
塗布装置
【課題】 塗布処理の効率を低下させることなく吐出部材の乾燥を防止しようとする塗布装置を提供する。
【解決手段】 インクタンク3に貯留された修正インク7に正圧を作用して、該修正インク7を前記インクタンク3に取付けた塗布針8からカラーフィルタ19に吐出する塗布装置1であって、前記塗布針8の外側面に接触させて設けられ、塗布針8内の前記修正インク7を冷却又は凍結及び加熱又は解凍させる冷却加熱手段5と、該冷却加熱手段5の駆動を制御する制御手段6とを備え、前記冷却加熱手段5の駆動により、前記修正インク7の吐出待機時に前記塗布針8内の修正インク7を冷却又は凍結させ、吐出時に該塗布針8内の修正インク7を加熱又は解凍するものである。
【解決手段】 インクタンク3に貯留された修正インク7に正圧を作用して、該修正インク7を前記インクタンク3に取付けた塗布針8からカラーフィルタ19に吐出する塗布装置1であって、前記塗布針8の外側面に接触させて設けられ、塗布針8内の前記修正インク7を冷却又は凍結及び加熱又は解凍させる冷却加熱手段5と、該冷却加熱手段5の駆動を制御する制御手段6とを備え、前記冷却加熱手段5の駆動により、前記修正インク7の吐出待機時に前記塗布針8内の修正インク7を冷却又は凍結させ、吐出時に該塗布針8内の修正インク7を加熱又は解凍するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けた塗布針から被塗布部材に適量吐出する塗布装置に関し、詳しくは、吐出待機時に塗布針内の塗布材を冷却又は凍結させることにより、塗布処理動作の効率を低下させることなく塗布材の乾燥を防止しようとする塗布装置に係るものである。
【背景技術】
【0002】
従来のこの種の塗布装置は、塗布材を塗布する塗布域外に塗布材に含まれる溶媒と同種の溶剤を注入した待機容器を備え、吐出待機時に塗布針を待機容器に収容して溶剤の雰囲気中で待機させることによって塗布針内の塗布材が乾燥するのを防止するようになっている(例えば、特許文献1参照)。
【特許文献1】特開2003−71363号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、このような従来の塗布装置においては、塗布材の吐出動作を一時中断するときには、その都度、塗布針を塗布域外に退避させ、上記待機容器に収容して待機させる必要があり、非効率的であった。特に、被塗布部材がサイズの大きい基板の場合、退避距離が長くなるため退避及び復帰時間が長くなり塗布処理動作の効率が悪かった。
【0004】
そこで、本発明は、このような問題点に対処し、塗布処理動作の効率を低下させることなく塗布材の乾燥を防止しようとする塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明による塗布装置は、容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けた塗布針から被塗布部材に吐出する塗布装置であって、前記塗布針の外側面に接触させて設けられ、塗布針内の前記塗布材を冷却及び加熱する冷却加熱手段と、該冷却加熱手段の駆動を制御する制御手段とを備え、前記冷却加熱手段の駆動により、前記塗布材の吐出待機時に前記塗布針内の塗布材を冷却又は凍結させ、吐出時に該塗布針内の塗布材を加熱又は解凍するものである。
【0006】
このような構成により、液状又はペースト状の塗布材の吐出待機時に制御手段で冷却加熱手段を冷却制御して塗布材を貯留する容器に取付けられた塗布針内の塗布材を冷却又は凍結させ、吐出時に制御手段で冷却加熱手段を加熱制御して塗布針内の塗布材を所定の温度範囲にし、容器に貯留された塗布材に正圧を作用して、該塗布材を塗布針から被塗布部材に吐出する。これにより、吐出待機時に塗布針内の塗布材を冷却又は凍結させて乾燥を防止する。
【0007】
また、前記冷却加熱手段は、前記塗布針の外側面に接触させて設けた熱伝導部材と、該熱伝導部材に一側面を接触させたペルチェ素子とを備えたものである。これにより、ペルチェ素子の一側面で熱伝導部材を介して塗布針内の塗布材の熱を吸熱して冷却又は凍結する。
【0008】
さらに、前記熱伝導部材には温度センサーが設けられ、熱伝導部材の温度を検出してその出力を前記制御手段にフィードバックし、前記塗布材の温度を所定の温度範囲に保つように前記冷却加熱手段の駆動を制御するものである。これにより、温度センサーで塗布材の温度を熱伝導部材を介して検出してその出力を制御手段にフィードバックし、制御手段で冷却加熱手段の駆動を制御して塗布材の温度を所定の温度範囲に保つ。
【0009】
さらにまた、前記熱伝導部材には、前記塗布針の外周面と嵌合する貫通孔を設けている。これにより、熱伝導部材に設けた貫通孔に塗布針を嵌合する。
【0010】
そして、前記容器は、移動手段により前記被塗布部材に対して3軸方向に相対的に移動可能にされたものである。これにより、移動手段で容器を被塗布部材に対して3軸方向に相対的に移動する。
