
塗布装置及び塗布方法
【課題】不良品の発生を抑制しつつ塗布作業の効率を高める。
【解決手段】シートWのX方向及びY方向それぞれに複数並んで形成されている画素部Gに対して塗布液を吐出するノズル9が、Y方向に並んで複数設けられている塗布ヘッド7と、シートWに対して塗布ヘッド7をX方向及びY方向に移動させる駆動装置12と、Y方向に並ぶ画素部Gに対してノズル9から塗布液を同時に吐出させる単位塗布動作を実行する制御を行う塗布動作制御部14と、画素部Gを撮像するカメラ5を有し画素部Gの座標を取得する座標取得部24と、取得した座標に基づいて、Y方向に並ぶ複数の画素部Gのうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算部15とを有している。
【解決手段】シートWのX方向及びY方向それぞれに複数並んで形成されている画素部Gに対して塗布液を吐出するノズル9が、Y方向に並んで複数設けられている塗布ヘッド7と、シートWに対して塗布ヘッド7をX方向及びY方向に移動させる駆動装置12と、Y方向に並ぶ画素部Gに対してノズル9から塗布液を同時に吐出させる単位塗布動作を実行する制御を行う塗布動作制御部14と、画素部Gを撮像するカメラ5を有し画素部Gの座標を取得する座標取得部24と、取得した座標に基づいて、Y方向に並ぶ複数の画素部Gのうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算部15とを有している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シートに形成されている複数の画素部(凹部)に対して、ノズルから塗布液を吐出して塗布する塗布装置、及びこの塗布装置によって行われる塗布方法に関する。
【背景技術】
【0002】
例えば液晶テレビのような画像表示機器にはカラーフィルタが用いられており、このカラーフィルタの製造方法としては、ガラス上に形成された複数の微細な画素部に対してインクの全面薄膜塗布を行い、フォトリソグラフィ技術を用い、必要部分を残して製造する方法が一般的である。さらに生産性を向上させた製造方法として、インクジェット塗布装置によるインクジェット法が提案されている(例えば、特許文献1参照)。
前記画像表示機器では、近年、軽量化、薄型化及び耐衝撃性の向上が要求されており、電子ペーパーやフレキシブル液晶ディスプレイ等においては、カラーフィルタを得るためのシートの材質として、ガラス以外のものが採用されている。例えば、電子ペーパーでは樹脂からなるシートがあり、このシート上にUV硬化樹脂が設けられ、これに画素部となる凹部を形成する処理が施される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−273868号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
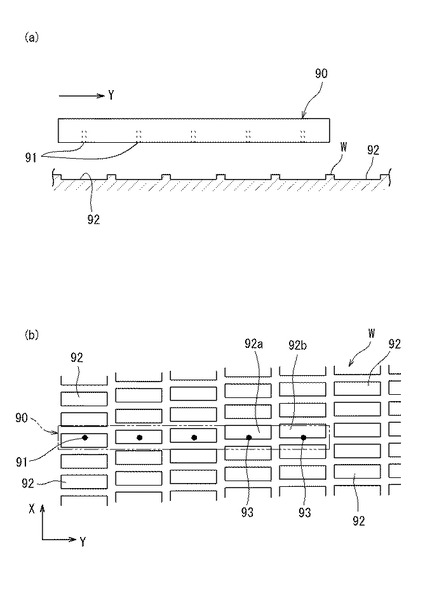
図6(a)は、インクジェット塗布装置が備えている塗布ヘッド90とシートWとを側方から見た概略説明図であり、図6(b)は、平面で見た概略説明図である。シートWには、その面上に広がって複数の微小な画素部92が形成されており、隣り合う画素部92間でのインクの混色等の不具合を防止するために、塗布ヘッド90に設けられているノズル91から画素部92それぞれに対して、適切な位置に塗布液を滴下させる必要がある。
【0005】
複数の画素部92は、設計的には、相互で直交するX方向及びY方向それぞれの直線上に並んで形成されるが、シートWが、樹脂のように熱や圧力の影響を受けやすい材質である場合、画素部92を形成する際の熱や圧力等によって、シートWが変形することがあり、この結果、図6(b)に示すように、複数の画素部92が、直線的に配置されずにゆがんで形成されてしまうことがある。
【0006】
これに対して、塗布ヘッド90には、ノズル91がY方向に複数並んで設けられており、また、インクジェット塗布装置は、塗布ヘッド90をX方向に1ストローク移動させる間に、Y方向に並ぶ複数の画素部92の列それぞれに対して前記複数のノズル91から塗布液を同時に吐出する動作を行う。
このため、図6(b)に示しているように、Y方向に並ぶ複数の画素部92それぞれの位置が、X方向にずれている場合、これら画素部92に対して、Y方向に並ぶ複数のノズル91から塗布液を同時に吐出すると、画素部92a,92bのように、塗布液93が画素部以外の領域に吐出されてしまうおそれがある。この場合、隣り合う画素部間で混色が発生し、製品にはできない不良品となってしまう。なお、このような不具合は、シートWが樹脂製である場合に限らず、変形し易い材質の場合も同様に発生する。
【0007】
そこで、本発明は、不良品の発生を抑制しつつ塗布作業の効率を高めることが可能となる塗布装置及び塗布方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の塗布装置は、シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドと、前記シートと前記塗布ヘッドとを相対的にX方向及びY方向に移動させる駆動装置と、Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を実行する制御を行う塗布動作制御部と、前記画素部を撮像する撮像手段を有し前記画素部の座標を取得する座標取得部と、前記座標取得部が取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算部とを有していることを特徴とする。
【0009】
そして、本発明の塗布方法は、シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドを備えた塗布装置によって実行され、Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を、前記塗布ヘッドと前記シートとを相対的にX方向に移動させる間に、Y方向に並ぶ画素部の各列に対して順に実行する塗布方法であって、前記画素部を撮像して前記画素部の座標を取得する座標取得ステップと、取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算ステップとを含み、前記演算ステップにおいて算出した前記画素部数に相当する複数の画素部に対して前記単位塗布動作を実行することを特徴とする。
【0010】
本発明の塗布装置及び塗布方法によれば、シートに変形が生じており画素部が設計値とおりY方向に沿って直線的に並んでいなくても、取得された画素部の座標に基づいて、画素部それぞれに対して正規の位置に塗布液の滴下が可能であり、しかも、Y方向に並ぶ複数の画素部のうち、このような滴下が可能となる画素部数を算出する。このため、できるだけ多くの画素部数を算出することにより、単位塗布動作によって多くの画素部に対して塗布液を正規の位置に滴下して塗布することができる。すなわち、正規の位置に塗布液の滴下を行って不良品の発生を抑制しつつ塗布作業の効率を高めることが可能となる。
【0011】
また、前記演算部は、前記座標取得部が取得した前記画素部の座標に基づいて、Y方向に並ぶ複数の画素部のうちの所定数の画素部群におけるX方向の変形量を求め、かつ、当該変形量が、単一の画素部において塗布液の滴下が許容される範囲のX方向に関する寸法未満となる条件を満たす、前記所定数の最大値を、前記画素部数として算出するのが好ましい。
この場合、例えば、Y方向に並ぶ「Ny」個の画素部によって画素部群が構成されるとした場合、この「Ny」を自然数「1」から順に増加させながら、これら画素部群におけるX方向の変形量を求め、この変形量が前記寸法未満となる条件を満たすか否かの判定を行い、この条件を満たす「Ny」の最大値を前記画素部数として算出することができる。
【0012】
また、前記塗布動作制御部は、前記駆動装置が前記塗布ヘッドと前記シートとをX方向に相対移動させる間に、前記単位塗布動作をY方向に並ぶ画素部の各列に対して実行する1ストローク動作を実行すると共に、当該1ストローク動作を終える毎に、前記駆動装置が前記塗布ヘッドと前記シートとを相対的にY方向に移行させて、次の前記1ストローク動作を実行する制御を行い、前記演算部は、前記1ストローク動作毎の前記画素部数を算出し、前記塗布動作制御部は、前記演算部が算出した前記画素部数を前記1ストローク動作毎に変更して、前記単位塗布動作を実行可能であるのが好ましい。
シートにおけるゆがみはその全体の中で均一ではないため、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数は、1ストローク動作毎で(つまり、Y方向の位置が異なる毎に)変化することがある。このため、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数の算出を、1ストローク動作毎に行い、前記画素部数を1ストローク動作毎に変更して単位塗布動作を実行するのが好ましく、演算部及び塗布動作制御部の前記構成によれば、このような動作を実現することが可能となる。
【発明の効果】
【0013】
本発明によれば、単位塗布動作によって多くの画素部に対して塗布液を正規の位置に滴下して塗布することができるので、不良品の発生を抑制しつつ塗布作業の効率を高めることが可能となる。
【図面の簡単な説明】
【0014】
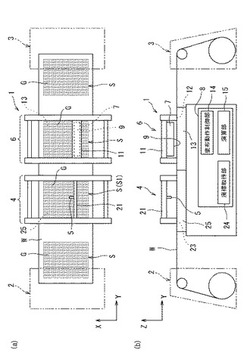
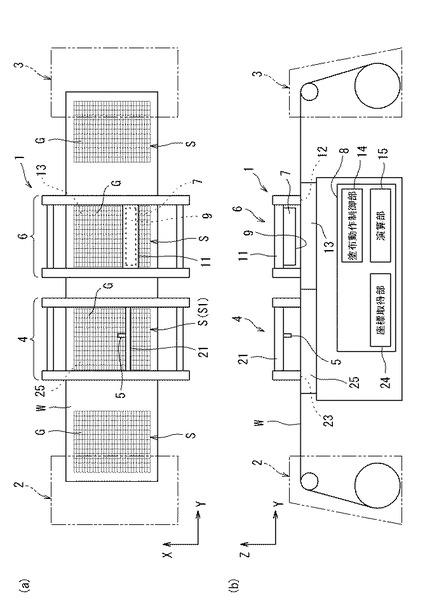
【図1】塗布装置の概略構成を説明する説明図であり、(a)は平面図、(b)は側面図である。
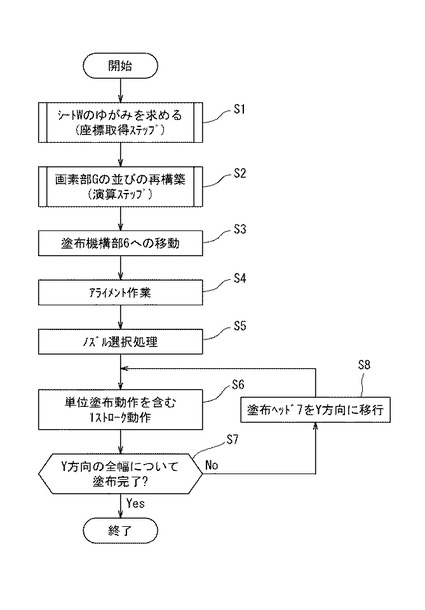
【図2】塗布方法を説明するフロー図である。
