
塗膜形成方法及び被覆鋼板
【課題】薄膜であり、かつ耐食性と平滑性とを両立するカチオン電着塗膜を形成させることのできる塗膜形成方法、及びそのような塗膜形成方法によって形成された被覆鋼板を提供すること。
【解決手段】めっき鋼板の表面に対して化成処理層を形成させる化成処理工程と、前記化成処理工程を経ためっき鋼板をネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液中に浸漬し、さらに前記鋼板に電圧を印加することにより、前記化成処理層の表面にネオジムの電析被膜層を電気的に析出させる電析被膜形成工程と、前記電析被膜層の表面に、カチオン電着塗料組成物を電着塗装して、電着塗膜層を形成させる電着塗装工程と、を含む塗膜形成方法により被覆鋼板を作製する。
【解決手段】めっき鋼板の表面に対して化成処理層を形成させる化成処理工程と、前記化成処理工程を経ためっき鋼板をネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液中に浸漬し、さらに前記鋼板に電圧を印加することにより、前記化成処理層の表面にネオジムの電析被膜層を電気的に析出させる電析被膜形成工程と、前記電析被膜層の表面に、カチオン電着塗料組成物を電着塗装して、電着塗膜層を形成させる電着塗装工程と、を含む塗膜形成方法により被覆鋼板を作製する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗膜形成方法及び被覆鋼板に関する。
【背景技術】
【0002】
熱延鋼板又は冷延鋼板等の鋼板は、加工性等に優れるため工業材料として汎用されている。特に、自動車用途等、耐食性が要求される用途においては、亜鉛めっき鋼板や溶融亜鉛めっき鋼板、亜鉛−ニッケルめっき処理が施された亜鉛−ニッケルめっき鋼板等の亜鉛めっきをベースとした鋼板が使用され、さらにこれらのめっき鋼板の表面を化成処理により不動態化したものが使用される。この化成処理としては、リン酸亜鉛化成処理等が例示される。そして化成処理されためっき鋼板は、さらに耐食性を高めるために、カチオン電着塗装がなされる。このカチオン電着塗装は、自動車車体等の大型で複雑な形状を有する被塗物から自動車用部品などの比較的単純な形状の被塗物まで種々の被塗物の下塗り塗装方法として広く実用化されている。形成されたカチオン電着塗膜は、焼付け処理によって耐久性を備えた硬化塗膜となる。
【0003】
ここで、カチオン電着塗装は、鋼板の耐食性を高めるためになされるものであるから、耐食性を低下させる要因となる塗膜の欠陥が少ないことが求められる。このような観点から、特許文献1には、被塗物電着時に発生する水素ガスが原因と考えられる「ガスピンホール(ガスピン)」の発生を抑制するために、溶融亜鉛めっきの表面にリン酸亜鉛化成処理層を形成させ、その化成処理層の表面に金属を電気的に析出させてからカチオン電着塗装を行うことが開示されている。そして、特許文献1には、このように電気的に析出させる金属として、例えば、マンガン、鉄、コバルト、ニッケル、銅、銀、亜鉛、セリウム、ネオジムが挙げられている。こうした電析膜を溶融亜鉛めっき鋼板の表面に形成させることによって、カチオン電着塗装におけるガスピンの発生電圧を高くすることができるので、カチオン電着塗装時にガスピンが発生することを抑制できる。特許文献1には、20mmol/Lの硝酸ネオジム水溶液を使用して、このような電析膜を6.0g/m2の析出量で形成させることが記載されている(特許文献1、段落0044)。
【0004】
また、特許文献2には、電着塗装による塗膜の形成が困難な鋼板エッジ部の耐食性を高めるために、化成処理された被塗物の表面に、マグネシウム、マンガン、ランタン、プラセオジム及びネオジムからなる群から選択される少なくとも1種の金属を含む電析被膜を形成させ、その電析被膜の表面にカチオン電着塗装を行うことが開示されている。このような電析被膜を形成させるために、特許文献2には、10mmol/Lの酢酸ネオジム水溶液を使用して電析を行うことが記載されている(特許文献2、段落0066)。
【0005】
また、補正前の特許文献3には、腐食防止性を高めるホスフェート化金属基体のためのコーティング方法として、ホスフェート化金属基体が、ホスフェート化の後で最初の有機コーティングの適用の前に、チタン、バナジウム、モリブデン、銀、スズ、アンチモン及び/又は1又はそれ以上の原子番号57〜83の元素を電析させることが開示されている。しかし、特許文献3では、ホスフェート化金属基体の表面に電析させる金属として、ビスマスが使用された実施例が記載されるのみであり、その他の金属が使用された実施例は記載されていない。また、ネオジムは、原子番号57〜83の元素に含まれるが、特許文献3には、ネオジムについての言及は一切ない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−28550号公報
【特許文献2】特開2008−174819号公報
【特許文献3】特表平10−501027号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、塗膜を薄膜で形成させた場合であっても十分な耐食性を示すカチオン電着塗料又は塗装方法が要望されている。このようなカチオン電着塗料又は塗装方法を使用することにより、カチオン電着塗装における塗料の使用量を減らすことができるので塗装コストの面や、焼付け硬化工程において発生するヤニ量の削減などの利点がある。
【0008】
一方、耐食性が優れるとの観点から、自動車車体用の鋼板としてめっき鋼板が使用されることが多い。しかし、めっき鋼板の表面には、通常の鋼板よりもめっき由来の微細な凹凸が多く含まれている。そして、この凹凸は、化成処理後も維持されるので、化成処理層の表面に薄膜のカチオン電着塗膜を形成させると、微細な凸部が存在する箇所では塗膜が特に薄くなり、スケ(透け)を生じる。このようなスケがカチオン電着塗膜に存在すると、耐食性を低下させる要因になる。
【0009】
また、本発明者らの検討により、化成処理層の表面に、特許文献1〜3に記載されたような電析膜を形成させてからカチオン電着塗装を行う場合、カチオン電着塗装による塗膜を薄くするにつれて、この塗膜の硬化後の表面平滑性が失われることが判明した。自動車車体等の場合、硬化後のカチオン電着塗膜の表面にはさらに複数層の塗膜が形成されて美粧性を有する複合塗膜となるが、カチオン電着塗膜の表面平滑性が失われると、この複合塗膜の美粧性が失われるおそれもある。
【0010】
本発明は、以上のような状況に鑑みてなされたものであり、薄膜であり、かつ耐食性と平滑性とを両立するカチオン電着塗膜を形成させることのできる塗膜形成方法、及びそのような塗膜形成方法によって形成された被覆鋼板を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、鋭意検討を重ねた結果、化成処理を経ためっき鋼板の表面に、ネオジムの金属濃度が特定濃度となるネオジム化合物を含むめっき水溶液を使用してネオジムの電析被膜を形成させてからカチオン電着塗装を行なうと、カチオン電着塗膜を薄膜で形成させた場合であっても、カチオン電着塗装処理された鋼板の耐食性及び塗膜の表面平滑性が良好となることを見出し、本発明を完成するに至った。
【0012】
(1)本発明は、めっき鋼板の表面に対して化成処理層を形成させる化成処理工程と、前記化成処理工程を経ためっき鋼板を、ネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液中に浸漬し、さらに前記鋼板に電圧を印加することにより、前記化成処理層の表面にネオジムの電析被膜層を電気的に析出させる電析被膜形成工程と、前記電析被膜層の表面に、カチオン電着塗料組成物を電着塗装して、電着塗膜層を形成させる電着塗装工程と、を含む塗膜形成方法である。
【0013】
(2)前記めっき水溶液におけるネオジムの金属濃度が1.0mmol/L以上1.4mmol/L以下であることが好ましい。
【0014】
(3)前記電着塗膜層の焼付け乾燥後の膜厚は、5〜10μmであることが好ましい。
【0015】
(4)前記めっき鋼板は溶融亜鉛めっき鋼板であることが好ましい。
【0016】
(5)前記化成処理層はリン酸亜鉛化成処理であることが好ましい。
【0017】
(6)また、本発明は、前記塗膜形成方法により被覆された被覆鋼板であって、めっき層と、前記めっき層の上に形成された化成処理層と、前記化成処理層の上にネオジムが電気的に析出した電析被膜層と、前記電析被膜層の上に電着塗料から形成された電着塗膜層と、を表面に形成させた鋼板であり、前記電析被膜層における電析被膜の析出量が乾燥状態で1.4〜1.9g/m2であり、前記電着塗膜層の焼付け乾燥後の膜厚が5〜10μmであることを特徴とする被覆鋼板である。
【発明の効果】
【0018】
本発明によれば、薄膜であり、かつ耐食性と平滑性とを両立するカチオン電着塗膜を形成させることのできる塗膜形成方法、及びそのような塗膜形成方法によって形成された被覆鋼板が提供される。
【図面の簡単な説明】
【0019】
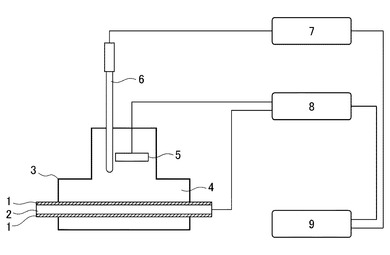
【図1】湿潤塗膜抵抗の測定装置を模式的に示す断面図である。
【発明を実施するための形態】
【0020】
以下、本発明の塗膜形成方法及び被覆鋼板について説明する。本発明の被覆鋼板は、本発明の塗膜形成方法によって作製される。本発明の塗膜形成方法について詳細に説明する前に、まず、その塗膜形成方法によって作製される被覆鋼板について説明する。
【0021】
本発明の被覆鋼板は、めっき鋼板の表面に、化成処理層と、ネオジムが電気的に析出した電析被膜層と、電着塗膜層と、が順次形成されたものである。本発明の被覆鋼板は、耐食性と表面平滑性とに優れるので、例えば自動車車体や自動車用部品用途として好適に使用される。本発明の被覆鋼板が自動車車体用途として使用される場合、車体の外側となる表面には、必要に応じて中塗り塗膜層、ベース塗膜層及びクリア塗膜層が順次形成される。ベース塗膜層及びクリア塗膜層については複層としてもよい。
【0022】
めっき鋼板は、耐食性に優れることから、自動車車体や自動車用部品用途等で広く使用される。特に、溶融亜鉛めっき鋼板は、鋼板の表面に溶融した亜鉛を付着させて作製されたものであり、鋼板の表面にめっきした亜鉛の存在により、高い耐食性を有する鋼板である。化成処理層は、めっき鋼板の表面を不動態化し、その耐食性を向上させるために形成される。そして、一般には、化成処理層の表面には、さらに耐食性を高めるために電着塗膜層が形成される。電着塗膜層を形成させるために使用される電着塗料は、熱硬化性を有し、鋼板の表面に塗膜が形成された後の焼付け工程によって、高度に架橋された硬化膜となる。硬化した電着塗膜層は、水分や鋼板に影響を与える腐食促進物質が鋼板の表面に到達するのを防ぐ遮断性を有する。この遮断性が大きい電着塗膜層は、高い耐食性を発現することになる。
【0023】
ここで、めっき鋼板としては、亜鉛めっき鋼板、亜鉛−鉄合金めっき鋼板、亜鉛−ニッケル合金めっき鋼板、亜鉛−クロム合金めっき鋼板、亜鉛−アルミニウム合金めっき鋼板、アルミめっき鋼板、亜鉛−アルミニウム−マグネシウム合金めっき鋼板、亜鉛−アルミニウム−マグネシウム−シリコン合金めっき鋼板、アルミニウム−シリコン合金めっき鋼板、亜鉛めっきステンレス鋼板、アルミニウムめっきステンレス鋼板等があげられる。亜鉛めっき鋼板としては、合金化亜鉛めっき鋼板(GA鋼板)、非合金化溶融亜鉛めっき鋼板(GI鋼板)、アルミニウム−亜鉛合金溶融めっき鋼板(AZ鋼板)、及び電気亜鉛めっき鋼板(EG鋼板)があり、例えば、熱で溶融させた金属又は合金を鋼板の表面に付着させて作製される。そして、その表面には、製法に由来する微小な凹凸が大量に形成される。このため、めっき鋼板の表面に化成処理層及び電着塗膜層を順次形成させた場合、めっき鋼板の表面に存在する凸部では焼付け工程において電着塗膜層が平滑化されて薄くなり、いわゆるスケが発生する。既に述べたように、近年、自動車製造業界では、電着塗膜層の膜厚を薄くする取り組みがなされているが、電着塗膜層を薄くすると、スケ部分における電着塗膜層の膜厚がますます小さくなり、その箇所における遮断性も小さくなる。このため、電着塗膜層の薄膜化には限度があり、電着塗膜層の焼付け乾燥後の膜厚として12μm以上を必要とするのが現状である。
【0024】