【発明の効果】
【0011】
請求項1に係る発明によれば、塗布針内の塗布材を吐出待機時に冷却加熱手段を用いて冷却又は凍結させ、吐出時にこれを加熱して吐出可能にするようにしたことにより、吐出待機時に塗布材が塗布針内で乾燥するのを防止することができる。したがって、塗布材の吐出動作を一時中断するときに、従来技術におけるように、その都度塗布針を塗布域外に退避させ、待機容器に収容して溶剤雰囲気中で待機させる必要がなく塗布処理動作を効率的に行うことができる。
【0012】
また、請求項2に係る発明によれば、ペルチェ素子の一側面で熱伝導部材を介して塗布針内の塗布材の熱を吸熱して冷却又は凍結するようにしたことにより、小型で且つ冷却効率の高い冷却加熱手段を得ることができる。
【0013】
さらに、請求項3に係る発明によれば、塗布材の温度を熱伝導部材に設けた温度センサーで検出し、該温度センサーの出力に基づいて制御手段で冷却加熱手段の駆動を制御して塗布材の温度を所定の温度範囲に保つようにしたことにより、塗布材の粘度を吐出に適切な粘度に維持することができる。
【0014】
さらにまた、請求項4に係る発明によれば、熱伝導部材に設けた貫通孔に塗布針を嵌合するようにしたことにより、熱伝導部材を介して行うペルチェ素子による塗布針の吸熱吸熱又は加熱動作を効率的に行うことができる。
【0015】
そして、請求項5に係る発明によれば、移動手段で容器を被塗布部材に対して3軸方向に相対的に移動するようにしたことにより、移動手段を制御して容器を移動し、所望の塗布位置に容器に取付けた塗布針を速やかに位置決めすることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。
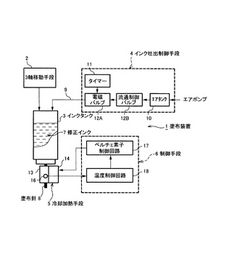
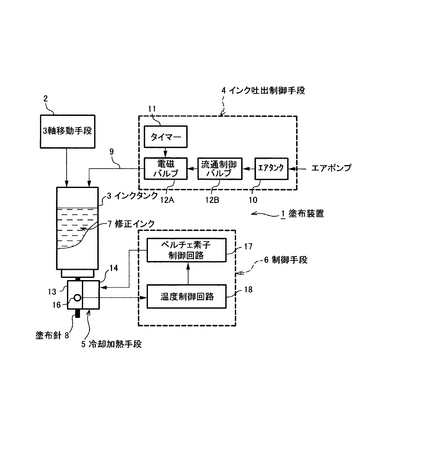
図1は本発明による塗布装置の実施形態を示す概念図である。この塗布装置1は、容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けられた塗布針から被塗布部材に吐出するもので、移動手段としての3軸移動手段2と、容器としてのインクタンク3と、インク吐出制御手段4と、冷却加熱手段5と、制御手段6とを備えてなる。
【0017】
上記3軸移動手段2は、後述のインクタンク3を保持してXYZの3軸方向にインクタンク3を移動させるものであり、例えばモータを三つ備えており、該モータでX,Y,Z軸方向に延びるレールに沿ってインクタンク3を移動するようになっている。なお、この3軸移動手段2は、ロボットのアームであってもよい。また、インクタンク3を移動するものでなく被塗布部材側を移動するものであっても、インクタンク3及び被塗布部材側の両方を移動するようにしたものであってもよい。
【0018】
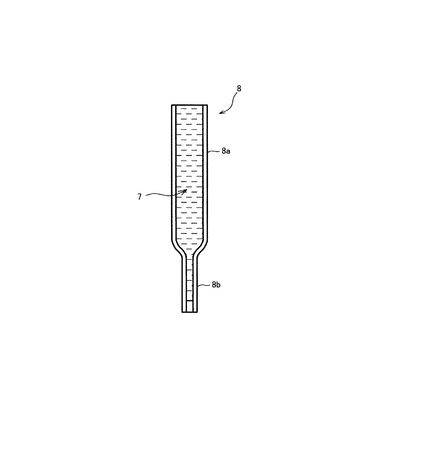
上記3軸移動手段2に保持されてインクタンク3が設けられている。このインクタンク3は、塗布材としての例えばパターン欠陥を修正する修正インク7を貯留するものであり、塗布針8を備えて該塗布針8から修正インク7を被塗布部材としての例えばカラーフィルター19に適量吐出できるようになっている。ここで使用する塗布針8は、図2に示すように本体部8aの外形が約0.5mm径を有し、先端部8bを細く絞って外形約10μm、内径約5μmに形成したガラス製又はステンレス製のものである。
【0019】
上記インクタンク3には配管チューブ9を介してインク吐出制御手段4が接続されている。このインク吐出制御手段4は、上記インクタンク3に貯留した修正インク7に正圧を作用させるものであり、エアタンク10と、タイマー11と、電磁バルブ12Aと、流量制御バルブ12Bとを備えている。ここで、エアタンク10は、例えばエアポンプから供給されたエアを一時的に貯留するものであり、流量バルブ12Bを介して電磁バルブ12Aに接続され、また、タイマー11は予め設定された時間だけスイッチをONして電磁バルブ12に通電させるものであり、電磁バルブ12Aは通電のON又はOFFによりバルブの開閉動作をするものである。これにより、インク吐出制御手段4は、タイマー11に設定された時間だけ電磁バルブ12Aを開かせ、エアタンク10に一時的に貯留されたエアを流量バルブ12Bによって流量を制御しながら上記インクタンク3に配管チューブ9を介して供給し、インクタンク3内に導入されたエアの正圧により修正インク7をインクタンク3の塗布針8から適量吐出させるように動作する。
【0020】
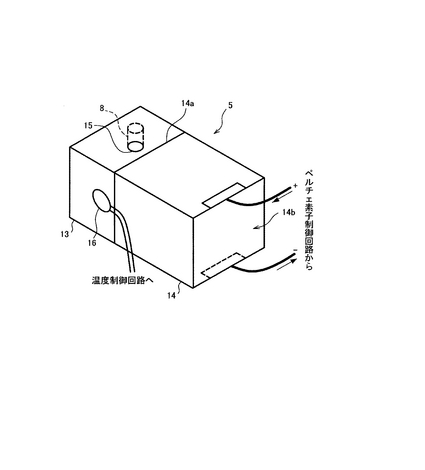
