
塗装ステンレス鋼板およびその製造方法
【課題】せん断加工を行ってもエナメルヘアが発生しにくい塗装鋼板およびその製造方法を提供すること。
【解決手段】水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液をステンレス鋼板110の表面に塗布して、塗装前処理皮膜130を形成する。次いで、塗装前処理皮膜の上に塗料を塗布して、塗膜140を形成する。上記塗装前処理液を用いて塗装前処理を行うことで、基材反応層120の形成を抑制しつつ、基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することができる。
【解決手段】水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液をステンレス鋼板110の表面に塗布して、塗装前処理皮膜130を形成する。次いで、塗装前処理皮膜の上に塗料を塗布して、塗膜140を形成する。上記塗装前処理液を用いて塗装前処理を行うことで、基材反応層120の形成を抑制しつつ、基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、せん断加工を行ってもエナメルヘアが発生しにくい塗装ステンレス鋼板およびその製造方法に関する。
【背景技術】
【0002】
従来、鋼板を基材として塗装鋼板を製造する際には、塗装前処理としてクロメート処理を行うのが一般的であった。塗料を塗布する前にクロメート処理を行うことで、基材に対する塗膜の密着性や、塗装鋼板の耐水性、耐食性などを向上させることができる。
【0003】
しかしながら、近年になって、環境負荷の軽減が重視される傾向から、六価クロムを含有しない非クロム系の塗装前処理液の開発が盛んに進められている。非クロム系の塗装前処理液の多くは、水性有機樹脂や金属化合物などを水系溶媒に配合したものである(例えば、特許文献1〜5参照)。金属化合物は、防錆効果の向上を目的として配合されているが、アルカリ水溶液中では沈殿してしまうことが多い。したがって、通常は、金属化合物を含有する塗装前処理液は、酸性に調整されている。
【0004】
また、金属化合物を含有しない非クロム系の塗装前処理液も開発されている(例えば、特許文献6,7参照)。特許文献6,7には、フェノール樹脂とシランカップリング剤とを水系溶媒に配合した、酸性の塗装前処理液が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−058599号公報
【特許文献2】特開2001−089868号公報
【特許文献3】特開2001−240979号公報
【特許文献4】特開2003−013252号公報
【特許文献5】特開2007−046143号公報
【特許文献6】特開平09−241576号公報
【特許文献7】特開平11−276987号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の通り、従来の非クロム系の塗装前処理液は、酸性のものがほとんどであった。酸性の塗装前処理液は、金属基材に対するエッチング作用が強く、基材からの金属の溶出量が多い。したがって、酸性の塗装前処理液を基材の表面に塗布すると、基材と塗装前処理皮膜との間に基材反応層が形成される。この基材反応層は、金属成分の含有率が高く、柔軟性に乏しい。
【0007】
このように柔軟性に乏しい塗装前処理皮膜(基材反応層を含む)を形成した塗装鋼板をせん断加工すると、「エナメルヘア」と称されるせん断端部の塗膜剥離が発生しやすい。エナメルヘアが発生すると、連続プレス加工を行う際にエナメルヘアを原因とする打痕が塗膜についてしまうことがある。また、エナメルヘアが製品に残存すると、製品の美観が損なわれてしまうおそれがある。
【0008】
以上のように、従来の非クロム系の塗装前処理液を用いて塗装鋼板を製造すると、製品の品質を低下させてしまうエナメルヘアが発生しやすいという問題があった。
【0009】
本発明は、かかる点に鑑みてなされたものであり、せん断加工を行ってもエナメルヘアが発生しにくい塗装鋼板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを主成分とし、かつpHが中性〜アルカリ性の塗装前処理液を用いて、ステンレス鋼板の表面に塗装前処理皮膜を形成することで、エナメルヘアが発生しにくい塗装ステンレス鋼板を製造できることを見出し、さらに検討を加えて本発明を完成させた。
【0011】
すなわち、本発明は、以下の塗装ステンレス鋼板の製造方法に関する。
[1]ステンレス鋼板を準備するステップと;水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を準備するステップと;前記ステンレス鋼板の表面に前記塗装前処理液を塗布し、乾燥させて、塗装前処理皮膜を形成するステップと;前記塗装前処理皮膜の上に塗料を塗布し、乾燥させて、塗膜を形成するステップとを有する、塗装ステンレス鋼板の製造方法。
[2]前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、[1]に記載の塗装ステンレス鋼板の製造方法。
[3]前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、[1]または[2]に記載の塗装ステンレス鋼板の製造方法。
【0012】
また、本発明は、以下の塗装ステンレス鋼板に関する。
[4]ステンレス鋼板と、前記ステンレス鋼板の表面に形成された塗装前処理皮膜と、前記塗装前処理皮膜の上に形成された塗膜とを有する塗装ステンレス鋼板であって:前記塗装前処理皮膜は、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を、前記ステンレス鋼板の表面に塗布し、乾燥させることで形成されたものである、塗装ステンレス鋼板。
[5]前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、[4]に記載の塗装ステンレス鋼板。
[6]前記塗装前処理皮膜の付着量は、10〜300mg/m2の範囲内である、[4]または[5]に記載の塗装ステンレス鋼板。
[7]前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、[4]〜[6]のいずれか一項に記載の塗装ステンレス鋼板。
【発明の効果】
【0013】
本発明によれば、せん断加工を行ってもエナメルヘアが発生しにくい塗装ステンレス鋼板を容易に製造することができる。たとえば、本発明の塗装ステンレス鋼板は、せん断端部が外部から見える状態で使用されるプレコートステンレス鋼板として有用である。
【図面の簡単な説明】
【0014】
【図1】図1Aは、本発明者らが行ったせん断加工実験の様子を示す模式図である。図1Bは、せん断加工実験で用いた従来の塗装ステンレス鋼板の表面付近の断面模式図である。
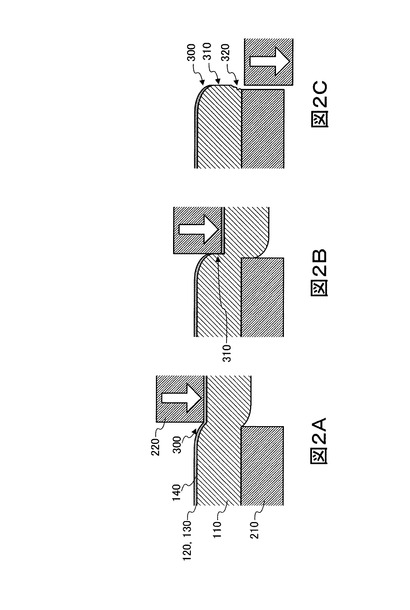
【図2】塗装ステンレス鋼板のせん断過程を示す断面模式図である。図2Aは、パンチ押し込み初期の様子を示す断面模式図である。図2Bは、パンチ押し込み中期の様子を示す断面模式図である。図2Cは、せん断後の様子を示す断面模式図である。
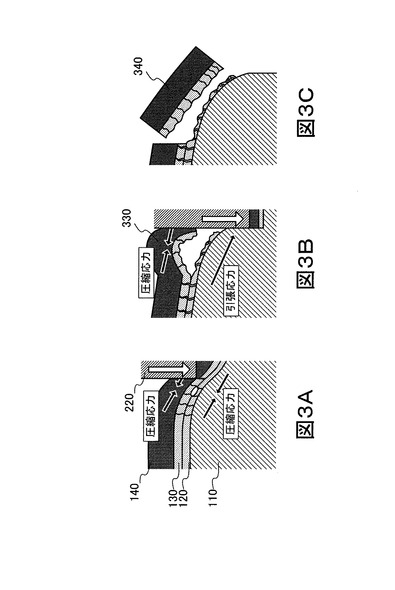
【図3】せん断加工を行っている時のせん断端部におけるステンレス鋼板、基材反応層、塗装前処理皮膜および塗膜の挙動を示す断面模式図である。図3Aは、パンチ押し込み初期の様子を示す断面模式図である。図3Bは、パンチ押し込み中期から後期の様子を示す断面模式図である。図3Cは、せん断後の様子を示す断面模式図である。
【図4】図4Aは、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のデプスプロファイルである。図4Bは、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のデプスプロファイルである。
【発明を実施するための形態】
【0015】
1.エナメルヘアの発生メカニズム
本発明の塗装ステンレス鋼板およびその製造方法は、本発明者らにより解明されたエナメルヘアの発生メカニズムの知見に基づいてなされたものである。そこで、本発明の塗装ステンレス鋼板およびその製造方法について説明する前に、本発明者らが解明したエナメルヘアの発生メカニズムについて説明する。
【0016】
本発明者らは、従来の塗装ステンレス鋼板(酸性の塗装前処理液を用いて塗装前処理を実施)のせん断加工を繰り返し行い、せん断端部を詳細に調べるとともに、各種シミュレーションを行うことでエナメルヘアの発生メカニズムを解明した。
【0017】
図1Aは、本発明者らが行ったせん断加工実験の様子を示す模式図である。図1Aに示されるように、プレス機に固定されたせん断金型のダイ200上に従来の塗装ステンレス鋼板100を置き、パンチガイド210を用いて8kNの板押さえ力で塗装ステンレス鋼板100を固定した。この状態で、直径20mmのパンチ220を降下させてせん断加工を行った(加工速度:100spm)。
【0018】
図1Bは、せん断加工実験で用いた従来の塗装ステンレス鋼板100の表面付近の断面模式図である。図1Bに示されるように、従来の塗装ステンレス鋼板100は、ステンレス鋼板110、基材反応層120、塗装前処理皮膜130および塗膜140を有する。基材反応層120は、酸性の塗装前処理液の作用により溶出した基材(ステンレス鋼板110)の金属成分を含む層であり、基材(ステンレス鋼板110)と塗装前処理皮膜130との間に形成される。
【0019】
図2は、塗装ステンレス鋼板のせん断過程を示す断面模式図である。図2Aは、パンチ押し込み初期の様子を示す断面模式図である。図2Bは、パンチ押し込み中期の様子を示す断面模式図である。図2Cは、せん断後の様子を示す断面模式図である。
【0020】
図2A〜Cを参照して、せん断加工を行っている時のせん断端部の様子を順に説明する。まず、パンチ押し込み初期(押し込み量40μm程度)で、ダレ部300が形成される(図2A参照)。次いで、パンチ押し込み中期(押し込み量200μm程度)で、ダレ部300が拡大するとともに、せん断面310が形成され始める(図2B参照)。さらにパンチ220を押し込むと、せん断面310および破断面320が形成され、せん断が終了する(図2C参照)。
【0021】
図3は、せん断加工を行っている時のせん断端部におけるステンレス鋼板、基材反応層、塗装前処理皮膜および塗膜の挙動を示す断面模式図である。図3Aは、パンチ押し込み初期の様子を示す断面模式図である。図3Bは、パンチ押し込み中期から後期の様子を示す断面模式図である。図3Cは、せん断後の様子を示す断面模式図である。
【0022】
