
塗装工程における鋼材表面の素地調整方法
【課題】腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る塗装工程における鋼材表面の素地調整方法を提供する。
【解決手段】塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げる。
【解決手段】塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装工程における鋼材表面の素地調整方法に関するものである。
【背景技術】
【0002】
一般に、鋼材の塗装を行う場合、鋼材表面から異物(錆、ミルスケール、水、油、埃、化学物質、その他)を除去すると共に、鋼材表面を粗くし塗膜との接触面積を増加させ塗膜の付着性を良くするために、該鋼材表面に対し圧縮空気と研削材(研掃材)を同時に噴射するサンドブラスト等の素地調整を行うようになっている。
【0003】
例えば、(社)日本道路協会発行の「鋼道路橋塗装・防食便覧」には、素地調整の程度が1種〜4種まで規定され、それぞれの処理面の状態、処理方法の具体例が示されている。
【0004】
そして、前記鋼材の塗装において、その塗膜寿命に影響を及ぼす要因としては、前記素地調整の他に、塗装回数、塗料の種類、その他の因子が挙げられるが、前記塗膜寿命に対する素地調整の寄与率は、全体の約50[%]を占めると言われており、塗装品質を向上させる上で素地調整は非常に重要となっている。
【0005】
又、湿度が50[%]以下である場合、素地調整後の急速な表面酸化(戻り錆)は発生しないが、湿度が60[%]程度では素地調整からおよそ四時間経過後に急速な戻り錆が発生し、更に湿度が80[%]以上では戻り錆発生までの時間が素地調整から約二時間となり、特に夜間は結露による戻り錆が塗膜寿命に大きく影響するため、夕刻以降の屋外での素地調整作業並びに塗装作業はなるべく避ける必要があると共に、素地調整後は放置制限時間以内に速やかに塗装しなければならない。
【0006】
尚、前述の如き素地調整に関連する一般的技術水準を示すものとしては、例えば、特許文献1がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4435336号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、前記特許文献1に開示されたものでは、素地調整として乾式のサンドブラストの代わりに湿式のウォーターブラストを行うようにしているため、腐食抑制剤を添加した大量の水が必要で且つ高圧水に対する安全対策が必要となり、非常に手間がかかり費用も嵩むと共に、廃水処理できる環境でないと使用不可能になるという欠点を有していた。
【0009】
本発明は、斯かる実情に鑑み、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る塗装工程における鋼材表面の素地調整方法を提供しようとするものである。
【課題を解決するための手段】
【0010】
本発明は、塗装が行われる前の鋼材表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材の電位を防食電位以下に下げることを特徴とする塗装工程における鋼材表面の素地調整方法にかかるものである。
【0011】
上記手段によれば、以下のような作用が得られる。
【0012】
前述の如く、塗装が行われる前の鋼材表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材の電位を防食電位以下に下げると、鋼材に対し防錆性が付与されて戻り錆発生までの時間を延長させることが可能となる。
【0013】
又、特許文献1に開示されたものとは異なり、素地調整として湿式のウォーターブラストではなく乾式ブラストを行うようにしているため、腐食抑制剤を添加した大量の水が不要で且つ高圧水に対する安全対策が不要となり、手間がかからず費用も少なくて済むと共に、廃水処理できる環境でなくても使用可能になる。
【発明の効果】
【0014】
本発明の塗装工程における鋼材表面の素地調整方法によれば、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得るという優れた効果を奏し得る。
【図面の簡単な説明】
【0015】
【図1】本発明の塗装工程における鋼材表面の素地調整方法の第一実施例を示す概要構成図である。