上記インクタンク3の塗布針8の外側面には、冷却加熱手段5が接触して設けられている。この冷却加熱手段5は、塗布針8内の修正インク7を冷却又は凍結及び加熱又は解凍させるものであり、図3に示すように塗布針8の外側面に接触して設けた熱伝導部材13と、該熱伝導部材13に側面14aを接触させたペルチェ素子14とを備えている。ここで、熱伝導部材13には貫通孔15が設けられて塗布針8の外周面と嵌合するようになっている。また、ペルチェ素子14の上記側面14aは、例えば図3に示す矢印方向の電流に対して吸熱面として作用し、熱伝導部材13を介して塗布針8内の修正インク7の熱を吸熱して該修正インク7を冷却又は凍結させる。なお、この場合、上記側面14aと反対側の側面14bは放熱面として作用し、側面14aで吸熱した熱を放熱する。上記熱伝導部材13は、ペルチェ素子14による修正インク7の吸熱動作が効率的に行われるように熱伝導の良好な金属部材、例えば銅で形成されたものであり、外側面に温度センサー16を備えている。この温度センサー16は、熱伝導部材13の温度を検出して、修正インク7の温度を吐出に適した適正温度範囲、例えば室温から約60℃以内に保つように後述の制御手段6に検出出力をフィードバックして上記冷却加熱手段5の駆動を制御させるものであり、例えば熱電対である。なお、上記適正温度範囲は、使用するインクの粘度又は溶剤の種類により適宜設定される。
【0021】
上記冷却加熱手段5のペルチェ素子14及び温度センサー16に接続して制御手段6が設けられている。この制御手段6は、冷却加熱手段5の駆動を制御すると共に、修正インク7の温度を所定の温度範囲に維持するものであり、ペルチェ素子制御回路17と、温度制御回路18とを備えている。ペルチェ素子制御回路17は、ペルチェ素子14に供給する電流を制御して、修正インク7の吐出待機時には冷却加熱手段5を冷却又は凍結動作させて塗布針8内の修正インク7を冷却又は凍結させ、吐出時には加熱又は解凍動作させて修正インク7を吐出可能にさせるようになっている。また、温度制御回路18は、上記温度センサー16の出力に基づいて熱伝導部材13の温度が例えば室温から約60℃以内となるようにペルチェ素子制御回路17に作用してペルチェ素子14に供給される電流値を制御させる。
【0022】
次に、このように構成された塗布装置1の動作について説明する。
先ず、修正インク7をカラーフィルター19の欠陥部20に吐出させる前の待機時には、制御手段6のペルチェ素子制御回路17が起動してペルチェ素子14に対し、図3に矢印で示す方向の電流が供給されている。このとき、ペルチェ素子14には同図に示す側面14a(吸熱面)から側面14b(放熱面)への熱の流れが発生しており、熱伝導部材13を介して塗布針8内の修正インク7の熱を吸熱して凍結させている。このときの側面14bは、側面14aからの熱により高温に発熱した状態にある。
【0023】
次に、図示省略のスイッチの操作により、カラーフィルター19の欠陥部20にインクを吐出する修正動作に移ると、ペルチェ素子14への供給電流がペルチェ素子制御回路17によりOFF制御される。これにより、ペルチェ素子14の側面14b側の熱が側面14a側に急速に伝導して熱伝導部材13を介して塗布針8に供給され、塗布針8内の冷却又は凍結した修正インク7を加熱又は解凍する。このとき、熱伝導部材13の外側面に取付けた温度センサー16が熱伝導部材13の温度を検知して、その温度が例えば室温から60℃以内となるように温度制御回路18から温度制御信号をペルチェ素子制御回路17に出力する。ペルチェ素子制御回路17は、この温度制御信号を受けてペルチェ素子14への供給電流を制御する。この場合、供給電流の制御は、熱伝導部材13の温度状態に応じて、修正インク7を冷却又は凍結させるときと同方向(図3に示す矢印方向)の電流値を制御したり、上記と逆方向の電流を供給するように制御するものである。この修正インク7の加熱又は解凍等の温度制御は、塗布針8の熱容量が小さいため急速に実行される。なお、ペルチェ素子14へ供給する電流の向きが、図3に示す矢印方向と反対向きであるときには、同図に示すペルチェ素子14の側面14aが放熱面として作用し、側面14bが吸熱面として作用する。したがって、この場合、側面14aで発熱する熱を、熱伝導部材13を介して塗布針8に供給し、修正インクを温めることができる。
【0024】
次に、修正インク7が加熱又は解凍して吐出可能状態になると、予め測定されたカラーフィルター19の欠陥部20の位置座標データに基づいて3軸移動手段2が起動してインクタンク3をカラーフィルター19の欠陥部20まで運ぶ。そして、図示省略の観察用CCDカメラにより欠陥部20が拡大して撮像され、欠陥部20が観察用CCDカメラの観察域中心に位置付け調整される。なお、この調整は、公知の技術を用いて行うことができる。
【0025】
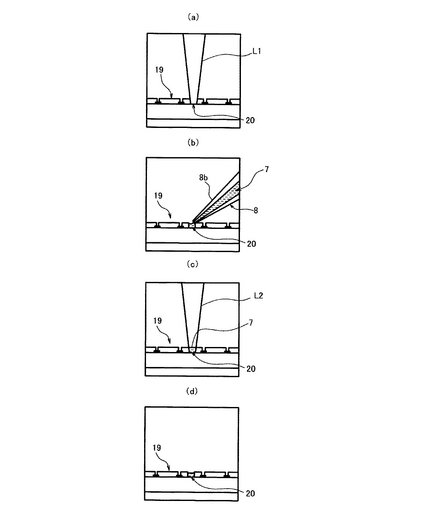
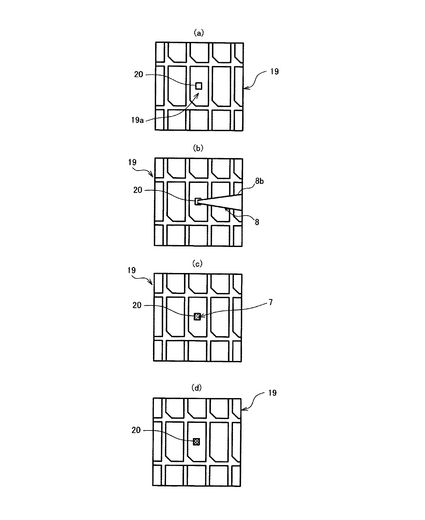
