
塗布装置
【課題】微少量の塗布剤の塗布も可能とする塗布装置を提供する。
【解決手段】シリンジ42をヘッド21に接続し、樹脂11をヘッド21の貯留空間31に供給する。圧力制御部51からのエア圧に応じた予圧を貯留空間31内の樹脂11に付与する。ヘッド21のノズル部23に小孔部63とテーパー部64からなる連通穴61を設け、小孔部63は、チップをボンディングする為に十分な樹脂量の樹脂11を貯留可能とする。ヘッド21に押出ツール74を挿通し、前進時に小径部82に貯留した樹脂11を押出ツール74の先端部に付して押し出して、ボンディング箇所101に塗布する。
【解決手段】シリンジ42をヘッド21に接続し、樹脂11をヘッド21の貯留空間31に供給する。圧力制御部51からのエア圧に応じた予圧を貯留空間31内の樹脂11に付与する。ヘッド21のノズル部23に小孔部63とテーパー部64からなる連通穴61を設け、小孔部63は、チップをボンディングする為に十分な樹脂量の樹脂11を貯留可能とする。ヘッド21に押出ツール74を挿通し、前進時に小径部82に貯留した樹脂11を押出ツール74の先端部に付して押し出して、ボンディング箇所101に塗布する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗布剤を塗布する塗布装置に関する。
【背景技術】
【0002】
従来、塗布剤を塗布する塗布装置の一例としては、銀ペースト吐出装置が知られている(例えば、特許文献1)。
【0003】
この銀ペースト吐出装置は、シリンジを備えており、該シリンジには、ノズルが設けられている。この銀ペースト吐出装置は、コントローラにより制御されるように構成されており、前記ノズルの吐出穴から銀ペーストを吐出して所定箇所に塗布できるように構成されている。
【0004】
【特許文献1】特開2000−12572号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このような塗布装置にあっては、吐出圧や吐出時間を調整して銀ペーストの吐出量を調整するように構成されているが、吐出穴から銀ペーストを吐出する構造上、前記吐出穴の穴径によって最低吐出量が決まってしまう。
【0006】
このとき、この吐出穴は、前記銀ペーストを吐出可能な穴径に設定する必要があり、吐出する銀ペーストの粘度が高い場合、これに応じて穴径を大きくしなければならない。このため、微少量の塗布剤を吐出して塗布するには不向きであった。
【0007】
本発明は、このような従来の課題に鑑みてなされたものであり、微少量の塗布剤の塗布も可能とする塗布装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
前記課題を解決するために本発明の請求項1の塗布装置にあっては、塗布剤を塗布する塗布装置において、前記塗布剤を保持するヘッドに、塗布剤を貯留可能な連通穴を設けるとともに、該連通穴を挿通する際に当該連通穴に貯留された前記塗布剤を先端部に付して外部へ押し出し当該塗布剤を塗布箇所に塗布する押出ツールを設けた。
【0009】
すなわち、塗布剤を保持するヘッドには、連通穴が設けられており、当該連通穴には、所定量の塗布剤が貯留される。
【0010】
この状態において、押出ツールの先端部を前記連通穴に挿入するとともに、当該押出ツールを前進させると、前記連通穴に貯留された塗布剤は、前記押出ツールによって前記連通穴から外部へ押し出されるとともに、当該押出ツールの先端に付される。
【0011】
そして、前記押出ツールの先端部に付された前記塗布剤は、当該押出ツールによって所定位置まで移動され塗布箇所に塗布される。
【0012】
このように、前記連通穴に貯留された塗布剤を、前記押出ツールによって押し出すことができるので、前記連通穴の穴径を小さく設定した場合であっても、当該連通穴に貯留された塗布剤は、確実に押し出され、塗布される。
【0013】
また、請求項2の塗布剤においては、前記ヘッド内の前記塗布剤に予圧を付与する圧力供給手段を備えている。
【0014】
すなわち、前記ヘッド内の塗布剤には、予圧が付与される。
【0015】
このため、前記ヘッドに保持された塗布剤は、この予圧によって前記連通穴への供給が促進される。
【0016】
さらに、請求項3の塗布剤では、前記押出ツールを前進後退駆動するとともに、該押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間を制御する駆動制御手段を備えている。
【0017】
すなわち、前記押出ツールを前進後退駆動する駆動制御手段を備えており、該駆動制御手段によって、押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間が制御される。
【0018】
これにより、前記連通穴の開放時間が制御されるので、前記連通穴に貯留される塗布剤の貯留量が前記開放時間に応じて制御される。
【発明の効果】
【0019】
以上説明したように本発明の請求項1の塗布装置にあっては、連通穴に貯留された塗布剤を押出ツールによって押し出すことができるので、前記連通穴の穴径を小さく設定した場合であっても、当該連通穴に貯留された塗布剤を、確実に押し出して、塗布箇所に塗布することができる。
【0020】
