
塗装建築板の製造方法
【課題】本発明は、建築板に立体感と自然な風合いとを兼ね備える意匠模様を容易且つ安定的に付与することができる塗装建築板の製造方法を提供する。
【解決手段】本発明に係る塗装建築板の製造方法は、
基材1を準備するステップ、
前記基材1を覆う湿潤状態の第一の塗膜2を形成するステップ、及び
前記第一の塗膜2に、凸部4を有する除去用部材3の前記凸部4を押し当て、続いて前記除去用部材3を前記第一の塗膜2から離すことで、前記凸部4上に前記第一の塗膜2の一部5を転写するステップを含む。
【解決手段】本発明に係る塗装建築板の製造方法は、
基材1を準備するステップ、
前記基材1を覆う湿潤状態の第一の塗膜2を形成するステップ、及び
前記第一の塗膜2に、凸部4を有する除去用部材3の前記凸部4を押し当て、続いて前記除去用部材3を前記第一の塗膜2から離すことで、前記凸部4上に前記第一の塗膜2の一部5を転写するステップを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、外装材等として用いられる塗装建築板の製造方法に関する。
【背景技術】
【0002】
外装材等の建築板として、従来、種々の塗装が施されている塗装建築板が使用されている。塗装建築板に求められる意匠模様の一つとして、木目調模様などのように立体感と自然な風合いを兼ね備える模様がある。
【0003】
建築板にこのような模様を形成するための手法の一例が、特許文献1に開示されている。この特許文献1には、複数の凸部により凹凸模様を形成してなる意匠表面を有する原板における意匠表面に下側塗料を塗布乾燥させて下側塗料層を形成し、この下側塗料層の表面に、下側塗料とは色彩の異なる上側塗料を塗布して上側塗料層を形成し、この上側塗料が乾燥する前に、この上側塗料を付着除去する除去ロールを上側塗料に接触させることで、凸部における上側塗料を付着除去し、これにより、意匠模様を有する建築板を製造することが、開示されている。
【0004】
しかし、特許文献1に記載の方法では、要は塗料をロールによって掻き取ることにより除去するため、塗料が掻き取られる際にロービング(ロール目)が発生することがある。特に塗料としてチクソ性の高い水性エマルション系塗料が使用される場合にはロービングが発生しやすくなってしまう。このため、塗装の仕上がりが悪くなりやすいという問題があった。また、原板の凹凸のみを利用して塗料を掻き取るため、複数の原板間でその厚みの相違に生じると、原板間で塗装の仕上がりが変化してしまうという問題もあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−177578号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記事由に鑑みてなされたものであり、その課題は、建築板に立体感と自然な風合いとを兼ね備える意匠模様を容易且つ安定的に付与することができる塗装建築板の製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る塗装建築板の製造方法は、
基材を準備するステップ、
前記基材を覆う湿潤状態の第一の塗膜を形成するステップ、及び
前記第一の塗膜に、凸部を有する除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離すことで、前記凸部上に前記第一の塗膜の一部を転写するステップを含む。
【0008】
本発明において、前記除去用部材が、ゴム製であることが好ましい。
【0009】
本発明において、前記除去用部材が、ローラの周面上に形成され、
前記基材を移動させながらこの基材の上で前記ローラを回転させることによって、前記第一の塗膜に、前記除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離すことが好ましい。
【0010】
本発明において、前記除去用部材の、前記ローラの周方向に沿った長さが、前記基材の、この基材の移動方向に沿った長さの、正の整数倍であることが好ましい。
【0011】
本発明に係る塗装建築板の製造方法は、前記第一の塗膜が形成される前の基材上に、前記基材を覆う、前記第一の塗膜とは異なる一以上の塗膜を形成するステップを更に含み、
前記塗膜の上に前記第一の塗膜を形成することが好ましい。
【0012】
本発明において、前記第一の塗膜に顔料を含有させることが好ましい。
【0013】
本発明において、前記第一の塗膜を水性塗料から形成することが好ましい。
【発明の効果】
【0014】
本発明によれば、建築板に、立体感と自然な風合いとを兼ね備える意匠模様を、容易且つ安定的に付与することができる。
【図面の簡単な説明】
【0015】
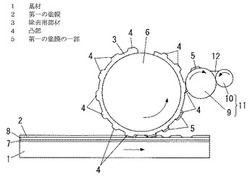
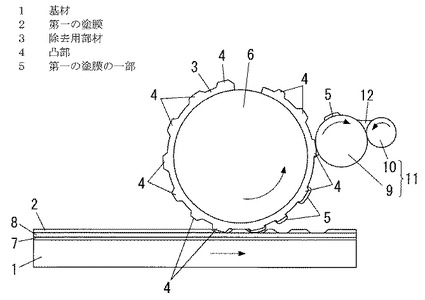
【図1】本実施形態による除去用部材の一態様、並びにこの除去用部材を用いて第一の塗膜に凹凸模様を形成する工程の一態様を示す概略図である。
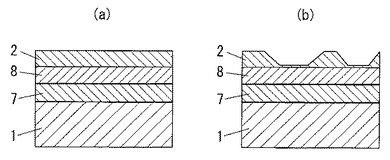
【図2】図2(a)は基材上に下塗塗膜、中塗塗膜及び上塗塗膜が設けられている様子を示す概略の断面図、図2(b)は基材上に下塗塗膜、中塗塗膜及び上塗塗膜が設けられ、更に上塗塗膜に凹凸模様が形成されている様子を示す概略の断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の一実施形態について説明する。
【0017】
本実施形態による塗装建築板の製造方法では、まず基材1を準備する。基材1として、例えばセメント系の無機質板が用いられる。セメント系の無機質板は、例えばセメントと補強繊維を主成分とする湿潤シート(グリーンシート)から形成される。この湿潤シートは、例えばセメント系の水性スラリーを原料組成物として用い、これを長網式、丸網式の各種の抄造法により抄造することで得られる。湿潤シートは、例えば押出成形等の他の適宜の手法により得られてもよい。
【0018】
