
塗布装置
【課題】多量のシール材が連続供給可能で、シール材と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を提供する。
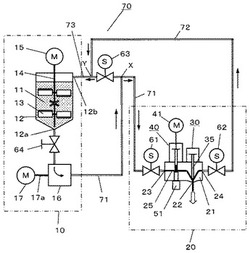
【解決手段】塗布装置70は、ペースト材料11を貯留するとともに内部に水平面に対して傾斜した撹拌羽根13を具備したタンクユニット10と、タンクユニット10から送り出したペースト材料11を押出手段40によりノズル22から押出して吐出する塗布ヘッド20と、タンクユニット10から塗布ヘッド20にペースト材料11を供給する供給経路71と、供給経路71から分岐するとともに切換弁63を介してタンクユニット10に連結するバイパス経路73と、塗布ヘッド20の出口からタンクユニット10に連結するリターン経路72と、供給経路71の塗布ヘッド20の上流側とリターン経路72の塗布ヘッド20の下流側とにそれぞれ設けた圧力調整弁61、62とを備えている。
【解決手段】塗布装置70は、ペースト材料11を貯留するとともに内部に水平面に対して傾斜した撹拌羽根13を具備したタンクユニット10と、タンクユニット10から送り出したペースト材料11を押出手段40によりノズル22から押出して吐出する塗布ヘッド20と、タンクユニット10から塗布ヘッド20にペースト材料11を供給する供給経路71と、供給経路71から分岐するとともに切換弁63を介してタンクユニット10に連結するバイパス経路73と、塗布ヘッド20の出口からタンクユニット10に連結するリターン経路72と、供給経路71の塗布ヘッド20の上流側とリターン経路72の塗布ヘッド20の下流側とにそれぞれ設けた圧力調整弁61、62とを備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、プラズマディスプレイパネルなどの製造工程において用いられるペースト材料を塗布する塗布装置に関する。
【背景技術】
【0002】
プラズマディスプレイパネル(以下PDPと略記する)などの製造の際に、例えば、背面板と前面板とを封着するためのフリットガラスのペースト材料をPDPに塗布する塗布装置などが特許文献1や特許文献2に開示されている。これらの塗布装置では、PDPの背面板へのシール材の塗布精度にバラツキを生じると、製造するPDPの品質が低下するため、高精度の塗布精度が要求される。
【0003】
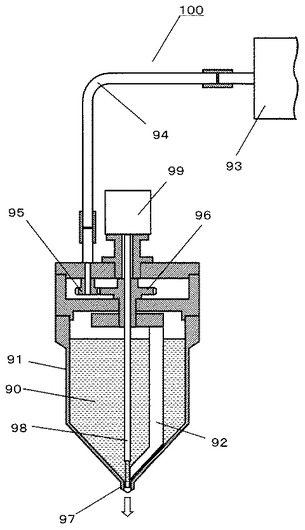
図7に従来の塗布装置100を示す図である。図7を参照しながら、従来の塗布装置100について説明する。図7に示す従来の塗布装置100は、フリットガラス90のペースト材料が収容されたホッパ状のポット91と、ポット91内部に設けた撹拌羽根92と、撹拌羽根92を回転駆動するための駆動源であるモータ93とを備えている。撹拌羽根92は、モータ93からの駆動力を伝達するフレキシブルシャフト94と、フレキシブルシャフト94からの回転力を撹拌羽根92へ伝達する小歯車95および大歯車96とにより駆動される。ポット91の先端(下端)部にはノズル97が設けられている。また、ノズル97に先端が配置された状態でポット91内部に収容されたニードルシャフト98と、このニードルシャフト98を上下させノズル97からの吐出(塗布)量を調整するシリンダ99とを備えている。
【0004】
このように構成された塗布装置100においては、ポット91内のフリットガラス90が分離沈殿するのを防ぐように撹拌羽根92によって常時撹拌されている。シリンダ99によりニードルシャフト98を引き上げ、ニードルシャフト98とノズル97との間に隙間を発生させ、この隙間を通してノズル97よりフリットガラス90を吐出するようにしている。
【0005】
一方、これらの塗布装置100では、ノズル97からの吐出が重力の作用によって下方に移動する自重式の構成となっている。そのため、ポット91内に収容しているフリットガラス90の質量と粘度などとにより塗布条件が微妙に変化し、塗布精度が十分に確保できないといった課題を有していた。
【0006】
また、このような塗布装置の課題を解決して、ペースト材料の均一混合や、連続供給などの塗布作業の効率化をはかった塗布装置が、特許文献3などに開示されている。
【0007】
しかも、供給しながら塗布するフリットガラス90については、不安定な材料・性質を有するものであって、その特性上、分離沈殿しやすいなどの理由から、上記した従来の塗布装置は少量使い切りの構成となっており、自動化および量産化には不向きといった課題を有していた。
【0008】
その後、これらの塗布装置の課題を一部解決し、フリットガラス(シール材)を多量に常時均一な混合状態に保ち、フリットガラス(シール材)の連続供給と塗布作業の効率化をはかった塗布装置が開示されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平05−082024号公報
【特許文献2】特開平11−333347号公報
【特許文献3】特開2004−181286号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記従来の塗布装置では、フリットガラスなどのペースト材料内に比重の異なる添加物などが存在する場合、その添加物の沈殿または浮揚を十分には防ぐことができず、塗布時に添加物濃度のばらつきが生じ、添加物の効果を十分に得ることができないという問題点を有していた。
【0011】
本発明は、上記した従来の装置の問題点を解決するもので、多量のペースト材料が連続供給可能で、ペースト材料中の組成成分を均一とし、高精度で効率的に塗布できる塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明の塗布装置は、ペースト材料を貯留するとともに内部に水平面に対して傾斜した撹拌羽根を具備したタンクユニットと、タンクユニットから送り出したペースト材料を押圧手段によりノズルから押出して吐出する塗布ヘッドと、タンクユニットから塗布ヘッドにペースト材料を供給する供給経路と、供給経路から分岐するとともに切換弁を介してタンクユニットに連結するバイパス経路と、塗布ヘッドの出口からタンクユニットに連結するリターン経路と、供給経路の塗布ヘッドの上流側とリターン経路の塗布ヘッドの下流側とにそれぞれ設けた圧力調整弁とを備えている。
【0013】
このような構成によれば、多量のペースト材料が連続供給可能であるとともに、水平面に対して傾斜した撹拌羽根が、沈殿または浮揚しやすい添加物を上下方向に十分に撹拌して均一に混合するので、ペースト材料と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を実現することができる。
