
塗布装置及び塗布方法
【課題】 スジムラ故障や泡欠陥のないエクストルージョン型ダイヘッドを用いた塗布装置及び塗布方法を提供する。
【解決手段】 塗液を外部に吐出するスリット17とこのスリット17と連通し塗液を供給するマニフォールド18とを内部に有するエクストルージョン型ダイヘッド1を使用して被塗布物上に塗液を塗布する塗布装置であって、マニフォールド18の壁面に気泡捕集部19としてV字溝を設ける。
【解決手段】 塗液を外部に吐出するスリット17とこのスリット17と連通し塗液を供給するマニフォールド18とを内部に有するエクストルージョン型ダイヘッド1を使用して被塗布物上に塗液を塗布する塗布装置であって、マニフォールド18の壁面に気泡捕集部19としてV字溝を設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、エクストルージョン型ダイヘッドを用いた塗布技術に関するものであり、より詳細には、スジムラ故障や泡欠陥を発生させることなく均一に塗布することができる塗布装置及びそれを用いた塗布方法に関する。
【背景技術】
【0002】
従来、エクストルージョン型ダイヘッドを用いた塗布方法は、高精度で均一な塗膜を得やすく、また塗液劣化や異物混入が少ないといった利点があるため、反射防止フィルムや防眩フィルムなどの光学フィルム、液晶ディスプレイ用カラーフィルターなどの製造に広く用いられている。近年ではこれらの製品の高機能化及び高性能化のため、より薄く高精度な塗布に対する要求が強まっている。
【0003】
エクストルージョン型ダイヘッドを用いた塗布においては、装置振動やバックロール偏心や減圧度変動などによる横段ムラや、異物や塗液凝集物、気泡混入などによるスジムラや泡欠陥などの故障が存在する。なかでも気泡によるスジムラ故障は、塗液供給配管やダイヘッドの内部に残存する空気や、送液中に何らかの形で塗液内に混入した気泡がスリットや塗布ビード内に引っかかって滞留することで引き起こされる故障であり、生産性向上の大きな障害となっている。
【0004】
このような問題点に対して、従来より各種の改良技術が提案されている。
【0005】
特許文献1は、連続走行する可撓性支持体への塗布に関し、塗布開始前に退避位置にてダイヘッド内部の空気を塗液で置換する工程において、スリット出口を上向きに保持しながら塗液吐出を行うことで、ダイヘッド内部の空気残留を抑制する提案である。
【0006】
特許文献2は、マニフォールドとスリットの接続部を双曲線断面とすることにより、接続部での塗液の伸張変形を利用して気泡を引き伸ばし、気泡がスリットを通過して排出されやすくする提案である。
【0007】
特許文献3は、マニフォールド断面形状の工夫によって、浮力によって浮上した気泡が、スリットに入ることなくエアベント管に効率的に排出されるようにする提案である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−13989号公報
【特許文献2】特開2009−112940号公報
【特許文献3】特開平9−276771号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1の方式を用いれば、塗布開始前のダイヘッド内空気置換は効率的になるものの、塗液供給配管も含めて完全に空気を排出することは難しい。また、塗液供給路に脱気装置やフィルターを設けていても塗液への気泡混入を完全に防ぐことは困難であり、それに起因するスジムラ故障や泡欠陥がなくならないという問題がある。
【0010】
また、特許文献2の方式では、塗布開始時にダイヘッド内部に残留した空気、及び、塗液に混入した気泡による故障に対して一定の抑制効果があるが、それでもなお、スリットを通過して塗布ビード内に引っかかった気泡によるスジムラ故障は皆無ではないという問題がある。
【0011】
さらに、特許文献3の方式では、塗液に混入した気泡による故障に対しては一定の抑制効果が期待されるが、塗布開始前のダイヘッド内空気置換を効率よく行うことは困難である。また特許文献3においては、ダイヘッドを縦置きすなわちマニフォールドからスリット出口に至るスリット角度をほぼ鉛直上方とした設置方法が例示されているが、実際には定常塗布開始前やダイヘッド退避時におけるスリット出口からの液ダレや、装置設計の自由度の低さなどの問題があり、実用には適さない。マニフォールド空隙を形成したブロックが上になるようにダイヘッドを横置きまたは斜め置きで設置することも可能だが、塗液が分散安定性の低い懸濁液である場合には、マニフォールド底部に沈降した凝集物による故障が発生しやすくなる問題がある。スリットを挟んで対向する両方のブロックにマニフォールド空隙を形成することで、スリットへの気泡進入防止と沈降物による故障防止の両立を狙うこともできるが、ダイヘッドの構造が複雑になり、製作コストが高くなる問題がある。
【0012】
本発明はこのような事情に鑑みてなされたものであり、スジムラ故障や泡欠陥を発生させることなく均一に塗布することができる、エクストルージョン型ダイヘッドを用いた塗布装置及び塗布方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本願発明者らは、前記の目的を達成するために鋭意検討を重ねた結果、以下に示す塗布装置を用いることにより上記目的を達成できることを見出し、本発明を完成するに至った。
【0014】
すなわち、請求項1記載の発明は、塗液を外部に吐出するスリットと該スリットと連通し塗液を供給するマニフォールドとを内部に有するエクストルージョン型ダイヘッドを使用して支持体上に塗液を塗布する装置であって、前記ダイヘッド内部のマニフォールドの壁面に気泡捕集部が設けられていることを特徴とする塗布装置である。
