
塗膜剥離方法
【課題】塗装された樹脂製自動車バンパーから効率よく塗膜を剥離する方法を提供する。
【解決手段】塗膜剥離方法は、樹脂製自動車バンパーをロール間でプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備えることを特徴とする。この方法によれば、塗装された樹脂製自動車バンパーから効率よく塗膜を剥離できるとともに、基材樹脂を効率よく回収できる。
【解決手段】塗膜剥離方法は、樹脂製自動車バンパーをロール間でプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備えることを特徴とする。この方法によれば、塗装された樹脂製自動車バンパーから効率よく塗膜を剥離できるとともに、基材樹脂を効率よく回収できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装された樹脂製自動車バンパーから塗膜を剥離する方法に関する。
【背景技術】
【0002】
自動車のバンパーは、一般にプラスチック製の基材層と接着剤層と表面塗膜層から構成されている。基材層は、例えばポリプロピレン樹脂をベースにしてエラストマーやタルク等のフィラーを配合した原料より構成され、厚みが2mmから4mm程度の層である。接着剤層は、塩素化ポリオレフィン等の厚みが10μm程度のプライマー層であり、基材層と表面塗膜層の密着力を強化するための層である。表面塗膜層は、ポリウレタン樹脂、アルキッドメラミン樹脂あるいはエポキシ系の熱硬化性樹脂を原料とする塗料を塗布して形成される層であり、厚みが40μmから100μm程度の層である。
【0003】
このようなプラスチック製塗装バンパーは、リサイクルされて再使用されることが多い。しかしながら、バンパー上に形成されている塗膜層(表面塗膜層と接着剤層)を剥離、除去しないままバンバーを溶融、再成形すると、溶融しない表面塗膜層と接着剤層の影響で耐衝撃性等の物理的性質が低下したり、生成物に色むらができるという不具合が生じたりする。また、表面塗膜層が残存していると再成形時の熱により表面塗膜成分が劣化・分解して再成形材料の外観不具合や異臭発生の原因となり、リサイクルの妨げとなる。
【0004】
これに対して特許文献1には、ジェット渦流により塗装品の粉砕を行って、粉砕物同士をぶつけ合うことにより基材層と表面塗膜層とを剥離し、後工程のサイクロンにて基材成分と表面塗膜成分に選別する方法が開示されている。また、特許文献2には、塗装膜を酵素により分解、除去する方法が開示されている。この方法は、従来の液剤処理の欠点であった人体への有害性や液剤の後処理し難さ等の環境への負荷増大を改善する目的で考案されたものである。さらに、特許文献3には、70℃未満の温度でロールにより塗装膜に対し圧力をかけることで、せん断による剥離応力を発生させ塗装膜を除去する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−237410号公報
【特許文献2】特開平7−040344号公報
【特許文献3】特開平7−214558号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法では、表面塗装膜が接着剤層により強固に基材層と接着していて殆ど一体化しており、表面塗膜層と接着剤を除こうとすると基材層を含めた全体をできるだけ細かく粉砕する必要があり、細かく粉砕すると後工程での比重差による選別精度が悪くなり、リサイクル素材となる基材成分の回収率が低下してしまう。また、表面塗膜層は除けても接着剤層が基材に残ったままとなり、リサイクル素材として再利用した際には物性の低下につながる。特許文献2の方法では、人体への影響作用と環境負荷を低減する反面、塗膜への作用もマイルドであり、非常に長い分解処理時間が必要となり処理能力が悪く、また処理するための容積も必要となる。この様な液剤を用いた処理は、表面塗膜層と接着剤層のみの除去には効果を発揮するが、処理後の液剤処理や処理能力の面からの課題も多く、実用化が進んでいない。特許文献3の方法では、ロールによる圧力をかけるだけなので、完全に塗膜を分離することは困難である。
【0007】
本発明は、塗装された樹脂製自動車バンパーから効率よく塗膜を剥離する方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決すべく、本発明は、以下のような塗膜剥離方法を提供するものである。