原料組成物の組成は特に制限されないが、例えばこの原料組成物は、水硬性セメント、充填材、補強繊維等からなる固形分と、水とを含有するスラリーである。
【0019】
水硬性セメントとしては、普通ポルトランドセメント、高炉セメント等の、適宜に組成が調製されたセメントが挙げられる。固形分中の水硬性セメントの割合は30〜95質量%の範囲であることが好ましい。充填材としてはシリカ、珪石粉、フライアッシュ等が挙げられる。固形分中の充填材の割合は2〜60質量%の範囲であることが好ましい。補強繊維としてはパルプ等が挙げられる。パルプとしては、針葉樹パルプ、広葉樹パルプ、古紙パルプ等が挙げられ、これらのうち一種のみが用いられても二種以上が併用されてもよい。固形分中の補強繊維の割合は3〜10質量%の範囲であることが好ましい。また、原料組成物中における固形分100質量部に対する水の割合は15〜2000質量部の範囲であることが好ましい。
【0020】
このような湿潤シートが養生硬化されることで基材1が得られる。湿潤シートの養生硬化は、適宜の手法によりおこなわれる。湿潤シートの養生硬化のためには、特にオートクレーブ養生が採用されることが好ましく、この場合の養生温度は140℃以上であることが好ましい。また、オートクレーブ養生に先だって、湿潤シートを水蒸気により加温する促進前養生が施されることも好ましい。すなわち、湿潤シートには促進前養生とそれに続くオートクレーブ養生の二段階の養生が施されることが好ましい。この場合、基材1の強度が特に向上すると共に基材1の組織及び性能の均質性が向上する。
【0021】
湿潤シートの表面にシーラーが塗布されてからこの湿潤シートが養生硬化されることも好ましい。この場合、養生時のエフロレッセンスの発生が抑制される。またシーラーによる塗膜が耐透水性を発揮することで、基材1の耐透水性が向上する。
【0022】
シーラーとしては、特に制限されないが、例えばアクリル系、酢酸ビニル系、エポキシ系、塩化ゴム系、ウレタン系、シリコン系、フッ素系等の水性樹脂エマルションを用いることができる。またシーラーは、重質炭酸カルシウム、沈降性炭酸カルシウム、カオリン、ベントナイト、セリサイト、ドロマイト、タルク、クレー、酸化アルミニウム、酸化マグネシウム、珪藻土等の無機粒子を含んでいてもよい。
【0023】
このようなシーラーが、湿潤シートの表面上に塗布され、更に加熱されることで成膜することにより、シーラーによる塗膜が形成される。シーラーによる塗膜は養生前に形成される。また促進前養生がおこなわれる場合には、促進前養生後にシーラーによる塗膜が形成され、続いてオートクレーブ養生が施されてもよく、この場合、塗装建築板の耐凍害性や寸法安定性が向上する。
【0024】
このように養生硬化により得られた基材1には、必要に応じて乾燥処理、切削加工などが、施される。
【0025】
この基材1を覆うように、図2(a)に示されるように、湿潤状態の第一の塗膜2が形成される。基材1における塗装が施される面は平坦であることが好ましい。第一の塗膜2は基材1上に直接形成されてもよいが、まず基材1上に一又は複数の塗膜が形成され、その上に第一の塗膜2が形成されることが好ましい。本実施形態では、基材1上に下塗塗膜(第二の塗膜7)、中塗塗膜(第三の塗膜8)が順に形成され、更にその上に上塗塗膜(第一の塗膜2)が形成される。これらの塗膜は、スプレーコート、カーテンコート、フローコート等の適宜の手法により形成される。
【0026】
第一の塗膜2、第二の塗膜7及び第三の塗膜8は、適宜の塗料から形成される。このような塗料としては、アクリル系エマルションをベースにしたアクリルエマルション塗料、アクリルシリコン系エマルションをベースにしたアクリルシリコン系エマルション塗料などの水性エマルション系塗料、溶剤型アクリルウレタン系塗料などの溶剤型塗料などが挙げられる。塗装建築板の製造時の環境の悪化抑制のためには、水性エマルション系塗料などのように溶剤として水を含有する水性塗料が用いられることが好ましい。また、特に第一の塗膜2を形成するために水性塗料が用いられることは、後述する通り第一の塗膜2の乾燥速度が適度な範囲となるため、特に好ましい。
【0027】
基材1上に形成される塗膜は、着色顔料を含有してもよい。着色顔料としては、特に制限されないが、酸化チタン、ベンガラ、オーカー、炭酸カルシウム、複合金属酸化物等の無機顔料、カーボンブラック、キナクリドン、ナフトールレッド、シアニンブルー、シアニングリーン、ハンザイエロー、群青等の有機顔料などが挙げられる。これらの顔料のうち一種のみが用いられても、二種以上が併用されてもよい。
【0028】
特に第一の塗膜2が着色顔料を含有することが好ましく、更に第一の塗膜2の直ぐ下の塗膜(第三の塗膜8)も着色顔料を含有することが好ましい。この場合、第一の塗膜2に凹凸模様が形成されるのに伴って色彩的な変化に富んだ意匠模様が形成される。このように塗装建築板に色彩的な変化に富んだ意匠模様が形成されるためには、第一の塗膜2の顔料重量濃度(PWC)は、5〜50%の範囲であることが好ましく、特に10〜30%の範囲であることが好ましい。また、第三の塗膜8の顔料重量濃度(PWC)は、5〜50%の範囲であることが好ましく、特に40〜50%の範囲であることが好ましい。顔料重量濃度とは、全塗料固形分重量に対する含有顔料重量の百分率である。
【0029】
湿潤状態の第一の塗膜2の厚みは適宜設定されるが、特に40〜80μmの範囲であることが好ましい。第二の塗膜7の厚み(乾燥膜厚)も適宜設定されるが、特に5〜20μmの範囲であることが好ましい。また第三の塗膜8の厚み(乾燥膜厚)も適宜設定されるが、特に25〜50μmの範囲であることが好ましい。
【0030】
凸部4を有する除去用部材3を準備し、湿潤状態の第一の塗膜2に除去用部材3の凸部4を押し当て、続いてこの除去用部材3を第一の塗膜2から離すことで、凸部4上に第一の塗膜2の一部5を転写する。これにより、図2(b)に示されるように、第一の塗膜2に凹凸模様が形成される。
【0031】
