
塗膜判定装置及び塗膜判定方法
【課題】被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供する。
【解決手段】塗膜判定装置は、第1及び第2光学センサーと、各光学センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置では、塗布処理前後での第1または第2光学センサーの反射光強度の差A1またはA2が所定の基準値以下である場合には、塗布処理前での第1光学センサーと第2光学センサーとの反射光強度の差B1と、塗布処理後での第1光学センサーと第2光学センサーとの反射光強度の差B2とを比較して、金型の表面に塗膜が形成されたか否かを判定するので、金型の表面粗さが悪化した場合でも、表面に塗膜が形成されたか否かを正確に判定することのできる。
【解決手段】塗膜判定装置は、第1及び第2光学センサーと、各光学センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置では、塗布処理前後での第1または第2光学センサーの反射光強度の差A1またはA2が所定の基準値以下である場合には、塗布処理前での第1光学センサーと第2光学センサーとの反射光強度の差B1と、塗布処理後での第1光学センサーと第2光学センサーとの反射光強度の差B2とを比較して、金型の表面に塗膜が形成されたか否かを判定するので、金型の表面粗さが悪化した場合でも、表面に塗膜が形成されたか否かを正確に判定することのできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、被塗布物、例えば金型の表面に、塗布剤、例えば離型剤を塗布処理した後、金型の表面に塗膜が形成されたか否かを判定する塗膜判定装置及び塗膜判定方法に関するものである。
【背景技術】
【0002】
一般に、鋳造成形する際には、金型の表面に離型剤を塗布して、その表面に所定厚みの塗膜を形成するようにしている。
そこで、従来、鋳造工程において、金型の表面に離型剤を塗布した後、その表面に正常に塗膜が形成されているか否かが判定されており、その従来の塗膜判定方法を説明する。
従来の塗膜判定方法は、膜厚センサーとして光学センサーが1台用意されて、まず、離型剤の塗布処理前に、光学センサーの発光素子から光を金型の表面に向かって投射し、その反射光強度を測定する。次に、離型剤の塗布処理後に、光学センサーの発光素子から光を金型の表面に向かって投射し、その反射光強度を測定する。
そして、塗布処理前後における光学センサーの反射光強度の差を演算することにより、金型の表面に塗膜が形成された否かを判定していた。すなわち、この反射光強度の差が所定の基準値を上回っていれば、正常に塗膜が形成されたと判定し、反射光強度の差が基準値以下であれば、塗膜が形成されていないと判定していた。
【0003】
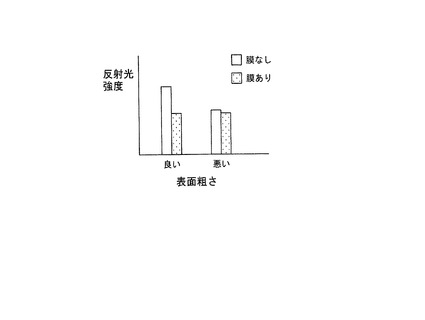
しかしながら、金型の使用回数が少ない場合には、金型の表面粗さが良いために、図5の左側の棒グラフから解るように、塗布処理前における光学センサーの投射光が散乱せずに反射することから、正常に塗膜が形成されていると、塗布処理前後での反射光強度の差が明白となり、簡単に塗膜の有無を判定することができた。
ところが、金型の使用回数が増加して、金型の表面粗さが悪くなると、図5の右側の棒グラフから解るように、塗布処理前での光学センサーの投射光が散乱して反射するために、塗布処理前での光学センサーの反射光強度が金型の使用回数の増加に伴って小さくなる。その結果、金型の表面に正常に塗膜が形成されているにもかかわらず、塗布処理前後の反射光強度の差が小さく所定の基準値を下回ってしまい、表面に塗膜が形成されていないと誤った判定をするおそれがあり、正確に塗膜の有無を判定することができなかった。
【0004】
そこで、被塗布物の表面に形成された塗膜の計測に関連する従来技術として、特許文献1には、被塗布物の表面に形成された塗膜表面までの距離を測定する光学式距離センサーと、被塗布物の表面までの距離を測定する電磁式距離センサーと、これら光学式距離センサーと電磁式センサーとの測定値の差を演算して表示する演算表示装置とを有する塗膜厚測定装置が開示されている。
【特許文献1】特開昭63−169513号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した特許文献1の発明では、塗膜の表面までの距離を測定する光学式距離センサーと、被塗装物の表面までの距離を測定する電磁式距離センサーとの測定値の差から膜厚を算出しているが、これら光学式距離センサーと電磁式距離センサーはそれぞれ距離を測定する手法が異なるために、それぞれ測定した距離を減算して求めた膜厚に誤差が生じる虞があり、この特許文献1の発明では上述した問題を解決することはできない。
【0006】
本発明は、かかる点に鑑みてなされたものであり、被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の塗膜判定装置では、その解析装置が、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、被塗布物の表面に塗膜が形成されたか否かを判定していることを特徴としている。
また、本発明の塗膜判定方法は、第1及び第2膜厚センサーを備え、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算すると共に、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算する第2演算工程と、該第2演算工程において演算されたそれぞれの反射強度の差を比較することにより、被塗布物の表面に塗膜が形成されたか否かを判定する判定工程とからなることを特徴としている。
これにより、被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することができる。
なお、本発明の塗膜判定装置及び塗膜判定方法の各種態様およびそれらの作用については、以下の(発明の態様)の項において詳しく説明する。
【0008】
(発明の態様)
以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。)の態様をいくつか例示し、それらについて説明する。なお、各態様は、請求項と同様に、項に区分し、各項に番号を付して、必要に応じて他の項を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施の形態等に参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要件を付加した態様も、また、各項の態様から構成要件を削除した態様も、請求可能発明の一態様となり得るのである。
【0009】