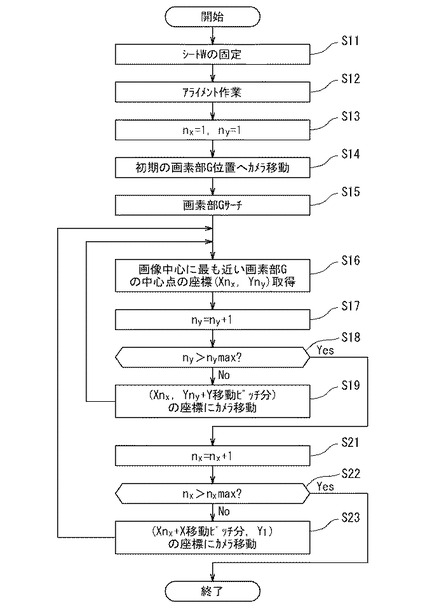
【図3】代表の画素部の座標を取得する処理を示すフロー図である。
【図4】(a)は画素形成領域を取り出して説明する説明図であり、(b)は画素形成領域のゆがみを示した説明図である。
【図5】(a)画素部及びその配置を再現したイメージの一部を示す説明図であり、(b)は、単一の画素部について説明する説明図である。
【図6】塗布ヘッドとシートとの説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を図面に基づいて説明する。
〔1. 塗布装置について〕
図1は、本発明の塗布装置の概略構成を説明する説明図である。この塗布装置1は、複数の画素部Gが形成されているシートWに対して塗布液を塗布するインクジェット塗布装置である。本実施形態のシートWは、帯状であり、送り出し装置2から繰り出され巻き取り装置3によって巻き取られる。そして、この巻き取り装置3により、シートWを所定のタイミングでY方向に所定寸法について移動させることが可能となる。
【0016】
塗布装置1は、送り出されたシートWの画素部Gの座標を取得するための撮像手段5を有する撮像機構部4と、シートWに対して塗布液(インク)の吐出を行う塗布ヘッド7を有する塗布機構部6とを備えており、これらはシートWの搬送方向(Y方向)に並んで設けられている。このため、後に説明するが撮像手段5によって画素部Gの撮像を行い画素部Gの座標を取得する処理と、実際の塗布作業とを時間的に並行して行うことができる。また、塗布装置1は、コンピュータプログラムを記憶する記憶装置等を有するコンピュータからなる制御装置8を備えている。また、塗布装置1(撮像機構部4及び塗布機構部6)では、水平面上のX方向の軸とY方向の軸とからなるXY座標系が定義されている。
【0017】
シートW上には、画素形成領域Sが所定のピッチで形成されており、各画素形成領域Sには、画素部GがX方向及びY方向それぞれに並んで複数形成されている。なお、図1では説明を容易とするために画素部Gを大きくして記載している。画素部Gは凹部からなり、この凹部に塗布液が塗布される。本実施形態では、シートWは樹脂製であり、また、帯状のシートWは画素形成領域S毎に裁断され、例えばカラーフィルタとなる。
【0018】
撮像機構部4は、シートWを固定及び固定解除可能なステージ25と、カメラガントリ21に搭載された撮像手段5と、撮像手段5をX方向及びY方向に移動させる撮像用の駆動装置23とを有している。撮像手段5は、例えばCCDカメラであり(以下、撮像手段5をカメラ5として説明する)、ステージ25に固定したシートWの画素部Gを撮像する。駆動装置23は、カメラガントリ21をX方向に移動させる機能と、カメラ5をカメラガントリ21に沿ってY方向に移動させる機能とを有し、例えばリニアガイド及びモータ等によって構成される。ステージ25は、エア吸引又は静電気によってシートWを固定することができる。
【0019】
撮像機構部4は、駆動装置23及びカメラ5と関連して機能する座標取得部24を備えており、この座標取得部24は、カメラ5が撮像した画像を処理する機能を有する他、駆動装置23によって移動したカメラ5のX方向及びY方向の位置(座標)を制御(管理)する。このため、後にも説明するが、カメラ5によって取得された画像に基づいて、座標取得部24は画素部Gの座標を取得することができる。なお、座標取得部24の機能は、前記制御装置8のコンピュータプログラムが実行されることで発揮される。
また、駆動装置23は、カメラ5又はカメラガントリ21をZ方向(高さ方向)の軸回りに回転させる機能を有している。座標取得部24は、駆動装置23によって、ステージ25に固定状態としたシートWのXY座標系と、カメラ5の移動のためのXY座標系とを一致させるアライメント作業を行うことができる。
【0020】
塗布機構部6は、シートWを固定及び固定解除可能なステージ13と、塗布ガントリ11に搭載された塗布ヘッド7と、塗布ヘッド7をX方向及びY方向に移動させる塗布用の駆動装置12とを有している。塗布ヘッド7には、複数の画素部Gそれぞれに対して塗布液を吐出するノズル9がY方向に複数並んで設けられている。駆動装置12は、塗布ガントリ11をX方向に移動させる機能と、塗布ヘッド7を塗布ガントリ11に沿ってY方向に移動させる機能とを有し、例えばリニアガイド及びモータ等によって構成される。本実施形態の駆動装置12は、シートWに対して塗布ヘッド7をX方向及びY方向に移動させることができる。ステージ13は、エア吸引又は静電気によってシートWを固定することができる。
また、駆動装置12は、塗布ヘッド7又は塗布ガントリ11をZ方向(高さ方向)の軸回りに回転させる機能を有し、制御装置8は、この駆動装置12によって、ステージ13に固定状態としたシートWのXY座標系と、塗布ヘッド7の移動のためのXY座標系とを一致させるアライメント作業を行うことができる。
なお、塗布器後部6においても、撮像機構部4と同様にカメラ(図示せず)が設置されていてもよく、この場合、当該カメラを用いてシートWのアライメント作業が行われる。
【0021】
塗布機構部6は、ステージ13に固定したシートWの画素部Gそれぞれに対して、塗布ヘッド7のノズル9から塗布液を吐出させて塗布する各種動作の制御を行う塗布動作制御部14を備えている。また、塗布動作制御部14は、各ノズル9のX方向及びY方向の位置(座標)を制御(管理)することができる。さらに、塗布機構部6は、後に説明するが、所定の条件を満たす画素部Gの数を算出する演算部15を備えている。これら塗布動作制御部14及び演算部15の機能は、前記制御装置8のコンピュータプログラムが実行されることで発揮される。
【0022】
塗布動作制御部14は、Y方向に並ぶ画素部Gに対してノズル9から塗布液を同時に吐出させる「単位塗布動作」を実行する制御を行うことができる。
なお、各画素形成領域Sには、Y方向に並ぶ複数の画素部Gの列が、X方向に複数列並んでいることから、さらに、塗布動作制御部14は、駆動装置12によって塗布ヘッド7をシートWに対してX方向に1ストローク移動させることができ、この1ストローク移動させる間に、ノズル9から塗布液を同時に吐出させる前記単位塗布動作を、X方向に向かって順番に実行する「1ストローク動作」を実行する制御を行うこともできる。
この1ストローク動作では、Y方向について全ての画素部Gではなく、一部の画素部Gに対して塗布を行う。そこで、塗布動作制御部14は、前記単位塗布動作をX方向に向かって各列に対して行う1ストローク動作を終える毎に、シートWに対して塗布ヘッド7をY方向に移行させて、次の1ストローク動作を実行する機能を有している。この機能により、画素形成領域Sのすべての画素部Gに塗布液を塗布することが可能となる。
【0023】
前記演算部15は、前記座標取得部24が取得した画素部Gの座標に基づいて、Y方向に並ぶ複数の画素部のうち、一度の前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数(本実施形態では最大値)を算出する機能を有している。この機能の具体例については、後に説明する。
【0024】
また、塗布ヘッド7にはY方向に並ぶ複数のノズル9が形成されているが、塗布動作制御部14は、これらノズル9のうち、前記単位塗布動作の際に塗布液を同時に吐出させるノズル9と、塗布液を吐出させないノズル9とを設定することができる。これを、以下、ノズル選択処理という。つまり、Y方向に並ぶノズル9からの塗布液の吐出は同時にしかできないが、塗布液を吐出させるノズルの選択が可能となる。例えば後に説明する図5(a)では、最も右端にあるノズル9以外のノズル9からは、塗布液を吐出させ、この最も右端にあるノズル9からの塗布液の吐出を停止させることができる。
【0025】
〔2. 塗布方法について〕
以上の構成を備えた塗布装置1によって実行される塗布方法を、図2に沿って、さらに他図を参照しながら説明する。なお、以下に説明する塗布方法において、特に主体を記載していない処理は、制御装置8が行う処理である。
撮像機構部4において、シートW(画素形成部S1)のゆがみを求める(図2のステップS1)。本実施形態では、シートWのゆがみを画素部Gの変形量として求める。なお、この変形量は、カメラ5が画素部Gを撮像し、これに基づいて座標取得部24が画素部Gの座標を取得した結果(座標取得ステップ)から得ることができる。
【0026】
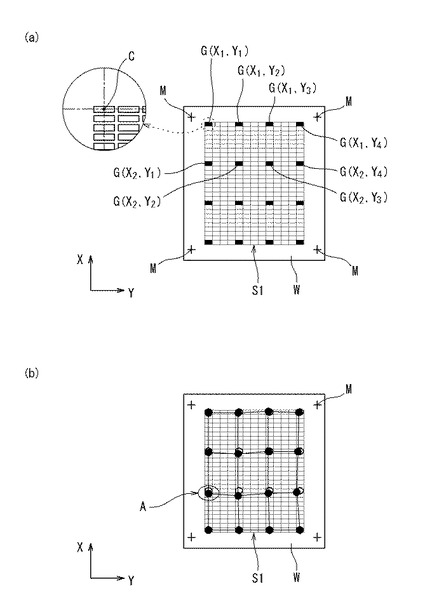
図3は、座標取得ステップの説明図であり、代表となる画素部Gの座標(Xnx,Yny)を取得する処理を示している。図4(a)は、シートWのうち、撮像機構部4に位置している画素形成領域S1を取り出して説明する説明図である。
画素形成領域S1がステージ25上で固定されると(図3のステップS11)、この画素形成領域S1の隅部に設けられているアライメントマークMをカメラ5が撮像し、座標取得部24は、この画素形成領域S1のXY座標系とカメラ5のXY座標系とを一致させる前記アライメント作業を行う(ステップS12)。そして、カメラ5により代表となる画素部Gの撮像及びその座標の取得を行う前に、その取得回数の初期化を行う(ステップS13)。
【0027】
駆動装置23は、最初に撮像の対象とする画素部Gへカメラ5を移動させる(ステップS14)。本実施形態では、図4(a)に示すように、左上の画素部G上へカメラ5が移動する。このカメラ5による画像には、対象とする画素部G以外の他の画素部Gも撮像されるが、座標取得部24は、カメラ5の画像のうち、画像中心に最も近い画素部Gの中心点CのXY座標(Xnx,Yny)を、当該画素部Gの座標として取得する(ステップS15,S16)。そして、次の対象とする画素部Gへカメラ5を移動させるために、座標取得部24は、Y方向についての取得回数nyをインクリメントする(ステップS17)。このY方向についての取得回数nyの上限値nymaxは予め設定されている。この上限値nymaxは、後に説明する「カメラ移動ピッチ」に基づいて決定されている。「カメラ移動ピッチ」の算出方法については後に説明する。