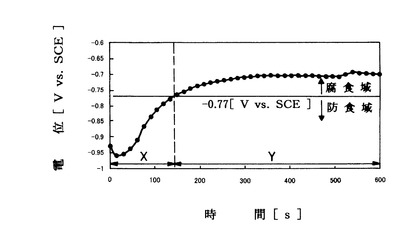
【図2】本発明の塗装工程における鋼材表面の素地調整方法の第一実施例において、亜鉛が混入された研削材を用い乾式ブラストにて素地調整した試験片を海水中に浸漬させ、自然電位を測定した結果を示す図である。
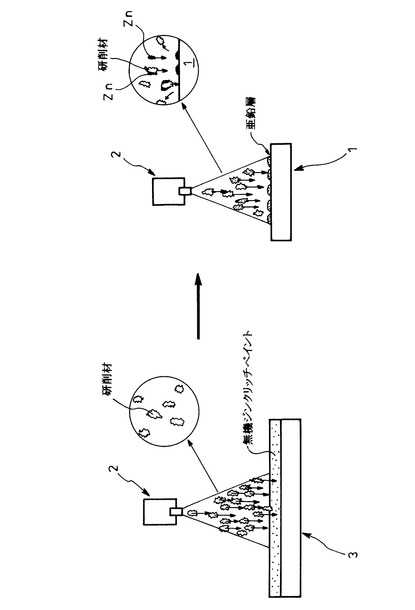
【図3】本発明の塗装工程における鋼材表面の素地調整方法の第二実施例を示す概要構成図である。
【図4】本発明の塗装工程における鋼材表面の素地調整方法の第三実施例を示す概要構成図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を添付図面を参照して説明する。
【0017】
図1は本発明の塗装工程における鋼材表面の素地調整方法の第一実施例であって、塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げるようにしたものである。
【0018】
本実施例の場合、前記鉄より卑な犠牲防食効果を有する金属として、例えば、粒径がおよそ7[μm]の亜鉛粒子を用いると共に、前記研削材として、例えば、粒径がおよそ710[μm]のアルミナ粒子を用い、該アルミナ粒子に対する亜鉛粒子の混入量を0、1、3、5、10、15、20[wt%]とし、該混合粒子をブラストガン2から使用圧力およそ3[kgf/cm2](≒3×9.8×10-2[MPa])で鋼材1に吹き付け、素地調整を行ない、平均気温10[℃]、湿度20[%]、二日目〜三日目にかけて降雨という屋外暴露環境下で五日間、前記鋼材1の表面状態の経過を観察した。錆の評価は、錆びた部分の面積分率で評価し、JIS K 5600-8-3に定義された錆の等級Ri(degree of rusting)を元にして、Ri0〜Ri5の六段階で等級付けをし、その結果を下記の表1に示す。尚、この場合、素地調整後の湿度は20[%]であって50[%]以下であり、時間単位での急速な表面酸化(戻り錆)は発生しないため、表1には日数単位でのデータを記載してある。
【表1】

【0019】
因みに、前記等級Riと錆の面積との関係は、Ri0が0[%]、Ri1が0.05[%]、Ri2が0.5[%]、Ri3が1[%]、Ri4が8[%]、Ri5が40〜50[%]となっている。表1の三日経過後の比較結果から明らかなように、亜鉛混入量が0〜3[wt%]では違いが見られないが、5[wt%]以上の亜鉛を混入することで錆の発生率が軽減可能となることが確認された。又、亜鉛混入量を10[wt%]以上としても大きな変化は見られないことから防錆性を発揮させるためには、亜鉛混入量を10[wt%]とすることが望ましい。
【0020】
図2は亜鉛粒子が5[wt%]混入されたアルミナ粒子からなる研削材を用い乾式ブラストにて素地調整した試験片(鋼材1)を3[wt%]の海水中に浸漬し、自然電位を測定した結果を示す図であって、測定開始時の初期電位は−0.96[V vs.SCE]で亜鉛の自然電位に由来する値を示した。このことからも亜鉛が鋼材1表面に存在していることが明らかである。又、図2において防食電位(−0.77[V vs.SCE])以下となるXの範囲では鋼材1は防食されており、
Zn+1/2O2+H2O→Zn(OH)2
という反応が起きているのに対し、前記防食電位を越えたYの範囲では、前記鋼材1の電位が防食電位よりも貴であることから、
Fe+1/2O2+H2O→Fe(OH)2
という反応が起き、鋼材1の腐食反応が進行していると考えられる。このような電位測定において図2のXの範囲の挙動を示す鋼材1であれば、屋外暴露環境においても防食性(防錆性)を発揮すると考えられる。尚、図2に示すデータはあくまでも条件として腐食環境が非常に厳しい海水中に鋼材1を浸したものであるため、Xの範囲がおよそ150[s]と短くなっているが、海水中ではない地上における屋外暴露環境では、素地調整後に戻り錆が発生するまでの時間は充分に長くなる。
【0021】