(1)被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーと、これら第1及び第2膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置は、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。(請求項1に相当)
【0010】
従って、(1)項に記載した塗膜判定装置では、解析装置において、第1及び第2膜厚センサーの測定結果に基いて、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、被塗布物の表面粗さが悪いか、あるいは塗膜が形成されていないかいずれかの要因であると判断されるため、この段階では塗膜の有無についての判定はされず、次のステップに進む。そして、次のステップにおいて、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、前者の強度差の方が大であれば、被塗布物の表面に塗膜が形成されたと判定し、後者の強度差の方が大であれば、塗膜は形成されていないと判定している。
また、本項の態様において、膜厚センサーは、特に限定されるものではなく、光学センサー等を採用することが可能である。
【0011】
(2)被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する、第1及び第2グループに分けられた複数の膜厚センサーと、これら第1及び第2グループの各膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置は、塗布処理前後での第1グループまたは第2グループの各膜厚センサーの反射強度の平均値の差が所定の基準値以下である場合には、塗布処理前での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差と、塗布処理後での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。(請求項2に相当)
【0012】
従って、(2)項に記載した塗膜判定装置では、解析装置において、各膜厚センサーの測定結果に基いて、塗布処理前後での第1グループまたは第2グループの各膜厚センサーの反射強度の平均値の差が所定の基準値以下である場合には、被塗布物の表面粗さが悪いか、あるいは塗膜が形成されていないかいずれかの要因であると判断されるため、この段階では塗膜の有無は判定されず、次のステップに進む。そして、次のステップにおいて、塗布処理前での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差と、塗布処理後での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差とを比較して、前者の強度差の方が大であれば、被塗布物の表面に塗膜が形成されたと判定し、後者の強度差の方が大であれば、塗膜は形成されていないと判定している。
【0013】
(3)前記各膜厚センサーは、前記被塗布物の表面の離間する複数の点に投射可能に配置されることを特徴とする(1)または(2)項に記載の塗膜判定装置。(請求項3に相当)
【0014】
従って、(3)項に記載した塗膜判定装置では、各膜厚センサーから被塗布物の表面の離間する複数の点に投射されるように、各膜厚センサーは、その本体が、被塗布物の表面と略平行に近接して配置される。
【0015】
(4)前記各膜厚センサーは、前記被塗布物の表面の略同一点に投射可能に配置されることを特徴とする(1)または(2)項に記載の塗膜判定装置。(請求項4に相当)
【0016】
従って、(4)項に記載した塗膜判定装置では、各膜厚センサーから被塗布物の表面の略同一点に投射されるように、各膜厚センサーは、その本体が、被塗布物の表面に対して放射状に配置される。
【0017】
(5)前記被塗布物は金型であり、前記塗布剤は離型剤であること特徴とする(1)〜(4)項のいずれかに記載の塗膜判定装置。
【0018】
従って、(5)項に記載した塗膜判定装置では、鋳造成形等で使用する金型の表面に離型剤を塗布した後、その表面に塗膜されているか否かを正確に判定することが可能となる。
【0019】
(6)被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定方法において、該塗膜判定方法は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーを備え、これら第1膜厚センサー及び第2膜厚センサーにより塗布処理前後の反射強度をそれぞれ測定する測定工程と、該測定工程での測定結果に基いて、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差を演算する第1演算工程と、該第1演算工程において演算された各反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、前記測定工程での測定結果に基いて、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算すると共に、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算する第2演算工程と、該第2演算工程において演算された、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較することにより、前記被塗布物の表面に塗膜が形成されたか否かを判定する判定工程と、からなることを特徴とする塗膜判定方法。(請求項5に相当)
【0020】
従って、(6)項に記載した塗膜判定方法では、第1演算工程において、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差を演算し、各反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、被塗布物の表面粗さが悪いか、あるいは塗膜が形成されていないかいずれかの要因であると判断されるため、次の第2演算工程及び判定工程に進む。そして、第2演算工程及び判定工程において、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とが比較されて、前者の強度差の方が大であれば、被塗布物の表面に塗膜が形成されたと判定し、後者の強度差の方が大であれば、塗膜は形成されていないと判定している。
【発明の効果】
【0021】
本発明によれば、被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供することができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明を実施するための最良の形態を図1〜図4に基いて詳細に説明する。
