
塗布装置及び表示装置の製造方法

【課題】装置の簡略化及び塗布異常検査時間の短縮化を実現することができる塗布装置を提供する。
【解決手段】塗布装置1において、塗布対象物Kが載置されるステージ2と、ステージ2上の塗布対象物Kに対してシール材を吐出する吐出ヘッド4と、シール材の塗布パターンの目標塗布軌跡に基づいてステージ2を移動させるステージ移動機構3と、ステージ2の位置を検出する位置検出部と、検出したステージ2の位置と目標塗布軌跡に基づく位置とを比較し、塗布対象物Kに塗布されたシール材の塗布パターン形状の良否を判定する判定手段とを備える。
【解決手段】塗布装置1において、塗布対象物Kが載置されるステージ2と、ステージ2上の塗布対象物Kに対してシール材を吐出する吐出ヘッド4と、シール材の塗布パターンの目標塗布軌跡に基づいてステージ2を移動させるステージ移動機構3と、ステージ2の位置を検出する位置検出部と、検出したステージ2の位置と目標塗布軌跡に基づく位置とを比較し、塗布対象物Kに塗布されたシール材の塗布パターン形状の良否を判定する判定手段とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗布装置及び表示装置の製造方法に関し、特に、シール材を塗布する塗布装置及びその塗布装置を用いる表示装置の製造方法に関する。
【背景技術】
【0002】
塗布装置は、液晶表示装置、有機EL(Electro Luminescence)表示装置及び電子放出表示装置等の様々な装置を製造するために用いられている。この塗布装置は、塗布対象物に対してシール材を吐出する吐出ヘッドを備えており、その吐出ヘッドと塗布対象物とを相対移動させながら、塗布対象物上にシール材を塗布し、所定の塗布パターン(シールパターン)を形成する。例えば、液晶表示装置を製造するため、2枚の基板を貼り合わせる場合には、塗布装置は、塗布対象物である基板に対して表示領域を囲むようにシール材を塗布し、矩形状の塗布パターンを形成する。その後、シール材が所定の塗布パターンどおりに塗布されたか否かを検査する塗布異常検査が行われる。この塗布異常検査を行う技術としては、基板上に塗布されたシール材を撮像し、撮像した画像からシール材の塗布状態を判定するシール検査システムが提案されている(例えば、特許文献1参照)。
【特許文献1】特開平8−334478号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来のシール検査システムでは、塗布パターンを撮像する複数のカメラや撮像した画像を処理する画像処理システム等が必要となるため、装置が複雑化してしまい、加えて、その塗布異常検査時間も長くなってしまう。
【0004】
本発明は、上記に鑑みてなされたものであり、その目的は、装置の簡略化及び塗布異常検査時間の短縮化を実現することができる塗布装置及び表示装置の製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明の実施の形態に係る第1の特徴は、塗布装置において、塗布対象物が載置されるステージと、ステージ上の塗布対象物に対してシール材を吐出する吐出ヘッドと、シール材の塗布パターンの目標塗布軌跡に基づいてステージを移動させるステージ移動機構と、ステージの位置を検出する位置検出部と、検出したステージの位置と目標塗布軌跡に基づく位置とを比較し、塗布対象物に塗布されたシール材の塗布パターン形状の良否を判定する判定手段とを備えることである。
【0006】
本発明の実施の形態に係る第2の特徴は、表示装置の製造方法において、前述の第1の特徴に係る塗布装置を用いて、塗布対象物にシール材を塗布することである。
【発明の効果】
【0007】
本発明によれば、装置の簡略化及び塗布異常検査時間の短縮化を実現することができる塗布装置及び表示装置の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0008】
本発明の実施の一形態について図面を参照して説明する。
【0009】
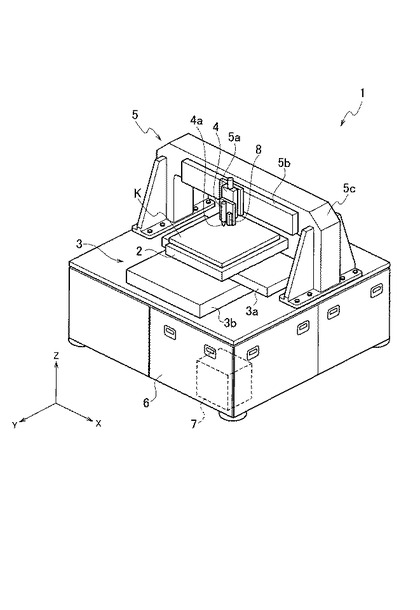
図1に示すように、本発明の実施の形態に係る塗布装置1は、塗布対象物である基板Kが載置されるステージ2と、そのステージ2を保持して移動させるステージ移動機構3と、ステージ2上の基板Kに対してシール材(シール剤)を吐出する吐出ヘッド4と、その吐出ヘッド4を保持して移動させるヘッド移動機構5と、ステージ移動機構3及びヘッド移動機構5を支持する架台6と、各部を制御する制御ユニット7とを備えている。
【0010】
ステージ2は、ステージ移動機構3上に積層され、X軸方向及びY軸方向(図1参照)に移動可能に設けられている。このステージ2はステージ移動機構3によりX軸方向及びY軸方向に移動する。なお、ステージ2の載置面には、ガラス基板等の基板Kが自重により載置されるが、これに限るものではなく、例えば、その基板Kを保持するため、静電チャックや吸着チャック等の機構を設けるようにしてもよい。