【0028】
そして、ステップS18では、座標取得部24によって前記上限値nymaxと、実際の取得回数nyとの比較がされ、上限値に達していない場合(ステップS18でNo)、カメラ5は、前記動作(ステップS16)で座標を取得した画素部Gの中心点CのXY座標(Xnx,Yny)位置からY方向に前記「カメラ移動ピッチ」足した座標位置に移動する(ステップS19)。以下、同様にして、Y方向について取得回数nyが、上限値nymaxに達するまで実行される。これにより、Y方向の一列(図4(a)では最も上の1列目)について、Y方向の「カメラ移動ピッチ」毎に存在する画素部Gそれぞれの座標(X1,Yny)が取得される(図4(a)では黒塗りの画素部G)。取得された代表の画素部Gの座標を、制御装置8の記憶装置に記憶させる。
取得回数nyが上限値nymaxに達すると(ステップS18でYes)、X方向についてカメラ5を移動させるために、座標取得部24は、X方向についての取得回数nxをインクリメントする(ステップS21)。このX方向についての取得回数nxの上限値nxmaxについても予め設定されており、後に説明する「カメラ移動ピッチ」に基づいて決定される。
【0029】
そして、ステップS22では、座標取得部24によって前記上限値nxmaxと、実際の取得回数nxとの比較がされ、最大値に達していない場合(ステップS22でNo)、カメラ5は、前記動作(ステップS16)で座標を取得した画素部Gの中心点CのXY座標(Xnx,Y1)位置からX方向に前記「カメラ移動ピッチ」足した座標位置に移動する(ステップS23)。そして、上記と同様にして、Y方向について取得回数nyが上限値nymaxに達するまで各ステップが実行され、これにより、Y方向の別の一列について、Y方向の「カメラ移動ピッチ」毎に存在する画素部Gそれぞれの座標(X2,Yny)が取得される。取得された代表の画素部Gの座標を、制御装置8の記憶装置に記憶させる。
そして、取得回数nxが上限値nxmaxに達すると(ステップS22でYes)、代表である複数個の画素部G(図4(a)では、黒塗りの16個の画素部G)についての座標取得の処理を終える。
【0030】
図4(b)は、前記座標取得の処理の結果に基づいて、画素形成領域S1(シートW)のゆがみを示した説明図である。すなわち、図4(b)は、代表である16個の前記画素部Gについての座標(Xnx,Yny)をXY平面にプロットした図であり、設計値では(理想状態では)○で示すように画素部GはX方向及びY方向それぞれに直線的に並んで配置されるが、実際では、シートWを製造する際の熱等の影響により、ゆがみが生じており、画素部Gは●で示すように直線的に並んでいない。そこで、座標取得部24は、シートWのゆがみを考慮して画素部Gの並びの再構築を行う(図2のステップS2)。
【0031】
〔画素部Gの並びの再構築について〕
本実施形態では、まず、座標取得部24は、全ての画素部Gそれぞれについての座標を求める。図3に示した座標取得の処理では、16個の代表となる(間欠的な)画素部Gについてのみ座標を取得したが、残りの他の画素部Gの座標も求める(推定する)。この推定処理は、座標取得部24が、代表となる画素部Gの座標に基づいて、直線補間又は二次曲線補間等することで実現できる。
【0032】
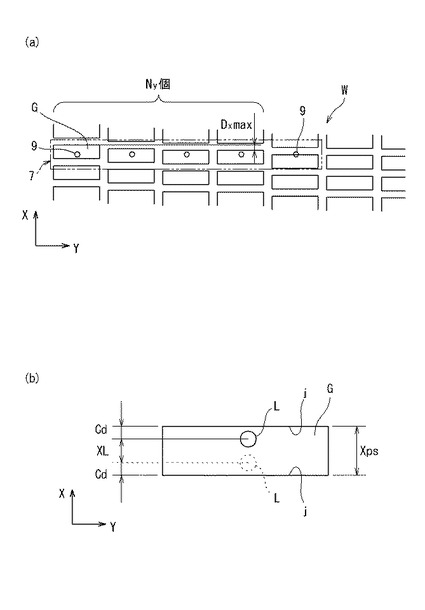
前記座標取得の処理及び前記補間処理により、全ての画素部Gの座標が取得される。また、単一の画素部Gの形状は既知である。そこで、これら座標及び形状に基づいて、画素部G及びその配置を再現したイメージの一部を、図5(a)に示す。
塗布機構部6では、同一のタイミングで塗布液を吐出する複数のノズル9は、Y方向に並んで設けられているのに対し、実際の画素部Gの配列は上記のとおりゆがんでいる。このため、このゆがみを考慮して、「所定の一列」についてY方向に並ぶ複数の画素部Gのうち、1度の前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる所定数の画素部Gを、一つの画素部群として、画素形成領域Sを再配置する画素部Gの再構築の処理を行う。なお、この再構築の処理では、設計値と比べて、最も大きなX方向の変形量を有する画素部Gが含まれるY方向の一列を、前記「所定の一列」としており、図5(a)は、図4(b)の領域Aの部分に相当している。
【0033】
図5(a)において、1度の単位塗布動作によって、Y方向について例えば「Ny」個の画素部Gが、同一のタイミングで塗布液が吐出され塗布される対象であるとした場合、この「Ny」個の画素部Gが、単位塗布動作の塗布幅となる。そして、前記演算部15は、Y方向に並ぶ複数の画素部のうち、この「Ny」個の画素部群におけるX方向の変形量として、この塗布幅のX方向についての変形量の最大値Dxmaxを、既に取得された各画素部Gの座標に基づいて求めることができる。
【0034】
ここで、単一の画素部Gについて着目する。本実施形態では、特に画素部Gの底と側壁とが同じ材料で形成されているため塗布液は溢れやすく、隣り合う画素部間に側壁が存在しているが、一方の画素部の塗布液が側壁に引き寄せられると、他方の画素部の塗布液と混色するおそれがある。したがって、図5(b)に示すように、塗布液Lの着弾位置が画素部Gの一辺(側壁)jに近すぎると、隣りの画素部の塗布液と混色するおそれがある。このため、単一の画素部Gにおいて塗布液Lの着弾位置を制限する必要があり、その限界位置を「塗布液Lの着弾を許容する限界位置」とする。
この塗布液Lの着弾を許容する限界位置と、画素部Gの一辺jとの距離をCdとし、画素部GのX方向の寸法をXpsとすると、前記「Ny」個の画素部群に含まれる画素部Gに対して正規の位置に塗布液を着弾させるためには、式(1)を満たす必要がある。
Cd×2+He+Dxmax < Xps ・・・(1)
なお、この式(1)では、ノズル9が有する着弾位置の誤差の最大値Heも考慮されている。この最大値Heは、所望の着弾位置に塗布液を着弾させるためにノズル9から設定とおり吐出させても、実際では僅かに着弾位置がずれることがあるため、その着弾位置のずれのX方向についての寸法の最大の値である。
【0035】
そして、この式(1)を変形することにより、式(2)が得られる。
Dxmax < Xps−(Cd×2+He) ・・・(2)
すなわち、前記「Ny」個の画素部Gすべてに対して正規の位置に塗布液を着弾させるためには、式(2)が成立する必要があり、最大値Dxmaxの値を制限する必要がある。この式(2)の右辺は、図5(b)に示すように「単一の画素部Gにおいて塗布液Lの滴下が許容される範囲のX方向に関する寸法XL」を意味している。
【0036】
式(2)の左辺(最大値Dxmax)は、上記のとおり既に取得されている画素部Gの座標から求めることができる値であり、しかも、画素部の数「Ny」に応じて変化する。例えば、この「Ny」が多くなれば、図5(a)からも明らかなように最大値Dxmaxも大きくなる。したがって、最大値Dxmaxの値を制限することは、画素部Gの数「Ny」を制限することと等価である。しかし、この「Ny」を必要以上に小さくすると、単位塗布動作で塗布液が塗布される対象となる画素部Gの数が少なくなり、作業効率が低下する。
【0037】
そこで、演算部15は、式(2)を満たすための画素部Gの数「Ny」の最大値を求める。つまり、演算部15は、最大値Dxmaxが「単一の画素部Gにおいて塗布液の滴下が許容される範囲のX方向に関する寸法XL」未満となる条件を満たす、所定数「Ny」の最大値Kを算出する。この最大値Kは、Y方向に並ぶ複数の画素部Gのうち、1度の単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数の最大の値である。
この演算部15による処理を具体的に説明すると、例えば、前記「所定の一列」において、Y方向に並ぶ「Ny」個の画素部Gによって画素部群を構成するとした場合、この「Ny」を自然数「1」から順に増加させながら、これら画素部群におけるX方向の変形量、つまり当該画素部群の前記最大値Dxmaxを求め、この最大値Dxmaxが、前記「単一の画素部Gにおいて塗布液Lの滴下が許容される範囲のX方向に関する寸法XL」未満となる条件を満たすか否かの判定を行い、そして、この条件を満たす「Ny」の最大値Kを求める。図5(a)の場合、「Ny」の最大値Kは4個となる。なお、後のノズル選択処理(図2のステップS5)で説明するが、ノズル9側においては、最も右側のノズル9については塗布液の吐出を停止させればよい。
【0038】
以上のように、画素部Gの並びの再構築のために、前記座標取得ステップ(図2のステップS1)で取得した座標に基づいて、前記「所定の一列」において、Y方向に並ぶ複数の画素部Gのうち、1度の単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数の最大値Kを算出する(演算ステップ)。この処理を実行することで、単位塗布動作(1ストローク動作)において最も効率の良い塗布幅となる。つまり、少ない回数の1ストローク動作で、画素形成領域S1の全面に対して塗布液の塗布が可能となる。
【0039】
ただし、シートWのゆがみが小さいこともある。この場合、その中でも変形量が大きい所定の一列において、Y方向に並ぶ複数の画素部Gのうち、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部の全幅が、塗布ヘッド7による塗布可能最大幅(Y方向の全ノズル最大幅)Hwを超えていると、つまり、演算部15によって式(3)の条件式が満たされていると判定されると、演算部15は、画素部Gの数「Ny」を式(4)によって求める。ただし、Nyは自然数であるため、小数点以下は切り捨てとする。また、YppはY方向の画素部ピッチとする。