図1に、除去用部材3の一態様、並びにこの除去用部材3を用いて第一の塗膜2に凹凸模様を形成する工程の一態様を示す。本態様では、除去用部材3はローラ6の周面上に形成されている。この除去用部材3は感光性樹脂から形成されることが好ましい。この場合、シート状の除去用部材3が作製される際、凸部4が精度良く形成され得るようになる。また除去用部材3がゴム製であることも好ましい。この場合、シート状の除去用部材3が作製される際、レーザー彫刻等により凸部4の突出寸法が所定の寸法に容易に形成され得るようになる。除去用部材3が感光性樹脂から形成される場合の除去用部材3は、例えば熱可塑性エラストマー、光重合不飽和モノマー、光重合開始剤等を含有する組成物を光硬化させることにより形成される。また、除去用部材3がゴム製である場合の除去用部材3の材質の具体例としては、エチレンプロピレンゴム等が挙げられる。
【0032】
除去用部材3には複数の凸部4が形成されている。この凸部4は上記の通り湿潤状態の第一の塗膜2からこの第一の塗膜2の一部5を転写により除去するために形成されている。凸部4の突出寸法は、第一の塗膜2の膜厚、塗装建築板に求められる意匠性等に応じて適宜設定される。この凸部4の突出寸法は特に1.8〜4.0μmの範囲であることが好ましい。
【0033】
図1に示す工程では、基材1が適宜の搬送装置によって搬送されながら、この基材1上で除去用部材3を備えるローラ6が、基材1の搬送方向に対して順方向に、この基材1の移動速度と同期する速度で、回転させられる。搬送装置としては、例えばベルトコンベア、ローラコンベア等のコンベア、台車、その他適宜の装置が、使用され得る。
【0034】
除去用部材3を備えるローラ6は、搬送装置によって搬送される基材1の上方に配置される。ローラ6の回転軸は、基材1の搬送方向に対して直交し、且つ基材1における第一の塗膜2が形成されている面に対して平行である。また、ローラ6の位置は、除去用部材3の凸部4が基材1における第一の塗膜2に適度な深さで押し込まれるように調節される。
【0035】
基材1が搬送装置によって搬送される間に、ローラ6が回転することで、基材1における第一の塗膜2に凸部4が押し込まれ、続いてこの凸部4が第一の塗膜2から離れる。これにより凸部4上に第一の塗膜2の一部5が転写され、このため第一の塗膜2に凹凸模様が形成される。これにより、第一の塗膜2の全体に亘って凹凸模様が形成される。
【0036】
除去用部材3を備えるローラ6の近傍には、除去用部材3に転写された第一の塗膜2の一部5を除去するための洗浄装置11が設けられている。洗浄装置11は、除去用部材3における凸部4と接触しながら回転する洗浄用ローラ9と、この洗浄用ローラ9と接触しながら回転する接触ローラ10とを備える。洗浄用ローラ9が前記のように凸部4と接触しながら回転することで、凸部4上に付着している第一の塗膜2の一部5が洗浄用ローラ9の周面上に転写される。また、この第一の塗膜2の一部5が付着している洗浄用ローラ9の周面が接触ローラ10の周面と接触すると共に、この洗浄用ローラ9と接触ローラ10との間には洗浄液12が供給され、このため、洗浄用ローラ9の周面上の第一の塗膜2の一部5が洗浄除去される。このため、除去用部材3の凸部4上に付着している第一の塗膜2の一部5が連続して除去される。第一の塗膜2が水性エマルション系塗料から形成される場合、洗浄液12として水を用いることが可能となり、このため、作業環境を良好に維持することが可能となると共に廃液の処理に要する負担も軽減される。
【0037】
尚、除去用部材の態様、及び除去用部材を用いて第一の塗膜に凹凸模様を形成する工程の態様は、上記に限られない。例えば、除去用部材が平板状に形成され、この除去用部材が第一の塗膜に押し当てられ、続いてこの除去用部材が第一の塗膜から離されてもよい。
【0038】
このようにして除去用部材3によって第一の塗膜2の一部5が除去されると、第一の塗膜2には凹凸模様が形成され、このため立体感のある意匠模様が形成される。更に第一の塗膜2が顔料により着色されていると、第一の塗膜2の一部5が除去されることにより部分的に第一の塗膜2の色が薄くなり、更にこれによって下地(本実施形態では第三の塗膜8)の色が浮き上がって見えるようになる。これにより色彩的な変化に富んだ意匠模様が形成される。
【0039】
除去用部材3によって第一の塗膜2の一部5が除去される際の、湿潤状態の第一の塗膜2の溶剤含有量は、第一の塗膜2の一部5が除去用部材3によって容易に除去されるように適宜調整される。特に第一の塗膜2を形成するために用いられる塗料中の溶剤含有質量を100とした場合に、湿潤状態の第一の塗膜2の溶剤含有質量が80以上であることが望ましい。また、第一の塗膜2中に揮発性の高い溶剤が含まれていると、第一の塗膜2が速やかに乾燥してしまい、この第一の塗膜2の一部5を除去用部材3によって除去することが困難になることがある。このため、第一の塗膜2は室温での揮発性が低い溶剤を含有することが好ましく、特に上述のとおり第一の塗膜2は溶剤として水を含有する水性塗料から形成されることが好ましい。また、このように第一の塗料2がチクソ性の高い水性塗料から形成されても、本実施形態のように湿潤状態の第一の塗膜2に除去用部材3の凸部4を押し当て、続いて除去用部材3を第一の塗膜2から離すことで第一の塗膜2に凹凸模様を形成すると、ロービングなどの不良は発生しにくくなる。
【0040】
また、除去用部材3の、ローラ6の周方向に沿った長さは、基材1の長さ(基材1の移動方向に沿った長さ)の、正の整数倍(例えば1倍、2倍、3倍等)であることが好ましい。この場合、ローラ6が正の整数倍の数だけ回転することで、基材1における第一の塗膜2の全体に亘って凹凸模様が形成される。また、複数の基材1における第一の塗膜2に順次凹凸模様を形成する場合には、各基材1がローラ6上の除去用部材3と接触し始めるタイミングを制御することで、複数の基材1における第一の塗膜2に、互いに同じ凹凸模様を容易に形成することができるようになる。
【0041】
このように除去用部材3により第一の塗膜2に凹凸模様が形成されたら、第一の塗膜2を乾燥させることにより硬化する。この場合、必要に応じて第一の塗膜2を加熱する。
【0042】
