
塗料およびシーラントを除去する方法および装置
【課題】表面から塗料および他のコーティングを除去するための、費用対効果が高く、破壊を最小限に抑えた装置および方法を提供すること。
【解決手段】該装置は、該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、該マスキング材料および該ストリッパを適用することは、単一のステップにおいて行われ得る。表面から物質を除去する装置であり、該装置は、該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、該マスキング材料および該ストリッパの適用は、単一のステップにおいて行われ得る、装置。
【解決手段】該装置は、該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、該マスキング材料および該ストリッパを適用することは、単一のステップにおいて行われ得る。表面から物質を除去する装置であり、該装置は、該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、該マスキング材料および該ストリッパの適用は、単一のステップにおいて行われ得る、装置。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、概して塗料およびシーラントの除去に関連し、より具体的には、そのような除去のための非破壊的および効率的な装置および方法に関連する。
【背景技術】
【0002】
塗料を除去するためのいくつかの方法が公知であり、概してそのような方法は、三つのカテゴリーに分類される。すなわち、機械的、熱的、および化学的なカテゴリーである。
【0003】
機械的な研磨プロセスは、当該分野において公知である。きさげ仕上げ(scraping)は、通常はパテナイフまたはペイントスクレーパー、またはその両方を用いて実現される。パテナイフは、1〜6インチの幅に及び、はす縁を有する。パテナイフは、押し出す動作で用いられ、塗料の下を進み、緩んだ塗料の領域から、塗料がまだ硬く接着されている端部へと作用する。ペイントスクレーパーは、一般に、1−5/16、2−1/2および3−1/2インチの幅において入手が可能であり、取換え可能な刃を有する。加えて、プロファイルドスクレーパーは、特定の目的のために特別に作成され得る。ペイントスクレーパーは、引き寄せる動作で用いられ、塗料の損傷した領域をかき払うことによって作用する。スクレーパーは、鋼鉄、アルミニウム、木材、マイカータ(Mycarta)、およびナイロンから形成され得、望ましい選択は、外観上または構造上の理由で、損傷を避けるために、剥がされる下地よりも軟らかい材料である。
【0004】
パテナイフおよびペイントスクレーパーの両方、特に鉤状の縁を有するペイントスクレーパーは、「スクライブスクラッチ」(scribe scratch)を避けるために注意して用いられなくてはならない。例えば、金属製のスクレーパーを用いて、航空機の外板から塗料およびシーラントを除去するときには、スクライブスクラッチングが重大な問題として認識され、毛細状の亀裂およびひびの原因となり、これらは最終的には大きな亀裂となり得、航空機の構造上の完全性の脅威となり得る。航空機にスクレーパーを用いる好ましい方法は、Aircraft Structural Repair Manuals(SRM)またはFAA Advisory Circulars、AC65−16AおよびAC43.205において記述されている。政府の文書である、「Fuselage Skin 『Scribe Mark』 Damage on a Boeing 737 Aircraft」、The Federal Aviation Bulletin、FSAW03−10B(補正済)、2004年3月31日および非特許文献1は、スクライブマークスクラッチの結果として起こる疲労亀裂の問題に対する解決方法を、記録および議論する。
【0005】
塗料を除去する他の機械的な方法は、研磨、サンドブラスティング、ウォータブラスティング、プラスチックメディアブラスティングなどを含む。これらの方法の全ては、表面の磨耗を介して、作業される表面を修正することによって特徴付けられ、加えて、これらの方法は、低速であり、労働集約的な傾向がある。
【0006】
熱的方法、例えば電気熱プレートおよび電気熱ガンを用いることも公知である。熱的方法は、限られた用途を有する。
【0007】
最後に、塗料は、化学的に除去され得る。溶剤ベースのストリッパは、一般に、有機溶剤である、塩化メチレン、イソプロパノール、トルエン、キシレン、およびメタノールなどの組み合わせを含む配合を有する。メチルセルロースなどのシックナーおよびパラフィンワックスのような様々な添加剤が加えられることによって、揮発性の溶剤が、塗料の複数の層に浸漬する時間を有する前に蒸発することを防止する。一部の溶剤ベースのストリッパは、大変薄く、従って垂直面での使用には不向きであり、一方で、「中練り」ストリッパと呼ばれるものは、垂直面または水平面の裏面での使用のために作られている。最近になって、水とベンジルアルコールとの混合物を用いて、塗料剥離剤が作られた。
【0008】
化学的な塗料剥離剤は、それらの使用においていくつかの問題を有する。塗料剥離剤、特に、塩化メチレンを含んだより古い配合物は、多大な保健および環境の制限を受ける。これらは、表面にスプレーされ、作用することが可能にされるので、塗布器の作業員は、該材料を用いる間は、完全な個人保護衣を着用しなくてはならなく、スプレーされる材料の揮発性有機成分(VOC)は、米国大気浄化法によって厳密に監視される。最終的に、化学薬品を用いる剥離作業の結論として、多大な量の液体/固体の廃棄物が生成され、安全に処理されなくてはならない。
【0009】
上記の問題の一部に取り組む塗料除去システムが望まれる。
【先行技術文献】
【非特許文献】
【0010】
【非特許文献1】「Paint and Sealant Removal Process」、The Transport Canada Airworthiness Notice B071、第1〜3版、2004年11月
【発明の概要】
【課題を解決するための手段】
【0011】
本発明は、表面から塗料および他のコーティングを除去するための、費用対効果が高く、破壊を最小限に抑えた装置および方法を提供する。
【0012】
その一形態において、本発明は、表面から物質を除去する装置を提供する。該装置は、該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、マスキング材料および該ストリッパの適用は、単一のステップによって行われ得る。
【0013】
