
塗料供給設備
【課題】 塗料供給設備におけるポンプ消費動力を効果的に低減する。
【解決手段】 塗料供給ポンプPと、塗料供給ポンプPの吐出側に接続した塗料往路4と、塗料供給ポンプPの吸入側に接続した塗料還路5との夫々を複数種の塗料Tごとに設けて、これら塗料種ごとの塗料往路4及び塗料還路5を複数の塗装ガン装備部2にわたらせて延設し、塗装ガン装備部2の夫々において、塗料種ごとに、塗料往路4と塗料還路5とを短絡的に接続する塗料バイパス路12を設けて、その塗料バイパス路12から塗料取出路13を分岐し、この塗料取出路13を開閉する塗料取出弁15を設ける塗料供給設備において、塗料種ごとに設けた塗料供給ポンプP夫々の出力を調整する運転操作部25を設け、この運転操作部25を検出情報又は設定スケジュールに基づいて塗装ガン装備部2の運転条件の変化に応じ塗料供給ポンプP夫々の出力を自動調整するものにする。
【解決手段】 塗料供給ポンプPと、塗料供給ポンプPの吐出側に接続した塗料往路4と、塗料供給ポンプPの吸入側に接続した塗料還路5との夫々を複数種の塗料Tごとに設けて、これら塗料種ごとの塗料往路4及び塗料還路5を複数の塗装ガン装備部2にわたらせて延設し、塗装ガン装備部2の夫々において、塗料種ごとに、塗料往路4と塗料還路5とを短絡的に接続する塗料バイパス路12を設けて、その塗料バイパス路12から塗料取出路13を分岐し、この塗料取出路13を開閉する塗料取出弁15を設ける塗料供給設備において、塗料種ごとに設けた塗料供給ポンプP夫々の出力を調整する運転操作部25を設け、この運転操作部25を検出情報又は設定スケジュールに基づいて塗装ガン装備部2の運転条件の変化に応じ塗料供給ポンプP夫々の出力を自動調整するものにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装ガンにより被塗物を塗装する複数の塗装ガン装備部に対して塗料を供給する塗料供給設備に関し、
詳しくは、塗料供給ポンプと、その塗料供給ポンプの吐出側に接続した塗料往路と、塗料供給ポンプの吸入側に接続した塗料還路との夫々を複数種(代表的には複数色)の塗料ごとに設けて、それら塗料種ごとの塗料往路及び塗料還路の夫々を複数の塗装ガン装備部にわたらせて延設し、それら塗装ガン装備部の夫々において、塗装ガンに供給する塗料を取り出す塗料取出部を構成するのに、塗料種ごとに、塗料往路と塗料還路とを短絡的に接続する塗料バイパス路を設けて、その塗料バイパス路から塗料取出路を分岐し、この塗料取出路を開閉する塗料取出弁を設けてある塗料供給設備に関する。
【背景技術】
【0002】
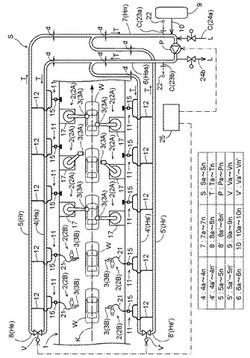
この種の塗料供給設備は(図1参照)、各塗装ガン装備部2において所要塗料種の塗料取出弁15を選択的に開弁することで、塗料供給ポンプPにより塗料種別の塗料往路4,4′を通じて塗料種別の塗料バイパス路12に供給される各塗料種の塗料Tのうち所要塗料種の塗料のみを、その所要塗料種の塗料取出路13を通じて取り出せるようにしたものである。
【0003】
また、各塗装ガン装備部2において塗料取出弁15の閉弁により塗料Tの取り出しを停止した際に塗料供給ポンプPにより塗料往路4,4′から塗料バイパス路12に分流される塗料Tの全量、及び、塗料取出弁15の開弁により塗料Tの取り出しを行っている際に塗料供給ポンプPにより塗料往路4,4′から塗料バイパス路12に分流される塗料Tのうちの余剰分を、塗料バイパス路12から塗料還路5,5′に対し短絡的に戻すことで、塗料往路4,4′、各塗装ガン装備部2の塗料バイパス路12、塗料還路5,5′にわたる塗料循環状態を保ち、これにより、それら各路を形成する配管内において塗料溶剤中の塗料成分が沈降するのを防止するようにしたものである。
【0004】
【0005】
【0006】
なお、図1において、10は塗料循環系Sに対して塗料Tを補給する塗料補給路、8,8′は塗料Tの最小循環流量を補償する端末接続路である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
【0008】
【0009】
【0010】
【0011】
【0012】
【0013】
本発明の主たる課題は、塗料供給ポンプの合理的な運転により塗料供給設備におけるポンプ消費動力を効果的に節減する点にある。
【課題を解決するための手段】
【0014】
〔1〕本発明の第1特徴構成は塗料供給設備に係り、その特徴は、
塗料供給ポンプと、その塗料供給ポンプの吐出側に接続した塗料往路と、前記塗料供給ポンプの吸入側に接続した塗料還路との夫々を複数種の塗料ごとに設けて、それら塗料種ごとの塗料往路及び塗料還路の夫々を複数の塗装ガン装備部にわたらせて延設し、
それら塗装ガン装備部の夫々において、塗装ガンに供給する塗料を取り出す塗料取出部を構成するのに、塗料種ごとに、前記塗料往路と前記塗料還路とを短絡的に接続する塗料バイパス路を設けて、その塗料バイパス路から塗料取出路を分岐し、この塗料取出路を開閉する塗料取出弁を設けてある塗料供給設備において、
塗料種ごとに設けた前記塗料供給ポンプ夫々の出力を調整する運転操作部を設け、
この運転操作部を検出情報又は設定スケジュールに基づいて前記塗装ガン装備部の運転条件の変化に応じ前記塗料供給ポンプ夫々の出力を自動調整するものにしてある点にある。
【0015】
つまり、この第1特徴構成によれば、各塗装ガン装備部の運転状況の変化に応じて塗料供給ポンプの出力を自動調整するから、出力的に余裕のある塗料供給ポンプを常時一定の出力で運転する形態を採るのに比べ、塗料供給ポンプの消費動力を効果的に節減でき、そして、塗料種ごとの塗料供給ポンプとして例えば20色〜30色程度の塗料色ごとの塗料供給ポンプを備える設備では、それら20台〜30台の塗料供給ポンプの夫々について上記の如く消費動力を効果的に節減できることにより、塗料供給設備としてポンプ消費動力の大幅な節減が可能になる。
【0016】
【0017】
【0018】
【0019】
【0020】
【0021】
【0022】
〔2〕本発明の第2特徴構成は、第1特徴構成の実施に好適な実施形態を特定するものであり、その特徴は、
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記塗料供給ポンプの出力を低減するものにしてある点にある。
【0023】
つまり、この第2特徴構成によれば、塗料種ごとの塗料供給ポンプ夫々の塗装作業休止時における出力低減により塗料供給設備としてのポンプ消費動力を効果的に節減できる。
【0024】
【0025】
【0026】
【0027】
〔3〕本発明の第3特徴構成は、第2特徴構成の実施に好適な実施形態を特定するものであり、その特徴は、
塗料種ごとに、塗料の最小循環流量を補償する端末接続路を設けて、この端末接続路に端末流量調整弁を介装し、
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記端末流量調整弁の開度を大きくするものにしてある点にある。
【0028】
つまり、この第3特徴構成によれば、端末流量調整弁の開度増大による流路抵抗の低下をもって塗料種ごとの塗料供給ポンプ夫々の消費動力を効果的に節減できる。
【0029】
また、その流路抵抗の低下により溶剤中塗料成分の配管内沈降も効果的に防止することができる。
【0030】
【0031】
【0032】
