt%含む塗布液を用いる場合にあっては、排液口を持たないダイヘッドを用いて支持体上に塗布をおこなった場合、すなわち、マニホールド内に供給される塗布液の流量Q1とリップ先端から吐出される塗布液の流量Q2が等しい場合には、塗布液中の粒子の凝集、沈降や相分離はマニホールドにおける塗布液の滞留で発生しスジやムラ等の塗布故障を引き起こす。
【0021】
本発明にあっては、スジやムラ等の塗布故障を防ぐためにはマニホールド内で塗布液に一定値以上の流動を常に与えることが好適であることを見出した。そして、塗布液の凝集、沈降や相分離に起因するスジやムラ等の塗布故障は排液口から排出される塗布液の流量Q1−Q2を大きくするに従い改善する傾向を示し、(Q1−Q2)/Sを3.0mm/sec以上とすることで塗布故障が解消されることを見出した。(Q1−Q2)/Sが3.0mm/secに満たない場合、マニホールド内部において塗布液中の粒子の凝集、沈降や相分離が特に給液口と反対側で発生し、製造される塗布物にあってスジやムラ等の塗布故障が発生する。
【0022】
なお、(Q1−Q2)/Sの値は、大きいほどマニホールド内の塗布液に対して流動を与えられることから、大きいほうが好ましい。しかしながら、ポンプの送液能力等を考慮すると、(Q1−Q2)/Sは3.0mm/sec以上500mm/sec以下とすることができる。
【0023】
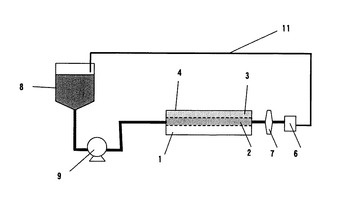
図3に、本発明の塗布装置の第2の実施形態の構成図を示した。ダイヘッド1と前記流量制御装置6の間に脈動減衰器7を設けてある。ダイヘッド1の排液口と前記流量制御装置6の間に脈動減衰器7を設けることにより、流量制御装置の制御応答に起因する塗布液の脈動を抑制し、支持体の幅方向に渡って発生する横段と呼ばれる塗布故障の発生を抑制する。
【0024】
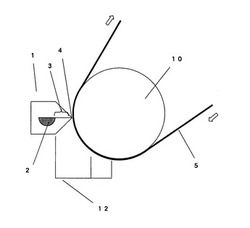
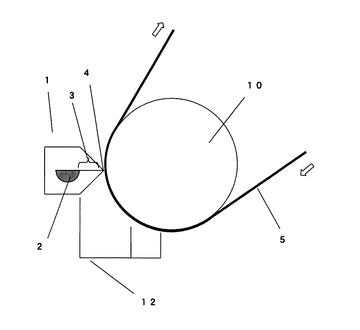
図4に、本発明の塗布装置の模式図を示した。本発明の塗布装置はダイヘッド1のリップ先端4が支持体5を走行するバックアップロール10に近接して設置される。塗布液の粘度、表面張力、塗布膜厚等の条件によっては、ダイヘッド1の上流側とバックアップロール10を覆う構造の減圧チャンバー12と呼ばれる準密閉空間を設置して減圧チャンバー内でビードを減圧することにより、生産速度等の塗布許容範囲の拡大が図られる。
【0025】
本発明に用いられる塗布液としては、粒子を少なくとも2.5wt%以上含む塗布液を用いる。塗布液中の粒子が2.5wt%に満たない場合、本発明の塗布物の製造方法における効果を得ることができなくなる。
【0026】
また、本発明における塗布液の粘度は、1mPa・s以上500mPa・s以下であることが好ましい。塗布液の粘度が1mPa・sに満たない場合、粒子の分散が崩れやすくなる傾向にある。また、塗布液の粘度が500mPa/sを超えるような場合、塗布ビードの形成が困難になる傾向にある。
【0027】
また、本発明における塗布液の表面張力は15mN/m以上45mN/m以下であることが好ましい、塗布液の表面張力が15mN/mに満たない場合、塗布ビードの形成が困難になる傾向にある。
【0028】
本発明の塗布物は、支持体上にバインダマトリックス中に粒子が分散してなる塗布膜を備える塗布物であり、塗布液は少なくとも粒子とバインダマトリックス形成材料と溶媒を含む。
【0029】
支持体としては、例えば、ポリエチレンレテフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリアミド(PA)、ポリカーボネート(PC)、ポリアクリル(PMMA)、ナイロン(Ny)、ポリエーテルサルフォン(PES)、ポリ塩化ビニル(PVC)、ポリプロピレン(PP)、トリアセチルセルロール(TAC)、ポリビニルアルコール(PVA)、エチレンビニルアルコール等のフィルムを用いることができる。
【0030】
このとき、粒子としては、アクリル粒子、アクリルスチレン粒子、ポリスチレン粒子、ポリカーボネート粒子、メラミン粒子、エポキシ粒子、ポリウレタン粒子、ナイロン粒子)、ポリエチレン粒子、ポリプロピレン粒子、シリコーン粒子、ポリテトラフルオロエチレン粒子、ポリフッ化ビニリデン粒子、ポリ塩化ビニル粒子、ポリ塩化ビニリデン粒子といった有機粒子や、シリカ粒子、アルミナ粒子、タルク、各種アルミノケイ酸塩、カオリンクレー、MgAlハイドロタルサイトなどの無機粒子から適宜選択される。
【0031】
中でも、本発明にあっては、粒子としてシリカ粒子を含む塗布液を用いる場合に、大きな効果を得ることができる。シリカ粒子は、塗布液中で凝集しやすい傾向にあり、製造される塗布物は塗布故障が発生しやすい。本発明の塗布物の製造方法を用いることにより、上記課題を解決することができる。なお、粒子の平均粒子径は0.1μm以上30μm以下の範囲内であることが好ましい。