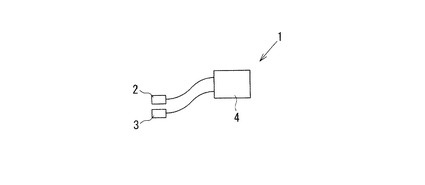
本発明の実施の形態に係る塗膜判定装置1は、図1に示すように、被塗布物(本実施の形態では図2に示す金型5)の表面に塗布剤(本実施の形態では離型剤)を塗布処理した後、金型5の表面に塗膜が形成されているか否かを判定するものであり、本塗膜判定装置1は、金型5の表面に向かって光を投射してその反射光強度を測定する第1及び第2光学センサー(膜厚センサー)2、3と、該第1光学センサー2及び第2光学センサー3の測定結果に基いて、金型5の表面に塗膜が形成されたか否かを判定する解析装置4とを備えている。
【0023】
第1光学センサー2及び第2光学センサー3は、発光素子から光を投射して、計測すべき表面に反射させて受光しその反射光強度を測定可能なものである。
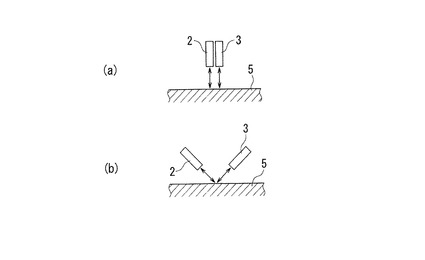
また、これら第1光学センサー2及び第2光学センサー3は、図2(a)に示すように、その本体が、金型5の表面と略平行に近接して配置され、金型5の表面の離間する二点を投射可能とする配置、または図2(b)に示すように、その本体が、金型5の表面に対して放射状に配置され、金型5の表面の略同一点を投射可能とする配置が適宜選択されて採用される。
【0024】
解析装置4は、第1光学センサー2及び第2光学センサー3の測定結果に基いて、金型5の表面に塗膜が形成されたか否かを判定するものであり、離型剤の塗布処理前後での第1光学センサー2または第2光学センサー3の反射光強度の差が所定の基準値以下である場合には、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差と、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差とを比較して、金型5の表面に塗膜が形成されたか否かを判定する機能を有している。
【0025】
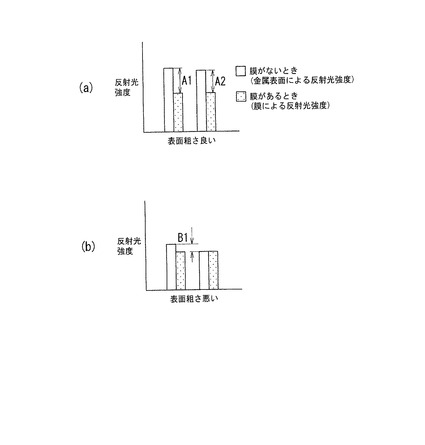
この解析装置4は、次に説明する、金型5の表面粗さの良い場合と悪い場合とにおいて、塗布処理前後における第1光学センサー2及び第2光学センサー3の反射光強度の大きさに表れるある傾向に着目して、上述した機能を採用したものである。なお、図3(a)は、金型5の表面粗さの良い場合における、塗布処理前後(塗布処理前:白抜き,塗布処理後:斑点模様)での第1光学センサー2(図3(a)の左側の棒グラフ)及び第2光学センサー3(図3(a)の右側の棒グラフ)それぞれの反射光強度の大きさを示したものである。また、図3(b)は、金型5の表面粗さの悪い場合における、塗布処理前後(塗布処理前:白抜き,塗布処理後:斑点模様)での第1光学センサー2(図3(b)の左側の棒グラフ)及び第2光学センサー3(図3(b)の右側の棒グラフ)それぞれの反射光強度の大きさを示したものである。
【0026】
図3(a)に示すように、金型5の表面粗さが良い場合には、塗布処理前では第1光学センサー2及び第2光学センサー3の投射光が散乱せずに反射することから、正常に金型5の表面に塗膜が形成されていると、塗布処理前後での第1光学センサー2の反射光強度の差A1及び第2光学センサー3の反射光強度の差A2が歴然として明白になる。
【0027】
一方、図3(b)に示すように、金型5の表面粗さが悪い場合には、塗布処理前では第1光学センサー2及び第2光学センサー3の投射光が散乱して反射することから、塗布処理前での第1光学センサー2及び第2光学センサー3の反射光強度が共に金型5の表面粗さが良い場合の時に比べて小さくなり、塗膜が形成されているにもかかわらず、第1光学センサー2または第2光学センサー3の塗布処理前後での反射光強度の差が小さくなってしまう。しかしながら、金型5の表面粗さが悪い場合には、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1が、金型5の表面粗さが良い場合の時に比べて大きく、しかも、塗布処理後、正常に金型5の表面に塗膜が形成されていると、塗布処理後での第1光学センサー2及び第2光学センサー3の反射光強度が略同一となりそれらの反射光強度の差B2がほとんど無いという傾向にある。なお、図3(b)では、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2の記載を省略している。
このような、特に、金型5の表面粗さが悪い場合での、塗布処理前後における第1光学センサー2及び第2光学センサー3の反射光強度の大きさの傾向を基にして、解析装置4に上述した機能が採用されている。
【0028】
次に、本発明の実施の形態に係る塗膜判定装置1を使用した塗膜判定方法を説明する。
まず、第1光学センサー2及び第2光学センサー3を所定位置に配置し、離型剤の塗布処理前に、第1光学センサー2及び第2光学センサー3それぞれの発光素子から光を金型5の表面に向かって投射して、反射光強度をそれぞれ測定する。
次に、離型剤が金型5に塗布された後、再び、第1光学センサー2及び第2光学センサー3それぞれの発光素子から光を金型5の表面に向かって投射して、反射光強度をそれぞれ測定する。
【0029】
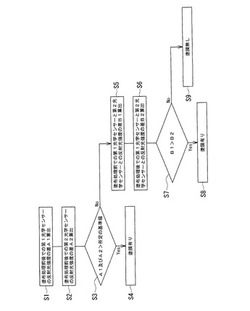
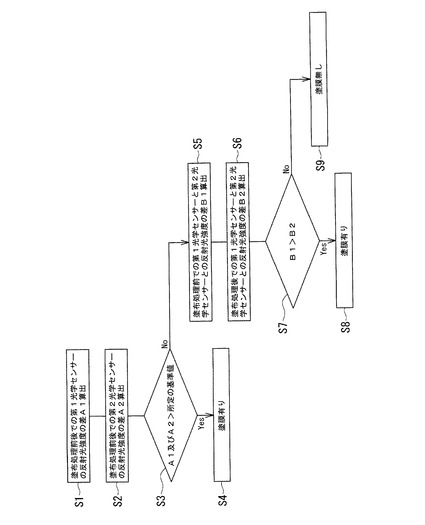
そして、解析装置4では、第1光学センサー2及び第2光学センサー3それぞれの塗布処理前後の反射光強度の測定結果に基いて、図4に示すように、まず、ステップS1では、塗布処理前後での第1光学センサー2の反射光強度の差A1が演算される。続いて、ステップS2では、塗布処理前後での第2光学センサー3の反射光強度の差A2が演算される。
【0030】
次に、ステップS3では、塗布処理前後での第1光学センサー2の反射光強度の差A1及び塗布処理前後での第2光学センサー3の反射光強度の差A2と、所定の基準値とが比較されて、反射光強度の差A1及びA2が共に所定の基準値を上回っていれば、ステップS4に進み、金型5の表面に塗膜が形成されたと判定される。一方、反射光強度の差A1またはA2が、そのいずれか一方でも所定の基準値以下であればステップS5に進む。
【0031】
次に、ステップS5では、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1が演算される。続いて、ステップS6では、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2が演算される。
そして、ステップS7では、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1と、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2とが比較されて、反射光強度の差B1がB2よりも上回っていれば、ステップS8に進み、金型5の表面に塗膜が形成されたと判定される。一方、反射光強度の差B1がB2以下であれば、ステップS9に進み、金型5の表面に塗膜が形成されていないと判定される。