【0011】
ステージ移動機構3は、ステージ2をX軸方向に移動させるステージX軸移動機構3aと、そのステージX軸移動機構3aを介してステージ2をY軸方向に移動させるステージY軸移動機構3bとを備えている。ステージX軸移動機構3aは、ステージ2をX軸方向に案内して移動させる移動機構である。このステージX軸移動機構3aはステージY軸移動機構3b上に設けられ、制御ユニット7に電気的に接続されている。なお、ステージX軸移動機構3aとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。また、ステージY軸移動機構3bは、ステージX軸移動機構3aをY軸方向に案内して移動させる移動機構である。このステージY軸移動機構3bは架台6上に設けられ、制御ユニット7に電気的に接続されている。なお、ステージY軸移動機構3bとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。
【0012】
吐出ヘッド4は、シール材を吐出するためのノズル4aを有するディスペンサヘッドである。この吐出ヘッド4は、所定の圧力により先端部であるノズル4aからシール材を吐出する。この吐出ヘッド4は制御ユニット7に電気的に接続されている。なお、吐出ヘッド4のノズル4aはステージ2上の基板Kに向けられており、吐出ヘッド4は連続的に基板Kにシール材を塗布するように制御される。このような吐出ヘッド4の近傍には、レーザ変位計8が固定して設けられている。このレーザ変位計8は、基板Kの表面に対してレーザ光を照射し、その基板Kの表面までの離間距離を測定する。
【0013】
ヘッド移動機構5は、吐出ヘッド4をZ軸方向(図1参照)に移動させるヘッドZ軸移動機構5aと、吐出ヘッド4をヘッドZ軸移動機構5aを介してX軸方向に移動可能に支持し、X軸方向に沿って移動させるヘッドX軸移動機構5bと、そのヘッドX軸移動機構5bを支持する支持部材5cとを備えている。ヘッドZ軸移動機構5aは、吐出ヘッド4を支持してステージ2の載置面に直交するZ軸方向に吐出ヘッド4を移動させる移動機構である。このヘッドZ軸移動機構5aとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。また、ヘッドX軸移動機構5bは、吐出ヘッド4をX軸方向に移動可能にそれぞれ支持しており、その吐出ヘッド4をX軸方向、すなわち支持部材5cに沿って移動させる移動機構である。このヘッドX軸移動機構5bとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。支持部材5cは、ヘッドX軸移動機構5b、すなわち吐出ヘッド4を支持する門型のコラムである。この支持部材5cは、その延伸部がX軸方向に沿うように位置付けられ、その脚部が架台6の上面に固定されて架台6上に設けられている。なお、ヘッドX軸移動機構5bは延伸部の前面(図1中)に設けられている。
【0014】
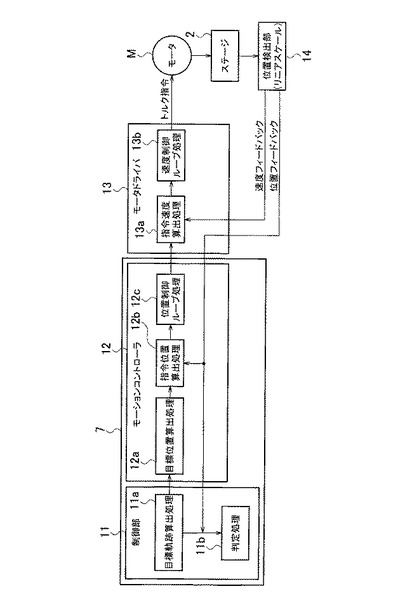
制御ユニット7は架台6の内部に設けられている。この制御ユニット7は、図2に示すように、各部を集中的に制御するマイクロコンピュータ等の制御部11と、ステージ2の位置制御用のモーションコントローラ12と、シール塗布に関する塗布情報や各種のプログラム等を記憶する記憶部とを備えている。塗布情報は、所定の塗布パターンや描画速度(基板Kの移動速度)等に関する情報を含んでいる。制御部11は、塗布情報や各種のプログラムに基づいてステージ移動機構3及びヘッド移動機構5を制御し、吐出ヘッド4を塗布開始位置に位置付け、その後、ステージ移動機構3及び吐出ヘッド4を制御し、吐出ヘッド4のノズル4aとステージ2上の基板Kとを基板Kの表面に沿って平行に相対移動させながら、その基板Kの表面にシール材を塗布する。このとき、制御部11は、レーザ変位計8により測定された離間距離によるフィードバック制御を行うことによって、吐出ヘッド4のノズル4aと基板Kの表面とのギャップを所定のギャップに保つように制御する。
【0015】
この制御ユニット7には、図2に示すように、モータドライバ13が接続されている。このモータドライバ13は、ステージ移動機構3のモータ(ステージX軸移動機構3a及びステージY軸移動機構3bの各々のモータ)Mを駆動する。また、ステージ移動機構3には、ステージ2の位置を検出する位置検出部14が設けられている。この位置検出部14は、複数の目盛りを有するリニアスケール及びそれらの目盛りを検出するセンサヘッドを備えている。この位置検出部14は、センサヘッドによりリニアスケールの各目盛りを検出し、X軸方向及びY軸方向の面内でのステージ2の位置を取得し、その位置情報(位置信号)を制御部11、モーションコントローラ12及びモータドライバ13に送信する。なお、位置検出部14としては、例えば、光学式、磁気式及び静電式等の検出部を用いる。