一方、これも既に述べたように、化成処理層を形成させた後に、当該化成処理層の表面に金属を電気的に析出させて電析被膜層を形成させ、さらに電着塗膜層を形成させる方法が知られている。このような電析被膜層を電着塗膜層の下層に存在させることにより、電着塗膜層のみでは不足しがちな遮断性を補うことも考えられる。しかし、本発明者らの検討により、電着塗膜層の下層に電析被膜層が存在すると、熱硬化させた後の電着塗膜層の表面が荒れる(表面状態が粗くなる)ことが判明した。そして、このような問題は、特に、電析被膜層が厚くなった場合に、より顕著に発生することが判明した。
【0025】
本発明者らの検討の結果、この表面の荒れは、主として金属の水酸化物からなる電析被膜層に含まれる水分が焼付け工程における熱で電析被膜層から失われることに伴う、電析被膜層の収縮が原因であると考えられた。電析被膜層は、金属の塩を含む水溶液に化成処理された鋼板を浸漬し、次いで、この鋼板を陰極として電気分解を行うことによって、鋼板の周辺のpHを上昇させ、鋼板の表面に水に不溶の金属水酸化物を主として析出させることによって形成される。このようにして形成された金属水酸化物の膜(電析被膜層)は、水分を含むゲル状の膜として形成されると考えられ、乾燥によって収縮すると考えられる。下層に存在する電析被膜層が収縮すれば、その上層に存在する電着塗膜も影響を受け、表面が荒れることになる。
【0026】
そのような知見から、本発明の被覆鋼板では、ネオジムが電気的に析出した電析被膜層を乾燥状態で1.4〜1.9g/m2の範囲で形成させる。電析被膜層の乾燥重量が1.4g/m2以上であることにより、十分な初期遮断性を得ることができる。さらに、電析被膜層の乾燥重量が1.7g/m2以上であることより塗膜欠陥の発生に伴う、遮断性の低下を維持することができ、防錆上より好ましい。また、電析被膜層の乾燥重量が1.9g/m2以下であることにより、電析被膜層の収縮を許容できる程度に小さくすることができ、焼付け乾燥後の電着塗膜層の膜厚を10μm以下という薄膜にしても、焼付け処理の後における電着塗膜層の表面の荒れを抑えることができる。このような量(厚さ)の電析被膜量を有する被覆鋼板を製造する方法については、後述する。なお、「電析被膜層を乾燥状態で」とは、析出させた電析被膜層を例えば105℃にて15分間乾燥させ、この電析被膜層から水分を除いた状態であることを意味する。
【0027】
本発明の被覆鋼板は、上記の範囲の量(厚さ)のネオジムの電析被膜層を含むので、焼付け乾燥後の電着塗膜層の膜厚を5〜10μmという薄膜にすることが可能である。本発明の被覆鋼板では、焼付け乾燥後の電着塗膜層の膜厚を上記の範囲としても、十分な遮断性(耐食性)を得ることができる一方で、電着塗膜層の表面の荒れを許容される程度に小さくすることができる。
【0028】
次に、本発明の塗膜形成方法について説明する。本発明の塗膜形成方法では、被塗物であるめっき鋼板に対して、化成処理層を形成させる化成処理工程と、ネオジムが電気的に析出した電析被膜層を形成させる電析被膜形成工程と、電着塗膜層を形成させる電着塗層工程とを順次行う。これらの工程を経た被塗物は、上述の被覆鋼板となる。
【0029】
<化成処理工程>
本発明の塗膜形成方法では、まず、化成処理剤を用いて、被塗物の表面を化成処理する化成処理工程が行われる。このような化成処理工程の一例として、リン酸亜鉛を含む化成処理剤を用いて、被塗物の表面にリン酸亜鉛化成処理層を形成させることが挙げられる。なお、本発明の塗膜形成方法では、リン酸亜鉛を含む化成処理剤以外にも、リン酸クロメートを含む化成処理剤、リン酸ジルコニウムを含む化成処理剤、クロム酸クロメートを含む化成処理剤、リン酸チタン酸を含む化成処理剤を用いることもできる。この化成処理の対象となる被塗物の表面には、一般に、防錆油、加工油等といった、塗装に悪影響を与える異物が付着している。そのため、化成処理工程を行う前に、アルカリ脱脂液を使用して、これらの防錆油、加工油等を被塗物の表面から除去しておくことが好ましい。しかし、めっき鋼板の表面からこれらの防錆油、加工油等を除去すると、被塗物の表面に錆が発生しやすくなる。そのため、まず、アルカリ脱脂液に被塗物を浸して防錆油等を除去した後、すぐに化成処理剤を用いて被塗物に化成処理を施すことが好ましい。この化成処理を施すことによって、短時間で生じる錆の発生を抑制することができ、さらに被塗物と電着塗膜との密着性も向上させることができる。
【0030】
上記化成処理工程で使用される化成処理剤として、リン酸亜鉛系化成処理剤が好ましく使用される。このようなリン酸亜鉛系化成処理剤は、市販のものを使用することができ、例えば、日本ペイント株式会社製のSD−2800等が挙げられる。なお、化成処理を行うのに先立ち、被塗物の表面にリン酸亜鉛化成処理層を十分に形成させるために、公知の方法により、表面調整剤を用いて被塗物の表面に適宜表面調整を行なってもよい。
【0031】
<電析被膜形成工程>
上記化成処理工程により、表面に化成処理層が形成された被塗物は、電析被膜形成工程に付される。この工程では、ネオジム化合物を含むめっき水溶液に化成処理工程を経た被塗物を浸漬して電圧を印加することにより、被塗物の表面にネオジムの電析被膜層を電気的に析出させる。
【0032】
電析被膜層の形成に用いられるめっき水溶液には、少なくとも1種のネオジム化合物が含まれる。ネオジム化合物としては、ネオジムの有機酸塩、無機酸塩、水酸化物、酸化物等が挙げられる。ただし、これらのネオジム化合物は、水に可溶であることが必要である。上記ネオジムの有機酸塩として、例えば、酢酸、酒石酸、クエン酸、乳酸、リンゴ酸、ジメチロールプロピオン酸、蟻酸等の塩が挙げられる。また、上記ネオジムの無機酸塩として、例えば、硝酸、硫酸、塩酸、スルファミン酸等の塩が挙げられる。上記の中でも、めっき水溶液に含まれるネオジム化合物として、ネオジムの硝酸塩、硫酸塩、酢酸塩、乳酸塩が好ましい。
【0033】
既に述べたように、本発明では、ネオジム化合物を含むめっき水溶液を使用して被塗物に電析被膜層を形成させることによって、電析被膜層の表面に形成させる電着塗膜層を薄膜とした場合においても、塗膜に十分な遮断性(耐食性)を付与することができる。また、本発明では、この電析被膜層の厚さを従来のものよりも薄膜で形成させることにより、電着塗膜層の焼付け工程における電析被膜層の硬化収縮を小さくすることができ、当該硬化収縮による電着塗膜層の表面の荒れを抑制する。
【0034】
上記のようなネオジムの電析被膜層を形成させるために、本発明では、ネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液を使用して、電析被膜形成工程を行う。めっき水溶液に含まれるネオジムの金属濃度が0.7mmol/L以上であることにより、作製された塗膜において、電着塗膜層と電析被膜層とによる遮断性が良好となり、電着塗膜層が例えば10μm以下という薄膜で形成された場合であっても、被塗物の耐食性を確保することができる。また、めっき水溶液に含まれるネオジムの金属濃度が1.4mmol/L以下であることにより、電着塗膜層を薄膜で形成させた場合であっても、電着塗膜層の表面の荒れを抑制することができる。めっき水溶液に含まれるネオジム金属のより好ましい濃度は、1.0mmol/L以上1.4mmol/L以下である。
【0035】
上記ネオジム化合物を含むめっき水溶液中に被塗物を陰極として浸漬し、電圧を印加することによって、被塗物の表面上に電析被膜層が析出する。この電析被膜層を析出させる処理温度として、一般的な処理温度を採用することができ、例えば10〜70℃の範囲で適宜選択することができる。
【0036】
電析被膜層の形成は、例えば印加電圧10〜50V及び印加時間30〜180秒で行われることが好ましい。印加電圧が10V以上であることにより、均一な電析被膜層を得ることができるので好ましく、印加電圧が50V以下であることにより、得られる塗膜の外観を良好なものとできるので好ましい。また、印加時間が30秒以上であることにより、均一な電析被膜層を得ることができるので好ましく、印加時間が180秒以下であることにより、得られる塗膜の外観を良好なものとできるので好ましい。
【0037】
このようにして化成処理層の表面にネオジム化合物(水酸化物)が析出し、電析被膜層が形成される。電析被膜層が形成された被塗物を、電着塗膜層を形成させる前に、必要に応じて水洗してもよい。また、水洗後、乾燥させることが好ましい。
【0038】
<電着塗装工程>
上記電析被膜形成工程により、表面にネオジムの電析被膜層が形成された被塗物は、電着塗装工程に付される。この工程では、カチオン電着塗料組成物を使用して、先の工程で形成された電析被膜層の表面に電着塗膜層を形成させる。電着塗装工程で使用されるカチオン電着塗料組成物には、水性溶媒、水性溶媒中に分散するか又は溶解したカチオン性エポキシ樹脂を含むバインダー樹脂、上記カチオン性エポキシ樹脂を架橋し硬化させるブロックイソシアネート硬化剤、中和酸、有機溶媒、顔料等が含まれる。
【0039】
[カチオン性エポキシ樹脂]
カチオン性エポキシ樹脂には、アミンで変性されたエポキシ樹脂が含まれる。カチオン性エポキシ樹脂は、典型的には、ビスフェノール型エポキシ樹脂のエポキシ環の全部をカチオン性基を導入し得る活性水素化合物で開環するか、又は一部のエポキシ環を他の活性水素化合物で開環し、残りのエポキシ環をカチオン性基を導入し得る活性水素化合物で開環して製造される。
【0040】
ビスフェノール型エポキシ樹脂の典型例は、ビスフェノールA型又はビスフェノールF型エポキシ樹脂である。前者の市販品としては、jER828(ジャパンエポキシレジン株式会社製、エポキシ当量180〜190)、jER1001(同、エポキシ当量450〜500)、jER1010(同、エポキシ当量3000〜4000)等があり、後者の市販品としてはjER807(同、エポキシ当量170)等がある。
【0041】
これらのエポキシ樹脂は、ポリエステルポリオール、ポリエーテルポリオール又は単官能性のアルキルフェノールのような適当な樹脂又は化合物で変性してもよい。また、エポキシ樹脂は、エポキシ基とジオール化合物又はジカルボン酸化合物との反応を利用して、鎖延長することができる。
【0042】
これらのエポキシ樹脂は、開環後0.3〜4.0meq/gのアミン当量となるように、より好ましくはそのうちの5〜50%を1級アミノ基が占めるように活性水素化合物で開環するのが望ましい。
【0043】
エポキシ樹脂にカチオン性基を導入し得る活性水素化合物としては、1級アミン、2級アミン、3級アミンの酸塩、スルフィドの酸混合物が例示される。活性水素化合物としてアミンを使用する場合、エポキシ樹脂と2級アミンとを反応させると、3級アミノ基を有するアミン変性エポキシ樹脂が得られる。また、エポキシ樹脂と1級アミンとを反応させると、2級アミノ基を有するアミン変性エポキシ樹脂が得られる。さらに、1級アミノ基と2級アミノ基とを有する化合物を使用することにより、1級アミノ基を有するアミン変性エポキシ樹脂を調製することができる。ここで、1級アミノ基と2級アミノ基とを有する化合物を使用して、1級アミノ基を有するアミン変性エポキシ樹脂を調製する場合は、エポキシ樹脂とこの化合物とを反応させる前に、化合物の1級アミノ基をケトンでブロックしてケチミンにしておいて、これをエポキシ樹脂に導入した後に脱ブロック化することによって調製すればよい。
【0044】
1級アミン、2級アミン及びケチミンの具体例としては、例えば、ブチルアミン、オクチルアミン、ジエチルアミン、ジブチルアミン、メチルブチルアミン、モノエタノールアミン、ジエタノールアミン、N−メチルエタノールアミン、トリエチルアミン塩酸塩、N,N−ジメチルエタノールアミン酢酸塩、ジエチルジスルフィド・酢酸混合物等が挙げられる。さらに、アミノエチルエタノールアミンのケチミン、ジエチレントリアミンのジケチミン等の、ブロックされた1級アミンを有する2級アミン、が挙げられる。これらのアミン類等は、単独で又は2種以上を併用して使用することができる。
【0045】
[ブロックイソシアネート硬化剤]
ブロックイソシアネート硬化剤の調製には、ポリイソシアネート化合物が使用される。このポリイソシアネート化合物は、1分子中にイソシアネート基を2個以上有する化合物である。ポリイソシアネート化合物としては、例えば、脂肪族系、脂環式系、芳香族系、芳香族−脂肪族系等が挙げられる。
【0046】