【0015】
請求項2記載の発明は、前記ダイヘッドは、少なくとも2つのブロックを備え、その2つのブロックが互いに対向して配置し、その対向間の間隙で前記スリットが構成され、前記一方のブロックに前記マニフォールドの一部を構成する凹状空隙が形成され、前記他方のブロックに前記凹状空隙に対向して前記気泡捕集部が設けられていることを特徴とする請求項1に記載の塗布装置である。
【0016】
請求項3記載の発明は、前記気泡捕集部は前記マニフォールドの壁面に形成された溝であり、該溝は前記ダイヘッドの長手方向に略平行であり、かつ、前記ダイヘッドの塗布幅と略等しい長さであることを特徴とする請求項1または2に記載の塗布装置である。
【0017】
請求項4記載の発明は、前記溝は、幅が0.01mm以上1mm以下の範囲内であり、かつ、深さが0.01mm以上1mm以下の範囲内であることを特徴とする請求項3に記載の塗布装置である。
【0018】
請求項5記載の発明は、前記気泡捕集部が設けられたブロックを、前記マニフォールドの凹状空隙が形成されたブロックの上になるようにダイヘッドを配置して塗布することを特徴とする請求項2乃至4のいずれか1項に記載の塗布装置を用いた塗布方法である。
【0019】
請求項6記載の発明は、塗布を一時中断し、供給配管とは別にダイヘッドに設けられた排出配管から塗液を排出してダイヘッド内部に溜まった気泡を除去し、その後塗布を再開することを特徴とする請求項5に記載の塗布方法である。
【0020】
請求項7記載の発明は、前記支持体は塗布位置においてバックアップロールに巻きかけられて連続走行する可撓性支持体であり、かつ、該可撓性支持体の走行方向上流側の塗布ビードを減圧して塗布することを特徴とする請求項5または6に記載の塗布方法である。
【発明の効果】
【0021】
本発明の塗布装置及び塗布方法によれば、気泡によるスジムラ故障や泡欠陥の発生を防止することができる。
【図面の簡単な説明】
【0022】
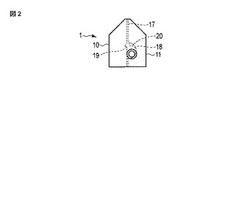
【図1】本発明の一実施形態に係る塗布装置のダイヘッドの正面図。
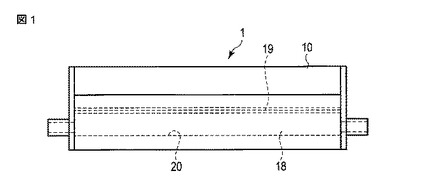
【図2】そのダイヘッドの側面図。
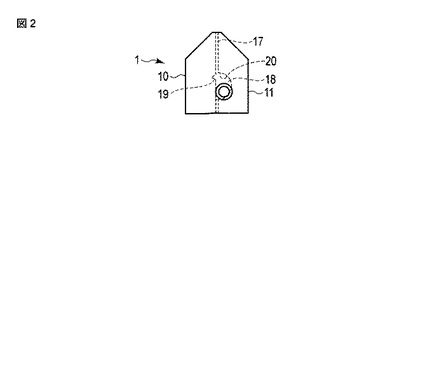
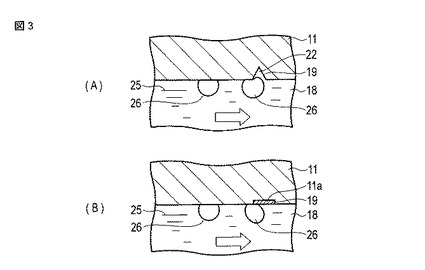
【図3】そのダイヘッドに設けられる気泡捕集部の構造例を示す断面図。
【図4】本発明の一実施形態に係る塗布方法を説明するための説明図。
【図5】その説明図の一部を拡大して示す図。
【図6】本発明の実施例1で用いた塗布装置のダイヘッドの正面図。
【図7】そのダイヘッドの側面図。
【図8】図6中のA−A線に沿う断面図。
【図9】本発明の実施例1における塗液供給系の構成を示す模式図。
【発明を実施するための形態】
【0023】
以下、添付図面を参照しながら、本発明の好ましい実施形態に係る塗布装置及び塗布方法について説明する。
【0024】
本発明の塗布装置は、塗液を外部に吐出するスリットと該スリットと連通し塗液を供給するマニフォールドとを内部に有するエクストルージョン型ダイヘッドを使用して支持体上に液体を塗布する装置であって、ダイヘッド内部のマニフォールド壁面に気泡捕集部が設けられていることを特徴とする。この構成により、塗液中の気泡によるスジムラ故障や泡欠陥の発生がない塗布装置を提供することができる。
【0025】
さらに説明すると、図1及び図2に示すように、本発明の塗布装置のダイヘッド1は、マニフォールド18の一部を構成する凹状空隙20が形成されたブロック(下メインブロック11)と、気泡捕集部19が設けられたブロック(上メインブロック10)を含む少なくとも2つのブロックを備えている。2つのブロックは互いに対向し、その対向間の間隙がスリット17となっている。
【0026】
このように、所望の塗布均一性や塗液分散安定性の要求を満たすべく設計されたマニフォールド18の構成用の凹状空隙20が形成されたブロック(下メインブロック11)と、略平面でマニフォールド18の凹状空隙20と対向する面に気泡捕集部19が設けられたブロック(上メインブロック10)とが別体となることで、ダイヘッド1の製作加工の難度とコストを低減し、また、ダイヘッド1の分解・組立てにおける精度管理を容易にすることができる。
【0027】
本発明の塗布装置において、ダイヘッド1に設けられる気泡捕集部19は、気液固相接触線のピン止め効果によってマニフォールド18の壁面に沿う気泡の移動を妨げる構造が好適であり、具体的には、図3(A)に示すように凹凸や段差を設けた構造や、図3(B)に示すような周囲と濡れ性が異なる部分11aを設けた構造などが利用可能である。
【0028】
気液固相接触線のピン止め効果によってマニフォールド18の壁面に沿う塗液25中の気泡26の移動を妨げる構造とすることにより、浮力で気泡の運動を制御する特許文献3などの従来方式と比べて、マニフォールド形状やダイヘッド設置方法に関する制約が少なくなる利点がある。
【0029】
ダイヘッド1に設けられる気泡捕集部19の構造としては、製作加工や精度維持の容易さ、洗浄性の高さ、および気泡捕集効果の永続性などの点で、ダイヘッド1の長手方向に略平行で、かつ、ダイヘッド1の塗布幅と略等しい長さをもつ溝が好適であり、V字、矩形、半円など、各種の断面形状を有する溝を用いることができる。
【0030】