好ましい実施形態において、該装置は、ストリッパが含浸したマトリックスと、該ストリッパが含浸したブラダーとを備えている。該マトリックスおよびブラダーは、テープの長手の軸に関して中心に配置され、マスキング材料は、該テープの側面に配置される。バッキング材料は、該テープに着脱式に接着される。
【0014】
別の好ましい実施形態において、該装置は、延伸されたテープを備えており、該テープは、その側面に沿って配置されたマスキング材料と該マスキング材料の間に配置されたストリッパとを有する。該テープは、ロールに巻きつけられており、着脱可能なバッキングを含む。
【0015】
その別の形態において、本発明は、表面から物質を取り除く方法を提供する。該方法は、該表面の一部をマスキング材料によってマスキングすることによって、該表面の一部をストリッパから保護することと、該ストリッパを該表面のマスキングされていない部分に適用することとを包含する。これらのステップは、実質的に同時に行われる。
【0016】
本発明の一つの利点は、時間を節約するということである。ストリッパおよびマスキング材料は、二つの別個のステップとは対照的に、単一のステップにおいて同時に適用され得る。本発明の使用は、塗料およびシーラントの除去のために、航空機が特別の施設に送られるのではなく、航空機のオペレータが、他の定期的な検査の間に、自分たちの整備格納庫の中において除去のステップを行うことを可能にする。本発明は、スクライブマークに対して検査されるどのような型の航空機に対しても、要求される完全なキットとしてユーザに供給されることが構想される。現在の実施方法は、航空機を、恰も塗装およびシーラントを完全に剥ぎ取られたかのようにマスキングすることである。本発明は、工程におけるその大きな労働力を要するステップを除き得る。
【0017】
本発明の別の利点は、本発明がより少ないストリッパが用いられることを可能にすることであり、それは、典型的には揮発性であるストリッパ材料が、覆われ、このことが蒸発を大幅に低減させるからである。より少ないストリッパが用いられることにより、材料費を節約し、廃棄物の量を減少させ、これによって廃棄処理の費用を減少させる。ストリッパの効率が向上されるが、これは、塗料に浸透する溶剤が、大気中に蒸発するのではなく、チャネルにおける表面に接して保持されるからである。増加した効率に加えて、蒸発の減少は、施設の全体的なVOCアウトプットに対する、ストリッパからのより少ない寄与を意味し、これによって相当な汚染防止の利点を提供する。
【0018】
同様の汚染防止の観点から、本発明は、相当な量の溶剤および汚染された廃水が生成される、剥ぎ取り動作の「クリーンアップ」の段階を非常に減少させる。塗料およびシーラントは、剥ぎ取りの結果としてファイバーグラスメッシュのマトリックスに接着するので、全ての汚染に寄与するもの、すなわちストリッパ、塗料およびシーラントは、しかるべく処分され得る一つのアイテムに制限される。
【0019】
本発明の別の利点は、ストリッパおよびメッシュパッドのみが、検査される表面と接触するので、検査の工程を妨害し得る接着剤の残留物がないことである。
本発明はさらに、例えば、以下を提供する。
(項目1)
表面から物質を除去する装置であり、該装置は、
該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、
該マスキング材料および該ストリッパの適用は、単一のステップにおいて行われ得る、装置。
(項目2)
前記ストリッパを含むマトリックスをさらに備えている、項目1に記載の装置。
(項目3)
前記マトリックスは、ブラダーを備えており、該ブラダーにおいて、前記ストリッパが含まれる、項目2に記載の装置。
(項目4)
前記マトリックスは、前記ストリッパと繊維層とを含むブラダーを備えており、該マトリックスは、前記テープの長手方向の軸に関して中央に配置され、前記マスキング材料は、該テープの側面に配置される、項目2に記載の装置。
(項目5)
前記テープは、該テープに着脱式に装着されたバッキング材料を備えている、項目1に記載の装置。
(項目6)
前記マスキング材料は、前記ストリッパを縁取り、該ストリッパに対する適用の周縁部を定義する、項目1に記載の装置。
(項目7)
前記マスキング材料は、接着剤を備えている、項目1に記載の装置。
(項目8)
前記テープは、延伸されており、前記マスキング材料は、その側面に沿って配置され、前記ストリッパは、該マスキング材料の間に配置される、項目1に記載の装置。
(項目9)
前記テープは、ロールに巻きつけられている、項目8に記載の装置。
(項目10)
前記テープの一面に配置された着脱式のバッキングをさらに備えている、項目8に記載の装置。
(項目11)
表面から物質を除去する方法であって、該方法は、
(a)マスキング材料を用いて該表面の一部をマスキングすることによって、該表面の一部をストリッパから保護することと、
(b)該表面のマスキングされていない部分に、該ストリッパを適用することと
を包含し、
ステップ(a)および(b)は、実質的に同時に行われる、方法。
(項目12)
前記マスキング材料およびそれに伴う前記物質の少なくとも一部を除去することをさらに包含する、項目11に記載の方法。
(項目13)
前記マスキング材料および前記ストリッパの両方は、ロールにおいて提供される、項目11に記載の方法。
(項目14)
前記ロールは、延伸されたテープを備えており、該テープは、その側面に沿って配置された前記マスキング材料を有し、前記ストリッパは、該マスキング材料の間に配置される、項目13に記載の方法。
(項目15)
該ロールは、着脱式のバッキングをさらに備えている、項目13に記載の方法。
(項目16)
前記マスキング材料は、互いと着脱式に接着された二つのマスキング層を備えている、項目1に記載の装置。
(項目17)
前記マスキング材料は、互いと着脱式に接着された二つのマスキング層を備えており、前記方法は、前記ステップ(b)の後に、該マスキング層のうちの一つを除去し、一方で、もう一方を前記表面に接着されたままにすることをさらに包含する、項目11に記載の方法。
(項目18)
前記表面は、航空機の表面を含む、項目11に記載の方法。
(項目19)
前記表面は、ラップジョイントを含む、項目18に記載の方法。
【図面の簡単な説明】
【0020】
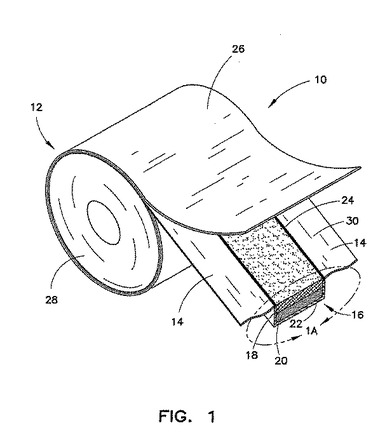
【図1】図1は、本発明の物質除去装置の実施形態の、部分断面図の斜視図である。
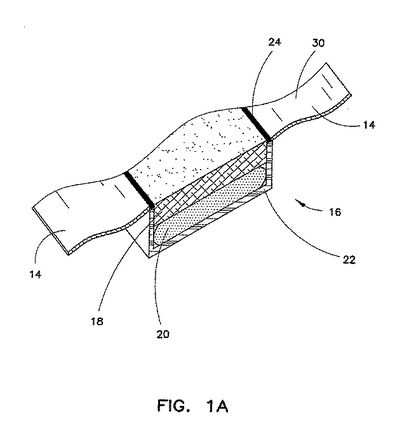
【図1A】図1Aは、図1において示された装置の一部分の拡大斜視図である。
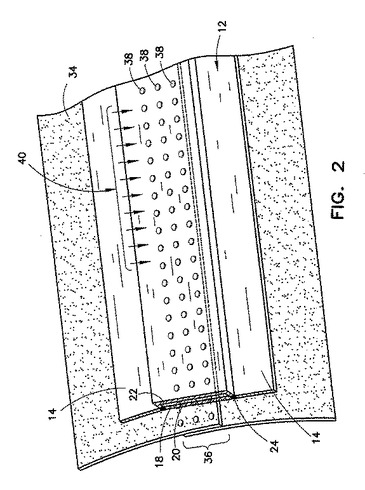
【図2】図2は、ラップジョイントに適用された図1の装置の断片的な斜視図である。