ポリイソシアネート化合物の具体例には、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、p−フェニレンジイソシアネート、ナフタレンジイソシアネート等といった芳香族ジイソシアネート;ヘキサメチレンジイソシアネート(HDI)、2,2,4−トリメチルヘキサンジイソシアネート、リジンジイソシアネート等といった炭素数3〜12の脂肪族ジイソシアネート;1,4−シクロヘキサンジイソシアネート(CDI)、イソホロンジイソシアネート(IPDI)、4,4’−ジシクロヘキシルメタンジイソシアネート(水添MDI)、メチルシクロヘキサンジイソシアネート、イソプロピリデンジシクロヘキシル−4,4’−ジイソシアネート、1,3−ジイソシアナトメチルシクロヘキサン(水添XDI)、水添TDI、2,5−又は2,6−ビス(イソシアナートメチル)−ビシクロ[2.2.1]ヘプタン(ノルボルナンジイソシアネートとも称される。)等といった炭素数5〜18の脂環式ジイソシアネート;キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアネート(TMXDI)等といった芳香環を有する脂肪族ジイソシアネート;これらのジイソシアネートの変性物(ウレタン化物、カルボジイミド、ウレトジオン、ウレトンイミン、ビューレット、イソシアヌレート変性物等)等が挙げられる。これらは、単独で、又は2種以上を併用して使用することができる。
【0047】
上記のポリイソシアネート化合物は、ブロック剤と反応させることにより、ブロックイソシアネート硬化剤となる。ブロック剤は、ポリイソシアネート化合物に含まれるイソシアネート基に付加し、常温ではイソシアネート基に付加した状態で安定であるが、解離温度以上に加熱されるとイソシアネート基から脱離して、遊離のイソシアネート基を再生し得るものである。このようなブロック剤として、公知のものを特に制限なく使用することができる。
【0048】
なお、ポリイソシアネート化合物とエチレングリコール、プロピレングリコール、トリメチロールプロパン、ヘキサントリオール等の多価アルコールとを、NCO/OH比2以上で反応させて得られる付加体又はプレポリマーもブロックイソシアネート硬化剤として使用してよい。
【0049】
[顔料]
電着塗装工程で使用されるカチオン電着塗料組成物は、カチオン電着塗料組成物に通常使用される顔料を含んでもよい。このような顔料の例としては、チタンホワイト、カーボンブラック、ベンガラ等といった着色無機顔料;カオリン、タルク、酸化ケイ素、ケイ酸アルミニウム、炭酸カルシウム、マイカ、クレー等といった体質顔料;リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸カルシウム、亜リン酸亜鉛、シアン化亜鉛、酸化亜鉛、トリポリリン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸アルミニウム、モリブデン酸カルシウム、リンモリブデン酸アルミニウム、リンモリブデン酸アルミニウム亜鉛等といった防錆顔料等が挙げられる。電着塗料組成物中に顔料が含まれる場合、顔料の添加量は、カチオン電着塗料組成物の固形分に対して1〜30質量%であることが好ましい。
【0050】
顔料を電着塗料組成物の成分として使用する場合、一般に顔料を予め高濃度で顔料分散樹脂及び水性溶媒に分散させてペースト状(顔料分散ペースト)にしておくことが好ましい。顔料は粉体状であるので、電着塗料組成物で用いる低濃度均一状態に一工程で分散させるのは困難だからである。一般にこのようなペーストを顔料分散ペーストという。
【0051】
顔料分散ペーストは、顔料を顔料分散樹脂とともに水性溶媒中に分散させて調製する。顔料分散樹脂としては、一般に、カチオン性又はノニオン性の低分子量界面活性剤や4級アンモニウム基及び/又は3級スルホニウム基を有する変性エポキシ樹脂等のようなカチオン性重合体を使用する。水性溶媒としては、イオン交換水や少量のアルコール類を含む水等を使用する。一般に、顔料分散樹脂は、顔料100質量部に対して固形分比20〜100質量部の量で使用する。顔料分散樹脂と顔料とを混合した後、その混合物中の顔料の粒径が所定の均一な粒径となるまで、ボールミルやサンドグラインドミル等の通常の分散装置を用いて分散させることにより、顔料分散ペーストが調製される。
【0052】
[他の成分]
カチオン電着塗料組成物は、上記成分の他に、ブロックイソシアネート硬化剤のブロック剤を解離させるための解離触媒を含んでもよい。この場合、解離触媒として、モノブチル錫オキシド、ジブチル錫ラウレート、ジブチル錫オキシド、ジオクチル錫オキシド等の有機錫化合物、N−メチルモルホリン等のアミン類、ストロンチウム、コバルト、銅等の金属塩等が例示される。解離触媒の濃度は、カチオン電着塗装組成物中のカチオン性エポキシ樹脂とブロックイソシアネート硬化剤との合計の100固形分質量部に対し、0.1〜6質量部であるのが好ましい。
【0053】
本発明で使用されるカチオン電着塗料組成物は、上で述べたカチオン性エポキシ樹脂、ブロックイソシアネート硬化剤、及び顔料分散ペーストを水性溶媒中に分散させることによって調製される。また、通常、水性溶媒には、カチオン性エポキシ樹脂を中和して、カチオン性エポキシ樹脂を含むバインダー樹脂エマルションの分散性を向上させるために中和酸が添加される。中和酸としては、塩酸、硝酸、リン酸、蟻酸、酢酸、乳酸等といった無機酸又は有機酸が挙げられる。
【0054】
使用される中和酸の量は、カチオン性エポキシ樹脂及びブロックイソシアネート硬化剤を含むバインダー樹脂固形分100gに対して、10〜25mgの範囲であるのが好ましく、15〜20mgであることがより好ましい。使用される中和酸の量が10mg以上であることにより、バインダー樹脂の水に対する親和性が十分となり、バインダー樹脂の水への良好な分散性が得られる。また、使用される中和酸の量が25mg以下であることにより、電着塗膜の析出に要する電気量が増大することが抑制され、電着塗膜の析出性及びつきまわり性が良好となる。
【0055】
カチオン電着塗料組成物におけるブロックイソシアネート硬化剤の使用量は、硬化時にカチオン性エポキシ樹脂中の1級及び2級アミノ基、水酸基等の活性水素含有官能基と反応して良好な硬化塗膜を与えるのに十分な量であることが好ましい。カチオン電着塗料組成物におけるブロックイソシアネート硬化剤の使用量は、カチオン性エポキシ樹脂とブロックイソシアネート硬化剤との固形分質量比(カチオン性エポキシ樹脂/ブロックイソシアネート硬化剤)で表して、90/10〜50/50の範囲であることが好ましく、80/20〜65/35の範囲であることがより好ましい。カチオン性エポキシ樹脂とブロックイソシアネート硬化剤との固形分質量比を適切に調節することにより、造膜時の電着塗膜(析出膜)の流動性及び硬化速度が良好となり、塗膜の平滑性が向上するので好ましい。
【0056】
カチオン電着塗料組成物に含まれる有機溶媒としては、カチオン電着塗料組成物に一般に添加される有機溶媒であればよい。このような有機溶媒としては、エチレングリコールモノブチルエーテル、エチレングリコールモノヘキシルエーテル、エチレングリコールモノエチルヘキシルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノブチルエーテル、プロピレングリコールモノフェニルエーテル等が例示される。
【0057】
カチオン電着塗料組成物は、上記の他に、可塑剤、界面活性剤、酸化防止剤、紫外線吸収剤等、常用の塗料用添加剤を含んでもよい。また、カチオン性電着塗料組成物は、アミノ基含有アクリル樹脂、アミノ基含有ポリエステル樹脂等といったアミノ基を含む樹脂を含んでもよい。
【0058】
[電着塗装]
電着塗装は、被塗物を陰極として、陽極との間に、通常、50〜450Vの電圧を印加して行う。印加電圧が50V以上であれば電着が十分となるので好ましく、印加電圧が450V以下であれば塗膜が破壊されて外観異常となるのを抑制できるので好ましい。電着塗装を行う際、カチオン電着塗料組成物の浴液温度は、通常10〜45℃に調節される。
【0059】
電着塗装工程は、カチオン電着塗料組成物に被塗物を浸漬させる過程、当該被塗物を陰極として陽極との間に電圧を印加し、塗料の被膜(電着塗膜層)を析出させる過程、及び析出した電着塗膜層を焼付け硬化させる過程、から構成される。また、電圧を印加する時間は、電着条件によって異なるが、一般には、2〜4分とすることができる。
【0060】
既に述べたように、本発明の塗膜形成方法では、電着塗装工程に先立って被塗物の表面にネオジムの電析被膜層を所定の条件で析出させる。この電析被膜層が電着塗膜層の遮断性を補うので、本発明の塗膜形成方法では、焼付け乾燥後の電着塗膜層の膜厚を通常のものよりも薄くすることができる。つまり、本発明の塗膜形成方法で得られる塗膜は、通常よりも薄い電着塗膜層を持ちながら、通常の膜厚の電着塗膜層を有する塗膜と同等以上の遮断性を発揮することができるので、本発明の塗膜形成方法によれば、コスト面でメリットが得られる。なお、本発明の方法において、通常の塗膜と同じ膜厚の電着塗膜層を形成させた場合には、コスト面のメリットは小さくなるが、通常の塗膜以上の遮断性を発現することになるので、機能面でのメリットを得ることができる。このため、本発明の塗膜形成方法を使用して、通常の塗膜におけるものと同等の膜厚の電着塗膜層を形成させてもよい。
【0061】
以上の観点から、焼付け乾燥後の電着塗膜層の膜厚は、5〜40μmであることが好ましく、5〜25μmであることが好ましい。しかし、本発明は、上記のように、電着塗膜層をより薄膜としても良好な遮断性を得ることができ、具体的には、焼付け乾燥後電着塗膜層の膜厚が10μm以下であっても良好な遮断性を得ることができる。そのため、コストの点から、本発明における焼付け乾燥後の電着塗膜層の膜厚は、5〜10μmであることが最も好ましい。焼付け乾燥後の電着塗膜層の膜厚が5μm以上であれば、耐食性を被塗物に付与できるので好ましく、焼付け乾燥後の電着塗膜層の膜厚が10μm以下であれば、十分な耐食性を維持しつつ、コスト面のメリットを得ることができる。
【0062】
以上のようにして得られる電着塗膜層を、電着過程の終了後、そのまま又は水洗した後、120〜260℃、好ましくは140〜220℃で、10〜30分間焼付けることによって、焼付け硬化された電着塗膜層が形成される。
【0063】
以上の各工程を経ることによって被塗物の表面に形成された塗膜の遮断性は、湿潤塗膜抵抗測定によって評価することができる。湿潤塗膜抵抗値は、その値が高いほど、電着塗膜の遮断性が良好であることを示す。本発明の塗膜形成方法に従って、例えば焼付け乾燥後の膜厚が7μmの電着塗膜層を形成させた場合、湿潤塗膜抵抗値は、1.0×109Ω/cm2以上であることが好ましい。湿潤塗膜抵抗値が1.0×109Ω/cm2以上であることにより、被塗物の耐食性能を十分に得ることができる。湿潤塗膜抵抗値は、1.5×109Ω/cm2以上であることがより好ましい。
【0064】
本発明の塗膜形成方法によれば、電着塗膜層を薄膜にしても良好な遮断性を得ることができるので、電着塗膜層を薄膜にして塗装コストを抑制しつつ、被塗物の十分な耐食性を得ることができる。また、本発明の塗膜形成方法によれば、めっき水溶液に含まれるネオジムの金属濃度を0.7mmol/L以上1.4mmol/L以下として電析被膜層を析出させるので、電着塗膜層の焼付け硬化を行う際に電析被膜層の電析被膜層の収縮が抑制され、焼付け後の電着塗膜層の表面の荒れを抑制することができる。
【実施例】
【0065】
以下、実施例を示すことにより本発明をさらに具体的に説明するが、本発明は、これらの実施例に限定されるものではない。また、以下の記載において、「部」及び「%」は、特に記載のない限り、質量基準とする。
【0066】
[製造例1]ブロックイソシアネート硬化剤の製造
攪拌機、冷却器、窒素導入管、温度計及び滴下ロートを備えたフラスコに、イソホロンジイソシアネート723部、メチルイソブチルケトン333部及びジブチル錫ジラウレート0.01部を加えて70℃まで昇温した。そして内容物が均一に溶解した後、メチルエチルケトンオキシム610部を2時間かけて滴下した。滴下終了後、反応温度70℃を保持したまま、赤外線スペクトルを測定しながら、イソシアネート基に基づく吸収が消失するまで反応を継続して反応させた。その後、n−ブタノール0.74部、メチルイソブチルケトン39.93部を加えて不揮発分を80%とし、この溶液をブロックイソシアネート硬化剤として使用した。