〔4〕本発明の第4特徴構成は、第1〜第3特徴構成のいずれかの実施に好適な実施形態を特定するものであり、その特徴は、
前記運転操作部を、前記塗装ガン装備部夫々の塗料取出量の変化に応じて前記塗料供給ポンプの出力を調整するものにしてある点にある。
【0033】
つまり、この第4特徴構成によれば、塗装ガン装備部夫々の塗料取出量の変化に応じて塗料種ごとの塗料供給ポンプ夫々の出力を調整するから、出力的に余裕のある塗料供給ポンプを常時一定の出力で運転する形態を採るのに比べ、塗料種ごとの塗料供給ポンプ夫々の消費動力を効果的に節減できる。
【0034】
【0035】
【0036】
【0037】
〔5〕本発明の第5特徴構成は、第1〜第4特徴構成のいずれかの実施に好適な実施形態を特定するものであり、その特徴は、
前記運転操作部を、検出塗料圧力に応じて前記塗料供給ポンプの出力を調整するものにしてある点にある。
【0038】
つまり、この第5特徴構成によれば、前述の如く塗料種ごとの塗料供給ポンプ夫々の消費動力を効果的に低減しながらも、各塗装ガン装備部に対する各塗料の供給圧力を適正圧力にすることができる。
【0039】
【0040】
【0041】
【0042】
【発明を実施するための最良の形態】
【0043】
図1は、コンベアにより順次搬送される被塗物W(本例では自動車ボディー)の塗装を行う塗装ブース1における塗料供給設備を示し、塗装ブース1の内部には、塗装ガン装備部2であるロボット塗装部2Aや手吹き塗装部2Bを被塗物搬送経路Kの横一側及び横他側の夫々で被塗物搬送方向に並設してあり、この塗装ブースでは、被塗物Wの各部を複数の塗装ガン装備部2で分担して順次に塗装する方式や、所謂ウエットオンウエット方式などの重ね塗り塗装における各層の塗装を複数の塗装ガン装備部2で分担して順次に行うなどの方式により、順次搬送される被塗物Wを各塗装ガン装備部2において塗装ガン3により塗装する。
【0044】
被塗物搬送経路Kの横一側方における塗装ブース1の外側部には、被塗物搬送経路Kの横一側に位置する複数の塗装ガン装備部2にわたらせる状態で、一側系統の塗料往路4及び塗料還路5を被塗物搬送方向に延設し、同じく、被塗物搬送経路Kの横他側方における塗装ブース1の外側部には、被塗物搬送経路Kの横他側に位置する複数の塗装ガン装備部2にわたらせる状態で、他側系統の塗料往路4′及び塗料還路5′を被塗物搬送方向に延設してある。
【0045】
一側系統の塗料往路4と他側系統の塗料往路4′とは、それらの延設方向における一端(すなわち、それらの上流端)を主塗料往路6に対し並列に接続してあり、その主塗料往路6は塗装ブース1の外部に設置した塗料供給ポンプPの吐出口に接続してある。また、一側系統の塗料還路5と他側系統の塗料還路5′とは、それらの延設方向における一端(すなわち、それらの下流端)を主塗料還路7に対し並列に接続してあり、その主塗料還路7は塗装供給ポンプPの吸入口に接続してある。
【0046】
一側系統の塗料往路4と塗料還路5とは、それらの延設方向における他端どうし(すなわち、塗料往路4の下流端と塗料還路5の上流端)を端末接続路8により接続して、その端末接続路8には一側系統の端末開閉弁Vを介装してあり、同じく、他側系統の塗料往路4′と塗料還路5′とは、それらの延設方向における他端どうし(すなわち、塗料往路4′の下流端と塗料還路5′の上流端)を端末接続路8′により接続して、その端末接続路8′には他側系統の端末開閉弁V′を介装してある。
【0047】
塗装ブース1の外部には塗料タンク9を設置し、この塗料タンク9は塗料補給路10を通じて主塗料還路7の下流側端部に接続してあり、上記した一側系統の各路4,8,5、他側系統の各路4′,8′,5′、並びに、主塗料往路6,主塗料還路7をもって形成する塗料循環系Sに対し、この塗料補給路10を通じて塗料タンク9から塗料Tを補給する構成にしてある。
【0048】
なお、図1では塗料タンク9、塗料補給路10、塗料供給ポンプPを含む上記塗料循環系Sの1つのみを示してあるが、この塗装ブース1では各塗装ガン装備部2での塗装において被塗物Wごとの塗色変更を可能にするため、上記塗料循環系Sを互いに色の異なる20色〜30色程度のn色の塗料Ta〜Tn(本例では水を溶剤とするn色の水性塗料)について同一の配管形態で各別に設けてあり、表記の塗料循環系Sは、これら各色塗料Ta〜Tnごとに設けた塗料循環系Sa〜Snの夫々を代表するものである。
【0049】
すなわち、一側系統の塗料往路4、塗料還路5、端末接続路8は、各色塗料Ta〜Tnごとに設けた一側系統の塗料往路4a〜4n、塗料還路5a〜5n、端末接続路8a〜8nの夫々を代表し、他側系統の塗料往路4′、塗料還路5′、端末接続路8′は、各色塗料Ta〜Tnごとに設けた他側系統の塗料往路4a′〜4n′、塗料還路5a′〜5n′、端末接続路8a′〜8n′の夫々を代表し、主塗料往路6、主塗料還路7、塗料供給ポンプPは、各色塗料Ta〜Tnごとに設けた主塗料往路6a〜6n、主塗料還路7a〜7n、塗料供給ポンプPa〜Pnの夫々を代表し、塗料タンク9,塗料補給路10は、各色塗料Ta〜Tnごとに設けた塗料タンク9a〜9n、塗料補給路10a〜10nの夫々を代表するものである。
【0050】
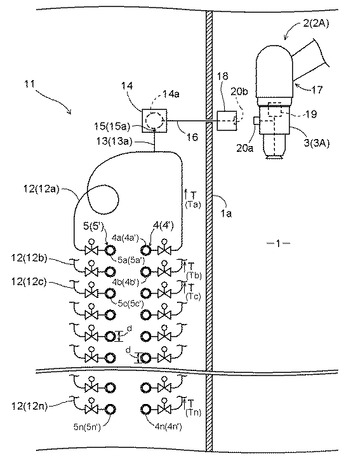
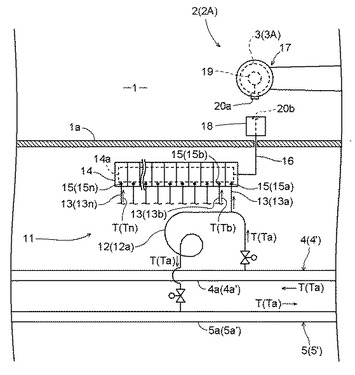
各塗装ガン装備部2には、塗装ガン3に供給する塗料T(Ta〜Tn)を上記色別の塗料循環系S(Sa〜Sn)から選択的に取り出す塗料取出部11を設けてあり、この塗料取出部11は、各塗装ガン装備部2の夫々において、図2,図3に示す如く各色塗料T(Ta〜Tn)ごとに最寄の塗料往路4(4a〜4n),4′(4a′〜4n′)と最寄の塗料還路5(5a〜5n),5′(5a′〜5n′)とを短絡的に接続する塗料バイパス路12(12a〜12n)を設けて、それら塗料バイパス路12(12a〜12n)から色別の塗料取出路13(13a〜13n)を分岐し、これら塗料取出路13(13a〜13n)を色替バルブユニット14における色別の塗料取出弁15(15a〜15n)に対し各別に接続した構成にしてある。
【0051】
そして、塗装ブース1のブース壁1aに固定した色替バルブユニット14には、各塗料取出路13(13a〜13n)を各別に接続する上記色別の塗料取出弁15(15a〜15n)を並列に接続したマニホールド管14aを設けてあり、塗料取出部11の端末構造としては、このマニホールド管14aから延出させた各色共通の端末取出路16をブース壁1aに貫通させて塗装ブース1の内部に臨ませた構造にしてある。
【0052】
つまり、各塗装ガン装備部2において所要色の塗料取出弁15(15a〜15n)を選択的に開弁することで、塗料供給ポンプP(Pa〜Pn)により色別の塗料往路4(4a〜4n),4′(4a′〜4n′)を通じて色別の塗料バイパス路12(12a〜12n)に供給される各色塗料T(Ta〜Tn)のうち所要色の塗料のみを、その所要色の塗料取出路13(13a〜13n)を通じ色替バルブユニット14のマニホールド管14aに導入して端末取出路16へ送出するようにしてある。
【0053】
