
塗装ガン
【課題】塗装ガンの分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持できるようにした塗装ガンを提供する。
【解決手段】先細りのニードル4を軸心方向に移動自在に内蔵し且つ該ニードル4の先端で塗料の吐出口5を開閉し得るようにした塗装ガン1に関し、塗料の吐出を停止し得るよう前記ニードル4の先端を前記吐出口5に圧接させる全閉ポジションと、塗料を噴霧するために吐出口5を微小開度で開き得るよう前記ニードル4の先端を前記吐出口5から僅かに後退させる塗装ポジションと、塗料を勢い良く吐出し得るよう前記ニードル4の先端を前記吐出口5から所定開度以上に後退させる全開ポジションの三つの移動位置を適宜に選択し得るように構成する。
【解決手段】先細りのニードル4を軸心方向に移動自在に内蔵し且つ該ニードル4の先端で塗料の吐出口5を開閉し得るようにした塗装ガン1に関し、塗料の吐出を停止し得るよう前記ニードル4の先端を前記吐出口5に圧接させる全閉ポジションと、塗料を噴霧するために吐出口5を微小開度で開き得るよう前記ニードル4の先端を前記吐出口5から僅かに後退させる塗装ポジションと、塗料を勢い良く吐出し得るよう前記ニードル4の先端を前記吐出口5から所定開度以上に後退させる全開ポジションの三つの移動位置を適宜に選択し得るように構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装ガンに関するものである。
【背景技術】
【0002】
一般的に、塗装ガンによりワークに塗料(特に粉体を含む塗料)を噴霧して塗装を行うことが行われているが、その塗料(粉体)の沈殿により塗装ガンの吐出量が変化して安定した塗装が難しくなることがある。
【0003】
特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成したい場合等では、微少塗料噴霧を行うために開位置での塗装ノズルの開きが非常に小さなものとなることから該塗装ノズルに詰まりが生じ易く、塗装ガンの吐出量を長時間にわたり安定化させることが難しかった。
【0004】
このような不具合を防止するため、従来においては、塗装ガンの定期的な分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じて塗装ガンの吐出量の長時間にわたる安定化を実現するようにしている。
【0005】
尚、この種の塗装ガンにおける塗料の沈殿対策に関連する先行技術文献情報としては、例えば、下記の特許文献1や特許文献2等が既に存在している。
【特許文献1】特開平6−165958号公報
【特許文献2】特開2007−175557号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、塗装ガンを定期的に分解洗浄する場合は、その分解洗浄を比較的高頻度に行わなければならなくなって作業効率の大幅な低下を招くという問題があり、洗浄液による洗浄を行う場合には、洗浄液の準備、洗浄液配管、容器、弁の設置等が必要となって機器の構成が複雑化するという問題があった。
【0007】
また、塗料を常時循環するとしても、塗装ガンの塗装ノズルの先端部まで塗料を循環させることは困難であるため、塗料を循環できない部分が生じて沈殿部位が残ってしまうという問題があった。
【0008】
更に、作業者が塗装ガンを振って沈殿を解消する場合は、作業者による人為的な操作が不可欠となるため、特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成する場合のような詰まりが生じ易い塗装工程の自動化を実現するのに大きな障害となるという問題があった。
【0009】
本発明は、上述の実情に鑑みてなしたもので、塗装ガンの分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持できるようにした塗装ガンを提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明は、先細りのニードルを軸心方向に移動自在に内蔵し且つ該ニードルの先端で塗料の吐出口を開閉し得るようにした塗装ガンにおいて、塗料の吐出を停止し得るよう前記ニードルの先端を前記吐出口に圧接させる全閉ポジションと、塗料を噴霧するために吐出口を微小開度で開き得るよう前記ニードルの先端を前記吐出口から僅かに後退させる塗装ポジションと、塗料を勢い良く吐出し得るよう前記ニードルの先端を前記吐出口から所定開度以上に後退させる全開ポジションの三つの移動位置を適宜に選択し得るように構成したことを特徴とするものである。
【0011】