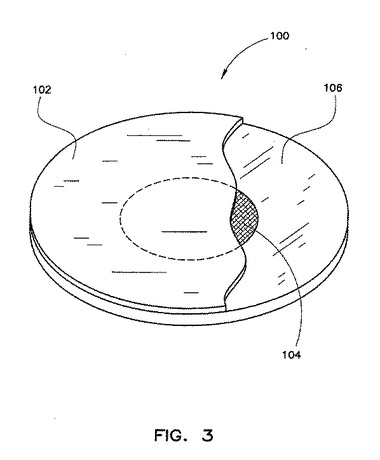
【図3】図3は、本発明の代替的な実施形態の、部分的に切断された斜視図である。
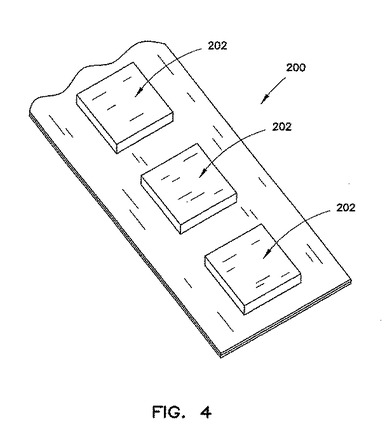
【図4】図4は、本発明の代替的な実施形態の断片的な斜視図である。
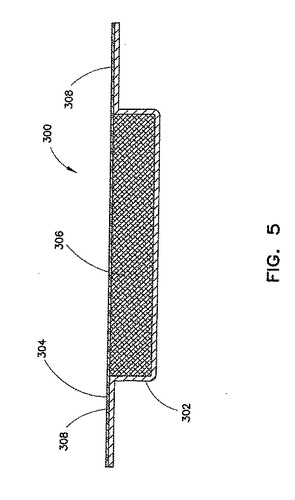
【図5】図5は、本発明の代替的な実施形態の断面図である。
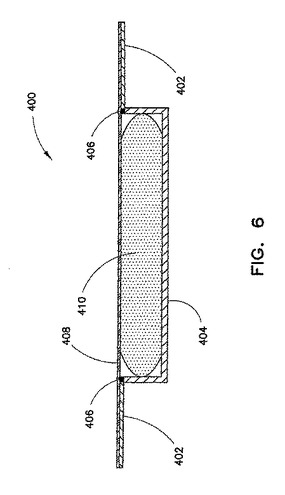
【図6】図6は、本発明の代替的な実施形態の断面図である。
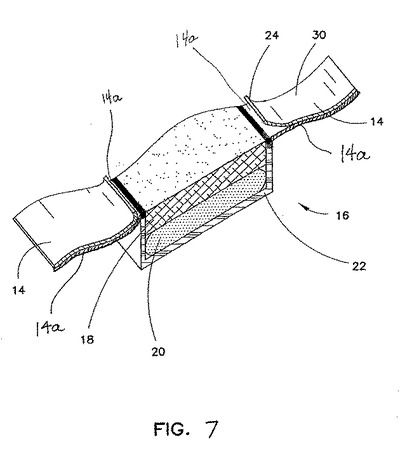
【図7】図7は、本発明に従った別の実施形態の、部分断面図の拡大斜視断片図である。
【発明を実施するための形態】
【0021】
本発明の上述および他の利点、およびそれらを取得する方法は、添付の図面と共に取り上げられる本発明の実施形態の以下の記述の参照によってより明確となり、本発明自体が、より良く理解される。
【0022】
対応する参照記号は、対応する部品を、いくつかの図全体に渡って表す。
【0023】
以下に記述される本発明の実施形態は、網羅的であること、または本発明を以下の詳細な記述に開示される、正確な形式に限定することは意図されない。むしろ、実施形態は、当業者が、本発明の原理および実施を認識および理解し得るように選択および記述される。
【0024】
図1および図1Aをここで参照すると、表面から物質を除去するための装置10が、ストリップ14として提供されるマスキング材料を有する、テープ12として提供される。ストリッパ部分またはマトリックス16は、テープ12の中心において、ストリップ14の間に提供される。ストリッパ部分16は、繊維状の材料層18をさらに含む。繊維層18に隣接し、接触している部分は、ブラダー20であり、ブラダー20は、例示された実施形態において、以下に説明される装置10の使用の間に、液体の化学物質ストリッパ(不図示)で繊維層18を含浸または浸透させる液体ストリッパを含む。ブラダー20は、好ましくは、力が加えられると破裂するように構成され、その結果として、その中の液体が、以下に説明されるように層18に浸透する。ネオプレンは、ブラダー20として適切な、一つの材料である。長方形のシェル22は、チャネルを形成し、その中に層18およびブラダー20を収容する。シェル22は、好ましくは、Mylar(登録商標)のような準剛性材料から作られる。随意的なビード24は、ゴムまたは他の適切なポリマーから作られ得る。着脱可能なバッキング26は、示されるようにテープ12を覆う。テープ12は、ロール28に巻きつけられる。
【0025】
図1Aを参照すると、マスキング材料14は、好ましくは、その一側面に塗布された接着剤30を有する、従来型のマスキングテープとして提供される。装置10と共に用いるために適切な一つのテープは、MIL−T−23397Bを満たすアルミニウム製の接着テープであり、1インチ幅で、3MCorporation、900 Bush Avenue、St Paul、Minnesota州から入手可能である、Grade417Aluminum Foil Tapeである。該テープ上に提供される接着剤は、剥がされる表面に充分に接着されるべきであり、その結果として、該接着剤は、表面に防水のシールを形成することによってビード24を随意的なものにする。ビード24が用いられる実施形態において、マスキング材料14は、熱的溶着、音波的溶着、接着剤、または他の適切な固定手段を用いることによってビード24に装着される。
【0026】
シェル22もまた、数多くの適切な固定手段のいずれかによって、ビード24に接合される。シェル22は、上に簡潔に述べられ、以下に記述の理由のために、比較的に硬い。シェル22に適切な材料は、MIL−P−22270を満たし、Dupont Discovery Films、1 Discovery Drive、Hopewell Virginia州、23860から入手可能である。シェル22に対するおおよその所望の厚さは、10ミルである。代替的なパッケージング材料は、酸素バリヤのバギング材料であり、「マイラー」バッグとして一般に公知であり、マイラー/アルミニウムのサンドイッチ状のものから成る。破壊抵抗の向上のために、ナイロンが、ポリエステルと取り替えられ得る。これらの製品は、2460 East 57th St、Los Angeles、CA 90058にある、IMPAKコーポレーションによって製造され、ここから入手可能である。
【0027】
また、例示された実施形態において長方形として示されたが、シェル22は、湾曲した、または丸形の断面を有し得る。シェル22は、好ましくは、無多孔性であり、その結果として、その中に含まれるストリッパ液は、漏洩または蒸発によって漏れ出ることがない。
【0028】
ブラダー20は、シェル内へ簡単に密着するように、チューブまたは楕円形の形状であり得る。ストリッパを含むチューブは、標準的な液体の充填技術を用いて充填され、準剛性マトリックスまたはシェル22に配置される。好ましくは、ブラダーは、シェルと同一の断面寸法を有し、シェル22とぴったりと密着する。シェルに挿入されると、ストリッパを吸収するための繊維状のマトリックス18は、シェル内に密着され、化学耐性エポキシ接着剤によってシェルに接着される。Tygon(登録商標)押出しチュービングは、ブラダー20に適切であり、137 Arthur Street、Buffalo NY州、14207にある、Prince Rubber and Plasticsから入手可能である。
【0029】
ブラダー20を充填する液体は、一般市場で入手可能な様々なストリッパのいずれかであり得、ストリッパによって除去されるべき特定の塗料、シーラントまたはコーティングに依存する。事業用航空機のコーティングを除去するために、ストリッパは、ポリウレタンの上塗り塗料、エポキシの下塗り塗料、およびMIL−S−8802を満たすようなシーラントである、一般的な多硫化物のシーラントの両方を除去する能力を有すべきである。そのようなストリッパのうちの一つは、Indiana州、CarmelにあるEldorado Solutions社のEldorado Solutions、PR−3133である。
【0030】
層18に適切な繊維状の材料は、ストリッパに対して不活性であり、接触時に接触される表面上にストリッパ材料を均等に広げる傾向がある、あらゆる材料であり得る。「不活性」という用語は、繊維状の材料が、ストリッパの組成物と本質的に、化学的に反応せず、少なくとも装置10のシェルフの寿命が続く期間は、機械的結着性を維持することが可能であるという意味を意図する。繊維状の層18に対する適切な材料の例は、ポリプロピレンおよびポリエチレンなどのポリマー、フェルト、コットンおよびウールなどの織布おおび不織布、およびファイバーグラスなどのガラス繊維を含む。当業者は、繊維状の層18に対して適切に機能する多くの材料を容易に認識し得る。