これにより、立体感と自然な風合いとを兼ね備える意匠模様を有する塗装建築板が得られる。また、本実施形態の方法により塗装建築板を製造すると、第一の塗膜2に形成される凹凸模様の形状は、除去用部材3における凸部4の位置及び形状によって容易に制御され、このため所望の意匠模様が容易に形成されるようになる。更に、基材1に多少の厚みのばらつきがあっても、そのばらつきが凸部4の突出寸法と比較して大きすぎなければ、この厚みのばらつきが凹凸模様に与える影響は少ない。このため塗装建築板に所望の意匠模様を安定的に付与することができるようになる。
【実施例】
【0043】
以下、本実施形態による塗装建築板の製造方法について、更に具体的な実施例を挙げる。尚、いうまでもないが、本発明は以下の実施例に制限されることはない。
【0044】
[実施例1]
基材1として、455×3030mmの寸法を有し、その上面に比較的平坦(凹凸高さ1.5mm)な柄が形成されているセメント板を用意した。
【0045】
このセメント板の上面上を、アクリル系塗料で塗装することで、厚み10μmの下塗塗膜を形成した。続いて、この下塗塗膜の上に顔料(チタン白、酸化鉄系、カーボンブラック、及び硫酸バリウム)を45%(PWC)の割合で含有する水性アクリルエマルション系塗料を塗布し、これを加熱乾燥することで、厚み32μmの中塗塗膜を形成した。続いて、この下塗塗膜の上に顔料(チタン白、酸化鉄系、カーボンブラック、及び硫酸バリウム)を45%(PWC)の割合で含有する水性アクリルエマルション系塗料を塗布し、これを基材の予熱(50℃)により加熱乾燥することで、厚み55μm、水分含有量40質量%の湿潤状態の上塗塗膜を形成した。
【0046】
また、回転駆動するローラ6の外周面上に、図1に示すように除去用部材3を設けた。この除去用部材3の材質はエチレンプロピレンゴムとした。また除去用部材3の、ローラ6の周方向に沿った長さは、3030mmとし、すなわち基材1の長手方向の寸法の1.0倍とした。また除去用部材3における凸部4の突出寸法を2.0mmとした。
【0047】
基材1を、その長手方向に沿って搬送すると共に、ローラ6を基材1の移動方向に対して順方向に回転させ、且つこの回転速度を基材1の移動速度と同期させた。このようにローラ6を回転させながら、このローラ6に設けられている除去用部材3を基材1における上塗塗膜に押し当てた。このとき、上塗塗膜への凸部4の押し込み深さは0.5mmに調節した。
【0048】
続いて、上塗塗膜を加熱乾燥することで、上塗塗膜を硬化させた。これにより、塗装建築板を得た。
【0049】
この塗装建築板を観察したところ、立体感と自然な風合いを兼ね備える模様が形成されていることが確認できた。また、その模様にむら、ロービングなどの不良は認められなかった。このため、塗装建築板には、意図した通りの意匠模様が安定して形成された。
【0050】
[実施例2]
上塗塗膜を形成するために用いた塗料中の顔料の含有量を20%(PWC)とした。それ以外は実施例1と同じ方法及び条件で、塗装建築板を得た。
【0051】
この塗装建築板を観察したところ、立体感と自然な風合いを兼ね備える模様が形成されていることが確認できた。また、その模様にむら、ロービングなどの不良は認められなかった。このため、塗装建築板には、意図した通りの意匠模様が安定して形成された。
【0052】
[実施例3]
上塗塗膜を形成するための塗料、並びに中塗塗膜を形成するための塗料として、溶剤型アクリルウレタン系塗料を使用した。それ以外は実施例1と同じ方法及び条件で、塗装建築板を得た。
【0053】
この塗装建築板を観察したところ、立体感と自然な風合いを兼ね備える模様が形成されていることが確認できた。塗装建築板には、ほぼ意図した通りの意匠模様が安定して形成されたが、その模様には若干のむらが認められた。これは上塗塗膜に凹凸模様が形成される際の上塗塗膜の乾燥速度が速くなったためであると推察される。
【0054】
[比較例1]
基材として、455×3030mmの寸法を有し、その上面が凹凸を有するように形成されたセメント板を用意した。
【0055】
この基材の上面上に、実施例1の場合と同じ条件で、下塗塗膜、中塗塗膜、及び湿潤状態の上塗塗膜を形成した。
【0056】
また、周面が平滑なローラを用意し、基材を、その長手方向に沿って搬送すると共に、ローラを基材1の移動方向に対して逆方向に回転させた。このようにローラを回転させながら、このローラの外周面を基材における上塗塗膜に接触させた。これにより、上塗塗膜における上方に突出している部分を、ローラの外周面で掻き取ることで除去した。
【0057】
続いて、上塗塗膜を加熱乾燥することで、上塗塗膜を硬化させた。これにより、塗装建築板を得た。
【0058】
この塗装建築板を観察したところ、上塗塗膜が部分的に除去されることで意匠模様が形成されたが、上塗塗膜が除去されている箇所にロービングによる外観不良が生じてしまった。
【0059】
[比較例2]
上塗塗膜を形成するために用いた塗料中の顔料の含有量を20%(PWC)とした。それ以外は比較例1と同じ方法及び条件で、塗装建築板を得た。
【0060】
この塗装建築板を観察したところ、上塗塗膜が部分的に除去されることで意匠模様が形成されたが、上塗塗膜が除去されている箇所にロービングによる外観不良が生じてしまった。
【0061】
[比較例3]
上塗塗膜を形成するための塗料、並びに中塗塗膜を形成するための塗料として、溶剤型アクリルウレタン系塗料を使用した。それ以外は比較例1と同じ方法及び条件で、塗装建築板を得た。
【0062】
この塗装建築板を観察したところ、上塗塗膜が部分的に除去されることで意匠模様が形成されたが、意図する箇所で意図する量の上塗塗膜を除去することが難しく、このため、意図する通りの意匠模様は形成されなかった。
【符号の説明】
【0063】
1 基材
2 第一の塗膜
3 除去用部材
4 凸部
5 第一の塗膜の一部
6 ローラ
【技術分野】
【0001】
本発明は、外装材等として用いられる塗装建築板の製造方法に関する。
【背景技術】
【0002】
外装材等の建築板として、従来、種々の塗装が施されている塗装建築板が使用されている。塗装建築板に求められる意匠模様の一つとして、木目調模様などのように立体感と自然な風合いを兼ね備える模様がある。
【0003】
