
塗装システム
【課題】装置の複雑化等を招くことなく、スプレーパターンの幅や塗料の厚さを素早く変更することができ、ひいては塗装不良の発生抑制や塗装精度の向上等を図る。
【解決手段】塗装システム1は、塗装機2と、被塗装物の被塗装面に対し塗装機2を相対移動させるロボットアーム31とを備える。塗装機2は、塗料を噴射するための塗料噴射口を有してなる塗料通路、及び、塗料噴射口の外周側に位置するエア噴射口を有してなるエア通路を備える。エア噴射口から噴射されるエアの方向は、塗料噴射口に至る直前の塗料通路の延び方向と同一方向される。また、塗装システム1は、塗料の単位時間当たりの噴射量を調節可能な塗料供給量調節手段4と、エアの単位時間当たりの噴射量を調節可能なエア供給量調節手段5と、被塗装面と塗装機2との相対位置に応じて、両調節手段4,5を制御する制御手段7とを備える。
【解決手段】塗装システム1は、塗装機2と、被塗装物の被塗装面に対し塗装機2を相対移動させるロボットアーム31とを備える。塗装機2は、塗料を噴射するための塗料噴射口を有してなる塗料通路、及び、塗料噴射口の外周側に位置するエア噴射口を有してなるエア通路を備える。エア噴射口から噴射されるエアの方向は、塗料噴射口に至る直前の塗料通路の延び方向と同一方向される。また、塗装システム1は、塗料の単位時間当たりの噴射量を調節可能な塗料供給量調節手段4と、エアの単位時間当たりの噴射量を調節可能なエア供給量調節手段5と、被塗装面と塗装機2との相対位置に応じて、両調節手段4,5を制御する制御手段7とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗料を噴射する塗装機を備えてなる塗装システムに関する。
【背景技術】
【0002】
従来、自動車等の製造工程においては、ボディやドアなどの被塗装物(ワーク)を塗装するための塗装システムが用いられている。この塗装システムは、ロボットアームの先端に取付けられ、ワークに対して塗料を噴射する塗装機を備えている。また、予め設定されたデータ(ロボットティーチングデータ)に基づいてロボットアームを移動させることで、被塗装物の被塗装面に沿って前記塗装機を移動させることが一般的に行われる。
【0003】
ところで、被塗装物の被塗装面について鑑みると、塗装機の移動経路に沿って被塗装面の幅が広狭し得る。従って、被塗装物を効率よく塗装するという観点から、被塗装面の幅に合わせて塗料のスプレーパターンの幅を適宜調節することが好ましい。スプレーパターンの幅を調節する手法としては、塗装機の塗料噴出孔からの塗料の噴射圧力(液圧)を変更する手法が一般に行われる。詳述すると、塗料の液圧を大きくし、塗料の噴射角度を増大させることで、スプレーパターンの幅を大きくする一方で、塗料の液圧を小さくすることで、塗料の噴射角度を減少させ、スプレーパターンの幅を小さくするものである。また、前記塗料噴出孔の開度を調整することで、スプレーパターンの大きさ(幅)を調節する手法も提案されている(例えば、特許文献1等参照)。
【0004】
しかしながら、被塗装面は、その幅だけでなく、各部位によって塗料の狙い厚さが種々異なり得る。この点、前者の手法では、スプレーパターンの幅を増減させたとき、それに伴い塗料の吐出量も増減するものの、被塗装面の単位面積当たりに供給される塗料の量はほとんど変わらない。従って、塗料の厚さ(膜厚)bを変更するためには、塗料を重ね塗るなど手間のかかる作業が必要となってしまう。また、後者の手法(上記特許文献1に記載の技術)によれば、つまみを回転させて塗料噴出孔に対するピン先端部の進出量を変えることで、塗料噴出孔の開度が調節される。従って、スプレーパターンの幅を瞬時に変更することはできず、被塗装面の形が比較的複雑な被塗装物を塗装する際に、塗装不良が生じてしまうおそれがある。
【0005】
そこで、塗料の液圧を調整するためのエアの供給経路(エア経路)と、塗料の霧化やスプレーパターンの幅の調整を行うためのエアの供給経路(アシストエア経路)とをそれぞれ複数設けるとともに、各供給経路ごとに供給されるエアの圧力を予め設定しておき、所望する塗料の液圧やスプレーパターンの幅等に応じて、1のエア経路及び1のアシストエア経路をそれぞれ選択する技術が提案されている(例えば、特許文献2等参照)。また、それぞれ塗料の噴射方向と交差するように内側に向けてエアを噴射するメインエア噴射口とパターンエア噴射口とを設け、メインエア噴射口から噴射するエアにより塗料の霧化促進等を図りつつ、パターンエア噴射口から噴射するエアによりスプレーパターンを変化させる技術が知られている(例えば、特許文献3等参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−236840号公報
【特許文献2】特開平8−47657号公報
【特許文献3】特開平11−47645号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、上記特許文献2に記載の技術においては、エアの供給経路が多数設けられるため、塗装システムの大型化、複雑化を招いてしまうおそれがある。また、上記特許文献3に記載の技術においては、内側に向けてエアを噴射するため、塗料が飛散してしまいやすく、精度よく塗装を施すことができないおそれがある。
【0008】
本発明は、上記事情を鑑みてなされたものであり、その目的は、装置の複雑化等を招くことなく、スプレーパターンの幅や塗料の厚さを素早く変更することができ、ひいては塗装不良の発生抑制や塗装精度の向上等を図ることができる塗装システムを提供することにある。
【課題を解決するための手段】
【0009】
以下、上記目的を解決するのに適した各手段につき、項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0010】
手段1.先端に塗料を噴射するための塗料噴射口を有してなる塗料通路、及び、前記塗料噴射口の外周側に位置するエア噴射口を有してなるエア通路を有する塗装機と、
所定の被塗装物の被塗装面に対し前記塗装機を相対移動させる移動手段と
を備えた塗装システムであって、
前記エア噴射口から噴射されるエアの方向を、前記塗料噴射口に至る直前の前記塗料通路の延び方向と同一方向とし、
さらに、前記塗料噴射口から噴射される塗料の単位時間当たりの噴射量を調節可能な塗料供給量調節手段と、
前記エア噴射口から噴射されるエアの単位時間当たりの噴射量を調節可能なエア供給量調節手段と、
前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記塗料供給量調節手段及び前記エア供給量調節手段を制御する制御手段と
を設けたことを特徴とする塗装システム。
【0011】
尚、「同一方向」とあるのは、エア噴射口から噴射されるエアの方向と、塗料噴射口に至る直前の塗料通路の延び方向とが厳密に同一であるという意味ではない。従って、塗料噴射口に至る直前の塗料通路の延び方向に対してエアの噴射方向をわずかに(例えば、5°以内だけ)傾けて構成することとしてもよい。
【0012】
上記手段1によれば、塗料噴射口から噴射される塗料の側方に対して、エア噴射口から噴射されるエアが当てられる。従って、エアの風速を増減させることで、噴射された塗料の広がりの程度を変更することができ、ひいてはスプレーパターンの幅を瞬時に変更することができる。これにより、被塗装面の形が比較的複雑な被塗装物を塗装する際においても、精度よく塗装を施すことができる。
【0013】
また、スプレーパターンの側方から粒子の粗い副流が分離してテールと呼ばれる部分が生じてしまい、塗装不良が生じてしまうことがあるが、塗料の側方に対してエアを当てることによってテールの微粒子化を図ることができる。その結果、被塗装面に対して塗料をより均一に塗着させることができる。
【0014】