又、前記研削材に亜鉛を混入することで研削効果にどのような影響が出るかを評価するために、亜鉛粒子が混入されていないアルミナ粒子からなる研削材を用い乾式ブラスト(ブラスト回数は五回)にて素地調整した試験片(鋼材1)の面粗度と、亜鉛粒子が10[wt%]混入されたアルミナ粒子からなる研削材を用い乾式ブラスト(ブラスト回数は五回)にて素地調整した試験片(鋼材1)の面粗度とを比較する試験を行った。この試験において、鋼材1の表面からランダムに抜き取った各部分における、表面粗さを表すパラメータである算術平均粗さ(Ra)は、下記の表2に示す如く、亜鉛混入量が0[wt%]の場合には4.2[μm]であるのに対し、亜鉛混入量が10[wt%]の場合には4.15[μm]となり、又、鋼材1の表面からランダムに抜き取った各部分における、表面粗さを表すパラメータである十点平均粗さ(RzJIS)は、下記の表2に示す如く、亜鉛混入量が0[wt%]の場合には35[μm]であるのに対し、亜鉛混入量が10[wt%]の場合には41.3[μm]となった。
【表2】
【0022】
この試験結果は、研削材に亜鉛を混入した場合においても、研削材に亜鉛を混入しない場合と同等の面粗度になって充分な研削効果が得られることを意味し、錆が除去されていることも目視にて確認されたため、研削材に亜鉛を混入しても鋼材1表面に対する塗膜の密着性に悪影響を及ぼす心配はない。尚、前記算術平均粗さ(Ra)と十点平均粗さ(RzJIS)は、JIS B 0601(2001)・JIS B 0031に定義されている。
【0023】
更に、下記の表3は、亜鉛粒子が混入されていないアルミナ粒子からなる研削材を用い乾式ブラストにて素地調整した試験片(鋼材1)に塗装を行った後の塗膜の付着力と、亜鉛粒子が10[wt%]混入されたアルミナ粒子からなる研削材を用い乾式ブラストにて素地調整した試験片(鋼材1)に塗装を行った後の塗膜の付着力とを比較測定した結果を示すものであって、塗料として無機ジンクリッチペイントと変性エポキシ樹脂塗料を用い、完全乾燥後のそれぞれの塗膜の表面に接着剤にて引張試験用の端子を接着し、該端子を塗膜に対し垂直に引っ張ることにより、剥離が生じた際の引張力を塗膜の付着力として記録したものである。
【表3】
【0024】
又、上記の表3には、塩水噴霧試験(300[hr])実施後の比較測定結果も示してある。一般に、(社)日本鋼構造協会発行の「鋼構造物塗膜調査マニュアル」に掲載されているように、前記剥離が生じた際の引張力で表される塗膜の付着力は、2[MPa]以上あれば問題ないとされており、表3からも明らかなように、鋼材1表面に亜鉛を付着させても塗膜の付着力に悪影響を及ぼす心配はない。
【0025】
本第一実施例の如く、塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属として亜鉛が混入された研削材をブラストガン2から乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げると、鋼材1に対し防錆性が付与されて戻り錆発生までの時間を延長させることが可能となる。
【0026】
又、特許文献1に開示されたものとは異なり、素地調整として湿式のウォーターブラストではなく乾式ブラストを行うようにしているため、腐食抑制剤を添加した大量の水が不要で且つ高圧水に対する安全対策が不要となり、手間がかからず費用も少なくて済むと共に、廃水処理できる環境でなくても使用可能になる。
【0027】
こうして、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材1に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る。
【0028】
図3は本発明の塗装工程における鋼材表面の素地調整方法の第二実施例であって、図中、図1と同一の符号を付した部分は同一物を表わしており、基本的な構成は図1に示す第一実施例と同様であるが、本第二実施例の特徴とするところは、図3に示す如く、研削材として、例えば、粒径がおよそ710[μm]のアルミナ粒子を用い、該アルミナ粒子からなる研削材のみをブラストガン2から使用圧力およそ3[kgf/cm2](≒3×9.8×10-2[MPa])で、顔料として亜鉛粉末を含む無機ジンクリッチペイントが予め塗装された塗装鋼材3に対し吹き付け、該塗装鋼材3に対し吹き付けられた研削材を一旦回収し、該回収された研削材をブラストガン2から前記塗装鋼材3の場合と同様の条件で鋼材1に吹き付け、素地調整を行なうようにした点にある。
【0029】
図3に示す第二実施例の場合、前記回収された研削材には、塗装鋼材3に予め塗装された無機ジンクリッチペイントが付着していると共に、剥がれ落ちた無機ジンクリッチペイントも混在し、亜鉛が含まれている形となるため、前記回収された研削材をブラストガン2から鋼材1に吹き付けて素地調整を行なうと、該鋼材1表面には亜鉛層が形成されることとなる。
【0030】
