
塗膜付きフィルムの製造方法
【課題】アンダーバイトのスロットダイを用いた同時重層塗布において、上側の塗膜の膜切れの発生を抑制できる、塗膜付きフィルムの製造方法を提供する。
【解決手段】減圧チャンバー200を備えるアンダーバイトのスロットダイ160から連続走行するウエブ120の表面に複数の塗布液を供給し、ウエブ120とスロットダイ160との間にビートを形成する。減圧チャンバー200の真空度を、塗布開始時には定常状態の真空度より低くし、その後定常状態の真空度まで高くし、2層の塗膜300,310をウエブ120の表面に同時に形成する。
【解決手段】減圧チャンバー200を備えるアンダーバイトのスロットダイ160から連続走行するウエブ120の表面に複数の塗布液を供給し、ウエブ120とスロットダイ160との間にビートを形成する。減圧チャンバー200の真空度を、塗布開始時には定常状態の真空度より低くし、その後定常状態の真空度まで高くし、2層の塗膜300,310をウエブ120の表面に同時に形成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗膜付きフィルムの製造方法であって、特に、エクストルージョン型のダイを用いて連続搬送されるウエブの表面に塗布液を塗布し、複数の塗膜を同時に形成する塗膜付きフィルム製造方法に関する。
【背景技術】
【0002】
従来、可撓性支持体(以下、ウエブとも称する。)の表面に所望の厚さの塗布膜(塗布層)を塗布、製膜する塗布装置として、バーコータ方式、リバースロールコータ方式、グラビアロールコータ方式、エクストルージョンコータなどのスロットダイコータ方式などが知られている。
【0003】
この中でもスロットダイコータ方式の塗布装置は、他の方式と比較して高速で薄膜(薄層)の塗布が可能であることから多用されている。近年、パソコンの普及や家庭用テレビの薄型化に伴い、液晶モニタの需要が増大し、薄膜の製膜が必要な偏光フィルム、光学補償フィルム等の光学フィルムの需要も高まってきている。これに伴って、薄い塗膜を、同時に重層塗布できるスロットダイコータ方式の塗布装置が注目されている。
【0004】
このようなスロットダイコータ方式の塗布装置として、例えば、特許文献1に記載された塗布装置がある。特許文献1に記載された塗布装置は、スロットダイのスロットには、当該スロットから支持体に向かって吐出される塗布液の塗布幅を規制する幅規制部材が挿入され、前記幅規制部材の先端面が上流側ダイ先端面と略連続するとともに下流側ダイ先端面と略連続している。
【0005】
これにより、塗布液の回り込みを防いで塗布液を精度良く吐出させることができるとしている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−272270号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来、まだ薄膜が要求されず、厚膜をスロットダイコータ方式の装置で製膜していた時は、粘度の高い塗布液を使用し、オーバーバイトのスロットダイを使用して塗膜を形成していた。
【0008】
オーバーバイトのスロットダイとは、スロットダイを構成するスロットブロック(単にブロックとも称する。)のうち、ウエブの進行方向の最下流側のスロットブロック(最下流ブロックと称する。)の先端部(リップと称する。)が、最下流ブロックに隣接するスロットブロック(隣接ブロックと称する。)のリップよりも下に突き出しているものを言う。
【0009】
別の言い方をすれば、最下流ブロックのリップとウエブとの距離が、隣接ブロックとウエブとの距離よりも短いスロットダイのことをオーバーバイトのスロットダイという。
【0010】
ところが、近年、光学フィルムにおいて、重層塗布された上側の塗膜を薄く(例えば、30μm以下のウエット膜厚)することが求められている。上側の塗膜を薄膜化するためには、粘度の低い(例えば、40mPa・s以下)塗布液を使用する方が有利である。しかしながら、従来のオーバーバイトのスロットダイでは、低い粘度の塗布液を用いるとうまく塗膜を形成できず、重層塗布できないという問題が発生した。
【0011】
本発明者等は、アンダーバイトのスロットダイを用いることにより、この問題を解決できることを発見した。アンダーバイトのスロットダイとは、最下流ブロックのリップが隣接ブロックのリップよりも引っ込んでいるものを言う。
【0012】
別の言い方をすれば、最下流ブロックのリップとウエブとの距離が、隣接ブロックのリップとウエブとの距離よりも長いスロットダイのことをアンダーバイトのスロットダイという。
【0013】
ところが、アンダーバイトのスロットダイを用いて低粘度の塗布液を重層塗布すると、従来のオーバーバイトのスロットダイを用いた時に発生しなかった、新たな問題が分かった。
【0014】
その問題とは、重層塗布された上側の塗膜が、膜切れを起こすと、塗布開始後では上側の塗膜を回復できないことである。この現象は、ウエブとスロットダイとの間において塗布液ビードを安定させるために、スロットダイの上流を減圧チャンバーで減圧するときに発生する。
【0015】
塗膜の膜切れの発生メカニズムは次のように推測される。減圧チャンバーで減圧すると、上側の塗膜がウエブ搬送方向上流側だけでなく、ウエブ幅方向端部側にも引っ張られる。つまり、上側の塗膜が端部側に広がることになる。特に、アンダーバイトのスロットダイでは、最下流リップの先端とウエブとの距離が大きい。したがって、圧力損失が小さくなり、上側の塗膜がウエブの端部側に広がりやすくなる。そのため、塗布開始直後の不安定な状態のときに端部の塗布液不足が生じると、膜切れを起こしやすくなると考えられる。
【0016】
本発明者らは、鋭意検討した結果、減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高く調整することにより、上側の塗膜の膜切れを生じずに走行するウエブに同時重層塗布できることを見出し、本発明に至った。