さらに、塗料の液圧を大きくすることで、塗料の吐出量を増大させることができるが、上述の通り、上記従来技術においては、塗料の液圧の増大に伴いスプレーパターンの幅が広がるため、単位面積当たりに塗着される塗料の質量を増減させることができない。これに対して、上記手段1においては、塗料の液圧(吐出量)を比較的大きなものとした上で、エアの噴射によりスプレーパターンの幅を小さくすることで、単位面積当たりに塗着される塗料の質量を増大させることができる。すなわち、塗料の液圧とエアの噴射量(風速)とをそれぞれ調節することで、スプレーパターンの幅に加えて、塗料の厚さをも調節することができる。これにより、塗料の厚さを調整するために塗料を重ね塗る等、手間のかかる作業を省略することができ、生産性の著しい向上を図ることができる。
【0015】
加えて、スプレーパターンの幅や塗料の厚さの変更は、塗料供給量調節手段とエア供給量調節手段とを制御することによって行うことができる。従って、上記特許文献2に記載の技術のように、多数のエア供給経路を設ける等の必要がない。その結果、装置の複雑化や大型化をより確実に防止することができる。
【0016】
さらに、エア噴射口からのエアの噴射方向が、塗料噴射口に至る直前の塗料通路の延び方向と同一方向とされるため、エアを内側(塗料噴射口側)に向けて噴射した場合に生じ得る塗料の飛散をより確実に抑制することができる。その結果、塗装不良の発生をより一層確実に防止することができ、塗装精度の更なる向上を図ることができる。
【0017】
尚、エアを噴射することでスプレーパターンの幅を小さくした場合において、噴射された塗料の濃度について鑑みると、エアにより幅を狭められた部分の濃度が他の部分(例えば、中心部分)の濃度よりも高くなってしまい、塗料が一部だけ厚くなって塗着されてしまうことも考えられる。しかし、上記手段1のように、エアの噴射方向を塗料噴射口に至る直前の塗料通路の延び方向と同一とすることによって、エアの噴射方向を塗料の噴射方向から遠ざかる方向とした場合(例えば、特開2007−289875号公報等)等と比較して、被塗装面にぶつかったエアが被塗装面に沿ってより均一に拡散することとなり、その結果、拡散したエアの影響で塗料の厚さをより均一なものとすることができる。すなわち、エアの噴射方向を塗料噴射口に至る直前の塗料通路の延び方向と同一とすることで、塗料の飛散防止に加えて、塗料の膜厚の均一化も図ることができる。
【0018】
手段2.前記被塗装物の被塗装面についての塗装膜厚及び塗装幅に関するティーチングデータが予め設定記憶されてなるデータ記憶手段を具備し、
前記制御手段は、前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記データ記憶手段に設定記憶された、塗装膜厚に関するティーチングデータと、塗装幅に関するティーチングデータとに基づき、前記塗料供給量調節手段及び前記エア供給量調節手段を制御することを特徴とする手段1に記載の塗装システム。
【0019】
上記手段2によれば、制御手段は、データ記憶手段に記憶された被塗装面の塗装膜厚及び塗装幅に関するティーチングデータに基づいて、塗料供給量調節手段及びエア供給量調節手段を制御する。すなわち、制御手段により、塗料の供給量(塗料の噴出量)が、塗装膜厚に関するティーチングデータに対応したものとされるとともに、エアの噴射量(風速)が、塗装幅に関するティーチングデータに対応したものとされる。従って、所期の塗装幅及び塗装膜厚で被塗装面を一層確実に、かつ、一層容易に塗装することができ、その結果、塗装精度のより一層の向上を図ることができる。
【0020】
手段3.前記エア噴射口は、前記塗料噴射口を挟むようにして2箇所設けられることを特徴とする手段1又は2に記載の塗装システム。
【0021】
上記手段3によれば、エア噴射口が、塗料噴射口を挟むようにして設けられるため、スプレーパターンの幅をより広範囲に亘って変更することができる。これにより、被塗装面の形状が複雑な被塗装物に対しても、より一層精度よく塗装を施すことができる。
【0022】
また、エア噴射口は2箇所であるため、上記特許文献3に記載の技術のように、エアの噴射口を多数設ける場合と比較して、塗装時におけるエアの消費量を抑制することができる。その結果、エアをより長時間に亘って噴射することができ、生産性の更なる向上を図ることができる。また、例えば、コンプレッサを用いてエアを供給する場合には、当該コンプレッサの容量抑制を図ることができ、ひいては装置の更なる小型化を図ることができる。
【0023】
手段4.前記エア噴射口から噴射されるエアの風速が0.29×106m/秒以上とされることを特徴とする手段1乃至3のいずれかに記載の塗装システム。
【0024】
上記手段4によれば、エア噴射口から噴射されるエアの風速が0.29×106m/秒以上とされている。そのため、スプレーパターンの幅をより一層確実に変更することができるとともに、十分な塗着効率を実現することができる。
【0025】
尚、エアの風速が0.99×106m/秒を超えると、被塗装物からの跳ね返りの気流によって塗料が飛散してしまい、塗着効率が低下してしまうおそれがある。従って、塗料の飛散防止をより確実に実現すべく、エアの風速を0.99×106m/秒以下とすることが好ましい。
【図面の簡単な説明】
【0026】
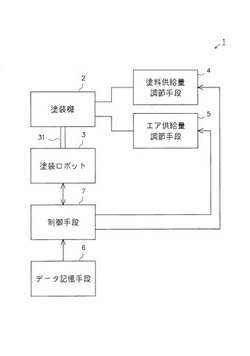
【図1】塗装システムの概略構成を示すブロック図である。
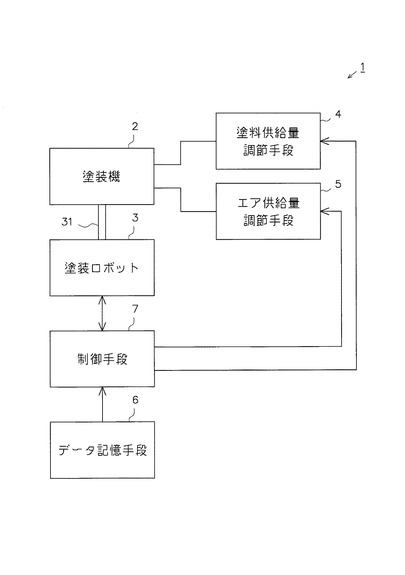
【図2】(a)は、塗装機の概略構成を示す部分拡大断面模式図であり、(b)は、塗装機の先端部の概略構成を示す部分拡大側面図である。
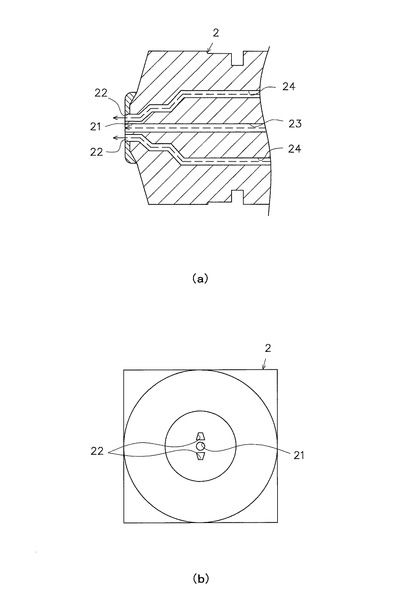
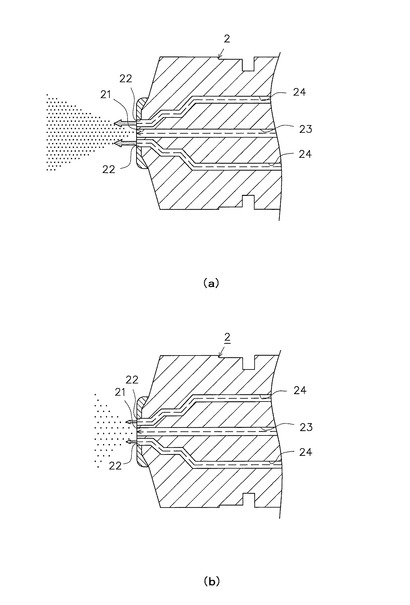
【図3】(a),(b)は、エア噴射口から噴射されるエアの強弱と、スプレーパターンの幅との関係を説明するための説明図である。
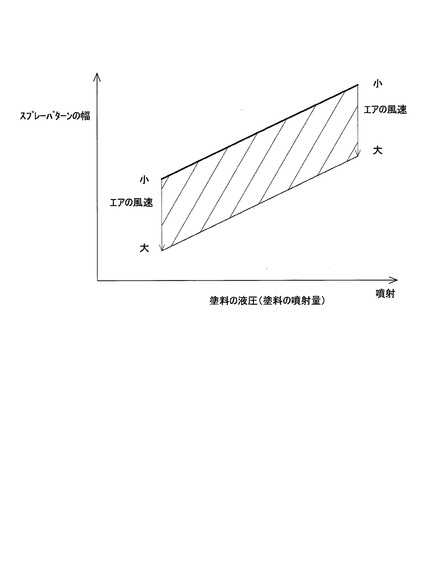
【図4】塗料の液圧及びエアの風速と、スプレーパターンの幅との関係を示すグラフである。
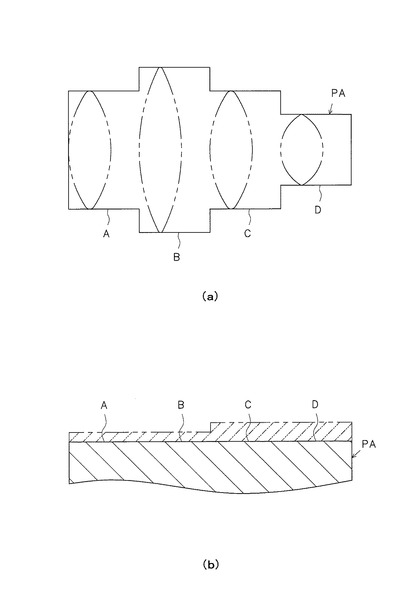
【図5】被塗装物の被塗装面を説明するための図であって、(a)は、被塗装物の拡大平面模式図であり、(b)は、被塗装物の拡大断面模式図である。
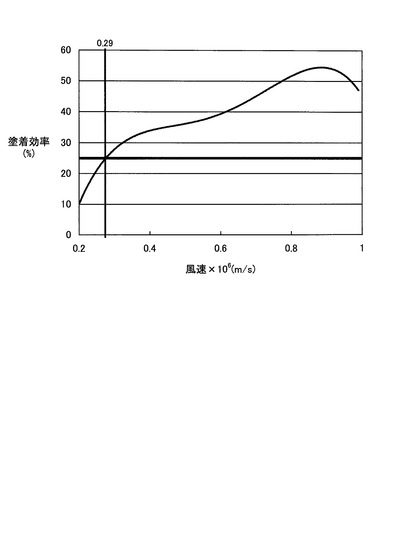
【図6】エアの風速と塗着効率との関係を示すグラフである。
【発明を実施するための形態】
【0027】
以下に、一実施形態について図面を参照しつつ説明する。塗装システム1は、図1に示すように、エアレスガンなどの塗装機2と、塗装ロボット3と、塗料供給量調節手段4と、エア供給量調節手段5と、データ記憶手段6と、制御手段7とを備えている。
【0028】
前記塗装機2は、前記塗装ロボット3のロボットアーム31(「移動手段」に相当する)の先端に配設されており、ロボットアーム31の移動に伴い、例えば自動車ボディやドア等の被塗装物(ワーク)の被塗装面に沿って相対移動可能に構成されている。また、図2(a),(b)に示すように、塗装機2の先端には、塗料噴射口21とエア噴射口22とが設けられている。
【0029】
塗料噴射口21は、塗装機2の外部に露出する塗料導入口(図示せず)に対して、塗装機22内部に設けられた塗料通路23を介して連通されている。そして、塗料タンクを有する塗料供給手段(それぞれ図示せず)から供給された塗料が、前記塗料通路23を通って塗料噴射口21から噴射されるように構成されている。尚、前記塗料タンクには、ガスボンベ(図示せず)から圧縮ガスが供給されており、当該ガスの圧力に応じて塗料供給手段から塗装機2へと供給される塗料の圧力が変更されるようになっている。
【0030】