こうして、第二実施例においても、第一実施例の場合と同様、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材1に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る。
【0031】
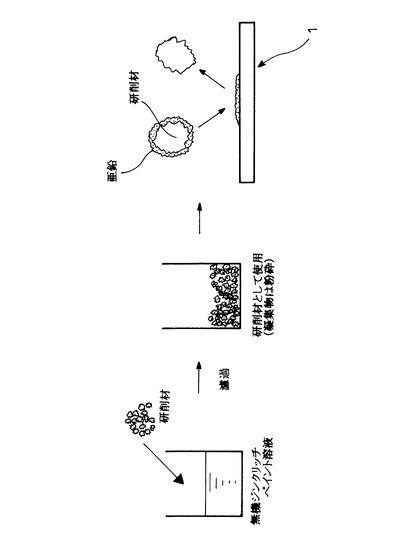
図4は本発明の塗装工程における鋼材表面の素地調整方法の第三実施例であって、図中、図1と同一の符号を付した部分は同一物を表わしており、基本的な構成は図1に示す第一実施例と同様であるが、本第三実施例の特徴とするところは、図4に示す如く、研削材として、例えば、粒径がおよそ710[μm]のアルミナ粒子を用い、該アルミナ粒子からなる研削材を、顔料として亜鉛粉末を含む無機ジンクリッチペイント溶液に浸し、これを濾過して乾燥させ、凝集物は粉砕し、外周に亜鉛がコーティングされた研削材をブラストガン2(図1参照)から使用圧力およそ3[kgf/cm2](≒3×9.8×10-2[MPa])で、鋼材1に吹き付け、素地調整を行なうようにした点にある。
【0032】
図4に示す第三実施例の場合、前記外周に亜鉛がコーティングされた研削材をブラストガン2(図1参照)から鋼材1に吹き付けて素地調整を行なうと、該鋼材1表面にはやはり亜鉛層が形成されることとなる。
【0033】
こうして、第三実施例においても、第一実施例並びに第二実施例の場合と同様、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材1に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る。
【0034】
尚、本発明の塗装工程における鋼材表面の素地調整方法は、上述の実施例にのみ限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【符号の説明】
【0035】
1 鋼材
2 ブラストガン
3 塗装鋼材
【技術分野】
【0001】
本発明は、塗装工程における鋼材表面の素地調整方法に関するものである。
【背景技術】
【0002】
一般に、鋼材の塗装を行う場合、鋼材表面から異物(錆、ミルスケール、水、油、埃、化学物質、その他)を除去すると共に、鋼材表面を粗くし塗膜との接触面積を増加させ塗膜の付着性を良くするために、該鋼材表面に対し圧縮空気と研削材(研掃材)を同時に噴射するサンドブラスト等の素地調整を行うようになっている。
【0003】
例えば、(社)日本道路協会発行の「鋼道路橋塗装・防食便覧」には、素地調整の程度が1種〜4種まで規定され、それぞれの処理面の状態、処理方法の具体例が示されている。
【0004】
そして、前記鋼材の塗装において、その塗膜寿命に影響を及ぼす要因としては、前記素地調整の他に、塗装回数、塗料の種類、その他の因子が挙げられるが、前記塗膜寿命に対する素地調整の寄与率は、全体の約50[%]を占めると言われており、塗装品質を向上させる上で素地調整は非常に重要となっている。
【0005】
又、湿度が50[%]以下である場合、素地調整後の急速な表面酸化(戻り錆)は発生しないが、湿度が60[%]程度では素地調整からおよそ四時間経過後に急速な戻り錆が発生し、更に湿度が80[%]以上では戻り錆発生までの時間が素地調整から約二時間となり、特に夜間は結露による戻り錆が塗膜寿命に大きく影響するため、夕刻以降の屋外での素地調整作業並びに塗装作業はなるべく避ける必要があると共に、素地調整後は放置制限時間以内に速やかに塗装しなければならない。
【0006】
尚、前述の如き素地調整に関連する一般的技術水準を示すものとしては、例えば、特許文献1がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特許第4435336号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
ところで、前記特許文献1に開示されたものでは、素地調整として乾式のサンドブラストの代わりに湿式のウォーターブラストを行うようにしているため、腐食抑制剤を添加した大量の水が必要で且つ高圧水に対する安全対策が必要となり、非常に手間がかかり費用も嵩むと共に、廃水処理できる環境でないと使用不可能になるという欠点を有していた。
【0009】