図3(A)に示す例は、V字溝22を用いたものである。全塗布幅にわたってスジムラ等の防止効果を得るために、前記の溝はダイヘッド1の塗布幅と略等しい長さを持つことが好ましいが、複数本に分割されていても構わない。また、前記の溝は、略平行な複数本の溝からなっていても良い。
【0031】
前記の溝は、幅と深さがともに0.01mm以上1mm以下の範囲内にあることが望ましい。一般に、エクストルージョン型ダイヘッドを用いた塗布では、スリットの幅、および、塗布ギャップの大きさがともに0.01mm以上1mm以下の範囲であり、スジムラ故障等の問題を引き起こす気泡の大きさもやはり同程度の範囲であるため、溝の幅および深さを0.01mm以上1mm以下の範囲内とすることで、高い気泡捕集効果が得られる。
【0032】
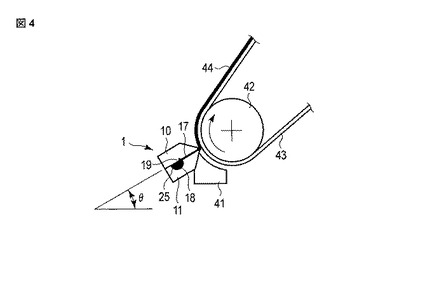
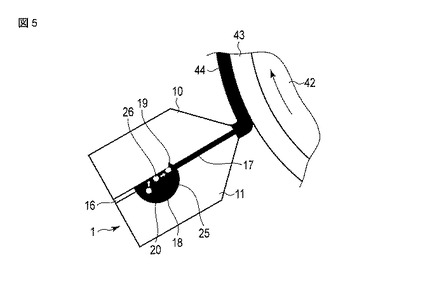
また本発明においては、図4および図5に示すように、気泡捕集部19が設けられたブロック(上メインブロック10)が、前記マニフォールド18を構成する凹状空隙20が形成されたブロック(下メインブロック11)の上になるようにダイヘッド1を設置して塗布することを特徴とする。
【0033】
特に、マニフォールド18からスリット17の出口に至るスリット17の広がりの面と水平面とのなす角度をθとしたときに、10°<θ<50°となるように、スリット17の出口を上向きにしてダイヘッド1を設置することが望ましい。この方法により、図5に示すように、マニフォールド18内で浮力により浮上した気泡26を、気泡捕集部19にて効率的に捕集することが可能となる。また、マニフォールド18の構成用の凹状空隙20が形成されたブロック(下メインブロック11)を下にすることで、塗布開始前のダイヘッド内空気置換が容易になるのに加えて、塗液が分散安定性の低い懸濁液であっても、マニフォールド18の底部に沈降した凝集物による故障を防止することができる。
【0034】
また本発明は、定常的に塗布を行う工程に加えて、塗布を一時中断して供給配管とは別にダイヘッド1に設けられた排出配管から塗液を排出することによりダイヘッド1の内部に溜まった気泡を除去する工程と、その後再び定常的に塗布を行う工程とを含む塗布方法とすることが可能である。この方式により、定常的に塗布を行う工程で気泡捕集部19に捕集された気泡を一時中断の工程時に除去し、引き続きスジムラ等の故障のない塗布を行うことができる。
【0035】
本発明の塗布装置および塗布方法は、塗布位置においてバックアップロール42に巻きかけられて連続走行する可撓性支持体43を被塗布物とし、この可撓性支持体43の走行方向上流側の塗布ビードを減圧して塗布する塗布方式に対して、特に好ましく適用できる。
【0036】
本発明の塗布装置にあっては、必要に応じて、乾燥装置やUV硬化装置などが付設される。
【0037】
以下、本発明の実施例を説明する。なお本発明はこの実施例によって限定されるものではない。
【実施例1】
【0038】
本実施例は、本発明に係る塗布装置および塗布方法を、防眩フィルムの製造に用いた例である。
【0039】
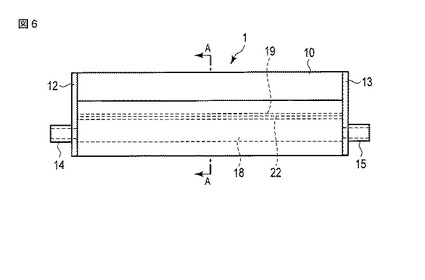
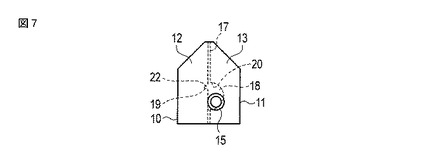
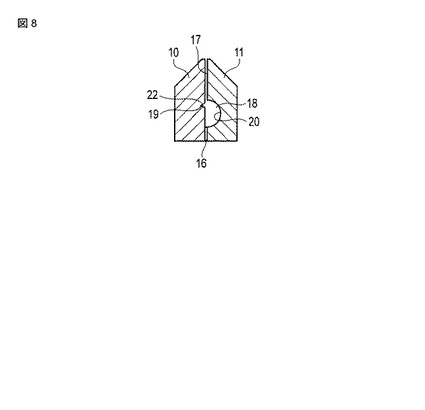
図6乃至図8に本実施例で使用したエクストルージョン型ダイヘッド1(塗布幅1475mm)の形状を示す。図6はダイヘッド1の正面図、図7はダイヘッド1の側面図、図8はダイヘッド1の断面図である。
【0040】
ダイヘッド1は、上メインブロック10、下メインブロック11、入口側サイドブロック12、出口側サイドブロック13の4つのステンレス鋼(HPM38)製ブロックからなる。上メインブロック10と下メインブロック11は、互いに対向し、その対向間にシム16を挟んでボルトで締結され、その対向間で厚さ0.15mm、長さ50mmのスリット17が形成されている。
【0041】
下メインブロック11には、上メインブロック10との対向面の一部に半径10mmの断面半円形をなす凹状空隙20が形成されており、この凹状空隙20と上メインブロック10の壁面の一部とで前記スリット17に通じるマニフォールド18が構成されている。
【0042】
入口側サイドブロック12には直径8mmの円形孔が設けられ、この円形孔と連通する供給配管14(内径8mm)を通してマニフォールド18に塗液25が供給される。同様に、出口側サイドブロック13には直径8mmの円形孔が設けられ、該円形孔と連通する排出配管15(内径8mm)を通してマニフォールド18から塗液25が排出される。
【0043】
図8に示すように、上メインブロック10には、気泡捕集部19として、幅0.1mm、深さ0.1mmのV字溝22が設けられている。このV字溝22は、上メインブロック10の前記凹状空隙20と対向する面、つまりマニフォールド18の壁面の一部に形成されている。V字溝22は、ダイヘッド1の長手方向に平行に設けられており、長さはダイヘッド1の塗布幅と略等しい1505mmで、両端の各5mmは外側に向かって次第に浅くなっている。
【0044】
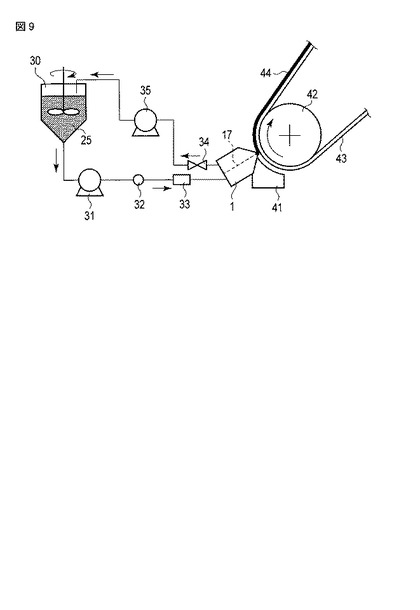
図9は、本実施例におけるダイヘッド1の設置方法と塗液供給系の構成を示す模式図である。塗液25は、良好な分散性を保つために、タンク30内で攪拌されている。タンク30から供給される塗液25は、供給ポンプ31により圧送され、その流量は流量計32によって測定され制御される。
【0045】