エア噴射口22は、塗装機2の外部に露出するエア導入口(図示せず)に対して、塗装機2の内部に設けられたエア通路24を介して連通されている。そして、エアコンプレッサなどのエア供給手段(図示せず)から供給されたエアが、エア通路24を通ってエア噴射口22から噴射されるようになっている。尚、エア噴射口22から噴射されるエアの風速が0.29×106m/秒以上0.99×106m/秒以下となるように、エア供給手段から供給されるエアの圧力等が設定されている。
【0031】
また、エア噴射口22は、前記塗料噴射口21の外周側において、塗料噴射口22を挟むようにして2箇所設けられている。さらに、エア噴射口22から噴射されるエアが塗料噴射口21から噴射される塗料の側方に当たるように、各エア噴射口22は、それぞれ塗料噴射口21に対して比較的接近した位置(例えば、1mm以内の位置)に配設されている。加えて、本実施形態では、エア噴射口22から噴射されるエアの噴射方向が、塗料噴射口21に至る直前の塗料通路23の延び方向と同一方向となるように設定されている。尚、「同一方向」とあるのは、エアの噴射方向と塗料噴射口21に至る直前の塗料通路23の延び方向とが厳密に同一であるという意味ではない。従って、塗料噴射口21に至る直前の塗料通路23の延び方向に対してエアの噴射方向をわずかに(例えば、5°以内だけ)傾けて構成することとしてもよい。
【0032】
さらに、前記塗装ロボット3には、被塗装物の被塗装面に沿った塗装機2の移動経路についてのデータが予めティーチングされており、塗装ロボット3は、このデータ(ロボットティーチングデータ)に基づいて、ロボットアーム31ひいては塗装機2を移動させるようになっている。また、移動経路上における塗装機2の現在位置についての情報(換言すれば、被塗装面のうち、塗装機2による塗装対象となっている部位)が制御手段7に対して随時伝送されるようになっている。
【0033】
前記塗料供給量調節手段4は、塗料供給手段から塗装機2へと供給される塗料の液圧を調節することで、塗料噴射口21から噴射される塗料の単位時間当たりの噴射量を調節するものであり、例えば、前記塗料タンクに対する圧縮ガスの供給圧力を調節可能なレギュレータ等により構成されている。さらに、本実施形態における塗料供給量調節手段4は、圧縮ガスの供給圧力を連続的に調節可能に構成されており、ひいては塗料の単位時間当たりの噴射量(塗料の液圧)を連続的に調節可能となっている。
【0034】
前記エア供給量調節手段5は、前記エア供給手段から塗装機2へと供給されるエアの供給圧力を調節するものであり、例えば、レギュレータ等により構成されている。また、エア供給量調節手段5は、エアの供給圧力を連続的に調節可能とされており、ひいてはエア噴射口22から噴射されるエアの単位時間当たりの噴射量(換言すれば、エアの風速)を連続的に調節可能となっている。
【0035】
前記データ記憶手段6は、所定の記憶媒体によって構成されており、被塗装物の被塗装面の形状や被塗装面の各部位に対して塗着させる塗料の狙い厚さに関するデータが予め設定記憶(ティーチング)されている。具体的には、塗装機2の移動経路に沿った、被塗装面の各部位(例えば、ボディの天井やドアピラーなど)の塗装幅や、それぞれの部位に対して塗着させる塗料の膜厚(狙い厚さ)に関するデータなどが予め設定記憶されている。
【0036】
前記制御手段7は、被塗装物の被塗装面と塗装機2との相対位置に応じて、塗料供給量調節手段4、及び、エア供給量調節手段5の双方を制御し、塗料噴射口21から噴射される塗料の液圧と、エア噴射口22から噴射されるエアの風速とをそれぞれ調節するものである。具体的には、制御手段7は、塗装ロボット3から塗装機2の現在位置に関する情報を得た上で、塗装対象となる部位を特定する。そして、前記データ記憶手段6に記録された情報を参照して、特定された塗装対象となる部位の塗装幅や塗装膜厚に関するティーチングデータを得るとともに、そのティーチングデータに基づいて塗料の液圧とエアの風速とを調節する。
【0037】
ここで、塗料の液圧を増大させることで、スプレーパターンの幅が大きくなるとともに、噴射される塗料の吐出量は増大する。一方で、塗料の液圧を減少させることで、スプレーパターンの幅が狭くなるとともに、塗料の吐出量は減少する。また、図3(a)に示すように、エア噴射口から噴射されるエアの風速を増加させることで、スプレーパターンの広がりを抑制でき、スプレーパターンの幅を小さくすることができる。一方で、図3(b)に示すように、エアの風速を減少させることで、スプレーパターンの広がりを抑制する効果が弱められ、スプレーパターンの幅を大きくすることができる。
【0038】
そこで、制御手段7は、塗装の膜厚(狙い厚さ)に関するティーチングデータに基づいて、当該データ上の狙い厚さに対応するように、塗料の液圧(塗料の吐出量)を調節する。一方で、塗料の液圧の増大に伴いスプレーパターンの幅が広がるため、エアの風速を調節することで、塗装対象の塗装幅に関するティーチングデータと一致するようにスプレーパターンの幅を調節する。すなわち、塗料の液圧(塗料の吐出量)とスプレーパターンの幅とはほぼ一義的な関係(図4のグラフ中にて太線で示す関係)にあるところ、本実施形態における塗装システム1は、同図に示すように、エアの風速を増大させることで、塗料の吐出量を減少させることなく、スプレーパターンの幅を減少させることができるようになっている。換言すれば、塗装システム1は、エアの風速を調節することで、スプレーパターンの幅を変化させつつ、塗料の液圧を増減させることで、塗料の厚さを調節可能に構成されている。
【0039】
次に、塗装機2の移動経路に沿った被塗装面の各部位において、幅や塗料の狙い厚さが種々異なるように構成された被塗装物PA〔図5(a),(b)参照〕を例として、当該被塗装物PAを塗装する際の塗装システム1の動作について説明する。尚、被塗装物PAの被塗装面の各部位A,B,C,Dの塗装幅及び塗装の膜厚(狙い厚さ)について説明すると、部位Aは比較的幅狭で、塗料の狙い厚さが小(薄膜)であり、部位Bは比較的幅広で、塗料の狙い厚さが小(薄膜)となっている。また、部位Cは部位Aと略同様の幅で、塗料の狙い厚さが大(厚膜)であり、部位Dは、部位A,Cよりもさらに幅狭で、塗料の狙い厚さが大(厚膜)となっている。尚、データ記憶手段6には、被塗装物PAの被塗装面の塗装幅や、各部位A,B,C,Dに対して塗着させる塗料の膜厚に関するデータが予め記録されていることとする。
【0040】
まず、ロボットアーム31により塗装機2を移動させることで、部位A上に塗装機2が配置される。そして、塗装機2の現在位置に関する情報から、制御手段7は、データ記憶手段6に記録された部位Aの塗装幅や塗装膜厚に関するデータを得るとともに、塗装機2から噴射させる塗料のスプレーパターンの幅や吐出量が当該データに対応したものとなるように、塗料供給量調節手段4とエア供給量調節手段5とを制御する。具体的には、制御手段7は、塗料の液圧を比較的低くすることで塗料を比較的薄膜にしつつ、エアの風速を低下させることでスプレーパターンの幅が過度に小さくならないように、塗料供給量調節手段4等を制御する。そして、設定された条件にて塗料を噴射しつつ、塗装機2を移動させることで部位Aが所期の塗装幅及び塗装膜厚で塗装される。
【0041】
次いで、部位B上に塗装機2が到達したとき、塗装機2の現在位置に関する情報から、制御手段7は、データ記憶手段6に記録された部位Bの塗装幅や塗装膜厚についてのデータを得る。そして、制御手段7は、スプレーパターンの幅や塗料の吐出量が当該データに対応したものとなるように、塗料供給量調節手段4及びエア供給量調節手段5を制御する。具体的には、塗料の液圧が比較的高くなるように塗料供給量調節手段4が制御されることで、スプレーパターンが広げられつつ、かつ、塗装が薄膜となるように調整される。一方で、エアの風速が比較的低くなるようにエア供給量調節手段5が制御されることで、広がったスプレーパターンが狭められないように調整される。そして、設定された条件にて塗料を噴射しつつ、塗装機2を移動させることで部位Bが所期の塗装幅及び塗装膜厚で塗装が施される。