本発明は、斯かる実情に鑑み、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る塗装工程における鋼材表面の素地調整方法を提供しようとするものである。
【課題を解決するための手段】
【0010】
本発明は、塗装が行われる前の鋼材表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材の電位を防食電位以下に下げることを特徴とする塗装工程における鋼材表面の素地調整方法にかかるものである。
【0011】
上記手段によれば、以下のような作用が得られる。
【0012】
前述の如く、塗装が行われる前の鋼材表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材の電位を防食電位以下に下げると、鋼材に対し防錆性が付与されて戻り錆発生までの時間を延長させることが可能となる。
【0013】
又、特許文献1に開示されたものとは異なり、素地調整として湿式のウォーターブラストではなく乾式ブラストを行うようにしているため、腐食抑制剤を添加した大量の水が不要で且つ高圧水に対する安全対策が不要となり、手間がかからず費用も少なくて済むと共に、廃水処理できる環境でなくても使用可能になる。
【発明の効果】
【0014】
本発明の塗装工程における鋼材表面の素地調整方法によれば、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得るという優れた効果を奏し得る。
【図面の簡単な説明】
【0015】
【図1】本発明の塗装工程における鋼材表面の素地調整方法の第一実施例を示す概要構成図である。
【図2】本発明の塗装工程における鋼材表面の素地調整方法の第一実施例において、亜鉛が混入された研削材を用い乾式ブラストにて素地調整した試験片を海水中に浸漬させ、自然電位を測定した結果を示す図である。
【図3】本発明の塗装工程における鋼材表面の素地調整方法の第二実施例を示す概要構成図である。
【図4】本発明の塗装工程における鋼材表面の素地調整方法の第三実施例を示す概要構成図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態を添付図面を参照して説明する。
【0017】
図1は本発明の塗装工程における鋼材表面の素地調整方法の第一実施例であって、塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げるようにしたものである。
【0018】
本実施例の場合、前記鉄より卑な犠牲防食効果を有する金属として、例えば、粒径がおよそ7[μm]の亜鉛粒子を用いると共に、前記研削材として、例えば、粒径がおよそ710[μm]のアルミナ粒子を用い、該アルミナ粒子に対する亜鉛粒子の混入量を0、1、3、5、10、15、20[wt%]とし、該混合粒子をブラストガン2から使用圧力およそ3[kgf/cm2](≒3×9.8×10-2[MPa])で鋼材1に吹き付け、素地調整を行ない、平均気温10[℃]、湿度20[%]、二日目〜三日目にかけて降雨という屋外暴露環境下で五日間、前記鋼材1の表面状態の経過を観察した。錆の評価は、錆びた部分の面積分率で評価し、JIS K 5600-8-3に定義された錆の等級Ri(degree of rusting)を元にして、Ri0〜Ri5の六段階で等級付けをし、その結果を下記の表1に示す。尚、この場合、素地調整後の湿度は20[%]であって50[%]以下であり、時間単位での急速な表面酸化(戻り錆)は発生しないため、表1には日数単位でのデータを記載してある。
【表1】
【0019】
因みに、前記等級Riと錆の面積との関係は、Ri0が0[%]、Ri1が0.05[%]、Ri2が0.5[%]、Ri3が1[%]、Ri4が8[%]、Ri5が40〜50[%]となっている。表1の三日経過後の比較結果から明らかなように、亜鉛混入量が0〜3[wt%]では違いが見られないが、5[wt%]以上の亜鉛を混入することで錆の発生率が軽減可能となることが確認された。又、亜鉛混入量を10[wt%]以上としても大きな変化は見られないことから防錆性を発揮させるためには、亜鉛混入量を10[wt%]とすることが望ましい。
【0020】
図2は亜鉛粒子が5[wt%]混入されたアルミナ粒子からなる研削材を用い乾式ブラストにて素地調整した試験片(鋼材1)を3[wt%]の海水中に浸漬し、自然電位を測定した結果を示す図であって、測定開始時の初期電位は−0.96[V vs.SCE]で亜鉛の自然電位に由来する値を示した。このことからも亜鉛が鋼材1表面に存在していることが明らかである。又、図2において防食電位(−0.77[V vs.SCE])以下となるXの範囲では鋼材1は防食されており、