そして、各塗装ガン装備部2において色別の塗料バイパス路12(12a〜12n)に供給される各色塗料T(Ta〜Tn)のうち所要色以外の塗料、及び、所要色塗料のうちの余剰分については、各塗料バイパス路12(12a〜12n)を通じ色別の塗料還路5(5a〜5n),5′(5a′〜5n′)に対し短絡的に戻し、これにより、各色塗料T(Ta〜Tn)について、塗料往路4(4a〜4n),4′(4a′〜4n′)と各塗装ガン装備部2の塗料バイパス路12(12a〜12n)と塗料還路5(5a〜5n),5′(5a′〜5n′)とにわたる塗料循環状態を保つようにしてある。
【0054】
すなわち、このように各色の塗料循環系S(Sa〜Sn)において塗料T(Ta〜Tn)の循環状態を保つことで、各塗料循環系S(Sa〜Sn)を形成する配管内において塗料溶剤(本例では水)中の塗料成分が沈降するのを防止する。
【0055】
塗装ガン装備部2のうち塗装ロボット17により塗装を行うロボット塗装部2Aについては、ブース壁1aの内側に配設したドッキングステーション18に色替バルブユニット14からの端末取出路16を接続してあり、これに対し、塗装ロボット17のアーム先端に配備した塗装ガン3(3A)には、一回の塗装で使用する塗料Tを充填する塗料充填タンク19を装備してある。
【0056】
すなわち、ロボット塗装部2Aでは、一回の塗装を終えるごとに塗装ロボット17の動作により塗装ガン3Aをドッキングステーション18へ移動させて、塗装ガン側のドッキングポート20aとドッキングステーション側のドッキングポート20とを接合することで、次の塗装に用いる所要色の塗料T(Ta〜Tn)を端末取出路16から塗装ガン3Aの塗料充填タンク19に充填し、その塗料充填の完了後、再び塗装ロボット17の動作により両ドッキングポート20a,20bを切り離して塗装ガン3Aを塗装作業側に移動させた状態で、塗料充填タンク19内の塗料T(Ta〜Tn)を用いて次回の塗装を行う方式を採っている。
【0057】
一方、塗装ガン装備部2のうち作業者が手吹き用塗装ガン3(3B)を用いて塗装を行う手吹き塗装部2Bについては、塗料供給ホース21を通じて手吹き用塗装ガン3(3B)を端末取出路16に接続してあり、各回の塗装において、この塗料供給ホース21を通じ所要色の塗料T(Ta〜Tn)を手吹き用塗装ガン3Bに供給する。
【0058】
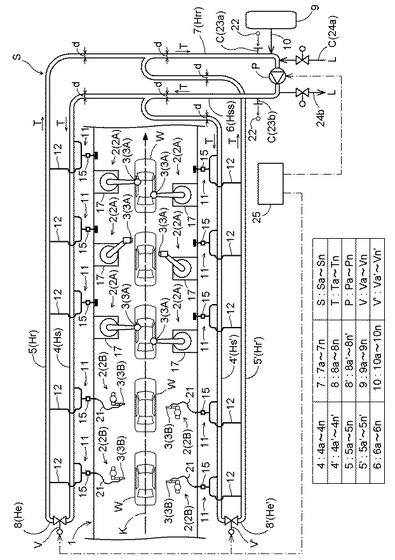
配管構成については図4に示す如く、各色塗料循環系S(Sa〜Sn)の夫々について、一側系統の塗料往路4(4a〜4n)及び塗料還路5(5a〜5n)の各々を全長にわたって同一口径の配管Hs,Hrで形成するとともに、一側系統の端末接続路8を形成する接続配管Heを含めて、それら一側系統の往路配管Hs,還路配管Hr,接続配管Heの三者を互いに同一口径にし、同じく、他側系統の塗料往路4′(4a′〜4n′)及び塗料還路5′(5a′〜5n′)の各々を全長にわたって同一口径の配管Hs′,Hr′で形成するとともに、他側系統の端末接続路8′を形成する接続配管He′を含めて、それら他側系統の往路配管Hs′,還路配管Hr′,接続配管He′の三者を互いに同一口径にしてある。
【0059】
また、主塗料往路6及び主塗料還路7の各々を全長にわたって同一口径の配管Hss,Hrrで形成し、そして、それら主往路配管Hss及び主還路配管Hrrも含めて、一側系統の各配管Hs,Hr,He、及び、他側系統の各配管Hs′,Hr′,He′は全て互い同一口径dにするとともに、一側系統の往路配管Hs及び還路配管Hrと他側系統の往路配管Hs′及び還路配管Hr′とは、互いの延設長(すなわち配管長)もほぼ等しくしてある。
【0060】
つまり、この配管構成において互いに同一とする上記配管口径dを適当に選定することにより、一側系統及び他側系統夫々の端末開閉弁V,V′を閉弁した状態での塗料循環において、主往路配管Hssを含め一側系統の往路配管Hs及び他側系統の往路配管Hs′夫々の管内圧力分布が各配管の全長にわたり極力均平になるようにするとともに、主還路配管Hrrを含め一側系統の還路配管Hr及び他側系統の還路配管Hr′夫々の管内圧力分布も各配管の全長にわたり極力均平になるようにし、これにより、各色塗料循環系S(Sa〜Sn)の夫々について、一側系統の塗料往路4(4a〜4n)を形成する往路配管Hs及び一側系統の塗料還路5(5a〜5n)を形成する還路配管Hrを、被塗物搬送経路Kの横一側に位置する複数の塗装ガン装備部2に対する各色塗料T(Ta〜Tn)の分配ヘッダ及び集合ヘッダとして機能させ、また同様に、他側系統の塗料往路4′(4a′〜4n′)を形成する往路配管Hs′及び他側系統の塗料還路5′(5a′〜5n′)を形成する還路配管Hr′を、被塗物搬送経路Kの横他側に位置する複数の塗装ガン装備部2に対する各色塗料T(Ta〜Tn)の分配ヘッダ及び集合ヘッダとして機能させる形態で、各塗装ガン装備部2の塗料バイパス路12(12a〜12n)を通じて各色塗料Tを循環させるようにする。
【0061】
そして、このような塗料循環形態を採ることにより、主往路配管Hss及び主還路配管Hrrを含め各往路配管Hs,Hs及び各還路配管Hr,Hr′における塗料流速を平均的に小さくして通過塗料T(Ta〜Tn)の圧力損失を効果的に低減しながらも、ヘッダとしての各往路配管Hs,Hs′及び各還路配管Hr,Hr′における均平化された管内圧力をもって、各塗装ガン装備部2の塗料バイパス路12(12a〜12n)及び塗料取出路13(13a〜13n)に対し均一に各色塗料T(Ta〜Tn)を供給し得るようにする。
【0062】
また、各塗装ガン装備部2において塗料取出部11を構成するのに、一側系統及び他側系統の夫々において塗料往路4(4a〜4n),4′(4a′〜4n′)の上流側に位置する塗装ガン装備部2ほど、塗料往路4(4a〜4n),4′(4a′〜4n′)から塗料取出路13(13a〜13n)の端末に至るまでの塗料経路長を大きくしてあり、これにより、それら塗料経路長の差による抵抗差をもって各塗装ガン装備部2における塗料取出路13(13a〜13n)の端末部分での塗料供給圧力を一層均一化して、各塗装ガン装備部2に対し一層均一な状態で塗料供給し得るようにしてある。
【0063】
なお、各塗装ガン装備部2において塗料バイパス路12(12a〜12n)及び塗料取出路13(13a〜13n)は可撓性チューブにより形成してあり、これにより、各塗装ガン装備部2での塗料往路4(4a〜4n),4′(4a′〜4n′)から塗料取出路13(13a〜13n)の端末に至るまでの塗料経路長の調整を容易に行えるようにしてある。
【0064】
上記の配管構成において、主還路配管Hrrの下流側端部には、管内洗浄用ピグ22を配管中に装填するピグ装填部23aを設け、主往路配管Hssの上流側端部には、管内洗浄用ピグ22を配管中から取り出すピグ取出部23bを設けてあり、さらに、主往路配管Hss及び主還路配管Hrrには、例えば水や圧縮空気などの洗浄用流体Lを主還路配管Hrrの下流側端部に供給する洗浄用流体供給路24aを接続してあり、一側系統及び他側系統夫々の端末開閉弁V,V′には、その開弁状態において管内洗浄用ピグ22の通過が可能な口径のボール弁を用いてある。
【0065】