【0032】
以上説明したように、本発明の実施の形態によれば、解析装置4により、金型5の表面粗さが悪く、塗布処理前後での第1光学センサー2または第2光学センサー3の反射光強度の差A1またはA2によって、塗膜の有無が正確に判定できない場合でも、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1と、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2とを比較することで、金型5の表面に塗膜が形成されたか否かを判定することができるので、金型5の表面粗さに関係なく、金型5の表面に塗膜が形成されたか否かを正確に判定することが可能となった。
【0033】
なお、本発明の実施の形態では、光学センサーを第1光学センサー2及び第2光学センサー3の2台用意して、これら第1及び第2光学センサー2、3の測定結果に基いて、解析装置4により、金型5の表面に塗膜が形成されたか否かを判定しているが、他の実施の形態として、第1及び第2グループに分けられた3台以上の光学センサーを備え、これらの第1及び第2グループに分けられた各光学センサーの測定結果を基に、解析装置にて、金型5の表面に塗膜が形成されたか否かを判定させる。
【0034】
そして、他の実施の形態に係る解析装置では、次のような解析が成される。
まず、塗布処理前の第1グループの各光学センサーの反射光強度の平均値C1が演算されると共に、塗布処理後の第1グループの各光学センサーの反射光強度の平均値C2が演算されて、塗布処理前後での第1グループの反射光強度の平均値の差C3(図4のステップS1に相当)が演算される。続いて、塗布処理前の第2グループの各光学センサーの反射光強度の平均値D1が演算されると共に、塗布処理後の第2グループの各光学センサーの反射光強度の平均値D2が演算されて、塗布処理前後での第2グループの反射光強度の平均値の差D3が演算される(図4のステップS2に相当)。
続いて、これら平均値の差C3及びD3が共に所定の基準値を上回った場合には、塗膜が正常に形成されたと判定する(図4のステップS3及びS4に相当)と共に、平均値の差C3またはD3のいずれか一方でも所定の基準値以下であった場合には、次のステップ(図4のステップS5に相当)に進む。
【0035】
次のステップでは、塗布処理前の第1グループの反射光強度の平均値C1と、塗布処理前の第2グループの反射光強度の平均値D1との差E1が演算される(図4のステップS5に相当)と共に、塗布処理後の第1グループの反射光強度の平均値C2と、塗布処理後の第2グループの反射光強度の平均値D2との差F1が演算される(図4のステップS6に相当)。そして、これらの差E1がF1よりも上回っていれば、金型5の表面に塗膜が形成されたと判定する(図4のステップS7及びS8に相当)。一方、差E1が差F1以下であれば、金型5の表面に塗膜が形成されていないと判定している(図4のステップS7及びS9に相当)。
以上、他に実施の形態によれば、光学センサーの数量を増加させてその測定結果を解析することにより、金型5の表面の塗膜の有無をさらに高精度に判定することが可能となる。
【図面の簡単な説明】
【0036】
【図1】図1は、本発明の実施の形態に係る塗膜判定装置を示す図である。
【図2】図2の(a)は第1及び第2光学センサーの本体を金型表面と平行に近接して配置した図で、(b)は第1及び第2光学センサーの本体を金型表面に対して放射状に配置した図である。
【図3】図3の(a)は金型の表面粗さの良い場合における、塗布処理前後での第1及び第2光学センサーそれぞれの反射光強度の大きさを示したもので、(b)は金型の表面粗さの悪い場合における、塗布処理前後での第1及び第2光学センサーそれぞれの反射光強度の大きさを示したものである。
【図4】図4は、解析装置の解析フロー図である。
【図5】図5は、従来の塗膜判定方法で、金型の表面粗さの良い場合と悪い場合とにおける塗布処理前後の光学センサーの反射光強度の大きさを示したものである。
【符号の説明】
【0037】
1 塗膜判定装置,2 第1光学センサー(膜厚センサー),3 第2光学センサー(膜厚センサー),4 解析装置
【技術分野】
【0001】
本発明は、被塗布物、例えば金型の表面に、塗布剤、例えば離型剤を塗布処理した後、金型の表面に塗膜が形成されたか否かを判定する塗膜判定装置及び塗膜判定方法に関するものである。
【背景技術】
【0002】
一般に、鋳造成形する際には、金型の表面に離型剤を塗布して、その表面に所定厚みの塗膜を形成するようにしている。
そこで、従来、鋳造工程において、金型の表面に離型剤を塗布した後、その表面に正常に塗膜が形成されているか否かが判定されており、その従来の塗膜判定方法を説明する。
従来の塗膜判定方法は、膜厚センサーとして光学センサーが1台用意されて、まず、離型剤の塗布処理前に、光学センサーの発光素子から光を金型の表面に向かって投射し、その反射光強度を測定する。次に、離型剤の塗布処理後に、光学センサーの発光素子から光を金型の表面に向かって投射し、その反射光強度を測定する。
そして、塗布処理前後における光学センサーの反射光強度の差を演算することにより、金型の表面に塗膜が形成された否かを判定していた。すなわち、この反射光強度の差が所定の基準値を上回っていれば、正常に塗膜が形成されたと判定し、反射光強度の差が基準値以下であれば、塗膜が形成されていないと判定していた。
【0003】
しかしながら、金型の使用回数が少ない場合には、金型の表面粗さが良いために、図5の左側の棒グラフから解るように、塗布処理前における光学センサーの投射光が散乱せずに反射することから、正常に塗膜が形成されていると、塗布処理前後での反射光強度の差が明白となり、簡単に塗膜の有無を判定することができた。
ところが、金型の使用回数が増加して、金型の表面粗さが悪くなると、図5の右側の棒グラフから解るように、塗布処理前での光学センサーの投射光が散乱して反射するために、塗布処理前での光学センサーの反射光強度が金型の使用回数の増加に伴って小さくなる。その結果、金型の表面に正常に塗膜が形成されているにもかかわらず、塗布処理前後の反射光強度の差が小さく所定の基準値を下回ってしまい、表面に塗膜が形成されていないと誤った判定をするおそれがあり、正確に塗膜の有無を判定することができなかった。
【0004】
そこで、被塗布物の表面に形成された塗膜の計測に関連する従来技術として、特許文献1には、被塗布物の表面に形成された塗膜表面までの距離を測定する光学式距離センサーと、被塗布物の表面までの距離を測定する電磁式距離センサーと、これら光学式距離センサーと電磁式センサーとの測定値の差を演算して表示する演算表示装置とを有する塗膜厚測定装置が開示されている。