Zn+1/2O2+H2O→Zn(OH)2
という反応が起きているのに対し、前記防食電位を越えたYの範囲では、前記鋼材1の電位が防食電位よりも貴であることから、
Fe+1/2O2+H2O→Fe(OH)2
という反応が起き、鋼材1の腐食反応が進行していると考えられる。このような電位測定において図2のXの範囲の挙動を示す鋼材1であれば、屋外暴露環境においても防食性(防錆性)を発揮すると考えられる。尚、図2に示すデータはあくまでも条件として腐食環境が非常に厳しい海水中に鋼材1を浸したものであるため、Xの範囲がおよそ150[s]と短くなっているが、海水中ではない地上における屋外暴露環境では、素地調整後に戻り錆が発生するまでの時間は充分に長くなる。
【0021】
又、前記研削材に亜鉛を混入することで研削効果にどのような影響が出るかを評価するために、亜鉛粒子が混入されていないアルミナ粒子からなる研削材を用い乾式ブラスト(ブラスト回数は五回)にて素地調整した試験片(鋼材1)の面粗度と、亜鉛粒子が10[wt%]混入されたアルミナ粒子からなる研削材を用い乾式ブラスト(ブラスト回数は五回)にて素地調整した試験片(鋼材1)の面粗度とを比較する試験を行った。この試験において、鋼材1の表面からランダムに抜き取った各部分における、表面粗さを表すパラメータである算術平均粗さ(Ra)は、下記の表2に示す如く、亜鉛混入量が0[wt%]の場合には4.2[μm]であるのに対し、亜鉛混入量が10[wt%]の場合には4.15[μm]となり、又、鋼材1の表面からランダムに抜き取った各部分における、表面粗さを表すパラメータである十点平均粗さ(RzJIS)は、下記の表2に示す如く、亜鉛混入量が0[wt%]の場合には35[μm]であるのに対し、亜鉛混入量が10[wt%]の場合には41.3[μm]となった。
【表2】
【0022】
この試験結果は、研削材に亜鉛を混入した場合においても、研削材に亜鉛を混入しない場合と同等の面粗度になって充分な研削効果が得られることを意味し、錆が除去されていることも目視にて確認されたため、研削材に亜鉛を混入しても鋼材1表面に対する塗膜の密着性に悪影響を及ぼす心配はない。尚、前記算術平均粗さ(Ra)と十点平均粗さ(RzJIS)は、JIS B 0601(2001)・JIS B 0031に定義されている。
【0023】
更に、下記の表3は、亜鉛粒子が混入されていないアルミナ粒子からなる研削材を用い乾式ブラストにて素地調整した試験片(鋼材1)に塗装を行った後の塗膜の付着力と、亜鉛粒子が10[wt%]混入されたアルミナ粒子からなる研削材を用い乾式ブラストにて素地調整した試験片(鋼材1)に塗装を行った後の塗膜の付着力とを比較測定した結果を示すものであって、塗料として無機ジンクリッチペイントと変性エポキシ樹脂塗料を用い、完全乾燥後のそれぞれの塗膜の表面に接着剤にて引張試験用の端子を接着し、該端子を塗膜に対し垂直に引っ張ることにより、剥離が生じた際の引張力を塗膜の付着力として記録したものである。
【表3】
【0024】
又、上記の表3には、塩水噴霧試験(300[hr])実施後の比較測定結果も示してある。一般に、(社)日本鋼構造協会発行の「鋼構造物塗膜調査マニュアル」に掲載されているように、前記剥離が生じた際の引張力で表される塗膜の付着力は、2[MPa]以上あれば問題ないとされており、表3からも明らかなように、鋼材1表面に亜鉛を付着させても塗膜の付着力に悪影響を及ぼす心配はない。
【0025】
本第一実施例の如く、塗装が行われる前の鋼材1表面に対し、鉄より卑な犠牲防食効果を有する金属として亜鉛が混入された研削材をブラストガン2から乾式ブラストすることにより、鋼材1の電位を防食電位以下に下げると、鋼材1に対し防錆性が付与されて戻り錆発生までの時間を延長させることが可能となる。
【0026】
又、特許文献1に開示されたものとは異なり、素地調整として湿式のウォーターブラストではなく乾式ブラストを行うようにしているため、腐食抑制剤を添加した大量の水が不要で且つ高圧水に対する安全対策が不要となり、手間がかからず費用も少なくて済むと共に、廃水処理できる環境でなくても使用可能になる。
【0027】
こうして、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材1に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る。