(1)塗装された樹脂製自動車バンパーから塗膜を剥離する方法であって、前記バンパーをロール間でプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備えることを特徴とする塗膜剥離方法。
(2)上述の(1)に記載の塗膜剥離方法において、前記樹脂がポリプロピレン樹脂であることを特徴とする塗膜剥離方法。
(3)上述の(1)または(2)に記載の塗膜剥離方法において、前記ロール間のクリアランスが前記バンパー厚みの40%以上70%以下であることを特徴とする塗膜剥離方法。
【0009】
(4)上述の(1)から(3)までのいずれか1つに記載の塗膜剥離方法において、前記ロール間圧力がロール長さ方向に対して4900N/cm以上19600N/cm以下であることを特徴とする塗膜剥離方法。
(5)上述の(1)から(4)までのいずれか1つに記載の塗膜剥離方法において、前記ブラスト工程で研削材を噴射する際のノズル角度が、前記プレス物の表面に対して10°以上70°以下の角度であることを特徴とする塗膜剥離方法。
(6)上述の(1)から(5)までのいずれか1つに記載の塗膜剥離方法において、前記プレス工程で、ロール間に水を滴下または噴霧することを特徴とする塗膜剥離方法。
【発明の効果】
【0010】
本発明によれば、塗装された樹脂製バンパーから効率よく塗膜を剥離でき、基材樹脂を再生することも可能となる。それ故、ポリプロピレン樹脂等を基材として用いた塗装バンパーからの基材樹脂の回収(リサイクル)に有効である。
【図面の簡単な説明】
【0011】
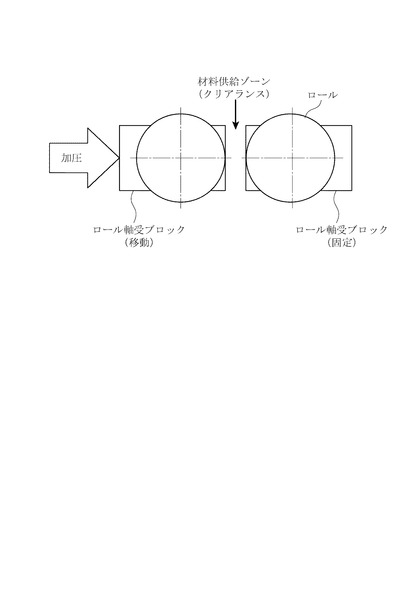
【図1】本実施形態に係るプレス工程で使用する高圧ロール(2本ロール)を模式的に示す図。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態を説明する。本実施形態における塗膜剥離方法は、塗装樹脂製バンパーをロール間でプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備えている。本実施形態における塗装樹脂バンパーは塗装したポリプロピレン樹脂製バンパーである。
【0013】
〔プレス工程〕
(高圧ロールの構成)
図1にプレス工程で使用する高圧ロール(2本ロール)を模式的に示す。ロール径は200mmから400mm程度であり、ロール長さは300mmから500mm程度である。
ロールの両端は、一方が固定され、もう一方がスライド可能に軸受ブロックで支持されている。軸受ブロックは、油圧あるいはスプリングで加圧される。
高圧ロールのロール間隔(クリアランス)は、バンパー厚みの40%以上70%以下が好ましく、50%以上60%以下がより好ましい。ロール間隔がバンパー厚みの40%未満であると、後述するプレス処理の際に塗膜がバンパー材料にめり込んでしまい、次工程で剥離しにくくなるおそれがある。一方、ロール間隔がバンパー厚みの70%を超えるとプレス処理の際に塗膜剥離効果を十分に発揮できないおそれがある。
【0014】
(プレス処理)
ロール同士が最も近接するところで材料に最も加圧せん断力が加わり、材料はロール周速度と同じ速度で移動しながら、加圧力によって材料の硬さに応じて延伸される。その際、ポリプロピレン樹脂製塗装バンパーの基材(ポリプロピレン樹脂)は表面塗膜層よりも柔らかく、加圧力により延伸されるが、表面塗膜層は伸びないために材料間に伸びの速度差が生じると共に、ロール間のせん断力により表面塗膜層には一定方向にクラックが生じる。
ここで、ロール間圧力はロール長さ方向に対して4900N/cm以上19600N/cm以下であることが好ましく、4900N/cm以上14700N/cm以下であることがより好ましい。特に9800N/cm前後が最も好ましい。
【0015】
また、加圧せん断力によりロールは発熱を生じるため、材料も加熱され延び難い表面塗膜層側に剃りが発生してロールに巻き付きが発生する。その為、ロール内部は冷却水を循環できる構造とすることが好ましい。更に、少量の水を材料供給ゾーンに滴下して、材料自体をより冷却しながらプレス処理することで、発熱による材料の反りを抑制し、次工程でブラスト処理し易い、フラットな材料(プレス物)を得ることができる。