【0067】
[製造例2]アミン変性エポキシ樹脂エマルションの製造
攪拌機、冷却器、窒素導入環、温度計及び滴下ロートを備えたフラスコに、2,4−/2,6−トリレンジイソシアネート(質量比=8/2)92部、メチルイソブチルケトン(MIBK)95部及びジブチル錫ジラウレート0.5部を加え、これらを攪拌しながらメタノール21部をさらに滴下した。反応は室温から始めたが、発熱により60℃まで昇温した。その後、30分間反応を継続した後に、エチレングリコールモノ−2−エチルヘキシルエーテル57部を滴下ロートから滴下し、さらにビスフェノールA−プロピオンオキサイド5モル付加体42部を加えた。反応は主に60〜65℃の範囲で行い、赤外線スペクトルを測定しながら、イソシアネート基に基づく吸収が消失するまで継続した。
【0068】
このようにして得られた反応物に、ビスフェノールAとエピクロルヒドリンとから合成したエポキシ当量188のエポキシ樹脂365部を加え、125℃まで昇温した。その後、ベンジルジメチルアミン1.0部を加え、エポキシ当量410になるまで130℃で反応させた。続いて、ビスフェノールA87部を前記フラスコに加えて、120℃で反応させたところ、エポキシ当量が1190となった。
【0069】
その後、冷却し、ジエタノールアミン11部、N−メチルエタノールアミン24部及びアミノエチルエタノールアミンのケチミン化合物(79質量%MIBK溶液)25部を加え、110℃で2時間反応させた。その後、MIBKで不揮発分82%に調節し、この溶液をアミン変性エポキシ樹脂として使用した。得られたアミン変性エポキシ樹脂は、数平均分子量(GPC法)1380、アミン当量94.5meq/100gであった。
【0070】
上記のアミン変性エポキシ樹脂672部(固形分換算)、及び製造例1で調製したブロックイソシアネート硬化剤209.1部(固形分換算)を均一に混合し、その後、エチレングリコールモノ−2−エチルヘキシルエーテルを固形分に対して3質量%添加した。ここへ蟻酸を加え、中和率41.7%(樹脂のカチオン性基に対する中和率)となるようにし、酢酸亜鉛25%水溶液25質量%を加え、さらにイオン交換水を加えて固形分が30.0質量%となるまで希釈した。その後、固形分が36.0質量%となるまで減圧下でMIBKを除去し、これをアミン変性エポキシ樹脂エマルションとした。
【0071】
[製造例3]顔料分散樹脂の製造
エポキシ当量450のビスフェノール型エポキシ樹脂に2−エチルヘキサノールのハーフブロック化イソホロンジイソシアネートを反応させ、1−(2−ヒドロキシエチルチオ)−2−プロパノール及びジメチロールプロピオン酸で3級スルホニウム化して3級スルホニウム化率70.6質量%、樹脂固形分60質量%の顔料分散樹脂を調製した。
【0072】
[製造例4]電着塗料組成物の調製
製造例3で製造した顔料分散樹脂を50.0部、イオン交換水100.0部及び下記表1の粒状混合物100.0部をサンドグラインドミルで分散し、これをさらに粒度が10μm以下になるまで粉砕して分散ペースト(固形分52.0質量%。内、モノブチル錫オキシドと顔料との合計が40質量%、樹脂固形分が12質量%)を得た。
【0073】
【表1】

【0074】
次に、脱イオン水500部、製造例2のアミン変性エポキシ樹脂エマルション375部及び上記分散ペースト125部を混合し、固形分20.0質量%の電着塗料組成物を得た。なお、バインダー樹脂固形分に対するモノブチル錫オキシドの配合量は0.5質量%、塗料組成物中の亜鉛イオン量は700ppmであった。
【0075】
[製造例5]めっき水溶液(電析用水溶液)の調製
酢酸ネオジム(0.7mmol)をイオン交換水1Lに溶解して、ネオジムを金属として0.7mmol/Lの濃度で含むめっき水溶液を調製した。同様の手順により、ネオジムを金属として0.3、1.0、1.4、2.0mmol/Lの濃度で含むめっき水溶液をそれぞれ調製した。
【0076】
[実施例1]
被塗物として、溶融亜鉛めっき鋼板(新日本製鐵株式会社製、JAC270D、7cm×15cm、厚さ0.8mm)を使用し、まず、被塗物の表面に付着した油分を日本ペイント株式会社製サーフクリーナーEC90により脱脂した。そして、脱脂された被塗物の表面に対して、リン酸亜鉛系化成処理剤(日本ペイント株式会社製、SD−2800)を使用して化成処理を施した。化成処理された被塗物を、ネオジムを金属として0.7mmol/Lの濃度で含むように調製した硫酸ネオジム水溶液であるめっき水溶液中に浸漬し、印加電圧30V、印加時間180秒で電析を行った。なお、電析を行うにあたり、被塗物を陰極側に接続し、最初の30秒間で印加電圧を徐々に上げて30Vに到達させ、残りの150秒は所定の印加電圧である30Vで処理を行った。次いで、電析処理された被塗物をイオン交換水で洗浄した後、105℃にて15分間乾燥させ、その表面に、製造例4より得られたカチオン電着塗料組成物を使用して乾燥塗膜の膜厚が7μmになるように電着塗装し、これを170℃で25分間焼き付けて硬化させて、塗膜を形成させた。塗膜が形成された被塗物を実施例1の被覆鋼板とした。
【0077】
[実施例2及び3、並びに比較例3及び4]
電析処理に表2に記載のめっき水溶液をそれぞれ使用したこと以外は、実施例1と同様の手順にて、実施例2及び3、並びに比較例3及び4の被覆鋼板を作製した。
【0078】
[比較例1]
被塗物として、溶融亜鉛めっき鋼板(新日本製鐵株式会社製、JAC270D、7cm×15cm、厚さ0.8mm)を使用し、まず、被塗物の表面に付着した油分を日本ペイント株式会社製サーフクリーナーEC90により脱脂した。そして、脱脂された被塗物の表面に対して、リン酸亜鉛系化成処理剤(日本ペイント株式会社製、SD−2800)を使用して化成処理を施した。次いで、化成処理された被塗物の表面に、製造例4より得られたカチオン電着塗料組成物を使用して乾燥塗膜の膜厚が7μmになるように電着塗装し、これを170℃で25分間焼き付けて硬化させて、塗膜を形成させた。塗膜が形成された被塗物を比較例1の被覆鋼板とした。比較例1の被覆鋼板は、ネオジムの電析被膜が形成されていない被覆鋼板である。
【0079】
[比較例2]
乾燥塗膜の膜厚が15μmになるように電着塗装したこと以外は、比較例1と同様の手順にて被覆鋼板を作製し、これを比較例2の被覆鋼板をとした。
【0080】
[粗さ曲線の算術平均粗さ(Ra)の測定]
得られた実施例1及び2並びに比較例1及び2の被覆鋼板のそれぞれについて、仕上がり外観(電着塗膜の外観)の評価として、表面における粗さ曲線の算術平均粗さ(Ra)を測定した。測定には、表面粗度計(株式会社ミツトヨ製、SJ−201P型;カットオフ値=0.8mm)を用いた。測定結果を表2に示す。なお、粗さ曲線の算術平均粗さ(Ra)とは、JIS B 0601−2001において規定されるパラメータである。
【0081】
[電着塗膜の目視外観]
得られた実施例1及び2並びに比較例1及び2の被覆鋼板のそれぞれについて、仕上がり外観(電着塗膜の外観)について、以下の評価基準により評価した。評価結果を表2に示す。
○ 電着塗膜の表面が均一である
△ 電着塗膜の表面の一部にブツ(微小な突起)が観察される
× 電着塗膜の表面に大きな荒れが観察される
【0082】
[湿潤塗膜抵抗の測定]
得られた実施例1及び2並びに比較例1及び2の被覆鋼板のそれぞれについて、図1に模式的に示す湿潤塗膜抵抗の測定装置を用いて、湿潤塗膜抵抗を測定した。まず、湿潤塗膜抵抗の測定装置について説明する。図1は、湿潤塗膜抵抗の測定装置を模式的に示す断面図である。図1において、塗膜1を有するGA鋼板2を測定セル3に配置し、測定セル3内に塩水4(5%NaCl水溶液)を充填する。測定セル3は電極5(好ましくは白金電極)を備え、電極5及びGA鋼板2は高抵抗計8と電気的に接続される。また、測定セル3は、温度センサ6を備え、温度センサ6は温度計7と電気的に接続される。温度計7及び高抵抗計8は、電気計算機9と電気的に接続される。
【0083】
各被覆鋼板の湿潤塗膜抵抗の測定において、塗膜1は、上記の手順により形成された電着塗膜であり、測定セル3の内部方向に向けて、すなわち塩水4と接するように設置される。そして、GA鋼板2は、上記の手順により塗膜1が形成された被塗物である。さらに、高抵抗計8として、KEITHLEY社製6517A ELECTROMETER/HIGH RESISTANCE METERを使用した。
【0084】
各被覆鋼板の湿潤抵抗の測定条件は次の通りである。まず、測定対象である被覆鋼板を測定セルに設置し、その後、測定セルに塩水(5%NaCl水溶液)を50mL注入した。その後、測定セルを恒温槽(55℃)に配置し、セル内の液温を55℃で維持した。
【0085】
湿潤塗膜抵抗値の測定は、被覆鋼板と電極との間に0.5Vの交番電圧(波高:±0.5V、波長:1分の矩形波パルス)を1分間印加することにより行った。この測定を5回連続して行い、5回測定後の平均値を湿潤塗膜抵抗値とした。
【0086】
湿潤塗膜抵抗値が高いほど、その塗膜は、水等の極性分子や腐食を進行させるイオン物質を遮断することができることになる。湿潤塗膜抵抗値の測定は、試験開始直後(初期湿潤塗膜抵抗値)、試験開始8時間後、試験開始75時間後、試験開始170時間後のそれぞれについて行った。これらのうち、塗膜の遮断性に関しては、試験開始8時間の湿潤塗膜抵抗値にて評価した。さらに、腐食環境も考慮した塗膜の欠陥発生の抑止性に関しては、試験開始後75時間及び170時間における湿潤塗膜抵抗値の推移にて評価した。試験中、測定セルの内部は55℃に維持した。得られた結果を表2に示す。
【0087】
[ネオジム析出量の算出]
実施例1〜3並びに比較例3及び4の被覆鋼板のそれぞれについて、形成されたネオジムの電析膜における析出量を算出した。析出量は、電析処理し乾燥した鋼板(電着塗装前)と化成処理後電析処理前の鋼板との質量の差を鋼板の表面積で除して算出した。算出された結果を表2に示す。
【0088】
【表2】
【0089】
表2に示す通り、ネオジムの電析被膜層を有する実施例1、2及び3の被覆鋼板は、ネオジムの電析被膜層を有しない比較例1の被覆鋼板よりも良好な初期の遮断性を示すことが理解される。特に、実施例1、2及び3の被覆鋼板は、電着塗膜層の焼付け乾燥後の膜厚が7μmであり、標準的な電着塗膜層(比較例2;15μm)の膜厚よりも大幅に薄いにも関わらず、初期湿潤塗膜抵抗値が2.0×109Ω・cm2以上であり、実用的な遮断性を備えることがわかる。さらに、実施例2及び3においては170時間後の湿潤塗膜抵抗値が標準的な電着塗膜層(比較例2;15μm)とほぼ同程度まで維持されており、腐食環境下における欠陥の抑止機能が充分であるこがわかる。また、比較例4の結果より、めっき水溶液中のネオジム金属の濃度が2.0mmol/L以上となると、電着塗膜のRaが大きくなり、外観不良となることが理解される。この点、実施例1、2及び3の被覆鋼板ではRaが小さいことから、めっき液に含まれるネオジム濃度を本発明所定の範囲とすることによって、電着塗膜の外観を良好に維持できることが理解される。
【符号の説明】
【0090】
1 塗膜
2 GA鋼板
3 測定セル
4 塩水
5 電極
6 温度センサ
7 温度計
8 高抵抗計
9 電子計算機
【技術分野】
【0001】
本発明は、塗膜形成方法及び被覆鋼板に関する。
【背景技術】
【0002】
熱延鋼板又は冷延鋼板等の鋼板は、加工性等に優れるため工業材料として汎用されている。特に、自動車用途等、耐食性が要求される用途においては、亜鉛めっき鋼板や溶融亜鉛めっき鋼板、亜鉛−ニッケルめっき処理が施された亜鉛−ニッケルめっき鋼板等の亜鉛めっきをベースとした鋼板が使用され、さらにこれらのめっき鋼板の表面を化成処理により不動態化したものが使用される。この化成処理としては、リン酸亜鉛化成処理等が例示される。そして化成処理されためっき鋼板は、さらに耐食性を高めるために、カチオン電着塗装がなされる。このカチオン電着塗装は、自動車車体等の大型で複雑な形状を有する被塗物から自動車用部品などの比較的単純な形状の被塗物まで種々の被塗物の下塗り塗装方法として広く実用化されている。形成されたカチオン電着塗膜は、焼付け処理によって耐久性を備えた硬化塗膜となる。
【0003】