【特許文献1】特開昭63−169513号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上述した特許文献1の発明では、塗膜の表面までの距離を測定する光学式距離センサーと、被塗装物の表面までの距離を測定する電磁式距離センサーとの測定値の差から膜厚を算出しているが、これら光学式距離センサーと電磁式距離センサーはそれぞれ距離を測定する手法が異なるために、それぞれ測定した距離を減算して求めた膜厚に誤差が生じる虞があり、この特許文献1の発明では上述した問題を解決することはできない。
【0006】
本発明は、かかる点に鑑みてなされたものであり、被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決するために、本発明の塗膜判定装置では、その解析装置が、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、被塗布物の表面に塗膜が形成されたか否かを判定していることを特徴としている。
また、本発明の塗膜判定方法は、第1及び第2膜厚センサーを備え、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算すると共に、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算する第2演算工程と、該第2演算工程において演算されたそれぞれの反射強度の差を比較することにより、被塗布物の表面に塗膜が形成されたか否かを判定する判定工程とからなることを特徴としている。
これにより、被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することができる。
なお、本発明の塗膜判定装置及び塗膜判定方法の各種態様およびそれらの作用については、以下の(発明の態様)の項において詳しく説明する。
【0008】
(発明の態様)
以下に、本願において特許請求が可能と認識されている発明(以下、「請求可能発明」という場合がある。)の態様をいくつか例示し、それらについて説明する。なお、各態様は、請求項と同様に、項に区分し、各項に番号を付して、必要に応じて他の項を引用する形式で記載する。これは、あくまでも請求可能発明の理解を容易にするためであり、請求可能発明を構成する構成要素の組み合わせを、以下の各項に記載されたものに限定する趣旨ではない。つまり、請求可能発明は、各項に付随する記載、実施の形態等に参酌して解釈されるべきであり、その解釈に従う限りにおいて、各項の態様にさらに他の構成要件を付加した態様も、また、各項の態様から構成要件を削除した態様も、請求可能発明の一態様となり得るのである。
【0009】
(1)被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーと、これら第1及び第2膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置は、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。(請求項1に相当)
【0010】
従って、(1)項に記載した塗膜判定装置では、解析装置において、第1及び第2膜厚センサーの測定結果に基いて、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、被塗布物の表面粗さが悪いか、あるいは塗膜が形成されていないかいずれかの要因であると判断されるため、この段階では塗膜の有無についての判定はされず、次のステップに進む。そして、次のステップにおいて、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、前者の強度差の方が大であれば、被塗布物の表面に塗膜が形成されたと判定し、後者の強度差の方が大であれば、塗膜は形成されていないと判定している。
また、本項の態様において、膜厚センサーは、特に限定されるものではなく、光学センサー等を採用することが可能である。
【0011】
(2)被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する、第1及び第2グループに分けられた複数の膜厚センサーと、これら第1及び第2グループの各膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、該解析装置は、塗布処理前後での第1グループまたは第2グループの各膜厚センサーの反射強度の平均値の差が所定の基準値以下である場合には、塗布処理前での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差と、塗布処理後での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。(請求項2に相当)
【0012】
従って、(2)項に記載した塗膜判定装置では、解析装置において、各膜厚センサーの測定結果に基いて、塗布処理前後での第1グループまたは第2グループの各膜厚センサーの反射強度の平均値の差が所定の基準値以下である場合には、被塗布物の表面粗さが悪いか、あるいは塗膜が形成されていないかいずれかの要因であると判断されるため、この段階では塗膜の有無は判定されず、次のステップに進む。そして、次のステップにおいて、塗布処理前での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差と、塗布処理後での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差とを比較して、前者の強度差の方が大であれば、被塗布物の表面に塗膜が形成されたと判定し、後者の強度差の方が大であれば、塗膜は形成されていないと判定している。
【0013】
(3)前記各膜厚センサーは、前記被塗布物の表面の離間する複数の点に投射可能に配置されることを特徴とする(1)または(2)項に記載の塗膜判定装置。(請求項3に相当)
【0014】
従って、(3)項に記載した塗膜判定装置では、各膜厚センサーから被塗布物の表面の離間する複数の点に投射されるように、各膜厚センサーは、その本体が、被塗布物の表面と略平行に近接して配置される。
【0015】
(4)前記各膜厚センサーは、前記被塗布物の表面の略同一点に投射可能に配置されることを特徴とする(1)または(2)項に記載の塗膜判定装置。(請求項4に相当)
【0016】
従って、(4)項に記載した塗膜判定装置では、各膜厚センサーから被塗布物の表面の略同一点に投射されるように、各膜厚センサーは、その本体が、被塗布物の表面に対して放射状に配置される。
【0017】
(5)前記被塗布物は金型であり、前記塗布剤は離型剤であること特徴とする(1)〜(4)項のいずれかに記載の塗膜判定装置。
【0018】
従って、(5)項に記載した塗膜判定装置では、鋳造成形等で使用する金型の表面に離型剤を塗布した後、その表面に塗膜されているか否かを正確に判定することが可能となる。