【0017】
本発明は、かかる課題を解決するため、同時重層塗布において、上側の塗膜の膜切れを抑制できる塗膜付きフィルムの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明の一態様による、連続走行するウエブに塗布液を供給し塗膜を形成する塗膜付きフィルムの製造方法は、(a)少なくとも、前記ウエブの進行方向の下流側から第1のブロックと、第2のブロックと、第3のブロックの順で構成されるダイコータと、前記第1のブロックと前記第2のブロックとにより第1のマニホールドと第1のスロットが構成され、前記第2のブロックと前記第3のブロックとにより第2のマニホールドと第2のスロットが構成され、最下流の前記第1のブロックの前記ウエブに対向する先端が、前記第2のブロックの前記ウエブに対向する先端よりも前記ウエブから離れる方向に位置するように配置されており、(b)前記ダイコータの上流に配置された減圧チャンバーと、を備える塗布装置を準備する第1のステップと、前記ダイコータの前記第1のスロット及び前記第2のスロットから塗布液を吐出させながら、塗布時における前記塗布装置と前記ウエブとの所定クリアランスより大きなクリアランスとなる位置で前記塗布装置を待機させる第2のステップと、前記塗布装置を所定クリアランスとなる位置に移動し、バックアップローラに支持されて連続走行する前記ウエブの表面に複数の塗布液を前記ダイコータから供給し、前記ウエブと前記ダイコータとの間にビートを形成し、前記減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高くし、少なくとも2層の塗膜を同時に形成する第3のステップと、を少なくとも有する。
【0019】
塗布開始時(いわゆる非定常時)の真空度を、所定の真空度(塗布が安定するいわゆる定常時)より、低くし、その後所定の真空度まで高くすることにより、アンダーバイトのスロットダイを用いて連続走行するウエブに同時重層塗布した場合でも、上側の塗膜の膜切れを抑制でき、良好な塗膜を形成することが可能となる。
【0020】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、塗布開始時の真空度は、前記2層の塗膜のうち上側の塗膜が膜切れしない真空度である。
【0021】
減圧チャンバーの減圧による上側の塗膜の膜切れを効果的に防止するためである。
【0022】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、塗布開始時の真空度は、所定の真空度の0.1〜0.9倍である。好ましくは0.1〜0.5倍である。
【0023】
つまり、塗布開始時において、あえてチャンバー内の圧力を高くして塗りつける設定にしておいて、上層が切れずに塗りついた後にチャンバー内の圧力を更に下げることを意味する。
【0024】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、前記ダイコータから供給される塗布液の塗布量を、塗布開始時は所定の塗布量より多くし、その後所定の塗布量にする。
【0025】
塗布開始時の塗布量を多くすることにより、非定常時の塗布液不足に起因する塗膜の膜切れを、効果的に抑制することができる。
【0026】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、塗布開始時の塗布量が、所定の塗布量の1.2〜1.5倍である。
【0027】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記複数の塗布液は、40mPa・s以下の粘度を有する。
【発明の効果】
【0028】
アンダーバイトのスロットダイを用いて連続走行するウエブに同時重層塗布した場合でも、上側の塗膜の膜切れを抑制でき、良好な塗膜を形成することができる。
【図面の簡単な説明】
【0029】
【図1】塗布装置の一例を示す断面図である。
【図2】塗膜つきフィルムの製造方法を示す概略図である。
【発明を実施するための形態】
【0030】
以下、添付図面を参照しながら、本発明を実施するための形態を詳細に説明する。ここで、図中、同一の記号で示される部分は、同様の機能を有する同様の要素である。また、本明細書中で、数値範囲を“ 〜 ”を用いて表す場合は、“ 〜 ”で示される上限、下限の数値も数値範囲に含むものとする。
【0031】
本実施の形態に使用される塗布装置は、減圧チャンバーを備えるエクストルージョン型のダイを用いるものであり、バックアップローラに支持されて連続走行するウエブの表面に塗布液を塗布し、前記塗布液を前記ウエブの表面に2層以上の塗膜を同時に形成することにより、塗膜付きフィルムを作製するものである。
【0032】
塗布装置の一実施形態について図1を参照して説明する。
【0033】
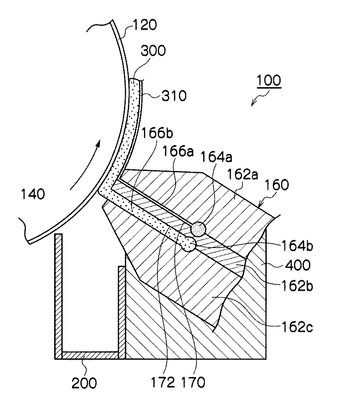
塗布装置100は、ウエブ120に塗布液を供給するスロットダイ160と、減圧チャンバー200を主に備えて構成される。スロットダイ160と減圧チャンバー200とは基台400に搭載される。基台400は移動可能で構成される。基台400を移動することにより、スロットダイ160と減圧チャンバー200とを移動することができる。
【0034】
スロットダイ160は、ウエブ120の進行方向の下流側から第1のブロック162a、第2のブロック162b、第3のブロック162cで構成される。スロットダイ160の内部には、これら複数のブロックを組み合わせることにより、第1のマニホールド164a、第2のマニホールド164b及び、前記第1のマニホールド164a、第2のマニホールド164bに連通し、スロットダイ160の先端部に延在する第1のスロット166a、第2のスロット166bが形成される。また、第1のスロット166a、第2のスロット166bの両端部(図1において手前側と奥側の両端部)には、図示しないスペーサが嵌合される。