したがって、塗布剤を吐出する構造上、穴径の縮小に限度があった従来と比較して、塗布剤の粘度が高い場合であっても、不具合無く前記連通穴の穴径を縮小することができる。これにより、微少量の塗布剤の塗布を行うことができる。
【0021】
また、前記押出ツールの先端部に付した塗布剤を塗布箇所に塗布するため、塗布剤を吐出する場合と比較して、より正確な塗布位置への塗布が可能となる。
【0022】
また、請求項2の塗布剤においては、ヘッド内の塗布剤に予圧を付与することで、前記ヘッドに保持された塗布剤の前記連通穴への供給を促進することがでできる。
【0023】
これにより、所定量の塗布剤が連通穴に供給されるまでの待ち時間を短縮することができ、連続した高速塗布が可能となる。
【0024】
また、間欠供給する吐出圧で吐出量を調整する従来と比較して、塗布剤に付与する予圧を一定とすることができるため、圧力制御の簡素化を図れるとともに、安定した塗布量制御が可能となる。
【0025】
さらに、請求項3の塗布剤では、前記押出ツールを前進後退駆動する駆動制御手段を備えており、該駆動制御手段によって、押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間を制御することができる。
【0026】
これにより、前記連通穴の開放時間を制御できるため、この開放時間によって前記連通穴に貯留される塗布剤の貯留量を制御できる。したがって、塗布量の微調整が可能となる。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施の形態を示す図である。
【図2】同一実施の形態の動作を示す説明図である。
【図3】同一実施の形態の動作を示すフローチャートである。
【発明を実施するための形態】
【0028】
以下、本発明の一実施の形態を図に従って説明する。
【0029】
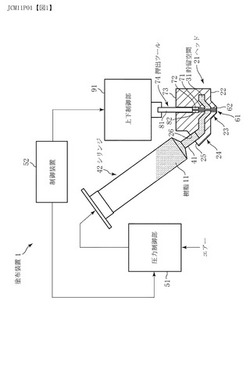
図1は、本実施の形態にかかる塗布装置1を示す図であり、この塗布装置1をダイボンダで使用する場合を例に挙げて説明する。
【0030】
すなわち、リードフレーム等に半導体チップ等を搭載する際には、ダイボンダが使用されており、このダイボンダとしては、樹脂製の接着剤を用いてチップを固定する方式が知られている。
【0031】
このダイボンダは、リードフレーム等に設定されたボンディング箇所に予め塗布剤としての樹脂11を塗布する塗布工程と、樹脂11が塗布されたボンディング箇所にチップを移送して固定するボンディング工程とを実行するように構成されている。
【0032】
ここで、ボンディングされるチップは、小型化される傾向にある。このため、樹脂11のはみ出しを防止する為に前記樹脂11の塗布量もチップの小型化に伴って少なくしなければならない。そこで、前記塗布工程では、本願発明に係る塗布装置1が用いられている。
【0033】
この塗布装置1は、図外の駆動アームで支持されたヘッド21を中心に構成されている。該ヘッド21は、複数の部材の組合せによって略矩形状に形成されており、その下面22には、円錐台形状のノズル部23が下方へ向けて突設されている。このヘッド21の図1中左側には、三角形状に突出した接続部24が形成されており、該接続部24の上側面25には、接続穴26が設けられている。
【0034】
該接続穴26は、当該ヘッド21の内部に設けられた貯留空間31に連通しており、該貯留空間31は、前記ノズル部23付近においては、当該ノズル部23に沿ってくの字状に屈曲形成されている。
【0035】
前記接続部24に開設された前記接続穴26には、チューブ41が内嵌され接続されており、該チューブ41は、シリンジ42の先端に接続されている。該シリンジ42は、前記樹脂11が保持されており、当該樹脂11を、前記接続穴26に接続された前記チューブ41を介して前記貯留空間31内に供給するように構成されている。
【0036】
前記シリンジ42には、圧力供給手段としての圧力制御部51が接続されており、該圧力制御部51は、制御装置52からの制御信号に従ったエア圧を前記シリンジ42に供給するように構成されている。
【0037】
これにより、前記制御装置52からの制御信号に基づくエア圧が前記シリンジ42に供給されることによって、このエア圧に応じた圧力で前記樹脂11が前記ヘッド21に供給されるように構成されており、該ヘッド21の前記貯留空間31内の樹脂11には、前記エア圧に応じた予圧が常時付与されるように構成されている。
【0038】
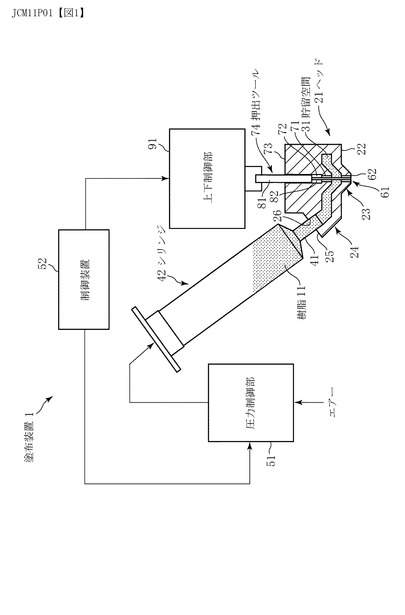
前記ヘッド21の前記ノズル部23には、図2に示しように、内部の貯留空間31と外部とを連通する円形の連通穴61が形成されており、該連通穴61の先端は、前記ノズル部23の先端面62に開口している。この連通穴61は、先端側を構成する小孔部63と、基端側を構成するテーパー部64とによって構成されている。
【0039】
該テーパー部64は、その内径寸法が前記小孔部63から内側へ向かうに従って大きくなるすり鉢状に形成されており、最も大径の基端部が前記貯留空間31の内壁面70に開口するように構成されている。これにより、前記小孔部63の穴径を小さくしても、予圧が付与された前記貯留空間31内の前記樹脂11が滞りなく当該小孔部63に案内されるように構成されている。
【0040】
前記小孔部63は、所定の長さを有しており、当該小孔部63に貯留可能な樹脂量が、チップをボンディングする為に十分な必要量となるように設定されている。