【0042】
部位Bの塗装後、制御手段7は、塗装機2の現在位置についての情報から、部位Cの塗装幅や塗装膜厚についてのデータを得るとともに、スプレーパターンの幅や塗料の吐出量が当該データに対応したものとなるように、塗料供給量調節手段4等を制御する。詳述すると、制御手段7は、塗料の液圧を比較的高くして塗料の吐出量を増大させるとともに、エアの風速を増大させてスプレーパターンの幅を減少させることで、スプレーパターンの幅をある程度小さくして、単位面積当たりに塗着される塗料の量が増大するように塗料供給量調節手段4等を制御する。そして、設定された条件にて塗料を噴射させながら、塗装機2を移動させることで部位Cが所期の塗装幅及び塗装膜厚で塗装される。
【0043】
部位Cの塗装後、制御手段7は、塗装機2の現在位置の情報から、部位Dの塗装幅や塗装膜厚に関してのデータを得るとともに、スプレーパターンの幅等をそのデータに対応したものとなるように塗料供給量調節手段4等を制御する。すなわち、制御手段7は、塗料の液圧を比較的低くするとともに、エアの風速を比較的大きくすることで、単位面積当たりに塗着される塗料の量を比較的多いものとしつつ、スプレーパターンの幅がより一層小さなものとなるように塗料供給量調節手段4等を制御する。そして、設定された条件で塗料を噴射させつつ、塗装機2を移動させることで部位Dが所期の塗装幅及び塗装膜厚で塗装される。
【0044】
以上詳述したように、本実施形態によれば、塗料噴射口21から噴射される塗料の側方に対して、エア噴射口22から噴射されるエアが当てられる。従って、エアの風速を増減させることで、噴射された塗料の広がりの程度を変更することができ、ひいてはスプレーパターンの幅を瞬時に変更させることができる。これにより、被塗装面の形が比較的複雑な被塗装物を塗装する際においても、精度よく塗装を施すことができる。
【0045】
また、いわゆるテールが生じた場合であっても、塗料の側方に対してエアを当てることによってテールの微粒子化を図ることができるため、被塗装面に対して塗料をより均一に塗着させることができる。
【0046】
さらに、塗装システム1は、塗料の液圧とエアの風速とをそれぞれ調節することで、スプレーパターンの幅に加えて、塗料の厚さをも調節することができる。従って、塗料の厚さを調整するために塗料を重ね塗る等、手間のかかる作業を省略することができ、その結果、生産性の著しい向上を図ることができる。
【0047】
加えて、スプレーパターンの幅や塗料の厚さの変更は、塗料供給量調節手段4とエア供給量調節手段5とを制御することによって行うことができる。従って、多数のエア供給経路を設ける等の必要がなく、装置の複雑化や大型化をより確実に防止することができる。
【0048】
また、エア噴射口22からのエアの噴射方向が、塗料噴射口21に至る直前の塗料通路23の延び方向と同一方向とされている。そのため、エアを内側(塗料噴射口21側)に向けて噴射した場合に生じ得る塗料の飛散をより確実に抑制できる。さらに、被塗装面にぶつかったエアが、被塗装面に沿ってより均一に拡散することとなるため、当該エアの影響により塗料の厚さをより均一なものとすることができる。すなわち、エアの噴射方向と塗料噴射口21に至る直前の塗料通路23の延び方向とを同一とすることで、塗料の飛散防止及び塗料の膜厚の均一化を図ることができ、ひいては塗装精度の更なる向上を図ることができる。
【0049】
加えて、制御手段7により、塗料の供給量(塗料の噴出量)が、データ記憶手段6に記憶された塗装膜厚に関するティーチングデータに対応したものとされ、さらに、エアの噴射量(風速)が、塗装幅に関するティーチングデータに対応したものとされる。従って、所期の塗装幅及び塗装膜厚で被塗装面を一層確実に、かつ、一層容易に塗装することができ、その結果、塗装精度のより一層の向上を図ることができる。
【0050】
また、エア噴射口22が塗料噴射口21を挟むようにして設けられるため、スプレーパターンの幅をより広範囲に亘って変更することができ、より一層精度よく塗装を施すことができる。
【0051】
さらに、エア噴射口22は2箇所であるため、エアの噴射口を多数設ける場合と比較して、塗装時におけるエアの消費量を抑制することができる。その結果、エアをより長時間に亘って噴射することができ、生産性の更なる向上を図ることができる。また、エア供給手段(コンプレッサ)の容量抑制を図ることができ、ひいては装置の小型化を図ることができる。
【0052】
併せて、エア噴射口22から噴射されるエアの風速が0.29×106m/秒以上とされているため、スプレーパターンの幅をより一層確実に変更することができる。
【0053】
次いで、上記実施形態によって奏される作用効果を確認すべく、エア噴射口から噴射されるエアの風速を種々変更した上で、所定の被塗装物に対して塗料を塗着させた際の各風速における塗着効率を測定した。図6に、エアの風速と塗着効率との関係を表すグラフを示す。
【0054】
図6に示すように、エアの風速を0.29m/s以上とした場合には、25%を超える十分な塗着効率が確保されることが分かった。一方で、エアの風速が0.90m/sを超えると、塗着効率が急激に低下してしまい、エアの風速を0.99m/sよりも大きくした場合には、塗料が著しく飛散してしまうことが確認された。
【0055】
以上の結果より、塗着効率等の向上を図るべく、エアの風速を0.29m/s以上0.99m/s以下とすることが好ましいといえる。また、塗着効率の更なる向上を図るという観点からは、エアの風速を0.65m/s以上0.90m/s以下とすることがより好ましいといえる。
【0056】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0057】
(a)上記実施形態では、エア噴射口22が2箇所設けられているが、エア噴射口22の数や形状やこれに限定されるものではない。従って、塗料噴射口21の外周側に1箇所又は3箇所以上のエア噴射口を設けることとしてもよいし、塗料噴射口21の外周に、当該塗料噴射口21を中心とする環状のエア噴射口を設けることとしてもよい。
【0058】
(b)上記実施形態において、制御手段7は、データ記憶手段6に記憶されたティーチングデータに基づいて、被塗装物の被塗装面の塗装幅を得ているが、例えば、塗装ロボット3に撮像手段を設けるとともに、当該撮像手段によって得られた撮像データに基づいて、被塗装面の塗装幅を算出することとしてもよい。
【符号の説明】
【0059】
1…塗装システム、2…塗装機、4…塗料供給量調節手段、5…エア供給量調節手段、6…データ記憶手段、7…制御手段、21…塗料噴射口、22…エア噴射口、23…塗料通路、24…エア通路、31…ロボットアーム(移動手段)。
【技術分野】
【0001】
本発明は、塗料を噴射する塗装機を備えてなる塗装システムに関する。
【背景技術】
【0002】
従来、自動車等の製造工程においては、ボディやドアなどの被塗装物(ワーク)を塗装するための塗装システムが用いられている。この塗装システムは、ロボットアームの先端に取付けられ、ワークに対して塗料を噴射する塗装機を備えている。また、予め設定されたデータ(ロボットティーチングデータ)に基づいてロボットアームを移動させることで、被塗装物の被塗装面に沿って前記塗装機を移動させることが一般的に行われる。
【0003】
ところで、被塗装物の被塗装面について鑑みると、塗装機の移動経路に沿って被塗装面の幅が広狭し得る。従って、被塗装物を効率よく塗装するという観点から、被塗装面の幅に合わせて塗料のスプレーパターンの幅を適宜調節することが好ましい。スプレーパターンの幅を調節する手法としては、塗装機の塗料噴出孔からの塗料の噴射圧力(液圧)を変更する手法が一般に行われる。詳述すると、塗料の液圧を大きくし、塗料の噴射角度を増大させることで、スプレーパターンの幅を大きくする一方で、塗料の液圧を小さくすることで、塗料の噴射角度を減少させ、スプレーパターンの幅を小さくするものである。また、前記塗料噴出孔の開度を調整することで、スプレーパターンの大きさ(幅)を調節する手法も提案されている(例えば、特許文献1等参照)。