【0031】
バッキング30は、塩化ポリビニール(PVC)、ナイロン、化学物質の移動を防止するために金属化された内部を有する紙、アルミニウム化されたバッキングを有するマイラー、または以下の特徴を有する他のあらゆる材料であり得る。該特徴は、ブラダーおよび繊維状のマトリックスの挿入のためにチャネルを形づくる能力と、硬いが、しかしナイロンのハンドスクレーパーで粉砕され得るように変形可能であることと、充分な時間(例えば24時間未満)の間のストリッパの移動に化学的に耐性のあることと、装置10のために用いられる他の材料、例えばアルミニウムテープ上の接着剤と適合性のあることと、である。一つのそのような好ましい材料は、押出しPVCバッキングである。これらの押出し成形品の容易な入手の可能性、ならびにブラダーおよびマトリックスが密着するために複雑な内部ジオメトリを形成することは、所望の代替案となる。バッキング30に対する一つのそのような製造業者は、Fukuvi USA、7631Progress Court、Huber Heights、OH州 45242である。
【0032】
図2をここで参照すると、使用において、テープ12は、例えば航空機の外板などの表面、特にラップジョイント36上に適用される。ほとんどの航空機は、多くのラップジョイント、例えばジョイントをしっかりと固定するリベット38を有するジョイント36を有する。シーラントおよび塗料は、一般的にジョイントに適用される。該航空機が製造されて数年または数十年が経過した後のラップジョイントの結合性を確認するために、塗料およびシーラントは、最初にジョイントから剥がされなくてはならない。しかし、上に簡潔に述べられたように、一般に用いられる金属性のスクレーパーは、航空機の外板をえぐるか、または「刻み目」を入れる傾向があり、最終的には、より大きな亀裂を引き起こし得る。
【0033】
テープ12は、剥がされることが望まれるラップジョイント上の中心に置かれ、次いで従来型のテープの一片と同一の手法によって外板34に適用される。テープが適用された後に、矢印40によって示されるように、シェル22に圧力が加えられ、ブラダーを破裂させ、次いで液体のストリッパを繊維状の層18に浸透させる。繊維状の層は、次いでストリッパの流体を供給(meter)する、すなわち、剥がされることが望まれる外板の表面に均等に広げる。ビード24は、ストリッパの流体が、横向きに広がることを防止することによって、ストリッパが到達しない境界または周縁部を定義する。
【0034】
必要な時間の経過の後に、テープ12は、航空機の外板34から除去される。望ましくは、ストリッパは、塗料およびシーラントを、航空機の外板から薄片として裂かせ、繊維状の層18に固着させるが、そのことを除けば無傷のままにしておく。そのような場合において、塗料およびシーラントは、テープ12と共に単一の層として除去される。しかし、多くの場合において、これは不可能であり、テープ12の除去後に、手動の拭き取りおよび一部には軽度の削り取りが要求され、残留する塗料および/またはシーラントを除去する。いずれの場合においても、当業者はここで、単一のステップにおいてマスキング材料およびストリッパが実質的に同時に適用されることを、容易に認識し得る。
【0035】
ここで図3に移ると、装置100の代替的な実施形態が、バッキング102、円形の繊維状の層104、および該繊維状の層を囲繞するマスキング材料106を有して示される。装置100は、所望の位置において表面のスポットを剥がすために用いられ得る。装置100は、装置10を参照して上述されたものと同様の手法によって、剥がされることが望まれるスポットに簡単に適用される。
【0036】
図4は、別の実施形態を例示し、ここでは、装置200は、剥離領域202を含み、該剥離領域は、剥がされることを望まれる領域が均等に間隔を置かれている場合に、適用における使用のために、均一に間隔が置かれている。装置200の下面(不図示)は、液体ストリッパ材料を含み、該材料は、好ましくは、ブラダーおよび/または繊維状の材料に含まれ、該下面は、上述されたように着脱式のバッキング層をも含む。
【0037】
図5において、実施形態が示され、該実施形態においては、装置300は、テープ302、バッキング材料304、およびそれらの間に挟まれた、液体ストリッパが浸透した繊維状のマトリックス306を含む。随意的なブラダーは、この実施形態においては提供されない。その代わりに、バッキング材料304およびテープ302は、液体不浸透性のシール308を形成し、これは、バッキング材料が除去され、装置300が、剥がされることが望まれる表面に適用されるまで、繊維状のマトリックス306内のストリッパ材料を維持する。
【0038】
図6は、実施形態を例示し、ここでは、装置400は、テープ402およびシェル404を含み、これらの両方は、ビード406と接合される。バッキング材料408は、テープ402にハーメチックシールされる。ブラダー410は、シェル404に収容され、液体ストリッパを含む。装置400は、繊維状のマトリックスが装置400に提供されないことを除いて、装置10と同一の形式において適用される。ビード406は、液体ストリッパが、剥がされることを意図される領域の外に、横向きに広がることを防止することに役立つ。
【0039】
図7に示される別の実施形態において、装置は、ストリッパで充填されたTygon(登録商標)ブラダー20に隣接するファイバーグラスマット18を備えている。ブラダー20は、次いで、PVCのチャネルまたはシェル22によって囲繞され、アルミニウム製テープ14に固定されており、該チャネルをテープ14aの別の層の側面に並べる。すなわち、単一のテープ14を有する図1の実施形態とは異なり、この実施形態は、互いがラミネートされた二つのテープ層14、および14aを含む。PVCのチャネル22の内容は、着脱可能な紙のバッキング(不図示)によって風雨から守られる。テープ14aの上部層の接着剤の引っ張り強度は、所望の表面に接着するテープ14の約半分であり、これによって、オペレータが、外部テープマスキング14が表面に接着されたままの状態で、チャネル22、ストリッパブラダー20およびメッシュのマトリックス18を除去することを可能にする。塗料およびシーラントの化学的な除去は、完全であり得ないので、この実施形態は、層14の除去および上記の検査の実施に先立って、ユーザが、マイナーな「タッチアップ」の作業を行うことを可能とする。
【0040】