【0041】
前記ヘッド21には、前記連通穴61の真上に円形の挿通孔71が設けられており、該挿通孔71の上部には、図1に示したように、当該挿通穴61より大径の大径穴72が形成されている。該大径穴72は、当該ヘッド21の上面73に開口しており、当該大径穴72には、押出ツール74が長さ方向へ移動自在に内嵌している。
【0042】
該押出ツール74は、前記大径穴72に内嵌する大径円柱状の大径部81と、該大径部81より先端側へ延出した小径円柱状の小径部82とによって構成されている。該小径部82は、前記挿通穴61を挿通するとともに、前記貯留部31を介して前記連通穴61の前記小孔部63を挿通可能に構成されており、当該小径部82は、前記挿通孔71及び前記挿通穴61の前記小径部63に内嵌するように構成されている。前記小径部82と前記挿通穴61の前記小径部63間の隙間は、適切に管理されており、前記樹脂11の漏れを防止しつつ、前記小径部82の摺動が可能なように構成されている。
【0043】
この小径部82は、前記大径部81の先端を前記大径穴72の端部に当接した状態で、その先端部を前記ヘッド21のノズル部23の先端面62より所定量突出できる長さに設定されている。
【0044】
この押出ツール74の基端部には、駆動制御手段を構成する上下制御部91に接続されており、該上下制御部91は、前記制御装置52からの制御信号に従って前記押出ツール74を前進後退駆動するように構成されている。
【0045】
これにより、前記上下制御部91が前記制御装置52からの制御信号に従って前記押出ツール74を基端側へ後退させた際には、図2に示したように、前記押出ツール74の前記小径部82先端を前記連通穴61より後退して当該連通穴61の前記小孔部63を開放できるように構成されており、この間に予圧が付与された前記樹脂11を前記連通穴61の前記小孔部63に貯留できるように構成されている。
【0046】
また、前記上下制御部91が前記制御装置52からの制御信号に従って前記押出ツール74を先端側へ前進させることにより、前記連通穴61の小孔部63に貯留された前記樹脂11を当該押出ツール74の先端部に付して外部へ押し出すとともに、その先端部を前記ノズル部23の先端面62より突出さ、前記樹脂11を塗布箇所であるボンディング箇所101に塗布できるように構成されている。
【0047】
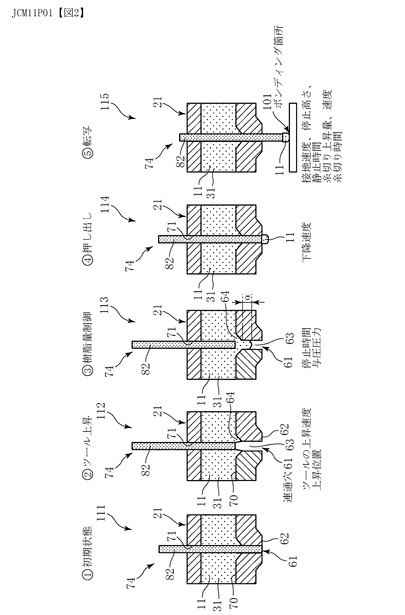
以上の構成にかかる本実施の形態の動作を、図3に示すフローチャートに従って説明する。
【0048】
すなわち、前記押出ツール74が、図2に示したように、前記連通穴61を閉鎖した閉鎖位置にある初期状態111において、制御装置52がマイコンのROMに記憶されたプログラムに従って動作を開始し、塗布制御のサブルーチンが呼び出されると、前記制御装置52は、前記上下制御部91に制御信号を出力して前記押出ツール74を開放位置まで移動し(S1)、図2のツール上昇状態112に示すように、押出ツール74先端が前記連通穴61の前記テーパー部64基端に位置するまで後退する。
【0049】
このとき、前記押出ツール74の上昇速度は、前記圧力制御部51から前記ヘッド21内の樹脂11に付与される予圧と該樹脂11の粘度との関係によって予め設定されている。
【0050】
この状態において、前記制御装置52からの制御信号によって前記上下制御部91による前記押出ツール74の移動を停止して(S2)、図2に示したように、樹脂量制御状態113を形成する。
【0051】
そして、ROMやRAMに予め記憶された開放時間を読み込み(S3)、この開放時間が経過するまで待機する(S4)。
【0052】
この開放時間は、予め設定された値であり、前記ヘッド21に設けられた前記連通穴61の前記小孔部63の内径寸法や、前記圧力制御部51から前記ヘッド21内の前記樹脂11に付与される予圧や、当該樹脂11の粘度等に基づいて定められた値であり、前記貯留空間31内の樹脂11が前記予圧を受けて前記小孔部63に貯留される貯留量が、前記ボンディング箇所101に塗布される樹脂11の塗布量となるうような時間が設定されている。
【0053】
なお、本実施の形態では、前記連通穴61の前記小孔部63の内径寸法や、前記貯留空間31内の前記樹脂11に付与される予圧や、当該樹脂11の粘度等に基づいて、前記開放時間が予め設定され、図2に示したように、前記樹脂11は、前記小孔部63の上端から深さαまで浸入して貯留されるように設定されており、この際の貯留量が、前記ボンディング箇所101に塗布される樹脂11の塗布量となるうような設定されている。
【0054】
前記開放時間が経過した際には、図2の樹脂量制御状態113で示したように、前記連通穴61の前記小孔部63内には、適切な塗布量の樹脂11が貯留されるので、前記制御装置52は、前記上下制御部91に制御信号を出力して前記押出ツール74を押出位置まで移動し(S5)、押出ツール74先端が前記連通穴61の前記小孔部63の先端に位置まで前進させた押し出し状態114で停止する。
【0055】
このとき、前記押出ツール74の下降速度は、前記圧力制御部51から前記ヘッド21内の樹脂11に付与される予圧と該樹脂11の粘度との関係によって予め設定されている。
【0056】