ロールの回転が速すぎるとロール間隙での加圧せん断力に曝される時間が短いので基材と表面塗膜との伸びのズレが生じ難いため表面塗膜層に生じるクラック発生数が少なくなる。またロールとの摩擦は大きくなるので摩擦熱が発生し易くなる。それ故、生産能力に応じて出来るだけ低速でロールを回転させてプレス処理することが好ましい。
【0016】
〔ブラスト工程〕
ブラストには、エアーブラスト(サクション式、直圧式、ブロワー式)、ショットブラスト等があるが、比重の軽い研削材に適するエアーブラストが好ましい。
研削材は、モース硬度3以上6以下のものが好ましく、モース高度が6より大きくなると表面塗膜層と接着剤層の剥離能力は向上するが、基材自体に研削材が打ち込まれて汚染の原因となるおそれがある。モース硬度が3より小さいと表面塗膜層よりも硬さが不足して剥離能力が乏しくなるおそれがある。モース硬度が3以上6以下の研削材としては、メラミン樹脂、ユリア樹脂、ポリカーボネート樹脂、ナイロン樹脂、および珪砂等などがあり、中でも表面塗膜層に用いられる同じ樹脂系であるメラミン樹脂(モース硬度約4.0)が最も好ましい。
【0017】
研削材の粒径は、研削材の種類や噴射条件により適宜選定すればよいが、150μm以上850μm以下の平均粒径のものが研削効果の観点より好ましく使用される。なお、平均粒径は、例えば沈降法によって測定すればよい。
研削材を噴射する噴射ノズル口径と噴射圧力は、研削材の粒径や材質、噴射相手となる材料に応じて適宜設定すれば良い。噴射ノズルから出た研削材は、ノズルから出たとたんに空気抵抗がかかってくるため、サクション式の場合、噴射ノズルと材料間の距離は、ノズル口径の10倍以上20倍以下程度、直圧式の場合は35倍以上45倍以下程度を目安に設定することが好ましい。
【0018】
噴射ノズルとしては、広角タイプやストレートタイプ等が挙げられる。一般にストレートノズルの場合、大半の研削材がノズル噴射口を延長する線(0度)に対して各3度ずつの広がり範囲で噴射され、その外周部に同心円状に外へ行くに従い薄くブラストされる。
このような噴射ノズルは材料の両面を同時に処理できるように配置することが好ましい(例えば片側5本以上)。また、噴射ノズルは、研削材を噴射する際のノズル角度が材料面(プレス物の表面)に対して好ましくは10°以上70°以下、より好ましくは20°以上40°以下の角度となるように設置される。プレス物の塗膜層はクラックが入った状態であり、この範囲の角度を付けて研削材を噴射することにより塗膜層と基材との間に研削材を効果的に作用させることができる。
【0019】
〔粉砕工程、ペレット化工程〕
再生した樹脂をペレット化する場合には、ブラスト工程後の材料を溶融押出機に投入できるサイズに粉砕することが好ましい。その場合、ペレット化で使用する溶融押出機に投入できるサイズに粉砕できればよいので、カッターミル等の一般的な粉砕機を用いればよい。また材料をより綺麗にする目的で、粉砕の前後いずれかに、洗浄工程を設けてもよい。
粉砕物をペレット状に成形するには通常の溶融押出機を用いればよい。
【0020】
上述した実施形態によれば、塗装されたポリプロピレン樹脂製バンパーから効率よく塗膜を剥離でき、バンパーの基材であるポリプロピレン樹脂を効率よく再生することが可能となる。再生されたポリプロピレン樹脂は、バンパー自体や各種成形品の製造用原料として好適に使用できる。
【0021】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
前記各実施形態では、塗装バンパーとしてポリプロピレン樹脂製塗装バンパーを挙げたが、これに限らず塗装された樹脂製バンパーであれば本発明を適用できる。例えば、ポリウレタン樹脂製バンパーでもよい。
【実施例】
【0022】
次に、実施例を挙げて本発明をさらに詳しく説明する。なお、本発明はこれらの実施例の記載内容に何ら制限されるものではない。
〔実施例1〕
(プレス工程)
厚さ平均2.6mm(最小2.4mmから最大2.8mmまで)の塗装ポリプロピレン樹脂製自動車バンパーを、高圧ロールプレス装置に投入した。ここで、該装置の高圧ロールは、ロール径300mm、ロール長さ300mmである一組のロールからなる。そして、ロール回転数5rpm、ロール冷却あり、少量の水をロール間隙に噴霧、ロール加圧力1t(9.8kN)/cm、ロール間クリアランス1.3mm(バンパー材料厚みの50%)の条件にてバンパーをプレス処理し、プレス物を得た。表面塗膜層は全面にクラックが発生し、クラック幅は広く塗膜の浮き上がりがあった。