圧送された塗液25は、フィルター33(公称濾過精度10μm)により濾過され、ダイヘッド1の供給配管14に供給される。ダイヘッド1の排出配管15には排出バルブ34が接続されており、ダイヘッド1からの塗液25の排出を開放・遮断できる。排出バルブ34を通過した塗液25は、排出ポンプ35によってタンク30に戻される。
【0046】
塗布工程時において、ダイヘッド1は、連続走行する支持体43を巻きかけたバックアップロール42(直径250mm)に対向して、スリット17の広がりの面が水平面に対して上向き30度となるように設置した。また、ダイヘッド1には減圧チャンバー41を設置し、支持体43走行方向上流側の塗布ビードを減圧できるようにした。支持体43として、可撓性を有する幅1500mm、厚さ80μmのトリアセチルセルロースフィルム(TAC)を使用した。
【0047】
本実施例で用いた塗液25は、トルエン20重量部、イソプロピルアルコール30重量部、ウレタンアクリレート紫外線硬化樹脂40重量部、アクリルスチレンフィラー(重量平均粒径4μm)5重量部、および、ラジカル型光重合開始剤とフッ素系界面活性剤からなり、粘度は5mPa・s、表面張力は30mN/m、密度は960kg/m3である。
【0048】
本実施例ではまず、ダイヘッド1をバックアップロール42から離した退避位置において、10分間、排出バルブ34を閉じ、供給ポンプ31の流量を毎分400mlに設定して、ダイヘッド1のスリット17の出口から塗液25を吐出させ、ダイヘッド1の内部の空気を塗液で置換した。続いて5分間、排出バルブ34を開き、供給ポンプ31の流量を毎分1500ml、排出ポンプ35の流量を毎分1400mlに設定して、ダイヘッド1の内部に残留した気泡を除去した。
【0049】
さらに続いて、排出バルブ34を閉じ、供給ポンプ31の流量を毎分800mlに設定して、ダイヘッド1のスリット17の出口から塗液25を吐出させながらダイヘッド1をバックアップロール42に近接させ、支持体43との距離を0.13mmに保ち、減圧チャンバー41内の圧力を大気圧より500Pa低く保ち、支持体43を毎分30mで走行させながら、30分間、1回目の塗布を行ない、支持体43の上に塗膜44を形成した。その間、スジムラや泡欠陥は発生しなかった。
【0050】
1回目の塗布の終了後、ダイヘッド1を再びバックアップロール42から離して退避位置に移動させ、5分間、排出バルブ34を開き、供給ポンプ31の流量を毎分1500ml、排出ポンプ35の流量を毎分1400mlに設定して、ダイヘッド1の内部の気泡を除去した。
【0051】
その後、排出バルブ34を閉じ、供給ポンプ31の流量を毎分800mlに設定して、ダイヘッド1をバックアップロール42に近接させ、1回目の塗布と同じ条件で、30分間、2回目の塗布を行った。その間、スジムラや泡欠陥は発生しなかった。
【0052】
次に、本発明の比較例を説明する。
【比較例1】
【0053】
本比較例では、実施例1で使用したダイヘッドと同じ外形、マニフォールド形状、スリット形状を持ち、上メインブロックのV字溝が存在しないことのみが異なるダイヘッドを用いた。実施例1で使用した塗布装置のダイヘッドをV字溝がない前記ダイヘッドに交換し、それ以外の塗液供給系や支持体搬送系は同一の構成のまま、本比較例を実施した。また、実施例1と同一の材料を使用した。
【0054】
前記の構成を用いて、実施例1と同一の条件でダイヘッド内空気置換、ダイヘッド内部気泡除去、1回目の塗布、ダイヘッド内部気泡除去、2回目の塗布を順次行ったところ、1回目の塗布では全塗布幅中で4本、2回目の塗布では全塗布幅中で2本のスジムラが発生した。
【0055】
この比較で、本発明による気泡によるスジムラ故障や泡欠陥の発生防止効果を確認することができた。
【産業上の利用可能性】
【0056】
上述の発明は、反射防止フィルム、防眩フィルム等の光学フィルムを始めとする各種機能性フィルムの製造に利用可能である。
【符号の説明】
【0057】
1…ダイヘッド
10…上メインブロック
11…下メインブロック
12…入口側サイドブロック
13…出口側サイドブロック
14…供給配管
15…排出配管
16…シム
17…スリット
18…マニフォールド
19…気泡捕集部
22…V字溝
25…塗液
26…気泡
30…タンク
31…供給ポンプ
32…流量計
33…フィルター
34…排出バルブ
35…排出ポンプ
41…減圧チャンバー
42…バックアップロール
43…支持体
44…塗膜
【技術分野】
【0001】
本発明は、エクストルージョン型ダイヘッドを用いた塗布技術に関するものであり、より詳細には、スジムラ故障や泡欠陥を発生させることなく均一に塗布することができる塗布装置及びそれを用いた塗布方法に関する。
【背景技術】
【0002】
従来、エクストルージョン型ダイヘッドを用いた塗布方法は、高精度で均一な塗膜を得やすく、また塗液劣化や異物混入が少ないといった利点があるため、反射防止フィルムや防眩フィルムなどの光学フィルム、液晶ディスプレイ用カラーフィルターなどの製造に広く用いられている。近年ではこれらの製品の高機能化及び高性能化のため、より薄く高精度な塗布に対する要求が強まっている。
【0003】
エクストルージョン型ダイヘッドを用いた塗布においては、装置振動やバックロール偏心や減圧度変動などによる横段ムラや、異物や塗液凝集物、気泡混入などによるスジムラや泡欠陥などの故障が存在する。なかでも気泡によるスジムラ故障は、塗液供給配管やダイヘッドの内部に残存する空気や、送液中に何らかの形で塗液内に混入した気泡がスリットや塗布ビード内に引っかかって滞留することで引き起こされる故障であり、生産性向上の大きな障害となっている。
【0004】