つまり、これらピグ装填部23a、ピグ取出部23b、及び、洗浄用流体供給路24aは、管内洗浄用ピグ22を配管内移動させて配管内を洗浄するピグ洗浄手段Cを構成し、ピグ装填部23aにおいて主還路配管Hrrの配管内に管内洗浄用ピグ22を装填した状態で洗浄用流体供給路24aから洗浄用流体Lを供給することで、その洗浄用流体Lの流体圧により、管内洗浄用ピグ22を一側系統の還路配管Hrから開弁状態の端末開閉弁Vを通じ一側系統の往路配管Hsへわたらせるように配管内移動させて、又は、他側系統の還路配管Hr′から開弁状態の端末開閉弁V′を通じ他側系統の往路配管Hs′へわたらせるように配管内移動させて、その管内洗浄用ピグ22をピグ取出部23bから取り出す形態で、それら一側系統及び他側系統の各配管Hs,He,Hr,Hs′,He′,Hr′、並びに、主還路配管Hrr及び主往路配管Hssの管内を管内洗浄用ピグ22による管内付着物の掻き取り、及び、洗浄用流体Lによる洗い流しにより洗浄する。なお、24bは主往路配管Hrrの上流側端部に接続した洗浄用流体排出路である。
【0066】
25は端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)の開閉操作、塗料供給ポンプP(Pa〜Pn)の発停操作、インバータ制御による塗料供給ポンプP(Pa〜Pn)の出力調整操作など、設備運転上の各種操作を行う運転操作部であり、この塗装ブース1では、この運転操作部25からの各種操作により次の如き運転を実施する。
【0067】
各塗装ガン装備部2において各色塗料T(Ta〜Tn)の取り出しを行う塗装作業時には、前述の如く一側系統及び他側系統の端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)を閉弁した状態で塗料供給ポンプP(Pa〜Pn)を運転して、各色塗料T(Ta〜Tn)を各塗装ガン装備部2の塗料バイパス路12(12a〜12n)を通じ循環させるとともに、塗料供給ポンプP(Pa〜Pn)の出力を検出塗料圧力に応じ調整して、各塗装ガン装備部2に対する各色塗料T(Ta〜Tn)の供給圧力を適正圧力に調整する。
【0068】
また、各塗装ガン装備部2での塗料取り出しを休止する塗装作業休止時には、基本的に、一側系統及び他側系統の端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)を開弁した状態で塗料供給ポンプP(Pa〜Pn)を運転して、各色塗料T(Ta〜Tn)を一側系統及び他側系統の端末接続路8(8a〜8n),8′(8a′〜8n′)を通じ循環させるともに、塗料供給ポンプP(Pa〜Pn)の出力を端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)の開弁による流路抵抗の低下分だけ塗装作業時よりも低減し、これにより一層の省エネ化を図る。
【0069】
そしてまた、塗装作業休止時においては定期的に前述の管内洗浄を実施する他、定期的に一側系統及び他側系統の端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)を開弁した状態で塗料供給ポンプP(Pa〜Pn)を運転して、各色塗料T(Ta〜Tn)を一側系統及び他側系統の端末接続路8(8a〜8n),8′(8a′〜8n′)を通じ循環させるともに、塗料供給ポンプP(Pa〜Pn)の出力を大きく増大させ、これにより、端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)の開弁による流路抵抗の低下分だけ塗料供給ポンプP(Pa〜Pn)の出力増大幅を小さなものですませながら、大流量の塗料T(Ta〜Tn)の循環させて配管内沈降物の洗い流しを行う。
【0070】
つまり、本実施形態において、この運転操作部25は塗料供給ポンプP(Pa〜Pn)の出力を調整するポンプ出力調整部を構成する。
【0071】
〔別の実施形態〕
次の本発明の別実施形態を列記する。
【0072】
前述の実施形態においては、塗装往路4,4′及び塗装還路5,5′を一側系統と他側系統との並列2系統に系統分けする例を示したが、複数の塗装ガン装備部2にわたらせて延設する塗装往路4及び塗装還路5は1系統のみにしてもよく、また、並列3系統以上に系統分けしてもよい。
【0073】
前述の実施形態では塗料往路4,4′の下流端と塗料還路5,5′の上流端とを端末開閉弁V,V′を介して接続する例を示したが、塗料往路4,4の下流端と塗料還路5,5′の上流端とを端末流量調整弁を介し接続して、各塗装ガン装備2で塗料の取り出しを行う塗装作業時には、その端末流量調整弁の開度を小さくして端末流量調整弁を通じた塗料往路下流端から塗料還路上流端への塗料通過流量を小さく制限し、一方、塗装作業休止時には基本的に端末流量調整弁の開度を大きくして流路抵抗を低減し、その流路抵抗の低減分だけ塗料供給ポンプPの出力を低下させた状態で塗料循環させるようにしてもよい。
【0074】
塗料供給ポンプPの出力を調整するポンプ出力調整部を設ける場合、そのポンプ出力調整部は、塗料供給ポンプPの出力を人為操作により調整するもの、あるいは、検出情報や設定スケジュールなどに基づいて自動的に調整するもののいずれであってもよい。
【0075】
塗装ガン装備部2は前述の実施形態で示したロボット塗装部や手吹き塗装部に限られるものではなく、塗装ガンを往復動作させながら塗装を行うレシプロ式塗装機などであってもよい。また、被塗物Wは自動車ボディーに限られるものではなく、電化製品のケーシングなどであってもよい。
【0076】
本発明による塗料供給設備は、塗装ブースへの適用に限られるものではなく、複数の塗装ガン装備部を有する塗装設備であれば、どのような塗装設備にも適用することができる。
【0077】
前述の実施例では複数色の塗料Tを各塗装ガン装備部2において選択的に取り出す例を示したが、本発明による塗料供給設備は各塗装ガン装備部2において1色の塗料のみを取り出す場合にも適用でき、また、塗料色以外で種別の異なる複数種の塗料を各塗装ガン装備部において選択的に取り出す場合にも適用できる。
【図面の簡単な説明】
【0078】
【図1】塗料供給設備の全体構成を示す概略平面図
【図2】塗料取出部を示す拡大側面図
【図3】塗料取出部を示す拡大側面図
【符号の説明】
【0079】
P 塗料供給ポンプ
4 塗料往路
5 塗料還路
2 塗装ガン装備部
3 塗装ガン
T 塗料
11 塗料取出部
12 塗料バイパス路
13 塗料取出路
15 塗料取出弁
25 運転操作部
8 端末接続路
【技術分野】
【0001】
本発明は、塗装ガンにより被塗物を塗装する複数の塗装ガン装備部に対して塗料を供給する塗料供給設備に関し、
詳しくは、塗料供給ポンプと、その塗料供給ポンプの吐出側に接続した塗料往路と、塗料供給ポンプの吸入側に接続した塗料還路との夫々を複数種(代表的には複数色)の塗料ごとに設けて、それら塗料種ごとの塗料往路及び塗料還路の夫々を複数の塗装ガン装備部にわたらせて延設し、それら塗装ガン装備部の夫々において、塗装ガンに供給する塗料を取り出す塗料取出部を構成するのに、塗料種ごとに、塗料往路と塗料還路とを短絡的に接続する塗料バイパス路を設けて、その塗料バイパス路から塗料取出路を分岐し、この塗料取出路を開閉する塗料取出弁を設けてある塗料供給設備に関する。
【背景技術】
【0002】
この種の塗料供給設備は(図1参照)、各塗装ガン装備部2において所要塗料種の塗料取出弁15を選択的に開弁することで、塗料供給ポンプPにより塗料種別の塗料往路4,4′を通じて塗料種別の塗料バイパス路12に供給される各塗料種の塗料Tのうち所要塗料種の塗料のみを、その所要塗料種の塗料取出路13を通じて取り出せるようにしたものである。
【0003】