この状態において、当該ヘッド21がボンディング箇所の真上に移動される等して樹脂11の塗布準備が完了した際には、前記制御装置52が前記上下制御部91に制御信号を出力して前記押出ツール74を塗布位置まで下降し(S7)、前記押出ツール74の先端に付された前記樹脂11を前記ボンディング箇所101に転写して塗布した転写状態115を形成する。
【0057】
このとき、前記押出ツール74の接地速度(下降速度)や、当該押出ツール74の停止高さや、静止時間等は、前記樹脂11の粘度等の関係によって予め設定された値で制御できるように構成されており、前記制御装置52が前記上下制御部91に制御信号を出力することで、前記接地速度、前記停止高さ、前記静止時間等を制御できるように構成されている。
【0058】
そして、前記静止時間静止した後、前記制御装置52が前記上下制御部91に制御信号を出力して、前記押出ツール74が前記連通穴61を閉鎖した閉鎖位置に移動した初期状態111を形成し(S8)、メインルーチンへ戻る。
【0059】
このとき、前記押出ツール74は、一旦糸切り上昇量分、糸切り上昇速度で上昇して、糸切り時間停止した後、前記閉鎖位置まで移動されるが、前記糸切り上昇量や、その上昇速度や、前記糸切り時間等は、前記樹脂11の粘度等の関係によって予め設定されている。
【0060】
このように、前記樹脂11を保持する前記ヘッド21には、前記連通穴61が設けられており、当該連通穴61には、所定量の樹脂11が貯留される(図2の樹脂量制御状態113参照)。
【0061】
この状態において、前記押出ツール74の先端部を前記連通穴61に挿入するとともに、当該押出ツール74を前進させると、前記連通穴61に貯留された樹脂11は、前記押出ツール74によって前記連通穴61から外部へ押し出されるとともに、当該押出ツール74の先端に付される(図2の押し出し状態114参照)。
【0062】
そして、前記押出ツール74の先端部に付された前記樹脂11は、当該押出ツール74によって所定位置まで移動され塗布箇所であるボンディング箇所101に塗布される。
【0063】
このように、前記連通穴61に貯留された樹脂11を、前記押出ツール74によって押し出すことができるので、前記連通穴61の小孔部63の穴径を小さく設定した場合であっても、当該小孔部63に貯留された樹脂11を、確実に押し出して前記ボンディング箇所101に塗布することができる。
【0064】
したがって、塗布剤を吐出する構造上、穴径の縮小に限度があった従来と比較して、塗布剤としての樹脂11の粘度が高い場合であっても、不具合無く前記連通穴61の前記小孔部63の穴径を縮小することができる。これにより、微少量の樹脂11の塗布を行うことができる。
【0065】
また、前記押出ツール74の先端部に付した樹脂11を前記ボンディング箇所101に塗布するため、塗布剤を吐出する場合と比較して、より正確な塗布位置への塗布が可能となる。
【0066】
また、前記ヘッド21内の樹脂11には、予圧が付与されている。このため、前記ヘッド21に保持された樹脂11は、この予圧によって前記連通穴61の前記小孔部63への供給が促進される。
【0067】
これにより、所定量の樹脂11が前記連通穴61の前記小孔部63に供給されるまでの待ち時間を短縮することができ、連続した高速塗布が可能となる。これにより、ボンディング速度の高速化が図れる。
【0068】
このとき、前記小孔部63の基端側には、その内径寸法が前記小孔部63から内側へ向かうに従って大きくなるすり鉢状のテーパー部64が形成されており、当該連通穴61の基端は、このテーパー部64によって、その開口面積が広げられている。このため、前記小孔部63の穴径を小さく設定しても、予圧が付与された前記貯留空間31内の前記樹脂11を滞りなく前記小孔部63に案内することができる。
【0069】
そして、間欠供給する吐出圧で吐出量を調整する従来と比較して、前記樹脂11に付与する予圧を一定とすることができる。このため、圧力制御の簡素化が図れるとともに、安定した塗布量制御が可能となる。
【0070】
さらに、前記押出ツール74を前進後退駆動する上下制御部91を備えており、該上下制御部91によって、前記押出ツール74を後退して前記連通穴61を開放してから前記押出ツール74を前進して前記連通穴61を閉鎖するまでの時間を制御することができる。
【0071】
これにより、前記連通穴61の開放時間を制御できるので、この開放時間によって前記連通穴61の前記小孔部63に貯留される前記樹脂11の貯留量を制御できる。
【0072】
したがって、塗布量の微調整が可能となる。
【0073】
なお、本実施の形態では、本願発明の塗布装置1をダイボンダに応用した場合に付いてのみ説明したが、これに限定されるものでは無く、微少量の塗布剤を塗布するあらゆる装置に応用することができる。
【符号の説明】
【0074】
1 塗布装置
11 樹脂
21 ヘッド
31 貯留空間
74 押出ツール
51 圧力制御部
52 制御装置
61 連通穴
91 上下制御部
101 ボンディング箇所
【技術分野】
【0001】
本発明は、塗布剤を塗布する塗布装置に関する。
【背景技術】
【0002】
従来、塗布剤を塗布する塗布装置の一例としては、銀ペースト吐出装置が知られている(例えば、特許文献1)。
【0003】