このような問題点に対して、従来より各種の改良技術が提案されている。
【0005】
特許文献1は、連続走行する可撓性支持体への塗布に関し、塗布開始前に退避位置にてダイヘッド内部の空気を塗液で置換する工程において、スリット出口を上向きに保持しながら塗液吐出を行うことで、ダイヘッド内部の空気残留を抑制する提案である。
【0006】
特許文献2は、マニフォールドとスリットの接続部を双曲線断面とすることにより、接続部での塗液の伸張変形を利用して気泡を引き伸ばし、気泡がスリットを通過して排出されやすくする提案である。
【0007】
特許文献3は、マニフォールド断面形状の工夫によって、浮力によって浮上した気泡が、スリットに入ることなくエアベント管に効率的に排出されるようにする提案である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2005−13989号公報
【特許文献2】特開2009−112940号公報
【特許文献3】特開平9−276771号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
しかしながら、特許文献1の方式を用いれば、塗布開始前のダイヘッド内空気置換は効率的になるものの、塗液供給配管も含めて完全に空気を排出することは難しい。また、塗液供給路に脱気装置やフィルターを設けていても塗液への気泡混入を完全に防ぐことは困難であり、それに起因するスジムラ故障や泡欠陥がなくならないという問題がある。
【0010】
また、特許文献2の方式では、塗布開始時にダイヘッド内部に残留した空気、及び、塗液に混入した気泡による故障に対して一定の抑制効果があるが、それでもなお、スリットを通過して塗布ビード内に引っかかった気泡によるスジムラ故障は皆無ではないという問題がある。
【0011】
さらに、特許文献3の方式では、塗液に混入した気泡による故障に対しては一定の抑制効果が期待されるが、塗布開始前のダイヘッド内空気置換を効率よく行うことは困難である。また特許文献3においては、ダイヘッドを縦置きすなわちマニフォールドからスリット出口に至るスリット角度をほぼ鉛直上方とした設置方法が例示されているが、実際には定常塗布開始前やダイヘッド退避時におけるスリット出口からの液ダレや、装置設計の自由度の低さなどの問題があり、実用には適さない。マニフォールド空隙を形成したブロックが上になるようにダイヘッドを横置きまたは斜め置きで設置することも可能だが、塗液が分散安定性の低い懸濁液である場合には、マニフォールド底部に沈降した凝集物による故障が発生しやすくなる問題がある。スリットを挟んで対向する両方のブロックにマニフォールド空隙を形成することで、スリットへの気泡進入防止と沈降物による故障防止の両立を狙うこともできるが、ダイヘッドの構造が複雑になり、製作コストが高くなる問題がある。
【0012】
本発明はこのような事情に鑑みてなされたものであり、スジムラ故障や泡欠陥を発生させることなく均一に塗布することができる、エクストルージョン型ダイヘッドを用いた塗布装置及び塗布方法を提供することを目的とする。
【課題を解決するための手段】
【0013】
本願発明者らは、前記の目的を達成するために鋭意検討を重ねた結果、以下に示す塗布装置を用いることにより上記目的を達成できることを見出し、本発明を完成するに至った。
【0014】
すなわち、請求項1記載の発明は、塗液を外部に吐出するスリットと該スリットと連通し塗液を供給するマニフォールドとを内部に有するエクストルージョン型ダイヘッドを使用して支持体上に塗液を塗布する装置であって、前記ダイヘッド内部のマニフォールドの壁面に気泡捕集部が設けられていることを特徴とする塗布装置である。
【0015】
請求項2記載の発明は、前記ダイヘッドは、少なくとも2つのブロックを備え、その2つのブロックが互いに対向して配置し、その対向間の間隙で前記スリットが構成され、前記一方のブロックに前記マニフォールドの一部を構成する凹状空隙が形成され、前記他方のブロックに前記凹状空隙に対向して前記気泡捕集部が設けられていることを特徴とする請求項1に記載の塗布装置である。
【0016】
請求項3記載の発明は、前記気泡捕集部は前記マニフォールドの壁面に形成された溝であり、該溝は前記ダイヘッドの長手方向に略平行であり、かつ、前記ダイヘッドの塗布幅と略等しい長さであることを特徴とする請求項1または2に記載の塗布装置である。
【0017】
請求項4記載の発明は、前記溝は、幅が0.01mm以上1mm以下の範囲内であり、かつ、深さが0.01mm以上1mm以下の範囲内であることを特徴とする請求項3に記載の塗布装置である。
【0018】
請求項5記載の発明は、前記気泡捕集部が設けられたブロックを、前記マニフォールドの凹状空隙が形成されたブロックの上になるようにダイヘッドを配置して塗布することを特徴とする請求項2乃至4のいずれか1項に記載の塗布装置を用いた塗布方法である。
【0019】
請求項6記載の発明は、塗布を一時中断し、供給配管とは別にダイヘッドに設けられた排出配管から塗液を排出してダイヘッド内部に溜まった気泡を除去し、その後塗布を再開することを特徴とする請求項5に記載の塗布方法である。
【0020】
請求項7記載の発明は、前記支持体は塗布位置においてバックアップロールに巻きかけられて連続走行する可撓性支持体であり、かつ、該可撓性支持体の走行方向上流側の塗布ビードを減圧して塗布することを特徴とする請求項5または6に記載の塗布方法である。
【発明の効果】
【0021】
本発明の塗布装置及び塗布方法によれば、気泡によるスジムラ故障や泡欠陥の発生を防止することができる。
【図面の簡単な説明】
【0022】