【0035】
ウエブ120は回転するバックアップローラ140に支持され、例えば、30m〜50m/分で連続走行する。ウエブ120と、スロットダイ160の第1のスロット166a、第2のスロット166bとが対向するよう塗布装置100が配置される。
【0036】
第1のマニホールド164a、第2のマニホールド164bは、その形状の断面が曲線で構成されており、その形状は、図1に示すように略円形の形状でもよく、半円形でも良い。第1のマニホールド164a、第2のマニホールド164bは、スロットダイ160の幅方向(ウエブ120の搬送方向に対して垂直方向)にその断面形状を延長された塗布液の液溜め空間である。
【0037】
ここで、図1には、3つの第1のブロック162a、第2のブロック162b、第3のブロック162cと、2つの第1のマニホールド164a、第2のマニホールド164b及び、2つの第1のスロット166a、第2のスロット166bが、図示されている。しかしながら、ブロックの個数は3つに限定されるものではなく、ポケット及びスロットの個数も2つに限定されるものではない。必要とされる塗布膜の種類、数に応じて必要な数量のブロックで、必要な数量のマニホールド、スロットを形成することが可能である。
【0038】
ダイの先端部であるリップは、ウエブ120と所定の距離離して設置される。ウエブ120の搬送方向に対して最下流(これ以後、上流、下流、上流側、下流側との記載は、全てウエブ120の搬送方向に対して上流(側)、下流(側)を意味する。)に位置するブロックである第1のブロック162aの先端部を下流リップと称し、真ん中のブロック(下流リップの隣のブロックであり、最下流に位置するブロックよりも一つ上流側に位置するブロック)である第2のブロック162bの先端部を隣接リップと称し、最上流側のブロックである第3のブロック162cの先端部を上流リップと称すると、下流リップとウエブとの距離が、隣接リップとウエブとの距離よりも長くなるようにダイが構成される。本実施の形態のスロットダイ160は、いわゆるアンダーバイトである。
【0039】
スロットダイ160の第1のスロット166aから第1の塗布液170を、第2のスロット166bから第2の塗布液172をウエブに同時に供給する。ウエブ120の表面に下側の塗膜300と上側の塗膜310と同時に形成する。
【0040】
図1は、スロットダイ160から塗布液を所定の塗布液量で供給し、減圧チャンバー200で所定の真空度で減圧している状態を示す。これにより、設定された膜厚の下側の塗膜300と上側の塗膜310が形成される。この状態をいわゆる定常状態と称する。例えば、下側の塗膜300は10μm〜30μmの膜厚を有し、上側の塗膜310は1μm〜20μmの膜厚を有する。
【0041】
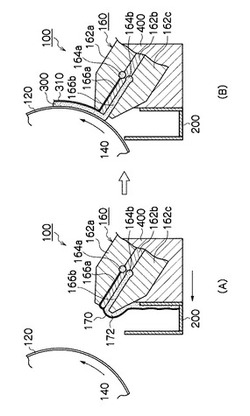
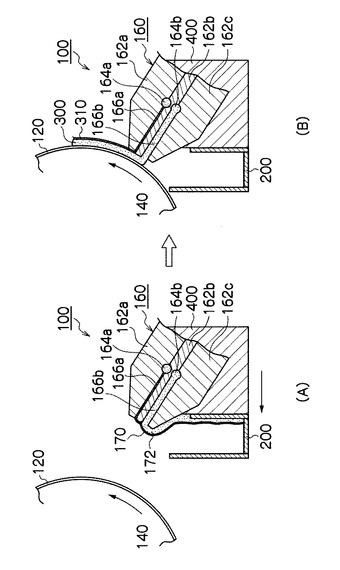
次に図2を参照して、塗膜付きフィルムの製造方法について説明する。スロットダイ160と減圧チャンバー200とを有する塗布装置100は、基台400に設置される。基台400は、図示しない移動手段により、ウエブ120に近づいたり、ウエブ120から遠ざかったり、いわゆる前後に移動する。移動手段により、ウエブ120と塗布装置100とのクリアランスが調整される。
【0042】
スロットダイ160により塗布を行う場合、塗布液を安定して供給するため、塗布前の準備作業が行われる。塗布前の準備作業、いわゆる待機状態では、ウエブ120と塗布装置100とのクリアランスが塗布時におけるクリアランスより広くなるよう、塗布装置100がウエブ120に対し設置される。待機状態では、第1の塗布液170と第2の塗布液172とを安定して供給できるようになるまで、スロットダイ160から第1の塗布液170と第2の塗布液172とが垂れ流される。例えば、第1の塗布液170と第2の塗布液172とは減圧チャンバー200に設置された樋(不図示)等により回収される(図2(A))。
【0043】
塗布前の準備が完了した後、ウエブ120と所定のクリアランス、例えば50μm〜150μmとなるまで、塗布装置100を移動する。移動は相対的な移動を意味し、バックアップローラ140に支持されたウエブ120が塗布装置100に近づく場合であってもよい。
【0044】
第1の塗布液170と第2の塗布液172とが第1のスロット166aと第2のスロット166bとから供給され、ウエブ120とスロットダイ160との間にビードが形成される。ウエブ120の表面に下側の塗膜300と上側の塗膜310とが形成され、これにより重層塗布が開始する。塗布開始直後では第1の塗布液170と第2の塗布液172とが走行するウエブ120に急激に塗り付けられ、塗膜の形成が不安定な状態、いわゆる非定常状態となる。
【0045】
非定常状態では、減圧チャンバー200の真空度を定常状態と同じ高い真空度とすると、特に、上側の塗膜310の膜切れは発生しやすい。一旦、上側の塗膜310の膜切れが発生すると、塗布中に上側の塗膜310を回復することができない。そこで、本実施の形態では、塗布開始時において、減圧チャンバー200の真空度を定常状態よりも低くする。減圧チャンバー200の真空度を上側の塗膜310の膜切れを生じない範囲とする。これにより上側の塗膜310の膜切れを効果的に防止することができる(図2(B))。
【0046】
塗布開始から一定時間経過後(例えば、3秒〜30秒)、減圧チャンバー200の真空度を高くし、所定の真空度にする。このとき、所定の真空度とは、定常状態で必要とされる真空度である。塗布開始から一定時間の非定常状態において、上側の塗膜310の膜切れが発生しないとき、その後、減圧チャンバー200の真空度を高くしても、上側の塗膜310の膜切れは、実質的に発生しない。つまり、重要なことは、非定常状態において、上側の塗膜310の膜切れを起こさないことである。
【0047】