【0023】
(ブラスト工程)
エアーブラスト装置にて、メラミン樹脂製の研削材(粒径範囲425μmから600μm程度)を用いてエアー圧0.7MPa、材料に対するノズル角度30°にて、プレス物両面を同時にブラスト処理した。処理能力500kg/hrの条件下、表面塗膜層および接着剤層の分離精度99.95%でポリプロピレン樹脂(基材)を回収した。なお、分離精度は、全体質量に対するポリプロピレンの質量比で求めた。
【0024】
〔実施例2〕
(プレス工程)
高圧ロールプレス装置のロール間クリアランスを1.9mm(バンパー材料厚みの70%)とした以外は実施例1と同様に行った。塗膜層は部分的にクラックを発生したが、実施例1よりクラック数は少なかった。
(ブラスト工程)
エアーブラスト装置のプレス物に対するノズル角度を45°、処理能力を250kg/hrとした以外は実施例1と同様にして行った。表面塗膜層および接着剤層の分離精度99.93%でポリプロピレン樹脂(基材)を回収した。
【0025】
〔実施例3〕
(プレス工程)
実施例1と同様にして行った。
(ブラスト工程)
エアーブラスト装置のプレス物に対するノズル角度を0°、処理能力を250kg/hrとした以外は実施例1と同様にして行った。表面塗膜層および接着剤層の分離精度99.75%でポリプロピレン樹脂(基材)を回収した。
【0026】
〔実施例4〕
(プレス工程)
高圧ロールプレス装置のロール間クリアランスを0.8mm(バンパー材料厚みの30%)とした以外は実施例1と同様にして行った。
(ブラスト工程)
プレス物に基材樹脂への表面塗膜層の食い込みが生じるものがあったため、エアーブラスト条件を種々検討したものの、研削材の基材樹脂への食い込みが発生したり処理能力の低下があり、適当な条件を見出すことがやや困難であった。ただし、回収したポリプロピレン樹脂(基材)の表面塗膜層および接着剤層の分離精度は、95%を超えていた。
【0027】
〔実施例5〕
(プレス工程)
高圧ロールプレス装置のロール間クリアランスを2.0mm(バンパー材料厚みの80%以上)とした以外は実施例1と同様にして行った。高圧ロールプレスの圧力が基材樹脂に十分にかからない部分があったため、塗膜層の浮き上がり現象が生じないものがあった。それでも、回収したポリプロピレン樹脂(基材)の表面塗膜層および接着剤層の分離精度は、95%を超えていた。
【0028】
〔比較例1〕
実施例1と同様の自動車バンパーに対して、高圧ロールプレス装置によるプレス工程を行わずに、実施例1と同じ材料を、実施例1のメラミン樹脂製研削材を用いて他条件は各実施例に合わせて調整し、エアーブラスト処理のみを実施した。処理能力を、実施例1の1/10である50kg/hrに落としても、回収したポリプロピレン樹脂(基材)の表面塗膜層および接着剤層の分離精度は、95%以下であった。
【産業上の利用可能性】
【0029】
本発明は、自動車の樹脂製塗装バンパーからの塗膜剥離方法として好適に利用できる。
【技術分野】
【0001】
本発明は、塗装された樹脂製自動車バンパーから塗膜を剥離する方法に関する。
【背景技術】
【0002】
自動車のバンパーは、一般にプラスチック製の基材層と接着剤層と表面塗膜層から構成されている。基材層は、例えばポリプロピレン樹脂をベースにしてエラストマーやタルク等のフィラーを配合した原料より構成され、厚みが2mmから4mm程度の層である。接着剤層は、塩素化ポリオレフィン等の厚みが10μm程度のプライマー層であり、基材層と表面塗膜層の密着力を強化するための層である。表面塗膜層は、ポリウレタン樹脂、アルキッドメラミン樹脂あるいはエポキシ系の熱硬化性樹脂を原料とする塗料を塗布して形成される層であり、厚みが40μmから100μm程度の層である。
【0003】
このようなプラスチック製塗装バンパーは、リサイクルされて再使用されることが多い。しかしながら、バンパー上に形成されている塗膜層(表面塗膜層と接着剤層)を剥離、除去しないままバンバーを溶融、再成形すると、溶融しない表面塗膜層と接着剤層の影響で耐衝撃性等の物理的性質が低下したり、生成物に色むらができるという不具合が生じたりする。また、表面塗膜層が残存していると再成形時の熱により表面塗膜成分が劣化・分解して再成形材料の外観不具合や異臭発生の原因となり、リサイクルの妨げとなる。