ここで、カチオン電着塗装は、鋼板の耐食性を高めるためになされるものであるから、耐食性を低下させる要因となる塗膜の欠陥が少ないことが求められる。このような観点から、特許文献1には、被塗物電着時に発生する水素ガスが原因と考えられる「ガスピンホール(ガスピン)」の発生を抑制するために、溶融亜鉛めっきの表面にリン酸亜鉛化成処理層を形成させ、その化成処理層の表面に金属を電気的に析出させてからカチオン電着塗装を行うことが開示されている。そして、特許文献1には、このように電気的に析出させる金属として、例えば、マンガン、鉄、コバルト、ニッケル、銅、銀、亜鉛、セリウム、ネオジムが挙げられている。こうした電析膜を溶融亜鉛めっき鋼板の表面に形成させることによって、カチオン電着塗装におけるガスピンの発生電圧を高くすることができるので、カチオン電着塗装時にガスピンが発生することを抑制できる。特許文献1には、20mmol/Lの硝酸ネオジム水溶液を使用して、このような電析膜を6.0g/m2の析出量で形成させることが記載されている(特許文献1、段落0044)。
【0004】
また、特許文献2には、電着塗装による塗膜の形成が困難な鋼板エッジ部の耐食性を高めるために、化成処理された被塗物の表面に、マグネシウム、マンガン、ランタン、プラセオジム及びネオジムからなる群から選択される少なくとも1種の金属を含む電析被膜を形成させ、その電析被膜の表面にカチオン電着塗装を行うことが開示されている。このような電析被膜を形成させるために、特許文献2には、10mmol/Lの酢酸ネオジム水溶液を使用して電析を行うことが記載されている(特許文献2、段落0066)。
【0005】
また、補正前の特許文献3には、腐食防止性を高めるホスフェート化金属基体のためのコーティング方法として、ホスフェート化金属基体が、ホスフェート化の後で最初の有機コーティングの適用の前に、チタン、バナジウム、モリブデン、銀、スズ、アンチモン及び/又は1又はそれ以上の原子番号57〜83の元素を電析させることが開示されている。しかし、特許文献3では、ホスフェート化金属基体の表面に電析させる金属として、ビスマスが使用された実施例が記載されるのみであり、その他の金属が使用された実施例は記載されていない。また、ネオジムは、原子番号57〜83の元素に含まれるが、特許文献3には、ネオジムについての言及は一切ない。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2006−28550号公報
【特許文献2】特開2008−174819号公報
【特許文献3】特表平10−501027号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、近年、塗膜を薄膜で形成させた場合であっても十分な耐食性を示すカチオン電着塗料又は塗装方法が要望されている。このようなカチオン電着塗料又は塗装方法を使用することにより、カチオン電着塗装における塗料の使用量を減らすことができるので塗装コストの面や、焼付け硬化工程において発生するヤニ量の削減などの利点がある。
【0008】
一方、耐食性が優れるとの観点から、自動車車体用の鋼板としてめっき鋼板が使用されることが多い。しかし、めっき鋼板の表面には、通常の鋼板よりもめっき由来の微細な凹凸が多く含まれている。そして、この凹凸は、化成処理後も維持されるので、化成処理層の表面に薄膜のカチオン電着塗膜を形成させると、微細な凸部が存在する箇所では塗膜が特に薄くなり、スケ(透け)を生じる。このようなスケがカチオン電着塗膜に存在すると、耐食性を低下させる要因になる。
【0009】
また、本発明者らの検討により、化成処理層の表面に、特許文献1〜3に記載されたような電析膜を形成させてからカチオン電着塗装を行う場合、カチオン電着塗装による塗膜を薄くするにつれて、この塗膜の硬化後の表面平滑性が失われることが判明した。自動車車体等の場合、硬化後のカチオン電着塗膜の表面にはさらに複数層の塗膜が形成されて美粧性を有する複合塗膜となるが、カチオン電着塗膜の表面平滑性が失われると、この複合塗膜の美粧性が失われるおそれもある。
【0010】
本発明は、以上のような状況に鑑みてなされたものであり、薄膜であり、かつ耐食性と平滑性とを両立するカチオン電着塗膜を形成させることのできる塗膜形成方法、及びそのような塗膜形成方法によって形成された被覆鋼板を提供することを目的とする。
【課題を解決するための手段】
【0011】
本発明者らは、鋭意検討を重ねた結果、化成処理を経ためっき鋼板の表面に、ネオジムの金属濃度が特定濃度となるネオジム化合物を含むめっき水溶液を使用してネオジムの電析被膜を形成させてからカチオン電着塗装を行なうと、カチオン電着塗膜を薄膜で形成させた場合であっても、カチオン電着塗装処理された鋼板の耐食性及び塗膜の表面平滑性が良好となることを見出し、本発明を完成するに至った。
【0012】
(1)本発明は、めっき鋼板の表面に対して化成処理層を形成させる化成処理工程と、前記化成処理工程を経ためっき鋼板を、ネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液中に浸漬し、さらに前記鋼板に電圧を印加することにより、前記化成処理層の表面にネオジムの電析被膜層を電気的に析出させる電析被膜形成工程と、前記電析被膜層の表面に、カチオン電着塗料組成物を電着塗装して、電着塗膜層を形成させる電着塗装工程と、を含む塗膜形成方法である。
【0013】
(2)前記めっき水溶液におけるネオジムの金属濃度が1.0mmol/L以上1.4mmol/L以下であることが好ましい。
【0014】
(3)前記電着塗膜層の焼付け乾燥後の膜厚は、5〜10μmであることが好ましい。
【0015】
(4)前記めっき鋼板は溶融亜鉛めっき鋼板であることが好ましい。
【0016】
(5)前記化成処理層はリン酸亜鉛化成処理であることが好ましい。
【0017】
(6)また、本発明は、前記塗膜形成方法により被覆された被覆鋼板であって、めっき層と、前記めっき層の上に形成された化成処理層と、前記化成処理層の上にネオジムが電気的に析出した電析被膜層と、前記電析被膜層の上に電着塗料から形成された電着塗膜層と、を表面に形成させた鋼板であり、前記電析被膜層における電析被膜の析出量が乾燥状態で1.4〜1.9g/m2であり、前記電着塗膜層の焼付け乾燥後の膜厚が5〜10μmであることを特徴とする被覆鋼板である。
【発明の効果】
【0018】
本発明によれば、薄膜であり、かつ耐食性と平滑性とを両立するカチオン電着塗膜を形成させることのできる塗膜形成方法、及びそのような塗膜形成方法によって形成された被覆鋼板が提供される。
【図面の簡単な説明】
【0019】
【図1】湿潤塗膜抵抗の測定装置を模式的に示す断面図である。
【発明を実施するための形態】
【0020】
以下、本発明の塗膜形成方法及び被覆鋼板について説明する。本発明の被覆鋼板は、本発明の塗膜形成方法によって作製される。本発明の塗膜形成方法について詳細に説明する前に、まず、その塗膜形成方法によって作製される被覆鋼板について説明する。
【0021】
本発明の被覆鋼板は、めっき鋼板の表面に、化成処理層と、ネオジムが電気的に析出した電析被膜層と、電着塗膜層と、が順次形成されたものである。本発明の被覆鋼板は、耐食性と表面平滑性とに優れるので、例えば自動車車体や自動車用部品用途として好適に使用される。本発明の被覆鋼板が自動車車体用途として使用される場合、車体の外側となる表面には、必要に応じて中塗り塗膜層、ベース塗膜層及びクリア塗膜層が順次形成される。ベース塗膜層及びクリア塗膜層については複層としてもよい。
【0022】
めっき鋼板は、耐食性に優れることから、自動車車体や自動車用部品用途等で広く使用される。特に、溶融亜鉛めっき鋼板は、鋼板の表面に溶融した亜鉛を付着させて作製されたものであり、鋼板の表面にめっきした亜鉛の存在により、高い耐食性を有する鋼板である。化成処理層は、めっき鋼板の表面を不動態化し、その耐食性を向上させるために形成される。そして、一般には、化成処理層の表面には、さらに耐食性を高めるために電着塗膜層が形成される。電着塗膜層を形成させるために使用される電着塗料は、熱硬化性を有し、鋼板の表面に塗膜が形成された後の焼付け工程によって、高度に架橋された硬化膜となる。硬化した電着塗膜層は、水分や鋼板に影響を与える腐食促進物質が鋼板の表面に到達するのを防ぐ遮断性を有する。この遮断性が大きい電着塗膜層は、高い耐食性を発現することになる。
【0023】
ここで、めっき鋼板としては、亜鉛めっき鋼板、亜鉛−鉄合金めっき鋼板、亜鉛−ニッケル合金めっき鋼板、亜鉛−クロム合金めっき鋼板、亜鉛−アルミニウム合金めっき鋼板、アルミめっき鋼板、亜鉛−アルミニウム−マグネシウム合金めっき鋼板、亜鉛−アルミニウム−マグネシウム−シリコン合金めっき鋼板、アルミニウム−シリコン合金めっき鋼板、亜鉛めっきステンレス鋼板、アルミニウムめっきステンレス鋼板等があげられる。亜鉛めっき鋼板としては、合金化亜鉛めっき鋼板(GA鋼板)、非合金化溶融亜鉛めっき鋼板(GI鋼板)、アルミニウム−亜鉛合金溶融めっき鋼板(AZ鋼板)、及び電気亜鉛めっき鋼板(EG鋼板)があり、例えば、熱で溶融させた金属又は合金を鋼板の表面に付着させて作製される。そして、その表面には、製法に由来する微小な凹凸が大量に形成される。このため、めっき鋼板の表面に化成処理層及び電着塗膜層を順次形成させた場合、めっき鋼板の表面に存在する凸部では焼付け工程において電着塗膜層が平滑化されて薄くなり、いわゆるスケが発生する。既に述べたように、近年、自動車製造業界では、電着塗膜層の膜厚を薄くする取り組みがなされているが、電着塗膜層を薄くすると、スケ部分における電着塗膜層の膜厚がますます小さくなり、その箇所における遮断性も小さくなる。このため、電着塗膜層の薄膜化には限度があり、電着塗膜層の焼付け乾燥後の膜厚として12μm以上を必要とするのが現状である。
【0024】
一方、これも既に述べたように、化成処理層を形成させた後に、当該化成処理層の表面に金属を電気的に析出させて電析被膜層を形成させ、さらに電着塗膜層を形成させる方法が知られている。このような電析被膜層を電着塗膜層の下層に存在させることにより、電着塗膜層のみでは不足しがちな遮断性を補うことも考えられる。しかし、本発明者らの検討により、電着塗膜層の下層に電析被膜層が存在すると、熱硬化させた後の電着塗膜層の表面が荒れる(表面状態が粗くなる)ことが判明した。そして、このような問題は、特に、電析被膜層が厚くなった場合に、より顕著に発生することが判明した。
【0025】
本発明者らの検討の結果、この表面の荒れは、主として金属の水酸化物からなる電析被膜層に含まれる水分が焼付け工程における熱で電析被膜層から失われることに伴う、電析被膜層の収縮が原因であると考えられた。電析被膜層は、金属の塩を含む水溶液に化成処理された鋼板を浸漬し、次いで、この鋼板を陰極として電気分解を行うことによって、鋼板の周辺のpHを上昇させ、鋼板の表面に水に不溶の金属水酸化物を主として析出させることによって形成される。このようにして形成された金属水酸化物の膜(電析被膜層)は、水分を含むゲル状の膜として形成されると考えられ、乾燥によって収縮すると考えられる。下層に存在する電析被膜層が収縮すれば、その上層に存在する電着塗膜も影響を受け、表面が荒れることになる。
【0026】
そのような知見から、本発明の被覆鋼板では、ネオジムが電気的に析出した電析被膜層を乾燥状態で1.4〜1.9g/m2の範囲で形成させる。電析被膜層の乾燥重量が1.4g/m2以上であることにより、十分な初期遮断性を得ることができる。さらに、電析被膜層の乾燥重量が1.7g/m2以上であることより塗膜欠陥の発生に伴う、遮断性の低下を維持することができ、防錆上より好ましい。また、電析被膜層の乾燥重量が1.9g/m2以下であることにより、電析被膜層の収縮を許容できる程度に小さくすることができ、焼付け乾燥後の電着塗膜層の膜厚を10μm以下という薄膜にしても、焼付け処理の後における電着塗膜層の表面の荒れを抑えることができる。このような量(厚さ)の電析被膜量を有する被覆鋼板を製造する方法については、後述する。なお、「電析被膜層を乾燥状態で」とは、析出させた電析被膜層を例えば105℃にて15分間乾燥させ、この電析被膜層から水分を除いた状態であることを意味する。
【0027】
本発明の被覆鋼板は、上記の範囲の量(厚さ)のネオジムの電析被膜層を含むので、焼付け乾燥後の電着塗膜層の膜厚を5〜10μmという薄膜にすることが可能である。本発明の被覆鋼板では、焼付け乾燥後の電着塗膜層の膜厚を上記の範囲としても、十分な遮断性(耐食性)を得ることができる一方で、電着塗膜層の表面の荒れを許容される程度に小さくすることができる。