【0028】
図3は本発明の塗装工程における鋼材表面の素地調整方法の第二実施例であって、図中、図1と同一の符号を付した部分は同一物を表わしており、基本的な構成は図1に示す第一実施例と同様であるが、本第二実施例の特徴とするところは、図3に示す如く、研削材として、例えば、粒径がおよそ710[μm]のアルミナ粒子を用い、該アルミナ粒子からなる研削材のみをブラストガン2から使用圧力およそ3[kgf/cm2](≒3×9.8×10-2[MPa])で、顔料として亜鉛粉末を含む無機ジンクリッチペイントが予め塗装された塗装鋼材3に対し吹き付け、該塗装鋼材3に対し吹き付けられた研削材を一旦回収し、該回収された研削材をブラストガン2から前記塗装鋼材3の場合と同様の条件で鋼材1に吹き付け、素地調整を行なうようにした点にある。
【0029】
図3に示す第二実施例の場合、前記回収された研削材には、塗装鋼材3に予め塗装された無機ジンクリッチペイントが付着していると共に、剥がれ落ちた無機ジンクリッチペイントも混在し、亜鉛が含まれている形となるため、前記回収された研削材をブラストガン2から鋼材1に吹き付けて素地調整を行なうと、該鋼材1表面には亜鉛層が形成されることとなる。
【0030】
こうして、第二実施例においても、第一実施例の場合と同様、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材1に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る。
【0031】
図4は本発明の塗装工程における鋼材表面の素地調整方法の第三実施例であって、図中、図1と同一の符号を付した部分は同一物を表わしており、基本的な構成は図1に示す第一実施例と同様であるが、本第三実施例の特徴とするところは、図4に示す如く、研削材として、例えば、粒径がおよそ710[μm]のアルミナ粒子を用い、該アルミナ粒子からなる研削材を、顔料として亜鉛粉末を含む無機ジンクリッチペイント溶液に浸し、これを濾過して乾燥させ、凝集物は粉砕し、外周に亜鉛がコーティングされた研削材をブラストガン2(図1参照)から使用圧力およそ3[kgf/cm2](≒3×9.8×10-2[MPa])で、鋼材1に吹き付け、素地調整を行なうようにした点にある。
【0032】
図4に示す第三実施例の場合、前記外周に亜鉛がコーティングされた研削材をブラストガン2(図1参照)から鋼材1に吹き付けて素地調整を行なうと、該鋼材1表面にはやはり亜鉛層が形成されることとなる。
【0033】
こうして、第三実施例においても、第一実施例並びに第二実施例の場合と同様、腐食抑制剤を添加した大量の水並びに高圧水に対する安全対策が不要で、場所を選ばず手間や費用をかけずに素地調整を行うことができ、且つ鋼材1に対し防錆性を付与して戻り錆発生までの時間を延長させることができ、塗装作業に関する制約を緩和し得る。
【0034】
尚、本発明の塗装工程における鋼材表面の素地調整方法は、上述の実施例にのみ限定されるものではなく、本発明の要旨を逸脱しない範囲内において種々変更を加え得ることは勿論である。
【符号の説明】
【0035】
1 鋼材
2 ブラストガン
3 塗装鋼材
【特許請求の範囲】
【請求項1】
塗装が行われる前の鋼材表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材の電位を防食電位以下に下げることを特徴とする塗装工程における鋼材表面の素地調整方法。
【請求項1】
塗装が行われる前の鋼材表面に対し、鉄より卑な犠牲防食効果を有する金属が混入された研削材を乾式ブラストすることにより、鋼材の電位を防食電位以下に下げることを特徴とする塗装工程における鋼材表面の素地調整方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−16661(P2012−16661A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−155443(P2010−155443)
【出願日】平成22年7月8日(2010.7.8)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月8日(2010.7.8)
【出願人】(000000099)株式会社IHI (5,014)
【Fターム(参考)】
[ Back to top ]