この銀ペースト吐出装置は、シリンジを備えており、該シリンジには、ノズルが設けられている。この銀ペースト吐出装置は、コントローラにより制御されるように構成されており、前記ノズルの吐出穴から銀ペーストを吐出して所定箇所に塗布できるように構成されている。
【0004】
【特許文献1】特開2000−12572号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、このような塗布装置にあっては、吐出圧や吐出時間を調整して銀ペーストの吐出量を調整するように構成されているが、吐出穴から銀ペーストを吐出する構造上、前記吐出穴の穴径によって最低吐出量が決まってしまう。
【0006】
このとき、この吐出穴は、前記銀ペーストを吐出可能な穴径に設定する必要があり、吐出する銀ペーストの粘度が高い場合、これに応じて穴径を大きくしなければならない。このため、微少量の塗布剤を吐出して塗布するには不向きであった。
【0007】
本発明は、このような従来の課題に鑑みてなされたものであり、微少量の塗布剤の塗布も可能とする塗布装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
前記課題を解決するために本発明の請求項1の塗布装置にあっては、塗布剤を塗布する塗布装置において、前記塗布剤を保持するヘッドに、塗布剤を貯留可能な連通穴を設けるとともに、該連通穴を挿通する際に当該連通穴に貯留された前記塗布剤を先端部に付して外部へ押し出し当該塗布剤を塗布箇所に塗布する押出ツールを設けた。
【0009】
すなわち、塗布剤を保持するヘッドには、連通穴が設けられており、当該連通穴には、所定量の塗布剤が貯留される。
【0010】
この状態において、押出ツールの先端部を前記連通穴に挿入するとともに、当該押出ツールを前進させると、前記連通穴に貯留された塗布剤は、前記押出ツールによって前記連通穴から外部へ押し出されるとともに、当該押出ツールの先端に付される。
【0011】
そして、前記押出ツールの先端部に付された前記塗布剤は、当該押出ツールによって所定位置まで移動され塗布箇所に塗布される。
【0012】
このように、前記連通穴に貯留された塗布剤を、前記押出ツールによって押し出すことができるので、前記連通穴の穴径を小さく設定した場合であっても、当該連通穴に貯留された塗布剤は、確実に押し出され、塗布される。
【0013】
また、請求項2の塗布剤においては、前記ヘッド内の前記塗布剤に予圧を付与する圧力供給手段を備えている。
【0014】
すなわち、前記ヘッド内の塗布剤には、予圧が付与される。
【0015】
このため、前記ヘッドに保持された塗布剤は、この予圧によって前記連通穴への供給が促進される。
【0016】
さらに、請求項3の塗布剤では、前記押出ツールを前進後退駆動するとともに、該押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間を制御する駆動制御手段を備えている。
【0017】
すなわち、前記押出ツールを前進後退駆動する駆動制御手段を備えており、該駆動制御手段によって、押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間が制御される。
【0018】
これにより、前記連通穴の開放時間が制御されるので、前記連通穴に貯留される塗布剤の貯留量が前記開放時間に応じて制御される。
【発明の効果】
【0019】
以上説明したように本発明の請求項1の塗布装置にあっては、連通穴に貯留された塗布剤を押出ツールによって押し出すことができるので、前記連通穴の穴径を小さく設定した場合であっても、当該連通穴に貯留された塗布剤を、確実に押し出して、塗布箇所に塗布することができる。
【0020】
したがって、塗布剤を吐出する構造上、穴径の縮小に限度があった従来と比較して、塗布剤の粘度が高い場合であっても、不具合無く前記連通穴の穴径を縮小することができる。これにより、微少量の塗布剤の塗布を行うことができる。
【0021】
また、前記押出ツールの先端部に付した塗布剤を塗布箇所に塗布するため、塗布剤を吐出する場合と比較して、より正確な塗布位置への塗布が可能となる。
【0022】
また、請求項2の塗布剤においては、ヘッド内の塗布剤に予圧を付与することで、前記ヘッドに保持された塗布剤の前記連通穴への供給を促進することがでできる。
【0023】
これにより、所定量の塗布剤が連通穴に供給されるまでの待ち時間を短縮することができ、連続した高速塗布が可能となる。
【0024】
また、間欠供給する吐出圧で吐出量を調整する従来と比較して、塗布剤に付与する予圧を一定とすることができるため、圧力制御の簡素化を図れるとともに、安定した塗布量制御が可能となる。
【0025】
さらに、請求項3の塗布剤では、前記押出ツールを前進後退駆動する駆動制御手段を備えており、該駆動制御手段によって、押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間を制御することができる。
【0026】
これにより、前記連通穴の開放時間を制御できるため、この開放時間によって前記連通穴に貯留される塗布剤の貯留量を制御できる。したがって、塗布量の微調整が可能となる。
【図面の簡単な説明】
【0027】
【図1】本発明の一実施の形態を示す図である。
【図2】同一実施の形態の動作を示す説明図である。
【図3】同一実施の形態の動作を示すフローチャートである。