而して、このようにすれば、ニードルを塗装ポジションとして吐出口を微小開度で開きながら塗料を噴霧して塗装を行い、その終了時にニードルを全閉ポジションとしてニードルの先端を吐出口に圧接させて塗料の吐出を停止し、次に塗装を再開する前に、ワークから離した所定場所にてニードルを全開ポジションとし、塗料を勢い良く吐出させて塗料の詰まりを除去することが可能となる。
【0012】
また、本発明においては、ニードルを全閉ポジションに付勢し且つその付勢力に抗してニードルを後退させ得るように構成すると共に、該ニードルの後退位置を塗装ポジションと全開ポジションとに適宜に変更し得るように構成することが好ましい。
【0013】
更に、本発明をより具体的に実施するに際しては、例えば、ニードルの基端に一体的に装着された第一のピストンと、該第一のピストンをニードルの移動方向に摺動自在に抱持する第一のシリンダと、該第一のシリンダ内で第一のピストンをニードルが全閉ポジションに進出するよう付勢する弾発体と、該弾発体の付勢力に抗してニードルが後退するよう第一のシリンダにエア圧を供給する第一のエア供給流路と、第一のピストンに反ニードル側から当接して後退位置を規定する第二のピストンと、該第二のピストンをニードルの移動方向に摺動自在に抱持する第二のシリンダと、ニードルの後退位置を塗装ポジションに規定する位置で第二のピストンの進出を止めるストッパと、該ストッパにより止められる位置まで第二のピストンを進出させるようエア圧を第二のシリンダに供給する第二のエア供給流路とを備え、該第二のエア供給流路を通したエア圧の喪失時に第二のピストンがニードルの後退位置を全開ポジションに規定する位置まで後退し得るように構成することが好ましい。
【発明の効果】
【0014】
上記した本発明の塗装ガンによれば、下記の如き種々の優れた効果を奏し得る。
【0015】
(I)これまでニードルの移動位置が全閉ポジションと塗装ポジションの二つしかなかった塗装ガンに新たに全開ポジションを追加したことにより、ワークから離した所定場所にてニードルを全開ポジションとし、塗料を勢い良く吐出させて塗料の詰まりを除去することができるので、塗装ガンの分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持することができる。
【0016】
(II)塗装ガンの分解洗浄を高頻度に行わなくても、長時間にわたり安定した塗料噴霧を維持することができるので、塗装ガンの分解洗浄の頻度を下げて分解洗浄のための塗装作業の休止時間を減らすことができ、これにより塗装工程の作業効率を従来よりも大幅に向上することができる。
【0017】
(III)洗浄液による洗浄を行わなくても、実塗料吐出による洗浄で塗料の詰まりを除去することができるので、洗浄液の準備、洗浄液配管、容器、弁の設置等を不要として機器の構成の複雑化を回避することができる。
【0018】
(IV)塗料を勢い良く吐出させて塗料の詰まりを除去するようにしているので、塗料の常時循環を採用した場合の如き塗料を循環できない沈殿部位が残ってしまう虞れを解消することができる。
【0019】
(V)作業者が塗装ガンを振って沈殿を解消するといった人為的な操作が不要となるため、特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成する場合のような詰まりが生じ易い塗装工程の自動化を容易に実現することができる。
【発明を実施するための最良の形態】
【0020】
以下本発明の実施の形態を図面を参照しつつ説明する。
【0021】
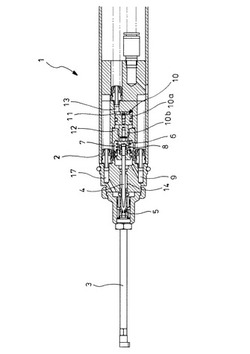
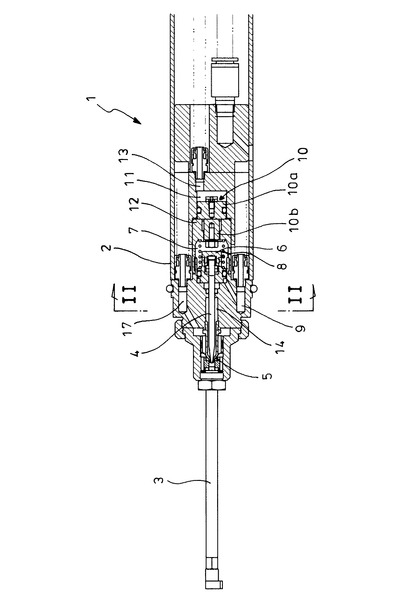
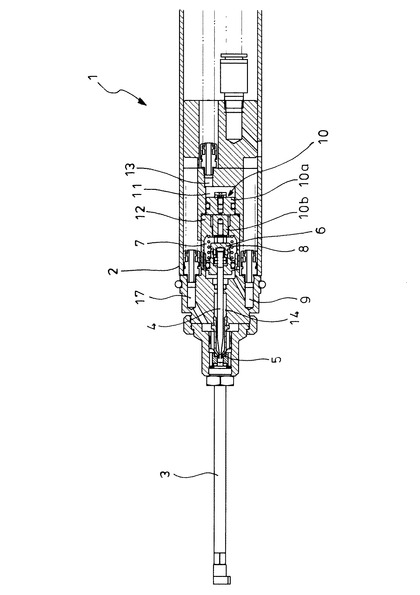
図1〜図5は本発明を実施する形態の一例を示すもので、ここに図示している例では、筒体内に挿入して該筒体の内面を塗装するような形式の塗装ガン1の場合を例示しており、筒体内に挿入可能なガン本体2の先端部に、噴霧用エアと塗料とを分けて導き得るよう二重管構造とした塗装ノズル3を備え、この塗装ノズル3の先端で軸心に対し直角方向に塗料を噴霧し得るようにしたものとなっている。
【0022】
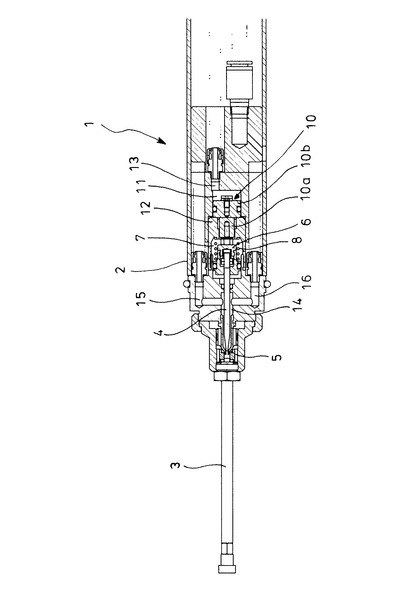