図3A〜Cを参照して、せん断端部におけるステンレス鋼板、基材反応層、塗装前処理皮膜および塗膜の挙動を詳細に説明する。まず、押し込み初期のダレ部先端では、基材(ステンレス鋼板110)および塗膜140が圧縮応力を受ける(図3Aの黒矢印参照)。これに伴い、基材反応層120および塗装前処理皮膜130も圧縮応力を受ける。基材反応層120は、金属成分の含有率が高く、柔軟性に乏しいため、基材(ステンレス鋼板110)のすべり変形に追従することができない。したがって、基材反応層120内にクラックや凝集破壊などが発生する。形成されたクラックは、塗装前処理皮膜130にまで伝播する(図3A参照)。
【0023】
押し込み中期から後期のダレ部では、基材(ステンレス鋼板110)には押し込み方向の引張応力が作用する(図3Bの黒矢印参照)。一方で、切り込みが入った塗膜140では、さらに圧縮応力が増大する(図3Bの黒矢印参照)。その結果、基材反応層120内の凝集破壊面が中心部方向に伝播し、塗膜の浮部330が拡大する(図3B参照)。この状態でさらにパンチ220を押し込むと、塗膜の浮部330が破断して、エナメルヘア340が発生する(図3C参照)。
【0024】
以上のように、エナメルヘアは、基材および塗膜に発生する応力により基材反応層が破壊されることをきっかけとして、塗装前処理皮膜が破壊されることにより生じることが、本発明者らの詳細な解析により判明した。
【0025】
この知見に基づき、本発明者らは、1)塗装前処理において基材反応層の形成を抑制するとともに、2)基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することで、エナメルヘアの発生を防ぐことができると考え、本発明の塗装ステンレス鋼板およびその製造方法を完成させた。以下、本発明の塗装ステンレス鋼板およびその製造方法について詳細に説明する。
【0026】
2.塗装ステンレス鋼板の製造方法
本発明の塗装ステンレス鋼板の製造方法は、1)基材としてステンレス鋼板を準備する第1のステップと、2)所定の塗装前処理液を準備する第2のステップと、3)ステンレス鋼板の表面に塗装前処理液を塗布して塗装前処理皮膜を形成する第3のステップと、4)塗装前処理皮膜の上に塗料を塗布して塗膜を形成する第4のステップとを含む。
【0027】
本発明の塗装ステンレス鋼板の製造方法は、所定の塗装前処理液を用いて塗装前処理を行うことで、基材反応層の形成を抑制しつつ、基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することを主たる特徴とする。以下、各ステップについて説明する。
【0028】
[第1のステップ]
第1のステップでは、基材としてステンレス鋼板を準備する。基材とするステンレス鋼板の種類は、特に限定されない。基材とするステンレス鋼板の例には、フェライト系ステンレス鋼板、オーステナイト系ステンレス鋼板、マルテンサイト系ステンレス鋼板、複相系ステンレス鋼板などが含まれる。
【0029】
後述するように、ステンレス鋼板表面の不動態皮膜中にAlが存在すると、塗装前処理皮膜の基材への密着性がより向上する。したがって、塗装前処理皮膜の密着性を向上させる観点からは、基材とするステンレス鋼板は、不動態皮膜中にAlを含有するものが好ましい。より具体的には、不動態皮膜中におけるCを除く全元素の原子数の総和に対するAlの原子数の割合が10原子%以上のステンレス鋼板を基材とすることが好ましい。不動態皮膜のAlの含有比率は、X線光電子分光分析装置(XPS)を用いて測定することができる。
【0030】
不動態皮膜中におけるAlの原子数の割合を10原子%以上とするためには、ステンレス鋼中のAlの含有量を0.05原子%以上とすればよい。また、最終焼鈍として光輝焼鈍を行うことで、不動態皮膜中にAlを積極的に含有させることができる。光輝焼鈍の条件は、例えば、水素および窒素の混合ガス中において、露点温度−70〜−50℃で、到達板温度を800〜1000℃とすればよい。
【0031】
[第2のステップ]
第2のステップでは、ステンレス鋼板に塗布する塗装前処理液を準備する。この塗装前処理液は、水溶性レゾール型フェノール樹脂とアミノ基またはエポキシ基を有するシランカップリング剤とを含有する水溶液である。
【0032】
本発明の製造方法で使用する塗装前処理液は、1)有機樹脂として水溶性レゾール型フェノール樹脂を含有すること、2)アミノ基またはエポキシ基を有するシランカップリング剤を含有すること、3)pHが7〜13の範囲内であること、4)金属成分を含有しないこと、を主たる特徴とする。
【0033】
1)フェノール樹脂
本発明の製造方法で使用する塗装前処理液は、有機樹脂としてヒドロキシ基(ヒドロキシアルキル基を含む)を多数有する水溶性レゾール型フェノール樹脂を含有する。後述するように、水溶性レゾール型フェノール樹脂は、硬化する際にヒドロキシ基を介してシランカップリング剤とも結合(ステンレス鋼板の不動態皮膜中にAlが含まれる場合は、さらにアルミン酸イオンとも結合)して、ステンレス鋼板に対する密着性に優れ、軟質でかつ凝集力の高い塗装前処理皮膜を形成する。
【0034】
水溶性レゾール型フェノール樹脂の数平均分子量は、120〜1000の範囲内が好ましく、150〜500の範囲内が特に好ましい。また、レゾール型フェノール樹脂は、ベンゼン核1核あたりのメチロール基の平均数が0.3〜2.5個の範囲内のものが好ましく、0.5〜2.0個の範囲内のものがより好ましい。上記要件を満たすレゾール型フェノール樹脂を使用することで、塗膜密着性に優れ、軟質で凝集力の高い皮膜を形成することができる。このようなレゾール型フェノール樹脂の市販品としては、スミライトレジンPR−50781(住友ベークライト株式会社)、レヂトップPL−4667(群栄化学工業株式会社)などが挙げられる。
【0035】
水溶性レゾール型フェノール樹脂は、市販品を利用してもよいが、フェノールやビスフェノールAなどのフェノール類とホルムアルデヒドなどのアルデヒド類とをアルカリ触媒の存在下で縮合反応させることで得られる。
【0036】
2)シランカップリング剤
本発明の製造方法で使用する塗装前処理液は、アミノ基またはエポキシ基を有するシランカップリング剤を含有する。塗装前処理液中においては、シランカップリング剤のアルコキシ基は加水分解されてシラノール基の状態で存在している。後述するように、シランカップリング剤は、シラノール基を介して基材表面および水溶性レゾール型フェノール樹脂と結合(ステンレス鋼板の不動態皮膜中にAlが含まれる場合は、さらにアルミン酸イオンとも結合)する。また、シランカップリング剤は、アミノ基またはエポキシ基を介して、塗装前処理皮膜の上に形成される塗膜を構成する有機樹脂(例えば、アクリル樹脂やエポキシ樹脂、ポリエステルなど)とも結合する。結果として、アミノ基またはエポキシ基を有するシランカップリング剤は、水溶性レゾール型フェノール樹脂などと共にステンレス鋼板に対する密着性に優れ、凝集力の高い塗装前処理皮膜を形成する。
【0037】
シランカップリング剤の種類は、アミノ基またはエポキシ基を有するものであれば特に限定されない。アミノ基を有するシランカップリング剤の例には、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、N−(2−アミノエチル)−3−アミノプロピルメチルジメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルトリメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルトリエトキシシラン、ビス(3−(トリメトキシシリル)プロピル)アミンなどが含まれる。エポキシ基を有するシランカップリング剤の例には、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランなどが含まれる。
【0038】
水溶性レゾール型フェノール樹脂とアミノ基またはエポキシ基を有するシランカップリング剤との質量比は、90:10〜40:60の範囲内が好ましい。質量比がこれらの範囲外の場合、ステンレス鋼板に対する塗装前処理皮膜の密着性が不十分となるおそれがある。
【0039】
3)塗装前処理液のpH
本発明の製造方法で使用する塗装前処理液は、pHが7〜13の範囲内であること、すなわち中性〜アルカリ性であることを一つの特徴とする。
【0040】
酸性の塗装前処理液は、エッチング作用が強いため、ステンレス鋼板の不動態皮膜およびステンレス鋼と反応してしまう。したがって、酸性の塗装前処理液をステンレス鋼板の表面に塗布すると、ステンレス鋼板表面の不動態皮膜が溶解されるとともに、母材(ステンレス鋼)の表面に基材反応層および塗装前処理皮膜が形成される。さらに、時間が経過すると、母材の表面において再不動態化が起こり、母材(ステンレス鋼)と基材反応層の間に不動態皮膜が再度形成される。このように、酸性の塗装前処理液をステンレス鋼板の表面に塗布した場合、ステンレス鋼板と塗装前処理皮膜の間に、脆い基材反応層が形成される。前述の通り、この脆い基材反応層が形成されてしまうと、エナメルヘアが発生しやすくなる。
【0041】
これに対し、中性〜アルカリ性の塗装前処理液は、エッチング作用が弱いため、不動態皮膜を溶解することなく、その上に塗装前処理皮膜を形成することができる。したがって、アルカリ性の塗装前処理液をステンレス鋼板の表面に塗布しても、例えば、最終焼鈍としての光輝焼鈍の後に形成された不動態皮膜を破壊することなく、脆い基材反応層を形成せずに、塗装前処理皮膜を形成することができる。
【0042】
特に、不動態皮膜中にAlを含有するステンレス鋼板を基材とした場合、中性〜アルカリ性の塗装前処理液をステンレス鋼板の表面に塗布すると、不動態皮膜中のAl(酸化物または水酸化物)は、アルミン酸イオン(Al(OH)4−)となって、その一部が塗装前処理液に溶解し、残る一部は不動態皮膜上に残存する。塗装前処理液に溶解したアルミン酸イオンは、フェノール樹脂およびシランカップリング剤と結合して、塗装前処理皮膜の凝集力を向上させる。一方、不動態皮膜上のアルミン酸イオンは、フェノール樹脂およびシランカップリング剤と結合して、塗装前処理皮膜の基材に対する密着性を向上させる。
【0043】
以上のように、塗装前処理液を中性〜アルカリ性とすることで、基材反応層の形成を抑制しつつ、ステンレス鋼板に対する密着性に優れ、かつ凝集力の高い皮膜を形成することができる。
【0044】
4)金属成分