さらに、塗布開始から一定時間の非定常状態において、スロットダイ160から供給される塗布液の塗布量を、定常状態の所定の塗布量に対して1.0倍〜1.5倍とすることが好ましい。特に、非定常状態の塗布量を、定常状態の塗布量1.2倍〜1.5倍とすることが好ましい。
【0048】
塗布開始直後に第1の塗布液170と第2の塗布液172とがウエブ120に急激に塗り付けられると、ウエブ120の走行に伴い塗膜300,310の膜厚が薄くなる。塗布液不足から塗膜300,310の膜切れが発生する場合がある。そこで、定常状態に比較して塗布量を増やすことで、塗布液不足による膜切れを防止する。
【0049】
塗布開始時の塗布量が定常時の塗布量の1.2倍より小さいと、塗布液不足を補えない可能性があり、塗布開始時の塗布量が定常時の塗布量の1.5倍より大きいと、塗り付け部分が厚くなり過ぎることや、定常状態の塗布量に戻す時間がかかり過ぎることなど問題がある。したがって、特に、塗布開始時の塗布量が常時の塗布量の1.2倍〜1.5倍とすることが好ましい。
【0050】
本実施の形態によれば、粘度の低い(40mPa・s以下)塗布液を用いて走行するウエブの表面に塗膜を形成した場合でも、膜切れを起こすことなく良好な塗膜形成が可能になる。
【実施例】
【0051】
以下、実施例を挙げ、本発明を、より詳細に説明する。但し、これらに限定されるものではない。
【0052】
表1は、塗布条件、及び評価の結果をまとめたものである。最下流リップ先端の位置の項目に関して、「オーバーバイト」とは最下流リップ先端が隣接する上流側のリップ先端よりウエブ側に突出しているものを意味し、「面一」とは最下流リップ先端と隣接する上流側のリップ先端とが実質的に同じ位置にあるものを意味し、「アンダーバイト」とは最下流リップ先端が隣接する上流側のリップ先端よりウエブ側と反対側に後退しているものを意味する。
【0053】
試験1〜6に関して、オーバーバイトであるため、塗膜面上に全面スジが発生した。そのため全面スジの評価が×(不良)であった。試験7〜10に関して、面一であるため、塗膜面上に全面スジが発生した。そのため全面スジの評価が×(不良)であった。
【0054】
試験11,12に関して、アンダーバイトであるが、塗り付け時減圧度/定常時減圧度≧1であった。そのため、上層の塗り付けにおいて、端部から切れが発生し、塗り付けがうまくできなかった。そのため、上層の塗りつけの評価が×(不良)であった。
【0055】
試験13に関して、アンダーバイトで、塗り付け時減圧度/定常時減圧度=0.9、塗り付け時塗布量/定常時塗布量=1.0であった。その結果、上層の塗り付けにおいて、端部から切れが発生しなかった。但し、定常状態に至るまで多少の時間がかかるため、上層の塗りつけの評価が△(可)であった。
【0056】
試験14,15に関して、アンダーバイトで、塗り付け時減圧度/定常時減圧度=0.5、又は0.1で、塗り付け時塗布量/定常時塗布量=1.0であった。その結果、上層の塗り付けにおいて、端部から切れが発生しなかった。定常状態に至るまで時間が試験13より短く、上層の塗りつけの評価が○(良)であった。
【0057】
試験16,17に関して、アンダーバイトで、塗り付け時減圧度/定常時減圧度=0.9、又は0.1であった、塗り付け時塗布量/定常時塗布量=1.5であった。その結果、上層の塗り付けにおいて、端部から切れが発生しなかった。上層の塗りつけの評価が何れも○(良)であった。試験13と比較して、試験16は塗り付け時減圧度/定常時減圧度=0.9であっても、上層の塗りつけの評価が○(良)であった。
【0058】
【表1】

【符号の説明】
【0059】
120…ウエブ、140…バックアップローラ、160…スロットダイ、162a…第1のブロック、162b…第2のブロック、162c…第3のブロック、164a…第1のマニホールド、164b…第2のマニホールド、166a…第1のスロット、166b…第2のスロット、200…減圧チャンバー、300…塗布膜、310…塗布膜、400…基台
【技術分野】
【0001】
本発明は、塗膜付きフィルムの製造方法であって、特に、エクストルージョン型のダイを用いて連続搬送されるウエブの表面に塗布液を塗布し、複数の塗膜を同時に形成する塗膜付きフィルム製造方法に関する。
【背景技術】
【0002】
従来、可撓性支持体(以下、ウエブとも称する。)の表面に所望の厚さの塗布膜(塗布層)を塗布、製膜する塗布装置として、バーコータ方式、リバースロールコータ方式、グラビアロールコータ方式、エクストルージョンコータなどのスロットダイコータ方式などが知られている。
【0003】
この中でもスロットダイコータ方式の塗布装置は、他の方式と比較して高速で薄膜(薄層)の塗布が可能であることから多用されている。近年、パソコンの普及や家庭用テレビの薄型化に伴い、液晶モニタの需要が増大し、薄膜の製膜が必要な偏光フィルム、光学補償フィルム等の光学フィルムの需要も高まってきている。これに伴って、薄い塗膜を、同時に重層塗布できるスロットダイコータ方式の塗布装置が注目されている。
【0004】
このようなスロットダイコータ方式の塗布装置として、例えば、特許文献1に記載された塗布装置がある。特許文献1に記載された塗布装置は、スロットダイのスロットには、当該スロットから支持体に向かって吐出される塗布液の塗布幅を規制する幅規制部材が挿入され、前記幅規制部材の先端面が上流側ダイ先端面と略連続するとともに下流側ダイ先端面と略連続している。
【0005】
これにより、塗布液の回り込みを防いで塗布液を精度良く吐出させることができるとしている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−272270号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
従来、まだ薄膜が要求されず、厚膜をスロットダイコータ方式の装置で製膜していた時は、粘度の高い塗布液を使用し、オーバーバイトのスロットダイを使用して塗膜を形成していた。