また、各塗装ガン装備部2において塗料取出弁15の閉弁により塗料Tの取り出しを停止した際に塗料供給ポンプPにより塗料往路4,4′から塗料バイパス路12に分流される塗料Tの全量、及び、塗料取出弁15の開弁により塗料Tの取り出しを行っている際に塗料供給ポンプPにより塗料往路4,4′から塗料バイパス路12に分流される塗料Tのうちの余剰分を、塗料バイパス路12から塗料還路5,5′に対し短絡的に戻すことで、塗料往路4,4′、各塗装ガン装備部2の塗料バイパス路12、塗料還路5,5′にわたる塗料循環状態を保ち、これにより、それら各路を形成する配管内において塗料溶剤中の塗料成分が沈降するのを防止するようにしたものである。
【0004】
【0005】
【0006】
なお、図1において、10は塗料循環系Sに対して塗料Tを補給する塗料補給路、8,8′は塗料Tの最小循環流量を補償する端末接続路である。
【発明の開示】
【発明が解決しようとする課題】
【0007】
【0008】
【0009】
【0010】
【0011】
【0012】
【0013】
本発明の主たる課題は、塗料供給ポンプの合理的な運転により塗料供給設備におけるポンプ消費動力を効果的に節減する点にある。
【課題を解決するための手段】
【0014】
〔1〕本発明の第1特徴構成は塗料供給設備に係り、その特徴は、
塗料供給ポンプと、その塗料供給ポンプの吐出側に接続した塗料往路と、前記塗料供給ポンプの吸入側に接続した塗料還路との夫々を複数種の塗料ごとに設けて、それら塗料種ごとの塗料往路及び塗料還路の夫々を複数の塗装ガン装備部にわたらせて延設し、
それら塗装ガン装備部の夫々において、塗装ガンに供給する塗料を取り出す塗料取出部を構成するのに、塗料種ごとに、前記塗料往路と前記塗料還路とを短絡的に接続する塗料バイパス路を設けて、その塗料バイパス路から塗料取出路を分岐し、この塗料取出路を開閉する塗料取出弁を設けてある塗料供給設備において、
塗料種ごとに設けた前記塗料供給ポンプ夫々の出力を調整する運転操作部を設け、
この運転操作部を検出情報又は設定スケジュールに基づいて前記塗装ガン装備部の運転条件の変化に応じ前記塗料供給ポンプ夫々の出力を自動調整するものにしてある点にある。
【0015】
つまり、この第1特徴構成によれば、各塗装ガン装備部の運転状況の変化に応じて塗料供給ポンプの出力を自動調整するから、出力的に余裕のある塗料供給ポンプを常時一定の出力で運転する形態を採るのに比べ、塗料供給ポンプの消費動力を効果的に節減でき、そして、塗料種ごとの塗料供給ポンプとして例えば20色〜30色程度の塗料色ごとの塗料供給ポンプを備える設備では、それら20台〜30台の塗料供給ポンプの夫々について上記の如く消費動力を効果的に節減できることにより、塗料供給設備としてポンプ消費動力の大幅な節減が可能になる。
【0016】
【0017】
【0018】
【0019】
【0020】
【0021】
【0022】
〔2〕本発明の第2特徴構成は、第1特徴構成の実施に好適な実施形態を特定するものであり、その特徴は、
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記塗料供給ポンプの出力を低減するものにしてある点にある。
【0023】
つまり、この第2特徴構成によれば、塗料種ごとの塗料供給ポンプ夫々の塗装作業休止時における出力低減により塗料供給設備としてのポンプ消費動力を効果的に節減できる。
【0024】
【0025】
【0026】
【0027】
〔3〕本発明の第3特徴構成は、第2特徴構成の実施に好適な実施形態を特定するものであり、その特徴は、
塗料種ごとに、塗料の最小循環流量を補償する端末接続路を設けて、この端末接続路に端末流量調整弁を介装し、
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記端末流量調整弁の開度を大きくするものにしてある点にある。
【0028】
つまり、この第3特徴構成によれば、端末流量調整弁の開度増大による流路抵抗の低下をもって塗料種ごとの塗料供給ポンプ夫々の消費動力を効果的に節減できる。
【0029】
また、その流路抵抗の低下により溶剤中塗料成分の配管内沈降も効果的に防止することができる。
【0030】
【0031】
【0032】
〔4〕本発明の第4特徴構成は、第1〜第3特徴構成のいずれかの実施に好適な実施形態を特定するものであり、その特徴は、
前記運転操作部を、前記塗装ガン装備部夫々の塗料取出量の変化に応じて前記塗料供給ポンプの出力を調整するものにしてある点にある。
【0033】
つまり、この第4特徴構成によれば、塗装ガン装備部夫々の塗料取出量の変化に応じて塗料種ごとの塗料供給ポンプ夫々の出力を調整するから、出力的に余裕のある塗料供給ポンプを常時一定の出力で運転する形態を採るのに比べ、塗料種ごとの塗料供給ポンプ夫々の消費動力を効果的に節減できる。
【0034】
【0035】
【0036】
【0037】
〔5〕本発明の第5特徴構成は、第1〜第4特徴構成のいずれかの実施に好適な実施形態を特定するものであり、その特徴は、
前記運転操作部を、検出塗料圧力に応じて前記塗料供給ポンプの出力を調整するものにしてある点にある。
【0038】
つまり、この第5特徴構成によれば、前述の如く塗料種ごとの塗料供給ポンプ夫々の消費動力を効果的に低減しながらも、各塗装ガン装備部に対する各塗料の供給圧力を適正圧力にすることができる。
【0039】
【0040】
【0041】
【0042】
【発明を実施するための最良の形態】
【0043】
図1は、コンベアにより順次搬送される被塗物W(本例では自動車ボディー)の塗装を行う塗装ブース1における塗料供給設備を示し、塗装ブース1の内部には、塗装ガン装備部2であるロボット塗装部2Aや手吹き塗装部2Bを被塗物搬送経路Kの横一側及び横他側の夫々で被塗物搬送方向に並設してあり、この塗装ブースでは、被塗物Wの各部を複数の塗装ガン装備部2で分担して順次に塗装する方式や、所謂ウエットオンウエット方式などの重ね塗り塗装における各層の塗装を複数の塗装ガン装備部2で分担して順次に行うなどの方式により、順次搬送される被塗物Wを各塗装ガン装備部2において塗装ガン3により塗装する。
【0044】
被塗物搬送経路Kの横一側方における塗装ブース1の外側部には、被塗物搬送経路Kの横一側に位置する複数の塗装ガン装備部2にわたらせる状態で、一側系統の塗料往路4及び塗料還路5を被塗物搬送方向に延設し、同じく、被塗物搬送経路Kの横他側方における塗装ブース1の外側部には、被塗物搬送経路Kの横他側に位置する複数の塗装ガン装備部2にわたらせる状態で、他側系統の塗料往路4′及び塗料還路5′を被塗物搬送方向に延設してある。
【0045】
一側系統の塗料往路4と他側系統の塗料往路4′とは、それらの延設方向における一端(すなわち、それらの上流端)を主塗料往路6に対し並列に接続してあり、その主塗料往路6は塗装ブース1の外部に設置した塗料供給ポンプPの吐出口に接続してある。また、一側系統の塗料還路5と他側系統の塗料還路5′とは、それらの延設方向における一端(すなわち、それらの下流端)を主塗料還路7に対し並列に接続してあり、その主塗料還路7は塗装供給ポンプPの吸入口に接続してある。
【0046】
一側系統の塗料往路4と塗料還路5とは、それらの延設方向における他端どうし(すなわち、塗料往路4の下流端と塗料還路5の上流端)を端末接続路8により接続して、その端末接続路8には一側系統の端末開閉弁Vを介装してあり、同じく、他側系統の塗料往路4′と塗料還路5′とは、それらの延設方向における他端どうし(すなわち、塗料往路4′の下流端と塗料還路5′の上流端)を端末接続路8′により接続して、その端末接続路8′には他側系統の端末開閉弁V′を介装してある。