【0028】
次に、本発明の塗膜形成方法について説明する。本発明の塗膜形成方法では、被塗物であるめっき鋼板に対して、化成処理層を形成させる化成処理工程と、ネオジムが電気的に析出した電析被膜層を形成させる電析被膜形成工程と、電着塗膜層を形成させる電着塗層工程とを順次行う。これらの工程を経た被塗物は、上述の被覆鋼板となる。
【0029】
<化成処理工程>
本発明の塗膜形成方法では、まず、化成処理剤を用いて、被塗物の表面を化成処理する化成処理工程が行われる。このような化成処理工程の一例として、リン酸亜鉛を含む化成処理剤を用いて、被塗物の表面にリン酸亜鉛化成処理層を形成させることが挙げられる。なお、本発明の塗膜形成方法では、リン酸亜鉛を含む化成処理剤以外にも、リン酸クロメートを含む化成処理剤、リン酸ジルコニウムを含む化成処理剤、クロム酸クロメートを含む化成処理剤、リン酸チタン酸を含む化成処理剤を用いることもできる。この化成処理の対象となる被塗物の表面には、一般に、防錆油、加工油等といった、塗装に悪影響を与える異物が付着している。そのため、化成処理工程を行う前に、アルカリ脱脂液を使用して、これらの防錆油、加工油等を被塗物の表面から除去しておくことが好ましい。しかし、めっき鋼板の表面からこれらの防錆油、加工油等を除去すると、被塗物の表面に錆が発生しやすくなる。そのため、まず、アルカリ脱脂液に被塗物を浸して防錆油等を除去した後、すぐに化成処理剤を用いて被塗物に化成処理を施すことが好ましい。この化成処理を施すことによって、短時間で生じる錆の発生を抑制することができ、さらに被塗物と電着塗膜との密着性も向上させることができる。
【0030】
上記化成処理工程で使用される化成処理剤として、リン酸亜鉛系化成処理剤が好ましく使用される。このようなリン酸亜鉛系化成処理剤は、市販のものを使用することができ、例えば、日本ペイント株式会社製のSD−2800等が挙げられる。なお、化成処理を行うのに先立ち、被塗物の表面にリン酸亜鉛化成処理層を十分に形成させるために、公知の方法により、表面調整剤を用いて被塗物の表面に適宜表面調整を行なってもよい。
【0031】
<電析被膜形成工程>
上記化成処理工程により、表面に化成処理層が形成された被塗物は、電析被膜形成工程に付される。この工程では、ネオジム化合物を含むめっき水溶液に化成処理工程を経た被塗物を浸漬して電圧を印加することにより、被塗物の表面にネオジムの電析被膜層を電気的に析出させる。
【0032】
電析被膜層の形成に用いられるめっき水溶液には、少なくとも1種のネオジム化合物が含まれる。ネオジム化合物としては、ネオジムの有機酸塩、無機酸塩、水酸化物、酸化物等が挙げられる。ただし、これらのネオジム化合物は、水に可溶であることが必要である。上記ネオジムの有機酸塩として、例えば、酢酸、酒石酸、クエン酸、乳酸、リンゴ酸、ジメチロールプロピオン酸、蟻酸等の塩が挙げられる。また、上記ネオジムの無機酸塩として、例えば、硝酸、硫酸、塩酸、スルファミン酸等の塩が挙げられる。上記の中でも、めっき水溶液に含まれるネオジム化合物として、ネオジムの硝酸塩、硫酸塩、酢酸塩、乳酸塩が好ましい。
【0033】
既に述べたように、本発明では、ネオジム化合物を含むめっき水溶液を使用して被塗物に電析被膜層を形成させることによって、電析被膜層の表面に形成させる電着塗膜層を薄膜とした場合においても、塗膜に十分な遮断性(耐食性)を付与することができる。また、本発明では、この電析被膜層の厚さを従来のものよりも薄膜で形成させることにより、電着塗膜層の焼付け工程における電析被膜層の硬化収縮を小さくすることができ、当該硬化収縮による電着塗膜層の表面の荒れを抑制する。
【0034】
上記のようなネオジムの電析被膜層を形成させるために、本発明では、ネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液を使用して、電析被膜形成工程を行う。めっき水溶液に含まれるネオジムの金属濃度が0.7mmol/L以上であることにより、作製された塗膜において、電着塗膜層と電析被膜層とによる遮断性が良好となり、電着塗膜層が例えば10μm以下という薄膜で形成された場合であっても、被塗物の耐食性を確保することができる。また、めっき水溶液に含まれるネオジムの金属濃度が1.4mmol/L以下であることにより、電着塗膜層を薄膜で形成させた場合であっても、電着塗膜層の表面の荒れを抑制することができる。めっき水溶液に含まれるネオジム金属のより好ましい濃度は、1.0mmol/L以上1.4mmol/L以下である。
【0035】
上記ネオジム化合物を含むめっき水溶液中に被塗物を陰極として浸漬し、電圧を印加することによって、被塗物の表面上に電析被膜層が析出する。この電析被膜層を析出させる処理温度として、一般的な処理温度を採用することができ、例えば10〜70℃の範囲で適宜選択することができる。
【0036】
電析被膜層の形成は、例えば印加電圧10〜50V及び印加時間30〜180秒で行われることが好ましい。印加電圧が10V以上であることにより、均一な電析被膜層を得ることができるので好ましく、印加電圧が50V以下であることにより、得られる塗膜の外観を良好なものとできるので好ましい。また、印加時間が30秒以上であることにより、均一な電析被膜層を得ることができるので好ましく、印加時間が180秒以下であることにより、得られる塗膜の外観を良好なものとできるので好ましい。
【0037】
このようにして化成処理層の表面にネオジム化合物(水酸化物)が析出し、電析被膜層が形成される。電析被膜層が形成された被塗物を、電着塗膜層を形成させる前に、必要に応じて水洗してもよい。また、水洗後、乾燥させることが好ましい。
【0038】
<電着塗装工程>
上記電析被膜形成工程により、表面にネオジムの電析被膜層が形成された被塗物は、電着塗装工程に付される。この工程では、カチオン電着塗料組成物を使用して、先の工程で形成された電析被膜層の表面に電着塗膜層を形成させる。電着塗装工程で使用されるカチオン電着塗料組成物には、水性溶媒、水性溶媒中に分散するか又は溶解したカチオン性エポキシ樹脂を含むバインダー樹脂、上記カチオン性エポキシ樹脂を架橋し硬化させるブロックイソシアネート硬化剤、中和酸、有機溶媒、顔料等が含まれる。
【0039】
[カチオン性エポキシ樹脂]
カチオン性エポキシ樹脂には、アミンで変性されたエポキシ樹脂が含まれる。カチオン性エポキシ樹脂は、典型的には、ビスフェノール型エポキシ樹脂のエポキシ環の全部をカチオン性基を導入し得る活性水素化合物で開環するか、又は一部のエポキシ環を他の活性水素化合物で開環し、残りのエポキシ環をカチオン性基を導入し得る活性水素化合物で開環して製造される。
【0040】
ビスフェノール型エポキシ樹脂の典型例は、ビスフェノールA型又はビスフェノールF型エポキシ樹脂である。前者の市販品としては、jER828(ジャパンエポキシレジン株式会社製、エポキシ当量180〜190)、jER1001(同、エポキシ当量450〜500)、jER1010(同、エポキシ当量3000〜4000)等があり、後者の市販品としてはjER807(同、エポキシ当量170)等がある。
【0041】
これらのエポキシ樹脂は、ポリエステルポリオール、ポリエーテルポリオール又は単官能性のアルキルフェノールのような適当な樹脂又は化合物で変性してもよい。また、エポキシ樹脂は、エポキシ基とジオール化合物又はジカルボン酸化合物との反応を利用して、鎖延長することができる。
【0042】
これらのエポキシ樹脂は、開環後0.3〜4.0meq/gのアミン当量となるように、より好ましくはそのうちの5〜50%を1級アミノ基が占めるように活性水素化合物で開環するのが望ましい。
【0043】
エポキシ樹脂にカチオン性基を導入し得る活性水素化合物としては、1級アミン、2級アミン、3級アミンの酸塩、スルフィドの酸混合物が例示される。活性水素化合物としてアミンを使用する場合、エポキシ樹脂と2級アミンとを反応させると、3級アミノ基を有するアミン変性エポキシ樹脂が得られる。また、エポキシ樹脂と1級アミンとを反応させると、2級アミノ基を有するアミン変性エポキシ樹脂が得られる。さらに、1級アミノ基と2級アミノ基とを有する化合物を使用することにより、1級アミノ基を有するアミン変性エポキシ樹脂を調製することができる。ここで、1級アミノ基と2級アミノ基とを有する化合物を使用して、1級アミノ基を有するアミン変性エポキシ樹脂を調製する場合は、エポキシ樹脂とこの化合物とを反応させる前に、化合物の1級アミノ基をケトンでブロックしてケチミンにしておいて、これをエポキシ樹脂に導入した後に脱ブロック化することによって調製すればよい。
【0044】
1級アミン、2級アミン及びケチミンの具体例としては、例えば、ブチルアミン、オクチルアミン、ジエチルアミン、ジブチルアミン、メチルブチルアミン、モノエタノールアミン、ジエタノールアミン、N−メチルエタノールアミン、トリエチルアミン塩酸塩、N,N−ジメチルエタノールアミン酢酸塩、ジエチルジスルフィド・酢酸混合物等が挙げられる。さらに、アミノエチルエタノールアミンのケチミン、ジエチレントリアミンのジケチミン等の、ブロックされた1級アミンを有する2級アミン、が挙げられる。これらのアミン類等は、単独で又は2種以上を併用して使用することができる。
【0045】
[ブロックイソシアネート硬化剤]
ブロックイソシアネート硬化剤の調製には、ポリイソシアネート化合物が使用される。このポリイソシアネート化合物は、1分子中にイソシアネート基を2個以上有する化合物である。ポリイソシアネート化合物としては、例えば、脂肪族系、脂環式系、芳香族系、芳香族−脂肪族系等が挙げられる。
【0046】
ポリイソシアネート化合物の具体例には、トリレンジイソシアネート(TDI)、ジフェニルメタンジイソシアネート(MDI)、p−フェニレンジイソシアネート、ナフタレンジイソシアネート等といった芳香族ジイソシアネート;ヘキサメチレンジイソシアネート(HDI)、2,2,4−トリメチルヘキサンジイソシアネート、リジンジイソシアネート等といった炭素数3〜12の脂肪族ジイソシアネート;1,4−シクロヘキサンジイソシアネート(CDI)、イソホロンジイソシアネート(IPDI)、4,4’−ジシクロヘキシルメタンジイソシアネート(水添MDI)、メチルシクロヘキサンジイソシアネート、イソプロピリデンジシクロヘキシル−4,4’−ジイソシアネート、1,3−ジイソシアナトメチルシクロヘキサン(水添XDI)、水添TDI、2,5−又は2,6−ビス(イソシアナートメチル)−ビシクロ[2.2.1]ヘプタン(ノルボルナンジイソシアネートとも称される。)等といった炭素数5〜18の脂環式ジイソシアネート;キシリレンジイソシアネート(XDI)、テトラメチルキシリレンジイソシアネート(TMXDI)等といった芳香環を有する脂肪族ジイソシアネート;これらのジイソシアネートの変性物(ウレタン化物、カルボジイミド、ウレトジオン、ウレトンイミン、ビューレット、イソシアヌレート変性物等)等が挙げられる。これらは、単独で、又は2種以上を併用して使用することができる。
【0047】
上記のポリイソシアネート化合物は、ブロック剤と反応させることにより、ブロックイソシアネート硬化剤となる。ブロック剤は、ポリイソシアネート化合物に含まれるイソシアネート基に付加し、常温ではイソシアネート基に付加した状態で安定であるが、解離温度以上に加熱されるとイソシアネート基から脱離して、遊離のイソシアネート基を再生し得るものである。このようなブロック剤として、公知のものを特に制限なく使用することができる。
【0048】
なお、ポリイソシアネート化合物とエチレングリコール、プロピレングリコール、トリメチロールプロパン、ヘキサントリオール等の多価アルコールとを、NCO/OH比2以上で反応させて得られる付加体又はプレポリマーもブロックイソシアネート硬化剤として使用してよい。
【0049】
[顔料]
電着塗装工程で使用されるカチオン電着塗料組成物は、カチオン電着塗料組成物に通常使用される顔料を含んでもよい。このような顔料の例としては、チタンホワイト、カーボンブラック、ベンガラ等といった着色無機顔料;カオリン、タルク、酸化ケイ素、ケイ酸アルミニウム、炭酸カルシウム、マイカ、クレー等といった体質顔料;リン酸亜鉛、リン酸鉄、リン酸アルミニウム、リン酸カルシウム、亜リン酸亜鉛、シアン化亜鉛、酸化亜鉛、トリポリリン酸アルミニウム、モリブデン酸亜鉛、モリブデン酸アルミニウム、モリブデン酸カルシウム、リンモリブデン酸アルミニウム、リンモリブデン酸アルミニウム亜鉛等といった防錆顔料等が挙げられる。電着塗料組成物中に顔料が含まれる場合、顔料の添加量は、カチオン電着塗料組成物の固形分に対して1〜30質量%であることが好ましい。