次に、観察用CCDカメラの対物レンズを通して、図4(a)に示すように、欠陥部20に対してトリミング用の例えば533nm又は355nmのレーザ光線L1が所定時間だけ照射され、欠陥部20がトリミング加工されて大きくされる(図5(a)参照)。この動作は、カラーフィルター19のピクセル19a面に付着した異物等の突起物を除去するためや、欠陥部20へ注入される修正インク7が欠陥部20から溢れないように、1回の吐出動作で塗布針8から吐出される修正インク7の吐出量を考慮して欠陥部20を意図的に大きくするために行うものである。
【0026】
欠陥部20がトリミング加工されると、図4(b)に示すように塗布針8の先端部8bが欠陥部20に位置付けられる。この状態で図示省略のインク吐出開始スイッチを押下すると、図1に示すインク吐出制御手段4のタイマー11が動作し、予め設定した時間だけ電磁バルブ12Aを開く。これにより、圧縮エアがエアタンク10から流量バルブ12Bで流量調整されながら配管チューブ9を介してインクタンク3に供給される。そして、インクタンク3内の修正インク7にエアによる正圧が付与され、修正インク7は塗布針8から欠陥部20に吐出される(図5(b)を参照)。
【0027】
修正インク7の吐出が終了すると、上記対物レンズを通して、図4(c)に示すように、例えば355nm(紫外線)のレーザ光線L2が所定時間だけ照射され、欠陥部20に吐出された修正インク7を硬化させる(図5(c)を参照)。これにより、図4(d)に示すように欠陥部20の修正が完了する(図5(d)を参照)。なお、修正インク7を硬化させる光線は、紫外線でなくIR光線であってもよい。即ち、修正インク7の性質によって、硬化用の光の種類が選択される。
【0028】
次に、修正インク7の吐出動作を一時中断するときには、図示省略の停止スイッチを押下すると、制御手段6がペルチェ素子制御回路17を凍結制御して、ペルチェ素子制御回路17から図3に示す矢印方向の電流をペルチェ素子14に供給させる。これにより、塗布針8内の修正インク7はペルチェ素子14に吸熱されて冷却又は凍結する。
【0029】
このように本発明の塗布装置1によれば、塗布針8内の修正インク7を吐出待機時にペルチェ素子14を用いて冷却又は凍結させ、吐出時にこれを加熱又は解凍して吐出可能にするようにしたことにより、吐出待機時に修正インク7の溶媒が塗布針8内で蒸発してインクが乾燥し、インク吐出不能となるのを防止することができる。したがって、修正インク7の吐出動作を一時中断するときに、従来技術におけるように、その都度塗布針8を塗布域外に退避させ、待機容器に収容して待機させる必要がなく効率的である。
【0030】
また、ペルチェ素子14を用いて冷却加熱手段5を構成したことにより、小型で且つ冷却効率の高い冷却加熱手段5を得ることができる。
【0031】
そして、冷却加熱手段5に温度センサー16を設けたことにより、吐出時の修正インク7の温度を所定の温度範囲に保つことができ、修正インク7の粘度を吐出に適切な粘度に維持することができる。
【0032】
なお、塗布材は、上述の修正インク7に限られず、例えば配線パターンの欠陥を修正する銀ペーストでも、または所定のパターンを形成する際に使用するレジストであってもよい。また、上記塗布装置1は、3軸移動手段2により容器を移動可能にしたものに限られず、手にもって使用するものであってもよい。
【図面の簡単な説明】
【0033】
【図1】本発明による塗布装置の実施形態を示す概念図である。
【図2】上記塗布装置に用いる塗布針の形状の一例を示す断面図である。
【図3】上記塗布装置の冷却加熱手段の構成例を示す斜視図である。
【図4】液晶表示素子のカラーフィルターの欠陥修正方法を説明する側面図である。
【図5】液晶表示素子のカラーフィルターの欠陥修正方法を説明する平面図である。
【符号の説明】
【0034】
1…塗布装置
2…3軸移動手段(移動手段)
3…インクタンク(容器)
5…冷却加熱手段
6…制御手段
7…修正インク(塗布材)
8…塗布針
13…熱伝導部材
14…ペルチェ素子
14a…側面
15…貫通孔
16…温度センサー
19…カラーフィルター(被塗布部材)
【技術分野】
【0001】
本発明は、容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けた塗布針から被塗布部材に適量吐出する塗布装置に関し、詳しくは、吐出待機時に塗布針内の塗布材を冷却又は凍結させることにより、塗布処理動作の効率を低下させることなく塗布材の乾燥を防止しようとする塗布装置に係るものである。
【背景技術】
【0002】
従来のこの種の塗布装置は、塗布材を塗布する塗布域外に塗布材に含まれる溶媒と同種の溶剤を注入した待機容器を備え、吐出待機時に塗布針を待機容器に収容して溶剤の雰囲気中で待機させることによって塗布針内の塗布材が乾燥するのを防止するようになっている(例えば、特許文献1参照)。
【特許文献1】特開2003−71363号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