【0019】
(6)被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定方法において、該塗膜判定方法は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーを備え、これら第1膜厚センサー及び第2膜厚センサーにより塗布処理前後の反射強度をそれぞれ測定する測定工程と、該測定工程での測定結果に基いて、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差を演算する第1演算工程と、該第1演算工程において演算された各反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、前記測定工程での測定結果に基いて、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算すると共に、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算する第2演算工程と、該第2演算工程において演算された、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較することにより、前記被塗布物の表面に塗膜が形成されたか否かを判定する判定工程と、からなることを特徴とする塗膜判定方法。(請求項5に相当)
【0020】
従って、(6)項に記載した塗膜判定方法では、第1演算工程において、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差を演算し、各反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、被塗布物の表面粗さが悪いか、あるいは塗膜が形成されていないかいずれかの要因であると判断されるため、次の第2演算工程及び判定工程に進む。そして、第2演算工程及び判定工程において、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とが比較されて、前者の強度差の方が大であれば、被塗布物の表面に塗膜が形成されたと判定し、後者の強度差の方が大であれば、塗膜は形成されていないと判定している。
【発明の効果】
【0021】
本発明によれば、被塗布物の表面粗さが悪化しても、その表面に塗膜が形成されたか否かを正確に判定することのできる塗膜判定装置及び塗膜判定方法を提供することができる。
【発明を実施するための最良の形態】
【0022】
以下、本発明を実施するための最良の形態を図1〜図4に基いて詳細に説明する。
本発明の実施の形態に係る塗膜判定装置1は、図1に示すように、被塗布物(本実施の形態では図2に示す金型5)の表面に塗布剤(本実施の形態では離型剤)を塗布処理した後、金型5の表面に塗膜が形成されているか否かを判定するものであり、本塗膜判定装置1は、金型5の表面に向かって光を投射してその反射光強度を測定する第1及び第2光学センサー(膜厚センサー)2、3と、該第1光学センサー2及び第2光学センサー3の測定結果に基いて、金型5の表面に塗膜が形成されたか否かを判定する解析装置4とを備えている。
【0023】
第1光学センサー2及び第2光学センサー3は、発光素子から光を投射して、計測すべき表面に反射させて受光しその反射光強度を測定可能なものである。
また、これら第1光学センサー2及び第2光学センサー3は、図2(a)に示すように、その本体が、金型5の表面と略平行に近接して配置され、金型5の表面の離間する二点を投射可能とする配置、または図2(b)に示すように、その本体が、金型5の表面に対して放射状に配置され、金型5の表面の略同一点を投射可能とする配置が適宜選択されて採用される。
【0024】
解析装置4は、第1光学センサー2及び第2光学センサー3の測定結果に基いて、金型5の表面に塗膜が形成されたか否かを判定するものであり、離型剤の塗布処理前後での第1光学センサー2または第2光学センサー3の反射光強度の差が所定の基準値以下である場合には、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差と、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差とを比較して、金型5の表面に塗膜が形成されたか否かを判定する機能を有している。
【0025】
この解析装置4は、次に説明する、金型5の表面粗さの良い場合と悪い場合とにおいて、塗布処理前後における第1光学センサー2及び第2光学センサー3の反射光強度の大きさに表れるある傾向に着目して、上述した機能を採用したものである。なお、図3(a)は、金型5の表面粗さの良い場合における、塗布処理前後(塗布処理前:白抜き,塗布処理後:斑点模様)での第1光学センサー2(図3(a)の左側の棒グラフ)及び第2光学センサー3(図3(a)の右側の棒グラフ)それぞれの反射光強度の大きさを示したものである。また、図3(b)は、金型5の表面粗さの悪い場合における、塗布処理前後(塗布処理前:白抜き,塗布処理後:斑点模様)での第1光学センサー2(図3(b)の左側の棒グラフ)及び第2光学センサー3(図3(b)の右側の棒グラフ)それぞれの反射光強度の大きさを示したものである。
【0026】
図3(a)に示すように、金型5の表面粗さが良い場合には、塗布処理前では第1光学センサー2及び第2光学センサー3の投射光が散乱せずに反射することから、正常に金型5の表面に塗膜が形成されていると、塗布処理前後での第1光学センサー2の反射光強度の差A1及び第2光学センサー3の反射光強度の差A2が歴然として明白になる。
【0027】
一方、図3(b)に示すように、金型5の表面粗さが悪い場合には、塗布処理前では第1光学センサー2及び第2光学センサー3の投射光が散乱して反射することから、塗布処理前での第1光学センサー2及び第2光学センサー3の反射光強度が共に金型5の表面粗さが良い場合の時に比べて小さくなり、塗膜が形成されているにもかかわらず、第1光学センサー2または第2光学センサー3の塗布処理前後での反射光強度の差が小さくなってしまう。しかしながら、金型5の表面粗さが悪い場合には、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1が、金型5の表面粗さが良い場合の時に比べて大きく、しかも、塗布処理後、正常に金型5の表面に塗膜が形成されていると、塗布処理後での第1光学センサー2及び第2光学センサー3の反射光強度が略同一となりそれらの反射光強度の差B2がほとんど無いという傾向にある。なお、図3(b)では、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2の記載を省略している。