【0047】
塗装ブース1の外部には塗料タンク9を設置し、この塗料タンク9は塗料補給路10を通じて主塗料還路7の下流側端部に接続してあり、上記した一側系統の各路4,8,5、他側系統の各路4′,8′,5′、並びに、主塗料往路6,主塗料還路7をもって形成する塗料循環系Sに対し、この塗料補給路10を通じて塗料タンク9から塗料Tを補給する構成にしてある。
【0048】
なお、図1では塗料タンク9、塗料補給路10、塗料供給ポンプPを含む上記塗料循環系Sの1つのみを示してあるが、この塗装ブース1では各塗装ガン装備部2での塗装において被塗物Wごとの塗色変更を可能にするため、上記塗料循環系Sを互いに色の異なる20色〜30色程度のn色の塗料Ta〜Tn(本例では水を溶剤とするn色の水性塗料)について同一の配管形態で各別に設けてあり、表記の塗料循環系Sは、これら各色塗料Ta〜Tnごとに設けた塗料循環系Sa〜Snの夫々を代表するものである。
【0049】
すなわち、一側系統の塗料往路4、塗料還路5、端末接続路8は、各色塗料Ta〜Tnごとに設けた一側系統の塗料往路4a〜4n、塗料還路5a〜5n、端末接続路8a〜8nの夫々を代表し、他側系統の塗料往路4′、塗料還路5′、端末接続路8′は、各色塗料Ta〜Tnごとに設けた他側系統の塗料往路4a′〜4n′、塗料還路5a′〜5n′、端末接続路8a′〜8n′の夫々を代表し、主塗料往路6、主塗料還路7、塗料供給ポンプPは、各色塗料Ta〜Tnごとに設けた主塗料往路6a〜6n、主塗料還路7a〜7n、塗料供給ポンプPa〜Pnの夫々を代表し、塗料タンク9,塗料補給路10は、各色塗料Ta〜Tnごとに設けた塗料タンク9a〜9n、塗料補給路10a〜10nの夫々を代表するものである。
【0050】
各塗装ガン装備部2には、塗装ガン3に供給する塗料T(Ta〜Tn)を上記色別の塗料循環系S(Sa〜Sn)から選択的に取り出す塗料取出部11を設けてあり、この塗料取出部11は、各塗装ガン装備部2の夫々において、図2,図3に示す如く各色塗料T(Ta〜Tn)ごとに最寄の塗料往路4(4a〜4n),4′(4a′〜4n′)と最寄の塗料還路5(5a〜5n),5′(5a′〜5n′)とを短絡的に接続する塗料バイパス路12(12a〜12n)を設けて、それら塗料バイパス路12(12a〜12n)から色別の塗料取出路13(13a〜13n)を分岐し、これら塗料取出路13(13a〜13n)を色替バルブユニット14における色別の塗料取出弁15(15a〜15n)に対し各別に接続した構成にしてある。
【0051】
そして、塗装ブース1のブース壁1aに固定した色替バルブユニット14には、各塗料取出路13(13a〜13n)を各別に接続する上記色別の塗料取出弁15(15a〜15n)を並列に接続したマニホールド管14aを設けてあり、塗料取出部11の端末構造としては、このマニホールド管14aから延出させた各色共通の端末取出路16をブース壁1aに貫通させて塗装ブース1の内部に臨ませた構造にしてある。
【0052】
つまり、各塗装ガン装備部2において所要色の塗料取出弁15(15a〜15n)を選択的に開弁することで、塗料供給ポンプP(Pa〜Pn)により色別の塗料往路4(4a〜4n),4′(4a′〜4n′)を通じて色別の塗料バイパス路12(12a〜12n)に供給される各色塗料T(Ta〜Tn)のうち所要色の塗料のみを、その所要色の塗料取出路13(13a〜13n)を通じ色替バルブユニット14のマニホールド管14aに導入して端末取出路16へ送出するようにしてある。
【0053】
そして、各塗装ガン装備部2において色別の塗料バイパス路12(12a〜12n)に供給される各色塗料T(Ta〜Tn)のうち所要色以外の塗料、及び、所要色塗料のうちの余剰分については、各塗料バイパス路12(12a〜12n)を通じ色別の塗料還路5(5a〜5n),5′(5a′〜5n′)に対し短絡的に戻し、これにより、各色塗料T(Ta〜Tn)について、塗料往路4(4a〜4n),4′(4a′〜4n′)と各塗装ガン装備部2の塗料バイパス路12(12a〜12n)と塗料還路5(5a〜5n),5′(5a′〜5n′)とにわたる塗料循環状態を保つようにしてある。
【0054】
すなわち、このように各色の塗料循環系S(Sa〜Sn)において塗料T(Ta〜Tn)の循環状態を保つことで、各塗料循環系S(Sa〜Sn)を形成する配管内において塗料溶剤(本例では水)中の塗料成分が沈降するのを防止する。
【0055】
塗装ガン装備部2のうち塗装ロボット17により塗装を行うロボット塗装部2Aについては、ブース壁1aの内側に配設したドッキングステーション18に色替バルブユニット14からの端末取出路16を接続してあり、これに対し、塗装ロボット17のアーム先端に配備した塗装ガン3(3A)には、一回の塗装で使用する塗料Tを充填する塗料充填タンク19を装備してある。
【0056】
すなわち、ロボット塗装部2Aでは、一回の塗装を終えるごとに塗装ロボット17の動作により塗装ガン3Aをドッキングステーション18へ移動させて、塗装ガン側のドッキングポート20aとドッキングステーション側のドッキングポート20とを接合することで、次の塗装に用いる所要色の塗料T(Ta〜Tn)を端末取出路16から塗装ガン3Aの塗料充填タンク19に充填し、その塗料充填の完了後、再び塗装ロボット17の動作により両ドッキングポート20a,20bを切り離して塗装ガン3Aを塗装作業側に移動させた状態で、塗料充填タンク19内の塗料T(Ta〜Tn)を用いて次回の塗装を行う方式を採っている。
【0057】
一方、塗装ガン装備部2のうち作業者が手吹き用塗装ガン3(3B)を用いて塗装を行う手吹き塗装部2Bについては、塗料供給ホース21を通じて手吹き用塗装ガン3(3B)を端末取出路16に接続してあり、各回の塗装において、この塗料供給ホース21を通じ所要色の塗料T(Ta〜Tn)を手吹き用塗装ガン3Bに供給する。
【0058】
配管構成については図4に示す如く、各色塗料循環系S(Sa〜Sn)の夫々について、一側系統の塗料往路4(4a〜4n)及び塗料還路5(5a〜5n)の各々を全長にわたって同一口径の配管Hs,Hrで形成するとともに、一側系統の端末接続路8を形成する接続配管Heを含めて、それら一側系統の往路配管Hs,還路配管Hr,接続配管Heの三者を互いに同一口径にし、同じく、他側系統の塗料往路4′(4a′〜4n′)及び塗料還路5′(5a′〜5n′)の各々を全長にわたって同一口径の配管Hs′,Hr′で形成するとともに、他側系統の端末接続路8′を形成する接続配管He′を含めて、それら他側系統の往路配管Hs′,還路配管Hr′,接続配管He′の三者を互いに同一口径にしてある。
【0059】
また、主塗料往路6及び主塗料還路7の各々を全長にわたって同一口径の配管Hss,Hrrで形成し、そして、それら主往路配管Hss及び主還路配管Hrrも含めて、一側系統の各配管Hs,Hr,He、及び、他側系統の各配管Hs′,Hr′,He′は全て互い同一口径dにするとともに、一側系統の往路配管Hs及び還路配管Hrと他側系統の往路配管Hs′及び還路配管Hr′とは、互いの延設長(すなわち配管長)もほぼ等しくしてある。
【0060】