(算出して得た最大値Kとなる「Ny」)×Ypp > Hw ・・・(3)
Ny = Hw/Ypp ・・・(4)
【0040】
そして、図2に戻って、画素形成領域S1(シートW)を塗布機構部6へ移動させる(ステップS3)。塗布機構部6では、画素形成領域S1のXY座標系と塗布ヘッド7のXY座標系とを一致させる前記アライメント作業が行われ(ステップS4)、撮像機構部4におけるXY座標系を塗布機構部6で再現させる。
そして、再構築された画素部Gの並びに対して前記ノズル選択処理が行われ(ステップS5)、図5(a)の場合、最も右側のノズル9については塗布液の吐出を停止させる。また、実際のノズル9は、図5(a)に示した形態とは異なってさらに多く形成されており、ノズル選択処理では、塗布液を吐出させるノズル9の選択も行われる。
【0041】
そして、実際の塗布作業が実行される。すなわち、塗布ヘッド7を画素形成領域S1に対してX方向に1ストローク移動させる間に、ノズル9から塗布液を同時に吐出させる単位塗布動作を、Y方向に並ぶ画素部Gの各列に対して、X方向に向かって順番に行う「1ストローク動作」を実行する(ステップS6)。この際、各単位塗布動作では、前記演算ステップ(ステップS2)において演算部15が算出した前記「Ny」の最大値Kに相当する複数の画素部Gに対して、塗布液を同時に吐出させる。
【0042】
そして、塗布動作制御部14は、1ストローク動作を終える毎に、固定状態にあるシートWに対して塗布ヘッド7をY方向に移行させ(ステップS8)、次の1ストローク動作を実行する(ステップS6)。以上、Y方向の全幅について塗布が完了するまでステップS6とS8とが繰り返し実行され(ステップS7)、シートSのすべての画素部Gに塗布液を滴下して塗布することが可能となる。
【0043】
また、図4(b)に示すように、画素形成領域S1におけるゆがみは、その全体の中で均一ではないため、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数(最大値K)は、1ストローク動作毎で、つまり、Y方向の位置が異なる毎に、変化することがある。
そこで、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数(最大値K)の算出を、1ストローク動作毎に行うのが好ましい。すなわち、演算部15は、後に実行する1ストローク動作毎の前記「Ny」の最大値Kを算出し、そして、図2のステップS6、S7及びS8の際に、塗布動作制御部14は、演算部15が算出した前記最大値Kの画素部数を1ストローク動作毎に変更して、ノズル9から塗布液を同時に吐出させる単位塗布動作を実行する。
具体的には、演算部15は、次の1ストローク動作のための前記最大値Kの画素部数を新たに算出し、1ストローク動作を終える毎に、塗布動作制御部14は、新たに算出した最大値Kに基づいて前記次の1ストローク動作を実行する。
【0044】
以上のように、本実施形態の塗布装置によって実行される塗布方法によれば、シートWにゆがみが生じており画素部Gが設計値とおりY方向に沿って直線的に並んでいなくても、取得された画素部Gの座標に基づいて、画素部Gそれぞれに対して正規の位置に塗布液の滴下が可能であり、しかも、Y方向に並ぶ複数の画素部Gのうち、このような滴下が可能となる画素部数の最大値Kを算出するので、1度の単位塗布動作によって、できるだけ多くの画素部Gに対して塗布液を正規の位置に滴下して塗布することができる。すなわち、品質を高めつつ塗布作業の効率を高めることが可能となる。
【0045】
以上の説明では、画素部GがY方向に沿って直線的に並んでいない場合の補償のための処理について説明したが、画素部Gは、X方向についても直線的に並んでいない。しかし、画素部Gは、図5(b)に示すように、X方向に比べてY方向に広く、また、単一の画素部Gに対面することができるノズル9はY方向に複数形成されているため、塗布液を吐出させるノズルの選択(前記ノズル選択処理)により、このX方向についての画素部Gの位置ずれを対処することができる。
【0046】
〔3. 「カメラ移動ピッチ」の算出方法について〕
図3のステップS12のアライメント作業が完了した後において、シートWに形成されているアライメントマークM(図4(a)参照)をカメラ5が撮像することにより、座標取得部24は、画素形成領域S1の全体における、X方向及びY方向の1mmあたりのゆがみ量(歪み)Xd,Ydを取得することができる。
そして、画素部GのX方向及びY方向のピッチ(設計値)をXpp,Yppとし、アライメントマークM,M間のX方向及びY方向の距離(設計値)をXAd,YAdとする。また、カメラ5がY方向に画素部Gの数「Ngy」個ぶん隣りの画素部Gへ移動する距離が、Y方向についての「カメラ移動ピッチ」となるので、この画素部Gの数「Ngy」は、以下の式(5)を満足する必要がある。
Ypp/2 > Ypp×Ngy×Yd ・・・(5)
【0047】
すなわち、図3の前記ステップS16では、座標取得部24は、カメラ5の画像のうち、画像中心に最も近い画素部Gの中心点CのXY座標(Xnx,Yny)を、当該画素部Gの座標として取得することから、Y方向の「カメラ移動ピッチ」に相当する「Ngy」個隣りの画素部Gへとカメラ5が移動した場合において、その移動前後の画素部G,Gの間で、実際に画素形成領域Sに生じているY方向のゆがみ量が、画素部GのピッチYppの1/2以上になっていると、カメラ5の移動後の画像において、座標を取得すべき画素部G以外の画素部Gが画像中心に近くなってしまい、間違った認識をしてしまう。そこで、この式(5)は、そのゆがみ量を制限する式である。
【0048】
そして、この式(5)によって算出される画素部Gの数「Ngy」は、自然数である必要があるため、この「Ngy」の取り得る最大値は、式(6)で表される(ただし、小数点以下は切り捨て)。
Ngy = 1/(Yd×2) ・・・(6)
ただし、ゆがみ量がY方向(X方向)に関して平均的に存在している場合は良いが、実際では部位によって異なるため、つまり、ゆがみ量に偏りがあるため、安全率を含めた式(7)によって、「Ngy」の取り得る最大値を取得するのが好ましい。
Ngy = (1×安全率)/(Yd×2) ・・・(7)
【0049】
そして、この「Ngy」に、Y方向の画素部GのピッチYppを乗算した値が、Y方向についての「カメラ移動ピッチ」となる。また、この「カメラ移動ピッチ」と、画素形成領域S1に実際に存在しているY方向についての画素部Gの総数とによって、図3の処理で必要となる、Y方向についての取得回数nyの上限値nymaxを算出することができる。なお、X方向の「カメラ移動ピッチ」に関しても同様であり、ここでは説明を省略する。
このように「Ngy」(「Ngx」)の取り得る最大値を取得することで、座標取得のために、代表となる画素部Gの数を減らすことができる。この結果、座標取得のためのカメラ5による撮像時間を短縮することができ、作業効率の向上に貢献することができる。
【0050】
また、本発明は、図示する形態に限らず本発明の範囲内において他の形態のものであってもよい。例えば、シートWが樹脂製である場合を説明したが、柔軟性のある他の材質であってもよい。また、シートWは帯状ではなく、枚葉のシート(つまり、基板)であってもよい。さらに、前記実施形態では、駆動装置12,23によって、カメラ5及び塗布ヘッド7がシートWに対してX方向及びY方向に移動する場合を説明したが、シートW側が移動してもよい。
【符号の説明】
【0051】
1:塗布装置、 5:カメラ(撮像手段)、 7:塗布ヘッド、 9:ノズル、 12:駆動装置、 14:塗布動作制御部、 15:演算部、 23:駆動装置、 24:座標取得部、 G:画素部、 W:シート
【技術分野】
【0001】
本発明は、シートに形成されている複数の画素部(凹部)に対して、ノズルから塗布液を吐出して塗布する塗布装置、及びこの塗布装置によって行われる塗布方法に関する。
【背景技術】
【0002】
例えば液晶テレビのような画像表示機器にはカラーフィルタが用いられており、このカラーフィルタの製造方法としては、ガラス上に形成された複数の微細な画素部に対してインクの全面薄膜塗布を行い、フォトリソグラフィ技術を用い、必要部分を残して製造する方法が一般的である。さらに生産性を向上させた製造方法として、インクジェット塗布装置によるインクジェット法が提案されている(例えば、特許文献1参照)。
前記画像表示機器では、近年、軽量化、薄型化及び耐衝撃性の向上が要求されており、電子ペーパーやフレキシブル液晶ディスプレイ等においては、カラーフィルタを得るためのシートの材質として、ガラス以外のものが採用されている。例えば、電子ペーパーでは樹脂からなるシートがあり、このシート上にUV硬化樹脂が設けられ、これに画素部となる凹部を形成する処理が施される。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−273868号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
図6(a)は、インクジェット塗布装置が備えている塗布ヘッド90とシートWとを側方から見た概略説明図であり、図6(b)は、平面で見た概略説明図である。シートWには、その面上に広がって複数の微小な画素部92が形成されており、隣り合う画素部92間でのインクの混色等の不具合を防止するために、塗布ヘッド90に設けられているノズル91から画素部92それぞれに対して、適切な位置に塗布液を滴下させる必要がある。
【0005】