【図1】本発明の一実施形態に係る塗布装置のダイヘッドの正面図。
【図2】そのダイヘッドの側面図。
【図3】そのダイヘッドに設けられる気泡捕集部の構造例を示す断面図。
【図4】本発明の一実施形態に係る塗布方法を説明するための説明図。
【図5】その説明図の一部を拡大して示す図。
【図6】本発明の実施例1で用いた塗布装置のダイヘッドの正面図。
【図7】そのダイヘッドの側面図。
【図8】図6中のA−A線に沿う断面図。
【図9】本発明の実施例1における塗液供給系の構成を示す模式図。
【発明を実施するための形態】
【0023】
以下、添付図面を参照しながら、本発明の好ましい実施形態に係る塗布装置及び塗布方法について説明する。
【0024】
本発明の塗布装置は、塗液を外部に吐出するスリットと該スリットと連通し塗液を供給するマニフォールドとを内部に有するエクストルージョン型ダイヘッドを使用して支持体上に液体を塗布する装置であって、ダイヘッド内部のマニフォールド壁面に気泡捕集部が設けられていることを特徴とする。この構成により、塗液中の気泡によるスジムラ故障や泡欠陥の発生がない塗布装置を提供することができる。
【0025】
さらに説明すると、図1及び図2に示すように、本発明の塗布装置のダイヘッド1は、マニフォールド18の一部を構成する凹状空隙20が形成されたブロック(下メインブロック11)と、気泡捕集部19が設けられたブロック(上メインブロック10)を含む少なくとも2つのブロックを備えている。2つのブロックは互いに対向し、その対向間の間隙がスリット17となっている。
【0026】
このように、所望の塗布均一性や塗液分散安定性の要求を満たすべく設計されたマニフォールド18の構成用の凹状空隙20が形成されたブロック(下メインブロック11)と、略平面でマニフォールド18の凹状空隙20と対向する面に気泡捕集部19が設けられたブロック(上メインブロック10)とが別体となることで、ダイヘッド1の製作加工の難度とコストを低減し、また、ダイヘッド1の分解・組立てにおける精度管理を容易にすることができる。
【0027】
本発明の塗布装置において、ダイヘッド1に設けられる気泡捕集部19は、気液固相接触線のピン止め効果によってマニフォールド18の壁面に沿う気泡の移動を妨げる構造が好適であり、具体的には、図3(A)に示すように凹凸や段差を設けた構造や、図3(B)に示すような周囲と濡れ性が異なる部分11aを設けた構造などが利用可能である。
【0028】
気液固相接触線のピン止め効果によってマニフォールド18の壁面に沿う塗液25中の気泡26の移動を妨げる構造とすることにより、浮力で気泡の運動を制御する特許文献3などの従来方式と比べて、マニフォールド形状やダイヘッド設置方法に関する制約が少なくなる利点がある。
【0029】
ダイヘッド1に設けられる気泡捕集部19の構造としては、製作加工や精度維持の容易さ、洗浄性の高さ、および気泡捕集効果の永続性などの点で、ダイヘッド1の長手方向に略平行で、かつ、ダイヘッド1の塗布幅と略等しい長さをもつ溝が好適であり、V字、矩形、半円など、各種の断面形状を有する溝を用いることができる。
【0030】
図3(A)に示す例は、V字溝22を用いたものである。全塗布幅にわたってスジムラ等の防止効果を得るために、前記の溝はダイヘッド1の塗布幅と略等しい長さを持つことが好ましいが、複数本に分割されていても構わない。また、前記の溝は、略平行な複数本の溝からなっていても良い。
【0031】
前記の溝は、幅と深さがともに0.01mm以上1mm以下の範囲内にあることが望ましい。一般に、エクストルージョン型ダイヘッドを用いた塗布では、スリットの幅、および、塗布ギャップの大きさがともに0.01mm以上1mm以下の範囲であり、スジムラ故障等の問題を引き起こす気泡の大きさもやはり同程度の範囲であるため、溝の幅および深さを0.01mm以上1mm以下の範囲内とすることで、高い気泡捕集効果が得られる。
【0032】
また本発明においては、図4および図5に示すように、気泡捕集部19が設けられたブロック(上メインブロック10)が、前記マニフォールド18を構成する凹状空隙20が形成されたブロック(下メインブロック11)の上になるようにダイヘッド1を設置して塗布することを特徴とする。
【0033】
特に、マニフォールド18からスリット17の出口に至るスリット17の広がりの面と水平面とのなす角度をθとしたときに、10°<θ<50°となるように、スリット17の出口を上向きにしてダイヘッド1を設置することが望ましい。この方法により、図5に示すように、マニフォールド18内で浮力により浮上した気泡26を、気泡捕集部19にて効率的に捕集することが可能となる。また、マニフォールド18の構成用の凹状空隙20が形成されたブロック(下メインブロック11)を下にすることで、塗布開始前のダイヘッド内空気置換が容易になるのに加えて、塗液が分散安定性の低い懸濁液であっても、マニフォールド18の底部に沈降した凝集物による故障を防止することができる。
【0034】
また本発明は、定常的に塗布を行う工程に加えて、塗布を一時中断して供給配管とは別にダイヘッド1に設けられた排出配管から塗液を排出することによりダイヘッド1の内部に溜まった気泡を除去する工程と、その後再び定常的に塗布を行う工程とを含む塗布方法とすることが可能である。この方式により、定常的に塗布を行う工程で気泡捕集部19に捕集された気泡を一時中断の工程時に除去し、引き続きスジムラ等の故障のない塗布を行うことができる。
【0035】
本発明の塗布装置および塗布方法は、塗布位置においてバックアップロール42に巻きかけられて連続走行する可撓性支持体43を被塗布物とし、この可撓性支持体43の走行方向上流側の塗布ビードを減圧して塗布する塗布方式に対して、特に好ましく適用できる。