建築板にこのような模様を形成するための手法の一例が、特許文献1に開示されている。この特許文献1には、複数の凸部により凹凸模様を形成してなる意匠表面を有する原板における意匠表面に下側塗料を塗布乾燥させて下側塗料層を形成し、この下側塗料層の表面に、下側塗料とは色彩の異なる上側塗料を塗布して上側塗料層を形成し、この上側塗料が乾燥する前に、この上側塗料を付着除去する除去ロールを上側塗料に接触させることで、凸部における上側塗料を付着除去し、これにより、意匠模様を有する建築板を製造することが、開示されている。
【0004】
しかし、特許文献1に記載の方法では、要は塗料をロールによって掻き取ることにより除去するため、塗料が掻き取られる際にロービング(ロール目)が発生することがある。特に塗料としてチクソ性の高い水性エマルション系塗料が使用される場合にはロービングが発生しやすくなってしまう。このため、塗装の仕上がりが悪くなりやすいという問題があった。また、原板の凹凸のみを利用して塗料を掻き取るため、複数の原板間でその厚みの相違に生じると、原板間で塗装の仕上がりが変化してしまうという問題もあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−177578号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記事由に鑑みてなされたものであり、その課題は、建築板に立体感と自然な風合いとを兼ね備える意匠模様を容易且つ安定的に付与することができる塗装建築板の製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明に係る塗装建築板の製造方法は、
基材を準備するステップ、
前記基材を覆う湿潤状態の第一の塗膜を形成するステップ、及び
前記第一の塗膜に、凸部を有する除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離すことで、前記凸部上に前記第一の塗膜の一部を転写するステップを含む。
【0008】
本発明において、前記除去用部材が、ゴム製であることが好ましい。
【0009】
本発明において、前記除去用部材が、ローラの周面上に形成され、
前記基材を移動させながらこの基材の上で前記ローラを回転させることによって、前記第一の塗膜に、前記除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離すことが好ましい。
【0010】
本発明において、前記除去用部材の、前記ローラの周方向に沿った長さが、前記基材の、この基材の移動方向に沿った長さの、正の整数倍であることが好ましい。
【0011】
本発明に係る塗装建築板の製造方法は、前記第一の塗膜が形成される前の基材上に、前記基材を覆う、前記第一の塗膜とは異なる一以上の塗膜を形成するステップを更に含み、
前記塗膜の上に前記第一の塗膜を形成することが好ましい。
【0012】
本発明において、前記第一の塗膜に顔料を含有させることが好ましい。
【0013】
本発明において、前記第一の塗膜を水性塗料から形成することが好ましい。
【発明の効果】
【0014】
本発明によれば、建築板に、立体感と自然な風合いとを兼ね備える意匠模様を、容易且つ安定的に付与することができる。
【図面の簡単な説明】
【0015】
【図1】本実施形態による除去用部材の一態様、並びにこの除去用部材を用いて第一の塗膜に凹凸模様を形成する工程の一態様を示す概略図である。
【図2】図2(a)は基材上に下塗塗膜、中塗塗膜及び上塗塗膜が設けられている様子を示す概略の断面図、図2(b)は基材上に下塗塗膜、中塗塗膜及び上塗塗膜が設けられ、更に上塗塗膜に凹凸模様が形成されている様子を示す概略の断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の一実施形態について説明する。
【0017】
本実施形態による塗装建築板の製造方法では、まず基材1を準備する。基材1として、例えばセメント系の無機質板が用いられる。セメント系の無機質板は、例えばセメントと補強繊維を主成分とする湿潤シート(グリーンシート)から形成される。この湿潤シートは、例えばセメント系の水性スラリーを原料組成物として用い、これを長網式、丸網式の各種の抄造法により抄造することで得られる。湿潤シートは、例えば押出成形等の他の適宜の手法により得られてもよい。
【0018】
原料組成物の組成は特に制限されないが、例えばこの原料組成物は、水硬性セメント、充填材、補強繊維等からなる固形分と、水とを含有するスラリーである。
【0019】
水硬性セメントとしては、普通ポルトランドセメント、高炉セメント等の、適宜に組成が調製されたセメントが挙げられる。固形分中の水硬性セメントの割合は30〜95質量%の範囲であることが好ましい。充填材としてはシリカ、珪石粉、フライアッシュ等が挙げられる。固形分中の充填材の割合は2〜60質量%の範囲であることが好ましい。補強繊維としてはパルプ等が挙げられる。パルプとしては、針葉樹パルプ、広葉樹パルプ、古紙パルプ等が挙げられ、これらのうち一種のみが用いられても二種以上が併用されてもよい。固形分中の補強繊維の割合は3〜10質量%の範囲であることが好ましい。また、原料組成物中における固形分100質量部に対する水の割合は15〜2000質量部の範囲であることが好ましい。
【0020】
このような湿潤シートが養生硬化されることで基材1が得られる。湿潤シートの養生硬化は、適宜の手法によりおこなわれる。湿潤シートの養生硬化のためには、特にオートクレーブ養生が採用されることが好ましく、この場合の養生温度は140℃以上であることが好ましい。また、オートクレーブ養生に先だって、湿潤シートを水蒸気により加温する促進前養生が施されることも好ましい。すなわち、湿潤シートには促進前養生とそれに続くオートクレーブ養生の二段階の養生が施されることが好ましい。この場合、基材1の強度が特に向上すると共に基材1の組織及び性能の均質性が向上する。
【0021】
湿潤シートの表面にシーラーが塗布されてからこの湿潤シートが養生硬化されることも好ましい。この場合、養生時のエフロレッセンスの発生が抑制される。またシーラーによる塗膜が耐透水性を発揮することで、基材1の耐透水性が向上する。
【0022】