本発明の製造方法で使用する塗装前処理液は、金属成分を含有しないことを一つの特徴とする。前述の通り、従来の塗装前処理液は、防錆効果が期待される金属化合物(例えば、Ti化合物やZr化合物など)を含有するものがほとんどであった。しかしながら、本発明の製造方法では、基材としてステンレス鋼板を使用することから、金属化合物を配合しなくても十分な耐食性を実現することができる。また、アルカリ性の水溶液中では、金属化合物が沈殿してしまうことが多いため、本発明の製造方法で使用する塗装前処理液に金属化合物を配合すると、塗装前処理液の保存安定性が低下してしまうおそれもある。したがって、本発明の製造方法で使用する塗装前処理液には、金属化合物を配合しないことが好ましい。
【0045】
5)塗装前処理液の調製方法
本発明の製造方法で使用する塗装前処理液の調製方法は、特に限定されない。たとえば、アミノ基またはエポキシ基を有するシランカップリング剤の水溶液に、所定量の水溶性レゾール型フェノール樹脂を添加し、水で所望の濃度まで希釈すればよい。塗装前処理液中の固形分の濃度は、特に限定されず、塗布方法や希望する粘度、付着量などに応じて適宜設定すればよい。通常、塗装前処理液中の固形分の濃度は、0.1〜15質量%程度である。
【0046】
[第3のステップ]
第3のステップでは、第2のステップで準備した本発明の塗装前処理液を、第1のステップで準備したステンレス鋼板の表面に塗布し、乾燥させて、塗装前処理皮膜を形成する。このとき、ステンレス鋼板の片面のみに塗装前処理皮膜を形成してもよいし、両面に塗装前処理皮膜を形成してもよい。
【0047】
塗装前処理液の塗布方法は、特に限定されず、プレコート鋼板の製造に使用されている方法から適宜選択すればよい。そのような塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法、浸漬法などが含まれる。
【0048】
塗装前処理液の塗布量は、特に限定されないが、乾燥させた後の付着量が10〜300mg/m2の範囲内(膜厚が2〜50nmの範囲内)となる量であることが好ましい。付着量が10mg/m2未満の場合、塗膜密着性を十分に確保できず、界面剥離によるエナメルヘアが発生するおそれがある。一方、付着量を300mg/m2超としても、エナメルヘア発生の抑制効果は増大しないため、コストの観点から好ましくない。
【0049】
塗装前処理液の乾燥温度は、水溶性レゾール型フェノール樹脂を硬化させることができれば特に限定されず、例えば40〜230℃程度であればよい。塗布した塗装前処理液を40〜230℃程度の温度で乾燥させると、水溶性レゾール型フェノール樹脂が硬化するとともに、シランカップリング剤(およびアルミン酸イオン)はフェノール樹脂を架橋する。また、水溶性レゾール型フェノール樹脂、シランカップリング剤(およびアルミン酸イオン)は、ステンレス鋼板の表面にも結合する。すなわち、水溶性レゾール型フェノール樹脂のヒドロキシ基、シランカップリング剤のヒドロキシ基(およびアルミン酸イオンのヒドロキシ基)は、ステンレス鋼板表面の不動態皮膜のヒドロキシ基と互いに脱水縮合して結合される。
【0050】
このようにして形成された塗装前処理皮膜は、水溶性レゾール型フェノール樹脂の効果により柔軟性および凝集力に優れている。また、皮膜を構成する各成分がステンレス鋼板表面に結合しているため、ステンレス鋼板に対する密着性も優れている。
【0051】
また、シランカップリング剤のアミノ基またはエポキシ基は、第4のステップにおいて塗装前処理皮膜の上に形成される塗膜を構成する有機樹脂(例えば、アクリル樹脂やエポキシ樹脂、ポリエステル)と強固に結合することもできる。
【0052】
以上のように、第2のステップで説明した塗装前処理液を用いることで、基材反応層の形成を抑制しつつ、基材および塗膜との密着力に優れ、軟質かつ皮膜凝集力に優れる塗装前処理皮膜を形成することができる。
【0053】
[第4のステップ]
第4のステップでは、第3のステップで塗装前処理皮膜を形成したステンレス鋼板の表面に塗料を塗布し、乾燥させて、塗膜を形成する。塗膜は、1層であってもよいし、2層以上であってもよい。
【0054】
塗膜は、公知の方法で形成されうる。たとえば、ベースとなる有機樹脂を含む塗料を、塗装前処理皮膜を形成したステンレス鋼板の表面に塗布し、焼き付ければよい。塗料の塗布方法は、特に限定されず、プレコート鋼板の製造に使用されている方法から適宜選択すればよい。塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法などが含まれる。焼き付け条件は、例えば、到達板温150〜270℃で30〜120秒間焼き付ければよい。
【0055】
塗膜を構成する有機樹脂の種類は、塗装前処理皮膜に対する密着性がよいものであれば特に限定されない。たとえば、塗装前処理皮膜がアミノ基を有するシランカップリング剤を含有する場合、アミノ基と反応しうるカルボキシル基やエステル基、エポキシ基、ケトン基、ハロゲン基などを有する有機樹脂を使用することが好ましい。また、エポキシ基を有するシランカップリング剤を含有する場合、エポキシ基と反応しうるカルボキシル基やアミノ基、ヒドロキシル基などを有する有機樹脂を使用することが好ましい。
【0056】
たとえば、下塗り塗膜と上塗り塗膜の2コート構成で形成する場合、エポキシ樹脂またはポリエステルをベースとする下塗り塗膜を形成し、その上にポリエステル、フッ素樹脂またはアクリル樹脂をベースとする上塗り塗膜を形成すればよい。塗装前処理皮膜のすぐ上に形成される塗膜(上記の例では下塗り塗膜)を、エポキシ樹脂またはポリエステルをベースとする塗膜とすることで、塗装前処理皮膜への密着性をより向上させることができる。
【0057】
また、本発明の塗装ステンレス鋼板は、基材が意匠性に優れたステンレス鋼板であることから、基材の質感を生かした1コート構成の塗膜を形成することが考えられる。本発明の効果は、このように1コート構成の塗膜を形成した場合に特に発揮される。たとえば、柔軟なポリエステル系クリアー塗膜を形成しても、基材に対して十分な密着力を有する塗膜を形成することができる。また、硬質なアクリル系クリアー塗膜を形成しても、エナメルヘアにつながる塗膜剥離は発生しない。さらに、本発明の効果は、耐熱性を有する塗膜を形成した場合に特に発揮される。たとえば、ポリエーテルサルフォン系、ポリイミド系およびシリコーン系塗膜を形成しても、高温下の環境においてせん断端部から塗膜剥離が発生および拡大することがない。
【0058】
塗膜には、防錆顔料を配合してもよい。環境負荷の低減という本発明の目的を考慮すると、塗膜に配合する防錆顔料としては、六価クロムを含有しない防錆顔料が好ましい。そのような防錆顔料の例には、リン酸亜鉛、亜リン酸亜鉛、リン酸亜鉛マグネシウム、リン酸マグネシウム、亜リン酸マグネシウム、シリカ、カルシウムイオン交換シリカ、リン酸ジルコニウム、トリポリリン酸2水素アルミニウム、酸化亜鉛、リンモリブデン酸亜鉛、メタホウ酸バリウムなどが含まれる。
【0059】
また、塗膜には、着色顔料や、パール顔料、メタリック顔料、体質顔料を配合してもよい。着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄、ベンガラ、チタンイエロー、コバルトブルー、コバルトグリーン、アニリンブラック、フタロシアニンブルーなどが含まれる。メタリック顔料の例には、アルミやステンレス、ニッケルなどの金属粉が含まれる。体質顔料の例には、硫酸バリウム、酸化チタン、シリカ、炭酸カルシウムなどが含まれる。
【0060】
さらに、塗膜には、塗膜硬度および耐摩耗性を向上させる観点または塗膜表面に凹凸を付与し外観を向上させる観点から、鱗片状無機質添加材や無機質繊維、粒状または塊状の有機骨材、粒状または塊状の無機骨材、つや消し材などを配合してもよい。鱗片状無機質添加材の例には、ガラスフレーク、硫酸バリウムフレーク、グラファイトフレーク、合成マイカフレーク、合成アルミナフレーク、シリカフレーク、雲母状酸化鉄(MIO)などが含まれる。無機質繊維の例には、チタン酸カリウム繊維、ウォラスナイト繊維、炭化ケイ素繊維、アルミナ繊維、アルミナシリケート繊維、シリカ繊維、ロックウール、スラグウール、ガラス繊維、炭素繊維などが含まれる。有機骨材の例には、アクリルビーズ、ポリアクリロニトリルビーズなどが含まれる。無機骨材、つや消し剤の例には、ガラスビース、シリカ粉などが含まれる。
【0061】
以上の手順により、基材および塗膜に対する密着性に優れ、かつ柔軟性および凝集力に優れた塗装前処理皮膜を有する塗装ステンレス鋼板(本発明の塗装ステンレス鋼板)を製造することができる。本発明の塗装ステンレス鋼板は、硬質な基材反応層がほとんど形成されておらず、かつ軟質かつ凝集力の高い塗装前処理皮膜が基材および塗膜に密着しているため、せん断加工を行ってもエナメルヘアがほとんど発生しない。
【0062】
以下、本発明を実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
【実施例】
【0063】
1.塗装ステンレス鋼板の作製
(1)基材
基材として、以下の5種類のステンレス鋼板(板厚0.4mm)を準備した。
[ステンレス鋼板A]
・鋼種(JIS記号):SUS430
・到達板温度950℃で最終焼鈍した後、電解酸洗仕上げを行ったもの。
[ステンレス鋼板B]
・鋼種(JIS記号):SUS304
・到達板温度1050℃で最終焼鈍した後、電解酸洗仕上げを行ったもの。
[ステンレス鋼板C]
・鋼種(JIS記号):SUS436J1L
・到達板温度1050℃で最終焼鈍した後、電解酸洗仕上げを行ったもの。
[ステンレス鋼板D]
・鋼種(JIS記号):SUS430
・最終焼鈍(光輝焼鈍)として、混合ガス(90%H2+10%N2)中において、露点温度−60±10℃、到達板温度1000℃でスキンパス仕上げ(伸び0.2%)を行ったもの。
[ステンレス鋼板E]
・鋼種(JIS記号):SUS430
・最終焼鈍(光輝焼鈍)として、混合ガス(90%H2+10%N2)中において、露点温度−60±10℃、到達板温度1000℃でスキンパス仕上げ(伸び0.2%)を行ったもの。
[ステンレス鋼板F]
・鋼種(JIS記号):SUS436J1L
・最終焼鈍(光輝焼鈍)として、混合ガス(90%H2+10%N2)中において、露点温度−60±10℃、到達板温度1000℃でスキンパス仕上げ(伸び0.2%)を行ったもの。
【0064】
表1に、各ステンレス鋼板の不動態皮膜の形成に関与する鋼成分(Si,Cr,Al)の含有量と、不動態皮膜中におけるCを除く全元素の原子数の総和に対するAlの原子数の割合を示す。不動態皮膜中のAlの原子数の割合は、X線光電子分光分析装置(XPS)を用いて測定した。XPS分析は、X線源をMg Kα線とし、取り出し角を45°として行った。表1に示されるように、ステンレス鋼板D〜Fは、不動態皮膜中にAl原子を10原子%以上含有していた。
【0065】
【表1】

【0066】
(2)塗装前処理
塗装前処理をする直前に、各ステンレス鋼板をアルカリ脱脂し、水洗した。ステンレス鋼板の表面(片面)に、表2に示す組成の塗装前処理液をバーコーターで塗布し、100℃で乾燥させて、塗装前処理皮膜を形成した。