そして、本形態例の塗装ガン1においては、先細りのニードル4を軸心方向に移動自在に内蔵し且つ該ニードル4の先端で塗料の吐出口5を開閉し得るようにしてあるが、一般的に、この種の既存の塗装ガン1が、塗料の吐出を停止し得るよう前記ニードル4の先端を前記吐出口5に圧接させる全閉ポジション(図1の状態)と、塗料を噴霧するために吐出口5を微小開度で開き得るよう前記ニードル4の先端を前記吐出口5から僅かに後退させる塗装ポジション(図4の状態)の二つしかニードル4の移動位置を備えていなかったのに対し、塗料を勢い良く吐出し得るよう前記ニードル4の先端を前記吐出口5から所定開度以上に後退させる全開ポジション(図5の状態)を新たなニードル4の移動位置として備えているところを特徴としている。
【0023】
即ち、塗装ノズル3に対し塗料を送り出し得るようガン本体2の先端部に前記吐出口5が設けられ、該吐出口5に対し進退動し得るよう前記ガン本体2の先端部寄りの軸心部分に前記ニードル4が内蔵されるようになっており、該ニードル4の基端には、ピストン6(第一のピストン)が一体的に装着され、該ピストン6がシリンダ7(第一のシリンダ)により前記ニードル4の移動方向に摺動自在に抱持されるようにしてある。
【0024】
また、前記シリンダ7内には、前記ニードル4を全閉ポジションに進出させるよう前記ピストン6を付勢する圧縮ばね8(弾発体)が配設されていると共に、前記シリンダ7の前端部には、部材内部に穿設された流路やエアチューブ等から成るエア供給流路9(第一のエア供給流路)が接続されており、該エア供給流路9を通してエア圧を供給した際に前記圧縮ばね8の付勢力に抗してニードル4及びピストン6が後退するようにしてある。
【0025】
更に、前記ピストン6に後方(反ニードル4側)から当接して後退位置を規定するピストン10(第二のピストン)が備えられ、該ピストン10がシリンダ11(第二のシリンダ)によりニードル4の移動方向に摺動自在に抱持されている。
【0026】
このピストン10は、前記シリンダ11の内周面に摺接する嵌合部10aと、これより小径のニードル4側へ突き出すロッド部10bとを備えており、該ロッド部10bが前記シリンダ11の前壁を貫通して前側のシリンダ7内に張り出すようになっている。
【0027】
ここで、前記ピストン10は、前方へ向け最大に進出しても、自身が抱持されているシリンダ11の前壁をストッパ12として嵌合部10aが係止されることにより、ニードル4の後退位置を塗装ポジションに規定する位置で止まるようになっており、また、自身が抱持されているシリンダ11の後壁まで後退した際には、前記ロッド部10bが前側のシリンダ7内に張り出さないようになっている。
【0028】
そして、前記後側のシリンダ11の後端部には、部材内部に穿設された流路やエアチューブ等から成るエア供給流路13(第二のエア供給流路)が接続されており、該エア供給流路13を通してエア圧を供給した際に前記ピストン10がストッパ12により止められる位置まで進出するようにしてある。
【0029】
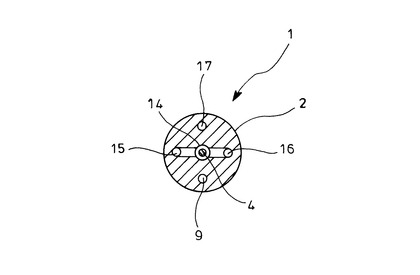
尚、図2や図3(図3は図1の断面に対し90゜位相の異なる断面)に示してある通り、ニードル4の周囲に吐出口5と連通するように形成されている塗料流入空間14に対し、部材内部に穿設された流路やチューブ等から成る塗料供給流路15を通して塗料が供給され、吐出口5から吐出されなかった余剰の塗料が、部材内部に穿設された流路やチューブ等から成る塗料回収流路16を通して回収されるようになっており、また、噴霧用エアは、部材内部に穿設された流路やチューブ等から成る噴霧用エア供給流路17を通して前述の塗装ノズル3へと供給されるようになっている。
【0030】
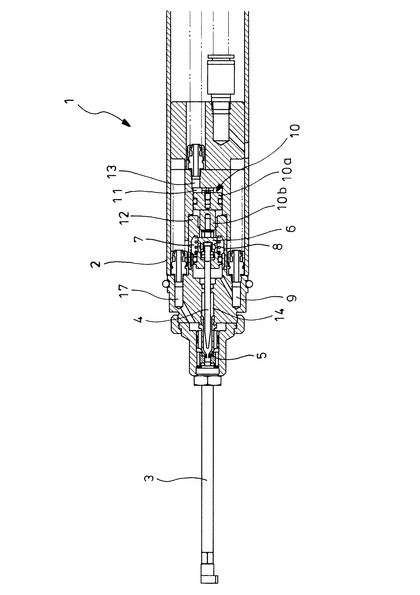
而して、このように塗装ガン1を構成した場合、後側のシリンダ11の後端部にエア供給流路13からエア圧を供給して後側のピストン10をストッパ12により止められる位置まで進出させる一方、前側のシリンダ7の前端部にエア供給流路9からエア圧を供給して前側のピストン6を圧縮ばね8の付勢力に抗し後退させると、図4に示す如く、前側のピストン6が後側のピストン10のロッド部10bにより後退位置を規定され、ニードル4の移動位置が塗装ポジションに決まり、吐出口5を微小開度で開きながら塗料を噴霧して塗装を行うことが可能となる。
【0031】
次いで、塗装の終了時に、エア供給流路9から前側のシリンダ7の前端部へのエア圧の供給を停止すると、図1に示す如く、前側のピストン6が圧縮ばね8の付勢力により前方へ進出し、ニードル4の移動位置が全閉ポジションに決まり、ニードル4の先端が吐出口5に圧接して塗料の吐出が停止される。
【0032】