【発明を実施するための形態】
【0028】
以下、本発明の一実施の形態を図に従って説明する。
【0029】
図1は、本実施の形態にかかる塗布装置1を示す図であり、この塗布装置1をダイボンダで使用する場合を例に挙げて説明する。
【0030】
すなわち、リードフレーム等に半導体チップ等を搭載する際には、ダイボンダが使用されており、このダイボンダとしては、樹脂製の接着剤を用いてチップを固定する方式が知られている。
【0031】
このダイボンダは、リードフレーム等に設定されたボンディング箇所に予め塗布剤としての樹脂11を塗布する塗布工程と、樹脂11が塗布されたボンディング箇所にチップを移送して固定するボンディング工程とを実行するように構成されている。
【0032】
ここで、ボンディングされるチップは、小型化される傾向にある。このため、樹脂11のはみ出しを防止する為に前記樹脂11の塗布量もチップの小型化に伴って少なくしなければならない。そこで、前記塗布工程では、本願発明に係る塗布装置1が用いられている。
【0033】
この塗布装置1は、図外の駆動アームで支持されたヘッド21を中心に構成されている。該ヘッド21は、複数の部材の組合せによって略矩形状に形成されており、その下面22には、円錐台形状のノズル部23が下方へ向けて突設されている。このヘッド21の図1中左側には、三角形状に突出した接続部24が形成されており、該接続部24の上側面25には、接続穴26が設けられている。
【0034】
該接続穴26は、当該ヘッド21の内部に設けられた貯留空間31に連通しており、該貯留空間31は、前記ノズル部23付近においては、当該ノズル部23に沿ってくの字状に屈曲形成されている。
【0035】
前記接続部24に開設された前記接続穴26には、チューブ41が内嵌され接続されており、該チューブ41は、シリンジ42の先端に接続されている。該シリンジ42は、前記樹脂11が保持されており、当該樹脂11を、前記接続穴26に接続された前記チューブ41を介して前記貯留空間31内に供給するように構成されている。
【0036】
前記シリンジ42には、圧力供給手段としての圧力制御部51が接続されており、該圧力制御部51は、制御装置52からの制御信号に従ったエア圧を前記シリンジ42に供給するように構成されている。
【0037】
これにより、前記制御装置52からの制御信号に基づくエア圧が前記シリンジ42に供給されることによって、このエア圧に応じた圧力で前記樹脂11が前記ヘッド21に供給されるように構成されており、該ヘッド21の前記貯留空間31内の樹脂11には、前記エア圧に応じた予圧が常時付与されるように構成されている。
【0038】
前記ヘッド21の前記ノズル部23には、図2に示しように、内部の貯留空間31と外部とを連通する円形の連通穴61が形成されており、該連通穴61の先端は、前記ノズル部23の先端面62に開口している。この連通穴61は、先端側を構成する小孔部63と、基端側を構成するテーパー部64とによって構成されている。
【0039】
該テーパー部64は、その内径寸法が前記小孔部63から内側へ向かうに従って大きくなるすり鉢状に形成されており、最も大径の基端部が前記貯留空間31の内壁面70に開口するように構成されている。これにより、前記小孔部63の穴径を小さくしても、予圧が付与された前記貯留空間31内の前記樹脂11が滞りなく当該小孔部63に案内されるように構成されている。
【0040】
前記小孔部63は、所定の長さを有しており、当該小孔部63に貯留可能な樹脂量が、チップをボンディングする為に十分な必要量となるように設定されている。
【0041】
前記ヘッド21には、前記連通穴61の真上に円形の挿通孔71が設けられており、該挿通孔71の上部には、図1に示したように、当該挿通穴61より大径の大径穴72が形成されている。該大径穴72は、当該ヘッド21の上面73に開口しており、当該大径穴72には、押出ツール74が長さ方向へ移動自在に内嵌している。
【0042】
該押出ツール74は、前記大径穴72に内嵌する大径円柱状の大径部81と、該大径部81より先端側へ延出した小径円柱状の小径部82とによって構成されている。該小径部82は、前記挿通穴61を挿通するとともに、前記貯留部31を介して前記連通穴61の前記小孔部63を挿通可能に構成されており、当該小径部82は、前記挿通孔71及び前記挿通穴61の前記小径部63に内嵌するように構成されている。前記小径部82と前記挿通穴61の前記小径部63間の隙間は、適切に管理されており、前記樹脂11の漏れを防止しつつ、前記小径部82の摺動が可能なように構成されている。
【0043】
この小径部82は、前記大径部81の先端を前記大径穴72の端部に当接した状態で、その先端部を前記ヘッド21のノズル部23の先端面62より所定量突出できる長さに設定されている。
【0044】
この押出ツール74の基端部には、駆動制御手段を構成する上下制御部91に接続されており、該上下制御部91は、前記制御装置52からの制御信号に従って前記押出ツール74を前進後退駆動するように構成されている。
【0045】
これにより、前記上下制御部91が前記制御装置52からの制御信号に従って前記押出ツール74を基端側へ後退させた際には、図2に示したように、前記押出ツール74の前記小径部82先端を前記連通穴61より後退して当該連通穴61の前記小孔部63を開放できるように構成されており、この間に予圧が付与された前記樹脂11を前記連通穴61の前記小孔部63に貯留できるように構成されている。