【0004】
これに対して特許文献1には、ジェット渦流により塗装品の粉砕を行って、粉砕物同士をぶつけ合うことにより基材層と表面塗膜層とを剥離し、後工程のサイクロンにて基材成分と表面塗膜成分に選別する方法が開示されている。また、特許文献2には、塗装膜を酵素により分解、除去する方法が開示されている。この方法は、従来の液剤処理の欠点であった人体への有害性や液剤の後処理し難さ等の環境への負荷増大を改善する目的で考案されたものである。さらに、特許文献3には、70℃未満の温度でロールにより塗装膜に対し圧力をかけることで、せん断による剥離応力を発生させ塗装膜を除去する方法が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平5−237410号公報
【特許文献2】特開平7−040344号公報
【特許文献3】特開平7−214558号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1の方法では、表面塗装膜が接着剤層により強固に基材層と接着していて殆ど一体化しており、表面塗膜層と接着剤を除こうとすると基材層を含めた全体をできるだけ細かく粉砕する必要があり、細かく粉砕すると後工程での比重差による選別精度が悪くなり、リサイクル素材となる基材成分の回収率が低下してしまう。また、表面塗膜層は除けても接着剤層が基材に残ったままとなり、リサイクル素材として再利用した際には物性の低下につながる。特許文献2の方法では、人体への影響作用と環境負荷を低減する反面、塗膜への作用もマイルドであり、非常に長い分解処理時間が必要となり処理能力が悪く、また処理するための容積も必要となる。この様な液剤を用いた処理は、表面塗膜層と接着剤層のみの除去には効果を発揮するが、処理後の液剤処理や処理能力の面からの課題も多く、実用化が進んでいない。特許文献3の方法では、ロールによる圧力をかけるだけなので、完全に塗膜を分離することは困難である。
【0007】
本発明は、塗装された樹脂製自動車バンパーから効率よく塗膜を剥離する方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
前記課題を解決すべく、本発明は、以下のような塗膜剥離方法を提供するものである。
(1)塗装された樹脂製自動車バンパーから塗膜を剥離する方法であって、前記バンパーをロール間でプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備えることを特徴とする塗膜剥離方法。
(2)上述の(1)に記載の塗膜剥離方法において、前記樹脂がポリプロピレン樹脂であることを特徴とする塗膜剥離方法。
(3)上述の(1)または(2)に記載の塗膜剥離方法において、前記ロール間のクリアランスが前記バンパー厚みの40%以上70%以下であることを特徴とする塗膜剥離方法。
【0009】
(4)上述の(1)から(3)までのいずれか1つに記載の塗膜剥離方法において、前記ロール間圧力がロール長さ方向に対して4900N/cm以上19600N/cm以下であることを特徴とする塗膜剥離方法。
(5)上述の(1)から(4)までのいずれか1つに記載の塗膜剥離方法において、前記ブラスト工程で研削材を噴射する際のノズル角度が、前記プレス物の表面に対して10°以上70°以下の角度であることを特徴とする塗膜剥離方法。
(6)上述の(1)から(5)までのいずれか1つに記載の塗膜剥離方法において、前記プレス工程で、ロール間に水を滴下または噴霧することを特徴とする塗膜剥離方法。
【発明の効果】
【0010】
本発明によれば、塗装された樹脂製バンパーから効率よく塗膜を剥離でき、基材樹脂を再生することも可能となる。それ故、ポリプロピレン樹脂等を基材として用いた塗装バンパーからの基材樹脂の回収(リサイクル)に有効である。
【図面の簡単な説明】
【0011】
【図1】本実施形態に係るプレス工程で使用する高圧ロール(2本ロール)を模式的に示す図。
【発明を実施するための形態】
【0012】
以下、本発明の一実施形態を説明する。本実施形態における塗膜剥離方法は、塗装樹脂製バンパーをロール間でプレスするプレス工程と、前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備えている。本実施形態における塗装樹脂バンパーは塗装したポリプロピレン樹脂製バンパーである。