【0050】
顔料を電着塗料組成物の成分として使用する場合、一般に顔料を予め高濃度で顔料分散樹脂及び水性溶媒に分散させてペースト状(顔料分散ペースト)にしておくことが好ましい。顔料は粉体状であるので、電着塗料組成物で用いる低濃度均一状態に一工程で分散させるのは困難だからである。一般にこのようなペーストを顔料分散ペーストという。
【0051】
顔料分散ペーストは、顔料を顔料分散樹脂とともに水性溶媒中に分散させて調製する。顔料分散樹脂としては、一般に、カチオン性又はノニオン性の低分子量界面活性剤や4級アンモニウム基及び/又は3級スルホニウム基を有する変性エポキシ樹脂等のようなカチオン性重合体を使用する。水性溶媒としては、イオン交換水や少量のアルコール類を含む水等を使用する。一般に、顔料分散樹脂は、顔料100質量部に対して固形分比20〜100質量部の量で使用する。顔料分散樹脂と顔料とを混合した後、その混合物中の顔料の粒径が所定の均一な粒径となるまで、ボールミルやサンドグラインドミル等の通常の分散装置を用いて分散させることにより、顔料分散ペーストが調製される。
【0052】
[他の成分]
カチオン電着塗料組成物は、上記成分の他に、ブロックイソシアネート硬化剤のブロック剤を解離させるための解離触媒を含んでもよい。この場合、解離触媒として、モノブチル錫オキシド、ジブチル錫ラウレート、ジブチル錫オキシド、ジオクチル錫オキシド等の有機錫化合物、N−メチルモルホリン等のアミン類、ストロンチウム、コバルト、銅等の金属塩等が例示される。解離触媒の濃度は、カチオン電着塗装組成物中のカチオン性エポキシ樹脂とブロックイソシアネート硬化剤との合計の100固形分質量部に対し、0.1〜6質量部であるのが好ましい。
【0053】
本発明で使用されるカチオン電着塗料組成物は、上で述べたカチオン性エポキシ樹脂、ブロックイソシアネート硬化剤、及び顔料分散ペーストを水性溶媒中に分散させることによって調製される。また、通常、水性溶媒には、カチオン性エポキシ樹脂を中和して、カチオン性エポキシ樹脂を含むバインダー樹脂エマルションの分散性を向上させるために中和酸が添加される。中和酸としては、塩酸、硝酸、リン酸、蟻酸、酢酸、乳酸等といった無機酸又は有機酸が挙げられる。
【0054】
使用される中和酸の量は、カチオン性エポキシ樹脂及びブロックイソシアネート硬化剤を含むバインダー樹脂固形分100gに対して、10〜25mgの範囲であるのが好ましく、15〜20mgであることがより好ましい。使用される中和酸の量が10mg以上であることにより、バインダー樹脂の水に対する親和性が十分となり、バインダー樹脂の水への良好な分散性が得られる。また、使用される中和酸の量が25mg以下であることにより、電着塗膜の析出に要する電気量が増大することが抑制され、電着塗膜の析出性及びつきまわり性が良好となる。
【0055】
カチオン電着塗料組成物におけるブロックイソシアネート硬化剤の使用量は、硬化時にカチオン性エポキシ樹脂中の1級及び2級アミノ基、水酸基等の活性水素含有官能基と反応して良好な硬化塗膜を与えるのに十分な量であることが好ましい。カチオン電着塗料組成物におけるブロックイソシアネート硬化剤の使用量は、カチオン性エポキシ樹脂とブロックイソシアネート硬化剤との固形分質量比(カチオン性エポキシ樹脂/ブロックイソシアネート硬化剤)で表して、90/10〜50/50の範囲であることが好ましく、80/20〜65/35の範囲であることがより好ましい。カチオン性エポキシ樹脂とブロックイソシアネート硬化剤との固形分質量比を適切に調節することにより、造膜時の電着塗膜(析出膜)の流動性及び硬化速度が良好となり、塗膜の平滑性が向上するので好ましい。
【0056】
カチオン電着塗料組成物に含まれる有機溶媒としては、カチオン電着塗料組成物に一般に添加される有機溶媒であればよい。このような有機溶媒としては、エチレングリコールモノブチルエーテル、エチレングリコールモノヘキシルエーテル、エチレングリコールモノエチルヘキシルエーテル、プロピレングリコールモノブチルエーテル、ジプロピレングリコールモノブチルエーテル、プロピレングリコールモノフェニルエーテル等が例示される。
【0057】
カチオン電着塗料組成物は、上記の他に、可塑剤、界面活性剤、酸化防止剤、紫外線吸収剤等、常用の塗料用添加剤を含んでもよい。また、カチオン性電着塗料組成物は、アミノ基含有アクリル樹脂、アミノ基含有ポリエステル樹脂等といったアミノ基を含む樹脂を含んでもよい。
【0058】
[電着塗装]
電着塗装は、被塗物を陰極として、陽極との間に、通常、50〜450Vの電圧を印加して行う。印加電圧が50V以上であれば電着が十分となるので好ましく、印加電圧が450V以下であれば塗膜が破壊されて外観異常となるのを抑制できるので好ましい。電着塗装を行う際、カチオン電着塗料組成物の浴液温度は、通常10〜45℃に調節される。
【0059】
電着塗装工程は、カチオン電着塗料組成物に被塗物を浸漬させる過程、当該被塗物を陰極として陽極との間に電圧を印加し、塗料の被膜(電着塗膜層)を析出させる過程、及び析出した電着塗膜層を焼付け硬化させる過程、から構成される。また、電圧を印加する時間は、電着条件によって異なるが、一般には、2〜4分とすることができる。
【0060】
既に述べたように、本発明の塗膜形成方法では、電着塗装工程に先立って被塗物の表面にネオジムの電析被膜層を所定の条件で析出させる。この電析被膜層が電着塗膜層の遮断性を補うので、本発明の塗膜形成方法では、焼付け乾燥後の電着塗膜層の膜厚を通常のものよりも薄くすることができる。つまり、本発明の塗膜形成方法で得られる塗膜は、通常よりも薄い電着塗膜層を持ちながら、通常の膜厚の電着塗膜層を有する塗膜と同等以上の遮断性を発揮することができるので、本発明の塗膜形成方法によれば、コスト面でメリットが得られる。なお、本発明の方法において、通常の塗膜と同じ膜厚の電着塗膜層を形成させた場合には、コスト面のメリットは小さくなるが、通常の塗膜以上の遮断性を発現することになるので、機能面でのメリットを得ることができる。このため、本発明の塗膜形成方法を使用して、通常の塗膜におけるものと同等の膜厚の電着塗膜層を形成させてもよい。
【0061】
以上の観点から、焼付け乾燥後の電着塗膜層の膜厚は、5〜40μmであることが好ましく、5〜25μmであることが好ましい。しかし、本発明は、上記のように、電着塗膜層をより薄膜としても良好な遮断性を得ることができ、具体的には、焼付け乾燥後電着塗膜層の膜厚が10μm以下であっても良好な遮断性を得ることができる。そのため、コストの点から、本発明における焼付け乾燥後の電着塗膜層の膜厚は、5〜10μmであることが最も好ましい。焼付け乾燥後の電着塗膜層の膜厚が5μm以上であれば、耐食性を被塗物に付与できるので好ましく、焼付け乾燥後の電着塗膜層の膜厚が10μm以下であれば、十分な耐食性を維持しつつ、コスト面のメリットを得ることができる。
【0062】
以上のようにして得られる電着塗膜層を、電着過程の終了後、そのまま又は水洗した後、120〜260℃、好ましくは140〜220℃で、10〜30分間焼付けることによって、焼付け硬化された電着塗膜層が形成される。
【0063】
以上の各工程を経ることによって被塗物の表面に形成された塗膜の遮断性は、湿潤塗膜抵抗測定によって評価することができる。湿潤塗膜抵抗値は、その値が高いほど、電着塗膜の遮断性が良好であることを示す。本発明の塗膜形成方法に従って、例えば焼付け乾燥後の膜厚が7μmの電着塗膜層を形成させた場合、湿潤塗膜抵抗値は、1.0×109Ω/cm2以上であることが好ましい。湿潤塗膜抵抗値が1.0×109Ω/cm2以上であることにより、被塗物の耐食性能を十分に得ることができる。湿潤塗膜抵抗値は、1.5×109Ω/cm2以上であることがより好ましい。
【0064】
本発明の塗膜形成方法によれば、電着塗膜層を薄膜にしても良好な遮断性を得ることができるので、電着塗膜層を薄膜にして塗装コストを抑制しつつ、被塗物の十分な耐食性を得ることができる。また、本発明の塗膜形成方法によれば、めっき水溶液に含まれるネオジムの金属濃度を0.7mmol/L以上1.4mmol/L以下として電析被膜層を析出させるので、電着塗膜層の焼付け硬化を行う際に電析被膜層の電析被膜層の収縮が抑制され、焼付け後の電着塗膜層の表面の荒れを抑制することができる。
【実施例】
【0065】
以下、実施例を示すことにより本発明をさらに具体的に説明するが、本発明は、これらの実施例に限定されるものではない。また、以下の記載において、「部」及び「%」は、特に記載のない限り、質量基準とする。
【0066】
[製造例1]ブロックイソシアネート硬化剤の製造
攪拌機、冷却器、窒素導入管、温度計及び滴下ロートを備えたフラスコに、イソホロンジイソシアネート723部、メチルイソブチルケトン333部及びジブチル錫ジラウレート0.01部を加えて70℃まで昇温した。そして内容物が均一に溶解した後、メチルエチルケトンオキシム610部を2時間かけて滴下した。滴下終了後、反応温度70℃を保持したまま、赤外線スペクトルを測定しながら、イソシアネート基に基づく吸収が消失するまで反応を継続して反応させた。その後、n−ブタノール0.74部、メチルイソブチルケトン39.93部を加えて不揮発分を80%とし、この溶液をブロックイソシアネート硬化剤として使用した。
【0067】
[製造例2]アミン変性エポキシ樹脂エマルションの製造
攪拌機、冷却器、窒素導入環、温度計及び滴下ロートを備えたフラスコに、2,4−/2,6−トリレンジイソシアネート(質量比=8/2)92部、メチルイソブチルケトン(MIBK)95部及びジブチル錫ジラウレート0.5部を加え、これらを攪拌しながらメタノール21部をさらに滴下した。反応は室温から始めたが、発熱により60℃まで昇温した。その後、30分間反応を継続した後に、エチレングリコールモノ−2−エチルヘキシルエーテル57部を滴下ロートから滴下し、さらにビスフェノールA−プロピオンオキサイド5モル付加体42部を加えた。反応は主に60〜65℃の範囲で行い、赤外線スペクトルを測定しながら、イソシアネート基に基づく吸収が消失するまで継続した。
【0068】
このようにして得られた反応物に、ビスフェノールAとエピクロルヒドリンとから合成したエポキシ当量188のエポキシ樹脂365部を加え、125℃まで昇温した。その後、ベンジルジメチルアミン1.0部を加え、エポキシ当量410になるまで130℃で反応させた。続いて、ビスフェノールA87部を前記フラスコに加えて、120℃で反応させたところ、エポキシ当量が1190となった。
【0069】
その後、冷却し、ジエタノールアミン11部、N−メチルエタノールアミン24部及びアミノエチルエタノールアミンのケチミン化合物(79質量%MIBK溶液)25部を加え、110℃で2時間反応させた。その後、MIBKで不揮発分82%に調節し、この溶液をアミン変性エポキシ樹脂として使用した。得られたアミン変性エポキシ樹脂は、数平均分子量(GPC法)1380、アミン当量94.5meq/100gであった。
【0070】
上記のアミン変性エポキシ樹脂672部(固形分換算)、及び製造例1で調製したブロックイソシアネート硬化剤209.1部(固形分換算)を均一に混合し、その後、エチレングリコールモノ−2−エチルヘキシルエーテルを固形分に対して3質量%添加した。ここへ蟻酸を加え、中和率41.7%(樹脂のカチオン性基に対する中和率)となるようにし、酢酸亜鉛25%水溶液25質量%を加え、さらにイオン交換水を加えて固形分が30.0質量%となるまで希釈した。その後、固形分が36.0質量%となるまで減圧下でMIBKを除去し、これをアミン変性エポキシ樹脂エマルションとした。
【0071】
[製造例3]顔料分散樹脂の製造
エポキシ当量450のビスフェノール型エポキシ樹脂に2−エチルヘキサノールのハーフブロック化イソホロンジイソシアネートを反応させ、1−(2−ヒドロキシエチルチオ)−2−プロパノール及びジメチロールプロピオン酸で3級スルホニウム化して3級スルホニウム化率70.6質量%、樹脂固形分60質量%の顔料分散樹脂を調製した。
【0072】
[製造例4]電着塗料組成物の調製