【0014】
さらに、撹拌羽根が、パドル状撹拌板を備えていてもよい。このような構成によれば簡単な構成で上昇流または下降流を発生させ、ペースト材料と添加物とを上下方向に撹拌して均一に混合することができる。
【0015】
さらに、撹拌羽根が、プロペラ状撹拌板を備えていてもよい。このような構成によれば簡単な構成で上昇流または下降流を発生させ、ペースト材料と添加物とを上下方向に撹拌して均一に混合することができる。
【0016】
さらに、撹拌羽根が、螺旋状撹拌板を備えていてもよい。このような構成によれば簡単な構成で上昇流または下降流を発生させ、ペースト材料と添加物とを上下方向に撹拌して均一に混合することができる。
【0017】
さらに、撹拌羽根が、正回転と逆回転繰り返してもよい。このような構成によれば、大きな乱流を発生させることができるのでさらに撹拌効果が高く、ペースト材料と添加物とをより均一に混合することができる。
【発明の効果】
【0018】
以上のように、本発明の塗布装置によれば、多量のペースト材料が連続供給可能であるとともに、ペースト材料中への添加物の混合を均一として、高精度・高効率の塗布が可能な塗布装置を実現することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の実施の形態における塗布装置の全体構成を示す図である。
【図2】同塗布装置のタンクユニットの縦断面図である。
【図3】同塗布装置の塗布ヘッドの縦断面図である。
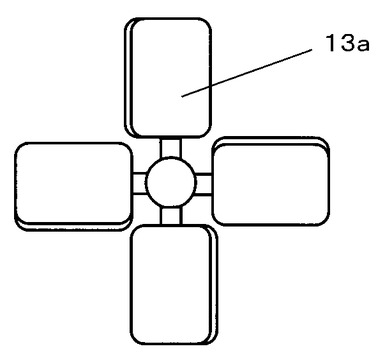
【図4A】同塗布装置に用いるパドル状撹拌板の平面図である。
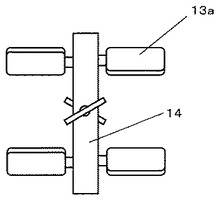
【図4B】同パドル状撹拌板の正面図である。
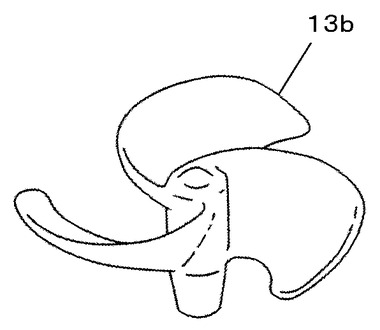
【図5】同塗布装置に用いるプロペラ状撹拌板の斜視図である。
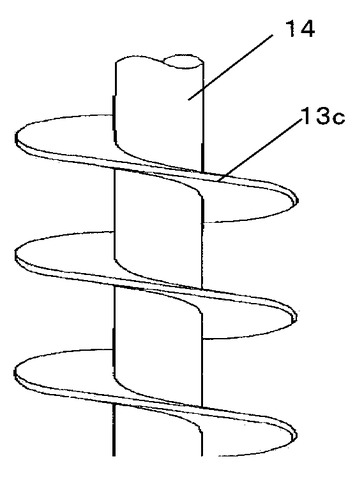
【図6】同塗布装置に用いる螺旋状撹拌板の正面図である。
【図7】従来の塗布装置を示す縦断面図である。
【発明を実施するための形態】
【0020】
以下、本発明における実施の形態について、図面を参照にしながら説明する。
【0021】
(実施の形態)
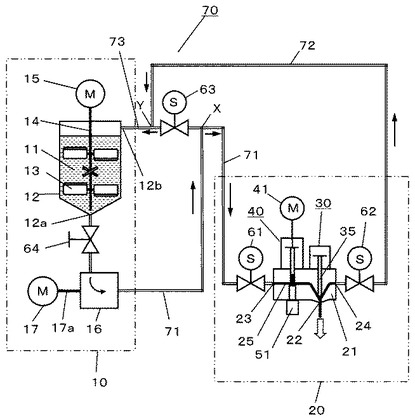
図1は、実施の形態における塗布装置の全体構成を示す図である。塗布装置70は、大略構成として、タンクユニット10と、塗布ヘッド20と、タンクユニット10と塗布ヘッド20との間を連結する供給経路71と、塗布ヘッド20とタンクユニット10との間を連結するリターン経路72と、供給経路71の一部とタンクユニット10の補給口12bとの間を連結するバイパス経路73とを備えている。なお、これら構成部品を支持するハウジングなどは省略している。
【0022】
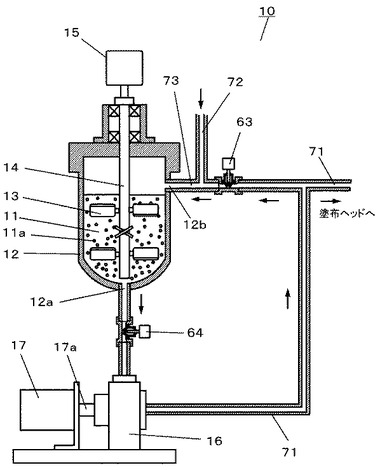
図2は、塗布装置70のタンクユニット10の縦断面図である。タンクユニット10では、PDPなどへ塗布するためのペースト材料11を貯留するとともに、塗布ヘッド20へ定量供給する。図2に示すように、ペースト材料11を収容するタンク本体12と、タンク本体12内部に設けた撹拌羽根13と、この撹拌羽根13を取付けた回転軸14と、回転軸14を正逆転方向に回転駆動させる撹拌用モータ15と、タンク本体12の吐出口12aから吐出するペースト材料11を定量送りするギアポンプ16と、このギアポンプ16を駆動するギアポンプモータ17とを有している。
【0023】
なお、本実施の形態では、ペースト材料11として、PDPの前面板と背面板とを封着するためのフリットガラスシール材を対象とし、90重量%程度の酸化鉛(PbO)と10重量%程度の酢酸アミルなどの溶剤との混合物からなる。また、一般的に、これらのペースト材料11には、フリットガラスシール材と比重の異なる添加物11aなどが添加されている。
【0024】
これらの添加物11aとペースト材料11との比重が異なるために、添加物11aがタンクユニット10の下方に沈殿したり、上方に浮遊したりする。図7に示す従来の塗布装置100では、撹拌羽根92が水平面に対して垂直に取付けられており、これら沈殿物や浮遊物を十分に撹拌することができなかった。
【0025】
一方、本実施の形態では、撹拌羽根13として図2に示すように水平面に対して傾斜したパドル状撹拌板13aを備えたものを用いた。図4Aはその平面図であり、図4Bはその正面図である。すなわち、パドル状撹拌板13aは図4Bに示すように、回転軸14の垂直線に直交する水平面に対して傾斜し、回転軸14の周囲に複数枚設けられている。さらに、図4Bに示すように、本実施の形態では、パドル状撹拌板13aは回転軸14方向に多段となるように構成されている。このような撹拌羽根13を撹拌用モータ15により回転させると、ペースト材料11に、タンク本体12内での上昇流または下降流が発生する。その結果、添加物11aの沈殿物や浮遊物を十分に撹拌することができ、ペースト材料11と添加物11aとを均一に混合することができる。
【0026】
撹拌羽根13としては、この形状以外に図5に示すようなプロペラ状撹拌板13bを備えたものでもよいし、図6に示すような螺旋状撹拌板13cを備えたものでもよい。これらは簡単な構成でいずれも上昇流または下降流を発生させることができる。またこれらパドル状撹拌板13a、プロペラ状撹拌板13b、螺旋状撹拌板13cを2種類以上組み合わせたものでもよい。このような構成にすると撹拌効果をより高めることができる。
【0027】
さらに、撹拌羽根13を、一定時間毎に正回転と逆回転とを切り換え、これを繰り返してもよい。このようにすれば、ペースト材料11に大きな乱流を発生させることができ、より均一に混合することができる。また添加物11aの比重に応じて正逆回転の切り換え時間を調整することでさらに均一度を高めることができる。
【0028】
つぎに、タンクユニット10の詳細について図2を用いて説明する。タンク本体12の吐出口12aから自重で落下してくるペースト材料11は手動ダイアフラム弁64を介してギアポンプ16に流れる。手動ダイアフラム弁64はペースト材料11の流れを止めるもので、ペースト材料11を交換するときなどに一時的に使用するもので通常の作業中は開かれている。ギアポンプ16は、流入したペースト材料11を汲み上げて供給経路71へ高精度で定量送りするものである。ギアポンプ16には一対のギアが内蔵され、それらのギアがギアポンプモータ17によって回転される。ギアの回転によりペースト材料11は常時一定の圧力で供給経路71へ機械的に高精度に送出することができるため、混合物から構成されているペースト材料11の成分が分離したりするのを防止できる。