【0008】
オーバーバイトのスロットダイとは、スロットダイを構成するスロットブロック(単にブロックとも称する。)のうち、ウエブの進行方向の最下流側のスロットブロック(最下流ブロックと称する。)の先端部(リップと称する。)が、最下流ブロックに隣接するスロットブロック(隣接ブロックと称する。)のリップよりも下に突き出しているものを言う。
【0009】
別の言い方をすれば、最下流ブロックのリップとウエブとの距離が、隣接ブロックとウエブとの距離よりも短いスロットダイのことをオーバーバイトのスロットダイという。
【0010】
ところが、近年、光学フィルムにおいて、重層塗布された上側の塗膜を薄く(例えば、30μm以下のウエット膜厚)することが求められている。上側の塗膜を薄膜化するためには、粘度の低い(例えば、40mPa・s以下)塗布液を使用する方が有利である。しかしながら、従来のオーバーバイトのスロットダイでは、低い粘度の塗布液を用いるとうまく塗膜を形成できず、重層塗布できないという問題が発生した。
【0011】
本発明者等は、アンダーバイトのスロットダイを用いることにより、この問題を解決できることを発見した。アンダーバイトのスロットダイとは、最下流ブロックのリップが隣接ブロックのリップよりも引っ込んでいるものを言う。
【0012】
別の言い方をすれば、最下流ブロックのリップとウエブとの距離が、隣接ブロックのリップとウエブとの距離よりも長いスロットダイのことをアンダーバイトのスロットダイという。
【0013】
ところが、アンダーバイトのスロットダイを用いて低粘度の塗布液を重層塗布すると、従来のオーバーバイトのスロットダイを用いた時に発生しなかった、新たな問題が分かった。
【0014】
その問題とは、重層塗布された上側の塗膜が、膜切れを起こすと、塗布開始後では上側の塗膜を回復できないことである。この現象は、ウエブとスロットダイとの間において塗布液ビードを安定させるために、スロットダイの上流を減圧チャンバーで減圧するときに発生する。
【0015】
塗膜の膜切れの発生メカニズムは次のように推測される。減圧チャンバーで減圧すると、上側の塗膜がウエブ搬送方向上流側だけでなく、ウエブ幅方向端部側にも引っ張られる。つまり、上側の塗膜が端部側に広がることになる。特に、アンダーバイトのスロットダイでは、最下流リップの先端とウエブとの距離が大きい。したがって、圧力損失が小さくなり、上側の塗膜がウエブの端部側に広がりやすくなる。そのため、塗布開始直後の不安定な状態のときに端部の塗布液不足が生じると、膜切れを起こしやすくなると考えられる。
【0016】
本発明者らは、鋭意検討した結果、減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高く調整することにより、上側の塗膜の膜切れを生じずに走行するウエブに同時重層塗布できることを見出し、本発明に至った。
【0017】
本発明は、かかる課題を解決するため、同時重層塗布において、上側の塗膜の膜切れを抑制できる塗膜付きフィルムの製造方法を提供することを目的とする。
【課題を解決するための手段】
【0018】
本発明の一態様による、連続走行するウエブに塗布液を供給し塗膜を形成する塗膜付きフィルムの製造方法は、(a)少なくとも、前記ウエブの進行方向の下流側から第1のブロックと、第2のブロックと、第3のブロックの順で構成されるダイコータと、前記第1のブロックと前記第2のブロックとにより第1のマニホールドと第1のスロットが構成され、前記第2のブロックと前記第3のブロックとにより第2のマニホールドと第2のスロットが構成され、最下流の前記第1のブロックの前記ウエブに対向する先端が、前記第2のブロックの前記ウエブに対向する先端よりも前記ウエブから離れる方向に位置するように配置されており、(b)前記ダイコータの上流に配置された減圧チャンバーと、を備える塗布装置を準備する第1のステップと、前記ダイコータの前記第1のスロット及び前記第2のスロットから塗布液を吐出させながら、塗布時における前記塗布装置と前記ウエブとの所定クリアランスより大きなクリアランスとなる位置で前記塗布装置を待機させる第2のステップと、前記塗布装置を所定クリアランスとなる位置に移動し、バックアップローラに支持されて連続走行する前記ウエブの表面に複数の塗布液を前記ダイコータから供給し、前記ウエブと前記ダイコータとの間にビートを形成し、前記減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高くし、少なくとも2層の塗膜を同時に形成する第3のステップと、を少なくとも有する。
【0019】
塗布開始時(いわゆる非定常時)の真空度を、所定の真空度(塗布が安定するいわゆる定常時)より、低くし、その後所定の真空度まで高くすることにより、アンダーバイトのスロットダイを用いて連続走行するウエブに同時重層塗布した場合でも、上側の塗膜の膜切れを抑制でき、良好な塗膜を形成することが可能となる。
【0020】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、塗布開始時の真空度は、前記2層の塗膜のうち上側の塗膜が膜切れしない真空度である。
【0021】
減圧チャンバーの減圧による上側の塗膜の膜切れを効果的に防止するためである。
【0022】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、塗布開始時の真空度は、所定の真空度の0.1〜0.9倍である。好ましくは0.1〜0.5倍である。
【0023】
つまり、塗布開始時において、あえてチャンバー内の圧力を高くして塗りつける設定にしておいて、上層が切れずに塗りついた後にチャンバー内の圧力を更に下げることを意味する。
【0024】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、前記ダイコータから供給される塗布液の塗布量を、塗布開始時は所定の塗布量より多くし、その後所定の塗布量にする。