【0032】
また、本発明に用いられるバインダマトリックス形成材料としては、電離放射線硬化型材料、金属アルコキシド等を用いることができる。電離放射線硬化型材料としては、多価アルコールのアクリル酸またはメタクリル酸エステルのような多官能性のアクリレート、ジイソシアネートと多価アルコール及びアクリル酸またはメタクリル酸のヒドロキシエステル等から合成されるような多官能のウレタンアクリレートを使用することができる。またこれらの他にも、電離放射線型材料として、アクリレート系の官能基を有するポリエーテル樹脂、ポリエステル樹脂、エポキシ樹脂、アルキッド樹脂、スピロアセタール樹脂、ポリブタジエン樹脂、ポリチオールポリエン樹脂等を使用することができる。また、金属アルコキシドとしては、テトラメトキシシランやテトラエトキシシラン等のケイ素アルコキシドを用いることができる。
【0033】
また、本発明の塗布液に用いられる溶媒としては、トルエン、キシレン、シクロヘキサン、シクロヘキシルベンゼンなどの芳香族炭化水素類、n−ヘキサンなどの炭化水素類、ジブチルエーテル、ジメトキシメタン、ジメトキシエタン、ジエトキシエタン、プロピレンオキシド、ジオキサン、ジオキソラン、トリオキサン、テトラヒドロフラン、アニソールおよびフェネトール等のエーテル類、また、メチルイソブチルケトン、メチルブチルケトン、アセトン、メチルエチルケトン、ジエチルケトン、ジプロピルケトン、ジイソブチルケトン、シクロペンタノン、シクロヘキサノン、メチルシクロヘキサノン、およびメチルシクロヘキサノン等のケトン類、また蟻酸エチル、蟻酸プロピル、蟻酸n−ペンチル、酢酸メチル、酢酸エチル、プロピオン酸メチル、プロピオン酸エチル、酢酸n−ペンチル、およびγ−プチロラクトン等のエステル類、さらには、メチルセロソルブ、セロソルブ、ブチルセロソルブ、セロソルブアセテート等のセロソルブ類、メタノール、エタノール、イソプロピルアルコール等のアルコール類、水等の中から塗工適正等を考慮して適宜選択される。また、添加剤として、表面調整剤、帯電防止剤、防汚剤、撥水剤、屈折率調整剤、密着性向上剤、硬化剤等を加えることもできる。
【0034】
なお、本発明においてはダイヘッドを用い、支持体上に塗布液からなる塗布膜を形成した後、必要に応じて、乾燥工程、加熱工程、紫外線や電子線等の電離放射線照射による硬化工程等が設けられ、塗布物は製造される。
【0035】
なお、本発明の塗布物としては、反射防止フィルム、防眩フィルム、光拡散フィルム、帯電防止フィルム等の光学フィルムを例示することができる。
【実施例】
【0036】
以下、実施例を示す。
【0037】
ダイヘッドとしてリップ先端幅が1300mmで、マニホールドは片側端部に給液口があり、その反対側の端部の排液口に繋がる配管に流量制御装置を配置し、ダイヘッドの上流側リップとバックアップロールを覆う位置に減圧チャンバーを設けた塗布装置を使用して、厚み75μm、幅1340mmのPETフィルム支持体へ、アクリル系紫外線硬化型材料に平均粒径が3μmのシリカ粒子を分散した防眩層形成用塗布液の塗布をおこなった。ダイヘッドよるPETフィルム支持体への塗布液の塗布後、乾燥、紫外線照射をおこなうことにより、PETフィルム支持体上に防眩層を形成し、防眩フィルムを作製した。
【0038】
(実施例1)
第一の実施例として、トルエンと酢酸エチルを溶媒として、アクリル系UV硬化型樹脂を47wt%、シリカ粒子を3wt%含有した防眩層形成用塗布液を用いた。また、マニホールドの断面積が195mm2のダイヘッドを使用して塗布をおこなった。塗布速度は40m/minとし、ポンプによる塗布液の供給量を変更し、マニホールドの給液口の反対側の排液口からの排出量を流量制御装置により調節して所望の塗布膜厚となるよう塗布をおこなった。塗布液の粘度は4mPa・s、表面張力は25mN/mである。得られた防眩フィルムの防眩層の膜厚は10μmであった。得られた防眩フィルムの塗布面である防眩層形成面を蛍光灯にかざすことにより、スジやムラ等の有無について目視での面状評価をおこなった。面状評価は、問題のない場合は丸印、製品として許容レベルの塗布故障は三角印、問題のある塗布故障はバツ印とした。以下に評価結果を(表1)に示す。なお、Q1−Q2が0のときは排液口を閉じて、排液口からの排出量を0にして塗布をおこなっている。
【0039】
【表1】

【0040】
(表1)の評価結果より、マニホールドの給液口の反対側の排液口から塗布液の排出をおこなわない場合、また、排液口からの塗布液の排出量が少ない場合には塗布膜のマニホールドの給液口と反対側に相対する位置にスジ状の塗布故障が発生した。そして、ポンプによる塗布液の供給量Q1を増加し、排液口からの排出量Q1−Q2を増加するに従い前記塗布故障は改善することが確認された。
【0041】
(実施例2)