複数の画素部92は、設計的には、相互で直交するX方向及びY方向それぞれの直線上に並んで形成されるが、シートWが、樹脂のように熱や圧力の影響を受けやすい材質である場合、画素部92を形成する際の熱や圧力等によって、シートWが変形することがあり、この結果、図6(b)に示すように、複数の画素部92が、直線的に配置されずにゆがんで形成されてしまうことがある。
【0006】
これに対して、塗布ヘッド90には、ノズル91がY方向に複数並んで設けられており、また、インクジェット塗布装置は、塗布ヘッド90をX方向に1ストローク移動させる間に、Y方向に並ぶ複数の画素部92の列それぞれに対して前記複数のノズル91から塗布液を同時に吐出する動作を行う。
このため、図6(b)に示しているように、Y方向に並ぶ複数の画素部92それぞれの位置が、X方向にずれている場合、これら画素部92に対して、Y方向に並ぶ複数のノズル91から塗布液を同時に吐出すると、画素部92a,92bのように、塗布液93が画素部以外の領域に吐出されてしまうおそれがある。この場合、隣り合う画素部間で混色が発生し、製品にはできない不良品となってしまう。なお、このような不具合は、シートWが樹脂製である場合に限らず、変形し易い材質の場合も同様に発生する。
【0007】
そこで、本発明は、不良品の発生を抑制しつつ塗布作業の効率を高めることが可能となる塗布装置及び塗布方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の塗布装置は、シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドと、前記シートと前記塗布ヘッドとを相対的にX方向及びY方向に移動させる駆動装置と、Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を実行する制御を行う塗布動作制御部と、前記画素部を撮像する撮像手段を有し前記画素部の座標を取得する座標取得部と、前記座標取得部が取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算部とを有していることを特徴とする。
【0009】
そして、本発明の塗布方法は、シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドを備えた塗布装置によって実行され、Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を、前記塗布ヘッドと前記シートとを相対的にX方向に移動させる間に、Y方向に並ぶ画素部の各列に対して順に実行する塗布方法であって、前記画素部を撮像して前記画素部の座標を取得する座標取得ステップと、取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算ステップとを含み、前記演算ステップにおいて算出した前記画素部数に相当する複数の画素部に対して前記単位塗布動作を実行することを特徴とする。
【0010】
本発明の塗布装置及び塗布方法によれば、シートに変形が生じており画素部が設計値とおりY方向に沿って直線的に並んでいなくても、取得された画素部の座標に基づいて、画素部それぞれに対して正規の位置に塗布液の滴下が可能であり、しかも、Y方向に並ぶ複数の画素部のうち、このような滴下が可能となる画素部数を算出する。このため、できるだけ多くの画素部数を算出することにより、単位塗布動作によって多くの画素部に対して塗布液を正規の位置に滴下して塗布することができる。すなわち、正規の位置に塗布液の滴下を行って不良品の発生を抑制しつつ塗布作業の効率を高めることが可能となる。
【0011】
また、前記演算部は、前記座標取得部が取得した前記画素部の座標に基づいて、Y方向に並ぶ複数の画素部のうちの所定数の画素部群におけるX方向の変形量を求め、かつ、当該変形量が、単一の画素部において塗布液の滴下が許容される範囲のX方向に関する寸法未満となる条件を満たす、前記所定数の最大値を、前記画素部数として算出するのが好ましい。
この場合、例えば、Y方向に並ぶ「Ny」個の画素部によって画素部群が構成されるとした場合、この「Ny」を自然数「1」から順に増加させながら、これら画素部群におけるX方向の変形量を求め、この変形量が前記寸法未満となる条件を満たすか否かの判定を行い、この条件を満たす「Ny」の最大値を前記画素部数として算出することができる。
【0012】
また、前記塗布動作制御部は、前記駆動装置が前記塗布ヘッドと前記シートとをX方向に相対移動させる間に、前記単位塗布動作をY方向に並ぶ画素部の各列に対して実行する1ストローク動作を実行すると共に、当該1ストローク動作を終える毎に、前記駆動装置が前記塗布ヘッドと前記シートとを相対的にY方向に移行させて、次の前記1ストローク動作を実行する制御を行い、前記演算部は、前記1ストローク動作毎の前記画素部数を算出し、前記塗布動作制御部は、前記演算部が算出した前記画素部数を前記1ストローク動作毎に変更して、前記単位塗布動作を実行可能であるのが好ましい。
シートにおけるゆがみはその全体の中で均一ではないため、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数は、1ストローク動作毎で(つまり、Y方向の位置が異なる毎に)変化することがある。このため、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数の算出を、1ストローク動作毎に行い、前記画素部数を1ストローク動作毎に変更して単位塗布動作を実行するのが好ましく、演算部及び塗布動作制御部の前記構成によれば、このような動作を実現することが可能となる。
【発明の効果】
【0013】
本発明によれば、単位塗布動作によって多くの画素部に対して塗布液を正規の位置に滴下して塗布することができるので、不良品の発生を抑制しつつ塗布作業の効率を高めることが可能となる。
【図面の簡単な説明】
【0014】
【図1】塗布装置の概略構成を説明する説明図であり、(a)は平面図、(b)は側面図である。
【図2】塗布方法を説明するフロー図である。
【図3】代表の画素部の座標を取得する処理を示すフロー図である。
【図4】(a)は画素形成領域を取り出して説明する説明図であり、(b)は画素形成領域のゆがみを示した説明図である。
【図5】(a)画素部及びその配置を再現したイメージの一部を示す説明図であり、(b)は、単一の画素部について説明する説明図である。
【図6】塗布ヘッドとシートとの説明図である。
【発明を実施するための形態】
【0015】
以下、本発明の実施の形態を図面に基づいて説明する。
〔1. 塗布装置について〕
図1は、本発明の塗布装置の概略構成を説明する説明図である。この塗布装置1は、複数の画素部Gが形成されているシートWに対して塗布液を塗布するインクジェット塗布装置である。本実施形態のシートWは、帯状であり、送り出し装置2から繰り出され巻き取り装置3によって巻き取られる。そして、この巻き取り装置3により、シートWを所定のタイミングでY方向に所定寸法について移動させることが可能となる。
【0016】
塗布装置1は、送り出されたシートWの画素部Gの座標を取得するための撮像手段5を有する撮像機構部4と、シートWに対して塗布液(インク)の吐出を行う塗布ヘッド7を有する塗布機構部6とを備えており、これらはシートWの搬送方向(Y方向)に並んで設けられている。このため、後に説明するが撮像手段5によって画素部Gの撮像を行い画素部Gの座標を取得する処理と、実際の塗布作業とを時間的に並行して行うことができる。また、塗布装置1は、コンピュータプログラムを記憶する記憶装置等を有するコンピュータからなる制御装置8を備えている。また、塗布装置1(撮像機構部4及び塗布機構部6)では、水平面上のX方向の軸とY方向の軸とからなるXY座標系が定義されている。
【0017】
シートW上には、画素形成領域Sが所定のピッチで形成されており、各画素形成領域Sには、画素部GがX方向及びY方向それぞれに並んで複数形成されている。なお、図1では説明を容易とするために画素部Gを大きくして記載している。画素部Gは凹部からなり、この凹部に塗布液が塗布される。本実施形態では、シートWは樹脂製であり、また、帯状のシートWは画素形成領域S毎に裁断され、例えばカラーフィルタとなる。
【0018】
撮像機構部4は、シートWを固定及び固定解除可能なステージ25と、カメラガントリ21に搭載された撮像手段5と、撮像手段5をX方向及びY方向に移動させる撮像用の駆動装置23とを有している。撮像手段5は、例えばCCDカメラであり(以下、撮像手段5をカメラ5として説明する)、ステージ25に固定したシートWの画素部Gを撮像する。駆動装置23は、カメラガントリ21をX方向に移動させる機能と、カメラ5をカメラガントリ21に沿ってY方向に移動させる機能とを有し、例えばリニアガイド及びモータ等によって構成される。ステージ25は、エア吸引又は静電気によってシートWを固定することができる。
【0019】
撮像機構部4は、駆動装置23及びカメラ5と関連して機能する座標取得部24を備えており、この座標取得部24は、カメラ5が撮像した画像を処理する機能を有する他、駆動装置23によって移動したカメラ5のX方向及びY方向の位置(座標)を制御(管理)する。このため、後にも説明するが、カメラ5によって取得された画像に基づいて、座標取得部24は画素部Gの座標を取得することができる。なお、座標取得部24の機能は、前記制御装置8のコンピュータプログラムが実行されることで発揮される。
また、駆動装置23は、カメラ5又はカメラガントリ21をZ方向(高さ方向)の軸回りに回転させる機能を有している。座標取得部24は、駆動装置23によって、ステージ25に固定状態としたシートWのXY座標系と、カメラ5の移動のためのXY座標系とを一致させるアライメント作業を行うことができる。
【0020】