つまり、この配管構成において互いに同一とする上記配管口径dを適当に選定することにより、一側系統及び他側系統夫々の端末開閉弁V,V′を閉弁した状態での塗料循環において、主往路配管Hssを含め一側系統の往路配管Hs及び他側系統の往路配管Hs′夫々の管内圧力分布が各配管の全長にわたり極力均平になるようにするとともに、主還路配管Hrrを含め一側系統の還路配管Hr及び他側系統の還路配管Hr′夫々の管内圧力分布も各配管の全長にわたり極力均平になるようにし、これにより、各色塗料循環系S(Sa〜Sn)の夫々について、一側系統の塗料往路4(4a〜4n)を形成する往路配管Hs及び一側系統の塗料還路5(5a〜5n)を形成する還路配管Hrを、被塗物搬送経路Kの横一側に位置する複数の塗装ガン装備部2に対する各色塗料T(Ta〜Tn)の分配ヘッダ及び集合ヘッダとして機能させ、また同様に、他側系統の塗料往路4′(4a′〜4n′)を形成する往路配管Hs′及び他側系統の塗料還路5′(5a′〜5n′)を形成する還路配管Hr′を、被塗物搬送経路Kの横他側に位置する複数の塗装ガン装備部2に対する各色塗料T(Ta〜Tn)の分配ヘッダ及び集合ヘッダとして機能させる形態で、各塗装ガン装備部2の塗料バイパス路12(12a〜12n)を通じて各色塗料Tを循環させるようにする。
【0061】
そして、このような塗料循環形態を採ることにより、主往路配管Hss及び主還路配管Hrrを含め各往路配管Hs,Hs及び各還路配管Hr,Hr′における塗料流速を平均的に小さくして通過塗料T(Ta〜Tn)の圧力損失を効果的に低減しながらも、ヘッダとしての各往路配管Hs,Hs′及び各還路配管Hr,Hr′における均平化された管内圧力をもって、各塗装ガン装備部2の塗料バイパス路12(12a〜12n)及び塗料取出路13(13a〜13n)に対し均一に各色塗料T(Ta〜Tn)を供給し得るようにする。
【0062】
また、各塗装ガン装備部2において塗料取出部11を構成するのに、一側系統及び他側系統の夫々において塗料往路4(4a〜4n),4′(4a′〜4n′)の上流側に位置する塗装ガン装備部2ほど、塗料往路4(4a〜4n),4′(4a′〜4n′)から塗料取出路13(13a〜13n)の端末に至るまでの塗料経路長を大きくしてあり、これにより、それら塗料経路長の差による抵抗差をもって各塗装ガン装備部2における塗料取出路13(13a〜13n)の端末部分での塗料供給圧力を一層均一化して、各塗装ガン装備部2に対し一層均一な状態で塗料供給し得るようにしてある。
【0063】
なお、各塗装ガン装備部2において塗料バイパス路12(12a〜12n)及び塗料取出路13(13a〜13n)は可撓性チューブにより形成してあり、これにより、各塗装ガン装備部2での塗料往路4(4a〜4n),4′(4a′〜4n′)から塗料取出路13(13a〜13n)の端末に至るまでの塗料経路長の調整を容易に行えるようにしてある。
【0064】
上記の配管構成において、主還路配管Hrrの下流側端部には、管内洗浄用ピグ22を配管中に装填するピグ装填部23aを設け、主往路配管Hssの上流側端部には、管内洗浄用ピグ22を配管中から取り出すピグ取出部23bを設けてあり、さらに、主往路配管Hss及び主還路配管Hrrには、例えば水や圧縮空気などの洗浄用流体Lを主還路配管Hrrの下流側端部に供給する洗浄用流体供給路24aを接続してあり、一側系統及び他側系統夫々の端末開閉弁V,V′には、その開弁状態において管内洗浄用ピグ22の通過が可能な口径のボール弁を用いてある。
【0065】
つまり、これらピグ装填部23a、ピグ取出部23b、及び、洗浄用流体供給路24aは、管内洗浄用ピグ22を配管内移動させて配管内を洗浄するピグ洗浄手段Cを構成し、ピグ装填部23aにおいて主還路配管Hrrの配管内に管内洗浄用ピグ22を装填した状態で洗浄用流体供給路24aから洗浄用流体Lを供給することで、その洗浄用流体Lの流体圧により、管内洗浄用ピグ22を一側系統の還路配管Hrから開弁状態の端末開閉弁Vを通じ一側系統の往路配管Hsへわたらせるように配管内移動させて、又は、他側系統の還路配管Hr′から開弁状態の端末開閉弁V′を通じ他側系統の往路配管Hs′へわたらせるように配管内移動させて、その管内洗浄用ピグ22をピグ取出部23bから取り出す形態で、それら一側系統及び他側系統の各配管Hs,He,Hr,Hs′,He′,Hr′、並びに、主還路配管Hrr及び主往路配管Hssの管内を管内洗浄用ピグ22による管内付着物の掻き取り、及び、洗浄用流体Lによる洗い流しにより洗浄する。なお、24bは主往路配管Hrrの上流側端部に接続した洗浄用流体排出路である。
【0066】
25は端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)の開閉操作、塗料供給ポンプP(Pa〜Pn)の発停操作、インバータ制御による塗料供給ポンプP(Pa〜Pn)の出力調整操作など、設備運転上の各種操作を行う運転操作部であり、この塗装ブース1では、この運転操作部25からの各種操作により次の如き運転を実施する。
【0067】
各塗装ガン装備部2において各色塗料T(Ta〜Tn)の取り出しを行う塗装作業時には、前述の如く一側系統及び他側系統の端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)を閉弁した状態で塗料供給ポンプP(Pa〜Pn)を運転して、各色塗料T(Ta〜Tn)を各塗装ガン装備部2の塗料バイパス路12(12a〜12n)を通じ循環させるとともに、塗料供給ポンプP(Pa〜Pn)の出力を検出塗料圧力に応じ調整して、各塗装ガン装備部2に対する各色塗料T(Ta〜Tn)の供給圧力を適正圧力に調整する。
【0068】
また、各塗装ガン装備部2での塗料取り出しを休止する塗装作業休止時には、基本的に、一側系統及び他側系統の端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)を開弁した状態で塗料供給ポンプP(Pa〜Pn)を運転して、各色塗料T(Ta〜Tn)を一側系統及び他側系統の端末接続路8(8a〜8n),8′(8a′〜8n′)を通じ循環させるともに、塗料供給ポンプP(Pa〜Pn)の出力を端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)の開弁による流路抵抗の低下分だけ塗装作業時よりも低減し、これにより一層の省エネ化を図る。
【0069】
そしてまた、塗装作業休止時においては定期的に前述の管内洗浄を実施する他、定期的に一側系統及び他側系統の端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)を開弁した状態で塗料供給ポンプP(Pa〜Pn)を運転して、各色塗料T(Ta〜Tn)を一側系統及び他側系統の端末接続路8(8a〜8n),8′(8a′〜8n′)を通じ循環させるともに、塗料供給ポンプP(Pa〜Pn)の出力を大きく増大させ、これにより、端末開閉弁V(Va〜Vn),V′(Va′〜Vn′)の開弁による流路抵抗の低下分だけ塗料供給ポンプP(Pa〜Pn)の出力増大幅を小さなものですませながら、大流量の塗料T(Ta〜Tn)の循環させて配管内沈降物の洗い流しを行う。
【0070】
つまり、本実施形態において、この運転操作部25は塗料供給ポンプP(Pa〜Pn)の出力を調整するポンプ出力調整部を構成する。
【0071】
〔別の実施形態〕
次の本発明の別実施形態を列記する。
【0072】