そして、次に塗装を再開する前に、ワーク(筒体)から離した所定場所において、前側のシリンダ7の前端部にエア供給流路9からエア圧を供給して前側のピストン6を圧縮ばね8の付勢力に抗し後退させる一方、エア供給流路13から後側のシリンダ11の後端部へのエア圧の供給を停止すると、後側のピストン10が前側のピストン6の後退位置を塗装ポジションに規定する力を失い、前側のピストン6がエア圧により後退するのに追従して後側のピストン10もシリンダ11の後壁まで後退する結果、ニードル4の移動位置が全開ポジションに決まり、塗料を勢い良く吐出させて塗料の詰まりを除去することが可能となる。
【0033】
従って、上記形態例によれば、これまでニードル4の移動位置が全閉ポジションと塗装ポジションの二つしかなかった塗装ガン1に新たに全開ポジションを追加したことにより、ワークから離した所定場所にてニードル4を全開ポジションとし、塗料を勢い良く吐出させて塗料の詰まりを除去することができるので、塗装ガン1の分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガン1を振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持することができる。
【0034】
また、塗装ガン1の分解洗浄を高頻度に行わなくても、長時間にわたり安定した塗料噴霧を維持することができるので、塗装ガン1の分解洗浄の頻度を下げて分解洗浄のための塗装作業の休止時間を減らすことができ、これにより塗装工程の作業効率を従来よりも大幅に向上することができる。
【0035】
更に、洗浄液による洗浄を行わなくても、実塗料吐出による洗浄で塗料の詰まりを除去することができるので、洗浄液の準備、洗浄液配管、容器、弁の設置等を不要として機器の構成の複雑化を回避することができる。
【0036】
また、塗料を勢い良く吐出させて塗料の詰まりを除去するようにしているので、塗料の常時循環を採用した場合の如き塗料を循環できない沈殿部位が残ってしまう虞れを解消することができる。
【0037】
しかも、作業者が塗装ガン1を振って沈殿を解消するといった人為的な操作が不要となるため、特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成する場合のような詰まりが生じ易い塗装工程の自動化を容易に実現することができる。
【0038】
尚、本発明の塗装ガンは、上述の形態例にのみ限定されるものではなく、図1〜図5では筒体内に挿入して該筒体の内面を塗装するような形式の塗装ガンについて説明しているが、同じ筒体の外面、或いは全く別のワークの外面を塗装するような形式の塗装ガンにも同様に適用できることは勿論であり、この場合は塗装ノズルを省略して吐出口にて噴霧用エアにより塗料を噴霧し得るようにすれば良いこと、その他、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【図面の簡単な説明】
【0039】
【図1】本発明を実施する形態の一例を全閉ポジションで示す断面図である。
【図2】図1のII−II矢視の断面図である。
【図3】図1の断面に対し90゜位相の異なる断面で示す図である。
【図4】本発明を実施する形態の一例を塗装ポジションで示す断面図である。
【図5】本発明を実施する形態の一例を全開ポジションで示す断面図である。
【符号の説明】
【0040】
1 塗装ガン
4 ニードル
5 吐出口
6 ピストン(第一のピストン)
7 シリンダ(第一のシリンダ)
8 圧縮ばね(弾発体)
9 エア供給流路(第一のエア供給流路)
10 ピストン(第二のピストン)
11 シリンダ(第二のシリンダ)
12 ストッパ
13 エア供給流路(第二のエア供給流路)
【技術分野】
【0001】
本発明は、塗装ガンに関するものである。
【背景技術】
【0002】
一般的に、塗装ガンによりワークに塗料(特に粉体を含む塗料)を噴霧して塗装を行うことが行われているが、その塗料(粉体)の沈殿により塗装ガンの吐出量が変化して安定した塗装が難しくなることがある。
【0003】
特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成したい場合等では、微少塗料噴霧を行うために開位置での塗装ノズルの開きが非常に小さなものとなることから該塗装ノズルに詰まりが生じ易く、塗装ガンの吐出量を長時間にわたり安定化させることが難しかった。
【0004】
このような不具合を防止するため、従来においては、塗装ガンの定期的な分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じて塗装ガンの吐出量の長時間にわたる安定化を実現するようにしている。
【0005】
尚、この種の塗装ガンにおける塗料の沈殿対策に関連する先行技術文献情報としては、例えば、下記の特許文献1や特許文献2等が既に存在している。
【特許文献1】特開平6−165958号公報