【0013】
〔プレス工程〕
(高圧ロールの構成)
図1にプレス工程で使用する高圧ロール(2本ロール)を模式的に示す。ロール径は200mmから400mm程度であり、ロール長さは300mmから500mm程度である。
ロールの両端は、一方が固定され、もう一方がスライド可能に軸受ブロックで支持されている。軸受ブロックは、油圧あるいはスプリングで加圧される。
高圧ロールのロール間隔(クリアランス)は、バンパー厚みの40%以上70%以下が好ましく、50%以上60%以下がより好ましい。ロール間隔がバンパー厚みの40%未満であると、後述するプレス処理の際に塗膜がバンパー材料にめり込んでしまい、次工程で剥離しにくくなるおそれがある。一方、ロール間隔がバンパー厚みの70%を超えるとプレス処理の際に塗膜剥離効果を十分に発揮できないおそれがある。
【0014】
(プレス処理)
ロール同士が最も近接するところで材料に最も加圧せん断力が加わり、材料はロール周速度と同じ速度で移動しながら、加圧力によって材料の硬さに応じて延伸される。その際、ポリプロピレン樹脂製塗装バンパーの基材(ポリプロピレン樹脂)は表面塗膜層よりも柔らかく、加圧力により延伸されるが、表面塗膜層は伸びないために材料間に伸びの速度差が生じると共に、ロール間のせん断力により表面塗膜層には一定方向にクラックが生じる。
ここで、ロール間圧力はロール長さ方向に対して4900N/cm以上19600N/cm以下であることが好ましく、4900N/cm以上14700N/cm以下であることがより好ましい。特に9800N/cm前後が最も好ましい。
【0015】
また、加圧せん断力によりロールは発熱を生じるため、材料も加熱され延び難い表面塗膜層側に剃りが発生してロールに巻き付きが発生する。その為、ロール内部は冷却水を循環できる構造とすることが好ましい。更に、少量の水を材料供給ゾーンに滴下して、材料自体をより冷却しながらプレス処理することで、発熱による材料の反りを抑制し、次工程でブラスト処理し易い、フラットな材料(プレス物)を得ることができる。
ロールの回転が速すぎるとロール間隙での加圧せん断力に曝される時間が短いので基材と表面塗膜との伸びのズレが生じ難いため表面塗膜層に生じるクラック発生数が少なくなる。またロールとの摩擦は大きくなるので摩擦熱が発生し易くなる。それ故、生産能力に応じて出来るだけ低速でロールを回転させてプレス処理することが好ましい。
【0016】
〔ブラスト工程〕
ブラストには、エアーブラスト(サクション式、直圧式、ブロワー式)、ショットブラスト等があるが、比重の軽い研削材に適するエアーブラストが好ましい。
研削材は、モース硬度3以上6以下のものが好ましく、モース高度が6より大きくなると表面塗膜層と接着剤層の剥離能力は向上するが、基材自体に研削材が打ち込まれて汚染の原因となるおそれがある。モース硬度が3より小さいと表面塗膜層よりも硬さが不足して剥離能力が乏しくなるおそれがある。モース硬度が3以上6以下の研削材としては、メラミン樹脂、ユリア樹脂、ポリカーボネート樹脂、ナイロン樹脂、および珪砂等などがあり、中でも表面塗膜層に用いられる同じ樹脂系であるメラミン樹脂(モース硬度約4.0)が最も好ましい。
【0017】
研削材の粒径は、研削材の種類や噴射条件により適宜選定すればよいが、150μm以上850μm以下の平均粒径のものが研削効果の観点より好ましく使用される。なお、平均粒径は、例えば沈降法によって測定すればよい。
研削材を噴射する噴射ノズル口径と噴射圧力は、研削材の粒径や材質、噴射相手となる材料に応じて適宜設定すれば良い。噴射ノズルから出た研削材は、ノズルから出たとたんに空気抵抗がかかってくるため、サクション式の場合、噴射ノズルと材料間の距離は、ノズル口径の10倍以上20倍以下程度、直圧式の場合は35倍以上45倍以下程度を目安に設定することが好ましい。
【0018】
噴射ノズルとしては、広角タイプやストレートタイプ等が挙げられる。一般にストレートノズルの場合、大半の研削材がノズル噴射口を延長する線(0度)に対して各3度ずつの広がり範囲で噴射され、その外周部に同心円状に外へ行くに従い薄くブラストされる。