塗布機構部6は、シートWを固定及び固定解除可能なステージ13と、塗布ガントリ11に搭載された塗布ヘッド7と、塗布ヘッド7をX方向及びY方向に移動させる塗布用の駆動装置12とを有している。塗布ヘッド7には、複数の画素部Gそれぞれに対して塗布液を吐出するノズル9がY方向に複数並んで設けられている。駆動装置12は、塗布ガントリ11をX方向に移動させる機能と、塗布ヘッド7を塗布ガントリ11に沿ってY方向に移動させる機能とを有し、例えばリニアガイド及びモータ等によって構成される。本実施形態の駆動装置12は、シートWに対して塗布ヘッド7をX方向及びY方向に移動させることができる。ステージ13は、エア吸引又は静電気によってシートWを固定することができる。
また、駆動装置12は、塗布ヘッド7又は塗布ガントリ11をZ方向(高さ方向)の軸回りに回転させる機能を有し、制御装置8は、この駆動装置12によって、ステージ13に固定状態としたシートWのXY座標系と、塗布ヘッド7の移動のためのXY座標系とを一致させるアライメント作業を行うことができる。
なお、塗布器後部6においても、撮像機構部4と同様にカメラ(図示せず)が設置されていてもよく、この場合、当該カメラを用いてシートWのアライメント作業が行われる。
【0021】
塗布機構部6は、ステージ13に固定したシートWの画素部Gそれぞれに対して、塗布ヘッド7のノズル9から塗布液を吐出させて塗布する各種動作の制御を行う塗布動作制御部14を備えている。また、塗布動作制御部14は、各ノズル9のX方向及びY方向の位置(座標)を制御(管理)することができる。さらに、塗布機構部6は、後に説明するが、所定の条件を満たす画素部Gの数を算出する演算部15を備えている。これら塗布動作制御部14及び演算部15の機能は、前記制御装置8のコンピュータプログラムが実行されることで発揮される。
【0022】
塗布動作制御部14は、Y方向に並ぶ画素部Gに対してノズル9から塗布液を同時に吐出させる「単位塗布動作」を実行する制御を行うことができる。
なお、各画素形成領域Sには、Y方向に並ぶ複数の画素部Gの列が、X方向に複数列並んでいることから、さらに、塗布動作制御部14は、駆動装置12によって塗布ヘッド7をシートWに対してX方向に1ストローク移動させることができ、この1ストローク移動させる間に、ノズル9から塗布液を同時に吐出させる前記単位塗布動作を、X方向に向かって順番に実行する「1ストローク動作」を実行する制御を行うこともできる。
この1ストローク動作では、Y方向について全ての画素部Gではなく、一部の画素部Gに対して塗布を行う。そこで、塗布動作制御部14は、前記単位塗布動作をX方向に向かって各列に対して行う1ストローク動作を終える毎に、シートWに対して塗布ヘッド7をY方向に移行させて、次の1ストローク動作を実行する機能を有している。この機能により、画素形成領域Sのすべての画素部Gに塗布液を塗布することが可能となる。
【0023】
前記演算部15は、前記座標取得部24が取得した画素部Gの座標に基づいて、Y方向に並ぶ複数の画素部のうち、一度の前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数(本実施形態では最大値)を算出する機能を有している。この機能の具体例については、後に説明する。
【0024】
また、塗布ヘッド7にはY方向に並ぶ複数のノズル9が形成されているが、塗布動作制御部14は、これらノズル9のうち、前記単位塗布動作の際に塗布液を同時に吐出させるノズル9と、塗布液を吐出させないノズル9とを設定することができる。これを、以下、ノズル選択処理という。つまり、Y方向に並ぶノズル9からの塗布液の吐出は同時にしかできないが、塗布液を吐出させるノズルの選択が可能となる。例えば後に説明する図5(a)では、最も右端にあるノズル9以外のノズル9からは、塗布液を吐出させ、この最も右端にあるノズル9からの塗布液の吐出を停止させることができる。
【0025】
〔2. 塗布方法について〕
以上の構成を備えた塗布装置1によって実行される塗布方法を、図2に沿って、さらに他図を参照しながら説明する。なお、以下に説明する塗布方法において、特に主体を記載していない処理は、制御装置8が行う処理である。
撮像機構部4において、シートW(画素形成部S1)のゆがみを求める(図2のステップS1)。本実施形態では、シートWのゆがみを画素部Gの変形量として求める。なお、この変形量は、カメラ5が画素部Gを撮像し、これに基づいて座標取得部24が画素部Gの座標を取得した結果(座標取得ステップ)から得ることができる。
【0026】
図3は、座標取得ステップの説明図であり、代表となる画素部Gの座標(Xnx,Yny)を取得する処理を示している。図4(a)は、シートWのうち、撮像機構部4に位置している画素形成領域S1を取り出して説明する説明図である。
画素形成領域S1がステージ25上で固定されると(図3のステップS11)、この画素形成領域S1の隅部に設けられているアライメントマークMをカメラ5が撮像し、座標取得部24は、この画素形成領域S1のXY座標系とカメラ5のXY座標系とを一致させる前記アライメント作業を行う(ステップS12)。そして、カメラ5により代表となる画素部Gの撮像及びその座標の取得を行う前に、その取得回数の初期化を行う(ステップS13)。
【0027】
駆動装置23は、最初に撮像の対象とする画素部Gへカメラ5を移動させる(ステップS14)。本実施形態では、図4(a)に示すように、左上の画素部G上へカメラ5が移動する。このカメラ5による画像には、対象とする画素部G以外の他の画素部Gも撮像されるが、座標取得部24は、カメラ5の画像のうち、画像中心に最も近い画素部Gの中心点CのXY座標(Xnx,Yny)を、当該画素部Gの座標として取得する(ステップS15,S16)。そして、次の対象とする画素部Gへカメラ5を移動させるために、座標取得部24は、Y方向についての取得回数nyをインクリメントする(ステップS17)。このY方向についての取得回数nyの上限値nymaxは予め設定されている。この上限値nymaxは、後に説明する「カメラ移動ピッチ」に基づいて決定されている。「カメラ移動ピッチ」の算出方法については後に説明する。
【0028】
そして、ステップS18では、座標取得部24によって前記上限値nymaxと、実際の取得回数nyとの比較がされ、上限値に達していない場合(ステップS18でNo)、カメラ5は、前記動作(ステップS16)で座標を取得した画素部Gの中心点CのXY座標(Xnx,Yny)位置からY方向に前記「カメラ移動ピッチ」足した座標位置に移動する(ステップS19)。以下、同様にして、Y方向について取得回数nyが、上限値nymaxに達するまで実行される。これにより、Y方向の一列(図4(a)では最も上の1列目)について、Y方向の「カメラ移動ピッチ」毎に存在する画素部Gそれぞれの座標(X1,Yny)が取得される(図4(a)では黒塗りの画素部G)。取得された代表の画素部Gの座標を、制御装置8の記憶装置に記憶させる。
取得回数nyが上限値nymaxに達すると(ステップS18でYes)、X方向についてカメラ5を移動させるために、座標取得部24は、X方向についての取得回数nxをインクリメントする(ステップS21)。このX方向についての取得回数nxの上限値nxmaxについても予め設定されており、後に説明する「カメラ移動ピッチ」に基づいて決定される。
【0029】
そして、ステップS22では、座標取得部24によって前記上限値nxmaxと、実際の取得回数nxとの比較がされ、最大値に達していない場合(ステップS22でNo)、カメラ5は、前記動作(ステップS16)で座標を取得した画素部Gの中心点CのXY座標(Xnx,Y1)位置からX方向に前記「カメラ移動ピッチ」足した座標位置に移動する(ステップS23)。そして、上記と同様にして、Y方向について取得回数nyが上限値nymaxに達するまで各ステップが実行され、これにより、Y方向の別の一列について、Y方向の「カメラ移動ピッチ」毎に存在する画素部Gそれぞれの座標(X2,Yny)が取得される。取得された代表の画素部Gの座標を、制御装置8の記憶装置に記憶させる。
そして、取得回数nxが上限値nxmaxに達すると(ステップS22でYes)、代表である複数個の画素部G(図4(a)では、黒塗りの16個の画素部G)についての座標取得の処理を終える。
【0030】
図4(b)は、前記座標取得の処理の結果に基づいて、画素形成領域S1(シートW)のゆがみを示した説明図である。すなわち、図4(b)は、代表である16個の前記画素部Gについての座標(Xnx,Yny)をXY平面にプロットした図であり、設計値では(理想状態では)○で示すように画素部GはX方向及びY方向それぞれに直線的に並んで配置されるが、実際では、シートWを製造する際の熱等の影響により、ゆがみが生じており、画素部Gは●で示すように直線的に並んでいない。そこで、座標取得部24は、シートWのゆがみを考慮して画素部Gの並びの再構築を行う(図2のステップS2)。
【0031】
〔画素部Gの並びの再構築について〕
本実施形態では、まず、座標取得部24は、全ての画素部Gそれぞれについての座標を求める。図3に示した座標取得の処理では、16個の代表となる(間欠的な)画素部Gについてのみ座標を取得したが、残りの他の画素部Gの座標も求める(推定する)。この推定処理は、座標取得部24が、代表となる画素部Gの座標に基づいて、直線補間又は二次曲線補間等することで実現できる。
【0032】
前記座標取得の処理及び前記補間処理により、全ての画素部Gの座標が取得される。また、単一の画素部Gの形状は既知である。そこで、これら座標及び形状に基づいて、画素部G及びその配置を再現したイメージの一部を、図5(a)に示す。