【0029】
供給経路71は途中で分岐している。分岐された一方は塗布ヘッド20に連結され、一方は切換弁63およびバイパス経路73を介してタンク本体12の補給口12bに連結されている。また、バイパス経路73にはリターン経路72が接続されている。
【0030】
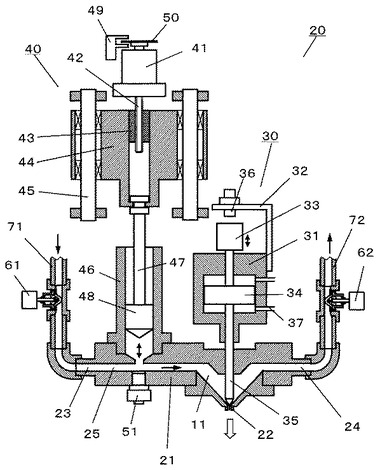
つぎに、塗布ヘッド20の詳細について図3を用いて説明する。塗布ヘッド20では、タンクユニット10から送り出されたペースト材料11を、ヘッド本体21に設けたノズル22から定量吐出し、PDPの背面板などに塗布するものである。図3に示すように、塗布ヘッド20は、ヘッド本体21と、ヘッド本体21内部に設けた開閉手段30と、ヘッド本体21の流路25に連通する押出手段40および圧力センサー51と、制御部(図示せず)などとを備えている。
【0031】
開閉手段30は、PDPの背面板などにペースト材料11を定量塗布するときにヘッド本体21のノズル22を開放させる。開閉手段30は、シリンダ31と、このシリンダ31を固定するブラケット32と、シリンダ31に設けた衝止ブロック33と、シリンダ31内をスライドするピストン34と備えている。また、ピストン34には、ピストン34と一体に取り付けられて、ピストン34の上下動に連動して先端(下端)がノズル22内を上下方向に移動するニードルシャフト35が設けられている。ピストン34の上端には衝止ブロック33が設けられ、衝止ブロック33を衝止する上限ストッパー36が設けられている。さらに、シリンダ31内にピストン34を上下動させるためのエアーを供給するエアー管37と、エアーの量を制御するスピードコントローラ(図示せず)などを備えている。
【0032】
本実施の形態における塗布装置70は、図3における塗布ヘッド20内に閉じ込めた所定量のペースト材料11をノズル22から吐出する方式としている。すなわち、図3の塗布ヘッド20の経路に設けた第1圧力調整弁61と第2圧力調整弁62を閉じ、その経路内に閉じ込められたペースト材料11を、押出手段40により加圧しながら圧力調整してノズル22から吐出させる。
【0033】
押出手段40は、ステッピングモータ41と、このステッピングモータ41により回転し、その回転運動を垂直移動運動に変更させるためのボールねじ42と、このボールねじ42に螺合して垂直移動運動を起こさせるための雌ねじ部材43と、この雌ねじ部材43を固定したスライドブロック44とを備えている。さらに、スライドブロック44のスライド動作をガイドするための平行な一対のガイドシャフト45と、スライドブロック44に接続されたピストン軸47と、ピストン軸47の先端に形成されたピストン48と、ピストン48を案内するシリンジ46とを備えている。また、ステッピングモータ41は、ステッピングモータ41の原点検出センサー49と、ステッピングモータ41の後軸に固定された円盤状のスケール50とを備えている。シリンジ46の下部のヘッド本体21には圧力センサー51が設けられている。
【0034】
シリンジ46は、下部がヘッド本体21内部の流路25に連通しており、ピストン48の昇降位置によって流路25内部の圧力を調整するようになっている。原点検出センサー49は、ステッピングモータ41のスタート位置(ゼロ位置)、つまりピストン48の降下開始の初期位置を設定するためのものであり、始点となるべきマークなどが印字された円盤状のスケール50を光学的に検出する構成となっている。
【0035】
圧力センサー51は、左右の第1圧力調整弁61、第2圧力調整弁62を閉じた状態のときに、これらの間の流路25内に閉じ込められているペースト材料11の圧力を検出する。ここで検出した圧力に応じて検出信号が制御部(図示せず)へ出力されるようになっている。制御部は、流路25内部に閉じ込められているペースト材料11の圧力に応じて、押出手段40のステッピングモータ41を制御し、ノズル22から吐出させることにより流路25から減少していくペースト材料11を、常時一定の最適な加圧状態に調整・保持する。
【0036】
第1圧力調整弁61は、制御部によってその開閉動作が制御された自動ダイアフラム弁を用いており、押出手段40よりも流路25の上流側に設置されている。一方、第2圧力調整弁62は、同様に、制御部によってその開閉動作が制御された自動ダイアフラム弁を用いており、ノズル22よりも下流側に設置されている。これら第1圧力調整弁61、第2圧力調整弁62が閉じることにより、封止された流路25内のペースト材料11が加圧されるようになっている。なお、これらの自動ダイアフラム弁は、ダイアフラムに加わる空気圧と弁軸の変移とが比例するように構成されており、例えば、空気圧信号などを入力すると、弁の開度を自動的に調整することができるようになっている。しかも、この自動ダイアフラム弁には、複雑な凹凸部分などがなく、通過するペースト材料11がこれらの凹凸部分に滞留することがないように構成されている。
【0037】
つぎに供給経路71について図1を用いて説明する。供給経路71は、タンクユニット10から塗布ヘッド20へペースト材料11を供給するために、タンクユニット10側のギアポンプ16と塗布ヘッド20側の取込口23との間を連結している。ノズル22からペースト材料11を吐出する際には、タンクユニット10内のペースト材料11を、切換弁63を開いて、供給経路71の途中に接続されているバイパス経路73の方へ送り出すようになっている。
【0038】
つぎにリターン経路72について図1を用いて説明する。リターン経路72には、ノズル22からペースト材料11を吐出しない待機状態のときに、供給経路71から塗布ヘッド20を経由してタンクユニット10へ戻すためのものであり、塗布ヘッド20の循環出口24と、タンクユニット10の補給口12bとを連結している。
【0039】
つぎに、バイパス経路73について図1を用いて説明する。バイパス経路73は、塗布ヘッド20を開放してノズル22からペースト材料11を吐出するときに、ペースト材料11をタンクユニット10へ戻して循環させる経路である。バイパス経路73は、供給経路71から分岐してタンクユニット10の補給口12bに連結されている。バイパス経路73には切換弁63が設けられ、制御部によってその開閉動作が制御されている。
【0040】
つぎに、塗布装置70のタンクユニット10および塗布ヘッド20の動作について図1を用いて説明する。
【0041】
まず、塗布作業の待機状態について図1を用いて順番に説明する。
【0042】