このような、特に、金型5の表面粗さが悪い場合での、塗布処理前後における第1光学センサー2及び第2光学センサー3の反射光強度の大きさの傾向を基にして、解析装置4に上述した機能が採用されている。
【0028】
次に、本発明の実施の形態に係る塗膜判定装置1を使用した塗膜判定方法を説明する。
まず、第1光学センサー2及び第2光学センサー3を所定位置に配置し、離型剤の塗布処理前に、第1光学センサー2及び第2光学センサー3それぞれの発光素子から光を金型5の表面に向かって投射して、反射光強度をそれぞれ測定する。
次に、離型剤が金型5に塗布された後、再び、第1光学センサー2及び第2光学センサー3それぞれの発光素子から光を金型5の表面に向かって投射して、反射光強度をそれぞれ測定する。
【0029】
そして、解析装置4では、第1光学センサー2及び第2光学センサー3それぞれの塗布処理前後の反射光強度の測定結果に基いて、図4に示すように、まず、ステップS1では、塗布処理前後での第1光学センサー2の反射光強度の差A1が演算される。続いて、ステップS2では、塗布処理前後での第2光学センサー3の反射光強度の差A2が演算される。
【0030】
次に、ステップS3では、塗布処理前後での第1光学センサー2の反射光強度の差A1及び塗布処理前後での第2光学センサー3の反射光強度の差A2と、所定の基準値とが比較されて、反射光強度の差A1及びA2が共に所定の基準値を上回っていれば、ステップS4に進み、金型5の表面に塗膜が形成されたと判定される。一方、反射光強度の差A1またはA2が、そのいずれか一方でも所定の基準値以下であればステップS5に進む。
【0031】
次に、ステップS5では、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1が演算される。続いて、ステップS6では、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2が演算される。
そして、ステップS7では、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1と、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2とが比較されて、反射光強度の差B1がB2よりも上回っていれば、ステップS8に進み、金型5の表面に塗膜が形成されたと判定される。一方、反射光強度の差B1がB2以下であれば、ステップS9に進み、金型5の表面に塗膜が形成されていないと判定される。
【0032】
以上説明したように、本発明の実施の形態によれば、解析装置4により、金型5の表面粗さが悪く、塗布処理前後での第1光学センサー2または第2光学センサー3の反射光強度の差A1またはA2によって、塗膜の有無が正確に判定できない場合でも、塗布処理前での第1光学センサー2と第2光学センサー3との反射光強度の差B1と、塗布処理後での第1光学センサー2と第2光学センサー3との反射光強度の差B2とを比較することで、金型5の表面に塗膜が形成されたか否かを判定することができるので、金型5の表面粗さに関係なく、金型5の表面に塗膜が形成されたか否かを正確に判定することが可能となった。
【0033】
なお、本発明の実施の形態では、光学センサーを第1光学センサー2及び第2光学センサー3の2台用意して、これら第1及び第2光学センサー2、3の測定結果に基いて、解析装置4により、金型5の表面に塗膜が形成されたか否かを判定しているが、他の実施の形態として、第1及び第2グループに分けられた3台以上の光学センサーを備え、これらの第1及び第2グループに分けられた各光学センサーの測定結果を基に、解析装置にて、金型5の表面に塗膜が形成されたか否かを判定させる。
【0034】
そして、他の実施の形態に係る解析装置では、次のような解析が成される。
まず、塗布処理前の第1グループの各光学センサーの反射光強度の平均値C1が演算されると共に、塗布処理後の第1グループの各光学センサーの反射光強度の平均値C2が演算されて、塗布処理前後での第1グループの反射光強度の平均値の差C3(図4のステップS1に相当)が演算される。続いて、塗布処理前の第2グループの各光学センサーの反射光強度の平均値D1が演算されると共に、塗布処理後の第2グループの各光学センサーの反射光強度の平均値D2が演算されて、塗布処理前後での第2グループの反射光強度の平均値の差D3が演算される(図4のステップS2に相当)。
続いて、これら平均値の差C3及びD3が共に所定の基準値を上回った場合には、塗膜が正常に形成されたと判定する(図4のステップS3及びS4に相当)と共に、平均値の差C3またはD3のいずれか一方でも所定の基準値以下であった場合には、次のステップ(図4のステップS5に相当)に進む。
【0035】
次のステップでは、塗布処理前の第1グループの反射光強度の平均値C1と、塗布処理前の第2グループの反射光強度の平均値D1との差E1が演算される(図4のステップS5に相当)と共に、塗布処理後の第1グループの反射光強度の平均値C2と、塗布処理後の第2グループの反射光強度の平均値D2との差F1が演算される(図4のステップS6に相当)。そして、これらの差E1がF1よりも上回っていれば、金型5の表面に塗膜が形成されたと判定する(図4のステップS7及びS8に相当)。一方、差E1が差F1以下であれば、金型5の表面に塗膜が形成されていないと判定している(図4のステップS7及びS9に相当)。
以上、他に実施の形態によれば、光学センサーの数量を増加させてその測定結果を解析することにより、金型5の表面の塗膜の有無をさらに高精度に判定することが可能となる。
【図面の簡単な説明】
【0036】
【図1】図1は、本発明の実施の形態に係る塗膜判定装置を示す図である。
【図2】図2の(a)は第1及び第2光学センサーの本体を金型表面と平行に近接して配置した図で、(b)は第1及び第2光学センサーの本体を金型表面に対して放射状に配置した図である。
【図3】図3の(a)は金型の表面粗さの良い場合における、塗布処理前後での第1及び第2光学センサーそれぞれの反射光強度の大きさを示したもので、(b)は金型の表面粗さの悪い場合における、塗布処理前後での第1及び第2光学センサーそれぞれの反射光強度の大きさを示したものである。
【図4】図4は、解析装置の解析フロー図である。
【図5】図5は、従来の塗膜判定方法で、金型の表面粗さの良い場合と悪い場合とにおける塗布処理前後の光学センサーの反射光強度の大きさを示したものである。
【符号の説明】
【0037】
1 塗膜判定装置,2 第1光学センサー(膜厚センサー),3 第2光学センサー(膜厚センサー),4 解析装置
【特許請求の範囲】
【請求項1】
被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、
該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーと、これら第1及び第2膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、