本発明の原理を組み込む好ましい実施形態が本明細書において上に開示されたが、本発明は、開示された実施形態に限定されない。その代わりに、本出願は、あらゆる変更、使用、または本発明の一般的な原理を用いる本発明の適合を包含する。さらに、本出願は、本発明が関係し、付随の請求の範囲の範囲内である、当該分野において公知または通例の実施として生ずる本発明の開示からの逸脱を包含するように意図される。
【技術分野】
【0001】
本発明は、概して塗料およびシーラントの除去に関連し、より具体的には、そのような除去のための非破壊的および効率的な装置および方法に関連する。
【背景技術】
【0002】
塗料を除去するためのいくつかの方法が公知であり、概してそのような方法は、三つのカテゴリーに分類される。すなわち、機械的、熱的、および化学的なカテゴリーである。
【0003】
機械的な研磨プロセスは、当該分野において公知である。きさげ仕上げ(scraping)は、通常はパテナイフまたはペイントスクレーパー、またはその両方を用いて実現される。パテナイフは、1〜6インチの幅に及び、はす縁を有する。パテナイフは、押し出す動作で用いられ、塗料の下を進み、緩んだ塗料の領域から、塗料がまだ硬く接着されている端部へと作用する。ペイントスクレーパーは、一般に、1−5/16、2−1/2および3−1/2インチの幅において入手が可能であり、取換え可能な刃を有する。加えて、プロファイルドスクレーパーは、特定の目的のために特別に作成され得る。ペイントスクレーパーは、引き寄せる動作で用いられ、塗料の損傷した領域をかき払うことによって作用する。スクレーパーは、鋼鉄、アルミニウム、木材、マイカータ(Mycarta)、およびナイロンから形成され得、望ましい選択は、外観上または構造上の理由で、損傷を避けるために、剥がされる下地よりも軟らかい材料である。
【0004】
パテナイフおよびペイントスクレーパーの両方、特に鉤状の縁を有するペイントスクレーパーは、「スクライブスクラッチ」(scribe scratch)を避けるために注意して用いられなくてはならない。例えば、金属製のスクレーパーを用いて、航空機の外板から塗料およびシーラントを除去するときには、スクライブスクラッチングが重大な問題として認識され、毛細状の亀裂およびひびの原因となり、これらは最終的には大きな亀裂となり得、航空機の構造上の完全性の脅威となり得る。航空機にスクレーパーを用いる好ましい方法は、Aircraft Structural Repair Manuals(SRM)またはFAA Advisory Circulars、AC65−16AおよびAC43.205において記述されている。政府の文書である、「Fuselage Skin 『Scribe Mark』 Damage on a Boeing 737 Aircraft」、The Federal Aviation Bulletin、FSAW03−10B(補正済)、2004年3月31日および非特許文献1は、スクライブマークスクラッチの結果として起こる疲労亀裂の問題に対する解決方法を、記録および議論する。
【0005】
塗料を除去する他の機械的な方法は、研磨、サンドブラスティング、ウォータブラスティング、プラスチックメディアブラスティングなどを含む。これらの方法の全ては、表面の磨耗を介して、作業される表面を修正することによって特徴付けられ、加えて、これらの方法は、低速であり、労働集約的な傾向がある。
【0006】
熱的方法、例えば電気熱プレートおよび電気熱ガンを用いることも公知である。熱的方法は、限られた用途を有する。
【0007】
最後に、塗料は、化学的に除去され得る。溶剤ベースのストリッパは、一般に、有機溶剤である、塩化メチレン、イソプロパノール、トルエン、キシレン、およびメタノールなどの組み合わせを含む配合を有する。メチルセルロースなどのシックナーおよびパラフィンワックスのような様々な添加剤が加えられることによって、揮発性の溶剤が、塗料の複数の層に浸漬する時間を有する前に蒸発することを防止する。一部の溶剤ベースのストリッパは、大変薄く、従って垂直面での使用には不向きであり、一方で、「中練り」ストリッパと呼ばれるものは、垂直面または水平面の裏面での使用のために作られている。最近になって、水とベンジルアルコールとの混合物を用いて、塗料剥離剤が作られた。
【0008】
化学的な塗料剥離剤は、それらの使用においていくつかの問題を有する。塗料剥離剤、特に、塩化メチレンを含んだより古い配合物は、多大な保健および環境の制限を受ける。これらは、表面にスプレーされ、作用することが可能にされるので、塗布器の作業員は、該材料を用いる間は、完全な個人保護衣を着用しなくてはならなく、スプレーされる材料の揮発性有機成分(VOC)は、米国大気浄化法によって厳密に監視される。最終的に、化学薬品を用いる剥離作業の結論として、多大な量の液体/固体の廃棄物が生成され、安全に処理されなくてはならない。
【0009】
上記の問題の一部に取り組む塗料除去システムが望まれる。
【先行技術文献】
【非特許文献】
【0010】
【非特許文献1】「Paint and Sealant Removal Process」、The Transport Canada Airworthiness Notice B071、第1〜3版、2004年11月
【発明の概要】
【課題を解決するための手段】
【0011】
本発明は、表面から塗料および他のコーティングを除去するための、費用対効果が高く、破壊を最小限に抑えた装置および方法を提供する。
【0012】
その一形態において、本発明は、表面から物質を除去する装置を提供する。該装置は、該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、マスキング材料および該ストリッパの適用は、単一のステップによって行われ得る。
【0013】
好ましい実施形態において、該装置は、ストリッパが含浸したマトリックスと、該ストリッパが含浸したブラダーとを備えている。該マトリックスおよびブラダーは、テープの長手の軸に関して中心に配置され、マスキング材料は、該テープの側面に配置される。バッキング材料は、該テープに着脱式に接着される。
【0014】
別の好ましい実施形態において、該装置は、延伸されたテープを備えており、該テープは、その側面に沿って配置されたマスキング材料と該マスキング材料の間に配置されたストリッパとを有する。該テープは、ロールに巻きつけられており、着脱可能なバッキングを含む。
【0015】
その別の形態において、本発明は、表面から物質を取り除く方法を提供する。該方法は、該表面の一部をマスキング材料によってマスキングすることによって、該表面の一部をストリッパから保護することと、該ストリッパを該表面のマスキングされていない部分に適用することとを包含する。これらのステップは、実質的に同時に行われる。
【0016】