【特許文献2】特開2007−175557号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、塗装ガンを定期的に分解洗浄する場合は、その分解洗浄を比較的高頻度に行わなければならなくなって作業効率の大幅な低下を招くという問題があり、洗浄液による洗浄を行う場合には、洗浄液の準備、洗浄液配管、容器、弁の設置等が必要となって機器の構成が複雑化するという問題があった。
【0007】
また、塗料を常時循環するとしても、塗装ガンの塗装ノズルの先端部まで塗料を循環させることは困難であるため、塗料を循環できない部分が生じて沈殿部位が残ってしまうという問題があった。
【0008】
更に、作業者が塗装ガンを振って沈殿を解消する場合は、作業者による人為的な操作が不可欠となるため、特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成する場合のような詰まりが生じ易い塗装工程の自動化を実現するのに大きな障害となるという問題があった。
【0009】
本発明は、上述の実情に鑑みてなしたもので、塗装ガンの分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持できるようにした塗装ガンを提供することを目的としている。
【課題を解決するための手段】
【0010】
本発明は、先細りのニードルを軸心方向に移動自在に内蔵し且つ該ニードルの先端で塗料の吐出口を開閉し得るようにした塗装ガンにおいて、塗料の吐出を停止し得るよう前記ニードルの先端を前記吐出口に圧接させる全閉ポジションと、塗料を噴霧するために吐出口を微小開度で開き得るよう前記ニードルの先端を前記吐出口から僅かに後退させる塗装ポジションと、塗料を勢い良く吐出し得るよう前記ニードルの先端を前記吐出口から所定開度以上に後退させる全開ポジションの三つの移動位置を適宜に選択し得るように構成したことを特徴とするものである。
【0011】
而して、このようにすれば、ニードルを塗装ポジションとして吐出口を微小開度で開きながら塗料を噴霧して塗装を行い、その終了時にニードルを全閉ポジションとしてニードルの先端を吐出口に圧接させて塗料の吐出を停止し、次に塗装を再開する前に、ワークから離した所定場所にてニードルを全開ポジションとし、塗料を勢い良く吐出させて塗料の詰まりを除去することが可能となる。
【0012】
また、本発明においては、ニードルを全閉ポジションに付勢し且つその付勢力に抗してニードルを後退させ得るように構成すると共に、該ニードルの後退位置を塗装ポジションと全開ポジションとに適宜に変更し得るように構成することが好ましい。
【0013】
更に、本発明をより具体的に実施するに際しては、例えば、ニードルの基端に一体的に装着された第一のピストンと、該第一のピストンをニードルの移動方向に摺動自在に抱持する第一のシリンダと、該第一のシリンダ内で第一のピストンをニードルが全閉ポジションに進出するよう付勢する弾発体と、該弾発体の付勢力に抗してニードルが後退するよう第一のシリンダにエア圧を供給する第一のエア供給流路と、第一のピストンに反ニードル側から当接して後退位置を規定する第二のピストンと、該第二のピストンをニードルの移動方向に摺動自在に抱持する第二のシリンダと、ニードルの後退位置を塗装ポジションに規定する位置で第二のピストンの進出を止めるストッパと、該ストッパにより止められる位置まで第二のピストンを進出させるようエア圧を第二のシリンダに供給する第二のエア供給流路とを備え、該第二のエア供給流路を通したエア圧の喪失時に第二のピストンがニードルの後退位置を全開ポジションに規定する位置まで後退し得るように構成することが好ましい。
【発明の効果】
【0014】
上記した本発明の塗装ガンによれば、下記の如き種々の優れた効果を奏し得る。
【0015】
(I)これまでニードルの移動位置が全閉ポジションと塗装ポジションの二つしかなかった塗装ガンに新たに全開ポジションを追加したことにより、ワークから離した所定場所にてニードルを全開ポジションとし、塗料を勢い良く吐出させて塗料の詰まりを除去することができるので、塗装ガンの分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガンを振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持することができる。
【0016】
(II)塗装ガンの分解洗浄を高頻度に行わなくても、長時間にわたり安定した塗料噴霧を維持することができるので、塗装ガンの分解洗浄の頻度を下げて分解洗浄のための塗装作業の休止時間を減らすことができ、これにより塗装工程の作業効率を従来よりも大幅に向上することができる。