(1)PDPの背面板などにシール材としてペースト材料11を塗布する前の待機状態のときには、第1圧力調整弁61、第2圧力調整弁62を開放し、切換弁63を閉じる。さらに、塗布ヘッド20のヘッド本体21に設けたノズル22を閉じておくために、ニードルシャフト35を最下部まで降下させる。
【0043】
(2)タンクユニット10のタンク本体12内のペースト材料11を撹拌羽根13によって撹拌する。つぎに、ギアポンプ16によって、ペースト材料11を高精度での定量送りしながら供給経路71、塗布ヘッド20、リターン経路72の順で循環させて再びタンク本体12内へ戻す状態にする。一方、タンク本体12内では、撹拌用モータ15が常時回転駆動しており、タンク本体12内のペースト材料11が、前述の撹拌羽根13で十分に撹拌される。そのため、ペースト材料11にペースト材料11と比重の異なる添加物11aなどが添加された状態でも、タンク本体12内では上昇流、下降流の対流によって十分に撹拌される。その結果、ペースト材料11での添加物11aの分離や沈殿などが発生せず、均一分散を実現することができる。このように、塗布作業の待機動作中には、タンク本体12はもとより、供給経路71、塗布ヘッド20のヘッド本体21、リターン経路72の全ての流路において、ペースト材料11が流動しているために、分離や沈殿などの現象が発生しない。
【0044】
つぎに、塗布作業を行う場合について図1、図3を用いて順番に説明する。
【0045】
(1)塗布作業を開始する場合には、初めに切換弁63を開く、なお、このとき、第1圧力調整弁61、第2圧力調整弁62も開状態のままである。この動作により、ギアポンプ16によって高精度に定量送りされているペースト材料11は、分流点Xから切換弁63、合流点Yを通過してタンク本体12内に戻る。このように、第1圧力調整弁61、第2圧力調整弁62、切換弁63が開状態でも、タンク本体12内では撹拌用モータ15およびギアポンプ16が常時回転・駆動しており、タンク本体12内のペースト材料11が撹拌されながらギアポンプ16で定量送りされている。そのため、タンク本体12、分流点Xまでの供給経路71およびバイパス経路73での流路でも、分離沈殿が防止されている。
【0046】
(2)つぎに、押出手段40のステッピングモータ41を回転させ、ボールねじ42に螺合するスライドブロック44、ピストン軸47およびピストン48を上昇させる。これにより、供給経路71およびヘッド本体21内の流路25に留まっていたペースト材料11が、シリンジ46内部へ吸引されていく。
【0047】
(3)第1圧力調整弁61、第2圧力調整弁62を閉じ、リターン経路72を経由したペースト材料11の循環動作を止める。このため、ギアポンプ16によって定量送りされていたペースト材料11は、分流点Xから塗布ヘッド20の方へは流れ込まずに、分流点Xから切換弁63、合流点Yを通過しタンク本体12内に戻る。これにより、第1圧力調整弁61、第2圧力調整弁62が閉状態で、かつ、切換弁63が開状態のとき、タンク本体12内では、撹拌用モータ15およびギアポンプ16が常時回転・駆動している。従って、タンク本体12内のペースト材料11が撹拌されながらギアポンプ16で定量送りされ留まることなく流動しているので、タンク本体12、分流点Xまでの供給経路71およびバイパス経路73での分離沈殿が防止されている。
【0048】
(4)つぎに、ノズル22からのペースト材料11の吐出について説明する。第1圧力調整弁61、第2圧力調整弁62が閉じられることにより、ヘッド本体21内の流路25が閉鎖された状態となる。その状態で、押出手段40のステッピングモータ41を回転させてピストン48を押下し、シリンジ46内部のペースト材料11を加圧させて圧力を制御する。そして、ニードルシャフト35を、ノズル22を開放するように上昇させるタイミングをはかる。すなわち、圧力センサー51により圧力制御しながら、シリンダ31内のピストン34よりも下部側にエアー管37から送り込むエアーの流量を増大させて、シリンダ31内のピストン34を上昇させてニードルシャフト35を引き揚げる。これにより、ニードルシャフト35の先端部がノズル22から退出し、閉じていたノズル22を開放する。
【0049】
(5)この結果、ヘッド本体21内の流路25に貯留されていたペースト材料11が、開放したノズル22から外部へ向けて吐出され、PDPの背面板などに所定位置に所定量塗布される。
【0050】
このような、塗布装置の動作を繰り返すことにより、ペースト材料11と添加物11aとを分離沈殿させることなく、多数個のPDPの背面板などにペースト材料11を連続的して自動的に精度良く定量塗布することができる。
【0051】
以上のように本発明の塗布装置によれば、多量のペースト材料が連続供給可能であるとともに、水平面に対して傾斜した撹拌羽根が沈殿または浮揚しやすい添加物を上下方向に十分に撹拌して均一に混合するので、ペースト材料と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を実現することができる。
【0052】
なお、上述の説明では、ペースト材料として、PDPの前面板と背面板とを封着するフリットガラスシール材を例として述べたが、本実施の形態で述べた塗布装置によれば、蛍光体塗布形成や電極形成などに用いてもよい。
【産業上の利用可能性】
【0053】
本発明の塗布装置によれば、ペースト材料と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を実現し、画像表示装置や厚膜デバイスなどの製造装置として有用である。
【符号の説明】
【0054】
10 タンクユニット
11 ペースト材料
11a 添加物
12 タンク本体
12a 吐出口
12b 補給口
13 撹拌羽根
13a パドル状撹拌板
13b プロペラ状撹拌板
13c 螺旋状撹拌板
14 回転軸
15 撹拌用モータ
16 ギアポンプ
17 ギアポンプモータ
20 塗布ヘッド
21 ヘッド本体
22 ノズル
23 取込口
24 循環出口
25 流路
30 開閉手段
31 シリンダ
32 ブラケット
33 衝止ブロック
34 ピストン
35 ニードルシャフト
36 上限ストッパー
37 エアー管
40 押出手段
41 ステッピングモータ
42 ボールねじ
43 雌ねじ部材
44 スライドブロック
45 ガイドシャフト
46 シリンジ
47 ピストン軸
48 ピストン
49 原点検出センサー
50 スケール
51 圧力センサー
61 第1圧力調整弁
62 第2圧力調整弁
63 切換弁
64 手動ダイアフラム弁
70 塗布装置
71 供給経路
72 リターン経路
73 バイパス経路
【技術分野】
【0001】
本発明は、プラズマディスプレイパネルなどの製造工程において用いられるペースト材料を塗布する塗布装置に関する。