本発明の一つの利点は、時間を節約するということである。ストリッパおよびマスキング材料は、二つの別個のステップとは対照的に、単一のステップにおいて同時に適用され得る。本発明の使用は、塗料およびシーラントの除去のために、航空機が特別の施設に送られるのではなく、航空機のオペレータが、他の定期的な検査の間に、自分たちの整備格納庫の中において除去のステップを行うことを可能にする。本発明は、スクライブマークに対して検査されるどのような型の航空機に対しても、要求される完全なキットとしてユーザに供給されることが構想される。現在の実施方法は、航空機を、恰も塗装およびシーラントを完全に剥ぎ取られたかのようにマスキングすることである。本発明は、工程におけるその大きな労働力を要するステップを除き得る。
【0017】
本発明の別の利点は、本発明がより少ないストリッパが用いられることを可能にすることであり、それは、典型的には揮発性であるストリッパ材料が、覆われ、このことが蒸発を大幅に低減させるからである。より少ないストリッパが用いられることにより、材料費を節約し、廃棄物の量を減少させ、これによって廃棄処理の費用を減少させる。ストリッパの効率が向上されるが、これは、塗料に浸透する溶剤が、大気中に蒸発するのではなく、チャネルにおける表面に接して保持されるからである。増加した効率に加えて、蒸発の減少は、施設の全体的なVOCアウトプットに対する、ストリッパからのより少ない寄与を意味し、これによって相当な汚染防止の利点を提供する。
【0018】
同様の汚染防止の観点から、本発明は、相当な量の溶剤および汚染された廃水が生成される、剥ぎ取り動作の「クリーンアップ」の段階を非常に減少させる。塗料およびシーラントは、剥ぎ取りの結果としてファイバーグラスメッシュのマトリックスに接着するので、全ての汚染に寄与するもの、すなわちストリッパ、塗料およびシーラントは、しかるべく処分され得る一つのアイテムに制限される。
【0019】
本発明の別の利点は、ストリッパおよびメッシュパッドのみが、検査される表面と接触するので、検査の工程を妨害し得る接着剤の残留物がないことである。
本発明はさらに、例えば、以下を提供する。
(項目1)
表面から物質を除去する装置であり、該装置は、
該表面に接着するように適合されたマスキング材料およびストリッパを有するテープを備えており、
該マスキング材料および該ストリッパの適用は、単一のステップにおいて行われ得る、装置。
(項目2)
前記ストリッパを含むマトリックスをさらに備えている、項目1に記載の装置。
(項目3)
前記マトリックスは、ブラダーを備えており、該ブラダーにおいて、前記ストリッパが含まれる、項目2に記載の装置。
(項目4)
前記マトリックスは、前記ストリッパと繊維層とを含むブラダーを備えており、該マトリックスは、前記テープの長手方向の軸に関して中央に配置され、前記マスキング材料は、該テープの側面に配置される、項目2に記載の装置。
(項目5)
前記テープは、該テープに着脱式に装着されたバッキング材料を備えている、項目1に記載の装置。
(項目6)
前記マスキング材料は、前記ストリッパを縁取り、該ストリッパに対する適用の周縁部を定義する、項目1に記載の装置。
(項目7)
前記マスキング材料は、接着剤を備えている、項目1に記載の装置。
(項目8)
前記テープは、延伸されており、前記マスキング材料は、その側面に沿って配置され、前記ストリッパは、該マスキング材料の間に配置される、項目1に記載の装置。
(項目9)
前記テープは、ロールに巻きつけられている、項目8に記載の装置。
(項目10)
前記テープの一面に配置された着脱式のバッキングをさらに備えている、項目8に記載の装置。
(項目11)
表面から物質を除去する方法であって、該方法は、
(a)マスキング材料を用いて該表面の一部をマスキングすることによって、該表面の一部をストリッパから保護することと、
(b)該表面のマスキングされていない部分に、該ストリッパを適用することと
を包含し、
ステップ(a)および(b)は、実質的に同時に行われる、方法。
(項目12)
前記マスキング材料およびそれに伴う前記物質の少なくとも一部を除去することをさらに包含する、項目11に記載の方法。
(項目13)
前記マスキング材料および前記ストリッパの両方は、ロールにおいて提供される、項目11に記載の方法。
(項目14)
前記ロールは、延伸されたテープを備えており、該テープは、その側面に沿って配置された前記マスキング材料を有し、前記ストリッパは、該マスキング材料の間に配置される、項目13に記載の方法。
(項目15)
該ロールは、着脱式のバッキングをさらに備えている、項目13に記載の方法。
(項目16)
前記マスキング材料は、互いと着脱式に接着された二つのマスキング層を備えている、項目1に記載の装置。
(項目17)
前記マスキング材料は、互いと着脱式に接着された二つのマスキング層を備えており、前記方法は、前記ステップ(b)の後に、該マスキング層のうちの一つを除去し、一方で、もう一方を前記表面に接着されたままにすることをさらに包含する、項目11に記載の方法。
(項目18)
前記表面は、航空機の表面を含む、項目11に記載の方法。
(項目19)
前記表面は、ラップジョイントを含む、項目18に記載の方法。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明の物質除去装置の実施形態の、部分断面図の斜視図である。
【図1A】図1Aは、図1において示された装置の一部分の拡大斜視図である。
【図2】図2は、ラップジョイントに適用された図1の装置の断片的な斜視図である。
【図3】図3は、本発明の代替的な実施形態の、部分的に切断された斜視図である。
【図4】図4は、本発明の代替的な実施形態の断片的な斜視図である。
【図5】図5は、本発明の代替的な実施形態の断面図である。
【図6】図6は、本発明の代替的な実施形態の断面図である。
【図7】図7は、本発明に従った別の実施形態の、部分断面図の拡大斜視断片図である。
【発明を実施するための形態】
【0021】
本発明の上述および他の利点、およびそれらを取得する方法は、添付の図面と共に取り上げられる本発明の実施形態の以下の記述の参照によってより明確となり、本発明自体が、より良く理解される。
【0022】
対応する参照記号は、対応する部品を、いくつかの図全体に渡って表す。
【0023】
以下に記述される本発明の実施形態は、網羅的であること、または本発明を以下の詳細な記述に開示される、正確な形式に限定することは意図されない。むしろ、実施形態は、当業者が、本発明の原理および実施を認識および理解し得るように選択および記述される。
【0024】