【0025】
塗布開始時の塗布量を多くすることにより、非定常時の塗布液不足に起因する塗膜の膜切れを、効果的に抑制することができる。
【0026】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記第3のステップにおいて、塗布開始時の塗布量が、所定の塗布量の1.2〜1.5倍である。
【0027】
本発明の他の態様による、塗膜付きフィルムの製造方法は、前記複数の塗布液は、40mPa・s以下の粘度を有する。
【発明の効果】
【0028】
アンダーバイトのスロットダイを用いて連続走行するウエブに同時重層塗布した場合でも、上側の塗膜の膜切れを抑制でき、良好な塗膜を形成することができる。
【図面の簡単な説明】
【0029】
【図1】塗布装置の一例を示す断面図である。
【図2】塗膜つきフィルムの製造方法を示す概略図である。
【発明を実施するための形態】
【0030】
以下、添付図面を参照しながら、本発明を実施するための形態を詳細に説明する。ここで、図中、同一の記号で示される部分は、同様の機能を有する同様の要素である。また、本明細書中で、数値範囲を“ 〜 ”を用いて表す場合は、“ 〜 ”で示される上限、下限の数値も数値範囲に含むものとする。
【0031】
本実施の形態に使用される塗布装置は、減圧チャンバーを備えるエクストルージョン型のダイを用いるものであり、バックアップローラに支持されて連続走行するウエブの表面に塗布液を塗布し、前記塗布液を前記ウエブの表面に2層以上の塗膜を同時に形成することにより、塗膜付きフィルムを作製するものである。
【0032】
塗布装置の一実施形態について図1を参照して説明する。
【0033】
塗布装置100は、ウエブ120に塗布液を供給するスロットダイ160と、減圧チャンバー200を主に備えて構成される。スロットダイ160と減圧チャンバー200とは基台400に搭載される。基台400は移動可能で構成される。基台400を移動することにより、スロットダイ160と減圧チャンバー200とを移動することができる。
【0034】
スロットダイ160は、ウエブ120の進行方向の下流側から第1のブロック162a、第2のブロック162b、第3のブロック162cで構成される。スロットダイ160の内部には、これら複数のブロックを組み合わせることにより、第1のマニホールド164a、第2のマニホールド164b及び、前記第1のマニホールド164a、第2のマニホールド164bに連通し、スロットダイ160の先端部に延在する第1のスロット166a、第2のスロット166bが形成される。また、第1のスロット166a、第2のスロット166bの両端部(図1において手前側と奥側の両端部)には、図示しないスペーサが嵌合される。
【0035】
ウエブ120は回転するバックアップローラ140に支持され、例えば、30m〜50m/分で連続走行する。ウエブ120と、スロットダイ160の第1のスロット166a、第2のスロット166bとが対向するよう塗布装置100が配置される。
【0036】
第1のマニホールド164a、第2のマニホールド164bは、その形状の断面が曲線で構成されており、その形状は、図1に示すように略円形の形状でもよく、半円形でも良い。第1のマニホールド164a、第2のマニホールド164bは、スロットダイ160の幅方向(ウエブ120の搬送方向に対して垂直方向)にその断面形状を延長された塗布液の液溜め空間である。
【0037】
ここで、図1には、3つの第1のブロック162a、第2のブロック162b、第3のブロック162cと、2つの第1のマニホールド164a、第2のマニホールド164b及び、2つの第1のスロット166a、第2のスロット166bが、図示されている。しかしながら、ブロックの個数は3つに限定されるものではなく、ポケット及びスロットの個数も2つに限定されるものではない。必要とされる塗布膜の種類、数に応じて必要な数量のブロックで、必要な数量のマニホールド、スロットを形成することが可能である。
【0038】
ダイの先端部であるリップは、ウエブ120と所定の距離離して設置される。ウエブ120の搬送方向に対して最下流(これ以後、上流、下流、上流側、下流側との記載は、全てウエブ120の搬送方向に対して上流(側)、下流(側)を意味する。)に位置するブロックである第1のブロック162aの先端部を下流リップと称し、真ん中のブロック(下流リップの隣のブロックであり、最下流に位置するブロックよりも一つ上流側に位置するブロック)である第2のブロック162bの先端部を隣接リップと称し、最上流側のブロックである第3のブロック162cの先端部を上流リップと称すると、下流リップとウエブとの距離が、隣接リップとウエブとの距離よりも長くなるようにダイが構成される。本実施の形態のスロットダイ160は、いわゆるアンダーバイトである。
【0039】
スロットダイ160の第1のスロット166aから第1の塗布液170を、第2のスロット166bから第2の塗布液172をウエブに同時に供給する。ウエブ120の表面に下側の塗膜300と上側の塗膜310と同時に形成する。
【0040】
図1は、スロットダイ160から塗布液を所定の塗布液量で供給し、減圧チャンバー200で所定の真空度で減圧している状態を示す。これにより、設定された膜厚の下側の塗膜300と上側の塗膜310が形成される。この状態をいわゆる定常状態と称する。例えば、下側の塗膜300は10μm〜30μmの膜厚を有し、上側の塗膜310は1μm〜20μmの膜厚を有する。
【0041】
次に図2を参照して、塗膜付きフィルムの製造方法について説明する。スロットダイ160と減圧チャンバー200とを有する塗布装置100は、基台400に設置される。基台400は、図示しない移動手段により、ウエブ120に近づいたり、ウエブ120から遠ざかったり、いわゆる前後に移動する。移動手段により、ウエブ120と塗布装置100とのクリアランスが調整される。