第二の実施例としてマニホールドの断面積を500mm2と大きくしたダイヘッドを用い、その他については(実施例1)と同様にして、塗布、乾燥、紫外線照射をおこない、PETフィルム支持体上に防眩層を備える防眩フィルムの作製をおこなった。得られた防眩フィルムの面状評価結果を(表2)に示す。
【0042】
【表2】
【0043】
(表2)の評価結果より、マニホールドの断面積を大きくした場合にもマニホールドの給液口の反対側の排液口から塗布液の排出をおこなわない場合、また、排液口からの塗布液の排出量が少ない場合には塗布膜のマニホールドの給液口と反対側に相対する位置にスジ状の塗布故障が発生した。ポンプによる塗布液の供給量Q1を増加し、排液口からの排出量Q1−Q2を増加するに従い前記塗布故障は改善することが確認された。
【0044】
(実施例3)
第三の実施例として、防眩層形成用塗布液のシリカ粒子の割合5wt%に増量しアクリル系紫外線硬化型材料を45wt%とした。その他については(実施例1)と同様にして、塗布液の塗布、乾燥、紫外線照射をおこない、PETフィルム支持体上に防眩層を備える防眩フィルムの作製をおこなった。得られた防眩フィルムの面状評価結果を(表3)に示す。なお、このときの塗布液の粘度は4.5mPa・s、表面張力は25mN/mである。
【0045】
【表3】
【0046】
(表3)の評価結果より、シリカ粒子の割合を増量すると塗布故障が発生し易くなる傾向が確認された。しかし、シリカ粒子の割合を増量した場合にも、ポンプによる塗布液の供給量Q1を増加してマニホールドの給液口と反対側の排液口からの排出量Q1−Q2を増加することで塗布故障は解消することが確認された。
【0047】
(比較例)
比較例として、防眩層形成用塗布液のシリカ粒子の割合を2wt%に減量しアクリル系紫外線硬化型材料を48wt%とした。その他については(実施例1)と同様にして、塗布液の塗布、乾燥、紫外線照射をおこない、PETフィルム支持体上に防眩層を備える防眩フィルムの作製をおこなった。得られた防眩フィルムの面状評価結果を(表4)に示す。なお、このときの塗布液の粘度は3.7mPa・s、表面張力は25mN/mである。
【0048】
【表4】
【0049】
シリカ粒子の割合が2.5%未満である塗布液を用いた場合には、排液口から塗布液を排出しなかった場合においても塗布故障は確認されなかった。
【0050】
以上の結果より、粒子を分散させた塗布液のダイヘッドを用いた塗布において、マニホールドの給液口の反対側に塗布液の滞留に起因するスジ、ムラ等の塗布故障が発生する場合にも、ポンプによる塗布液の供給量を増加してマニホールドの給液口の反対側にある排出口により塗布液の排出を行うことで塗布故障が解消することが確認された。また、(Q1−Q2)/Sを3.0mm/secとすることで広範な条件で塗布故障が解消できることを確認した。
【図面の簡単な説明】
【0051】
【図1】図1は本発明の塗布装置の構成図である。
【図2】図2は本発明のダイヘッドの模式図である。
【図3】図3は本発明の塗布装置の第2の実施形態の構成図である。
【図4】図4は本発明の塗布装置の模式図である。
【符号の説明】
【0052】
1 ダイヘッド
2 マニホールド
3 スリット
4 リップ先端
5 支持体
6 流量制御装置
7 脈動減衰器
8 サービスタンク
9 ポンプ
10 バックアップロール
11 戻り配管
12 減圧チャンバー
【技術分野】
【0001】
この発明は、プラスチック、紙、金属箔等の走行する支持体に塗布液を塗布し、支持体上に塗布膜を形成する塗布物の製造方法及び塗布装置に関するものであり、特に長尺、広幅の支持体に、防眩性能、反射防止性能等の機能を発現する光学フィルム用途などの粒子を分散させた塗布液を塗布して形成される塗布物の製造方法及び塗布装置に関するものである。
【背景技術】
【0002】
従来より、支持体上に塗布液を塗布する装置として、ロールコーター、グラビアコーター、リバースロールコーター、ナイフコーター、ダイコーター等がある。この中でもダイヘッドを用いたダイコーターは塗布の直前まで塗布液が空気にさらされることがないため塗布液の変化が少ないこと、塗布膜の幅方向の膜厚均一性にすぐれていること、塗布面の平滑性にすぐれていること等の理由により近年その利用が増加している。
【0003】
ダイコーターにおける塗布液の供給方式としては、ダイヘッドのマニホールドの側面部から供給する方式と、マニホールドの中心部から供給する方式が代表的であるが、いずれの方法でもマニホールドの給液口から最も離れた部分では塗布液の流動が弱くなり、特に粒子を分散させた塗布液を使用する場合には分散成分が凝集や沈降したり組成成分が相分離したりすることで塗布膜にスジやムラなどの様々な塗布故障が発生することがある。このような故障を回避するためには、塗布液の分散性を安定させるために塗布液の組成や調液の方法を改良したり、マニホールド内での塗布液の滞留を抑制するためにマニホールドの断面積を小さくする等のマニホールド形状の改良などの方策が考案されている。また、給液ポンプによるマニホールドへの塗布液の給液量とマニホールドの給液口から最も離れた部分より連通する引抜系に設けた引抜ポンプによる引抜量の差分を塗布量として支持体へ塗布する方式なども検討されている。