【背景技術】
【0002】
プラズマディスプレイパネル(以下PDPと略記する)などの製造の際に、例えば、背面板と前面板とを封着するためのフリットガラスのペースト材料をPDPに塗布する塗布装置などが特許文献1や特許文献2に開示されている。これらの塗布装置では、PDPの背面板へのシール材の塗布精度にバラツキを生じると、製造するPDPの品質が低下するため、高精度の塗布精度が要求される。
【0003】
図7に従来の塗布装置100を示す図である。図7を参照しながら、従来の塗布装置100について説明する。図7に示す従来の塗布装置100は、フリットガラス90のペースト材料が収容されたホッパ状のポット91と、ポット91内部に設けた撹拌羽根92と、撹拌羽根92を回転駆動するための駆動源であるモータ93とを備えている。撹拌羽根92は、モータ93からの駆動力を伝達するフレキシブルシャフト94と、フレキシブルシャフト94からの回転力を撹拌羽根92へ伝達する小歯車95および大歯車96とにより駆動される。ポット91の先端(下端)部にはノズル97が設けられている。また、ノズル97に先端が配置された状態でポット91内部に収容されたニードルシャフト98と、このニードルシャフト98を上下させノズル97からの吐出(塗布)量を調整するシリンダ99とを備えている。
【0004】
このように構成された塗布装置100においては、ポット91内のフリットガラス90が分離沈殿するのを防ぐように撹拌羽根92によって常時撹拌されている。シリンダ99によりニードルシャフト98を引き上げ、ニードルシャフト98とノズル97との間に隙間を発生させ、この隙間を通してノズル97よりフリットガラス90を吐出するようにしている。
【0005】
一方、これらの塗布装置100では、ノズル97からの吐出が重力の作用によって下方に移動する自重式の構成となっている。そのため、ポット91内に収容しているフリットガラス90の質量と粘度などとにより塗布条件が微妙に変化し、塗布精度が十分に確保できないといった課題を有していた。
【0006】
また、このような塗布装置の課題を解決して、ペースト材料の均一混合や、連続供給などの塗布作業の効率化をはかった塗布装置が、特許文献3などに開示されている。
【0007】
しかも、供給しながら塗布するフリットガラス90については、不安定な材料・性質を有するものであって、その特性上、分離沈殿しやすいなどの理由から、上記した従来の塗布装置は少量使い切りの構成となっており、自動化および量産化には不向きといった課題を有していた。
【0008】
その後、これらの塗布装置の課題を一部解決し、フリットガラス(シール材)を多量に常時均一な混合状態に保ち、フリットガラス(シール材)の連続供給と塗布作業の効率化をはかった塗布装置が開示されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開平05−082024号公報
【特許文献2】特開平11−333347号公報
【特許文献3】特開2004−181286号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
しかしながら、上記従来の塗布装置では、フリットガラスなどのペースト材料内に比重の異なる添加物などが存在する場合、その添加物の沈殿または浮揚を十分には防ぐことができず、塗布時に添加物濃度のばらつきが生じ、添加物の効果を十分に得ることができないという問題点を有していた。
【0011】
本発明は、上記した従来の装置の問題点を解決するもので、多量のペースト材料が連続供給可能で、ペースト材料中の組成成分を均一とし、高精度で効率的に塗布できる塗布装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
上記目的を達成するために、本発明の塗布装置は、ペースト材料を貯留するとともに内部に水平面に対して傾斜した撹拌羽根を具備したタンクユニットと、タンクユニットから送り出したペースト材料を押圧手段によりノズルから押出して吐出する塗布ヘッドと、タンクユニットから塗布ヘッドにペースト材料を供給する供給経路と、供給経路から分岐するとともに切換弁を介してタンクユニットに連結するバイパス経路と、塗布ヘッドの出口からタンクユニットに連結するリターン経路と、供給経路の塗布ヘッドの上流側とリターン経路の塗布ヘッドの下流側とにそれぞれ設けた圧力調整弁とを備えている。
【0013】
このような構成によれば、多量のペースト材料が連続供給可能であるとともに、水平面に対して傾斜した撹拌羽根が、沈殿または浮揚しやすい添加物を上下方向に十分に撹拌して均一に混合するので、ペースト材料と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を実現することができる。
【0014】
さらに、撹拌羽根が、パドル状撹拌板を備えていてもよい。このような構成によれば簡単な構成で上昇流または下降流を発生させ、ペースト材料と添加物とを上下方向に撹拌して均一に混合することができる。
【0015】
さらに、撹拌羽根が、プロペラ状撹拌板を備えていてもよい。このような構成によれば簡単な構成で上昇流または下降流を発生させ、ペースト材料と添加物とを上下方向に撹拌して均一に混合することができる。
【0016】
さらに、撹拌羽根が、螺旋状撹拌板を備えていてもよい。このような構成によれば簡単な構成で上昇流または下降流を発生させ、ペースト材料と添加物とを上下方向に撹拌して均一に混合することができる。
【0017】
さらに、撹拌羽根が、正回転と逆回転繰り返してもよい。このような構成によれば、大きな乱流を発生させることができるのでさらに撹拌効果が高く、ペースト材料と添加物とをより均一に混合することができる。
【発明の効果】
【0018】
以上のように、本発明の塗布装置によれば、多量のペースト材料が連続供給可能であるとともに、ペースト材料中への添加物の混合を均一として、高精度・高効率の塗布が可能な塗布装置を実現することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の実施の形態における塗布装置の全体構成を示す図である。
【図2】同塗布装置のタンクユニットの縦断面図である。
【図3】同塗布装置の塗布ヘッドの縦断面図である。
【図4A】同塗布装置に用いるパドル状撹拌板の平面図である。
【図4B】同パドル状撹拌板の正面図である。
【図5】同塗布装置に用いるプロペラ状撹拌板の斜視図である。
【図6】同塗布装置に用いる螺旋状撹拌板の正面図である。
【図7】従来の塗布装置を示す縦断面図である。
【発明を実施するための形態】
【0020】
以下、本発明における実施の形態について、図面を参照にしながら説明する。