【0016】
制御部11は、目標軌跡算出処理11aを実行し、シール塗布の目標塗布軌跡(XY座標により規定される目標塗布軌跡)A1を算出し、算出した目標塗布軌跡A1をモーションコントローラ12に送信する。加えて、制御部11は、判定処理11bを実行し、位置検出部14から得られるステージ2の位置(XY座標により規定される位置)と目標塗布軌跡A1との差(離間距離)L1、L2を算出し、基板Kに塗布されたシール材の塗布パターン形状の良否を判定する。
【0017】
ここで、例えば、図3に示すように、塗布装置1がステージ2上の基板Kの周縁部にシール材を塗布し、矩形状の1つの塗布パターンPを描画する場合には、判定処理11bにより、ステージ2の位置、すなわち基板Kに塗布されたシール材の塗布パターンPの中心(中心線A2)と目標塗布軌跡A1との差L1、L2が算出され、その差L1、L2が所定範囲内であるか否かが判断される。その差L1、L2が所定範囲内である場合には、基板Kに塗布されたシール材の塗布パターン形状は良好であると判定され(OK判定)、塗布異常は発生していないと判断される。一方、その差L1、L2が所定範囲外となる場合には、基板Kに塗布されたシール材の塗布パターン形状は問題ありと判定され(NG判定)、塗布パターンPの塗布異常が発生したと判断される。例えば、塗布パターンPの直線部分では、中心線A2と目標塗布軌跡A1との差L1が算出され、塗布パターンPの曲線部分でも、中心線A2と目標塗布軌跡A1との差L2が算出される。なお、その差L2は、目標塗布軌跡A1の曲率中心Tと中心線A2との距離から曲率半径を減算した値である。
【0018】
モーションコントローラ12は、目標位置算出処理12aを実行し、制御部11から受信した目標塗布軌跡A1から目標位置を算出する。さらに、モーションコントローラ12は、指令位置算出処理12bを実行し、算出した目標位置と位置検出部14からフィードバックされるステージ2の位置とから、指令位置を算出する。その後、モーションコントローラ12は、位置制御ループ処理12cを実行し、算出した指令位置を目標速度に変換し、変換した目標速度をモータドライバ13に送信する。
【0019】
モータドライバ13は、指令速度算出処理13aを実行し、モーションコントローラ12から受信した目標速度と位置検出部14からフィードバックされる速度値(速度フィードバック値)から、指令速度を算出する。その後、モータドライバ13は、速度制御ループ処理13bを実行し、算出した指令速度をトルク指令に変換し、変換したトルク指令をモータMに送信する。
【0020】
次に、塗布装置1が行う塗布動作について説明する。ここでは、例えば、前述のように、塗布装置1がステージ2上の基板Kの周縁部にシール材を塗布し、矩形状の1つの塗布パターンPを描画する場合について説明する(図3参照)。塗布装置1は、塗布情報に基づいて、ステージ2上の基板Kの周縁部に沿って例えば時計回りに線状にシール材を塗布し、矩形状の塗布パターンPを描画する。この塗布パターンPに関する塗布パターンデータは、塗布情報の一部として記憶部に格納されている。
【0021】
まず、制御部11は、塗布情報に基づいて、ステージ移動機構3及びヘッド移動機構5を制御し、吐出ヘッド4のノズル4aを塗布開始位置に移動させ、ヘッドZ軸移動機構5aを制御し、レーザ変位計8による測定結果に応じて吐出ヘッド4のノズル4aと基板Kの表面とのギャップが所定のギャップになる位置に吐出ヘッド4を移動させる。その後、制御部11は、塗布情報に基づいて、ステージ移動機構3及び吐出ヘッド4を制御し、吐出ヘッド4のノズル4aに対してステージ2上の基板KをX軸方向及びY軸方向に移動させながら、そのノズル4aからステージ2上の基板Kの表面にシール材を吐出する吐出動作を行い、その基板K上に塗布パターンPを塗布する。
【0022】
この塗布動作では、制御部11は、塗布情報に基づいて、目標軌跡算出処理11aを実行し、シール塗布の目標塗布軌跡A1を算出し、算出した目標塗布軌跡A1をモーションコントローラ12に送信する。モーションコントローラ12は、目標位置算出処理12aを実行し、制御部11から受信した目標塗布軌跡A1から目標位置を算出する。さらに、モーションコントローラ12は、指令位置算出処理12bを実行し、算出した目標位置と位置検出部14からフィードバックされるステージ2の位置とから、指令位置を算出する。その後、モーションコントローラ12は、位置制御ループ処理12cを実行し、算出した指令位置を目標速度に変換し、変換した目標速度をモータドライバ13に送信する。モータドライバ13は、指令速度算出処理13aを実行し、モーションコントローラ12から受信した目標速度と位置検出部14からフィードバックされる速度値(速度フィードバック値)から、指令速度を算出する。その後、モータドライバ13は、速度制御ループ処理13bを実行し、算出した指令速度をトルク指令に変換し、変換したトルク指令をモータMに送信する。このようなフィードバック制御が行われる。