【特許文献1】特許第2565413号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、塗布液の組成を変更する場合には形成される塗布膜の膜質が変化し所望の性能を得られなくなること、マニホールド形状を改良する場合には幅方向の塗布膜厚の分布が悪化することやダイヘッドの種々の塗布液への適応範囲が狭まることなどの課題があった。
【0005】
これまでに考案されている様々な方策は、マニホールド内部での塗布液の滞留を抑制しそれに伴う塗布故障を改善するという点では多少の効果が得られたが、製品品質の低下、設備導入による投資の増加、製造安定性の低下、作業性の低下などが課題であった。本発明の目的は、微粒子の分散された塗布液をダイコーターで塗布する際に、マニホールド内部で塗布液の滞留を抑えることでスジ、ムラ等の塗布故障のない塗布膜の形成を実現するとともに、所望の製品品質を維持して、設備導入による投資を抑制し、製造における安定性、作業性にも優れた塗布物の製造方法及び塗布装置を提供することにある。
【課題を解決するための手段】
【0006】
上記課題を解決するために請求項1にかかる発明としては、走行する支持体上に連続的に塗布液を塗布することにより、支持体上に塗布膜を形成する塗布物の製造方法であって、塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドを用い、前記ダイヘッドのリップ先端をバックアップロールに支持されて連続的に走行する支持体に近接させ、少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、下記式(1)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法とした。
(式1) (Q1−Q2)/S ≧ 3.0(mm/sec)
【0007】
また、請求項2にかかる発明としては、前記マニホールドの排液口の外側の流路に、流量センサと流量調節バルブより構成される流量制御装置を備えることを特徴とする請求項1記載の塗布物の製造方法とした。
【0008】
また、請求項3にかかる発明としては、前記粒子がシリカ粒子であることを特徴とする請求項1または請求項2記載の塗布物の製造方法とした。
【0009】
また、請求項4にかかる発明としては、ダイヘッドと、支持体を走行させるためのバックアップロールとを備える塗布装置であって、該ダイヘッドが、塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されているマニホールドの反対側の側面部にマニホールドに供給された塗布液を排出するための排液口とを備え、且つ、前記ダイヘッドのリップ先端が支持体が走行するバックアップロールに近接して設置され、且つ、該ダイヘッドのマニホールドの排液口の外側の流路に流量センサと流量調節バルブより構成される流量制御装置とを備えることを特徴とする塗布装置とした。
【発明の効果】
【0010】
上記構成の塗布物の製造方法とすることにより、マニホールドの給液口と反対側から流量制御装置を使用して塗布液を排出しその排出量を適量に設定することで、マニホールド内における塗布液の滞留部が少なくなり、塗布液の凝集、沈降や相分離などの分散状態の悪化が起こり難くなり、スジやムラなどの塗布故障が発生しないように塗布することが出来、スジやムラなどの塗布故障のない塗布物を製造することができた。また、上記構成の塗布装置とすることにより、設備導入による投資を抑制し、製造における安定性、作業性にも優れた塗布装置とすることができた。
【発明を実施するための最良の形態】
【0011】
以下に本発明の好ましい実施形態を詳細に説明する。
【0012】
図1に本発明の塗布装置の構成図を示した。ダイヘッド1は、内部に塗布液を貯留するべく設けられたマニホールド2、マニホールドからリップ先端4に塗布液を押し出す通路となるスリット3に区分され、マニホールドは、断面が円形、楕円形、半円形もしくは略半円形であり、支持体5の幅方向に塗布幅と同一か略同一の長さで延長されている。
【0013】
そして、マニホールドの片側端部には給液口が設けられ配管によりポンプ9と繋がっている。そして、サービスタンク8からポンプ9により送られた塗布液は給液口を介してマニホールド内に送液される。そして、流量制御装置6はマニホールドの給液口と反対側の排液口から繋がる配管に接続される。流量制御装置6は±1.0%以下の精度で流量が自動制御されることが望ましい。流量制御装置6は、流量センサと流量調節バルブにより構成される。前記性能を備えた流量制御装置として、電子冷却素子と温度検出素子から構成された流量センサとピエゾアクチュエータバルブを比較制御回路により自動制御する装置などがある。