【0004】
しかしながら、被塗装面は、その幅だけでなく、各部位によって塗料の狙い厚さが種々異なり得る。この点、前者の手法では、スプレーパターンの幅を増減させたとき、それに伴い塗料の吐出量も増減するものの、被塗装面の単位面積当たりに供給される塗料の量はほとんど変わらない。従って、塗料の厚さ(膜厚)bを変更するためには、塗料を重ね塗るなど手間のかかる作業が必要となってしまう。また、後者の手法(上記特許文献1に記載の技術)によれば、つまみを回転させて塗料噴出孔に対するピン先端部の進出量を変えることで、塗料噴出孔の開度が調節される。従って、スプレーパターンの幅を瞬時に変更することはできず、被塗装面の形が比較的複雑な被塗装物を塗装する際に、塗装不良が生じてしまうおそれがある。
【0005】
そこで、塗料の液圧を調整するためのエアの供給経路(エア経路)と、塗料の霧化やスプレーパターンの幅の調整を行うためのエアの供給経路(アシストエア経路)とをそれぞれ複数設けるとともに、各供給経路ごとに供給されるエアの圧力を予め設定しておき、所望する塗料の液圧やスプレーパターンの幅等に応じて、1のエア経路及び1のアシストエア経路をそれぞれ選択する技術が提案されている(例えば、特許文献2等参照)。また、それぞれ塗料の噴射方向と交差するように内側に向けてエアを噴射するメインエア噴射口とパターンエア噴射口とを設け、メインエア噴射口から噴射するエアにより塗料の霧化促進等を図りつつ、パターンエア噴射口から噴射するエアによりスプレーパターンを変化させる技術が知られている(例えば、特許文献3等参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−236840号公報
【特許文献2】特開平8−47657号公報
【特許文献3】特開平11−47645号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところが、上記特許文献2に記載の技術においては、エアの供給経路が多数設けられるため、塗装システムの大型化、複雑化を招いてしまうおそれがある。また、上記特許文献3に記載の技術においては、内側に向けてエアを噴射するため、塗料が飛散してしまいやすく、精度よく塗装を施すことができないおそれがある。
【0008】
本発明は、上記事情を鑑みてなされたものであり、その目的は、装置の複雑化等を招くことなく、スプレーパターンの幅や塗料の厚さを素早く変更することができ、ひいては塗装不良の発生抑制や塗装精度の向上等を図ることができる塗装システムを提供することにある。
【課題を解決するための手段】
【0009】
以下、上記目的を解決するのに適した各手段につき、項分けして説明する。なお、必要に応じて対応する手段に特有の作用効果を付記する。
【0010】
手段1.先端に塗料を噴射するための塗料噴射口を有してなる塗料通路、及び、前記塗料噴射口の外周側に位置するエア噴射口を有してなるエア通路を有する塗装機と、
所定の被塗装物の被塗装面に対し前記塗装機を相対移動させる移動手段と
を備えた塗装システムであって、
前記エア噴射口から噴射されるエアの方向を、前記塗料噴射口に至る直前の前記塗料通路の延び方向と同一方向とし、
さらに、前記塗料噴射口から噴射される塗料の単位時間当たりの噴射量を調節可能な塗料供給量調節手段と、
前記エア噴射口から噴射されるエアの単位時間当たりの噴射量を調節可能なエア供給量調節手段と、
前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記塗料供給量調節手段及び前記エア供給量調節手段を制御する制御手段と
を設けたことを特徴とする塗装システム。
【0011】
尚、「同一方向」とあるのは、エア噴射口から噴射されるエアの方向と、塗料噴射口に至る直前の塗料通路の延び方向とが厳密に同一であるという意味ではない。従って、塗料噴射口に至る直前の塗料通路の延び方向に対してエアの噴射方向をわずかに(例えば、5°以内だけ)傾けて構成することとしてもよい。
【0012】
上記手段1によれば、塗料噴射口から噴射される塗料の側方に対して、エア噴射口から噴射されるエアが当てられる。従って、エアの風速を増減させることで、噴射された塗料の広がりの程度を変更することができ、ひいてはスプレーパターンの幅を瞬時に変更することができる。これにより、被塗装面の形が比較的複雑な被塗装物を塗装する際においても、精度よく塗装を施すことができる。
【0013】
また、スプレーパターンの側方から粒子の粗い副流が分離してテールと呼ばれる部分が生じてしまい、塗装不良が生じてしまうことがあるが、塗料の側方に対してエアを当てることによってテールの微粒子化を図ることができる。その結果、被塗装面に対して塗料をより均一に塗着させることができる。
【0014】
さらに、塗料の液圧を大きくすることで、塗料の吐出量を増大させることができるが、上述の通り、上記従来技術においては、塗料の液圧の増大に伴いスプレーパターンの幅が広がるため、単位面積当たりに塗着される塗料の質量を増減させることができない。これに対して、上記手段1においては、塗料の液圧(吐出量)を比較的大きなものとした上で、エアの噴射によりスプレーパターンの幅を小さくすることで、単位面積当たりに塗着される塗料の質量を増大させることができる。すなわち、塗料の液圧とエアの噴射量(風速)とをそれぞれ調節することで、スプレーパターンの幅に加えて、塗料の厚さをも調節することができる。これにより、塗料の厚さを調整するために塗料を重ね塗る等、手間のかかる作業を省略することができ、生産性の著しい向上を図ることができる。
【0015】
加えて、スプレーパターンの幅や塗料の厚さの変更は、塗料供給量調節手段とエア供給量調節手段とを制御することによって行うことができる。従って、上記特許文献2に記載の技術のように、多数のエア供給経路を設ける等の必要がない。その結果、装置の複雑化や大型化をより確実に防止することができる。
【0016】
さらに、エア噴射口からのエアの噴射方向が、塗料噴射口に至る直前の塗料通路の延び方向と同一方向とされるため、エアを内側(塗料噴射口側)に向けて噴射した場合に生じ得る塗料の飛散をより確実に抑制することができる。その結果、塗装不良の発生をより一層確実に防止することができ、塗装精度の更なる向上を図ることができる。
【0017】
尚、エアを噴射することでスプレーパターンの幅を小さくした場合において、噴射された塗料の濃度について鑑みると、エアにより幅を狭められた部分の濃度が他の部分(例えば、中心部分)の濃度よりも高くなってしまい、塗料が一部だけ厚くなって塗着されてしまうことも考えられる。しかし、上記手段1のように、エアの噴射方向を塗料噴射口に至る直前の塗料通路の延び方向と同一とすることによって、エアの噴射方向を塗料の噴射方向から遠ざかる方向とした場合(例えば、特開2007−289875号公報等)等と比較して、被塗装面にぶつかったエアが被塗装面に沿ってより均一に拡散することとなり、その結果、拡散したエアの影響で塗料の厚さをより均一なものとすることができる。すなわち、エアの噴射方向を塗料噴射口に至る直前の塗料通路の延び方向と同一とすることで、塗料の飛散防止に加えて、塗料の膜厚の均一化も図ることができる。
【0018】
手段2.前記被塗装物の被塗装面についての塗装膜厚及び塗装幅に関するティーチングデータが予め設定記憶されてなるデータ記憶手段を具備し、
前記制御手段は、前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記データ記憶手段に設定記憶された、塗装膜厚に関するティーチングデータと、塗装幅に関するティーチングデータとに基づき、前記塗料供給量調節手段及び前記エア供給量調節手段を制御することを特徴とする手段1に記載の塗装システム。