【0021】
(実施の形態)
図1は、実施の形態における塗布装置の全体構成を示す図である。塗布装置70は、大略構成として、タンクユニット10と、塗布ヘッド20と、タンクユニット10と塗布ヘッド20との間を連結する供給経路71と、塗布ヘッド20とタンクユニット10との間を連結するリターン経路72と、供給経路71の一部とタンクユニット10の補給口12bとの間を連結するバイパス経路73とを備えている。なお、これら構成部品を支持するハウジングなどは省略している。
【0022】
図2は、塗布装置70のタンクユニット10の縦断面図である。タンクユニット10では、PDPなどへ塗布するためのペースト材料11を貯留するとともに、塗布ヘッド20へ定量供給する。図2に示すように、ペースト材料11を収容するタンク本体12と、タンク本体12内部に設けた撹拌羽根13と、この撹拌羽根13を取付けた回転軸14と、回転軸14を正逆転方向に回転駆動させる撹拌用モータ15と、タンク本体12の吐出口12aから吐出するペースト材料11を定量送りするギアポンプ16と、このギアポンプ16を駆動するギアポンプモータ17とを有している。
【0023】
なお、本実施の形態では、ペースト材料11として、PDPの前面板と背面板とを封着するためのフリットガラスシール材を対象とし、90重量%程度の酸化鉛(PbO)と10重量%程度の酢酸アミルなどの溶剤との混合物からなる。また、一般的に、これらのペースト材料11には、フリットガラスシール材と比重の異なる添加物11aなどが添加されている。
【0024】
これらの添加物11aとペースト材料11との比重が異なるために、添加物11aがタンクユニット10の下方に沈殿したり、上方に浮遊したりする。図7に示す従来の塗布装置100では、撹拌羽根92が水平面に対して垂直に取付けられており、これら沈殿物や浮遊物を十分に撹拌することができなかった。
【0025】
一方、本実施の形態では、撹拌羽根13として図2に示すように水平面に対して傾斜したパドル状撹拌板13aを備えたものを用いた。図4Aはその平面図であり、図4Bはその正面図である。すなわち、パドル状撹拌板13aは図4Bに示すように、回転軸14の垂直線に直交する水平面に対して傾斜し、回転軸14の周囲に複数枚設けられている。さらに、図4Bに示すように、本実施の形態では、パドル状撹拌板13aは回転軸14方向に多段となるように構成されている。このような撹拌羽根13を撹拌用モータ15により回転させると、ペースト材料11に、タンク本体12内での上昇流または下降流が発生する。その結果、添加物11aの沈殿物や浮遊物を十分に撹拌することができ、ペースト材料11と添加物11aとを均一に混合することができる。
【0026】
撹拌羽根13としては、この形状以外に図5に示すようなプロペラ状撹拌板13bを備えたものでもよいし、図6に示すような螺旋状撹拌板13cを備えたものでもよい。これらは簡単な構成でいずれも上昇流または下降流を発生させることができる。またこれらパドル状撹拌板13a、プロペラ状撹拌板13b、螺旋状撹拌板13cを2種類以上組み合わせたものでもよい。このような構成にすると撹拌効果をより高めることができる。
【0027】
さらに、撹拌羽根13を、一定時間毎に正回転と逆回転とを切り換え、これを繰り返してもよい。このようにすれば、ペースト材料11に大きな乱流を発生させることができ、より均一に混合することができる。また添加物11aの比重に応じて正逆回転の切り換え時間を調整することでさらに均一度を高めることができる。
【0028】
つぎに、タンクユニット10の詳細について図2を用いて説明する。タンク本体12の吐出口12aから自重で落下してくるペースト材料11は手動ダイアフラム弁64を介してギアポンプ16に流れる。手動ダイアフラム弁64はペースト材料11の流れを止めるもので、ペースト材料11を交換するときなどに一時的に使用するもので通常の作業中は開かれている。ギアポンプ16は、流入したペースト材料11を汲み上げて供給経路71へ高精度で定量送りするものである。ギアポンプ16には一対のギアが内蔵され、それらのギアがギアポンプモータ17によって回転される。ギアの回転によりペースト材料11は常時一定の圧力で供給経路71へ機械的に高精度に送出することができるため、混合物から構成されているペースト材料11の成分が分離したりするのを防止できる。
【0029】
供給経路71は途中で分岐している。分岐された一方は塗布ヘッド20に連結され、一方は切換弁63およびバイパス経路73を介してタンク本体12の補給口12bに連結されている。また、バイパス経路73にはリターン経路72が接続されている。
【0030】
つぎに、塗布ヘッド20の詳細について図3を用いて説明する。塗布ヘッド20では、タンクユニット10から送り出されたペースト材料11を、ヘッド本体21に設けたノズル22から定量吐出し、PDPの背面板などに塗布するものである。図3に示すように、塗布ヘッド20は、ヘッド本体21と、ヘッド本体21内部に設けた開閉手段30と、ヘッド本体21の流路25に連通する押出手段40および圧力センサー51と、制御部(図示せず)などとを備えている。
【0031】
開閉手段30は、PDPの背面板などにペースト材料11を定量塗布するときにヘッド本体21のノズル22を開放させる。開閉手段30は、シリンダ31と、このシリンダ31を固定するブラケット32と、シリンダ31に設けた衝止ブロック33と、シリンダ31内をスライドするピストン34と備えている。また、ピストン34には、ピストン34と一体に取り付けられて、ピストン34の上下動に連動して先端(下端)がノズル22内を上下方向に移動するニードルシャフト35が設けられている。ピストン34の上端には衝止ブロック33が設けられ、衝止ブロック33を衝止する上限ストッパー36が設けられている。さらに、シリンダ31内にピストン34を上下動させるためのエアーを供給するエアー管37と、エアーの量を制御するスピードコントローラ(図示せず)などを備えている。
【0032】
本実施の形態における塗布装置70は、図3における塗布ヘッド20内に閉じ込めた所定量のペースト材料11をノズル22から吐出する方式としている。すなわち、図3の塗布ヘッド20の経路に設けた第1圧力調整弁61と第2圧力調整弁62を閉じ、その経路内に閉じ込められたペースト材料11を、押出手段40により加圧しながら圧力調整してノズル22から吐出させる。
【0033】