【0067】
塗装前処理液は、以下の手順で調製した。まず、0.5Lのイオン交換水および所定量のシランカップリング剤をビーカーに入れて攪拌した後、1日放置してシランカップリング剤を加水分解させた。次いで、ビーカー内の水溶液に所定量のレゾール型フェノール樹脂を添加した後、合計量が1Lとなるようにイオン交換水を加え、攪拌した。
【0068】
調製した各塗装前処理液について、30℃の恒温槽内で7日間静置した後の様子を観察して、安定性を評価した。調製直後と変化がない場合を「○」、わずかに変色が見られたものを「△」と評価した。
【0069】
形成された塗装前処理皮膜中のSiおよび各種金属含有量を蛍光X線分析装置を用いて測定した。測定されたSiおよび各種金属含有量から塗装前処理皮膜の付着量を算出した。シランカップリング剤を含有しない塗装前処理皮膜(比較例1)については、赤外線分光法の吸光度法により付着量を測定した。なお、塗装前処理皮膜の付着量は、基材が異なっていても塗装前処理液が同一であれば、同一である。
【0070】
【表2】
【0071】
表2に示される水溶性レゾール型フェノール樹脂について、樹脂Aは、スミライトレジンPR−50781(住友ベークライト株式会社)を使用した。樹脂Bは、スミライトレジンPR−14170(住友ベークライト株式会社)を使用した。
【0072】
また、シランカップリング剤について、アミノシランAは、Z−6011(3−アミノプロピルトリエトキシシラン;東レ・ダウコーニング株式会社)を使用した。アミノシランBは、KBM−602(N−(2−アミノエチル)3−アミノプロピルメチルジメトキシシラン;信越化学工業株式会社)を使用した。エポキシシランは、KBE−403(3−グリシドキシプロピルトリエトキシシラン;信越化学工業株式会社)を使用した。メルカプトシランは、KBM−803(3−メルカプトプロピルトリメトキシシラン;信越化学工業株式会社)を使用した。
【0073】
また、比較例7の塗装前処理液としては、市販のクロメート処理液(NRC300;日本パーカライジング株式会社)を使用した。
【0074】
(3)塗装
塗装前処理を施した各ステンレス鋼板の表面に、溶剤系アクリル系塗料(KP2102;関西ペイント株式会社)を塗布し、230℃で焼き付けて、膜厚5μmの塗膜を形成した。
【0075】
2.評価試験
作製した各塗装ステンレス鋼板についてせん断加工を行い、エナメルヘア(塗膜剥離)が発生するかどうかを調べた。せん断加工は、15トンプレス機にせん断金型を装着して行った。加工条件は、パンチ径φ20mm、ダイ径φ20.08mm(板厚に対するクリアランス10%)、加工速度100spmとした。エナメルヘアの発生は、せん断端部にセロハンテープを貼り付け、瞬時に引き剥がした後、せん断端部のアクリル系塗膜の状態を走査型電子顕微鏡を用いて表面観察(500倍)することで確認した。
【0076】
セロハンテープを剥がした後のせん断端部において、塗膜剥離がまったく観察されなかった場合は、エナメルヘアの発生を完全に抑制することができたとして「◎」と評価した。また、セロハンテープを剥がした後のせん断端部において、端面から30μm以内の微小幅の不連続の塗膜剥離が観察された場合は、エナメルヘアを抑制することができたとして「○」と評価した。同様に、端面から50μm以内の微小幅の不連続の塗膜剥離が観察された場合は、エナメルヘアをある程度抑制することができたとして「△」と評価した。一方、端面から50μmを超える幅のエナメルヘア状の塗膜剥離または塗膜浮きが観察された場合は、エナメルヘアを抑制することができなかったとして「×」と評価した。
【0077】
各塗装ステンレス鋼板(基材としてステンレス鋼板A〜Cを使用)のせん断加工によるエナメルヘアの発生状態の評価結果を表3に示す。
【0078】
【表3】
【0079】
水溶性レゾール型フェノール樹脂を配合していない比較例4の塗装前処理液を用いて作製した塗装ステンレス鋼板、および水溶性レゾール型フェノール樹脂の配合比率が小さい比較例2の塗装前処理液を用いて作製した塗装ステンレス鋼板では、軟質でかつ凝集力の高い塗装前処理皮膜を形成することができなかったため、基材の種類に関係なくエナメルヘアが発生してしまった。
【0080】
シランカップリング剤を配合していない比較例1の塗装前処理液を用いて作製した塗装ステンレス鋼板、ならびにアミノ基およびエポキシ基のいずれも有しないシランカップリング剤を配合した比較例6の塗装前処理液を用いて作製した塗装ステンレス鋼板では、塗装前処理皮膜の凝集力および塗膜に対する密着性が不十分なため、基材の種類に関係なくエナメルヘアが発生してしまった。
【0081】
金属化合物を含有する酸性〜中性の比較例3,5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、ステンレス鋼板と塗装前処理皮膜との界面に金属成分を多く含む基材反応層が形成されたため、基材の種類に関係なくエナメルヘアが発生してしまった。
【0082】
また、比較例7の塗装前処理液(クロメート処理液)を用いて作製した塗装ステンレス鋼板では、せん断加工時にクロメート層が凝集破壊してしまい、基材の種類に関係なくエナメルヘアが発生してしまった。
【0083】
一方、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属化合物を含有しない、中性〜アルカリ性の水溶液である実施例1〜15の塗装前処理液を用いて作製した塗装ステンレス鋼板では、基材の種類に関係なくエナメルヘアがほとんど発生しなかった。
【0084】
以上の結果から、本発明の塗装ステンレス鋼板は、せん断加工を行ってもエナメルヘアが発生しにくいことがわかる。
【0085】
また、ステンレス鋼板D〜Fを基材として、実施例5,9の塗装前処理液を用いて塗装ステンレス鋼板を製造した。得られた塗装ステンレス鋼板について、上述の方法でエナメルヘアの発生状態を評価した。その評価結果を表4に示す。
【0086】
【表4】
【0087】
以上の結果から、不動態皮膜中にAlを含有するステンレス鋼板を基材とすることで、よりエナメルヘアが発生しにくい塗装ステンレス鋼板を製造できることがわかる。
【0088】
3.剥離界面の分析
塗膜剥離が観察された実施例5および比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板(いずれもステンレス鋼板Aを基材として使用)について、塗膜の剥離界面を分析して、塗膜剥離の原因を調査した。
【0089】
オージェ電子分光(AES)分析法とイオンエッチングとを併用して、剥離界面の表層から深さ方向の分析を行った。電子線プローブ径は0.1μm以下である。エッチングにはアルゴンイオン銃を使用した。エッチング速度は、SiO2換算で10nm/分とした。
【0090】
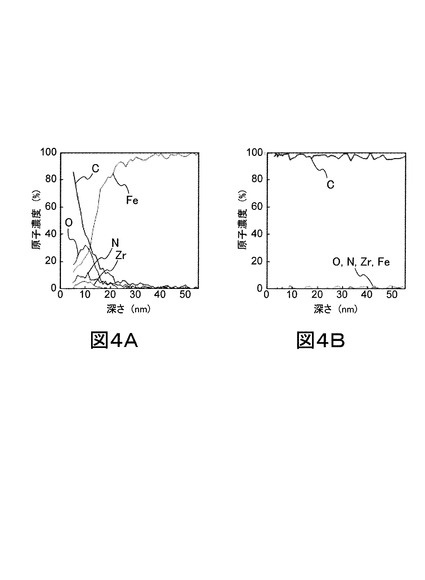
図4Aは、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のAESの深さ方向分析の結果(デプスプロファイル)である。図4Bは、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のAESの深さ方向分析の結果(デプスプロファイル)である。
【0091】
図4Aに示されるように、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、剥離界面の表層において、基材成分のFeと塗装前処理皮膜成分のZrとが存在していることから、基材反応層内において剥離界面が形成されていることがわかる。すなわち、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、せん断加工の際に、基材反応層が凝集破壊していることがわかる。
【0092】
一方、図4Bに示されるように、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、剥離界面の表層において、塗膜成分のCのみが存在していることから、塗膜内において剥離界面が形成されていることがわかる。すなわち、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、塗装前処理皮膜が凝集破壊しておらず、塗装前処理皮膜の柔軟性が高いことがわかる。
【0093】
以上の結果から、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板は、基材と塗膜との密着性が優れていることがわかる。
【産業上の利用可能性】
【0094】
本発明の塗装ステンレス鋼板は、せん断加工を行ってもエナメルヘアがほとんど発生しないため、せん断端部が見える状態で使用されるプレコートステンレス鋼板として有用である。たとえば、本発明の塗装ステンレス鋼板は、携帯型のIT機器で使用されるプレコートステンレス鋼板として有用である。
【符号の説明】
【0095】
100 塗装ステンレス鋼板
110 ステンレス鋼板
120 基材反応層
130 塗装前処理皮膜
140 塗膜
200 ダイ
210 パンチガイド
220 パンチ
300 ダレ部
310 せん断面
320 破断面
330 塗膜の浮部
340 エナメルヘア
【技術分野】
【0001】
本発明は、せん断加工を行ってもエナメルヘアが発生しにくい塗装ステンレス鋼板およびその製造方法に関する。
【背景技術】
【0002】
従来、鋼板を基材として塗装鋼板を製造する際には、塗装前処理としてクロメート処理を行うのが一般的であった。塗料を塗布する前にクロメート処理を行うことで、基材に対する塗膜の密着性や、塗装鋼板の耐水性、耐食性などを向上させることができる。
【0003】
しかしながら、近年になって、環境負荷の軽減が重視される傾向から、六価クロムを含有しない非クロム系の塗装前処理液の開発が盛んに進められている。非クロム系の塗装前処理液の多くは、水性有機樹脂や金属化合物などを水系溶媒に配合したものである(例えば、特許文献1〜5参照)。金属化合物は、防錆効果の向上を目的として配合されているが、アルカリ水溶液中では沈殿してしまうことが多い。したがって、通常は、金属化合物を含有する塗装前処理液は、酸性に調整されている。
【0004】
また、金属化合物を含有しない非クロム系の塗装前処理液も開発されている(例えば、特許文献6,7参照)。特許文献6,7には、フェノール樹脂とシランカップリング剤とを水系溶媒に配合した、酸性の塗装前処理液が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−058599号公報
【特許文献2】特開2001−089868号公報
【特許文献3】特開2001−240979号公報