【0042】
スロットダイ160により塗布を行う場合、塗布液を安定して供給するため、塗布前の準備作業が行われる。塗布前の準備作業、いわゆる待機状態では、ウエブ120と塗布装置100とのクリアランスが塗布時におけるクリアランスより広くなるよう、塗布装置100がウエブ120に対し設置される。待機状態では、第1の塗布液170と第2の塗布液172とを安定して供給できるようになるまで、スロットダイ160から第1の塗布液170と第2の塗布液172とが垂れ流される。例えば、第1の塗布液170と第2の塗布液172とは減圧チャンバー200に設置された樋(不図示)等により回収される(図2(A))。
【0043】
塗布前の準備が完了した後、ウエブ120と所定のクリアランス、例えば50μm〜150μmとなるまで、塗布装置100を移動する。移動は相対的な移動を意味し、バックアップローラ140に支持されたウエブ120が塗布装置100に近づく場合であってもよい。
【0044】
第1の塗布液170と第2の塗布液172とが第1のスロット166aと第2のスロット166bとから供給され、ウエブ120とスロットダイ160との間にビードが形成される。ウエブ120の表面に下側の塗膜300と上側の塗膜310とが形成され、これにより重層塗布が開始する。塗布開始直後では第1の塗布液170と第2の塗布液172とが走行するウエブ120に急激に塗り付けられ、塗膜の形成が不安定な状態、いわゆる非定常状態となる。
【0045】
非定常状態では、減圧チャンバー200の真空度を定常状態と同じ高い真空度とすると、特に、上側の塗膜310の膜切れは発生しやすい。一旦、上側の塗膜310の膜切れが発生すると、塗布中に上側の塗膜310を回復することができない。そこで、本実施の形態では、塗布開始時において、減圧チャンバー200の真空度を定常状態よりも低くする。減圧チャンバー200の真空度を上側の塗膜310の膜切れを生じない範囲とする。これにより上側の塗膜310の膜切れを効果的に防止することができる(図2(B))。
【0046】
塗布開始から一定時間経過後(例えば、3秒〜30秒)、減圧チャンバー200の真空度を高くし、所定の真空度にする。このとき、所定の真空度とは、定常状態で必要とされる真空度である。塗布開始から一定時間の非定常状態において、上側の塗膜310の膜切れが発生しないとき、その後、減圧チャンバー200の真空度を高くしても、上側の塗膜310の膜切れは、実質的に発生しない。つまり、重要なことは、非定常状態において、上側の塗膜310の膜切れを起こさないことである。
【0047】
さらに、塗布開始から一定時間の非定常状態において、スロットダイ160から供給される塗布液の塗布量を、定常状態の所定の塗布量に対して1.0倍〜1.5倍とすることが好ましい。特に、非定常状態の塗布量を、定常状態の塗布量1.2倍〜1.5倍とすることが好ましい。
【0048】
塗布開始直後に第1の塗布液170と第2の塗布液172とがウエブ120に急激に塗り付けられると、ウエブ120の走行に伴い塗膜300,310の膜厚が薄くなる。塗布液不足から塗膜300,310の膜切れが発生する場合がある。そこで、定常状態に比較して塗布量を増やすことで、塗布液不足による膜切れを防止する。
【0049】
塗布開始時の塗布量が定常時の塗布量の1.2倍より小さいと、塗布液不足を補えない可能性があり、塗布開始時の塗布量が定常時の塗布量の1.5倍より大きいと、塗り付け部分が厚くなり過ぎることや、定常状態の塗布量に戻す時間がかかり過ぎることなど問題がある。したがって、特に、塗布開始時の塗布量が常時の塗布量の1.2倍〜1.5倍とすることが好ましい。
【0050】
本実施の形態によれば、粘度の低い(40mPa・s以下)塗布液を用いて走行するウエブの表面に塗膜を形成した場合でも、膜切れを起こすことなく良好な塗膜形成が可能になる。
【実施例】
【0051】
以下、実施例を挙げ、本発明を、より詳細に説明する。但し、これらに限定されるものではない。
【0052】
表1は、塗布条件、及び評価の結果をまとめたものである。最下流リップ先端の位置の項目に関して、「オーバーバイト」とは最下流リップ先端が隣接する上流側のリップ先端よりウエブ側に突出しているものを意味し、「面一」とは最下流リップ先端と隣接する上流側のリップ先端とが実質的に同じ位置にあるものを意味し、「アンダーバイト」とは最下流リップ先端が隣接する上流側のリップ先端よりウエブ側と反対側に後退しているものを意味する。
【0053】
試験1〜6に関して、オーバーバイトであるため、塗膜面上に全面スジが発生した。そのため全面スジの評価が×(不良)であった。試験7〜10に関して、面一であるため、塗膜面上に全面スジが発生した。そのため全面スジの評価が×(不良)であった。
【0054】
試験11,12に関して、アンダーバイトであるが、塗り付け時減圧度/定常時減圧度≧1であった。そのため、上層の塗り付けにおいて、端部から切れが発生し、塗り付けがうまくできなかった。そのため、上層の塗りつけの評価が×(不良)であった。
【0055】
試験13に関して、アンダーバイトで、塗り付け時減圧度/定常時減圧度=0.9、塗り付け時塗布量/定常時塗布量=1.0であった。その結果、上層の塗り付けにおいて、端部から切れが発生しなかった。但し、定常状態に至るまで多少の時間がかかるため、上層の塗りつけの評価が△(可)であった。
【0056】
試験14,15に関して、アンダーバイトで、塗り付け時減圧度/定常時減圧度=0.5、又は0.1で、塗り付け時塗布量/定常時塗布量=1.0であった。その結果、上層の塗り付けにおいて、端部から切れが発生しなかった。定常状態に至るまで時間が試験13より短く、上層の塗りつけの評価が○(良)であった。
【0057】