押出手段40は、ステッピングモータ41と、このステッピングモータ41により回転し、その回転運動を垂直移動運動に変更させるためのボールねじ42と、このボールねじ42に螺合して垂直移動運動を起こさせるための雌ねじ部材43と、この雌ねじ部材43を固定したスライドブロック44とを備えている。さらに、スライドブロック44のスライド動作をガイドするための平行な一対のガイドシャフト45と、スライドブロック44に接続されたピストン軸47と、ピストン軸47の先端に形成されたピストン48と、ピストン48を案内するシリンジ46とを備えている。また、ステッピングモータ41は、ステッピングモータ41の原点検出センサー49と、ステッピングモータ41の後軸に固定された円盤状のスケール50とを備えている。シリンジ46の下部のヘッド本体21には圧力センサー51が設けられている。
【0034】
シリンジ46は、下部がヘッド本体21内部の流路25に連通しており、ピストン48の昇降位置によって流路25内部の圧力を調整するようになっている。原点検出センサー49は、ステッピングモータ41のスタート位置(ゼロ位置)、つまりピストン48の降下開始の初期位置を設定するためのものであり、始点となるべきマークなどが印字された円盤状のスケール50を光学的に検出する構成となっている。
【0035】
圧力センサー51は、左右の第1圧力調整弁61、第2圧力調整弁62を閉じた状態のときに、これらの間の流路25内に閉じ込められているペースト材料11の圧力を検出する。ここで検出した圧力に応じて検出信号が制御部(図示せず)へ出力されるようになっている。制御部は、流路25内部に閉じ込められているペースト材料11の圧力に応じて、押出手段40のステッピングモータ41を制御し、ノズル22から吐出させることにより流路25から減少していくペースト材料11を、常時一定の最適な加圧状態に調整・保持する。
【0036】
第1圧力調整弁61は、制御部によってその開閉動作が制御された自動ダイアフラム弁を用いており、押出手段40よりも流路25の上流側に設置されている。一方、第2圧力調整弁62は、同様に、制御部によってその開閉動作が制御された自動ダイアフラム弁を用いており、ノズル22よりも下流側に設置されている。これら第1圧力調整弁61、第2圧力調整弁62が閉じることにより、封止された流路25内のペースト材料11が加圧されるようになっている。なお、これらの自動ダイアフラム弁は、ダイアフラムに加わる空気圧と弁軸の変移とが比例するように構成されており、例えば、空気圧信号などを入力すると、弁の開度を自動的に調整することができるようになっている。しかも、この自動ダイアフラム弁には、複雑な凹凸部分などがなく、通過するペースト材料11がこれらの凹凸部分に滞留することがないように構成されている。
【0037】
つぎに供給経路71について図1を用いて説明する。供給経路71は、タンクユニット10から塗布ヘッド20へペースト材料11を供給するために、タンクユニット10側のギアポンプ16と塗布ヘッド20側の取込口23との間を連結している。ノズル22からペースト材料11を吐出する際には、タンクユニット10内のペースト材料11を、切換弁63を開いて、供給経路71の途中に接続されているバイパス経路73の方へ送り出すようになっている。
【0038】
つぎにリターン経路72について図1を用いて説明する。リターン経路72には、ノズル22からペースト材料11を吐出しない待機状態のときに、供給経路71から塗布ヘッド20を経由してタンクユニット10へ戻すためのものであり、塗布ヘッド20の循環出口24と、タンクユニット10の補給口12bとを連結している。
【0039】
つぎに、バイパス経路73について図1を用いて説明する。バイパス経路73は、塗布ヘッド20を開放してノズル22からペースト材料11を吐出するときに、ペースト材料11をタンクユニット10へ戻して循環させる経路である。バイパス経路73は、供給経路71から分岐してタンクユニット10の補給口12bに連結されている。バイパス経路73には切換弁63が設けられ、制御部によってその開閉動作が制御されている。
【0040】
つぎに、塗布装置70のタンクユニット10および塗布ヘッド20の動作について図1を用いて説明する。
【0041】
まず、塗布作業の待機状態について図1を用いて順番に説明する。
【0042】
(1)PDPの背面板などにシール材としてペースト材料11を塗布する前の待機状態のときには、第1圧力調整弁61、第2圧力調整弁62を開放し、切換弁63を閉じる。さらに、塗布ヘッド20のヘッド本体21に設けたノズル22を閉じておくために、ニードルシャフト35を最下部まで降下させる。
【0043】
(2)タンクユニット10のタンク本体12内のペースト材料11を撹拌羽根13によって撹拌する。つぎに、ギアポンプ16によって、ペースト材料11を高精度での定量送りしながら供給経路71、塗布ヘッド20、リターン経路72の順で循環させて再びタンク本体12内へ戻す状態にする。一方、タンク本体12内では、撹拌用モータ15が常時回転駆動しており、タンク本体12内のペースト材料11が、前述の撹拌羽根13で十分に撹拌される。そのため、ペースト材料11にペースト材料11と比重の異なる添加物11aなどが添加された状態でも、タンク本体12内では上昇流、下降流の対流によって十分に撹拌される。その結果、ペースト材料11での添加物11aの分離や沈殿などが発生せず、均一分散を実現することができる。このように、塗布作業の待機動作中には、タンク本体12はもとより、供給経路71、塗布ヘッド20のヘッド本体21、リターン経路72の全ての流路において、ペースト材料11が流動しているために、分離や沈殿などの現象が発生しない。
【0044】
つぎに、塗布作業を行う場合について図1、図3を用いて順番に説明する。
【0045】
(1)塗布作業を開始する場合には、初めに切換弁63を開く、なお、このとき、第1圧力調整弁61、第2圧力調整弁62も開状態のままである。この動作により、ギアポンプ16によって高精度に定量送りされているペースト材料11は、分流点Xから切換弁63、合流点Yを通過してタンク本体12内に戻る。このように、第1圧力調整弁61、第2圧力調整弁62、切換弁63が開状態でも、タンク本体12内では撹拌用モータ15およびギアポンプ16が常時回転・駆動しており、タンク本体12内のペースト材料11が撹拌されながらギアポンプ16で定量送りされている。そのため、タンク本体12、分流点Xまでの供給経路71およびバイパス経路73での流路でも、分離沈殿が防止されている。
【0046】
(2)つぎに、押出手段40のステッピングモータ41を回転させ、ボールねじ42に螺合するスライドブロック44、ピストン軸47およびピストン48を上昇させる。これにより、供給経路71およびヘッド本体21内の流路25に留まっていたペースト材料11が、シリンジ46内部へ吸引されていく。
【0047】