【特許文献4】特開2003−013252号公報
【特許文献5】特開2007−046143号公報
【特許文献6】特開平09−241576号公報
【特許文献7】特開平11−276987号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の通り、従来の非クロム系の塗装前処理液は、酸性のものがほとんどであった。酸性の塗装前処理液は、金属基材に対するエッチング作用が強く、基材からの金属の溶出量が多い。したがって、酸性の塗装前処理液を基材の表面に塗布すると、基材と塗装前処理皮膜との間に基材反応層が形成される。この基材反応層は、金属成分の含有率が高く、柔軟性に乏しい。
【0007】
このように柔軟性に乏しい塗装前処理皮膜(基材反応層を含む)を形成した塗装鋼板をせん断加工すると、「エナメルヘア」と称されるせん断端部の塗膜剥離が発生しやすい。エナメルヘアが発生すると、連続プレス加工を行う際にエナメルヘアを原因とする打痕が塗膜についてしまうことがある。また、エナメルヘアが製品に残存すると、製品の美観が損なわれてしまうおそれがある。
【0008】
以上のように、従来の非クロム系の塗装前処理液を用いて塗装鋼板を製造すると、製品の品質を低下させてしまうエナメルヘアが発生しやすいという問題があった。
【0009】
本発明は、かかる点に鑑みてなされたものであり、せん断加工を行ってもエナメルヘアが発生しにくい塗装鋼板およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを主成分とし、かつpHが中性〜アルカリ性の塗装前処理液を用いて、ステンレス鋼板の表面に塗装前処理皮膜を形成することで、エナメルヘアが発生しにくい塗装ステンレス鋼板を製造できることを見出し、さらに検討を加えて本発明を完成させた。
【0011】
すなわち、本発明は、以下の塗装ステンレス鋼板の製造方法に関する。
[1]ステンレス鋼板を準備するステップと;水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を準備するステップと;前記ステンレス鋼板の表面に前記塗装前処理液を塗布し、乾燥させて、塗装前処理皮膜を形成するステップと;前記塗装前処理皮膜の上に塗料を塗布し、乾燥させて、塗膜を形成するステップとを有する、塗装ステンレス鋼板の製造方法。
[2]前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、[1]に記載の塗装ステンレス鋼板の製造方法。
[3]前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、[1]または[2]に記載の塗装ステンレス鋼板の製造方法。
【0012】
また、本発明は、以下の塗装ステンレス鋼板に関する。
[4]ステンレス鋼板と、前記ステンレス鋼板の表面に形成された塗装前処理皮膜と、前記塗装前処理皮膜の上に形成された塗膜とを有する塗装ステンレス鋼板であって:前記塗装前処理皮膜は、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を、前記ステンレス鋼板の表面に塗布し、乾燥させることで形成されたものである、塗装ステンレス鋼板。
[5]前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、[4]に記載の塗装ステンレス鋼板。
[6]前記塗装前処理皮膜の付着量は、10〜300mg/m2の範囲内である、[4]または[5]に記載の塗装ステンレス鋼板。
[7]前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、[4]〜[6]のいずれか一項に記載の塗装ステンレス鋼板。
【発明の効果】
【0013】
本発明によれば、せん断加工を行ってもエナメルヘアが発生しにくい塗装ステンレス鋼板を容易に製造することができる。たとえば、本発明の塗装ステンレス鋼板は、せん断端部が外部から見える状態で使用されるプレコートステンレス鋼板として有用である。
【図面の簡単な説明】
【0014】
【図1】図1Aは、本発明者らが行ったせん断加工実験の様子を示す模式図である。図1Bは、せん断加工実験で用いた従来の塗装ステンレス鋼板の表面付近の断面模式図である。
【図2】塗装ステンレス鋼板のせん断過程を示す断面模式図である。図2Aは、パンチ押し込み初期の様子を示す断面模式図である。図2Bは、パンチ押し込み中期の様子を示す断面模式図である。図2Cは、せん断後の様子を示す断面模式図である。
【図3】せん断加工を行っている時のせん断端部におけるステンレス鋼板、基材反応層、塗装前処理皮膜および塗膜の挙動を示す断面模式図である。図3Aは、パンチ押し込み初期の様子を示す断面模式図である。図3Bは、パンチ押し込み中期から後期の様子を示す断面模式図である。図3Cは、せん断後の様子を示す断面模式図である。
【図4】図4Aは、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のデプスプロファイルである。図4Bは、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のデプスプロファイルである。
【発明を実施するための形態】
【0015】
1.エナメルヘアの発生メカニズム
本発明の塗装ステンレス鋼板およびその製造方法は、本発明者らにより解明されたエナメルヘアの発生メカニズムの知見に基づいてなされたものである。そこで、本発明の塗装ステンレス鋼板およびその製造方法について説明する前に、本発明者らが解明したエナメルヘアの発生メカニズムについて説明する。
【0016】
本発明者らは、従来の塗装ステンレス鋼板(酸性の塗装前処理液を用いて塗装前処理を実施)のせん断加工を繰り返し行い、せん断端部を詳細に調べるとともに、各種シミュレーションを行うことでエナメルヘアの発生メカニズムを解明した。
【0017】
図1Aは、本発明者らが行ったせん断加工実験の様子を示す模式図である。図1Aに示されるように、プレス機に固定されたせん断金型のダイ200上に従来の塗装ステンレス鋼板100を置き、パンチガイド210を用いて8kNの板押さえ力で塗装ステンレス鋼板100を固定した。この状態で、直径20mmのパンチ220を降下させてせん断加工を行った(加工速度:100spm)。
【0018】
図1Bは、せん断加工実験で用いた従来の塗装ステンレス鋼板100の表面付近の断面模式図である。図1Bに示されるように、従来の塗装ステンレス鋼板100は、ステンレス鋼板110、基材反応層120、塗装前処理皮膜130および塗膜140を有する。基材反応層120は、酸性の塗装前処理液の作用により溶出した基材(ステンレス鋼板110)の金属成分を含む層であり、基材(ステンレス鋼板110)と塗装前処理皮膜130との間に形成される。
【0019】
図2は、塗装ステンレス鋼板のせん断過程を示す断面模式図である。図2Aは、パンチ押し込み初期の様子を示す断面模式図である。図2Bは、パンチ押し込み中期の様子を示す断面模式図である。図2Cは、せん断後の様子を示す断面模式図である。
【0020】
図2A〜Cを参照して、せん断加工を行っている時のせん断端部の様子を順に説明する。まず、パンチ押し込み初期(押し込み量40μm程度)で、ダレ部300が形成される(図2A参照)。次いで、パンチ押し込み中期(押し込み量200μm程度)で、ダレ部300が拡大するとともに、せん断面310が形成され始める(図2B参照)。さらにパンチ220を押し込むと、せん断面310および破断面320が形成され、せん断が終了する(図2C参照)。
【0021】
図3は、せん断加工を行っている時のせん断端部におけるステンレス鋼板、基材反応層、塗装前処理皮膜および塗膜の挙動を示す断面模式図である。図3Aは、パンチ押し込み初期の様子を示す断面模式図である。図3Bは、パンチ押し込み中期から後期の様子を示す断面模式図である。図3Cは、せん断後の様子を示す断面模式図である。
【0022】
図3A〜Cを参照して、せん断端部におけるステンレス鋼板、基材反応層、塗装前処理皮膜および塗膜の挙動を詳細に説明する。まず、押し込み初期のダレ部先端では、基材(ステンレス鋼板110)および塗膜140が圧縮応力を受ける(図3Aの黒矢印参照)。これに伴い、基材反応層120および塗装前処理皮膜130も圧縮応力を受ける。基材反応層120は、金属成分の含有率が高く、柔軟性に乏しいため、基材(ステンレス鋼板110)のすべり変形に追従することができない。したがって、基材反応層120内にクラックや凝集破壊などが発生する。形成されたクラックは、塗装前処理皮膜130にまで伝播する(図3A参照)。
【0023】
押し込み中期から後期のダレ部では、基材(ステンレス鋼板110)には押し込み方向の引張応力が作用する(図3Bの黒矢印参照)。一方で、切り込みが入った塗膜140では、さらに圧縮応力が増大する(図3Bの黒矢印参照)。その結果、基材反応層120内の凝集破壊面が中心部方向に伝播し、塗膜の浮部330が拡大する(図3B参照)。この状態でさらにパンチ220を押し込むと、塗膜の浮部330が破断して、エナメルヘア340が発生する(図3C参照)。
【0024】
以上のように、エナメルヘアは、基材および塗膜に発生する応力により基材反応層が破壊されることをきっかけとして、塗装前処理皮膜が破壊されることにより生じることが、本発明者らの詳細な解析により判明した。
【0025】
この知見に基づき、本発明者らは、1)塗装前処理において基材反応層の形成を抑制するとともに、2)基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することで、エナメルヘアの発生を防ぐことができると考え、本発明の塗装ステンレス鋼板およびその製造方法を完成させた。以下、本発明の塗装ステンレス鋼板およびその製造方法について詳細に説明する。
【0026】
2.塗装ステンレス鋼板の製造方法
本発明の塗装ステンレス鋼板の製造方法は、1)基材としてステンレス鋼板を準備する第1のステップと、2)所定の塗装前処理液を準備する第2のステップと、3)ステンレス鋼板の表面に塗装前処理液を塗布して塗装前処理皮膜を形成する第3のステップと、4)塗装前処理皮膜の上に塗料を塗布して塗膜を形成する第4のステップとを含む。
【0027】
本発明の塗装ステンレス鋼板の製造方法は、所定の塗装前処理液を用いて塗装前処理を行うことで、基材反応層の形成を抑制しつつ、基材および塗膜に対する密着性に優れ、かつ皮膜凝集力および柔軟性に優れた塗装前処理皮膜を形成することを主たる特徴とする。以下、各ステップについて説明する。
【0028】
[第1のステップ]
第1のステップでは、基材としてステンレス鋼板を準備する。基材とするステンレス鋼板の種類は、特に限定されない。基材とするステンレス鋼板の例には、フェライト系ステンレス鋼板、オーステナイト系ステンレス鋼板、マルテンサイト系ステンレス鋼板、複相系ステンレス鋼板などが含まれる。