シーラーとしては、特に制限されないが、例えばアクリル系、酢酸ビニル系、エポキシ系、塩化ゴム系、ウレタン系、シリコン系、フッ素系等の水性樹脂エマルションを用いることができる。またシーラーは、重質炭酸カルシウム、沈降性炭酸カルシウム、カオリン、ベントナイト、セリサイト、ドロマイト、タルク、クレー、酸化アルミニウム、酸化マグネシウム、珪藻土等の無機粒子を含んでいてもよい。
【0023】
このようなシーラーが、湿潤シートの表面上に塗布され、更に加熱されることで成膜することにより、シーラーによる塗膜が形成される。シーラーによる塗膜は養生前に形成される。また促進前養生がおこなわれる場合には、促進前養生後にシーラーによる塗膜が形成され、続いてオートクレーブ養生が施されてもよく、この場合、塗装建築板の耐凍害性や寸法安定性が向上する。
【0024】
このように養生硬化により得られた基材1には、必要に応じて乾燥処理、切削加工などが、施される。
【0025】
この基材1を覆うように、図2(a)に示されるように、湿潤状態の第一の塗膜2が形成される。基材1における塗装が施される面は平坦であることが好ましい。第一の塗膜2は基材1上に直接形成されてもよいが、まず基材1上に一又は複数の塗膜が形成され、その上に第一の塗膜2が形成されることが好ましい。本実施形態では、基材1上に下塗塗膜(第二の塗膜7)、中塗塗膜(第三の塗膜8)が順に形成され、更にその上に上塗塗膜(第一の塗膜2)が形成される。これらの塗膜は、スプレーコート、カーテンコート、フローコート等の適宜の手法により形成される。
【0026】
第一の塗膜2、第二の塗膜7及び第三の塗膜8は、適宜の塗料から形成される。このような塗料としては、アクリル系エマルションをベースにしたアクリルエマルション塗料、アクリルシリコン系エマルションをベースにしたアクリルシリコン系エマルション塗料などの水性エマルション系塗料、溶剤型アクリルウレタン系塗料などの溶剤型塗料などが挙げられる。塗装建築板の製造時の環境の悪化抑制のためには、水性エマルション系塗料などのように溶剤として水を含有する水性塗料が用いられることが好ましい。また、特に第一の塗膜2を形成するために水性塗料が用いられることは、後述する通り第一の塗膜2の乾燥速度が適度な範囲となるため、特に好ましい。
【0027】
基材1上に形成される塗膜は、着色顔料を含有してもよい。着色顔料としては、特に制限されないが、酸化チタン、ベンガラ、オーカー、炭酸カルシウム、複合金属酸化物等の無機顔料、カーボンブラック、キナクリドン、ナフトールレッド、シアニンブルー、シアニングリーン、ハンザイエロー、群青等の有機顔料などが挙げられる。これらの顔料のうち一種のみが用いられても、二種以上が併用されてもよい。
【0028】
特に第一の塗膜2が着色顔料を含有することが好ましく、更に第一の塗膜2の直ぐ下の塗膜(第三の塗膜8)も着色顔料を含有することが好ましい。この場合、第一の塗膜2に凹凸模様が形成されるのに伴って色彩的な変化に富んだ意匠模様が形成される。このように塗装建築板に色彩的な変化に富んだ意匠模様が形成されるためには、第一の塗膜2の顔料重量濃度(PWC)は、5〜50%の範囲であることが好ましく、特に10〜30%の範囲であることが好ましい。また、第三の塗膜8の顔料重量濃度(PWC)は、5〜50%の範囲であることが好ましく、特に40〜50%の範囲であることが好ましい。顔料重量濃度とは、全塗料固形分重量に対する含有顔料重量の百分率である。
【0029】
湿潤状態の第一の塗膜2の厚みは適宜設定されるが、特に40〜80μmの範囲であることが好ましい。第二の塗膜7の厚み(乾燥膜厚)も適宜設定されるが、特に5〜20μmの範囲であることが好ましい。また第三の塗膜8の厚み(乾燥膜厚)も適宜設定されるが、特に25〜50μmの範囲であることが好ましい。
【0030】
凸部4を有する除去用部材3を準備し、湿潤状態の第一の塗膜2に除去用部材3の凸部4を押し当て、続いてこの除去用部材3を第一の塗膜2から離すことで、凸部4上に第一の塗膜2の一部5を転写する。これにより、図2(b)に示されるように、第一の塗膜2に凹凸模様が形成される。
【0031】
図1に、除去用部材3の一態様、並びにこの除去用部材3を用いて第一の塗膜2に凹凸模様を形成する工程の一態様を示す。本態様では、除去用部材3はローラ6の周面上に形成されている。この除去用部材3は感光性樹脂から形成されることが好ましい。この場合、シート状の除去用部材3が作製される際、凸部4が精度良く形成され得るようになる。また除去用部材3がゴム製であることも好ましい。この場合、シート状の除去用部材3が作製される際、レーザー彫刻等により凸部4の突出寸法が所定の寸法に容易に形成され得るようになる。除去用部材3が感光性樹脂から形成される場合の除去用部材3は、例えば熱可塑性エラストマー、光重合不飽和モノマー、光重合開始剤等を含有する組成物を光硬化させることにより形成される。また、除去用部材3がゴム製である場合の除去用部材3の材質の具体例としては、エチレンプロピレンゴム等が挙げられる。
【0032】
除去用部材3には複数の凸部4が形成されている。この凸部4は上記の通り湿潤状態の第一の塗膜2からこの第一の塗膜2の一部5を転写により除去するために形成されている。凸部4の突出寸法は、第一の塗膜2の膜厚、塗装建築板に求められる意匠性等に応じて適宜設定される。この凸部4の突出寸法は特に1.8〜4.0μmの範囲であることが好ましい。
【0033】
図1に示す工程では、基材1が適宜の搬送装置によって搬送されながら、この基材1上で除去用部材3を備えるローラ6が、基材1の搬送方向に対して順方向に、この基材1の移動速度と同期する速度で、回転させられる。搬送装置としては、例えばベルトコンベア、ローラコンベア等のコンベア、台車、その他適宜の装置が、使用され得る。
【0034】
除去用部材3を備えるローラ6は、搬送装置によって搬送される基材1の上方に配置される。ローラ6の回転軸は、基材1の搬送方向に対して直交し、且つ基材1における第一の塗膜2が形成されている面に対して平行である。また、ローラ6の位置は、除去用部材3の凸部4が基材1における第一の塗膜2に適度な深さで押し込まれるように調節される。