しかし、このような従来の塗布装置においては、塗布材の吐出動作を一時中断するときには、その都度、塗布針を塗布域外に退避させ、上記待機容器に収容して待機させる必要があり、非効率的であった。特に、被塗布部材がサイズの大きい基板の場合、退避距離が長くなるため退避及び復帰時間が長くなり塗布処理動作の効率が悪かった。
【0004】
そこで、本発明は、このような問題点に対処し、塗布処理動作の効率を低下させることなく塗布材の乾燥を防止しようとする塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明による塗布装置は、容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けた塗布針から被塗布部材に吐出する塗布装置であって、前記塗布針の外側面に接触させて設けられ、塗布針内の前記塗布材を冷却及び加熱する冷却加熱手段と、該冷却加熱手段の駆動を制御する制御手段とを備え、前記冷却加熱手段の駆動により、前記塗布材の吐出待機時に前記塗布針内の塗布材を冷却又は凍結させ、吐出時に該塗布針内の塗布材を加熱又は解凍するものである。
【0006】
このような構成により、液状又はペースト状の塗布材の吐出待機時に制御手段で冷却加熱手段を冷却制御して塗布材を貯留する容器に取付けられた塗布針内の塗布材を冷却又は凍結させ、吐出時に制御手段で冷却加熱手段を加熱制御して塗布針内の塗布材を所定の温度範囲にし、容器に貯留された塗布材に正圧を作用して、該塗布材を塗布針から被塗布部材に吐出する。これにより、吐出待機時に塗布針内の塗布材を冷却又は凍結させて乾燥を防止する。
【0007】
また、前記冷却加熱手段は、前記塗布針の外側面に接触させて設けた熱伝導部材と、該熱伝導部材に一側面を接触させたペルチェ素子とを備えたものである。これにより、ペルチェ素子の一側面で熱伝導部材を介して塗布針内の塗布材の熱を吸熱して冷却又は凍結する。
【0008】
さらに、前記熱伝導部材には温度センサーが設けられ、熱伝導部材の温度を検出してその出力を前記制御手段にフィードバックし、前記塗布材の温度を所定の温度範囲に保つように前記冷却加熱手段の駆動を制御するものである。これにより、温度センサーで塗布材の温度を熱伝導部材を介して検出してその出力を制御手段にフィードバックし、制御手段で冷却加熱手段の駆動を制御して塗布材の温度を所定の温度範囲に保つ。
【0009】
さらにまた、前記熱伝導部材には、前記塗布針の外周面と嵌合する貫通孔を設けている。これにより、熱伝導部材に設けた貫通孔に塗布針を嵌合する。
【0010】
そして、前記容器は、移動手段により前記被塗布部材に対して3軸方向に相対的に移動可能にされたものである。これにより、移動手段で容器を被塗布部材に対して3軸方向に相対的に移動する。
【発明の効果】
【0011】
請求項1に係る発明によれば、塗布針内の塗布材を吐出待機時に冷却加熱手段を用いて冷却又は凍結させ、吐出時にこれを加熱して吐出可能にするようにしたことにより、吐出待機時に塗布材が塗布針内で乾燥するのを防止することができる。したがって、塗布材の吐出動作を一時中断するときに、従来技術におけるように、その都度塗布針を塗布域外に退避させ、待機容器に収容して溶剤雰囲気中で待機させる必要がなく塗布処理動作を効率的に行うことができる。
【0012】
また、請求項2に係る発明によれば、ペルチェ素子の一側面で熱伝導部材を介して塗布針内の塗布材の熱を吸熱して冷却又は凍結するようにしたことにより、小型で且つ冷却効率の高い冷却加熱手段を得ることができる。
【0013】
さらに、請求項3に係る発明によれば、塗布材の温度を熱伝導部材に設けた温度センサーで検出し、該温度センサーの出力に基づいて制御手段で冷却加熱手段の駆動を制御して塗布材の温度を所定の温度範囲に保つようにしたことにより、塗布材の粘度を吐出に適切な粘度に維持することができる。
【0014】
さらにまた、請求項4に係る発明によれば、熱伝導部材に設けた貫通孔に塗布針を嵌合するようにしたことにより、熱伝導部材を介して行うペルチェ素子による塗布針の吸熱吸熱又は加熱動作を効率的に行うことができる。
【0015】
そして、請求項5に係る発明によれば、移動手段で容器を被塗布部材に対して3軸方向に相対的に移動するようにしたことにより、移動手段を制御して容器を移動し、所望の塗布位置に容器に取付けた塗布針を速やかに位置決めすることができる。
【発明を実施するための最良の形態】
【0016】
以下、本発明の実施形態を添付図面に基づいて詳細に説明する。
図1は本発明による塗布装置の実施形態を示す概念図である。この塗布装置1は、容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けられた塗布針から被塗布部材に吐出するもので、移動手段としての3軸移動手段2と、容器としてのインクタンク3と、インク吐出制御手段4と、冷却加熱手段5と、制御手段6とを備えてなる。