【0019】
上記手段2によれば、制御手段は、データ記憶手段に記憶された被塗装面の塗装膜厚及び塗装幅に関するティーチングデータに基づいて、塗料供給量調節手段及びエア供給量調節手段を制御する。すなわち、制御手段により、塗料の供給量(塗料の噴出量)が、塗装膜厚に関するティーチングデータに対応したものとされるとともに、エアの噴射量(風速)が、塗装幅に関するティーチングデータに対応したものとされる。従って、所期の塗装幅及び塗装膜厚で被塗装面を一層確実に、かつ、一層容易に塗装することができ、その結果、塗装精度のより一層の向上を図ることができる。
【0020】
手段3.前記エア噴射口は、前記塗料噴射口を挟むようにして2箇所設けられることを特徴とする手段1又は2に記載の塗装システム。
【0021】
上記手段3によれば、エア噴射口が、塗料噴射口を挟むようにして設けられるため、スプレーパターンの幅をより広範囲に亘って変更することができる。これにより、被塗装面の形状が複雑な被塗装物に対しても、より一層精度よく塗装を施すことができる。
【0022】
また、エア噴射口は2箇所であるため、上記特許文献3に記載の技術のように、エアの噴射口を多数設ける場合と比較して、塗装時におけるエアの消費量を抑制することができる。その結果、エアをより長時間に亘って噴射することができ、生産性の更なる向上を図ることができる。また、例えば、コンプレッサを用いてエアを供給する場合には、当該コンプレッサの容量抑制を図ることができ、ひいては装置の更なる小型化を図ることができる。
【0023】
手段4.前記エア噴射口から噴射されるエアの風速が0.29×106m/秒以上とされることを特徴とする手段1乃至3のいずれかに記載の塗装システム。
【0024】
上記手段4によれば、エア噴射口から噴射されるエアの風速が0.29×106m/秒以上とされている。そのため、スプレーパターンの幅をより一層確実に変更することができるとともに、十分な塗着効率を実現することができる。
【0025】
尚、エアの風速が0.99×106m/秒を超えると、被塗装物からの跳ね返りの気流によって塗料が飛散してしまい、塗着効率が低下してしまうおそれがある。従って、塗料の飛散防止をより確実に実現すべく、エアの風速を0.99×106m/秒以下とすることが好ましい。
【図面の簡単な説明】
【0026】
【図1】塗装システムの概略構成を示すブロック図である。
【図2】(a)は、塗装機の概略構成を示す部分拡大断面模式図であり、(b)は、塗装機の先端部の概略構成を示す部分拡大側面図である。
【図3】(a),(b)は、エア噴射口から噴射されるエアの強弱と、スプレーパターンの幅との関係を説明するための説明図である。
【図4】塗料の液圧及びエアの風速と、スプレーパターンの幅との関係を示すグラフである。
【図5】被塗装物の被塗装面を説明するための図であって、(a)は、被塗装物の拡大平面模式図であり、(b)は、被塗装物の拡大断面模式図である。
【図6】エアの風速と塗着効率との関係を示すグラフである。
【発明を実施するための形態】
【0027】
以下に、一実施形態について図面を参照しつつ説明する。塗装システム1は、図1に示すように、エアレスガンなどの塗装機2と、塗装ロボット3と、塗料供給量調節手段4と、エア供給量調節手段5と、データ記憶手段6と、制御手段7とを備えている。
【0028】
前記塗装機2は、前記塗装ロボット3のロボットアーム31(「移動手段」に相当する)の先端に配設されており、ロボットアーム31の移動に伴い、例えば自動車ボディやドア等の被塗装物(ワーク)の被塗装面に沿って相対移動可能に構成されている。また、図2(a),(b)に示すように、塗装機2の先端には、塗料噴射口21とエア噴射口22とが設けられている。
【0029】
塗料噴射口21は、塗装機2の外部に露出する塗料導入口(図示せず)に対して、塗装機22内部に設けられた塗料通路23を介して連通されている。そして、塗料タンクを有する塗料供給手段(それぞれ図示せず)から供給された塗料が、前記塗料通路23を通って塗料噴射口21から噴射されるように構成されている。尚、前記塗料タンクには、ガスボンベ(図示せず)から圧縮ガスが供給されており、当該ガスの圧力に応じて塗料供給手段から塗装機2へと供給される塗料の圧力が変更されるようになっている。
【0030】
エア噴射口22は、塗装機2の外部に露出するエア導入口(図示せず)に対して、塗装機2の内部に設けられたエア通路24を介して連通されている。そして、エアコンプレッサなどのエア供給手段(図示せず)から供給されたエアが、エア通路24を通ってエア噴射口22から噴射されるようになっている。尚、エア噴射口22から噴射されるエアの風速が0.29×106m/秒以上0.99×106m/秒以下となるように、エア供給手段から供給されるエアの圧力等が設定されている。
【0031】
また、エア噴射口22は、前記塗料噴射口21の外周側において、塗料噴射口22を挟むようにして2箇所設けられている。さらに、エア噴射口22から噴射されるエアが塗料噴射口21から噴射される塗料の側方に当たるように、各エア噴射口22は、それぞれ塗料噴射口21に対して比較的接近した位置(例えば、1mm以内の位置)に配設されている。加えて、本実施形態では、エア噴射口22から噴射されるエアの噴射方向が、塗料噴射口21に至る直前の塗料通路23の延び方向と同一方向となるように設定されている。尚、「同一方向」とあるのは、エアの噴射方向と塗料噴射口21に至る直前の塗料通路23の延び方向とが厳密に同一であるという意味ではない。従って、塗料噴射口21に至る直前の塗料通路23の延び方向に対してエアの噴射方向をわずかに(例えば、5°以内だけ)傾けて構成することとしてもよい。
【0032】
さらに、前記塗装ロボット3には、被塗装物の被塗装面に沿った塗装機2の移動経路についてのデータが予めティーチングされており、塗装ロボット3は、このデータ(ロボットティーチングデータ)に基づいて、ロボットアーム31ひいては塗装機2を移動させるようになっている。また、移動経路上における塗装機2の現在位置についての情報(換言すれば、被塗装面のうち、塗装機2による塗装対象となっている部位)が制御手段7に対して随時伝送されるようになっている。
【0033】
前記塗料供給量調節手段4は、塗料供給手段から塗装機2へと供給される塗料の液圧を調節することで、塗料噴射口21から噴射される塗料の単位時間当たりの噴射量を調節するものであり、例えば、前記塗料タンクに対する圧縮ガスの供給圧力を調節可能なレギュレータ等により構成されている。さらに、本実施形態における塗料供給量調節手段4は、圧縮ガスの供給圧力を連続的に調節可能に構成されており、ひいては塗料の単位時間当たりの噴射量(塗料の液圧)を連続的に調節可能となっている。
【0034】
前記エア供給量調節手段5は、前記エア供給手段から塗装機2へと供給されるエアの供給圧力を調節するものであり、例えば、レギュレータ等により構成されている。また、エア供給量調節手段5は、エアの供給圧力を連続的に調節可能とされており、ひいてはエア噴射口22から噴射されるエアの単位時間当たりの噴射量(換言すれば、エアの風速)を連続的に調節可能となっている。
【0035】
前記データ記憶手段6は、所定の記憶媒体によって構成されており、被塗装物の被塗装面の形状や被塗装面の各部位に対して塗着させる塗料の狙い厚さに関するデータが予め設定記憶(ティーチング)されている。具体的には、塗装機2の移動経路に沿った、被塗装面の各部位(例えば、ボディの天井やドアピラーなど)の塗装幅や、それぞれの部位に対して塗着させる塗料の膜厚(狙い厚さ)に関するデータなどが予め設定記憶されている。
【0036】