【0029】
後述するように、ステンレス鋼板表面の不動態皮膜中にAlが存在すると、塗装前処理皮膜の基材への密着性がより向上する。したがって、塗装前処理皮膜の密着性を向上させる観点からは、基材とするステンレス鋼板は、不動態皮膜中にAlを含有するものが好ましい。より具体的には、不動態皮膜中におけるCを除く全元素の原子数の総和に対するAlの原子数の割合が10原子%以上のステンレス鋼板を基材とすることが好ましい。不動態皮膜のAlの含有比率は、X線光電子分光分析装置(XPS)を用いて測定することができる。
【0030】
不動態皮膜中におけるAlの原子数の割合を10原子%以上とするためには、ステンレス鋼中のAlの含有量を0.05原子%以上とすればよい。また、最終焼鈍として光輝焼鈍を行うことで、不動態皮膜中にAlを積極的に含有させることができる。光輝焼鈍の条件は、例えば、水素および窒素の混合ガス中において、露点温度−70〜−50℃で、到達板温度を800〜1000℃とすればよい。
【0031】
[第2のステップ]
第2のステップでは、ステンレス鋼板に塗布する塗装前処理液を準備する。この塗装前処理液は、水溶性レゾール型フェノール樹脂とアミノ基またはエポキシ基を有するシランカップリング剤とを含有する水溶液である。
【0032】
本発明の製造方法で使用する塗装前処理液は、1)有機樹脂として水溶性レゾール型フェノール樹脂を含有すること、2)アミノ基またはエポキシ基を有するシランカップリング剤を含有すること、3)pHが7〜13の範囲内であること、4)金属成分を含有しないこと、を主たる特徴とする。
【0033】
1)フェノール樹脂
本発明の製造方法で使用する塗装前処理液は、有機樹脂としてヒドロキシ基(ヒドロキシアルキル基を含む)を多数有する水溶性レゾール型フェノール樹脂を含有する。後述するように、水溶性レゾール型フェノール樹脂は、硬化する際にヒドロキシ基を介してシランカップリング剤とも結合(ステンレス鋼板の不動態皮膜中にAlが含まれる場合は、さらにアルミン酸イオンとも結合)して、ステンレス鋼板に対する密着性に優れ、軟質でかつ凝集力の高い塗装前処理皮膜を形成する。
【0034】
水溶性レゾール型フェノール樹脂の数平均分子量は、120〜1000の範囲内が好ましく、150〜500の範囲内が特に好ましい。また、レゾール型フェノール樹脂は、ベンゼン核1核あたりのメチロール基の平均数が0.3〜2.5個の範囲内のものが好ましく、0.5〜2.0個の範囲内のものがより好ましい。上記要件を満たすレゾール型フェノール樹脂を使用することで、塗膜密着性に優れ、軟質で凝集力の高い皮膜を形成することができる。このようなレゾール型フェノール樹脂の市販品としては、スミライトレジンPR−50781(住友ベークライト株式会社)、レヂトップPL−4667(群栄化学工業株式会社)などが挙げられる。
【0035】
水溶性レゾール型フェノール樹脂は、市販品を利用してもよいが、フェノールやビスフェノールAなどのフェノール類とホルムアルデヒドなどのアルデヒド類とをアルカリ触媒の存在下で縮合反応させることで得られる。
【0036】
2)シランカップリング剤
本発明の製造方法で使用する塗装前処理液は、アミノ基またはエポキシ基を有するシランカップリング剤を含有する。塗装前処理液中においては、シランカップリング剤のアルコキシ基は加水分解されてシラノール基の状態で存在している。後述するように、シランカップリング剤は、シラノール基を介して基材表面および水溶性レゾール型フェノール樹脂と結合(ステンレス鋼板の不動態皮膜中にAlが含まれる場合は、さらにアルミン酸イオンとも結合)する。また、シランカップリング剤は、アミノ基またはエポキシ基を介して、塗装前処理皮膜の上に形成される塗膜を構成する有機樹脂(例えば、アクリル樹脂やエポキシ樹脂、ポリエステルなど)とも結合する。結果として、アミノ基またはエポキシ基を有するシランカップリング剤は、水溶性レゾール型フェノール樹脂などと共にステンレス鋼板に対する密着性に優れ、凝集力の高い塗装前処理皮膜を形成する。
【0037】
シランカップリング剤の種類は、アミノ基またはエポキシ基を有するものであれば特に限定されない。アミノ基を有するシランカップリング剤の例には、3−アミノプロピルトリメトキシシラン、3−アミノプロピルトリエトキシシラン、N−(2−アミノエチル)−3−アミノプロピルメチルジメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルトリメトキシシラン、N−(2−アミノエチル)−3−アミノプロピルトリエトキシシラン、ビス(3−(トリメトキシシリル)プロピル)アミンなどが含まれる。エポキシ基を有するシランカップリング剤の例には、3−グリシドキシプロピルトリメトキシシラン、3−グリシドキシプロピルトリエトキシシラン、3−グリシドキシプロピルメチルジメトキシシラン、3−グリシドキシプロピルメチルジエトキシシラン、2−(3,4−エポキシシクロヘキシル)エチルトリメトキシシランなどが含まれる。
【0038】
水溶性レゾール型フェノール樹脂とアミノ基またはエポキシ基を有するシランカップリング剤との質量比は、90:10〜40:60の範囲内が好ましい。質量比がこれらの範囲外の場合、ステンレス鋼板に対する塗装前処理皮膜の密着性が不十分となるおそれがある。
【0039】
3)塗装前処理液のpH
本発明の製造方法で使用する塗装前処理液は、pHが7〜13の範囲内であること、すなわち中性〜アルカリ性であることを一つの特徴とする。
【0040】
酸性の塗装前処理液は、エッチング作用が強いため、ステンレス鋼板の不動態皮膜およびステンレス鋼と反応してしまう。したがって、酸性の塗装前処理液をステンレス鋼板の表面に塗布すると、ステンレス鋼板表面の不動態皮膜が溶解されるとともに、母材(ステンレス鋼)の表面に基材反応層および塗装前処理皮膜が形成される。さらに、時間が経過すると、母材の表面において再不動態化が起こり、母材(ステンレス鋼)と基材反応層の間に不動態皮膜が再度形成される。このように、酸性の塗装前処理液をステンレス鋼板の表面に塗布した場合、ステンレス鋼板と塗装前処理皮膜の間に、脆い基材反応層が形成される。前述の通り、この脆い基材反応層が形成されてしまうと、エナメルヘアが発生しやすくなる。
【0041】
これに対し、中性〜アルカリ性の塗装前処理液は、エッチング作用が弱いため、不動態皮膜を溶解することなく、その上に塗装前処理皮膜を形成することができる。したがって、アルカリ性の塗装前処理液をステンレス鋼板の表面に塗布しても、例えば、最終焼鈍としての光輝焼鈍の後に形成された不動態皮膜を破壊することなく、脆い基材反応層を形成せずに、塗装前処理皮膜を形成することができる。
【0042】
特に、不動態皮膜中にAlを含有するステンレス鋼板を基材とした場合、中性〜アルカリ性の塗装前処理液をステンレス鋼板の表面に塗布すると、不動態皮膜中のAl(酸化物または水酸化物)は、アルミン酸イオン(Al(OH)4−)となって、その一部が塗装前処理液に溶解し、残る一部は不動態皮膜上に残存する。塗装前処理液に溶解したアルミン酸イオンは、フェノール樹脂およびシランカップリング剤と結合して、塗装前処理皮膜の凝集力を向上させる。一方、不動態皮膜上のアルミン酸イオンは、フェノール樹脂およびシランカップリング剤と結合して、塗装前処理皮膜の基材に対する密着性を向上させる。
【0043】
以上のように、塗装前処理液を中性〜アルカリ性とすることで、基材反応層の形成を抑制しつつ、ステンレス鋼板に対する密着性に優れ、かつ凝集力の高い皮膜を形成することができる。
【0044】
4)金属成分
本発明の製造方法で使用する塗装前処理液は、金属成分を含有しないことを一つの特徴とする。前述の通り、従来の塗装前処理液は、防錆効果が期待される金属化合物(例えば、Ti化合物やZr化合物など)を含有するものがほとんどであった。しかしながら、本発明の製造方法では、基材としてステンレス鋼板を使用することから、金属化合物を配合しなくても十分な耐食性を実現することができる。また、アルカリ性の水溶液中では、金属化合物が沈殿してしまうことが多いため、本発明の製造方法で使用する塗装前処理液に金属化合物を配合すると、塗装前処理液の保存安定性が低下してしまうおそれもある。したがって、本発明の製造方法で使用する塗装前処理液には、金属化合物を配合しないことが好ましい。
【0045】
5)塗装前処理液の調製方法
本発明の製造方法で使用する塗装前処理液の調製方法は、特に限定されない。たとえば、アミノ基またはエポキシ基を有するシランカップリング剤の水溶液に、所定量の水溶性レゾール型フェノール樹脂を添加し、水で所望の濃度まで希釈すればよい。塗装前処理液中の固形分の濃度は、特に限定されず、塗布方法や希望する粘度、付着量などに応じて適宜設定すればよい。通常、塗装前処理液中の固形分の濃度は、0.1〜15質量%程度である。
【0046】
[第3のステップ]
第3のステップでは、第2のステップで準備した本発明の塗装前処理液を、第1のステップで準備したステンレス鋼板の表面に塗布し、乾燥させて、塗装前処理皮膜を形成する。このとき、ステンレス鋼板の片面のみに塗装前処理皮膜を形成してもよいし、両面に塗装前処理皮膜を形成してもよい。
【0047】
塗装前処理液の塗布方法は、特に限定されず、プレコート鋼板の製造に使用されている方法から適宜選択すればよい。そのような塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法、浸漬法などが含まれる。
【0048】
塗装前処理液の塗布量は、特に限定されないが、乾燥させた後の付着量が10〜300mg/m2の範囲内(膜厚が2〜50nmの範囲内)となる量であることが好ましい。付着量が10mg/m2未満の場合、塗膜密着性を十分に確保できず、界面剥離によるエナメルヘアが発生するおそれがある。一方、付着量を300mg/m2超としても、エナメルヘア発生の抑制効果は増大しないため、コストの観点から好ましくない。
【0049】
塗装前処理液の乾燥温度は、水溶性レゾール型フェノール樹脂を硬化させることができれば特に限定されず、例えば40〜230℃程度であればよい。塗布した塗装前処理液を40〜230℃程度の温度で乾燥させると、水溶性レゾール型フェノール樹脂が硬化するとともに、シランカップリング剤(およびアルミン酸イオン)はフェノール樹脂を架橋する。また、水溶性レゾール型フェノール樹脂、シランカップリング剤(およびアルミン酸イオン)は、ステンレス鋼板の表面にも結合する。すなわち、水溶性レゾール型フェノール樹脂のヒドロキシ基、シランカップリング剤のヒドロキシ基(およびアルミン酸イオンのヒドロキシ基)は、ステンレス鋼板表面の不動態皮膜のヒドロキシ基と互いに脱水縮合して結合される。