【0017】
上記3軸移動手段2は、後述のインクタンク3を保持してXYZの3軸方向にインクタンク3を移動させるものであり、例えばモータを三つ備えており、該モータでX,Y,Z軸方向に延びるレールに沿ってインクタンク3を移動するようになっている。なお、この3軸移動手段2は、ロボットのアームであってもよい。また、インクタンク3を移動するものでなく被塗布部材側を移動するものであっても、インクタンク3及び被塗布部材側の両方を移動するようにしたものであってもよい。
【0018】
上記3軸移動手段2に保持されてインクタンク3が設けられている。このインクタンク3は、塗布材としての例えばパターン欠陥を修正する修正インク7を貯留するものであり、塗布針8を備えて該塗布針8から修正インク7を被塗布部材としての例えばカラーフィルター19に適量吐出できるようになっている。ここで使用する塗布針8は、図2に示すように本体部8aの外形が約0.5mm径を有し、先端部8bを細く絞って外形約10μm、内径約5μmに形成したガラス製又はステンレス製のものである。
【0019】
上記インクタンク3には配管チューブ9を介してインク吐出制御手段4が接続されている。このインク吐出制御手段4は、上記インクタンク3に貯留した修正インク7に正圧を作用させるものであり、エアタンク10と、タイマー11と、電磁バルブ12Aと、流量制御バルブ12Bとを備えている。ここで、エアタンク10は、例えばエアポンプから供給されたエアを一時的に貯留するものであり、流量バルブ12Bを介して電磁バルブ12Aに接続され、また、タイマー11は予め設定された時間だけスイッチをONして電磁バルブ12に通電させるものであり、電磁バルブ12Aは通電のON又はOFFによりバルブの開閉動作をするものである。これにより、インク吐出制御手段4は、タイマー11に設定された時間だけ電磁バルブ12Aを開かせ、エアタンク10に一時的に貯留されたエアを流量バルブ12Bによって流量を制御しながら上記インクタンク3に配管チューブ9を介して供給し、インクタンク3内に導入されたエアの正圧により修正インク7をインクタンク3の塗布針8から適量吐出させるように動作する。
【0020】
上記インクタンク3の塗布針8の外側面には、冷却加熱手段5が接触して設けられている。この冷却加熱手段5は、塗布針8内の修正インク7を冷却又は凍結及び加熱又は解凍させるものであり、図3に示すように塗布針8の外側面に接触して設けた熱伝導部材13と、該熱伝導部材13に側面14aを接触させたペルチェ素子14とを備えている。ここで、熱伝導部材13には貫通孔15が設けられて塗布針8の外周面と嵌合するようになっている。また、ペルチェ素子14の上記側面14aは、例えば図3に示す矢印方向の電流に対して吸熱面として作用し、熱伝導部材13を介して塗布針8内の修正インク7の熱を吸熱して該修正インク7を冷却又は凍結させる。なお、この場合、上記側面14aと反対側の側面14bは放熱面として作用し、側面14aで吸熱した熱を放熱する。上記熱伝導部材13は、ペルチェ素子14による修正インク7の吸熱動作が効率的に行われるように熱伝導の良好な金属部材、例えば銅で形成されたものであり、外側面に温度センサー16を備えている。この温度センサー16は、熱伝導部材13の温度を検出して、修正インク7の温度を吐出に適した適正温度範囲、例えば室温から約60℃以内に保つように後述の制御手段6に検出出力をフィードバックして上記冷却加熱手段5の駆動を制御させるものであり、例えば熱電対である。なお、上記適正温度範囲は、使用するインクの粘度又は溶剤の種類により適宜設定される。
【0021】
上記冷却加熱手段5のペルチェ素子14及び温度センサー16に接続して制御手段6が設けられている。この制御手段6は、冷却加熱手段5の駆動を制御すると共に、修正インク7の温度を所定の温度範囲に維持するものであり、ペルチェ素子制御回路17と、温度制御回路18とを備えている。ペルチェ素子制御回路17は、ペルチェ素子14に供給する電流を制御して、修正インク7の吐出待機時には冷却加熱手段5を冷却又は凍結動作させて塗布針8内の修正インク7を冷却又は凍結させ、吐出時には加熱又は解凍動作させて修正インク7を吐出可能にさせるようになっている。また、温度制御回路18は、上記温度センサー16の出力に基づいて熱伝導部材13の温度が例えば室温から約60℃以内となるようにペルチェ素子制御回路17に作用してペルチェ素子14に供給される電流値を制御させる。
【0022】
次に、このように構成された塗布装置1の動作について説明する。
先ず、修正インク7をカラーフィルター19の欠陥部20に吐出させる前の待機時には、制御手段6のペルチェ素子制御回路17が起動してペルチェ素子14に対し、図3に矢印で示す方向の電流が供給されている。このとき、ペルチェ素子14には同図に示す側面14a(吸熱面)から側面14b(放熱面)への熱の流れが発生しており、熱伝導部材13を介して塗布針8内の修正インク7の熱を吸熱して凍結させている。このときの側面14bは、側面14aからの熱により高温に発熱した状態にある。