【0017】
(III)洗浄液による洗浄を行わなくても、実塗料吐出による洗浄で塗料の詰まりを除去することができるので、洗浄液の準備、洗浄液配管、容器、弁の設置等を不要として機器の構成の複雑化を回避することができる。
【0018】
(IV)塗料を勢い良く吐出させて塗料の詰まりを除去するようにしているので、塗料の常時循環を採用した場合の如き塗料を循環できない沈殿部位が残ってしまう虞れを解消することができる。
【0019】
(V)作業者が塗装ガンを振って沈殿を解消するといった人為的な操作が不要となるため、特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成する場合のような詰まりが生じ易い塗装工程の自動化を容易に実現することができる。
【発明を実施するための最良の形態】
【0020】
以下本発明の実施の形態を図面を参照しつつ説明する。
【0021】
図1〜図5は本発明を実施する形態の一例を示すもので、ここに図示している例では、筒体内に挿入して該筒体の内面を塗装するような形式の塗装ガン1の場合を例示しており、筒体内に挿入可能なガン本体2の先端部に、噴霧用エアと塗料とを分けて導き得るよう二重管構造とした塗装ノズル3を備え、この塗装ノズル3の先端で軸心に対し直角方向に塗料を噴霧し得るようにしたものとなっている。
【0022】
そして、本形態例の塗装ガン1においては、先細りのニードル4を軸心方向に移動自在に内蔵し且つ該ニードル4の先端で塗料の吐出口5を開閉し得るようにしてあるが、一般的に、この種の既存の塗装ガン1が、塗料の吐出を停止し得るよう前記ニードル4の先端を前記吐出口5に圧接させる全閉ポジション(図1の状態)と、塗料を噴霧するために吐出口5を微小開度で開き得るよう前記ニードル4の先端を前記吐出口5から僅かに後退させる塗装ポジション(図4の状態)の二つしかニードル4の移動位置を備えていなかったのに対し、塗料を勢い良く吐出し得るよう前記ニードル4の先端を前記吐出口5から所定開度以上に後退させる全開ポジション(図5の状態)を新たなニードル4の移動位置として備えているところを特徴としている。
【0023】
即ち、塗装ノズル3に対し塗料を送り出し得るようガン本体2の先端部に前記吐出口5が設けられ、該吐出口5に対し進退動し得るよう前記ガン本体2の先端部寄りの軸心部分に前記ニードル4が内蔵されるようになっており、該ニードル4の基端には、ピストン6(第一のピストン)が一体的に装着され、該ピストン6がシリンダ7(第一のシリンダ)により前記ニードル4の移動方向に摺動自在に抱持されるようにしてある。
【0024】
また、前記シリンダ7内には、前記ニードル4を全閉ポジションに進出させるよう前記ピストン6を付勢する圧縮ばね8(弾発体)が配設されていると共に、前記シリンダ7の前端部には、部材内部に穿設された流路やエアチューブ等から成るエア供給流路9(第一のエア供給流路)が接続されており、該エア供給流路9を通してエア圧を供給した際に前記圧縮ばね8の付勢力に抗してニードル4及びピストン6が後退するようにしてある。
【0025】
更に、前記ピストン6に後方(反ニードル4側)から当接して後退位置を規定するピストン10(第二のピストン)が備えられ、該ピストン10がシリンダ11(第二のシリンダ)によりニードル4の移動方向に摺動自在に抱持されている。
【0026】
このピストン10は、前記シリンダ11の内周面に摺接する嵌合部10aと、これより小径のニードル4側へ突き出すロッド部10bとを備えており、該ロッド部10bが前記シリンダ11の前壁を貫通して前側のシリンダ7内に張り出すようになっている。
【0027】
ここで、前記ピストン10は、前方へ向け最大に進出しても、自身が抱持されているシリンダ11の前壁をストッパ12として嵌合部10aが係止されることにより、ニードル4の後退位置を塗装ポジションに規定する位置で止まるようになっており、また、自身が抱持されているシリンダ11の後壁まで後退した際には、前記ロッド部10bが前側のシリンダ7内に張り出さないようになっている。
【0028】
そして、前記後側のシリンダ11の後端部には、部材内部に穿設された流路やエアチューブ等から成るエア供給流路13(第二のエア供給流路)が接続されており、該エア供給流路13を通してエア圧を供給した際に前記ピストン10がストッパ12により止められる位置まで進出するようにしてある。
【0029】