【0014】
マニホールド内に供給された塗布液の一部を、引抜ポンプを使用しマニホールド内部から引き抜く方法では定量性に優れたポンプを最低2台設ける必要があるために設備投資が嵩む、複数のポンプを脈動や気泡の発生無く連動させるための条件設定が難しい、設備の設置スペースが広く必要となり作業性の低下を引き起こすといった問題が発生する。本発明の流量制御装置を用いた製造方法にあっては、設備導入による投資を抑制し、製造における安定性、作業性にも優れた製造方法とすることができる。
【0015】
本発明にあっては、サービスタンク8内の塗布液が定量性に優れた給液ポンプ9で所定の塗布量分よりも過剰の流量Q1でマニホールド2の幅方向の片側端部の給液口よりダイヘッド1内に供給され、マニホールドのもう一方の端部にある排液口より繋がる配管に接続した流量制御装置6を通して過剰分の流量を排出しながら所定の塗布量分の流量Q2をスリット3から吐出して、バックアップロール10に支持されて連続的に走行する支持体5へダイヘッド1のリップ先端4を近接することで塗布は達成される。このとき、排液口から排液される流量はQ1−Q2となる。
【0016】
なお、流量制御装置6は戻り配管11でサービスタンク8へ繋げられており、塗布液は無駄にすることなく循環利用することが出来る。
【0017】
図2に、本発明のダイヘッドの模式図を示した。本発明のダイヘッドにあっては、塗布液を貯留するマニホールドと、塗布液を支持体の幅方向に渡って吐出するためのリップ先端、マニホールド2とリップ先端4までの塗布液の通路となるスリット3を備える。マニホールド2に対しては、側面部に給液口が設けられ、給液口が設けられたマニホールドの反対側の側面部に排液口を備える。なお、このとき、マニホールドの断面積はSとする。
【0018】
図2に塗布液の流れを矢印にて示してある。塗布液は、供給口を通じて流量Q1でマニホールド内に供給され、スリットから流量Q2で吐出され、さらに排液口から流量Q1−Q2で排出される。
【0019】
本発明にあっては、少なくとも粒子を2.5wt%以上含む塗布液を用い、ダイヘッドの給液口を通じて断面積がSであるマニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり且つ(Q1−Q2)/S ≧ 3.0(mm/sec)満たすように塗布液を排出することを特徴とする。
【0020】
少なくとも粒子を2.5wt%含む塗布液を用いる場合にあっては、排液口を持たないダイヘッドを用いて支持体上に塗布をおこなった場合、すなわち、マニホールド内に供給される塗布液の流量Q1とリップ先端から吐出される塗布液の流量Q2が等しい場合には、塗布液中の粒子の凝集、沈降や相分離はマニホールドにおける塗布液の滞留で発生しスジやムラ等の塗布故障を引き起こす。
【0021】
本発明にあっては、スジやムラ等の塗布故障を防ぐためにはマニホールド内で塗布液に一定値以上の流動を常に与えることが好適であることを見出した。そして、塗布液の凝集、沈降や相分離に起因するスジやムラ等の塗布故障は排液口から排出される塗布液の流量Q1−Q2を大きくするに従い改善する傾向を示し、(Q1−Q2)/Sを3.0mm/sec以上とすることで塗布故障が解消されることを見出した。(Q1−Q2)/Sが3.0mm/secに満たない場合、マニホールド内部において塗布液中の粒子の凝集、沈降や相分離が特に給液口と反対側で発生し、製造される塗布物にあってスジやムラ等の塗布故障が発生する。
【0022】
なお、(Q1−Q2)/Sの値は、大きいほどマニホールド内の塗布液に対して流動を与えられることから、大きいほうが好ましい。しかしながら、ポンプの送液能力等を考慮すると、(Q1−Q2)/Sは3.0mm/sec以上500mm/sec以下とすることができる。
【0023】
図3に、本発明の塗布装置の第2の実施形態の構成図を示した。ダイヘッド1と前記流量制御装置6の間に脈動減衰器7を設けてある。ダイヘッド1の排液口と前記流量制御装置6の間に脈動減衰器7を設けることにより、流量制御装置の制御応答に起因する塗布液の脈動を抑制し、支持体の幅方向に渡って発生する横段と呼ばれる塗布故障の発生を抑制する。
【0024】
図4に、本発明の塗布装置の模式図を示した。本発明の塗布装置はダイヘッド1のリップ先端4が支持体5を走行するバックアップロール10に近接して設置される。塗布液の粘度、表面張力、塗布膜厚等の条件によっては、ダイヘッド1の上流側とバックアップロール10を覆う構造の減圧チャンバー12と呼ばれる準密閉空間を設置して減圧チャンバー内でビードを減圧することにより、生産速度等の塗布許容範囲の拡大が図られる。
【0025】
本発明に用いられる塗布液としては、粒子を少なくとも2.5wt%以上含む塗布液を用いる。塗布液中の粒子が2.5wt%に満たない場合、本発明の塗布物の製造方法における効果を得ることができなくなる。