【0036】
本発明の塗布装置にあっては、必要に応じて、乾燥装置やUV硬化装置などが付設される。
【0037】
以下、本発明の実施例を説明する。なお本発明はこの実施例によって限定されるものではない。
【実施例1】
【0038】
本実施例は、本発明に係る塗布装置および塗布方法を、防眩フィルムの製造に用いた例である。
【0039】
図6乃至図8に本実施例で使用したエクストルージョン型ダイヘッド1(塗布幅1475mm)の形状を示す。図6はダイヘッド1の正面図、図7はダイヘッド1の側面図、図8はダイヘッド1の断面図である。
【0040】
ダイヘッド1は、上メインブロック10、下メインブロック11、入口側サイドブロック12、出口側サイドブロック13の4つのステンレス鋼(HPM38)製ブロックからなる。上メインブロック10と下メインブロック11は、互いに対向し、その対向間にシム16を挟んでボルトで締結され、その対向間で厚さ0.15mm、長さ50mmのスリット17が形成されている。
【0041】
下メインブロック11には、上メインブロック10との対向面の一部に半径10mmの断面半円形をなす凹状空隙20が形成されており、この凹状空隙20と上メインブロック10の壁面の一部とで前記スリット17に通じるマニフォールド18が構成されている。
【0042】
入口側サイドブロック12には直径8mmの円形孔が設けられ、この円形孔と連通する供給配管14(内径8mm)を通してマニフォールド18に塗液25が供給される。同様に、出口側サイドブロック13には直径8mmの円形孔が設けられ、該円形孔と連通する排出配管15(内径8mm)を通してマニフォールド18から塗液25が排出される。
【0043】
図8に示すように、上メインブロック10には、気泡捕集部19として、幅0.1mm、深さ0.1mmのV字溝22が設けられている。このV字溝22は、上メインブロック10の前記凹状空隙20と対向する面、つまりマニフォールド18の壁面の一部に形成されている。V字溝22は、ダイヘッド1の長手方向に平行に設けられており、長さはダイヘッド1の塗布幅と略等しい1505mmで、両端の各5mmは外側に向かって次第に浅くなっている。
【0044】
図9は、本実施例におけるダイヘッド1の設置方法と塗液供給系の構成を示す模式図である。塗液25は、良好な分散性を保つために、タンク30内で攪拌されている。タンク30から供給される塗液25は、供給ポンプ31により圧送され、その流量は流量計32によって測定され制御される。
【0045】
圧送された塗液25は、フィルター33(公称濾過精度10μm)により濾過され、ダイヘッド1の供給配管14に供給される。ダイヘッド1の排出配管15には排出バルブ34が接続されており、ダイヘッド1からの塗液25の排出を開放・遮断できる。排出バルブ34を通過した塗液25は、排出ポンプ35によってタンク30に戻される。
【0046】
塗布工程時において、ダイヘッド1は、連続走行する支持体43を巻きかけたバックアップロール42(直径250mm)に対向して、スリット17の広がりの面が水平面に対して上向き30度となるように設置した。また、ダイヘッド1には減圧チャンバー41を設置し、支持体43走行方向上流側の塗布ビードを減圧できるようにした。支持体43として、可撓性を有する幅1500mm、厚さ80μmのトリアセチルセルロースフィルム(TAC)を使用した。
【0047】
本実施例で用いた塗液25は、トルエン20重量部、イソプロピルアルコール30重量部、ウレタンアクリレート紫外線硬化樹脂40重量部、アクリルスチレンフィラー(重量平均粒径4μm)5重量部、および、ラジカル型光重合開始剤とフッ素系界面活性剤からなり、粘度は5mPa・s、表面張力は30mN/m、密度は960kg/m3である。
【0048】
本実施例ではまず、ダイヘッド1をバックアップロール42から離した退避位置において、10分間、排出バルブ34を閉じ、供給ポンプ31の流量を毎分400mlに設定して、ダイヘッド1のスリット17の出口から塗液25を吐出させ、ダイヘッド1の内部の空気を塗液で置換した。続いて5分間、排出バルブ34を開き、供給ポンプ31の流量を毎分1500ml、排出ポンプ35の流量を毎分1400mlに設定して、ダイヘッド1の内部に残留した気泡を除去した。
【0049】
さらに続いて、排出バルブ34を閉じ、供給ポンプ31の流量を毎分800mlに設定して、ダイヘッド1のスリット17の出口から塗液25を吐出させながらダイヘッド1をバックアップロール42に近接させ、支持体43との距離を0.13mmに保ち、減圧チャンバー41内の圧力を大気圧より500Pa低く保ち、支持体43を毎分30mで走行させながら、30分間、1回目の塗布を行ない、支持体43の上に塗膜44を形成した。その間、スジムラや泡欠陥は発生しなかった。
【0050】
1回目の塗布の終了後、ダイヘッド1を再びバックアップロール42から離して退避位置に移動させ、5分間、排出バルブ34を開き、供給ポンプ31の流量を毎分1500ml、排出ポンプ35の流量を毎分1400mlに設定して、ダイヘッド1の内部の気泡を除去した。
【0051】
その後、排出バルブ34を閉じ、供給ポンプ31の流量を毎分800mlに設定して、ダイヘッド1をバックアップロール42に近接させ、1回目の塗布と同じ条件で、30分間、2回目の塗布を行った。その間、スジムラや泡欠陥は発生しなかった。
【0052】
次に、本発明の比較例を説明する。
【比較例1】
【0053】