【0023】
加えて、制御部11は、塗布動作中に所定のタイミングで判定処理11bを実行し、位置検出部14から得られるステージ2の位置と目標塗布軌跡A1との差(離間距離)L1、L2を算出し、基板Kに塗布されたシール材の塗布パターン形状の良否を判定する。このとき、制御部11は、判定処理11bにより、ステージ2の位置、すなわち塗布パターンPの中心(中心線A2)と目標塗布軌跡A1との差L1、L2を算出し、その差L1、L2が所定範囲内であるか否かを判断する(図3参照)。その後、制御部11は、その差L1、L2が所定範囲内であると判断した場合には、基板Kに塗布されたシール材の塗布パターン形状は良好であると判定し(OK判定)、塗布パターンPの塗布異常は発生していないと判断して塗布動作を継続する。一方、その差L1、L2が所定範囲外となると判断した場合には、基板Kに塗布されたシール材の塗布パターン形状は問題ありと判定し(NG判定)、塗布パターンPの塗布異常が発生したと判断して塗布動作を中断する。
【0024】
このように塗布動作では、ステージ2の位置が位置検出部14により検出され、そのステージ2の位置、すなわち基板2に塗布されたシール材の塗布パターンPの中心(中心線A2)と目標塗布軌跡A1とが比較され、基板2に塗布されたシール材の塗布パターン形状の良否が判定される。これにより、従来のように、その塗布パターンPを撮像する複数のカメラや撮像した画像を処理する画像処理システム等を必要とせず、その塗布パターンPの塗布状態を検査することが可能になるので、装置が複雑化してしまうことを防止することができ、加えて、その塗布異常検査時間を短縮することができる。さらに、塗布パターンPの塗布異常が発生した時点で塗布動作を中断することが可能になるので、不良品に対して塗布動作を継続することがなくなり、シール材を節約することができ、さらに、一連の製造時間が長くなってしまうことを防止することができる。
【0025】
以上説明したように、本発明の実施の形態によれば、ステージ2の位置を検出する位置検出部14を設け、検出したステージ2の位置と目標塗布軌跡A1に基づく位置とを比較し、基板2に塗布されたシール材の塗布パターン形状を判定することによって、従来のように、基板2に塗布されたシール材の塗布パターンPを撮像する複数のカメラや撮像した画像を処理する画像処理システム等を必要とせず、その塗布パターンPの塗布状態を検査することが可能になる。これにより、装置の簡略化及び塗布異常検査時間の短縮化を実現することができる。
【0026】
また、前述の塗布装置1を用いて、塗布対象物としての基板Kにシール材を塗布することによって、装置の構成を簡略化することが可能であるので、装置の大型化を防止することができる。また、塗布異常検査時間を短縮することが可能になるので、一連の製造に要する製造時間を短縮することができる。
【0027】
(他の実施の形態)
なお、本発明は、前述の実施の形態に限るものではなく、その要旨を逸脱しない範囲において種々変更可能である。
【0028】
例えば、前述の実施の形態においては、1つの吐出ヘッド4を用いているが、これに限るものではなく、複数の吐出ヘッド4を用いるようにしてもよい。この場合には、複数の吐出ヘッド4により同じ塗布パターンPを並列にステージ2上の基板Kに塗布するようにしてもよい。また、長方形状の塗布パターンPを用いているが、これに限るものではなく、例えば正方形や円形等の他の形状の塗布パターンを用いるようにしてもよい。
【0029】
また、前述の実施の形態においては、塗布パターンPの中心(中心線A2)と目標塗布軌跡A1との差L1、L2を算出し、算出した差L1、L2に基づいて、基板2に塗布されたシール材の塗布パターン形状の良否を判定しているが、これに限るものではない。
【図面の簡単な説明】
【0030】
【図1】本発明の実施の一形態に係る塗布装置の概略構成を示す斜視図である。
【図2】図1に示す塗布装置が備える制御ユニット及びモータドライバの概略構成を示すブロック図である。
【図3】図1に示す塗布装置が行う塗布動作を説明するための説明図である。
【符号の説明】
【0031】
1…塗布装置、2…ステージ、3…ステージ移動機構、4…吐出ヘッド、14…位置検出部、A1…目標塗布軌跡、K…塗布対象物(基板)、P…塗布パターン
【技術分野】
【0001】
本発明は、塗布装置及び表示装置の製造方法に関し、特に、シール材を塗布する塗布装置及びその塗布装置を用いる表示装置の製造方法に関する。
【背景技術】
【0002】