【0035】
基材1が搬送装置によって搬送される間に、ローラ6が回転することで、基材1における第一の塗膜2に凸部4が押し込まれ、続いてこの凸部4が第一の塗膜2から離れる。これにより凸部4上に第一の塗膜2の一部5が転写され、このため第一の塗膜2に凹凸模様が形成される。これにより、第一の塗膜2の全体に亘って凹凸模様が形成される。
【0036】
除去用部材3を備えるローラ6の近傍には、除去用部材3に転写された第一の塗膜2の一部5を除去するための洗浄装置11が設けられている。洗浄装置11は、除去用部材3における凸部4と接触しながら回転する洗浄用ローラ9と、この洗浄用ローラ9と接触しながら回転する接触ローラ10とを備える。洗浄用ローラ9が前記のように凸部4と接触しながら回転することで、凸部4上に付着している第一の塗膜2の一部5が洗浄用ローラ9の周面上に転写される。また、この第一の塗膜2の一部5が付着している洗浄用ローラ9の周面が接触ローラ10の周面と接触すると共に、この洗浄用ローラ9と接触ローラ10との間には洗浄液12が供給され、このため、洗浄用ローラ9の周面上の第一の塗膜2の一部5が洗浄除去される。このため、除去用部材3の凸部4上に付着している第一の塗膜2の一部5が連続して除去される。第一の塗膜2が水性エマルション系塗料から形成される場合、洗浄液12として水を用いることが可能となり、このため、作業環境を良好に維持することが可能となると共に廃液の処理に要する負担も軽減される。
【0037】
尚、除去用部材の態様、及び除去用部材を用いて第一の塗膜に凹凸模様を形成する工程の態様は、上記に限られない。例えば、除去用部材が平板状に形成され、この除去用部材が第一の塗膜に押し当てられ、続いてこの除去用部材が第一の塗膜から離されてもよい。
【0038】
このようにして除去用部材3によって第一の塗膜2の一部5が除去されると、第一の塗膜2には凹凸模様が形成され、このため立体感のある意匠模様が形成される。更に第一の塗膜2が顔料により着色されていると、第一の塗膜2の一部5が除去されることにより部分的に第一の塗膜2の色が薄くなり、更にこれによって下地(本実施形態では第三の塗膜8)の色が浮き上がって見えるようになる。これにより色彩的な変化に富んだ意匠模様が形成される。
【0039】
除去用部材3によって第一の塗膜2の一部5が除去される際の、湿潤状態の第一の塗膜2の溶剤含有量は、第一の塗膜2の一部5が除去用部材3によって容易に除去されるように適宜調整される。特に第一の塗膜2を形成するために用いられる塗料中の溶剤含有質量を100とした場合に、湿潤状態の第一の塗膜2の溶剤含有質量が80以上であることが望ましい。また、第一の塗膜2中に揮発性の高い溶剤が含まれていると、第一の塗膜2が速やかに乾燥してしまい、この第一の塗膜2の一部5を除去用部材3によって除去することが困難になることがある。このため、第一の塗膜2は室温での揮発性が低い溶剤を含有することが好ましく、特に上述のとおり第一の塗膜2は溶剤として水を含有する水性塗料から形成されることが好ましい。また、このように第一の塗料2がチクソ性の高い水性塗料から形成されても、本実施形態のように湿潤状態の第一の塗膜2に除去用部材3の凸部4を押し当て、続いて除去用部材3を第一の塗膜2から離すことで第一の塗膜2に凹凸模様を形成すると、ロービングなどの不良は発生しにくくなる。
【0040】
また、除去用部材3の、ローラ6の周方向に沿った長さは、基材1の長さ(基材1の移動方向に沿った長さ)の、正の整数倍(例えば1倍、2倍、3倍等)であることが好ましい。この場合、ローラ6が正の整数倍の数だけ回転することで、基材1における第一の塗膜2の全体に亘って凹凸模様が形成される。また、複数の基材1における第一の塗膜2に順次凹凸模様を形成する場合には、各基材1がローラ6上の除去用部材3と接触し始めるタイミングを制御することで、複数の基材1における第一の塗膜2に、互いに同じ凹凸模様を容易に形成することができるようになる。
【0041】
このように除去用部材3により第一の塗膜2に凹凸模様が形成されたら、第一の塗膜2を乾燥させることにより硬化する。この場合、必要に応じて第一の塗膜2を加熱する。
【0042】
これにより、立体感と自然な風合いとを兼ね備える意匠模様を有する塗装建築板が得られる。また、本実施形態の方法により塗装建築板を製造すると、第一の塗膜2に形成される凹凸模様の形状は、除去用部材3における凸部4の位置及び形状によって容易に制御され、このため所望の意匠模様が容易に形成されるようになる。更に、基材1に多少の厚みのばらつきがあっても、そのばらつきが凸部4の突出寸法と比較して大きすぎなければ、この厚みのばらつきが凹凸模様に与える影響は少ない。このため塗装建築板に所望の意匠模様を安定的に付与することができるようになる。
【実施例】
【0043】
以下、本実施形態による塗装建築板の製造方法について、更に具体的な実施例を挙げる。尚、いうまでもないが、本発明は以下の実施例に制限されることはない。
【0044】
[実施例1]
基材1として、455×3030mmの寸法を有し、その上面に比較的平坦(凹凸高さ1.5mm)な柄が形成されているセメント板を用意した。
【0045】
このセメント板の上面上を、アクリル系塗料で塗装することで、厚み10μmの下塗塗膜を形成した。続いて、この下塗塗膜の上に顔料(チタン白、酸化鉄系、カーボンブラック、及び硫酸バリウム)を45%(PWC)の割合で含有する水性アクリルエマルション系塗料を塗布し、これを加熱乾燥することで、厚み32μmの中塗塗膜を形成した。続いて、この下塗塗膜の上に顔料(チタン白、酸化鉄系、カーボンブラック、及び硫酸バリウム)を45%(PWC)の割合で含有する水性アクリルエマルション系塗料を塗布し、これを基材の予熱(50℃)により加熱乾燥することで、厚み55μm、水分含有量40質量%の湿潤状態の上塗塗膜を形成した。
【0046】
また、回転駆動するローラ6の外周面上に、図1に示すように除去用部材3を設けた。この除去用部材3の材質はエチレンプロピレンゴムとした。また除去用部材3の、ローラ6の周方向に沿った長さは、3030mmとし、すなわち基材1の長手方向の寸法の1.0倍とした。また除去用部材3における凸部4の突出寸法を2.0mmとした。