本比較例では、実施例1で使用したダイヘッドと同じ外形、マニフォールド形状、スリット形状を持ち、上メインブロックのV字溝が存在しないことのみが異なるダイヘッドを用いた。実施例1で使用した塗布装置のダイヘッドをV字溝がない前記ダイヘッドに交換し、それ以外の塗液供給系や支持体搬送系は同一の構成のまま、本比較例を実施した。また、実施例1と同一の材料を使用した。
【0054】
前記の構成を用いて、実施例1と同一の条件でダイヘッド内空気置換、ダイヘッド内部気泡除去、1回目の塗布、ダイヘッド内部気泡除去、2回目の塗布を順次行ったところ、1回目の塗布では全塗布幅中で4本、2回目の塗布では全塗布幅中で2本のスジムラが発生した。
【0055】
この比較で、本発明による気泡によるスジムラ故障や泡欠陥の発生防止効果を確認することができた。
【産業上の利用可能性】
【0056】
上述の発明は、反射防止フィルム、防眩フィルム等の光学フィルムを始めとする各種機能性フィルムの製造に利用可能である。
【符号の説明】
【0057】
1…ダイヘッド
10…上メインブロック
11…下メインブロック
12…入口側サイドブロック
13…出口側サイドブロック
14…供給配管
15…排出配管
16…シム
17…スリット
18…マニフォールド
19…気泡捕集部
22…V字溝
25…塗液
26…気泡
30…タンク
31…供給ポンプ
32…流量計
33…フィルター
34…排出バルブ
35…排出ポンプ
41…減圧チャンバー
42…バックアップロール
43…支持体
44…塗膜
【特許請求の範囲】
【請求項1】
塗液を外部に吐出するスリットと該スリットと連通し塗液を供給するマニフォールドとを内部に有するエクストルージョン型ダイヘッドを使用して支持体上に塗液を塗布する装置であって、前記ダイヘッド内部のマニフォールドの壁面に気泡捕集部が設けられていることを特徴とする塗布装置。
【請求項2】
前記ダイヘッドは、少なくとも2つのブロックを備え、その2つのブロックが互いに対向して配置し、その対向間の間隙で前記スリットが構成され、前記一方のブロックに前記マニフォールドの一部を構成する凹状空隙が形成され、前記他方のブロックに前記凹状空隙に対向して前記気泡捕集部が設けられていることを特徴とする請求項1に記載の塗布装置。
【請求項3】
前記気泡捕集部は前記マニフォールドの壁面に形成された溝であり、該溝は前記ダイヘッドの長手方向に略平行であり、かつ、前記ダイヘッドの塗布幅と略等しい長さであることを特徴とする請求項1または2に記載の塗布装置。
【請求項4】
前記溝は、幅が0.01mm以上1mm以下の範囲内であり、かつ、深さが0.01mm以上1mm以下の範囲内であることを特徴とする請求項3に記載の塗布装置。
【請求項5】
前記気泡捕集部が設けられたブロックを、前記マニフォールドの凹状空隙が形成されたブロックの上になるようにダイヘッドを配置して塗布することを特徴とする請求項2乃至4のいずれか1項に記載の塗布装置を用いた塗布方法。
【請求項6】
塗布を一時中断し、供給配管とは別にダイヘッドに設けられた排出配管から塗液を排出してダイヘッド内部に溜まった気泡を除去し、その後塗布を再開することを特徴とする請求項5に記載の塗布方法。
【請求項7】
前記支持体は塗布位置においてバックアップロールに巻きかけられて連続走行する可撓性支持体であり、かつ、該可撓性支持体の走行方向上流側の塗布ビードを減圧して塗布することを特徴とする請求項5または6に記載の塗布方法。
【請求項1】
塗液を外部に吐出するスリットと該スリットと連通し塗液を供給するマニフォールドとを内部に有するエクストルージョン型ダイヘッドを使用して支持体上に塗液を塗布する装置であって、前記ダイヘッド内部のマニフォールドの壁面に気泡捕集部が設けられていることを特徴とする塗布装置。
【請求項2】
前記ダイヘッドは、少なくとも2つのブロックを備え、その2つのブロックが互いに対向して配置し、その対向間の間隙で前記スリットが構成され、前記一方のブロックに前記マニフォールドの一部を構成する凹状空隙が形成され、前記他方のブロックに前記凹状空隙に対向して前記気泡捕集部が設けられていることを特徴とする請求項1に記載の塗布装置。
【請求項3】
前記気泡捕集部は前記マニフォールドの壁面に形成された溝であり、該溝は前記ダイヘッドの長手方向に略平行であり、かつ、前記ダイヘッドの塗布幅と略等しい長さであることを特徴とする請求項1または2に記載の塗布装置。
【請求項4】
前記溝は、幅が0.01mm以上1mm以下の範囲内であり、かつ、深さが0.01mm以上1mm以下の範囲内であることを特徴とする請求項3に記載の塗布装置。
【請求項5】
前記気泡捕集部が設けられたブロックを、前記マニフォールドの凹状空隙が形成されたブロックの上になるようにダイヘッドを配置して塗布することを特徴とする請求項2乃至4のいずれか1項に記載の塗布装置を用いた塗布方法。
【請求項6】
塗布を一時中断し、供給配管とは別にダイヘッドに設けられた排出配管から塗液を排出してダイヘッド内部に溜まった気泡を除去し、その後塗布を再開することを特徴とする請求項5に記載の塗布方法。
【請求項7】
前記支持体は塗布位置においてバックアップロールに巻きかけられて連続走行する可撓性支持体であり、かつ、該可撓性支持体の走行方向上流側の塗布ビードを減圧して塗布することを特徴とする請求項5または6に記載の塗布方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−66858(P2013−66858A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208081(P2011−208081)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]