製造例3で製造した顔料分散樹脂を50.0部、イオン交換水100.0部及び下記表1の粒状混合物100.0部をサンドグラインドミルで分散し、これをさらに粒度が10μm以下になるまで粉砕して分散ペースト(固形分52.0質量%。内、モノブチル錫オキシドと顔料との合計が40質量%、樹脂固形分が12質量%)を得た。
【0073】
【表1】
【0074】
次に、脱イオン水500部、製造例2のアミン変性エポキシ樹脂エマルション375部及び上記分散ペースト125部を混合し、固形分20.0質量%の電着塗料組成物を得た。なお、バインダー樹脂固形分に対するモノブチル錫オキシドの配合量は0.5質量%、塗料組成物中の亜鉛イオン量は700ppmであった。
【0075】
[製造例5]めっき水溶液(電析用水溶液)の調製
酢酸ネオジム(0.7mmol)をイオン交換水1Lに溶解して、ネオジムを金属として0.7mmol/Lの濃度で含むめっき水溶液を調製した。同様の手順により、ネオジムを金属として0.3、1.0、1.4、2.0mmol/Lの濃度で含むめっき水溶液をそれぞれ調製した。
【0076】
[実施例1]
被塗物として、溶融亜鉛めっき鋼板(新日本製鐵株式会社製、JAC270D、7cm×15cm、厚さ0.8mm)を使用し、まず、被塗物の表面に付着した油分を日本ペイント株式会社製サーフクリーナーEC90により脱脂した。そして、脱脂された被塗物の表面に対して、リン酸亜鉛系化成処理剤(日本ペイント株式会社製、SD−2800)を使用して化成処理を施した。化成処理された被塗物を、ネオジムを金属として0.7mmol/Lの濃度で含むように調製した硫酸ネオジム水溶液であるめっき水溶液中に浸漬し、印加電圧30V、印加時間180秒で電析を行った。なお、電析を行うにあたり、被塗物を陰極側に接続し、最初の30秒間で印加電圧を徐々に上げて30Vに到達させ、残りの150秒は所定の印加電圧である30Vで処理を行った。次いで、電析処理された被塗物をイオン交換水で洗浄した後、105℃にて15分間乾燥させ、その表面に、製造例4より得られたカチオン電着塗料組成物を使用して乾燥塗膜の膜厚が7μmになるように電着塗装し、これを170℃で25分間焼き付けて硬化させて、塗膜を形成させた。塗膜が形成された被塗物を実施例1の被覆鋼板とした。
【0077】
[実施例2及び3、並びに比較例3及び4]
電析処理に表2に記載のめっき水溶液をそれぞれ使用したこと以外は、実施例1と同様の手順にて、実施例2及び3、並びに比較例3及び4の被覆鋼板を作製した。
【0078】
[比較例1]
被塗物として、溶融亜鉛めっき鋼板(新日本製鐵株式会社製、JAC270D、7cm×15cm、厚さ0.8mm)を使用し、まず、被塗物の表面に付着した油分を日本ペイント株式会社製サーフクリーナーEC90により脱脂した。そして、脱脂された被塗物の表面に対して、リン酸亜鉛系化成処理剤(日本ペイント株式会社製、SD−2800)を使用して化成処理を施した。次いで、化成処理された被塗物の表面に、製造例4より得られたカチオン電着塗料組成物を使用して乾燥塗膜の膜厚が7μmになるように電着塗装し、これを170℃で25分間焼き付けて硬化させて、塗膜を形成させた。塗膜が形成された被塗物を比較例1の被覆鋼板とした。比較例1の被覆鋼板は、ネオジムの電析被膜が形成されていない被覆鋼板である。
【0079】
[比較例2]
乾燥塗膜の膜厚が15μmになるように電着塗装したこと以外は、比較例1と同様の手順にて被覆鋼板を作製し、これを比較例2の被覆鋼板をとした。
【0080】
[粗さ曲線の算術平均粗さ(Ra)の測定]
得られた実施例1及び2並びに比較例1及び2の被覆鋼板のそれぞれについて、仕上がり外観(電着塗膜の外観)の評価として、表面における粗さ曲線の算術平均粗さ(Ra)を測定した。測定には、表面粗度計(株式会社ミツトヨ製、SJ−201P型;カットオフ値=0.8mm)を用いた。測定結果を表2に示す。なお、粗さ曲線の算術平均粗さ(Ra)とは、JIS B 0601−2001において規定されるパラメータである。
【0081】
[電着塗膜の目視外観]
得られた実施例1及び2並びに比較例1及び2の被覆鋼板のそれぞれについて、仕上がり外観(電着塗膜の外観)について、以下の評価基準により評価した。評価結果を表2に示す。
○ 電着塗膜の表面が均一である
△ 電着塗膜の表面の一部にブツ(微小な突起)が観察される
× 電着塗膜の表面に大きな荒れが観察される
【0082】
[湿潤塗膜抵抗の測定]
得られた実施例1及び2並びに比較例1及び2の被覆鋼板のそれぞれについて、図1に模式的に示す湿潤塗膜抵抗の測定装置を用いて、湿潤塗膜抵抗を測定した。まず、湿潤塗膜抵抗の測定装置について説明する。図1は、湿潤塗膜抵抗の測定装置を模式的に示す断面図である。図1において、塗膜1を有するGA鋼板2を測定セル3に配置し、測定セル3内に塩水4(5%NaCl水溶液)を充填する。測定セル3は電極5(好ましくは白金電極)を備え、電極5及びGA鋼板2は高抵抗計8と電気的に接続される。また、測定セル3は、温度センサ6を備え、温度センサ6は温度計7と電気的に接続される。温度計7及び高抵抗計8は、電気計算機9と電気的に接続される。
【0083】
各被覆鋼板の湿潤塗膜抵抗の測定において、塗膜1は、上記の手順により形成された電着塗膜であり、測定セル3の内部方向に向けて、すなわち塩水4と接するように設置される。そして、GA鋼板2は、上記の手順により塗膜1が形成された被塗物である。さらに、高抵抗計8として、KEITHLEY社製6517A ELECTROMETER/HIGH RESISTANCE METERを使用した。
【0084】
各被覆鋼板の湿潤抵抗の測定条件は次の通りである。まず、測定対象である被覆鋼板を測定セルに設置し、その後、測定セルに塩水(5%NaCl水溶液)を50mL注入した。その後、測定セルを恒温槽(55℃)に配置し、セル内の液温を55℃で維持した。
【0085】
湿潤塗膜抵抗値の測定は、被覆鋼板と電極との間に0.5Vの交番電圧(波高:±0.5V、波長:1分の矩形波パルス)を1分間印加することにより行った。この測定を5回連続して行い、5回測定後の平均値を湿潤塗膜抵抗値とした。
【0086】
湿潤塗膜抵抗値が高いほど、その塗膜は、水等の極性分子や腐食を進行させるイオン物質を遮断することができることになる。湿潤塗膜抵抗値の測定は、試験開始直後(初期湿潤塗膜抵抗値)、試験開始8時間後、試験開始75時間後、試験開始170時間後のそれぞれについて行った。これらのうち、塗膜の遮断性に関しては、試験開始8時間の湿潤塗膜抵抗値にて評価した。さらに、腐食環境も考慮した塗膜の欠陥発生の抑止性に関しては、試験開始後75時間及び170時間における湿潤塗膜抵抗値の推移にて評価した。試験中、測定セルの内部は55℃に維持した。得られた結果を表2に示す。
【0087】
[ネオジム析出量の算出]
実施例1〜3並びに比較例3及び4の被覆鋼板のそれぞれについて、形成されたネオジムの電析膜における析出量を算出した。析出量は、電析処理し乾燥した鋼板(電着塗装前)と化成処理後電析処理前の鋼板との質量の差を鋼板の表面積で除して算出した。算出された結果を表2に示す。
【0088】
【表2】
【0089】
表2に示す通り、ネオジムの電析被膜層を有する実施例1、2及び3の被覆鋼板は、ネオジムの電析被膜層を有しない比較例1の被覆鋼板よりも良好な初期の遮断性を示すことが理解される。特に、実施例1、2及び3の被覆鋼板は、電着塗膜層の焼付け乾燥後の膜厚が7μmであり、標準的な電着塗膜層(比較例2;15μm)の膜厚よりも大幅に薄いにも関わらず、初期湿潤塗膜抵抗値が2.0×109Ω・cm2以上であり、実用的な遮断性を備えることがわかる。さらに、実施例2及び3においては170時間後の湿潤塗膜抵抗値が標準的な電着塗膜層(比較例2;15μm)とほぼ同程度まで維持されており、腐食環境下における欠陥の抑止機能が充分であるこがわかる。また、比較例4の結果より、めっき水溶液中のネオジム金属の濃度が2.0mmol/L以上となると、電着塗膜のRaが大きくなり、外観不良となることが理解される。この点、実施例1、2及び3の被覆鋼板ではRaが小さいことから、めっき液に含まれるネオジム濃度を本発明所定の範囲とすることによって、電着塗膜の外観を良好に維持できることが理解される。
【符号の説明】
【0090】
1 塗膜
2 GA鋼板
3 測定セル
4 塩水
5 電極
6 温度センサ
7 温度計
8 高抵抗計
9 電子計算機
【特許請求の範囲】
【請求項1】
めっき鋼板の表面に対して化成処理層を形成させる化成処理工程と、
前記化成処理工程を経ためっき鋼板を、ネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液中に浸漬し、さらに前記鋼板に電圧を印加することにより、前記化成処理層の表面にネオジムの電析被膜層を電気的に析出させる電析被膜形成工程と、
前記電析被膜層の表面に、カチオン電着塗料組成物を電着塗装して、電着塗膜層を形成させる電着塗装工程と、を含む塗膜形成方法。
【請求項2】
前記めっき水溶液におけるネオジムの金属濃度が1.0mmol/L以上1.4mmol/L以下である請求項1記載の塗膜形成方法。
【請求項3】
前記電着塗膜層の焼付け乾燥後の膜厚が5〜10μmである請求項1又は2記載の塗膜形成方法。
【請求項4】
前記めっき鋼板は溶融亜鉛めっき鋼板であることを特徴とする請求項1〜3のいずれか1項に記載の塗膜形成方法。
【請求項5】
前記化成処理層はリン酸亜鉛化成処理であることを特徴とする請求項1〜4のいずれか1項に記載の塗膜形成方法。
【請求項6】
請求項1〜5のいずれか1項に記載の塗膜形成方法により被覆された被覆鋼板であって、
めっき層と、
前記めっき層の上に形成された化成処理層と、
前記化成処理層の上にネオジムが電気的に析出した電析被膜層と、
前記電析被膜層の上に電着塗料から形成された電着塗膜層と、を表面に形成させた鋼板であって、
前記電析被膜層における電析被膜の析出量が乾燥状態で1.4〜1.9g/m2であり、
前記電着塗膜層の焼付け乾燥後の膜厚が5〜10μmであることを特徴とする被覆鋼板。
【請求項1】
めっき鋼板の表面に対して化成処理層を形成させる化成処理工程と、
前記化成処理工程を経ためっき鋼板を、ネオジムの金属濃度として0.7mmol/L以上1.4mmol/L以下となるネオジム化合物を含むめっき水溶液中に浸漬し、さらに前記鋼板に電圧を印加することにより、前記化成処理層の表面にネオジムの電析被膜層を電気的に析出させる電析被膜形成工程と、
前記電析被膜層の表面に、カチオン電着塗料組成物を電着塗装して、電着塗膜層を形成させる電着塗装工程と、を含む塗膜形成方法。
【請求項2】
前記めっき水溶液におけるネオジムの金属濃度が1.0mmol/L以上1.4mmol/L以下である請求項1記載の塗膜形成方法。
【請求項3】
前記電着塗膜層の焼付け乾燥後の膜厚が5〜10μmである請求項1又は2記載の塗膜形成方法。
【請求項4】
前記めっき鋼板は溶融亜鉛めっき鋼板であることを特徴とする請求項1〜3のいずれか1項に記載の塗膜形成方法。
【請求項5】
前記化成処理層はリン酸亜鉛化成処理であることを特徴とする請求項1〜4のいずれか1項に記載の塗膜形成方法。
【請求項6】
請求項1〜5のいずれか1項に記載の塗膜形成方法により被覆された被覆鋼板であって、
めっき層と、
前記めっき層の上に形成された化成処理層と、
前記化成処理層の上にネオジムが電気的に析出した電析被膜層と、
前記電析被膜層の上に電着塗料から形成された電着塗膜層と、を表面に形成させた鋼板であって、
前記電析被膜層における電析被膜の析出量が乾燥状態で1.4〜1.9g/m2であり、
前記電着塗膜層の焼付け乾燥後の膜厚が5〜10μmであることを特徴とする被覆鋼板。
【図1】

【公開番号】特開2012−241221(P2012−241221A)
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願番号】特願2011−111257(P2011−111257)
【出願日】平成23年5月18日(2011.5.18)
【出願人】(000230054)日本ペイント株式会社 (626)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成24年12月10日(2012.12.10)
【国際特許分類】
【出願日】平成23年5月18日(2011.5.18)
【出願人】(000230054)日本ペイント株式会社 (626)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]