図1および図1Aをここで参照すると、表面から物質を除去するための装置10が、ストリップ14として提供されるマスキング材料を有する、テープ12として提供される。ストリッパ部分またはマトリックス16は、テープ12の中心において、ストリップ14の間に提供される。ストリッパ部分16は、繊維状の材料層18をさらに含む。繊維層18に隣接し、接触している部分は、ブラダー20であり、ブラダー20は、例示された実施形態において、以下に説明される装置10の使用の間に、液体の化学物質ストリッパ(不図示)で繊維層18を含浸または浸透させる液体ストリッパを含む。ブラダー20は、好ましくは、力が加えられると破裂するように構成され、その結果として、その中の液体が、以下に説明されるように層18に浸透する。ネオプレンは、ブラダー20として適切な、一つの材料である。長方形のシェル22は、チャネルを形成し、その中に層18およびブラダー20を収容する。シェル22は、好ましくは、Mylar(登録商標)のような準剛性材料から作られる。随意的なビード24は、ゴムまたは他の適切なポリマーから作られ得る。着脱可能なバッキング26は、示されるようにテープ12を覆う。テープ12は、ロール28に巻きつけられる。
【0025】
図1Aを参照すると、マスキング材料14は、好ましくは、その一側面に塗布された接着剤30を有する、従来型のマスキングテープとして提供される。装置10と共に用いるために適切な一つのテープは、MIL−T−23397Bを満たすアルミニウム製の接着テープであり、1インチ幅で、3MCorporation、900 Bush Avenue、St Paul、Minnesota州から入手可能である、Grade417Aluminum Foil Tapeである。該テープ上に提供される接着剤は、剥がされる表面に充分に接着されるべきであり、その結果として、該接着剤は、表面に防水のシールを形成することによってビード24を随意的なものにする。ビード24が用いられる実施形態において、マスキング材料14は、熱的溶着、音波的溶着、接着剤、または他の適切な固定手段を用いることによってビード24に装着される。
【0026】
シェル22もまた、数多くの適切な固定手段のいずれかによって、ビード24に接合される。シェル22は、上に簡潔に述べられ、以下に記述の理由のために、比較的に硬い。シェル22に適切な材料は、MIL−P−22270を満たし、Dupont Discovery Films、1 Discovery Drive、Hopewell Virginia州、23860から入手可能である。シェル22に対するおおよその所望の厚さは、10ミルである。代替的なパッケージング材料は、酸素バリヤのバギング材料であり、「マイラー」バッグとして一般に公知であり、マイラー/アルミニウムのサンドイッチ状のものから成る。破壊抵抗の向上のために、ナイロンが、ポリエステルと取り替えられ得る。これらの製品は、2460 East 57th St、Los Angeles、CA 90058にある、IMPAKコーポレーションによって製造され、ここから入手可能である。
【0027】
また、例示された実施形態において長方形として示されたが、シェル22は、湾曲した、または丸形の断面を有し得る。シェル22は、好ましくは、無多孔性であり、その結果として、その中に含まれるストリッパ液は、漏洩または蒸発によって漏れ出ることがない。
【0028】
ブラダー20は、シェル内へ簡単に密着するように、チューブまたは楕円形の形状であり得る。ストリッパを含むチューブは、標準的な液体の充填技術を用いて充填され、準剛性マトリックスまたはシェル22に配置される。好ましくは、ブラダーは、シェルと同一の断面寸法を有し、シェル22とぴったりと密着する。シェルに挿入されると、ストリッパを吸収するための繊維状のマトリックス18は、シェル内に密着され、化学耐性エポキシ接着剤によってシェルに接着される。Tygon(登録商標)押出しチュービングは、ブラダー20に適切であり、137 Arthur Street、Buffalo NY州、14207にある、Prince Rubber and Plasticsから入手可能である。
【0029】
ブラダー20を充填する液体は、一般市場で入手可能な様々なストリッパのいずれかであり得、ストリッパによって除去されるべき特定の塗料、シーラントまたはコーティングに依存する。事業用航空機のコーティングを除去するために、ストリッパは、ポリウレタンの上塗り塗料、エポキシの下塗り塗料、およびMIL−S−8802を満たすようなシーラントである、一般的な多硫化物のシーラントの両方を除去する能力を有すべきである。そのようなストリッパのうちの一つは、Indiana州、CarmelにあるEldorado Solutions社のEldorado Solutions、PR−3133である。
【0030】
層18に適切な繊維状の材料は、ストリッパに対して不活性であり、接触時に接触される表面上にストリッパ材料を均等に広げる傾向がある、あらゆる材料であり得る。「不活性」という用語は、繊維状の材料が、ストリッパの組成物と本質的に、化学的に反応せず、少なくとも装置10のシェルフの寿命が続く期間は、機械的結着性を維持することが可能であるという意味を意図する。繊維状の層18に対する適切な材料の例は、ポリプロピレンおよびポリエチレンなどのポリマー、フェルト、コットンおよびウールなどの織布おおび不織布、およびファイバーグラスなどのガラス繊維を含む。当業者は、繊維状の層18に対して適切に機能する多くの材料を容易に認識し得る。
【0031】
バッキング30は、塩化ポリビニール(PVC)、ナイロン、化学物質の移動を防止するために金属化された内部を有する紙、アルミニウム化されたバッキングを有するマイラー、または以下の特徴を有する他のあらゆる材料であり得る。該特徴は、ブラダーおよび繊維状のマトリックスの挿入のためにチャネルを形づくる能力と、硬いが、しかしナイロンのハンドスクレーパーで粉砕され得るように変形可能であることと、充分な時間(例えば24時間未満)の間のストリッパの移動に化学的に耐性のあることと、装置10のために用いられる他の材料、例えばアルミニウムテープ上の接着剤と適合性のあることと、である。一つのそのような好ましい材料は、押出しPVCバッキングである。これらの押出し成形品の容易な入手の可能性、ならびにブラダーおよびマトリックスが密着するために複雑な内部ジオメトリを形成することは、所望の代替案となる。バッキング30に対する一つのそのような製造業者は、Fukuvi USA、7631Progress Court、Huber Heights、OH州 45242である。
【0032】
図2をここで参照すると、使用において、テープ12は、例えば航空機の外板などの表面、特にラップジョイント36上に適用される。ほとんどの航空機は、多くのラップジョイント、例えばジョイントをしっかりと固定するリベット38を有するジョイント36を有する。シーラントおよび塗料は、一般的にジョイントに適用される。該航空機が製造されて数年または数十年が経過した後のラップジョイントの結合性を確認するために、塗料およびシーラントは、最初にジョイントから剥がされなくてはならない。しかし、上に簡潔に述べられたように、一般に用いられる金属性のスクレーパーは、航空機の外板をえぐるか、または「刻み目」を入れる傾向があり、最終的には、より大きな亀裂を引き起こし得る。