塗布装置は、液晶表示装置、有機EL(Electro Luminescence)表示装置及び電子放出表示装置等の様々な装置を製造するために用いられている。この塗布装置は、塗布対象物に対してシール材を吐出する吐出ヘッドを備えており、その吐出ヘッドと塗布対象物とを相対移動させながら、塗布対象物上にシール材を塗布し、所定の塗布パターン(シールパターン)を形成する。例えば、液晶表示装置を製造するため、2枚の基板を貼り合わせる場合には、塗布装置は、塗布対象物である基板に対して表示領域を囲むようにシール材を塗布し、矩形状の塗布パターンを形成する。その後、シール材が所定の塗布パターンどおりに塗布されたか否かを検査する塗布異常検査が行われる。この塗布異常検査を行う技術としては、基板上に塗布されたシール材を撮像し、撮像した画像からシール材の塗布状態を判定するシール検査システムが提案されている(例えば、特許文献1参照)。
【特許文献1】特開平8−334478号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかしながら、従来のシール検査システムでは、塗布パターンを撮像する複数のカメラや撮像した画像を処理する画像処理システム等が必要となるため、装置が複雑化してしまい、加えて、その塗布異常検査時間も長くなってしまう。
【0004】
本発明は、上記に鑑みてなされたものであり、その目的は、装置の簡略化及び塗布異常検査時間の短縮化を実現することができる塗布装置及び表示装置の製造方法を提供することである。
【課題を解決するための手段】
【0005】
本発明の実施の形態に係る第1の特徴は、塗布装置において、塗布対象物が載置されるステージと、ステージ上の塗布対象物に対してシール材を吐出する吐出ヘッドと、シール材の塗布パターンの目標塗布軌跡に基づいてステージを移動させるステージ移動機構と、ステージの位置を検出する位置検出部と、検出したステージの位置と目標塗布軌跡に基づく位置とを比較し、塗布対象物に塗布されたシール材の塗布パターン形状の良否を判定する判定手段とを備えることである。
【0006】
本発明の実施の形態に係る第2の特徴は、表示装置の製造方法において、前述の第1の特徴に係る塗布装置を用いて、塗布対象物にシール材を塗布することである。
【発明の効果】
【0007】
本発明によれば、装置の簡略化及び塗布異常検査時間の短縮化を実現することができる塗布装置及び表示装置の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0008】
本発明の実施の一形態について図面を参照して説明する。
【0009】
図1に示すように、本発明の実施の形態に係る塗布装置1は、塗布対象物である基板Kが載置されるステージ2と、そのステージ2を保持して移動させるステージ移動機構3と、ステージ2上の基板Kに対してシール材(シール剤)を吐出する吐出ヘッド4と、その吐出ヘッド4を保持して移動させるヘッド移動機構5と、ステージ移動機構3及びヘッド移動機構5を支持する架台6と、各部を制御する制御ユニット7とを備えている。
【0010】
ステージ2は、ステージ移動機構3上に積層され、X軸方向及びY軸方向(図1参照)に移動可能に設けられている。このステージ2はステージ移動機構3によりX軸方向及びY軸方向に移動する。なお、ステージ2の載置面には、ガラス基板等の基板Kが自重により載置されるが、これに限るものではなく、例えば、その基板Kを保持するため、静電チャックや吸着チャック等の機構を設けるようにしてもよい。
【0011】
ステージ移動機構3は、ステージ2をX軸方向に移動させるステージX軸移動機構3aと、そのステージX軸移動機構3aを介してステージ2をY軸方向に移動させるステージY軸移動機構3bとを備えている。ステージX軸移動機構3aは、ステージ2をX軸方向に案内して移動させる移動機構である。このステージX軸移動機構3aはステージY軸移動機構3b上に設けられ、制御ユニット7に電気的に接続されている。なお、ステージX軸移動機構3aとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。また、ステージY軸移動機構3bは、ステージX軸移動機構3aをY軸方向に案内して移動させる移動機構である。このステージY軸移動機構3bは架台6上に設けられ、制御ユニット7に電気的に接続されている。なお、ステージY軸移動機構3bとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。
【0012】
吐出ヘッド4は、シール材を吐出するためのノズル4aを有するディスペンサヘッドである。この吐出ヘッド4は、所定の圧力により先端部であるノズル4aからシール材を吐出する。この吐出ヘッド4は制御ユニット7に電気的に接続されている。なお、吐出ヘッド4のノズル4aはステージ2上の基板Kに向けられており、吐出ヘッド4は連続的に基板Kにシール材を塗布するように制御される。このような吐出ヘッド4の近傍には、レーザ変位計8が固定して設けられている。このレーザ変位計8は、基板Kの表面に対してレーザ光を照射し、その基板Kの表面までの離間距離を測定する。