試験16,17に関して、アンダーバイトで、塗り付け時減圧度/定常時減圧度=0.9、又は0.1であった、塗り付け時塗布量/定常時塗布量=1.5であった。その結果、上層の塗り付けにおいて、端部から切れが発生しなかった。上層の塗りつけの評価が何れも○(良)であった。試験13と比較して、試験16は塗り付け時減圧度/定常時減圧度=0.9であっても、上層の塗りつけの評価が○(良)であった。
【0058】
【表1】
【符号の説明】
【0059】
120…ウエブ、140…バックアップローラ、160…スロットダイ、162a…第1のブロック、162b…第2のブロック、162c…第3のブロック、164a…第1のマニホールド、164b…第2のマニホールド、166a…第1のスロット、166b…第2のスロット、200…減圧チャンバー、300…塗布膜、310…塗布膜、400…基台
【特許請求の範囲】
【請求項1】
連続走行するウエブに塗布液を供給し塗膜を形成する塗膜付きフィルムの製造であって、
(a)少なくとも、前記ウエブの進行方向の下流側から第1のブロックと、第2のブロックと、第3のブロックの順で構成されるダイコータと、
前記第1のブロックと前記第2のブロックとにより第1のマニホールドと第1のスロットが構成され、前記第2のブロックと前記第3のブロックとにより第2のマニホールドと第2のスロットが構成され、
最下流の前記第1のブロックの前記ウエブに対向する先端が、前記第2のブロックの前記ウエブに対向する先端よりも前記ウエブから離れる方向に位置するように配置されており、
(b)前記ダイコータの上流に配置された減圧チャンバーと、
を備える塗布装置を準備する第1のステップと、
前記ダイコータの前記第1のスロット及び前記第2のスロットから塗布液を吐出させながら、塗布時における前記塗布装置と前記ウエブとの所定クリアランスより大きなクリアランスとなる位置で前記塗布装置を待機させる第2のステップと、
前記塗布装置を所定クリアランスとなる位置に移動し、バックアップローラに支持されて連続走行する前記ウエブの表面に複数の塗布液を前記ダイコータから供給し、前記ウエブと前記ダイコータとの間にビートを形成し、前記減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高くし、少なくとも2層の塗膜を同時に形成する第3のステップと、を少なくとも有する塗膜付きフィルムの製造方法。
【請求項2】
前記第3のステップにおいて、塗布開始時の真空度は、前記2層の塗膜のうち上側の塗膜が膜切れしない真空度である請求項1記載の塗膜付きフィルムの製造方法。
【請求項3】
前記第3のステップにおいて、塗布開始時の真空度は、所定の真空度の0.1〜0.9倍である請求項1又は2記載の塗膜付きフィルムの製造方法。
【請求項4】
前記第3のステップにおいて、前記ダイコータから供給される塗布液の塗布量を、塗布開始時は所定の塗布量より多くし、その後所定の塗布量にする請求項1から3の何れか記載の塗膜付きフィルムの製造方法。
【請求項5】
前記第3のステップにおいて、塗布開始時の塗布量が、所定の塗布量の1.2〜1.5倍である請求項4記載の塗膜付きフィルムの製造方法。
【請求項6】
前記複数の塗布液は、40mPa・s以下の粘度を有する請求項1から5の何れかに記載の塗膜付きフィルムの製造方法。
【請求項1】
連続走行するウエブに塗布液を供給し塗膜を形成する塗膜付きフィルムの製造であって、
(a)少なくとも、前記ウエブの進行方向の下流側から第1のブロックと、第2のブロックと、第3のブロックの順で構成されるダイコータと、
前記第1のブロックと前記第2のブロックとにより第1のマニホールドと第1のスロットが構成され、前記第2のブロックと前記第3のブロックとにより第2のマニホールドと第2のスロットが構成され、
最下流の前記第1のブロックの前記ウエブに対向する先端が、前記第2のブロックの前記ウエブに対向する先端よりも前記ウエブから離れる方向に位置するように配置されており、
(b)前記ダイコータの上流に配置された減圧チャンバーと、
を備える塗布装置を準備する第1のステップと、
前記ダイコータの前記第1のスロット及び前記第2のスロットから塗布液を吐出させながら、塗布時における前記塗布装置と前記ウエブとの所定クリアランスより大きなクリアランスとなる位置で前記塗布装置を待機させる第2のステップと、
前記塗布装置を所定クリアランスとなる位置に移動し、バックアップローラに支持されて連続走行する前記ウエブの表面に複数の塗布液を前記ダイコータから供給し、前記ウエブと前記ダイコータとの間にビートを形成し、前記減圧チャンバーの真空度を、塗布開始時には所定の真空度より低くし、その後所定の真空度まで高くし、少なくとも2層の塗膜を同時に形成する第3のステップと、を少なくとも有する塗膜付きフィルムの製造方法。
【請求項2】
前記第3のステップにおいて、塗布開始時の真空度は、前記2層の塗膜のうち上側の塗膜が膜切れしない真空度である請求項1記載の塗膜付きフィルムの製造方法。
【請求項3】
前記第3のステップにおいて、塗布開始時の真空度は、所定の真空度の0.1〜0.9倍である請求項1又は2記載の塗膜付きフィルムの製造方法。
【請求項4】
前記第3のステップにおいて、前記ダイコータから供給される塗布液の塗布量を、塗布開始時は所定の塗布量より多くし、その後所定の塗布量にする請求項1から3の何れか記載の塗膜付きフィルムの製造方法。
【請求項5】
前記第3のステップにおいて、塗布開始時の塗布量が、所定の塗布量の1.2〜1.5倍である請求項4記載の塗膜付きフィルムの製造方法。
【請求項6】
前記複数の塗布液は、40mPa・s以下の粘度を有する請求項1から5の何れかに記載の塗膜付きフィルムの製造方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−206097(P2012−206097A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2011−75922(P2011−75922)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]