前述の実施形態においては、塗装往路4,4′及び塗装還路5,5′を一側系統と他側系統との並列2系統に系統分けする例を示したが、複数の塗装ガン装備部2にわたらせて延設する塗装往路4及び塗装還路5は1系統のみにしてもよく、また、並列3系統以上に系統分けしてもよい。
【0073】
前述の実施形態では塗料往路4,4′の下流端と塗料還路5,5′の上流端とを端末開閉弁V,V′を介して接続する例を示したが、塗料往路4,4の下流端と塗料還路5,5′の上流端とを端末流量調整弁を介し接続して、各塗装ガン装備2で塗料の取り出しを行う塗装作業時には、その端末流量調整弁の開度を小さくして端末流量調整弁を通じた塗料往路下流端から塗料還路上流端への塗料通過流量を小さく制限し、一方、塗装作業休止時には基本的に端末流量調整弁の開度を大きくして流路抵抗を低減し、その流路抵抗の低減分だけ塗料供給ポンプPの出力を低下させた状態で塗料循環させるようにしてもよい。
【0074】
塗料供給ポンプPの出力を調整するポンプ出力調整部を設ける場合、そのポンプ出力調整部は、塗料供給ポンプPの出力を人為操作により調整するもの、あるいは、検出情報や設定スケジュールなどに基づいて自動的に調整するもののいずれであってもよい。
【0075】
塗装ガン装備部2は前述の実施形態で示したロボット塗装部や手吹き塗装部に限られるものではなく、塗装ガンを往復動作させながら塗装を行うレシプロ式塗装機などであってもよい。また、被塗物Wは自動車ボディーに限られるものではなく、電化製品のケーシングなどであってもよい。
【0076】
本発明による塗料供給設備は、塗装ブースへの適用に限られるものではなく、複数の塗装ガン装備部を有する塗装設備であれば、どのような塗装設備にも適用することができる。
【0077】
前述の実施例では複数色の塗料Tを各塗装ガン装備部2において選択的に取り出す例を示したが、本発明による塗料供給設備は各塗装ガン装備部2において1色の塗料のみを取り出す場合にも適用でき、また、塗料色以外で種別の異なる複数種の塗料を各塗装ガン装備部において選択的に取り出す場合にも適用できる。
【図面の簡単な説明】
【0078】
【図1】塗料供給設備の全体構成を示す概略平面図
【図2】塗料取出部を示す拡大側面図
【図3】塗料取出部を示す拡大側面図
【符号の説明】
【0079】
P 塗料供給ポンプ
4 塗料往路
5 塗料還路
2 塗装ガン装備部
3 塗装ガン
T 塗料
11 塗料取出部
12 塗料バイパス路
13 塗料取出路
15 塗料取出弁
25 運転操作部
8 端末接続路
【特許請求の範囲】
【請求項1】
塗料供給ポンプと、その塗料供給ポンプの吐出側に接続した塗料往路と、前記塗料供給ポンプの吸入側に接続した塗料還路との夫々を複数種の塗料ごとに設けて、それら塗料種ごとの塗料往路及び塗料還路の夫々を複数の塗装ガン装備部にわたらせて延設し、
それら塗装ガン装備部の夫々において、塗装ガンに供給する塗料を取り出す塗料取出部を構成するのに、塗料種ごとに、前記塗料往路と前記塗料還路とを短絡的に接続する塗料バイパス路を設けて、その塗料バイパス路から塗料取出路を分岐し、この塗料取出路を開閉する塗料取出弁を設けてある塗料供給設備であって、
塗料種ごとに設けた前記塗料供給ポンプ夫々の出力を調整する運転操作部を設け、
この運転操作部を検出情報又は設定スケジュールに基づいて前記塗装ガン装備部の運転条件の変化に応じ前記塗料供給ポンプ夫々の出力を自動調整するものにしてある塗料供給設備。
【請求項2】
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記塗料供給ポンプの出力を低減するものにしてある請求項1記載の塗料供給設備。
【請求項3】
塗料種ごとに、塗料の最小循環流量を補償する端末接続路を設けて、この端末接続路に端末流量調整弁を介装し、
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記端末流量調整弁の開度を大きくするものにしてある請求項2記載の塗料供給設備。
【請求項4】
前記運転操作部を、前記塗装ガン装備部夫々の塗料取出量の変化に応じて前記塗料供給ポンプの出力を調整するものにしてある請求項1〜3のいずれか1項に記載の塗料供給設備。
【請求項5】
前記運転操作部を、検出塗料圧力に応じて前記塗料供給ポンプの出力を調整するものにしてある請求項1〜4のいずれか1項に記載の塗料供給設備。
【請求項1】
塗料供給ポンプと、その塗料供給ポンプの吐出側に接続した塗料往路と、前記塗料供給ポンプの吸入側に接続した塗料還路との夫々を複数種の塗料ごとに設けて、それら塗料種ごとの塗料往路及び塗料還路の夫々を複数の塗装ガン装備部にわたらせて延設し、
それら塗装ガン装備部の夫々において、塗装ガンに供給する塗料を取り出す塗料取出部を構成するのに、塗料種ごとに、前記塗料往路と前記塗料還路とを短絡的に接続する塗料バイパス路を設けて、その塗料バイパス路から塗料取出路を分岐し、この塗料取出路を開閉する塗料取出弁を設けてある塗料供給設備であって、
塗料種ごとに設けた前記塗料供給ポンプ夫々の出力を調整する運転操作部を設け、
この運転操作部を検出情報又は設定スケジュールに基づいて前記塗装ガン装備部の運転条件の変化に応じ前記塗料供給ポンプ夫々の出力を自動調整するものにしてある塗料供給設備。
【請求項2】
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記塗料供給ポンプの出力を低減するものにしてある請求項1記載の塗料供給設備。
【請求項3】
塗料種ごとに、塗料の最小循環流量を補償する端末接続路を設けて、この端末接続路に端末流量調整弁を介装し、
前記運転操作部を、前記塗装ガン装備部での塗料取り出しを休止する塗装作業休止時には前記塗装ガン装備部で塗料の取り出しを行う塗装作業時に比べて前記端末流量調整弁の開度を大きくするものにしてある請求項2記載の塗料供給設備。
【請求項4】
前記運転操作部を、前記塗装ガン装備部夫々の塗料取出量の変化に応じて前記塗料供給ポンプの出力を調整するものにしてある請求項1〜3のいずれか1項に記載の塗料供給設備。
【請求項5】
前記運転操作部を、検出塗料圧力に応じて前記塗料供給ポンプの出力を調整するものにしてある請求項1〜4のいずれか1項に記載の塗料供給設備。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2008−86998(P2008−86998A)
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願番号】特願2007−334155(P2007−334155)
【出願日】平成19年12月26日(2007.12.26)
【分割の表示】特願2005−377433(P2005−377433)の分割
【原出願日】平成17年12月28日(2005.12.28)
【出願人】(000149790)株式会社大気社 (136)
【Fターム(参考)】
【公開日】平成20年4月17日(2008.4.17)
【国際特許分類】
【出願日】平成19年12月26日(2007.12.26)
【分割の表示】特願2005−377433(P2005−377433)の分割
【原出願日】平成17年12月28日(2005.12.28)
【出願人】(000149790)株式会社大気社 (136)
【Fターム(参考)】
[ Back to top ]