尚、図2や図3(図3は図1の断面に対し90゜位相の異なる断面)に示してある通り、ニードル4の周囲に吐出口5と連通するように形成されている塗料流入空間14に対し、部材内部に穿設された流路やチューブ等から成る塗料供給流路15を通して塗料が供給され、吐出口5から吐出されなかった余剰の塗料が、部材内部に穿設された流路やチューブ等から成る塗料回収流路16を通して回収されるようになっており、また、噴霧用エアは、部材内部に穿設された流路やチューブ等から成る噴霧用エア供給流路17を通して前述の塗装ノズル3へと供給されるようになっている。
【0030】
而して、このように塗装ガン1を構成した場合、後側のシリンダ11の後端部にエア供給流路13からエア圧を供給して後側のピストン10をストッパ12により止められる位置まで進出させる一方、前側のシリンダ7の前端部にエア供給流路9からエア圧を供給して前側のピストン6を圧縮ばね8の付勢力に抗し後退させると、図4に示す如く、前側のピストン6が後側のピストン10のロッド部10bにより後退位置を規定され、ニードル4の移動位置が塗装ポジションに決まり、吐出口5を微小開度で開きながら塗料を噴霧して塗装を行うことが可能となる。
【0031】
次いで、塗装の終了時に、エア供給流路9から前側のシリンダ7の前端部へのエア圧の供給を停止すると、図1に示す如く、前側のピストン6が圧縮ばね8の付勢力により前方へ進出し、ニードル4の移動位置が全閉ポジションに決まり、ニードル4の先端が吐出口5に圧接して塗料の吐出が停止される。
【0032】
そして、次に塗装を再開する前に、ワーク(筒体)から離した所定場所において、前側のシリンダ7の前端部にエア供給流路9からエア圧を供給して前側のピストン6を圧縮ばね8の付勢力に抗し後退させる一方、エア供給流路13から後側のシリンダ11の後端部へのエア圧の供給を停止すると、後側のピストン10が前側のピストン6の後退位置を塗装ポジションに規定する力を失い、前側のピストン6がエア圧により後退するのに追従して後側のピストン10もシリンダ11の後壁まで後退する結果、ニードル4の移動位置が全開ポジションに決まり、塗料を勢い良く吐出させて塗料の詰まりを除去することが可能となる。
【0033】
従って、上記形態例によれば、これまでニードル4の移動位置が全閉ポジションと塗装ポジションの二つしかなかった塗装ガン1に新たに全開ポジションを追加したことにより、ワークから離した所定場所にてニードル4を全開ポジションとし、塗料を勢い良く吐出させて塗料の詰まりを除去することができるので、塗装ガン1の分解洗浄や、洗浄液による洗浄、塗料の常時循環、作業者が塗装ガン1を振ることで沈殿を解消、といった手段を講じなくても、長時間にわたり安定した塗料噴霧を維持することができる。
【0034】
また、塗装ガン1の分解洗浄を高頻度に行わなくても、長時間にわたり安定した塗料噴霧を維持することができるので、塗装ガン1の分解洗浄の頻度を下げて分解洗浄のための塗装作業の休止時間を減らすことができ、これにより塗装工程の作業効率を従来よりも大幅に向上することができる。
【0035】
更に、洗浄液による洗浄を行わなくても、実塗料吐出による洗浄で塗料の詰まりを除去することができるので、洗浄液の準備、洗浄液配管、容器、弁の設置等を不要として機器の構成の複雑化を回避することができる。
【0036】
また、塗料を勢い良く吐出させて塗料の詰まりを除去するようにしているので、塗料の常時循環を採用した場合の如き塗料を循環できない沈殿部位が残ってしまう虞れを解消することができる。
【0037】
しかも、作業者が塗装ガン1を振って沈殿を解消するといった人為的な操作が不要となるため、特に極めて薄い塗装膜を重ね塗りして膜厚の誤差が少ない塗装膜を形成する場合のような詰まりが生じ易い塗装工程の自動化を容易に実現することができる。
【0038】
尚、本発明の塗装ガンは、上述の形態例にのみ限定されるものではなく、図1〜図5では筒体内に挿入して該筒体の内面を塗装するような形式の塗装ガンについて説明しているが、同じ筒体の外面、或いは全く別のワークの外面を塗装するような形式の塗装ガンにも同様に適用できることは勿論であり、この場合は塗装ノズルを省略して吐出口にて噴霧用エアにより塗料を噴霧し得るようにすれば良いこと、その他、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【図面の簡単な説明】
【0039】
【図1】本発明を実施する形態の一例を全閉ポジションで示す断面図である。
【図2】図1のII−II矢視の断面図である。
【図3】図1の断面に対し90゜位相の異なる断面で示す図である。
【図4】本発明を実施する形態の一例を塗装ポジションで示す断面図である。
【図5】本発明を実施する形態の一例を全開ポジションで示す断面図である。
【符号の説明】
【0040】
1 塗装ガン
4 ニードル
5 吐出口
6 ピストン(第一のピストン)