前記制御手段7は、被塗装物の被塗装面と塗装機2との相対位置に応じて、塗料供給量調節手段4、及び、エア供給量調節手段5の双方を制御し、塗料噴射口21から噴射される塗料の液圧と、エア噴射口22から噴射されるエアの風速とをそれぞれ調節するものである。具体的には、制御手段7は、塗装ロボット3から塗装機2の現在位置に関する情報を得た上で、塗装対象となる部位を特定する。そして、前記データ記憶手段6に記録された情報を参照して、特定された塗装対象となる部位の塗装幅や塗装膜厚に関するティーチングデータを得るとともに、そのティーチングデータに基づいて塗料の液圧とエアの風速とを調節する。
【0037】
ここで、塗料の液圧を増大させることで、スプレーパターンの幅が大きくなるとともに、噴射される塗料の吐出量は増大する。一方で、塗料の液圧を減少させることで、スプレーパターンの幅が狭くなるとともに、塗料の吐出量は減少する。また、図3(a)に示すように、エア噴射口から噴射されるエアの風速を増加させることで、スプレーパターンの広がりを抑制でき、スプレーパターンの幅を小さくすることができる。一方で、図3(b)に示すように、エアの風速を減少させることで、スプレーパターンの広がりを抑制する効果が弱められ、スプレーパターンの幅を大きくすることができる。
【0038】
そこで、制御手段7は、塗装の膜厚(狙い厚さ)に関するティーチングデータに基づいて、当該データ上の狙い厚さに対応するように、塗料の液圧(塗料の吐出量)を調節する。一方で、塗料の液圧の増大に伴いスプレーパターンの幅が広がるため、エアの風速を調節することで、塗装対象の塗装幅に関するティーチングデータと一致するようにスプレーパターンの幅を調節する。すなわち、塗料の液圧(塗料の吐出量)とスプレーパターンの幅とはほぼ一義的な関係(図4のグラフ中にて太線で示す関係)にあるところ、本実施形態における塗装システム1は、同図に示すように、エアの風速を増大させることで、塗料の吐出量を減少させることなく、スプレーパターンの幅を減少させることができるようになっている。換言すれば、塗装システム1は、エアの風速を調節することで、スプレーパターンの幅を変化させつつ、塗料の液圧を増減させることで、塗料の厚さを調節可能に構成されている。
【0039】
次に、塗装機2の移動経路に沿った被塗装面の各部位において、幅や塗料の狙い厚さが種々異なるように構成された被塗装物PA〔図5(a),(b)参照〕を例として、当該被塗装物PAを塗装する際の塗装システム1の動作について説明する。尚、被塗装物PAの被塗装面の各部位A,B,C,Dの塗装幅及び塗装の膜厚(狙い厚さ)について説明すると、部位Aは比較的幅狭で、塗料の狙い厚さが小(薄膜)であり、部位Bは比較的幅広で、塗料の狙い厚さが小(薄膜)となっている。また、部位Cは部位Aと略同様の幅で、塗料の狙い厚さが大(厚膜)であり、部位Dは、部位A,Cよりもさらに幅狭で、塗料の狙い厚さが大(厚膜)となっている。尚、データ記憶手段6には、被塗装物PAの被塗装面の塗装幅や、各部位A,B,C,Dに対して塗着させる塗料の膜厚に関するデータが予め記録されていることとする。
【0040】
まず、ロボットアーム31により塗装機2を移動させることで、部位A上に塗装機2が配置される。そして、塗装機2の現在位置に関する情報から、制御手段7は、データ記憶手段6に記録された部位Aの塗装幅や塗装膜厚に関するデータを得るとともに、塗装機2から噴射させる塗料のスプレーパターンの幅や吐出量が当該データに対応したものとなるように、塗料供給量調節手段4とエア供給量調節手段5とを制御する。具体的には、制御手段7は、塗料の液圧を比較的低くすることで塗料を比較的薄膜にしつつ、エアの風速を低下させることでスプレーパターンの幅が過度に小さくならないように、塗料供給量調節手段4等を制御する。そして、設定された条件にて塗料を噴射しつつ、塗装機2を移動させることで部位Aが所期の塗装幅及び塗装膜厚で塗装される。
【0041】
次いで、部位B上に塗装機2が到達したとき、塗装機2の現在位置に関する情報から、制御手段7は、データ記憶手段6に記録された部位Bの塗装幅や塗装膜厚についてのデータを得る。そして、制御手段7は、スプレーパターンの幅や塗料の吐出量が当該データに対応したものとなるように、塗料供給量調節手段4及びエア供給量調節手段5を制御する。具体的には、塗料の液圧が比較的高くなるように塗料供給量調節手段4が制御されることで、スプレーパターンが広げられつつ、かつ、塗装が薄膜となるように調整される。一方で、エアの風速が比較的低くなるようにエア供給量調節手段5が制御されることで、広がったスプレーパターンが狭められないように調整される。そして、設定された条件にて塗料を噴射しつつ、塗装機2を移動させることで部位Bが所期の塗装幅及び塗装膜厚で塗装が施される。
【0042】
部位Bの塗装後、制御手段7は、塗装機2の現在位置についての情報から、部位Cの塗装幅や塗装膜厚についてのデータを得るとともに、スプレーパターンの幅や塗料の吐出量が当該データに対応したものとなるように、塗料供給量調節手段4等を制御する。詳述すると、制御手段7は、塗料の液圧を比較的高くして塗料の吐出量を増大させるとともに、エアの風速を増大させてスプレーパターンの幅を減少させることで、スプレーパターンの幅をある程度小さくして、単位面積当たりに塗着される塗料の量が増大するように塗料供給量調節手段4等を制御する。そして、設定された条件にて塗料を噴射させながら、塗装機2を移動させることで部位Cが所期の塗装幅及び塗装膜厚で塗装される。
【0043】
部位Cの塗装後、制御手段7は、塗装機2の現在位置の情報から、部位Dの塗装幅や塗装膜厚に関してのデータを得るとともに、スプレーパターンの幅等をそのデータに対応したものとなるように塗料供給量調節手段4等を制御する。すなわち、制御手段7は、塗料の液圧を比較的低くするとともに、エアの風速を比較的大きくすることで、単位面積当たりに塗着される塗料の量を比較的多いものとしつつ、スプレーパターンの幅がより一層小さなものとなるように塗料供給量調節手段4等を制御する。そして、設定された条件で塗料を噴射させつつ、塗装機2を移動させることで部位Dが所期の塗装幅及び塗装膜厚で塗装される。
【0044】
以上詳述したように、本実施形態によれば、塗料噴射口21から噴射される塗料の側方に対して、エア噴射口22から噴射されるエアが当てられる。従って、エアの風速を増減させることで、噴射された塗料の広がりの程度を変更することができ、ひいてはスプレーパターンの幅を瞬時に変更させることができる。これにより、被塗装面の形が比較的複雑な被塗装物を塗装する際においても、精度よく塗装を施すことができる。
【0045】
また、いわゆるテールが生じた場合であっても、塗料の側方に対してエアを当てることによってテールの微粒子化を図ることができるため、被塗装面に対して塗料をより均一に塗着させることができる。
【0046】
さらに、塗装システム1は、塗料の液圧とエアの風速とをそれぞれ調節することで、スプレーパターンの幅に加えて、塗料の厚さをも調節することができる。従って、塗料の厚さを調整するために塗料を重ね塗る等、手間のかかる作業を省略することができ、その結果、生産性の著しい向上を図ることができる。
【0047】
加えて、スプレーパターンの幅や塗料の厚さの変更は、塗料供給量調節手段4とエア供給量調節手段5とを制御することによって行うことができる。従って、多数のエア供給経路を設ける等の必要がなく、装置の複雑化や大型化をより確実に防止することができる。
【0048】
また、エア噴射口22からのエアの噴射方向が、塗料噴射口21に至る直前の塗料通路23の延び方向と同一方向とされている。そのため、エアを内側(塗料噴射口21側)に向けて噴射した場合に生じ得る塗料の飛散をより確実に抑制できる。さらに、被塗装面にぶつかったエアが、被塗装面に沿ってより均一に拡散することとなるため、当該エアの影響により塗料の厚さをより均一なものとすることができる。すなわち、エアの噴射方向と塗料噴射口21に至る直前の塗料通路23の延び方向とを同一とすることで、塗料の飛散防止及び塗料の膜厚の均一化を図ることができ、ひいては塗装精度の更なる向上を図ることができる。