【0026】
また、本発明における塗布液の粘度は、1mPa・s以上500mPa・s以下であることが好ましい。塗布液の粘度が1mPa・sに満たない場合、粒子の分散が崩れやすくなる傾向にある。また、塗布液の粘度が500mPa/sを超えるような場合、塗布ビードの形成が困難になる傾向にある。
【0027】
また、本発明における塗布液の表面張力は15mN/m以上45mN/m以下であることが好ましい、塗布液の表面張力が15mN/mに満たない場合、塗布ビードの形成が困難になる傾向にある。
【0028】
本発明の塗布物は、支持体上にバインダマトリックス中に粒子が分散してなる塗布膜を備える塗布物であり、塗布液は少なくとも粒子とバインダマトリックス形成材料と溶媒を含む。
【0029】
支持体としては、例えば、ポリエチレンレテフタレート(PET)、ポリエチレンナフタレート(PEN)、ポリアミド(PA)、ポリカーボネート(PC)、ポリアクリル(PMMA)、ナイロン(Ny)、ポリエーテルサルフォン(PES)、ポリ塩化ビニル(PVC)、ポリプロピレン(PP)、トリアセチルセルロール(TAC)、ポリビニルアルコール(PVA)、エチレンビニルアルコール等のフィルムを用いることができる。
【0030】
このとき、粒子としては、アクリル粒子、アクリルスチレン粒子、ポリスチレン粒子、ポリカーボネート粒子、メラミン粒子、エポキシ粒子、ポリウレタン粒子、ナイロン粒子)、ポリエチレン粒子、ポリプロピレン粒子、シリコーン粒子、ポリテトラフルオロエチレン粒子、ポリフッ化ビニリデン粒子、ポリ塩化ビニル粒子、ポリ塩化ビニリデン粒子といった有機粒子や、シリカ粒子、アルミナ粒子、タルク、各種アルミノケイ酸塩、カオリンクレー、MgAlハイドロタルサイトなどの無機粒子から適宜選択される。
【0031】
中でも、本発明にあっては、粒子としてシリカ粒子を含む塗布液を用いる場合に、大きな効果を得ることができる。シリカ粒子は、塗布液中で凝集しやすい傾向にあり、製造される塗布物は塗布故障が発生しやすい。本発明の塗布物の製造方法を用いることにより、上記課題を解決することができる。なお、粒子の平均粒子径は0.1μm以上30μm以下の範囲内であることが好ましい。
【0032】
また、本発明に用いられるバインダマトリックス形成材料としては、電離放射線硬化型材料、金属アルコキシド等を用いることができる。電離放射線硬化型材料としては、多価アルコールのアクリル酸またはメタクリル酸エステルのような多官能性のアクリレート、ジイソシアネートと多価アルコール及びアクリル酸またはメタクリル酸のヒドロキシエステル等から合成されるような多官能のウレタンアクリレートを使用することができる。またこれらの他にも、電離放射線型材料として、アクリレート系の官能基を有するポリエーテル樹脂、ポリエステル樹脂、エポキシ樹脂、アルキッド樹脂、スピロアセタール樹脂、ポリブタジエン樹脂、ポリチオールポリエン樹脂等を使用することができる。また、金属アルコキシドとしては、テトラメトキシシランやテトラエトキシシラン等のケイ素アルコキシドを用いることができる。
【0033】
また、本発明の塗布液に用いられる溶媒としては、トルエン、キシレン、シクロヘキサン、シクロヘキシルベンゼンなどの芳香族炭化水素類、n−ヘキサンなどの炭化水素類、ジブチルエーテル、ジメトキシメタン、ジメトキシエタン、ジエトキシエタン、プロピレンオキシド、ジオキサン、ジオキソラン、トリオキサン、テトラヒドロフラン、アニソールおよびフェネトール等のエーテル類、また、メチルイソブチルケトン、メチルブチルケトン、アセトン、メチルエチルケトン、ジエチルケトン、ジプロピルケトン、ジイソブチルケトン、シクロペンタノン、シクロヘキサノン、メチルシクロヘキサノン、およびメチルシクロヘキサノン等のケトン類、また蟻酸エチル、蟻酸プロピル、蟻酸n−ペンチル、酢酸メチル、酢酸エチル、プロピオン酸メチル、プロピオン酸エチル、酢酸n−ペンチル、およびγ−プチロラクトン等のエステル類、さらには、メチルセロソルブ、セロソルブ、ブチルセロソルブ、セロソルブアセテート等のセロソルブ類、メタノール、エタノール、イソプロピルアルコール等のアルコール類、水等の中から塗工適正等を考慮して適宜選択される。また、添加剤として、表面調整剤、帯電防止剤、防汚剤、撥水剤、屈折率調整剤、密着性向上剤、硬化剤等を加えることもできる。
【0034】
なお、本発明においてはダイヘッドを用い、支持体上に塗布液からなる塗布膜を形成した後、必要に応じて、乾燥工程、加熱工程、紫外線や電子線等の電離放射線照射による硬化工程等が設けられ、塗布物は製造される。
【0035】
なお、本発明の塗布物としては、反射防止フィルム、防眩フィルム、光拡散フィルム、帯電防止フィルム等の光学フィルムを例示することができる。
【実施例】
【0036】
以下、実施例を示す。
【0037】