【0023】
次に、図示省略のスイッチの操作により、カラーフィルター19の欠陥部20にインクを吐出する修正動作に移ると、ペルチェ素子14への供給電流がペルチェ素子制御回路17によりOFF制御される。これにより、ペルチェ素子14の側面14b側の熱が側面14a側に急速に伝導して熱伝導部材13を介して塗布針8に供給され、塗布針8内の冷却又は凍結した修正インク7を加熱又は解凍する。このとき、熱伝導部材13の外側面に取付けた温度センサー16が熱伝導部材13の温度を検知して、その温度が例えば室温から60℃以内となるように温度制御回路18から温度制御信号をペルチェ素子制御回路17に出力する。ペルチェ素子制御回路17は、この温度制御信号を受けてペルチェ素子14への供給電流を制御する。この場合、供給電流の制御は、熱伝導部材13の温度状態に応じて、修正インク7を冷却又は凍結させるときと同方向(図3に示す矢印方向)の電流値を制御したり、上記と逆方向の電流を供給するように制御するものである。この修正インク7の加熱又は解凍等の温度制御は、塗布針8の熱容量が小さいため急速に実行される。なお、ペルチェ素子14へ供給する電流の向きが、図3に示す矢印方向と反対向きであるときには、同図に示すペルチェ素子14の側面14aが放熱面として作用し、側面14bが吸熱面として作用する。したがって、この場合、側面14aで発熱する熱を、熱伝導部材13を介して塗布針8に供給し、修正インクを温めることができる。
【0024】
次に、修正インク7が加熱又は解凍して吐出可能状態になると、予め測定されたカラーフィルター19の欠陥部20の位置座標データに基づいて3軸移動手段2が起動してインクタンク3をカラーフィルター19の欠陥部20まで運ぶ。そして、図示省略の観察用CCDカメラにより欠陥部20が拡大して撮像され、欠陥部20が観察用CCDカメラの観察域中心に位置付け調整される。なお、この調整は、公知の技術を用いて行うことができる。
【0025】
次に、観察用CCDカメラの対物レンズを通して、図4(a)に示すように、欠陥部20に対してトリミング用の例えば533nm又は355nmのレーザ光線L1が所定時間だけ照射され、欠陥部20がトリミング加工されて大きくされる(図5(a)参照)。この動作は、カラーフィルター19のピクセル19a面に付着した異物等の突起物を除去するためや、欠陥部20へ注入される修正インク7が欠陥部20から溢れないように、1回の吐出動作で塗布針8から吐出される修正インク7の吐出量を考慮して欠陥部20を意図的に大きくするために行うものである。
【0026】
欠陥部20がトリミング加工されると、図4(b)に示すように塗布針8の先端部8bが欠陥部20に位置付けられる。この状態で図示省略のインク吐出開始スイッチを押下すると、図1に示すインク吐出制御手段4のタイマー11が動作し、予め設定した時間だけ電磁バルブ12Aを開く。これにより、圧縮エアがエアタンク10から流量バルブ12Bで流量調整されながら配管チューブ9を介してインクタンク3に供給される。そして、インクタンク3内の修正インク7にエアによる正圧が付与され、修正インク7は塗布針8から欠陥部20に吐出される(図5(b)を参照)。
【0027】
修正インク7の吐出が終了すると、上記対物レンズを通して、図4(c)に示すように、例えば355nm(紫外線)のレーザ光線L2が所定時間だけ照射され、欠陥部20に吐出された修正インク7を硬化させる(図5(c)を参照)。これにより、図4(d)に示すように欠陥部20の修正が完了する(図5(d)を参照)。なお、修正インク7を硬化させる光線は、紫外線でなくIR光線であってもよい。即ち、修正インク7の性質によって、硬化用の光の種類が選択される。
【0028】
次に、修正インク7の吐出動作を一時中断するときには、図示省略の停止スイッチを押下すると、制御手段6がペルチェ素子制御回路17を凍結制御して、ペルチェ素子制御回路17から図3に示す矢印方向の電流をペルチェ素子14に供給させる。これにより、塗布針8内の修正インク7はペルチェ素子14に吸熱されて冷却又は凍結する。
【0029】
このように本発明の塗布装置1によれば、塗布針8内の修正インク7を吐出待機時にペルチェ素子14を用いて冷却又は凍結させ、吐出時にこれを加熱又は解凍して吐出可能にするようにしたことにより、吐出待機時に修正インク7の溶媒が塗布針8内で蒸発してインクが乾燥し、インク吐出不能となるのを防止することができる。したがって、修正インク7の吐出動作を一時中断するときに、従来技術におけるように、その都度塗布針8を塗布域外に退避させ、待機容器に収容して待機させる必要がなく効率的である。
【0030】
また、ペルチェ素子14を用いて冷却加熱手段5を構成したことにより、小型で且つ冷却効率の高い冷却加熱手段5を得ることができる。