【0046】
また、前記上下制御部91が前記制御装置52からの制御信号に従って前記押出ツール74を先端側へ前進させることにより、前記連通穴61の小孔部63に貯留された前記樹脂11を当該押出ツール74の先端部に付して外部へ押し出すとともに、その先端部を前記ノズル部23の先端面62より突出さ、前記樹脂11を塗布箇所であるボンディング箇所101に塗布できるように構成されている。
【0047】
以上の構成にかかる本実施の形態の動作を、図3に示すフローチャートに従って説明する。
【0048】
すなわち、前記押出ツール74が、図2に示したように、前記連通穴61を閉鎖した閉鎖位置にある初期状態111において、制御装置52がマイコンのROMに記憶されたプログラムに従って動作を開始し、塗布制御のサブルーチンが呼び出されると、前記制御装置52は、前記上下制御部91に制御信号を出力して前記押出ツール74を開放位置まで移動し(S1)、図2のツール上昇状態112に示すように、押出ツール74先端が前記連通穴61の前記テーパー部64基端に位置するまで後退する。
【0049】
このとき、前記押出ツール74の上昇速度は、前記圧力制御部51から前記ヘッド21内の樹脂11に付与される予圧と該樹脂11の粘度との関係によって予め設定されている。
【0050】
この状態において、前記制御装置52からの制御信号によって前記上下制御部91による前記押出ツール74の移動を停止して(S2)、図2に示したように、樹脂量制御状態113を形成する。
【0051】
そして、ROMやRAMに予め記憶された開放時間を読み込み(S3)、この開放時間が経過するまで待機する(S4)。
【0052】
この開放時間は、予め設定された値であり、前記ヘッド21に設けられた前記連通穴61の前記小孔部63の内径寸法や、前記圧力制御部51から前記ヘッド21内の前記樹脂11に付与される予圧や、当該樹脂11の粘度等に基づいて定められた値であり、前記貯留空間31内の樹脂11が前記予圧を受けて前記小孔部63に貯留される貯留量が、前記ボンディング箇所101に塗布される樹脂11の塗布量となるうような時間が設定されている。
【0053】
なお、本実施の形態では、前記連通穴61の前記小孔部63の内径寸法や、前記貯留空間31内の前記樹脂11に付与される予圧や、当該樹脂11の粘度等に基づいて、前記開放時間が予め設定され、図2に示したように、前記樹脂11は、前記小孔部63の上端から深さαまで浸入して貯留されるように設定されており、この際の貯留量が、前記ボンディング箇所101に塗布される樹脂11の塗布量となるうような設定されている。
【0054】
前記開放時間が経過した際には、図2の樹脂量制御状態113で示したように、前記連通穴61の前記小孔部63内には、適切な塗布量の樹脂11が貯留されるので、前記制御装置52は、前記上下制御部91に制御信号を出力して前記押出ツール74を押出位置まで移動し(S5)、押出ツール74先端が前記連通穴61の前記小孔部63の先端に位置まで前進させた押し出し状態114で停止する。
【0055】
このとき、前記押出ツール74の下降速度は、前記圧力制御部51から前記ヘッド21内の樹脂11に付与される予圧と該樹脂11の粘度との関係によって予め設定されている。
【0056】
この状態において、当該ヘッド21がボンディング箇所の真上に移動される等して樹脂11の塗布準備が完了した際には、前記制御装置52が前記上下制御部91に制御信号を出力して前記押出ツール74を塗布位置まで下降し(S7)、前記押出ツール74の先端に付された前記樹脂11を前記ボンディング箇所101に転写して塗布した転写状態115を形成する。
【0057】
このとき、前記押出ツール74の接地速度(下降速度)や、当該押出ツール74の停止高さや、静止時間等は、前記樹脂11の粘度等の関係によって予め設定された値で制御できるように構成されており、前記制御装置52が前記上下制御部91に制御信号を出力することで、前記接地速度、前記停止高さ、前記静止時間等を制御できるように構成されている。
【0058】
そして、前記静止時間静止した後、前記制御装置52が前記上下制御部91に制御信号を出力して、前記押出ツール74が前記連通穴61を閉鎖した閉鎖位置に移動した初期状態111を形成し(S8)、メインルーチンへ戻る。
【0059】
このとき、前記押出ツール74は、一旦糸切り上昇量分、糸切り上昇速度で上昇して、糸切り時間停止した後、前記閉鎖位置まで移動されるが、前記糸切り上昇量や、その上昇速度や、前記糸切り時間等は、前記樹脂11の粘度等の関係によって予め設定されている。
【0060】
このように、前記樹脂11を保持する前記ヘッド21には、前記連通穴61が設けられており、当該連通穴61には、所定量の樹脂11が貯留される(図2の樹脂量制御状態113参照)。
【0061】
この状態において、前記押出ツール74の先端部を前記連通穴61に挿入するとともに、当該押出ツール74を前進させると、前記連通穴61に貯留された樹脂11は、前記押出ツール74によって前記連通穴61から外部へ押し出されるとともに、当該押出ツール74の先端に付される(図2の押し出し状態114参照)。
【0062】