ダイヘッドとしてリップ先端幅が1300mmで、マニホールドは片側端部に給液口があり、その反対側の端部の排液口に繋がる配管に流量制御装置を配置し、ダイヘッドの上流側リップとバックアップロールを覆う位置に減圧チャンバーを設けた塗布装置を使用して、厚み75μm、幅1340mmのPETフィルム支持体へ、アクリル系紫外線硬化型材料に平均粒径が3μmのシリカ粒子を分散した防眩層形成用塗布液の塗布をおこなった。ダイヘッドよるPETフィルム支持体への塗布液の塗布後、乾燥、紫外線照射をおこなうことにより、PETフィルム支持体上に防眩層を形成し、防眩フィルムを作製した。
【0038】
(実施例1)
第一の実施例として、トルエンと酢酸エチルを溶媒として、アクリル系UV硬化型樹脂を47wt%、シリカ粒子を3wt%含有した防眩層形成用塗布液を用いた。また、マニホールドの断面積が195mm2のダイヘッドを使用して塗布をおこなった。塗布速度は40m/minとし、ポンプによる塗布液の供給量を変更し、マニホールドの給液口の反対側の排液口からの排出量を流量制御装置により調節して所望の塗布膜厚となるよう塗布をおこなった。塗布液の粘度は4mPa・s、表面張力は25mN/mである。得られた防眩フィルムの防眩層の膜厚は10μmであった。得られた防眩フィルムの塗布面である防眩層形成面を蛍光灯にかざすことにより、スジやムラ等の有無について目視での面状評価をおこなった。面状評価は、問題のない場合は丸印、製品として許容レベルの塗布故障は三角印、問題のある塗布故障はバツ印とした。以下に評価結果を(表1)に示す。なお、Q1−Q2が0のときは排液口を閉じて、排液口からの排出量を0にして塗布をおこなっている。
【0039】
【表1】
【0040】
(表1)の評価結果より、マニホールドの給液口の反対側の排液口から塗布液の排出をおこなわない場合、また、排液口からの塗布液の排出量が少ない場合には塗布膜のマニホールドの給液口と反対側に相対する位置にスジ状の塗布故障が発生した。そして、ポンプによる塗布液の供給量Q1を増加し、排液口からの排出量Q1−Q2を増加するに従い前記塗布故障は改善することが確認された。
【0041】
(実施例2)
第二の実施例としてマニホールドの断面積を500mm2と大きくしたダイヘッドを用い、その他については(実施例1)と同様にして、塗布、乾燥、紫外線照射をおこない、PETフィルム支持体上に防眩層を備える防眩フィルムの作製をおこなった。得られた防眩フィルムの面状評価結果を(表2)に示す。
【0042】
【表2】
【0043】
(表2)の評価結果より、マニホールドの断面積を大きくした場合にもマニホールドの給液口の反対側の排液口から塗布液の排出をおこなわない場合、また、排液口からの塗布液の排出量が少ない場合には塗布膜のマニホールドの給液口と反対側に相対する位置にスジ状の塗布故障が発生した。ポンプによる塗布液の供給量Q1を増加し、排液口からの排出量Q1−Q2を増加するに従い前記塗布故障は改善することが確認された。
【0044】
(実施例3)
第三の実施例として、防眩層形成用塗布液のシリカ粒子の割合5wt%に増量しアクリル系紫外線硬化型材料を45wt%とした。その他については(実施例1)と同様にして、塗布液の塗布、乾燥、紫外線照射をおこない、PETフィルム支持体上に防眩層を備える防眩フィルムの作製をおこなった。得られた防眩フィルムの面状評価結果を(表3)に示す。なお、このときの塗布液の粘度は4.5mPa・s、表面張力は25mN/mである。
【0045】
【表3】
【0046】
(表3)の評価結果より、シリカ粒子の割合を増量すると塗布故障が発生し易くなる傾向が確認された。しかし、シリカ粒子の割合を増量した場合にも、ポンプによる塗布液の供給量Q1を増加してマニホールドの給液口と反対側の排液口からの排出量Q1−Q2を増加することで塗布故障は解消することが確認された。
【0047】
(比較例)
比較例として、防眩層形成用塗布液のシリカ粒子の割合を2wt%に減量しアクリル系紫外線硬化型材料を48wt%とした。その他については(実施例1)と同様にして、塗布液の塗布、乾燥、紫外線照射をおこない、PETフィルム支持体上に防眩層を備える防眩フィルムの作製をおこなった。得られた防眩フィルムの面状評価結果を(表4)に示す。なお、このときの塗布液の粘度は3.7mPa・s、表面張力は25mN/mである。
【0048】
【表4】
【0049】
シリカ粒子の割合が2.5%未満である塗布液を用いた場合には、排液口から塗布液を排出しなかった場合においても塗布故障は確認されなかった。
【0050】
以上の結果より、粒子を分散させた塗布液のダイヘッドを用いた塗布において、マニホールドの給液口の反対側に塗布液の滞留に起因するスジ、ムラ等の塗布故障が発生する場合にも、ポンプによる塗布液の供給量を増加してマニホールドの給液口の反対側にある排出口により塗布液の排出を行うことで塗布故障が解消することが確認された。また、(Q1−Q2)/Sを3.0mm/secとすることで広範な条件で塗布故障が解消できることを確認した。