7 シリンダ(第一のシリンダ)
8 圧縮ばね(弾発体)
9 エア供給流路(第一のエア供給流路)
10 ピストン(第二のピストン)
11 シリンダ(第二のシリンダ)
12 ストッパ
13 エア供給流路(第二のエア供給流路)
【特許請求の範囲】
【請求項1】
先細りのニードルを軸心方向に移動自在に内蔵し且つ該ニードルの先端で塗料の吐出口を開閉し得るようにした塗装ガンにおいて、塗料の吐出を停止し得るよう前記ニードルの先端を前記吐出口に圧接させる全閉ポジションと、塗料を噴霧するために吐出口を微小開度で開き得るよう前記ニードルの先端を前記吐出口から僅かに後退させる塗装ポジションと、塗料を勢い良く吐出し得るよう前記ニードルの先端を前記吐出口から所定開度以上に後退させる全開ポジションの三つの移動位置を適宜に選択し得るように構成したことを特徴とする塗装ガン。
【請求項2】
ニードルを全閉ポジションに付勢し且つその付勢力に抗してニードルを後退させ得るように構成すると共に、該ニードルの後退位置を塗装ポジションと全開ポジションとに適宜に変更し得るように構成したことを特徴とする請求項1に記載の塗装ガン。
【請求項3】
ニードルの基端に一体的に装着された第一のピストンと、該第一のピストンをニードルの移動方向に摺動自在に抱持する第一のシリンダと、該第一のシリンダ内で第一のピストンをニードルが全閉ポジションに進出するよう付勢する弾発体と、該弾発体の付勢力に抗してニードルが後退するよう第一のシリンダにエア圧を供給する第一のエア供給流路と、第一のピストンに反ニードル側から当接して後退位置を規定する第二のピストンと、該第二のピストンをニードルの移動方向に摺動自在に抱持する第二のシリンダと、ニードルの後退位置を塗装ポジションに規定する位置で第二のピストンの進出を止めるストッパと、該ストッパにより止められる位置まで第二のピストンを進出させるようエア圧を第二のシリンダに供給する第二のエア供給流路とを備え、該第二のエア供給流路を通したエア圧の喪失時に第二のピストンがニードルの後退位置を全開ポジションに規定する位置まで後退し得るように構成したことを特徴とする請求項1又は2に記載の塗装ガン。
【請求項1】
先細りのニードルを軸心方向に移動自在に内蔵し且つ該ニードルの先端で塗料の吐出口を開閉し得るようにした塗装ガンにおいて、塗料の吐出を停止し得るよう前記ニードルの先端を前記吐出口に圧接させる全閉ポジションと、塗料を噴霧するために吐出口を微小開度で開き得るよう前記ニードルの先端を前記吐出口から僅かに後退させる塗装ポジションと、塗料を勢い良く吐出し得るよう前記ニードルの先端を前記吐出口から所定開度以上に後退させる全開ポジションの三つの移動位置を適宜に選択し得るように構成したことを特徴とする塗装ガン。
【請求項2】
ニードルを全閉ポジションに付勢し且つその付勢力に抗してニードルを後退させ得るように構成すると共に、該ニードルの後退位置を塗装ポジションと全開ポジションとに適宜に変更し得るように構成したことを特徴とする請求項1に記載の塗装ガン。
【請求項3】
ニードルの基端に一体的に装着された第一のピストンと、該第一のピストンをニードルの移動方向に摺動自在に抱持する第一のシリンダと、該第一のシリンダ内で第一のピストンをニードルが全閉ポジションに進出するよう付勢する弾発体と、該弾発体の付勢力に抗してニードルが後退するよう第一のシリンダにエア圧を供給する第一のエア供給流路と、第一のピストンに反ニードル側から当接して後退位置を規定する第二のピストンと、該第二のピストンをニードルの移動方向に摺動自在に抱持する第二のシリンダと、ニードルの後退位置を塗装ポジションに規定する位置で第二のピストンの進出を止めるストッパと、該ストッパにより止められる位置まで第二のピストンを進出させるようエア圧を第二のシリンダに供給する第二のエア供給流路とを備え、該第二のエア供給流路を通したエア圧の喪失時に第二のピストンがニードルの後退位置を全開ポジションに規定する位置まで後退し得るように構成したことを特徴とする請求項1又は2に記載の塗装ガン。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−291738(P2009−291738A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−149461(P2008−149461)
【出願日】平成20年6月6日(2008.6.6)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月6日(2008.6.6)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]