【0049】
加えて、制御手段7により、塗料の供給量(塗料の噴出量)が、データ記憶手段6に記憶された塗装膜厚に関するティーチングデータに対応したものとされ、さらに、エアの噴射量(風速)が、塗装幅に関するティーチングデータに対応したものとされる。従って、所期の塗装幅及び塗装膜厚で被塗装面を一層確実に、かつ、一層容易に塗装することができ、その結果、塗装精度のより一層の向上を図ることができる。
【0050】
また、エア噴射口22が塗料噴射口21を挟むようにして設けられるため、スプレーパターンの幅をより広範囲に亘って変更することができ、より一層精度よく塗装を施すことができる。
【0051】
さらに、エア噴射口22は2箇所であるため、エアの噴射口を多数設ける場合と比較して、塗装時におけるエアの消費量を抑制することができる。その結果、エアをより長時間に亘って噴射することができ、生産性の更なる向上を図ることができる。また、エア供給手段(コンプレッサ)の容量抑制を図ることができ、ひいては装置の小型化を図ることができる。
【0052】
併せて、エア噴射口22から噴射されるエアの風速が0.29×106m/秒以上とされているため、スプレーパターンの幅をより一層確実に変更することができる。
【0053】
次いで、上記実施形態によって奏される作用効果を確認すべく、エア噴射口から噴射されるエアの風速を種々変更した上で、所定の被塗装物に対して塗料を塗着させた際の各風速における塗着効率を測定した。図6に、エアの風速と塗着効率との関係を表すグラフを示す。
【0054】
図6に示すように、エアの風速を0.29m/s以上とした場合には、25%を超える十分な塗着効率が確保されることが分かった。一方で、エアの風速が0.90m/sを超えると、塗着効率が急激に低下してしまい、エアの風速を0.99m/sよりも大きくした場合には、塗料が著しく飛散してしまうことが確認された。
【0055】
以上の結果より、塗着効率等の向上を図るべく、エアの風速を0.29m/s以上0.99m/s以下とすることが好ましいといえる。また、塗着効率の更なる向上を図るという観点からは、エアの風速を0.65m/s以上0.90m/s以下とすることがより好ましいといえる。
【0056】
尚、上記実施形態の記載内容に限定されず、例えば次のように実施してもよい。勿論、以下において例示しない他の応用例、変更例も当然可能である。
【0057】
(a)上記実施形態では、エア噴射口22が2箇所設けられているが、エア噴射口22の数や形状やこれに限定されるものではない。従って、塗料噴射口21の外周側に1箇所又は3箇所以上のエア噴射口を設けることとしてもよいし、塗料噴射口21の外周に、当該塗料噴射口21を中心とする環状のエア噴射口を設けることとしてもよい。
【0058】
(b)上記実施形態において、制御手段7は、データ記憶手段6に記憶されたティーチングデータに基づいて、被塗装物の被塗装面の塗装幅を得ているが、例えば、塗装ロボット3に撮像手段を設けるとともに、当該撮像手段によって得られた撮像データに基づいて、被塗装面の塗装幅を算出することとしてもよい。
【符号の説明】
【0059】
1…塗装システム、2…塗装機、4…塗料供給量調節手段、5…エア供給量調節手段、6…データ記憶手段、7…制御手段、21…塗料噴射口、22…エア噴射口、23…塗料通路、24…エア通路、31…ロボットアーム(移動手段)。
【特許請求の範囲】
【請求項1】
先端に塗料を噴射するための塗料噴射口を有してなる塗料通路、及び、前記塗料噴射口の外周側に位置するエア噴射口を有してなるエア通路を有する塗装機と、
所定の被塗装物の被塗装面に対し前記塗装機を相対移動させる移動手段と
を備えた塗装システムであって、
前記エア噴射口から噴射されるエアの方向を、前記塗料噴射口に至る直前の前記塗料通路の延び方向と同一方向とし、
さらに、前記塗料噴射口から噴射される塗料の単位時間当たりの噴射量を調節可能な塗料供給量調節手段と、
前記エア噴射口から噴射されるエアの単位時間当たりの噴射量を調節可能なエア供給量調節手段と、
前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記塗料供給量調節手段及び前記エア供給量調節手段を制御する制御手段と
を設けたことを特徴とする塗装システム。
【請求項2】
前記被塗装物の被塗装面についての塗装膜厚及び塗装幅に関するティーチングデータが予め設定記憶されてなるデータ記憶手段を具備し、
前記制御手段は、前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記データ記憶手段に設定記憶された、塗装膜厚に関するティーチングデータと、塗装幅に関するティーチングデータとに基づき、前記塗料供給量調節手段及び前記エア供給量調節手段を制御することを特徴とする請求項1に記載の塗装システム。
【請求項3】
前記エア噴射口は、前記塗料噴射口を挟むようにして2箇所設けられることを特徴とする請求項1又は2に記載の塗装システム。
【請求項4】
前記エア噴射口から噴射されるエアの風速が0.29×106m/秒以上とされることを特徴とする請求項1乃至3のいずれか1項に記載の塗装システム。
【請求項1】
先端に塗料を噴射するための塗料噴射口を有してなる塗料通路、及び、前記塗料噴射口の外周側に位置するエア噴射口を有してなるエア通路を有する塗装機と、
所定の被塗装物の被塗装面に対し前記塗装機を相対移動させる移動手段と
を備えた塗装システムであって、
前記エア噴射口から噴射されるエアの方向を、前記塗料噴射口に至る直前の前記塗料通路の延び方向と同一方向とし、
さらに、前記塗料噴射口から噴射される塗料の単位時間当たりの噴射量を調節可能な塗料供給量調節手段と、
前記エア噴射口から噴射されるエアの単位時間当たりの噴射量を調節可能なエア供給量調節手段と、
前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記塗料供給量調節手段及び前記エア供給量調節手段を制御する制御手段と
を設けたことを特徴とする塗装システム。
【請求項2】
前記被塗装物の被塗装面についての塗装膜厚及び塗装幅に関するティーチングデータが予め設定記憶されてなるデータ記憶手段を具備し、
前記制御手段は、前記被塗装物の被塗装面と前記塗装機との相対位置に応じて、前記データ記憶手段に設定記憶された、塗装膜厚に関するティーチングデータと、塗装幅に関するティーチングデータとに基づき、前記塗料供給量調節手段及び前記エア供給量調節手段を制御することを特徴とする請求項1に記載の塗装システム。
【請求項3】
前記エア噴射口は、前記塗料噴射口を挟むようにして2箇所設けられることを特徴とする請求項1又は2に記載の塗装システム。
【請求項4】
前記エア噴射口から噴射されるエアの風速が0.29×106m/秒以上とされることを特徴とする請求項1乃至3のいずれか1項に記載の塗装システム。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−161312(P2011−161312A)
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願番号】特願2010−23717(P2010−23717)
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000110343)トリニティ工業株式会社 (147)
【Fターム(参考)】
【公開日】平成23年8月25日(2011.8.25)
【国際特許分類】
【出願日】平成22年2月5日(2010.2.5)
【出願人】(000110343)トリニティ工業株式会社 (147)
【Fターム(参考)】
[ Back to top ]