該解析装置は、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。
【請求項2】
被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、
該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する、第1及び第2グループに分けられた複数の膜厚センサーと、これら第1及び第2グループの各膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、
該解析装置は、塗布処理前後での第1グループまたは第2グループの各膜厚センサーの反射強度の平均値の差が所定の基準値以下である場合には、塗布処理前での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差と、塗布処理後での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。
【請求項3】
前記各膜厚センサーは、前記被塗布物の表面の離間する複数の点に投射可能に配置されることを特徴とする請求項1または2に記載の塗膜判定装置。
【請求項4】
前記各膜厚センサーは、前記被塗布物の表面の略同一点に投射可能に配置されることを特徴とする請求項1または2に記載の塗膜判定装置。
【請求項5】
被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定方法において、
該塗膜判定方法は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーを備え、これら第1膜厚センサー及び第2膜厚センサーにより塗布処理前後の反射強度をそれぞれ測定する測定工程と、
該測定工程での測定結果に基いて、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差を演算する第1演算工程と、
該第1演算工程において演算された各反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、前記測定工程での測定結果に基いて、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算すると共に、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算する第2演算工程と、
該第2演算工程において演算された、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較することにより、前記被塗布物の表面に塗膜が形成されたか否かを判定する判定工程と、
からなることを特徴とする塗膜判定方法。
【請求項1】
被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、
該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーと、これら第1及び第2膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、
該解析装置は、塗布処理前後での第1膜厚センサーまたは第2膜厚センサーの反射強度の差が所定の基準値以下である場合には、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。
【請求項2】
被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定装置において、
該塗膜判定装置は、前記被塗布物の表面に向かって投射してその反射強度を測定する、第1及び第2グループに分けられた複数の膜厚センサーと、これら第1及び第2グループの各膜厚センサーの測定結果に基いて、塗膜が形成されたか否かを判定する解析装置とを備え、
該解析装置は、塗布処理前後での第1グループまたは第2グループの各膜厚センサーの反射強度の平均値の差が所定の基準値以下である場合には、塗布処理前での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差と、塗布処理後での第1グループと第2グループとの各膜厚センサーの反射強度の平均値の差とを比較して、前記被塗布物の表面に塗膜が形成されたか否かを判定することを特徴とする塗膜判定装置。
【請求項3】
前記各膜厚センサーは、前記被塗布物の表面の離間する複数の点に投射可能に配置されることを特徴とする請求項1または2に記載の塗膜判定装置。
【請求項4】
前記各膜厚センサーは、前記被塗布物の表面の略同一点に投射可能に配置されることを特徴とする請求項1または2に記載の塗膜判定装置。
【請求項5】
被塗布物の表面に塗布剤を塗布処理した後、表面に塗膜が形成されたか否かを判定する塗膜判定方法において、
該塗膜判定方法は、前記被塗布物の表面に向かって投射してその反射強度を測定する第1及び第2膜厚センサーを備え、これら第1膜厚センサー及び第2膜厚センサーにより塗布処理前後の反射強度をそれぞれ測定する測定工程と、
該測定工程での測定結果に基いて、塗布処理前後での第1膜厚センサー及び第2膜厚センサーそれぞれの反射強度の差を演算する第1演算工程と、
該第1演算工程において演算された各反射強度の差が、その内いずれか一方でも所定の基準値以下である場合には、前記測定工程での測定結果に基いて、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算すると共に、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差を演算する第2演算工程と、
該第2演算工程において演算された、塗布処理前での第1膜厚センサーと第2膜厚センサーとの反射強度の差と、塗布処理後での第1膜厚センサーと第2膜厚センサーとの反射強度の差とを比較することにより、前記被塗布物の表面に塗膜が形成されたか否かを判定する判定工程と、
からなることを特徴とする塗膜判定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2008−96207(P2008−96207A)
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願番号】特願2006−276650(P2006−276650)
【出願日】平成18年10月10日(2006.10.10)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成20年4月24日(2008.4.24)
【国際特許分類】
【出願日】平成18年10月10日(2006.10.10)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]