【0050】
このようにして形成された塗装前処理皮膜は、水溶性レゾール型フェノール樹脂の効果により柔軟性および凝集力に優れている。また、皮膜を構成する各成分がステンレス鋼板表面に結合しているため、ステンレス鋼板に対する密着性も優れている。
【0051】
また、シランカップリング剤のアミノ基またはエポキシ基は、第4のステップにおいて塗装前処理皮膜の上に形成される塗膜を構成する有機樹脂(例えば、アクリル樹脂やエポキシ樹脂、ポリエステル)と強固に結合することもできる。
【0052】
以上のように、第2のステップで説明した塗装前処理液を用いることで、基材反応層の形成を抑制しつつ、基材および塗膜との密着力に優れ、軟質かつ皮膜凝集力に優れる塗装前処理皮膜を形成することができる。
【0053】
[第4のステップ]
第4のステップでは、第3のステップで塗装前処理皮膜を形成したステンレス鋼板の表面に塗料を塗布し、乾燥させて、塗膜を形成する。塗膜は、1層であってもよいし、2層以上であってもよい。
【0054】
塗膜は、公知の方法で形成されうる。たとえば、ベースとなる有機樹脂を含む塗料を、塗装前処理皮膜を形成したステンレス鋼板の表面に塗布し、焼き付ければよい。塗料の塗布方法は、特に限定されず、プレコート鋼板の製造に使用されている方法から適宜選択すればよい。塗布方法の例には、ロールコート法、フローコート法、カーテンフロー法、スプレー法などが含まれる。焼き付け条件は、例えば、到達板温150〜270℃で30〜120秒間焼き付ければよい。
【0055】
塗膜を構成する有機樹脂の種類は、塗装前処理皮膜に対する密着性がよいものであれば特に限定されない。たとえば、塗装前処理皮膜がアミノ基を有するシランカップリング剤を含有する場合、アミノ基と反応しうるカルボキシル基やエステル基、エポキシ基、ケトン基、ハロゲン基などを有する有機樹脂を使用することが好ましい。また、エポキシ基を有するシランカップリング剤を含有する場合、エポキシ基と反応しうるカルボキシル基やアミノ基、ヒドロキシル基などを有する有機樹脂を使用することが好ましい。
【0056】
たとえば、下塗り塗膜と上塗り塗膜の2コート構成で形成する場合、エポキシ樹脂またはポリエステルをベースとする下塗り塗膜を形成し、その上にポリエステル、フッ素樹脂またはアクリル樹脂をベースとする上塗り塗膜を形成すればよい。塗装前処理皮膜のすぐ上に形成される塗膜(上記の例では下塗り塗膜)を、エポキシ樹脂またはポリエステルをベースとする塗膜とすることで、塗装前処理皮膜への密着性をより向上させることができる。
【0057】
また、本発明の塗装ステンレス鋼板は、基材が意匠性に優れたステンレス鋼板であることから、基材の質感を生かした1コート構成の塗膜を形成することが考えられる。本発明の効果は、このように1コート構成の塗膜を形成した場合に特に発揮される。たとえば、柔軟なポリエステル系クリアー塗膜を形成しても、基材に対して十分な密着力を有する塗膜を形成することができる。また、硬質なアクリル系クリアー塗膜を形成しても、エナメルヘアにつながる塗膜剥離は発生しない。さらに、本発明の効果は、耐熱性を有する塗膜を形成した場合に特に発揮される。たとえば、ポリエーテルサルフォン系、ポリイミド系およびシリコーン系塗膜を形成しても、高温下の環境においてせん断端部から塗膜剥離が発生および拡大することがない。
【0058】
塗膜には、防錆顔料を配合してもよい。環境負荷の低減という本発明の目的を考慮すると、塗膜に配合する防錆顔料としては、六価クロムを含有しない防錆顔料が好ましい。そのような防錆顔料の例には、リン酸亜鉛、亜リン酸亜鉛、リン酸亜鉛マグネシウム、リン酸マグネシウム、亜リン酸マグネシウム、シリカ、カルシウムイオン交換シリカ、リン酸ジルコニウム、トリポリリン酸2水素アルミニウム、酸化亜鉛、リンモリブデン酸亜鉛、メタホウ酸バリウムなどが含まれる。
【0059】
また、塗膜には、着色顔料や、パール顔料、メタリック顔料、体質顔料を配合してもよい。着色顔料の例には、酸化チタン、カーボンブラック、酸化クロム、酸化鉄、ベンガラ、チタンイエロー、コバルトブルー、コバルトグリーン、アニリンブラック、フタロシアニンブルーなどが含まれる。メタリック顔料の例には、アルミやステンレス、ニッケルなどの金属粉が含まれる。体質顔料の例には、硫酸バリウム、酸化チタン、シリカ、炭酸カルシウムなどが含まれる。
【0060】
さらに、塗膜には、塗膜硬度および耐摩耗性を向上させる観点または塗膜表面に凹凸を付与し外観を向上させる観点から、鱗片状無機質添加材や無機質繊維、粒状または塊状の有機骨材、粒状または塊状の無機骨材、つや消し材などを配合してもよい。鱗片状無機質添加材の例には、ガラスフレーク、硫酸バリウムフレーク、グラファイトフレーク、合成マイカフレーク、合成アルミナフレーク、シリカフレーク、雲母状酸化鉄(MIO)などが含まれる。無機質繊維の例には、チタン酸カリウム繊維、ウォラスナイト繊維、炭化ケイ素繊維、アルミナ繊維、アルミナシリケート繊維、シリカ繊維、ロックウール、スラグウール、ガラス繊維、炭素繊維などが含まれる。有機骨材の例には、アクリルビーズ、ポリアクリロニトリルビーズなどが含まれる。無機骨材、つや消し剤の例には、ガラスビース、シリカ粉などが含まれる。
【0061】
以上の手順により、基材および塗膜に対する密着性に優れ、かつ柔軟性および凝集力に優れた塗装前処理皮膜を有する塗装ステンレス鋼板(本発明の塗装ステンレス鋼板)を製造することができる。本発明の塗装ステンレス鋼板は、硬質な基材反応層がほとんど形成されておらず、かつ軟質かつ凝集力の高い塗装前処理皮膜が基材および塗膜に密着しているため、せん断加工を行ってもエナメルヘアがほとんど発生しない。
【0062】
以下、本発明を実施例を参照して詳細に説明するが、本発明はこれらの実施例により限定されない。
【実施例】
【0063】
1.塗装ステンレス鋼板の作製
(1)基材
基材として、以下の5種類のステンレス鋼板(板厚0.4mm)を準備した。
[ステンレス鋼板A]
・鋼種(JIS記号):SUS430
・到達板温度950℃で最終焼鈍した後、電解酸洗仕上げを行ったもの。
[ステンレス鋼板B]
・鋼種(JIS記号):SUS304
・到達板温度1050℃で最終焼鈍した後、電解酸洗仕上げを行ったもの。
[ステンレス鋼板C]
・鋼種(JIS記号):SUS436J1L
・到達板温度1050℃で最終焼鈍した後、電解酸洗仕上げを行ったもの。
[ステンレス鋼板D]
・鋼種(JIS記号):SUS430
・最終焼鈍(光輝焼鈍)として、混合ガス(90%H2+10%N2)中において、露点温度−60±10℃、到達板温度1000℃でスキンパス仕上げ(伸び0.2%)を行ったもの。
[ステンレス鋼板E]
・鋼種(JIS記号):SUS430
・最終焼鈍(光輝焼鈍)として、混合ガス(90%H2+10%N2)中において、露点温度−60±10℃、到達板温度1000℃でスキンパス仕上げ(伸び0.2%)を行ったもの。
[ステンレス鋼板F]
・鋼種(JIS記号):SUS436J1L
・最終焼鈍(光輝焼鈍)として、混合ガス(90%H2+10%N2)中において、露点温度−60±10℃、到達板温度1000℃でスキンパス仕上げ(伸び0.2%)を行ったもの。
【0064】
表1に、各ステンレス鋼板の不動態皮膜の形成に関与する鋼成分(Si,Cr,Al)の含有量と、不動態皮膜中におけるCを除く全元素の原子数の総和に対するAlの原子数の割合を示す。不動態皮膜中のAlの原子数の割合は、X線光電子分光分析装置(XPS)を用いて測定した。XPS分析は、X線源をMg Kα線とし、取り出し角を45°として行った。表1に示されるように、ステンレス鋼板D〜Fは、不動態皮膜中にAl原子を10原子%以上含有していた。
【0065】
【表1】
【0066】
(2)塗装前処理
塗装前処理をする直前に、各ステンレス鋼板をアルカリ脱脂し、水洗した。ステンレス鋼板の表面(片面)に、表2に示す組成の塗装前処理液をバーコーターで塗布し、100℃で乾燥させて、塗装前処理皮膜を形成した。
【0067】
塗装前処理液は、以下の手順で調製した。まず、0.5Lのイオン交換水および所定量のシランカップリング剤をビーカーに入れて攪拌した後、1日放置してシランカップリング剤を加水分解させた。次いで、ビーカー内の水溶液に所定量のレゾール型フェノール樹脂を添加した後、合計量が1Lとなるようにイオン交換水を加え、攪拌した。
【0068】
調製した各塗装前処理液について、30℃の恒温槽内で7日間静置した後の様子を観察して、安定性を評価した。調製直後と変化がない場合を「○」、わずかに変色が見られたものを「△」と評価した。
【0069】
形成された塗装前処理皮膜中のSiおよび各種金属含有量を蛍光X線分析装置を用いて測定した。測定されたSiおよび各種金属含有量から塗装前処理皮膜の付着量を算出した。シランカップリング剤を含有しない塗装前処理皮膜(比較例1)については、赤外線分光法の吸光度法により付着量を測定した。なお、塗装前処理皮膜の付着量は、基材が異なっていても塗装前処理液が同一であれば、同一である。
【0070】
【表2】
【0071】
表2に示される水溶性レゾール型フェノール樹脂について、樹脂Aは、スミライトレジンPR−50781(住友ベークライト株式会社)を使用した。樹脂Bは、スミライトレジンPR−14170(住友ベークライト株式会社)を使用した。
【0072】
また、シランカップリング剤について、アミノシランAは、Z−6011(3−アミノプロピルトリエトキシシラン;東レ・ダウコーニング株式会社)を使用した。アミノシランBは、KBM−602(N−(2−アミノエチル)3−アミノプロピルメチルジメトキシシラン;信越化学工業株式会社)を使用した。エポキシシランは、KBE−403(3−グリシドキシプロピルトリエトキシシラン;信越化学工業株式会社)を使用した。メルカプトシランは、KBM−803(3−メルカプトプロピルトリメトキシシラン;信越化学工業株式会社)を使用した。
【0073】
また、比較例7の塗装前処理液としては、市販のクロメート処理液(NRC300;日本パーカライジング株式会社)を使用した。
【0074】
(3)塗装
塗装前処理を施した各ステンレス鋼板の表面に、溶剤系アクリル系塗料(KP2102;関西ペイント株式会社)を塗布し、230℃で焼き付けて、膜厚5μmの塗膜を形成した。
【0075】
2.評価試験
作製した各塗装ステンレス鋼板についてせん断加工を行い、エナメルヘア(塗膜剥離)が発生するかどうかを調べた。せん断加工は、15トンプレス機にせん断金型を装着して行った。加工条件は、パンチ径φ20mm、ダイ径φ20.08mm(板厚に対するクリアランス10%)、加工速度100spmとした。エナメルヘアの発生は、せん断端部にセロハンテープを貼り付け、瞬時に引き剥がした後、せん断端部のアクリル系塗膜の状態を走査型電子顕微鏡を用いて表面観察(500倍)することで確認した。