【0013】
ヘッド移動機構5は、吐出ヘッド4をZ軸方向(図1参照)に移動させるヘッドZ軸移動機構5aと、吐出ヘッド4をヘッドZ軸移動機構5aを介してX軸方向に移動可能に支持し、X軸方向に沿って移動させるヘッドX軸移動機構5bと、そのヘッドX軸移動機構5bを支持する支持部材5cとを備えている。ヘッドZ軸移動機構5aは、吐出ヘッド4を支持してステージ2の載置面に直交するZ軸方向に吐出ヘッド4を移動させる移動機構である。このヘッドZ軸移動機構5aとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。また、ヘッドX軸移動機構5bは、吐出ヘッド4をX軸方向に移動可能にそれぞれ支持しており、その吐出ヘッド4をX軸方向、すなわち支持部材5cに沿って移動させる移動機構である。このヘッドX軸移動機構5bとしては、例えば、モータを駆動源とする送りネジ移動機構やリニアモータを駆動源とするリニアモータ移動機構等を用いる。支持部材5cは、ヘッドX軸移動機構5b、すなわち吐出ヘッド4を支持する門型のコラムである。この支持部材5cは、その延伸部がX軸方向に沿うように位置付けられ、その脚部が架台6の上面に固定されて架台6上に設けられている。なお、ヘッドX軸移動機構5bは延伸部の前面(図1中)に設けられている。
【0014】
制御ユニット7は架台6の内部に設けられている。この制御ユニット7は、図2に示すように、各部を集中的に制御するマイクロコンピュータ等の制御部11と、ステージ2の位置制御用のモーションコントローラ12と、シール塗布に関する塗布情報や各種のプログラム等を記憶する記憶部とを備えている。塗布情報は、所定の塗布パターンや描画速度(基板Kの移動速度)等に関する情報を含んでいる。制御部11は、塗布情報や各種のプログラムに基づいてステージ移動機構3及びヘッド移動機構5を制御し、吐出ヘッド4を塗布開始位置に位置付け、その後、ステージ移動機構3及び吐出ヘッド4を制御し、吐出ヘッド4のノズル4aとステージ2上の基板Kとを基板Kの表面に沿って平行に相対移動させながら、その基板Kの表面にシール材を塗布する。このとき、制御部11は、レーザ変位計8により測定された離間距離によるフィードバック制御を行うことによって、吐出ヘッド4のノズル4aと基板Kの表面とのギャップを所定のギャップに保つように制御する。
【0015】
この制御ユニット7には、図2に示すように、モータドライバ13が接続されている。このモータドライバ13は、ステージ移動機構3のモータ(ステージX軸移動機構3a及びステージY軸移動機構3bの各々のモータ)Mを駆動する。また、ステージ移動機構3には、ステージ2の位置を検出する位置検出部14が設けられている。この位置検出部14は、複数の目盛りを有するリニアスケール及びそれらの目盛りを検出するセンサヘッドを備えている。この位置検出部14は、センサヘッドによりリニアスケールの各目盛りを検出し、X軸方向及びY軸方向の面内でのステージ2の位置を取得し、その位置情報(位置信号)を制御部11、モーションコントローラ12及びモータドライバ13に送信する。なお、位置検出部14としては、例えば、光学式、磁気式及び静電式等の検出部を用いる。
【0016】
制御部11は、目標軌跡算出処理11aを実行し、シール塗布の目標塗布軌跡(XY座標により規定される目標塗布軌跡)A1を算出し、算出した目標塗布軌跡A1をモーションコントローラ12に送信する。加えて、制御部11は、判定処理11bを実行し、位置検出部14から得られるステージ2の位置(XY座標により規定される位置)と目標塗布軌跡A1との差(離間距離)L1、L2を算出し、基板Kに塗布されたシール材の塗布パターン形状の良否を判定する。
【0017】
ここで、例えば、図3に示すように、塗布装置1がステージ2上の基板Kの周縁部にシール材を塗布し、矩形状の1つの塗布パターンPを描画する場合には、判定処理11bにより、ステージ2の位置、すなわち基板Kに塗布されたシール材の塗布パターンPの中心(中心線A2)と目標塗布軌跡A1との差L1、L2が算出され、その差L1、L2が所定範囲内であるか否かが判断される。その差L1、L2が所定範囲内である場合には、基板Kに塗布されたシール材の塗布パターン形状は良好であると判定され(OK判定)、塗布異常は発生していないと判断される。一方、その差L1、L2が所定範囲外となる場合には、基板Kに塗布されたシール材の塗布パターン形状は問題ありと判定され(NG判定)、塗布パターンPの塗布異常が発生したと判断される。例えば、塗布パターンPの直線部分では、中心線A2と目標塗布軌跡A1との差L1が算出され、塗布パターンPの曲線部分でも、中心線A2と目標塗布軌跡A1との差L2が算出される。なお、その差L2は、目標塗布軌跡A1の曲率中心Tと中心線A2との距離から曲率半径を減算した値である。