このような噴射ノズルは材料の両面を同時に処理できるように配置することが好ましい(例えば片側5本以上)。また、噴射ノズルは、研削材を噴射する際のノズル角度が材料面(プレス物の表面)に対して好ましくは10°以上70°以下、より好ましくは20°以上40°以下の角度となるように設置される。プレス物の塗膜層はクラックが入った状態であり、この範囲の角度を付けて研削材を噴射することにより塗膜層と基材との間に研削材を効果的に作用させることができる。
【0019】
〔粉砕工程、ペレット化工程〕
再生した樹脂をペレット化する場合には、ブラスト工程後の材料を溶融押出機に投入できるサイズに粉砕することが好ましい。その場合、ペレット化で使用する溶融押出機に投入できるサイズに粉砕できればよいので、カッターミル等の一般的な粉砕機を用いればよい。また材料をより綺麗にする目的で、粉砕の前後いずれかに、洗浄工程を設けてもよい。
粉砕物をペレット状に成形するには通常の溶融押出機を用いればよい。
【0020】
上述した実施形態によれば、塗装されたポリプロピレン樹脂製バンパーから効率よく塗膜を剥離でき、バンパーの基材であるポリプロピレン樹脂を効率よく再生することが可能となる。再生されたポリプロピレン樹脂は、バンパー自体や各種成形品の製造用原料として好適に使用できる。
【0021】
なお、本発明は前述の実施形態に限定されるものではなく、本発明の目的を達成できる範囲での変形、改良等は本発明に含まれるものである。
前記各実施形態では、塗装バンパーとしてポリプロピレン樹脂製塗装バンパーを挙げたが、これに限らず塗装された樹脂製バンパーであれば本発明を適用できる。例えば、ポリウレタン樹脂製バンパーでもよい。
【実施例】
【0022】
次に、実施例を挙げて本発明をさらに詳しく説明する。なお、本発明はこれらの実施例の記載内容に何ら制限されるものではない。
〔実施例1〕
(プレス工程)
厚さ平均2.6mm(最小2.4mmから最大2.8mmまで)の塗装ポリプロピレン樹脂製自動車バンパーを、高圧ロールプレス装置に投入した。ここで、該装置の高圧ロールは、ロール径300mm、ロール長さ300mmである一組のロールからなる。そして、ロール回転数5rpm、ロール冷却あり、少量の水をロール間隙に噴霧、ロール加圧力1t(9.8kN)/cm、ロール間クリアランス1.3mm(バンパー材料厚みの50%)の条件にてバンパーをプレス処理し、プレス物を得た。表面塗膜層は全面にクラックが発生し、クラック幅は広く塗膜の浮き上がりがあった。
【0023】
(ブラスト工程)
エアーブラスト装置にて、メラミン樹脂製の研削材(粒径範囲425μmから600μm程度)を用いてエアー圧0.7MPa、材料に対するノズル角度30°にて、プレス物両面を同時にブラスト処理した。処理能力500kg/hrの条件下、表面塗膜層および接着剤層の分離精度99.95%でポリプロピレン樹脂(基材)を回収した。なお、分離精度は、全体質量に対するポリプロピレンの質量比で求めた。
【0024】
〔実施例2〕
(プレス工程)
高圧ロールプレス装置のロール間クリアランスを1.9mm(バンパー材料厚みの70%)とした以外は実施例1と同様に行った。塗膜層は部分的にクラックを発生したが、実施例1よりクラック数は少なかった。
(ブラスト工程)
エアーブラスト装置のプレス物に対するノズル角度を45°、処理能力を250kg/hrとした以外は実施例1と同様にして行った。表面塗膜層および接着剤層の分離精度99.93%でポリプロピレン樹脂(基材)を回収した。
【0025】
〔実施例3〕
(プレス工程)
実施例1と同様にして行った。
(ブラスト工程)
エアーブラスト装置のプレス物に対するノズル角度を0°、処理能力を250kg/hrとした以外は実施例1と同様にして行った。表面塗膜層および接着剤層の分離精度99.75%でポリプロピレン樹脂(基材)を回収した。
【0026】
〔実施例4〕
(プレス工程)
高圧ロールプレス装置のロール間クリアランスを0.8mm(バンパー材料厚みの30%)とした以外は実施例1と同様にして行った。
(ブラスト工程)
プレス物に基材樹脂への表面塗膜層の食い込みが生じるものがあったため、エアーブラスト条件を種々検討したものの、研削材の基材樹脂への食い込みが発生したり処理能力の低下があり、適当な条件を見出すことがやや困難であった。ただし、回収したポリプロピレン樹脂(基材)の表面塗膜層および接着剤層の分離精度は、95%を超えていた。
【0027】
〔実施例5〕
(プレス工程)