【0076】
セロハンテープを剥がした後のせん断端部において、塗膜剥離がまったく観察されなかった場合は、エナメルヘアの発生を完全に抑制することができたとして「◎」と評価した。また、セロハンテープを剥がした後のせん断端部において、端面から30μm以内の微小幅の不連続の塗膜剥離が観察された場合は、エナメルヘアを抑制することができたとして「○」と評価した。同様に、端面から50μm以内の微小幅の不連続の塗膜剥離が観察された場合は、エナメルヘアをある程度抑制することができたとして「△」と評価した。一方、端面から50μmを超える幅のエナメルヘア状の塗膜剥離または塗膜浮きが観察された場合は、エナメルヘアを抑制することができなかったとして「×」と評価した。
【0077】
各塗装ステンレス鋼板(基材としてステンレス鋼板A〜Cを使用)のせん断加工によるエナメルヘアの発生状態の評価結果を表3に示す。
【0078】
【表3】
【0079】
水溶性レゾール型フェノール樹脂を配合していない比較例4の塗装前処理液を用いて作製した塗装ステンレス鋼板、および水溶性レゾール型フェノール樹脂の配合比率が小さい比較例2の塗装前処理液を用いて作製した塗装ステンレス鋼板では、軟質でかつ凝集力の高い塗装前処理皮膜を形成することができなかったため、基材の種類に関係なくエナメルヘアが発生してしまった。
【0080】
シランカップリング剤を配合していない比較例1の塗装前処理液を用いて作製した塗装ステンレス鋼板、ならびにアミノ基およびエポキシ基のいずれも有しないシランカップリング剤を配合した比較例6の塗装前処理液を用いて作製した塗装ステンレス鋼板では、塗装前処理皮膜の凝集力および塗膜に対する密着性が不十分なため、基材の種類に関係なくエナメルヘアが発生してしまった。
【0081】
金属化合物を含有する酸性〜中性の比較例3,5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、ステンレス鋼板と塗装前処理皮膜との界面に金属成分を多く含む基材反応層が形成されたため、基材の種類に関係なくエナメルヘアが発生してしまった。
【0082】
また、比較例7の塗装前処理液(クロメート処理液)を用いて作製した塗装ステンレス鋼板では、せん断加工時にクロメート層が凝集破壊してしまい、基材の種類に関係なくエナメルヘアが発生してしまった。
【0083】
一方、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属化合物を含有しない、中性〜アルカリ性の水溶液である実施例1〜15の塗装前処理液を用いて作製した塗装ステンレス鋼板では、基材の種類に関係なくエナメルヘアがほとんど発生しなかった。
【0084】
以上の結果から、本発明の塗装ステンレス鋼板は、せん断加工を行ってもエナメルヘアが発生しにくいことがわかる。
【0085】
また、ステンレス鋼板D〜Fを基材として、実施例5,9の塗装前処理液を用いて塗装ステンレス鋼板を製造した。得られた塗装ステンレス鋼板について、上述の方法でエナメルヘアの発生状態を評価した。その評価結果を表4に示す。
【0086】
【表4】
【0087】
以上の結果から、不動態皮膜中にAlを含有するステンレス鋼板を基材とすることで、よりエナメルヘアが発生しにくい塗装ステンレス鋼板を製造できることがわかる。
【0088】
3.剥離界面の分析
塗膜剥離が観察された実施例5および比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板(いずれもステンレス鋼板Aを基材として使用)について、塗膜の剥離界面を分析して、塗膜剥離の原因を調査した。
【0089】
オージェ電子分光(AES)分析法とイオンエッチングとを併用して、剥離界面の表層から深さ方向の分析を行った。電子線プローブ径は0.1μm以下である。エッチングにはアルゴンイオン銃を使用した。エッチング速度は、SiO2換算で10nm/分とした。
【0090】
図4Aは、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のAESの深さ方向分析の結果(デプスプロファイル)である。図4Bは、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板のAESの深さ方向分析の結果(デプスプロファイル)である。
【0091】
図4Aに示されるように、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、剥離界面の表層において、基材成分のFeと塗装前処理皮膜成分のZrとが存在していることから、基材反応層内において剥離界面が形成されていることがわかる。すなわち、比較例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、せん断加工の際に、基材反応層が凝集破壊していることがわかる。
【0092】
一方、図4Bに示されるように、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、剥離界面の表層において、塗膜成分のCのみが存在していることから、塗膜内において剥離界面が形成されていることがわかる。すなわち、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板では、塗装前処理皮膜が凝集破壊しておらず、塗装前処理皮膜の柔軟性が高いことがわかる。
【0093】
以上の結果から、実施例5の塗装前処理液を用いて作製した塗装ステンレス鋼板は、基材と塗膜との密着性が優れていることがわかる。
【産業上の利用可能性】
【0094】
本発明の塗装ステンレス鋼板は、せん断加工を行ってもエナメルヘアがほとんど発生しないため、せん断端部が見える状態で使用されるプレコートステンレス鋼板として有用である。たとえば、本発明の塗装ステンレス鋼板は、携帯型のIT機器で使用されるプレコートステンレス鋼板として有用である。
【符号の説明】
【0095】
100 塗装ステンレス鋼板
110 ステンレス鋼板
120 基材反応層
130 塗装前処理皮膜
140 塗膜
200 ダイ
210 パンチガイド
220 パンチ
300 ダレ部
310 せん断面
320 破断面
330 塗膜の浮部
340 エナメルヘア
【特許請求の範囲】
【請求項1】
ステンレス鋼板を準備するステップと、
水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を準備するステップと、
前記ステンレス鋼板の表面に前記塗装前処理液を塗布し、乾燥させて、塗装前処理皮膜を形成するステップと、
前記塗装前処理皮膜の上に塗料を塗布し、乾燥させて、塗膜を形成するステップと、
を有する、塗装ステンレス鋼板の製造方法。
【請求項2】
前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、請求項1に記載の塗装ステンレス鋼板の製造方法。
【請求項3】
前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、請求項1に記載の塗装ステンレス鋼板の製造方法。
【請求項4】
ステンレス鋼板と、前記ステンレス鋼板の表面に形成された塗装前処理皮膜と、前記塗装前処理皮膜の上に形成された塗膜とを有する塗装ステンレス鋼板であって、
前記塗装前処理皮膜は、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を、前記ステンレス鋼板の表面に塗布し、乾燥させることで形成されたものである、塗装ステンレス鋼板。
【請求項5】
前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、請求項4に記載の塗装ステンレス鋼板。
【請求項6】
前記塗装前処理皮膜の付着量は、10〜300mg/m2の範囲内である、請求項4に記載の塗装ステンレス鋼板。
【請求項7】
前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、請求項4に記載の塗装ステンレス鋼板。
【請求項1】
ステンレス鋼板を準備するステップと、
水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を準備するステップと、
前記ステンレス鋼板の表面に前記塗装前処理液を塗布し、乾燥させて、塗装前処理皮膜を形成するステップと、
前記塗装前処理皮膜の上に塗料を塗布し、乾燥させて、塗膜を形成するステップと、
を有する、塗装ステンレス鋼板の製造方法。
【請求項2】
前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、請求項1に記載の塗装ステンレス鋼板の製造方法。
【請求項3】
前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、請求項1に記載の塗装ステンレス鋼板の製造方法。
【請求項4】
ステンレス鋼板と、前記ステンレス鋼板の表面に形成された塗装前処理皮膜と、前記塗装前処理皮膜の上に形成された塗膜とを有する塗装ステンレス鋼板であって、
前記塗装前処理皮膜は、水溶性レゾール型フェノール樹脂と、アミノ基またはエポキシ基を有するシランカップリング剤とを含有し、かつ金属成分を含有しない、pHが7〜13の水溶液である塗装前処理液を、前記ステンレス鋼板の表面に塗布し、乾燥させることで形成されたものである、塗装ステンレス鋼板。
【請求項5】
前記塗装前処理液における前記水溶性レゾール型フェノール樹脂と前記シランカップリング剤との質量比は、90:10〜40:60の範囲内である、請求項4に記載の塗装ステンレス鋼板。
【請求項6】
前記塗装前処理皮膜の付着量は、10〜300mg/m2の範囲内である、請求項4に記載の塗装ステンレス鋼板。
【請求項7】
前記ステンレス鋼板は、Alの含有量が0.05原子%以上である、請求項4に記載の塗装ステンレス鋼板。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−125682(P2012−125682A)
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願番号】特願2010−278453(P2010−278453)
【出願日】平成22年12月14日(2010.12.14)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
【公開日】平成24年7月5日(2012.7.5)
【国際特許分類】
【出願日】平成22年12月14日(2010.12.14)
【出願人】(000004581)日新製鋼株式会社 (1,178)
【Fターム(参考)】
[ Back to top ]