【0018】
モーションコントローラ12は、目標位置算出処理12aを実行し、制御部11から受信した目標塗布軌跡A1から目標位置を算出する。さらに、モーションコントローラ12は、指令位置算出処理12bを実行し、算出した目標位置と位置検出部14からフィードバックされるステージ2の位置とから、指令位置を算出する。その後、モーションコントローラ12は、位置制御ループ処理12cを実行し、算出した指令位置を目標速度に変換し、変換した目標速度をモータドライバ13に送信する。
【0019】
モータドライバ13は、指令速度算出処理13aを実行し、モーションコントローラ12から受信した目標速度と位置検出部14からフィードバックされる速度値(速度フィードバック値)から、指令速度を算出する。その後、モータドライバ13は、速度制御ループ処理13bを実行し、算出した指令速度をトルク指令に変換し、変換したトルク指令をモータMに送信する。
【0020】
次に、塗布装置1が行う塗布動作について説明する。ここでは、例えば、前述のように、塗布装置1がステージ2上の基板Kの周縁部にシール材を塗布し、矩形状の1つの塗布パターンPを描画する場合について説明する(図3参照)。塗布装置1は、塗布情報に基づいて、ステージ2上の基板Kの周縁部に沿って例えば時計回りに線状にシール材を塗布し、矩形状の塗布パターンPを描画する。この塗布パターンPに関する塗布パターンデータは、塗布情報の一部として記憶部に格納されている。
【0021】
まず、制御部11は、塗布情報に基づいて、ステージ移動機構3及びヘッド移動機構5を制御し、吐出ヘッド4のノズル4aを塗布開始位置に移動させ、ヘッドZ軸移動機構5aを制御し、レーザ変位計8による測定結果に応じて吐出ヘッド4のノズル4aと基板Kの表面とのギャップが所定のギャップになる位置に吐出ヘッド4を移動させる。その後、制御部11は、塗布情報に基づいて、ステージ移動機構3及び吐出ヘッド4を制御し、吐出ヘッド4のノズル4aに対してステージ2上の基板KをX軸方向及びY軸方向に移動させながら、そのノズル4aからステージ2上の基板Kの表面にシール材を吐出する吐出動作を行い、その基板K上に塗布パターンPを塗布する。
【0022】
この塗布動作では、制御部11は、塗布情報に基づいて、目標軌跡算出処理11aを実行し、シール塗布の目標塗布軌跡A1を算出し、算出した目標塗布軌跡A1をモーションコントローラ12に送信する。モーションコントローラ12は、目標位置算出処理12aを実行し、制御部11から受信した目標塗布軌跡A1から目標位置を算出する。さらに、モーションコントローラ12は、指令位置算出処理12bを実行し、算出した目標位置と位置検出部14からフィードバックされるステージ2の位置とから、指令位置を算出する。その後、モーションコントローラ12は、位置制御ループ処理12cを実行し、算出した指令位置を目標速度に変換し、変換した目標速度をモータドライバ13に送信する。モータドライバ13は、指令速度算出処理13aを実行し、モーションコントローラ12から受信した目標速度と位置検出部14からフィードバックされる速度値(速度フィードバック値)から、指令速度を算出する。その後、モータドライバ13は、速度制御ループ処理13bを実行し、算出した指令速度をトルク指令に変換し、変換したトルク指令をモータMに送信する。このようなフィードバック制御が行われる。
【0023】
加えて、制御部11は、塗布動作中に所定のタイミングで判定処理11bを実行し、位置検出部14から得られるステージ2の位置と目標塗布軌跡A1との差(離間距離)L1、L2を算出し、基板Kに塗布されたシール材の塗布パターン形状の良否を判定する。このとき、制御部11は、判定処理11bにより、ステージ2の位置、すなわち塗布パターンPの中心(中心線A2)と目標塗布軌跡A1との差L1、L2を算出し、その差L1、L2が所定範囲内であるか否かを判断する(図3参照)。その後、制御部11は、その差L1、L2が所定範囲内であると判断した場合には、基板Kに塗布されたシール材の塗布パターン形状は良好であると判定し(OK判定)、塗布パターンPの塗布異常は発生していないと判断して塗布動作を継続する。一方、その差L1、L2が所定範囲外となると判断した場合には、基板Kに塗布されたシール材の塗布パターン形状は問題ありと判定し(NG判定)、塗布パターンPの塗布異常が発生したと判断して塗布動作を中断する。
【0024】
このように塗布動作では、ステージ2の位置が位置検出部14により検出され、そのステージ2の位置、すなわち基板2に塗布されたシール材の塗布パターンPの中心(中心線A2)と目標塗布軌跡A1とが比較され、基板2に塗布されたシール材の塗布パターン形状の良否が判定される。これにより、従来のように、その塗布パターンPを撮像する複数のカメラや撮像した画像を処理する画像処理システム等を必要とせず、その塗布パターンPの塗布状態を検査することが可能になるので、装置が複雑化してしまうことを防止することができ、加えて、その塗布異常検査時間を短縮することができる。さらに、塗布パターンPの塗布異常が発生した時点で塗布動作を中断することが可能になるので、不良品に対して塗布動作を継続することがなくなり、シール材を節約することができ、さらに、一連の製造時間が長くなってしまうことを防止することができる。