そして、前記押出ツール74の先端部に付された前記樹脂11は、当該押出ツール74によって所定位置まで移動され塗布箇所であるボンディング箇所101に塗布される。
【0063】
このように、前記連通穴61に貯留された樹脂11を、前記押出ツール74によって押し出すことができるので、前記連通穴61の小孔部63の穴径を小さく設定した場合であっても、当該小孔部63に貯留された樹脂11を、確実に押し出して前記ボンディング箇所101に塗布することができる。
【0064】
したがって、塗布剤を吐出する構造上、穴径の縮小に限度があった従来と比較して、塗布剤としての樹脂11の粘度が高い場合であっても、不具合無く前記連通穴61の前記小孔部63の穴径を縮小することができる。これにより、微少量の樹脂11の塗布を行うことができる。
【0065】
また、前記押出ツール74の先端部に付した樹脂11を前記ボンディング箇所101に塗布するため、塗布剤を吐出する場合と比較して、より正確な塗布位置への塗布が可能となる。
【0066】
また、前記ヘッド21内の樹脂11には、予圧が付与されている。このため、前記ヘッド21に保持された樹脂11は、この予圧によって前記連通穴61の前記小孔部63への供給が促進される。
【0067】
これにより、所定量の樹脂11が前記連通穴61の前記小孔部63に供給されるまでの待ち時間を短縮することができ、連続した高速塗布が可能となる。これにより、ボンディング速度の高速化が図れる。
【0068】
このとき、前記小孔部63の基端側には、その内径寸法が前記小孔部63から内側へ向かうに従って大きくなるすり鉢状のテーパー部64が形成されており、当該連通穴61の基端は、このテーパー部64によって、その開口面積が広げられている。このため、前記小孔部63の穴径を小さく設定しても、予圧が付与された前記貯留空間31内の前記樹脂11を滞りなく前記小孔部63に案内することができる。
【0069】
そして、間欠供給する吐出圧で吐出量を調整する従来と比較して、前記樹脂11に付与する予圧を一定とすることができる。このため、圧力制御の簡素化が図れるとともに、安定した塗布量制御が可能となる。
【0070】
さらに、前記押出ツール74を前進後退駆動する上下制御部91を備えており、該上下制御部91によって、前記押出ツール74を後退して前記連通穴61を開放してから前記押出ツール74を前進して前記連通穴61を閉鎖するまでの時間を制御することができる。
【0071】
これにより、前記連通穴61の開放時間を制御できるので、この開放時間によって前記連通穴61の前記小孔部63に貯留される前記樹脂11の貯留量を制御できる。
【0072】
したがって、塗布量の微調整が可能となる。
【0073】
なお、本実施の形態では、本願発明の塗布装置1をダイボンダに応用した場合に付いてのみ説明したが、これに限定されるものでは無く、微少量の塗布剤を塗布するあらゆる装置に応用することができる。
【符号の説明】
【0074】
1 塗布装置
11 樹脂
21 ヘッド
31 貯留空間
74 押出ツール
51 圧力制御部
52 制御装置
61 連通穴
91 上下制御部
101 ボンディング箇所
【特許請求の範囲】
【請求項1】
塗布剤を塗布する塗布装置において、
前記塗布剤を保持するヘッドに、塗布剤を貯留可能な連通穴を設けるとともに、該連通穴を挿通する際に当該連通穴に貯留された前記塗布剤を先端部に付して外部へ押し出し当該塗布剤を塗布箇所に塗布する押出ツールを設けたことを特徴とする塗布装置。
【請求項2】
前記ヘッド内の前記塗布剤に予圧を付与する圧力供給手段を備えたことを特徴とする請求項1記載の塗布装置。
【請求項3】
前記押出ツールを前進後退駆動するとともに、該押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間を制御する駆動制御手段を備えたことを特徴とする請求項1又は2記載の塗布装置。
【請求項1】
塗布剤を塗布する塗布装置において、
前記塗布剤を保持するヘッドに、塗布剤を貯留可能な連通穴を設けるとともに、該連通穴を挿通する際に当該連通穴に貯留された前記塗布剤を先端部に付して外部へ押し出し当該塗布剤を塗布箇所に塗布する押出ツールを設けたことを特徴とする塗布装置。
【請求項2】
前記ヘッド内の前記塗布剤に予圧を付与する圧力供給手段を備えたことを特徴とする請求項1記載の塗布装置。
【請求項3】
前記押出ツールを前進後退駆動するとともに、該押出ツールを後退して前記連通穴を開放してから前記押出ツールを前進して前記連通穴を閉鎖するまでの時間を制御する駆動制御手段を備えたことを特徴とする請求項1又は2記載の塗布装置。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−39528(P2013−39528A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−178224(P2011−178224)
【出願日】平成23年8月17日(2011.8.17)
【出願人】(501376590)株式会社ジェイシーエム (20)
【Fターム(参考)】
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月17日(2011.8.17)
【出願人】(501376590)株式会社ジェイシーエム (20)
【Fターム(参考)】
[ Back to top ]