塗布機構部6では、同一のタイミングで塗布液を吐出する複数のノズル9は、Y方向に並んで設けられているのに対し、実際の画素部Gの配列は上記のとおりゆがんでいる。このため、このゆがみを考慮して、「所定の一列」についてY方向に並ぶ複数の画素部Gのうち、1度の前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる所定数の画素部Gを、一つの画素部群として、画素形成領域Sを再配置する画素部Gの再構築の処理を行う。なお、この再構築の処理では、設計値と比べて、最も大きなX方向の変形量を有する画素部Gが含まれるY方向の一列を、前記「所定の一列」としており、図5(a)は、図4(b)の領域Aの部分に相当している。
【0033】
図5(a)において、1度の単位塗布動作によって、Y方向について例えば「Ny」個の画素部Gが、同一のタイミングで塗布液が吐出され塗布される対象であるとした場合、この「Ny」個の画素部Gが、単位塗布動作の塗布幅となる。そして、前記演算部15は、Y方向に並ぶ複数の画素部のうち、この「Ny」個の画素部群におけるX方向の変形量として、この塗布幅のX方向についての変形量の最大値Dxmaxを、既に取得された各画素部Gの座標に基づいて求めることができる。
【0034】
ここで、単一の画素部Gについて着目する。本実施形態では、特に画素部Gの底と側壁とが同じ材料で形成されているため塗布液は溢れやすく、隣り合う画素部間に側壁が存在しているが、一方の画素部の塗布液が側壁に引き寄せられると、他方の画素部の塗布液と混色するおそれがある。したがって、図5(b)に示すように、塗布液Lの着弾位置が画素部Gの一辺(側壁)jに近すぎると、隣りの画素部の塗布液と混色するおそれがある。このため、単一の画素部Gにおいて塗布液Lの着弾位置を制限する必要があり、その限界位置を「塗布液Lの着弾を許容する限界位置」とする。
この塗布液Lの着弾を許容する限界位置と、画素部Gの一辺jとの距離をCdとし、画素部GのX方向の寸法をXpsとすると、前記「Ny」個の画素部群に含まれる画素部Gに対して正規の位置に塗布液を着弾させるためには、式(1)を満たす必要がある。
Cd×2+He+Dxmax < Xps ・・・(1)
なお、この式(1)では、ノズル9が有する着弾位置の誤差の最大値Heも考慮されている。この最大値Heは、所望の着弾位置に塗布液を着弾させるためにノズル9から設定とおり吐出させても、実際では僅かに着弾位置がずれることがあるため、その着弾位置のずれのX方向についての寸法の最大の値である。
【0035】
そして、この式(1)を変形することにより、式(2)が得られる。
Dxmax < Xps−(Cd×2+He) ・・・(2)
すなわち、前記「Ny」個の画素部Gすべてに対して正規の位置に塗布液を着弾させるためには、式(2)が成立する必要があり、最大値Dxmaxの値を制限する必要がある。この式(2)の右辺は、図5(b)に示すように「単一の画素部Gにおいて塗布液Lの滴下が許容される範囲のX方向に関する寸法XL」を意味している。
【0036】
式(2)の左辺(最大値Dxmax)は、上記のとおり既に取得されている画素部Gの座標から求めることができる値であり、しかも、画素部の数「Ny」に応じて変化する。例えば、この「Ny」が多くなれば、図5(a)からも明らかなように最大値Dxmaxも大きくなる。したがって、最大値Dxmaxの値を制限することは、画素部Gの数「Ny」を制限することと等価である。しかし、この「Ny」を必要以上に小さくすると、単位塗布動作で塗布液が塗布される対象となる画素部Gの数が少なくなり、作業効率が低下する。
【0037】
そこで、演算部15は、式(2)を満たすための画素部Gの数「Ny」の最大値を求める。つまり、演算部15は、最大値Dxmaxが「単一の画素部Gにおいて塗布液の滴下が許容される範囲のX方向に関する寸法XL」未満となる条件を満たす、所定数「Ny」の最大値Kを算出する。この最大値Kは、Y方向に並ぶ複数の画素部Gのうち、1度の単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数の最大の値である。
この演算部15による処理を具体的に説明すると、例えば、前記「所定の一列」において、Y方向に並ぶ「Ny」個の画素部Gによって画素部群を構成するとした場合、この「Ny」を自然数「1」から順に増加させながら、これら画素部群におけるX方向の変形量、つまり当該画素部群の前記最大値Dxmaxを求め、この最大値Dxmaxが、前記「単一の画素部Gにおいて塗布液Lの滴下が許容される範囲のX方向に関する寸法XL」未満となる条件を満たすか否かの判定を行い、そして、この条件を満たす「Ny」の最大値Kを求める。図5(a)の場合、「Ny」の最大値Kは4個となる。なお、後のノズル選択処理(図2のステップS5)で説明するが、ノズル9側においては、最も右側のノズル9については塗布液の吐出を停止させればよい。
【0038】
以上のように、画素部Gの並びの再構築のために、前記座標取得ステップ(図2のステップS1)で取得した座標に基づいて、前記「所定の一列」において、Y方向に並ぶ複数の画素部Gのうち、1度の単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数の最大値Kを算出する(演算ステップ)。この処理を実行することで、単位塗布動作(1ストローク動作)において最も効率の良い塗布幅となる。つまり、少ない回数の1ストローク動作で、画素形成領域S1の全面に対して塗布液の塗布が可能となる。
【0039】
ただし、シートWのゆがみが小さいこともある。この場合、その中でも変形量が大きい所定の一列において、Y方向に並ぶ複数の画素部Gのうち、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部の全幅が、塗布ヘッド7による塗布可能最大幅(Y方向の全ノズル最大幅)Hwを超えていると、つまり、演算部15によって式(3)の条件式が満たされていると判定されると、演算部15は、画素部Gの数「Ny」を式(4)によって求める。ただし、Nyは自然数であるため、小数点以下は切り捨てとする。また、YppはY方向の画素部ピッチとする。
(算出して得た最大値Kとなる「Ny」)×Ypp > Hw ・・・(3)
Ny = Hw/Ypp ・・・(4)
【0040】
そして、図2に戻って、画素形成領域S1(シートW)を塗布機構部6へ移動させる(ステップS3)。塗布機構部6では、画素形成領域S1のXY座標系と塗布ヘッド7のXY座標系とを一致させる前記アライメント作業が行われ(ステップS4)、撮像機構部4におけるXY座標系を塗布機構部6で再現させる。
そして、再構築された画素部Gの並びに対して前記ノズル選択処理が行われ(ステップS5)、図5(a)の場合、最も右側のノズル9については塗布液の吐出を停止させる。また、実際のノズル9は、図5(a)に示した形態とは異なってさらに多く形成されており、ノズル選択処理では、塗布液を吐出させるノズル9の選択も行われる。
【0041】
そして、実際の塗布作業が実行される。すなわち、塗布ヘッド7を画素形成領域S1に対してX方向に1ストローク移動させる間に、ノズル9から塗布液を同時に吐出させる単位塗布動作を、Y方向に並ぶ画素部Gの各列に対して、X方向に向かって順番に行う「1ストローク動作」を実行する(ステップS6)。この際、各単位塗布動作では、前記演算ステップ(ステップS2)において演算部15が算出した前記「Ny」の最大値Kに相当する複数の画素部Gに対して、塗布液を同時に吐出させる。
【0042】
そして、塗布動作制御部14は、1ストローク動作を終える毎に、固定状態にあるシートWに対して塗布ヘッド7をY方向に移行させ(ステップS8)、次の1ストローク動作を実行する(ステップS6)。以上、Y方向の全幅について塗布が完了するまでステップS6とS8とが繰り返し実行され(ステップS7)、シートSのすべての画素部Gに塗布液を滴下して塗布することが可能となる。
【0043】
また、図4(b)に示すように、画素形成領域S1におけるゆがみは、その全体の中で均一ではないため、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数(最大値K)は、1ストローク動作毎で、つまり、Y方向の位置が異なる毎に、変化することがある。
そこで、単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数(最大値K)の算出を、1ストローク動作毎に行うのが好ましい。すなわち、演算部15は、後に実行する1ストローク動作毎の前記「Ny」の最大値Kを算出し、そして、図2のステップS6、S7及びS8の際に、塗布動作制御部14は、演算部15が算出した前記最大値Kの画素部数を1ストローク動作毎に変更して、ノズル9から塗布液を同時に吐出させる単位塗布動作を実行する。
具体的には、演算部15は、次の1ストローク動作のための前記最大値Kの画素部数を新たに算出し、1ストローク動作を終える毎に、塗布動作制御部14は、新たに算出した最大値Kに基づいて前記次の1ストローク動作を実行する。
【0044】
以上のように、本実施形態の塗布装置によって実行される塗布方法によれば、シートWにゆがみが生じており画素部Gが設計値とおりY方向に沿って直線的に並んでいなくても、取得された画素部Gの座標に基づいて、画素部Gそれぞれに対して正規の位置に塗布液の滴下が可能であり、しかも、Y方向に並ぶ複数の画素部Gのうち、このような滴下が可能となる画素部数の最大値Kを算出するので、1度の単位塗布動作によって、できるだけ多くの画素部Gに対して塗布液を正規の位置に滴下して塗布することができる。すなわち、品質を高めつつ塗布作業の効率を高めることが可能となる。
【0045】
以上の説明では、画素部GがY方向に沿って直線的に並んでいない場合の補償のための処理について説明したが、画素部Gは、X方向についても直線的に並んでいない。しかし、画素部Gは、図5(b)に示すように、X方向に比べてY方向に広く、また、単一の画素部Gに対面することができるノズル9はY方向に複数形成されているため、塗布液を吐出させるノズルの選択(前記ノズル選択処理)により、このX方向についての画素部Gの位置ずれを対処することができる。