【0033】
テープ12は、剥がされることが望まれるラップジョイント上の中心に置かれ、次いで従来型のテープの一片と同一の手法によって外板34に適用される。テープが適用された後に、矢印40によって示されるように、シェル22に圧力が加えられ、ブラダーを破裂させ、次いで液体のストリッパを繊維状の層18に浸透させる。繊維状の層は、次いでストリッパの流体を供給(meter)する、すなわち、剥がされることが望まれる外板の表面に均等に広げる。ビード24は、ストリッパの流体が、横向きに広がることを防止することによって、ストリッパが到達しない境界または周縁部を定義する。
【0034】
必要な時間の経過の後に、テープ12は、航空機の外板34から除去される。望ましくは、ストリッパは、塗料およびシーラントを、航空機の外板から薄片として裂かせ、繊維状の層18に固着させるが、そのことを除けば無傷のままにしておく。そのような場合において、塗料およびシーラントは、テープ12と共に単一の層として除去される。しかし、多くの場合において、これは不可能であり、テープ12の除去後に、手動の拭き取りおよび一部には軽度の削り取りが要求され、残留する塗料および/またはシーラントを除去する。いずれの場合においても、当業者はここで、単一のステップにおいてマスキング材料およびストリッパが実質的に同時に適用されることを、容易に認識し得る。
【0035】
ここで図3に移ると、装置100の代替的な実施形態が、バッキング102、円形の繊維状の層104、および該繊維状の層を囲繞するマスキング材料106を有して示される。装置100は、所望の位置において表面のスポットを剥がすために用いられ得る。装置100は、装置10を参照して上述されたものと同様の手法によって、剥がされることが望まれるスポットに簡単に適用される。
【0036】
図4は、別の実施形態を例示し、ここでは、装置200は、剥離領域202を含み、該剥離領域は、剥がされることを望まれる領域が均等に間隔を置かれている場合に、適用における使用のために、均一に間隔が置かれている。装置200の下面(不図示)は、液体ストリッパ材料を含み、該材料は、好ましくは、ブラダーおよび/または繊維状の材料に含まれ、該下面は、上述されたように着脱式のバッキング層をも含む。
【0037】
図5において、実施形態が示され、該実施形態においては、装置300は、テープ302、バッキング材料304、およびそれらの間に挟まれた、液体ストリッパが浸透した繊維状のマトリックス306を含む。随意的なブラダーは、この実施形態においては提供されない。その代わりに、バッキング材料304およびテープ302は、液体不浸透性のシール308を形成し、これは、バッキング材料が除去され、装置300が、剥がされることが望まれる表面に適用されるまで、繊維状のマトリックス306内のストリッパ材料を維持する。
【0038】
図6は、実施形態を例示し、ここでは、装置400は、テープ402およびシェル404を含み、これらの両方は、ビード406と接合される。バッキング材料408は、テープ402にハーメチックシールされる。ブラダー410は、シェル404に収容され、液体ストリッパを含む。装置400は、繊維状のマトリックスが装置400に提供されないことを除いて、装置10と同一の形式において適用される。ビード406は、液体ストリッパが、剥がされることを意図される領域の外に、横向きに広がることを防止することに役立つ。
【0039】
図7に示される別の実施形態において、装置は、ストリッパで充填されたTygon(登録商標)ブラダー20に隣接するファイバーグラスマット18を備えている。ブラダー20は、次いで、PVCのチャネルまたはシェル22によって囲繞され、アルミニウム製テープ14に固定されており、該チャネルをテープ14aの別の層の側面に並べる。すなわち、単一のテープ14を有する図1の実施形態とは異なり、この実施形態は、互いがラミネートされた二つのテープ層14、および14aを含む。PVCのチャネル22の内容は、着脱可能な紙のバッキング(不図示)によって風雨から守られる。テープ14aの上部層の接着剤の引っ張り強度は、所望の表面に接着するテープ14の約半分であり、これによって、オペレータが、外部テープマスキング14が表面に接着されたままの状態で、チャネル22、ストリッパブラダー20およびメッシュのマトリックス18を除去することを可能にする。塗料およびシーラントの化学的な除去は、完全であり得ないので、この実施形態は、層14の除去および上記の検査の実施に先立って、ユーザが、マイナーな「タッチアップ」の作業を行うことを可能とする。
【0040】
本発明の原理を組み込む好ましい実施形態が本明細書において上に開示されたが、本発明は、開示された実施形態に限定されない。その代わりに、本出願は、あらゆる変更、使用、または本発明の一般的な原理を用いる本発明の適合を包含する。さらに、本出願は、本発明が関係し、付随の請求の範囲の範囲内である、当該分野において公知または通例の実施として生ずる本発明の開示からの逸脱を包含するように意図される。
【特許請求の範囲】
【請求項1】
本明細書に記載の装置。
【請求項1】
本明細書に記載の装置。
【図1】


【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図1A】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−20119(P2011−20119A)
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願番号】特願2010−197175(P2010−197175)
【出願日】平成22年9月2日(2010.9.2)
【分割の表示】特願2008−501067(P2008−501067)の分割
【原出願日】平成18年3月15日(2006.3.15)
【出願人】(502328466)ピーアールシー−デソト インターナショナル,インコーポレイティド (29)
【Fターム(参考)】
【公開日】平成23年2月3日(2011.2.3)
【国際特許分類】
【出願日】平成22年9月2日(2010.9.2)
【分割の表示】特願2008−501067(P2008−501067)の分割
【原出願日】平成18年3月15日(2006.3.15)
【出願人】(502328466)ピーアールシー−デソト インターナショナル,インコーポレイティド (29)
【Fターム(参考)】
[ Back to top ]