(3)第1圧力調整弁61、第2圧力調整弁62を閉じ、リターン経路72を経由したペースト材料11の循環動作を止める。このため、ギアポンプ16によって定量送りされていたペースト材料11は、分流点Xから塗布ヘッド20の方へは流れ込まずに、分流点Xから切換弁63、合流点Yを通過しタンク本体12内に戻る。これにより、第1圧力調整弁61、第2圧力調整弁62が閉状態で、かつ、切換弁63が開状態のとき、タンク本体12内では、撹拌用モータ15およびギアポンプ16が常時回転・駆動している。従って、タンク本体12内のペースト材料11が撹拌されながらギアポンプ16で定量送りされ留まることなく流動しているので、タンク本体12、分流点Xまでの供給経路71およびバイパス経路73での分離沈殿が防止されている。
【0048】
(4)つぎに、ノズル22からのペースト材料11の吐出について説明する。第1圧力調整弁61、第2圧力調整弁62が閉じられることにより、ヘッド本体21内の流路25が閉鎖された状態となる。その状態で、押出手段40のステッピングモータ41を回転させてピストン48を押下し、シリンジ46内部のペースト材料11を加圧させて圧力を制御する。そして、ニードルシャフト35を、ノズル22を開放するように上昇させるタイミングをはかる。すなわち、圧力センサー51により圧力制御しながら、シリンダ31内のピストン34よりも下部側にエアー管37から送り込むエアーの流量を増大させて、シリンダ31内のピストン34を上昇させてニードルシャフト35を引き揚げる。これにより、ニードルシャフト35の先端部がノズル22から退出し、閉じていたノズル22を開放する。
【0049】
(5)この結果、ヘッド本体21内の流路25に貯留されていたペースト材料11が、開放したノズル22から外部へ向けて吐出され、PDPの背面板などに所定位置に所定量塗布される。
【0050】
このような、塗布装置の動作を繰り返すことにより、ペースト材料11と添加物11aとを分離沈殿させることなく、多数個のPDPの背面板などにペースト材料11を連続的して自動的に精度良く定量塗布することができる。
【0051】
以上のように本発明の塗布装置によれば、多量のペースト材料が連続供給可能であるとともに、水平面に対して傾斜した撹拌羽根が沈殿または浮揚しやすい添加物を上下方向に十分に撹拌して均一に混合するので、ペースト材料と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を実現することができる。
【0052】
なお、上述の説明では、ペースト材料として、PDPの前面板と背面板とを封着するフリットガラスシール材を例として述べたが、本実施の形態で述べた塗布装置によれば、蛍光体塗布形成や電極形成などに用いてもよい。
【産業上の利用可能性】
【0053】
本発明の塗布装置によれば、ペースト材料と添加物とを所定の割合で均一に精度良く効率的に塗布できる塗布装置を実現し、画像表示装置や厚膜デバイスなどの製造装置として有用である。
【符号の説明】
【0054】
10 タンクユニット
11 ペースト材料
11a 添加物
12 タンク本体
12a 吐出口
12b 補給口
13 撹拌羽根
13a パドル状撹拌板
13b プロペラ状撹拌板
13c 螺旋状撹拌板
14 回転軸
15 撹拌用モータ
16 ギアポンプ
17 ギアポンプモータ
20 塗布ヘッド
21 ヘッド本体
22 ノズル
23 取込口
24 循環出口
25 流路
30 開閉手段
31 シリンダ
32 ブラケット
33 衝止ブロック
34 ピストン
35 ニードルシャフト
36 上限ストッパー
37 エアー管
40 押出手段
41 ステッピングモータ
42 ボールねじ
43 雌ねじ部材
44 スライドブロック
45 ガイドシャフト
46 シリンジ
47 ピストン軸
48 ピストン
49 原点検出センサー
50 スケール
51 圧力センサー
61 第1圧力調整弁
62 第2圧力調整弁
63 切換弁
64 手動ダイアフラム弁
70 塗布装置
71 供給経路
72 リターン経路
73 バイパス経路
【特許請求の範囲】
【請求項1】
ペースト材料を貯留するとともに内部に水平面に対して傾斜した撹拌羽根を具備したタンクユニットと、前記タンクユニットから送り出した前記ペースト材料を押出手段によりノズルから押出して吐出する塗布ヘッドと、前記タンクユニットから前記塗布ヘッドに前記ペースト材料を供給する供給経路と、前記供給経路から分岐するとともに切換弁を介して前記タンクユニットに連結するバイパス経路と、前記塗布ヘッドの出口から前記タンクユニットに連結するリターン経路と、前記供給経路の前記塗布ヘッドの上流側と前記リターン経路の前記塗布ヘッドの下流側とにそれぞれ設けた圧力調整弁とを備えたことを特徴とする塗布装置。
【請求項2】
前記撹拌羽根が、水平面に対して傾斜したパドル状撹拌板であることを特徴とする請求項1に記載の塗布装置。
【請求項3】
前記撹拌羽根が、プロペラ状撹拌板であることを特徴とする請求項1に記載の塗布装置。
【請求項4】
前記撹拌羽根が、螺旋状撹拌板であることを特徴とする請求項1に記載の塗布装置。
【請求項5】
前記撹拌羽根が、正回転と逆回転を繰り返すことを特徴とする請求項1に記載の塗布装置。
【請求項1】
ペースト材料を貯留するとともに内部に水平面に対して傾斜した撹拌羽根を具備したタンクユニットと、前記タンクユニットから送り出した前記ペースト材料を押出手段によりノズルから押出して吐出する塗布ヘッドと、前記タンクユニットから前記塗布ヘッドに前記ペースト材料を供給する供給経路と、前記供給経路から分岐するとともに切換弁を介して前記タンクユニットに連結するバイパス経路と、前記塗布ヘッドの出口から前記タンクユニットに連結するリターン経路と、前記供給経路の前記塗布ヘッドの上流側と前記リターン経路の前記塗布ヘッドの下流側とにそれぞれ設けた圧力調整弁とを備えたことを特徴とする塗布装置。
【請求項2】
前記撹拌羽根が、水平面に対して傾斜したパドル状撹拌板であることを特徴とする請求項1に記載の塗布装置。
【請求項3】
前記撹拌羽根が、プロペラ状撹拌板であることを特徴とする請求項1に記載の塗布装置。
【請求項4】
前記撹拌羽根が、螺旋状撹拌板であることを特徴とする請求項1に記載の塗布装置。
【請求項5】
前記撹拌羽根が、正回転と逆回転を繰り返すことを特徴とする請求項1に記載の塗布装置。
【図1】


【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【公開番号】特開2011−161315(P2011−161315A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−23888(P2010−23888)
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]