【0046】
〔3. 「カメラ移動ピッチ」の算出方法について〕
図3のステップS12のアライメント作業が完了した後において、シートWに形成されているアライメントマークM(図4(a)参照)をカメラ5が撮像することにより、座標取得部24は、画素形成領域S1の全体における、X方向及びY方向の1mmあたりのゆがみ量(歪み)Xd,Ydを取得することができる。
そして、画素部GのX方向及びY方向のピッチ(設計値)をXpp,Yppとし、アライメントマークM,M間のX方向及びY方向の距離(設計値)をXAd,YAdとする。また、カメラ5がY方向に画素部Gの数「Ngy」個ぶん隣りの画素部Gへ移動する距離が、Y方向についての「カメラ移動ピッチ」となるので、この画素部Gの数「Ngy」は、以下の式(5)を満足する必要がある。
Ypp/2 > Ypp×Ngy×Yd ・・・(5)
【0047】
すなわち、図3の前記ステップS16では、座標取得部24は、カメラ5の画像のうち、画像中心に最も近い画素部Gの中心点CのXY座標(Xnx,Yny)を、当該画素部Gの座標として取得することから、Y方向の「カメラ移動ピッチ」に相当する「Ngy」個隣りの画素部Gへとカメラ5が移動した場合において、その移動前後の画素部G,Gの間で、実際に画素形成領域Sに生じているY方向のゆがみ量が、画素部GのピッチYppの1/2以上になっていると、カメラ5の移動後の画像において、座標を取得すべき画素部G以外の画素部Gが画像中心に近くなってしまい、間違った認識をしてしまう。そこで、この式(5)は、そのゆがみ量を制限する式である。
【0048】
そして、この式(5)によって算出される画素部Gの数「Ngy」は、自然数である必要があるため、この「Ngy」の取り得る最大値は、式(6)で表される(ただし、小数点以下は切り捨て)。
Ngy = 1/(Yd×2) ・・・(6)
ただし、ゆがみ量がY方向(X方向)に関して平均的に存在している場合は良いが、実際では部位によって異なるため、つまり、ゆがみ量に偏りがあるため、安全率を含めた式(7)によって、「Ngy」の取り得る最大値を取得するのが好ましい。
Ngy = (1×安全率)/(Yd×2) ・・・(7)
【0049】
そして、この「Ngy」に、Y方向の画素部GのピッチYppを乗算した値が、Y方向についての「カメラ移動ピッチ」となる。また、この「カメラ移動ピッチ」と、画素形成領域S1に実際に存在しているY方向についての画素部Gの総数とによって、図3の処理で必要となる、Y方向についての取得回数nyの上限値nymaxを算出することができる。なお、X方向の「カメラ移動ピッチ」に関しても同様であり、ここでは説明を省略する。
このように「Ngy」(「Ngx」)の取り得る最大値を取得することで、座標取得のために、代表となる画素部Gの数を減らすことができる。この結果、座標取得のためのカメラ5による撮像時間を短縮することができ、作業効率の向上に貢献することができる。
【0050】
また、本発明は、図示する形態に限らず本発明の範囲内において他の形態のものであってもよい。例えば、シートWが樹脂製である場合を説明したが、柔軟性のある他の材質であってもよい。また、シートWは帯状ではなく、枚葉のシート(つまり、基板)であってもよい。さらに、前記実施形態では、駆動装置12,23によって、カメラ5及び塗布ヘッド7がシートWに対してX方向及びY方向に移動する場合を説明したが、シートW側が移動してもよい。
【符号の説明】
【0051】
1:塗布装置、 5:カメラ(撮像手段)、 7:塗布ヘッド、 9:ノズル、 12:駆動装置、 14:塗布動作制御部、 15:演算部、 23:駆動装置、 24:座標取得部、 G:画素部、 W:シート
【特許請求の範囲】
【請求項1】
シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドと、
前記シートと前記塗布ヘッドとを相対的にX方向及びY方向に移動させる駆動装置と、
Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を実行する制御を行う塗布動作制御部と、
前記画素部を撮像する撮像手段を有し前記画素部の座標を取得する座標取得部と、
前記座標取得部が取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算部と、
を有していることを特徴とする塗布装置。
【請求項2】
前記演算部は、前記座標取得部が取得した前記画素部の座標に基づいて、Y方向に並ぶ複数の画素部のうちの所定数の画素部群におけるX方向の変形量を求め、かつ、当該変形量が、単一の画素部において塗布液の滴下が許容される範囲のX方向に関する寸法未満となる条件を満たす、前記所定数の最大値を、前記画素部数として算出する請求項1に記載の塗布装置。
【請求項3】
前記塗布動作制御部は、前記駆動装置が前記塗布ヘッドと前記シートとをX方向に相対移動させる間に、前記単位塗布動作をY方向に並ぶ画素部の各列に対して順に実行する1ストローク動作を実行すると共に、当該1ストローク動作を終える毎に、前記駆動装置が前記塗布ヘッドと前記シートとを相対的にY方向に移行させて、次の前記1ストローク動作を実行する制御を行い、
前記演算部は、前記1ストローク動作毎の前記画素部数を算出し、
前記塗布動作制御部は、前記演算部が算出した前記画素部数を前記1ストローク動作毎に変更して、前記単位塗布動作を実行可能である請求項1又は2に記載の塗布装置。
【請求項4】
シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドを備えた塗布装置によって実行され、
Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を、前記塗布ヘッドと前記シートとを相対的にX方向に移動させる間に、Y方向に並ぶ画素部の各列に対して順に実行する塗布方法であって、
前記画素部を撮像して前記画素部の座標を取得する座標取得ステップと、
取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算ステップと、
を含み、
前記演算ステップにおいて算出した前記画素部数に相当する複数の画素部に対して前記単位塗布動作を実行することを特徴とする塗布方法。
【請求項1】
シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドと、
前記シートと前記塗布ヘッドとを相対的にX方向及びY方向に移動させる駆動装置と、
Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を実行する制御を行う塗布動作制御部と、
前記画素部を撮像する撮像手段を有し前記画素部の座標を取得する座標取得部と、
前記座標取得部が取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算部と、
を有していることを特徴とする塗布装置。
【請求項2】
前記演算部は、前記座標取得部が取得した前記画素部の座標に基づいて、Y方向に並ぶ複数の画素部のうちの所定数の画素部群におけるX方向の変形量を求め、かつ、当該変形量が、単一の画素部において塗布液の滴下が許容される範囲のX方向に関する寸法未満となる条件を満たす、前記所定数の最大値を、前記画素部数として算出する請求項1に記載の塗布装置。
【請求項3】
前記塗布動作制御部は、前記駆動装置が前記塗布ヘッドと前記シートとをX方向に相対移動させる間に、前記単位塗布動作をY方向に並ぶ画素部の各列に対して順に実行する1ストローク動作を実行すると共に、当該1ストローク動作を終える毎に、前記駆動装置が前記塗布ヘッドと前記シートとを相対的にY方向に移行させて、次の前記1ストローク動作を実行する制御を行い、
前記演算部は、前記1ストローク動作毎の前記画素部数を算出し、
前記塗布動作制御部は、前記演算部が算出した前記画素部数を前記1ストローク動作毎に変更して、前記単位塗布動作を実行可能である請求項1又は2に記載の塗布装置。
【請求項4】
シートのX方向及びY方向それぞれに複数並んで形成されている画素部に対して塗布液を吐出するノズルが、Y方向に並んで複数設けられている塗布ヘッドを備えた塗布装置によって実行され、
Y方向に並ぶ画素部に対して前記ノズルから塗布液を同時に吐出させる単位塗布動作を、前記塗布ヘッドと前記シートとを相対的にX方向に移動させる間に、Y方向に並ぶ画素部の各列に対して順に実行する塗布方法であって、
前記画素部を撮像して前記画素部の座標を取得する座標取得ステップと、
取得した前記座標に基づいて、Y方向に並ぶ複数の画素部のうち、前記単位塗布動作によって正規の位置に塗布液の滴下が可能となる画素部数を算出する演算ステップと、
を含み、
前記演算ステップにおいて算出した前記画素部数に相当する複数の画素部に対して前記単位塗布動作を実行することを特徴とする塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−183518(P2012−183518A)
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2011−50016(P2011−50016)
【出願日】平成23年3月8日(2011.3.8)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
【公開日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成23年3月8日(2011.3.8)
【出願人】(000219314)東レエンジニアリング株式会社 (505)
【Fターム(参考)】
[ Back to top ]