【0031】
そして、冷却加熱手段5に温度センサー16を設けたことにより、吐出時の修正インク7の温度を所定の温度範囲に保つことができ、修正インク7の粘度を吐出に適切な粘度に維持することができる。
【0032】
なお、塗布材は、上述の修正インク7に限られず、例えば配線パターンの欠陥を修正する銀ペーストでも、または所定のパターンを形成する際に使用するレジストであってもよい。また、上記塗布装置1は、3軸移動手段2により容器を移動可能にしたものに限られず、手にもって使用するものであってもよい。
【図面の簡単な説明】
【0033】
【図1】本発明による塗布装置の実施形態を示す概念図である。
【図2】上記塗布装置に用いる塗布針の形状の一例を示す断面図である。
【図3】上記塗布装置の冷却加熱手段の構成例を示す斜視図である。
【図4】液晶表示素子のカラーフィルターの欠陥修正方法を説明する側面図である。
【図5】液晶表示素子のカラーフィルターの欠陥修正方法を説明する平面図である。
【符号の説明】
【0034】
1…塗布装置
2…3軸移動手段(移動手段)
3…インクタンク(容器)
5…冷却加熱手段
6…制御手段
7…修正インク(塗布材)
8…塗布針
13…熱伝導部材
14…ペルチェ素子
14a…側面
15…貫通孔
16…温度センサー
19…カラーフィルター(被塗布部材)
【特許請求の範囲】
【請求項1】
容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けた塗布針から被塗布部材に吐出する塗布装置であって、
前記塗布針の外側面に接触させて設けられ、塗布針内の前記塗布材を冷却及び加熱する冷却加熱手段と、
該冷却加熱手段の駆動を制御する制御手段とを備え、
前記冷却加熱手段の駆動により、前記塗布材の吐出待機時に前記塗布針内の塗布材を冷却又は凍結させ、吐出時に該塗布針内の塗布材を加熱又は解凍することを特徴とする塗布装置。
【請求項2】
前記冷却加熱手段は、前記塗布針の外側面に接触させて設けた熱伝導部材と、該熱伝導部材に一側面を接触させたペルチェ素子とを備えたことを特徴とする請求項1記載の塗布装置。
【請求項3】
前記熱伝導部材には温度センサーが設けられ、熱伝導部材の温度を検出してその出力を前記制御手段にフィードバックし、前記塗布材の温度を所定の温度範囲に保つように前記冷却加熱手段の駆動を制御することを特徴とする請求項2記載の塗布装置。
【請求項4】
前記熱伝導部材には、前記塗布針の外周面と嵌合する貫通孔を設けたことを特徴とする請求項2又は3に記載の塗布装置。
【請求項5】
前記容器は、移動手段により前記被塗布部材に対して3軸方向に相対的に移動可能にされたことを特徴とする請求項1〜4のいずれか1項に記載の塗布装置。
【請求項1】
容器に貯留された液状又はペースト状の塗布材に正圧を作用して、該塗布材を前記容器に取付けた塗布針から被塗布部材に吐出する塗布装置であって、
前記塗布針の外側面に接触させて設けられ、塗布針内の前記塗布材を冷却及び加熱する冷却加熱手段と、
該冷却加熱手段の駆動を制御する制御手段とを備え、
前記冷却加熱手段の駆動により、前記塗布材の吐出待機時に前記塗布針内の塗布材を冷却又は凍結させ、吐出時に該塗布針内の塗布材を加熱又は解凍することを特徴とする塗布装置。
【請求項2】
前記冷却加熱手段は、前記塗布針の外側面に接触させて設けた熱伝導部材と、該熱伝導部材に一側面を接触させたペルチェ素子とを備えたことを特徴とする請求項1記載の塗布装置。
【請求項3】
前記熱伝導部材には温度センサーが設けられ、熱伝導部材の温度を検出してその出力を前記制御手段にフィードバックし、前記塗布材の温度を所定の温度範囲に保つように前記冷却加熱手段の駆動を制御することを特徴とする請求項2記載の塗布装置。
【請求項4】
前記熱伝導部材には、前記塗布針の外周面と嵌合する貫通孔を設けたことを特徴とする請求項2又は3に記載の塗布装置。
【請求項5】
前記容器は、移動手段により前記被塗布部材に対して3軸方向に相対的に移動可能にされたことを特徴とする請求項1〜4のいずれか1項に記載の塗布装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−7126(P2006−7126A)
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2004−189471(P2004−189471)
【出願日】平成16年6月28日(2004.6.28)
【出願人】(500171707)株式会社ブイ・テクノロジー (283)
【Fターム(参考)】
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成16年6月28日(2004.6.28)
【出願人】(500171707)株式会社ブイ・テクノロジー (283)
【Fターム(参考)】
[ Back to top ]