【0025】
以上説明したように、本発明の実施の形態によれば、ステージ2の位置を検出する位置検出部14を設け、検出したステージ2の位置と目標塗布軌跡A1に基づく位置とを比較し、基板2に塗布されたシール材の塗布パターン形状を判定することによって、従来のように、基板2に塗布されたシール材の塗布パターンPを撮像する複数のカメラや撮像した画像を処理する画像処理システム等を必要とせず、その塗布パターンPの塗布状態を検査することが可能になる。これにより、装置の簡略化及び塗布異常検査時間の短縮化を実現することができる。
【0026】
また、前述の塗布装置1を用いて、塗布対象物としての基板Kにシール材を塗布することによって、装置の構成を簡略化することが可能であるので、装置の大型化を防止することができる。また、塗布異常検査時間を短縮することが可能になるので、一連の製造に要する製造時間を短縮することができる。
【0027】
(他の実施の形態)
なお、本発明は、前述の実施の形態に限るものではなく、その要旨を逸脱しない範囲において種々変更可能である。
【0028】
例えば、前述の実施の形態においては、1つの吐出ヘッド4を用いているが、これに限るものではなく、複数の吐出ヘッド4を用いるようにしてもよい。この場合には、複数の吐出ヘッド4により同じ塗布パターンPを並列にステージ2上の基板Kに塗布するようにしてもよい。また、長方形状の塗布パターンPを用いているが、これに限るものではなく、例えば正方形や円形等の他の形状の塗布パターンを用いるようにしてもよい。
【0029】
また、前述の実施の形態においては、塗布パターンPの中心(中心線A2)と目標塗布軌跡A1との差L1、L2を算出し、算出した差L1、L2に基づいて、基板2に塗布されたシール材の塗布パターン形状の良否を判定しているが、これに限るものではない。
【図面の簡単な説明】
【0030】
【図1】本発明の実施の一形態に係る塗布装置の概略構成を示す斜視図である。
【図2】図1に示す塗布装置が備える制御ユニット及びモータドライバの概略構成を示すブロック図である。
【図3】図1に示す塗布装置が行う塗布動作を説明するための説明図である。
【符号の説明】
【0031】
1…塗布装置、2…ステージ、3…ステージ移動機構、4…吐出ヘッド、14…位置検出部、A1…目標塗布軌跡、K…塗布対象物(基板)、P…塗布パターン
【特許請求の範囲】
【請求項1】
塗布対象物が載置されるステージと、
前記ステージ上の前記塗布対象物に対してシール材を吐出する吐出ヘッドと、
前記シール材の塗布パターンの目標塗布軌跡に基づいて前記ステージを移動させるステージ移動機構と、
前記ステージの位置を検出する位置検出部と、
検出した前記ステージの位置と前記目標塗布軌跡に基づく位置とを比較し、前記塗布対象物に塗布された前記シール材の塗布パターン形状の良否を判定する判定手段と、
を備えることを特徴とする塗布装置。
【請求項2】
請求項1記載の塗布装置を用いて、塗布対象物にシール材を塗布することを特徴とする表示装置の製造方法。
【請求項1】
塗布対象物が載置されるステージと、
前記ステージ上の前記塗布対象物に対してシール材を吐出する吐出ヘッドと、
前記シール材の塗布パターンの目標塗布軌跡に基づいて前記ステージを移動させるステージ移動機構と、
前記ステージの位置を検出する位置検出部と、
検出した前記ステージの位置と前記目標塗布軌跡に基づく位置とを比較し、前記塗布対象物に塗布された前記シール材の塗布パターン形状の良否を判定する判定手段と、
を備えることを特徴とする塗布装置。
【請求項2】
請求項1記載の塗布装置を用いて、塗布対象物にシール材を塗布することを特徴とする表示装置の製造方法。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2009−66576(P2009−66576A)
【公開日】平成21年4月2日(2009.4.2)
【国際特許分類】
【出願番号】特願2007−240829(P2007−240829)
【出願日】平成19年9月18日(2007.9.18)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
【公開日】平成21年4月2日(2009.4.2)
【国際特許分類】
【出願日】平成19年9月18日(2007.9.18)
【出願人】(000003078)株式会社東芝 (54,554)
【Fターム(参考)】
[ Back to top ]