【図面の簡単な説明】
【0051】
【図1】図1は本発明の塗布装置の構成図である。
【図2】図2は本発明のダイヘッドの模式図である。
【図3】図3は本発明の塗布装置の第2の実施形態の構成図である。
【図4】図4は本発明の塗布装置の模式図である。
【符号の説明】
【0052】
1 ダイヘッド
2 マニホールド
3 スリット
4 リップ先端
5 支持体
6 流量制御装置
7 脈動減衰器
8 サービスタンク
9 ポンプ
10 バックアップロール
11 戻り配管
12 減圧チャンバー
【特許請求の範囲】
【請求項1】
走行する支持体上に連続的に塗布液を塗布することにより、支持体上に塗布膜を形成する塗布物の製造方法であって、
塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドを用い、
前記ダイヘッドのリップ先端をバックアップロールに支持されて連続的に走行する支持体に近接させ、
少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、下記式(1)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法。
(式1) (Q1−Q2)/S ≧ 3.0(mm/sec)
【請求項2】
前記マニホールドの排液口の外側の流路に、流量センサと流量調節バルブより構成される流量制御装置を備えることを特徴とする請求項1記載の塗布物の製造方法。
【請求項3】
前記粒子がシリカ粒子であることを特徴とする請求項1または請求項2記載の塗布物の製造方法。
【請求項4】
ダイヘッドと、支持体を走行させるためのバックアップロールとを備える塗布装置であって、
該ダイヘッドが、塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されているマニホールドの反対側の側面部にマニホールドに供給された塗布液を排出するための排液口とを備え、且つ、
前記ダイヘッドのリップ先端が支持体が走行するバックアップロールに近接して設置され、且つ、
該ダイヘッドのマニホールドの排液口の外側の流路に流量センサと流量調節バルブより構成される流量制御装置とを備えることを特徴とする塗布装置。
【請求項1】
走行する支持体上に連続的に塗布液を塗布することにより、支持体上に塗布膜を形成する塗布物の製造方法であって、
塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されている前記マニホールドの反対側の側面部に前記マニホールドに供給された塗布液を排出するための排液口を備えるダイヘッドを用い、
前記ダイヘッドのリップ先端をバックアップロールに支持されて連続的に走行する支持体に近接させ、
少なくとも粒子を2.5wt%以上含む塗布液を用い、前記ダイヘッドの給液口を通じて断面積がSである前記マニホールド内に流量Q1で塗布液を供給し、前記リップ先端から流量Q2で塗布液を吐出し、さらに、前記排液口から流量Q1−Q2であり、且つ、下記式(1)を満たすように塗布液を排出することにより、支持体上に塗布液を連続的に塗布し塗布膜を形成することを特徴とする塗布物の製造方法。
(式1) (Q1−Q2)/S ≧ 3.0(mm/sec)
【請求項2】
前記マニホールドの排液口の外側の流路に、流量センサと流量調節バルブより構成される流量制御装置を備えることを特徴とする請求項1記載の塗布物の製造方法。
【請求項3】
前記粒子がシリカ粒子であることを特徴とする請求項1または請求項2記載の塗布物の製造方法。
【請求項4】
ダイヘッドと、支持体を走行させるためのバックアップロールとを備える塗布装置であって、
該ダイヘッドが、塗布幅方向に貫通し前記塗布液を貯留するマニホールドと、塗布液を支持体の幅方向にわたって吐出するためのリップ先端と、該マニホールドと該リップ先端までの塗布液の通路となるスリットとを備え、且つ、該マニホールドの側面部に前記マニホールドに塗布液を供給するための給液口と、前記給液口が形成されているマニホールドの反対側の側面部にマニホールドに供給された塗布液を排出するための排液口とを備え、且つ、
前記ダイヘッドのリップ先端が支持体が走行するバックアップロールに近接して設置され、且つ、
該ダイヘッドのマニホールドの排液口の外側の流路に流量センサと流量調節バルブより構成される流量制御装置とを備えることを特徴とする塗布装置。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2009−72689(P2009−72689A)
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願番号】特願2007−243696(P2007−243696)
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]