高圧ロールプレス装置のロール間クリアランスを2.0mm(バンパー材料厚みの80%以上)とした以外は実施例1と同様にして行った。高圧ロールプレスの圧力が基材樹脂に十分にかからない部分があったため、塗膜層の浮き上がり現象が生じないものがあった。それでも、回収したポリプロピレン樹脂(基材)の表面塗膜層および接着剤層の分離精度は、95%を超えていた。
【0028】
〔比較例1〕
実施例1と同様の自動車バンパーに対して、高圧ロールプレス装置によるプレス工程を行わずに、実施例1と同じ材料を、実施例1のメラミン樹脂製研削材を用いて他条件は各実施例に合わせて調整し、エアーブラスト処理のみを実施した。処理能力を、実施例1の1/10である50kg/hrに落としても、回収したポリプロピレン樹脂(基材)の表面塗膜層および接着剤層の分離精度は、95%以下であった。
【産業上の利用可能性】
【0029】
本発明は、自動車の樹脂製塗装バンパーからの塗膜剥離方法として好適に利用できる。
【特許請求の範囲】
【請求項1】
塗装された樹脂製自動車バンパーから塗膜を剥離する方法であって、
前記バンパーをロール間でプレスするプレス工程と、
前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備える
ことを特徴とする塗膜剥離方法。
【請求項2】
請求項1に記載の塗膜剥離方法において、
前記樹脂がポリプロピレン樹脂である
ことを特徴とする塗膜剥離方法。
【請求項3】
請求項1または請求項2に記載の塗膜剥離方法において、
前記ロール間のクリアランスが前記バンパー厚みの40%以上70%以下である
ことを特徴とする塗膜剥離方法。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の塗膜剥離方法において、
前記ロール間圧力がロール長さ方向に対して4900N/cm以上19600N/cm以下である
ことを特徴とする塗膜剥離方法。
【請求項5】
請求項1から請求項4までのいずれか1項に記載の塗膜剥離方法において、
前記ブラスト工程で研削材を噴射する際のノズル角度が、前記プレス物の表面に対して10°以上70°以下の角度である
ことを特徴とする塗膜剥離方法。
【請求項6】
請求項1から請求項5までのいずれか1項に記載の塗膜剥離方法において、
前記プレス工程で、ロール間に水を滴下または噴霧する
ことを特徴とする塗膜剥離方法。
【請求項1】
塗装された樹脂製自動車バンパーから塗膜を剥離する方法であって、
前記バンパーをロール間でプレスするプレス工程と、
前記プレス工程で得られたプレス物に対してブラストするブラスト工程とを備える
ことを特徴とする塗膜剥離方法。
【請求項2】
請求項1に記載の塗膜剥離方法において、
前記樹脂がポリプロピレン樹脂である
ことを特徴とする塗膜剥離方法。
【請求項3】
請求項1または請求項2に記載の塗膜剥離方法において、
前記ロール間のクリアランスが前記バンパー厚みの40%以上70%以下である
ことを特徴とする塗膜剥離方法。
【請求項4】
請求項1から請求項3までのいずれか1項に記載の塗膜剥離方法において、
前記ロール間圧力がロール長さ方向に対して4900N/cm以上19600N/cm以下である
ことを特徴とする塗膜剥離方法。
【請求項5】
請求項1から請求項4までのいずれか1項に記載の塗膜剥離方法において、
前記ブラスト工程で研削材を噴射する際のノズル角度が、前記プレス物の表面に対して10°以上70°以下の角度である
ことを特徴とする塗膜剥離方法。
【請求項6】
請求項1から請求項5までのいずれか1項に記載の塗膜剥離方法において、
前記プレス工程で、ロール間に水を滴下または噴霧する
ことを特徴とする塗膜剥離方法。
【図1】


【公開番号】特開2012−187466(P2012−187466A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−51494(P2011−51494)
【出願日】平成23年3月9日(2011.3.9)
【出願人】(500242384)出光テクノファイン株式会社 (55)
【出願人】(398017079)高六商事株式会社 (2)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月9日(2011.3.9)
【出願人】(500242384)出光テクノファイン株式会社 (55)
【出願人】(398017079)高六商事株式会社 (2)
【Fターム(参考)】
[ Back to top ]