【0047】
基材1を、その長手方向に沿って搬送すると共に、ローラ6を基材1の移動方向に対して順方向に回転させ、且つこの回転速度を基材1の移動速度と同期させた。このようにローラ6を回転させながら、このローラ6に設けられている除去用部材3を基材1における上塗塗膜に押し当てた。このとき、上塗塗膜への凸部4の押し込み深さは0.5mmに調節した。
【0048】
続いて、上塗塗膜を加熱乾燥することで、上塗塗膜を硬化させた。これにより、塗装建築板を得た。
【0049】
この塗装建築板を観察したところ、立体感と自然な風合いを兼ね備える模様が形成されていることが確認できた。また、その模様にむら、ロービングなどの不良は認められなかった。このため、塗装建築板には、意図した通りの意匠模様が安定して形成された。
【0050】
[実施例2]
上塗塗膜を形成するために用いた塗料中の顔料の含有量を20%(PWC)とした。それ以外は実施例1と同じ方法及び条件で、塗装建築板を得た。
【0051】
この塗装建築板を観察したところ、立体感と自然な風合いを兼ね備える模様が形成されていることが確認できた。また、その模様にむら、ロービングなどの不良は認められなかった。このため、塗装建築板には、意図した通りの意匠模様が安定して形成された。
【0052】
[実施例3]
上塗塗膜を形成するための塗料、並びに中塗塗膜を形成するための塗料として、溶剤型アクリルウレタン系塗料を使用した。それ以外は実施例1と同じ方法及び条件で、塗装建築板を得た。
【0053】
この塗装建築板を観察したところ、立体感と自然な風合いを兼ね備える模様が形成されていることが確認できた。塗装建築板には、ほぼ意図した通りの意匠模様が安定して形成されたが、その模様には若干のむらが認められた。これは上塗塗膜に凹凸模様が形成される際の上塗塗膜の乾燥速度が速くなったためであると推察される。
【0054】
[比較例1]
基材として、455×3030mmの寸法を有し、その上面が凹凸を有するように形成されたセメント板を用意した。
【0055】
この基材の上面上に、実施例1の場合と同じ条件で、下塗塗膜、中塗塗膜、及び湿潤状態の上塗塗膜を形成した。
【0056】
また、周面が平滑なローラを用意し、基材を、その長手方向に沿って搬送すると共に、ローラを基材1の移動方向に対して逆方向に回転させた。このようにローラを回転させながら、このローラの外周面を基材における上塗塗膜に接触させた。これにより、上塗塗膜における上方に突出している部分を、ローラの外周面で掻き取ることで除去した。
【0057】
続いて、上塗塗膜を加熱乾燥することで、上塗塗膜を硬化させた。これにより、塗装建築板を得た。
【0058】
この塗装建築板を観察したところ、上塗塗膜が部分的に除去されることで意匠模様が形成されたが、上塗塗膜が除去されている箇所にロービングによる外観不良が生じてしまった。
【0059】
[比較例2]
上塗塗膜を形成するために用いた塗料中の顔料の含有量を20%(PWC)とした。それ以外は比較例1と同じ方法及び条件で、塗装建築板を得た。
【0060】
この塗装建築板を観察したところ、上塗塗膜が部分的に除去されることで意匠模様が形成されたが、上塗塗膜が除去されている箇所にロービングによる外観不良が生じてしまった。
【0061】
[比較例3]
上塗塗膜を形成するための塗料、並びに中塗塗膜を形成するための塗料として、溶剤型アクリルウレタン系塗料を使用した。それ以外は比較例1と同じ方法及び条件で、塗装建築板を得た。
【0062】
この塗装建築板を観察したところ、上塗塗膜が部分的に除去されることで意匠模様が形成されたが、意図する箇所で意図する量の上塗塗膜を除去することが難しく、このため、意図する通りの意匠模様は形成されなかった。
【符号の説明】
【0063】
1 基材
2 第一の塗膜
3 除去用部材
4 凸部
5 第一の塗膜の一部
6 ローラ
【特許請求の範囲】
【請求項1】
基材を準備するステップ、
前記基材を覆う湿潤状態の第一の塗膜を形成するステップ、及び
前記第一の塗膜に、凸部を有する除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離すことで、前記凸部上に前記第一の塗膜の一部を転写するステップ
を含む塗装建築板の製造方法。
【請求項2】
前記除去用部材が、ゴム製である請求項1に記載の塗装建築板の製造方法。
【請求項3】
前記除去用部材が、ローラの周面上に形成され、
前記基材を移動させながらこの基材の上で前記ローラを回転させることによって、前記第一の塗膜に、前記除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離す請求項1又は2に記載の塗装建築板の製造方法。
【請求項4】
前記除去用部材の、前記ローラの周方向に沿った長さが、前記基材の、この基材の移動方向に沿った長さの、正の整数倍である請求項3に記載の塗装建築板の製造方法。
【請求項5】
前記第一の塗膜が形成される前の基材上に、前記基材を覆う、前記第一の塗膜とは異なる一以上の塗膜を形成するステップを更に含み、
前記塗膜の上に前記第一の塗膜を形成する請求項1乃至4のいずれか一項に記載の塗装建築板の製造方法。
【請求項6】
前記第一の塗膜に顔料を含有させる請求項1乃至5のいずれか一項に記載の塗装建築板の製造方法。
【請求項7】
前記第一の塗膜を水性塗料から形成する請求項1乃至6のいずれか一項に記載の塗装建築板の製造方法。
【請求項1】
基材を準備するステップ、
前記基材を覆う湿潤状態の第一の塗膜を形成するステップ、及び
前記第一の塗膜に、凸部を有する除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離すことで、前記凸部上に前記第一の塗膜の一部を転写するステップ
を含む塗装建築板の製造方法。
【請求項2】
前記除去用部材が、ゴム製である請求項1に記載の塗装建築板の製造方法。
【請求項3】
前記除去用部材が、ローラの周面上に形成され、
前記基材を移動させながらこの基材の上で前記ローラを回転させることによって、前記第一の塗膜に、前記除去用部材の前記凸部を押し当て、続いて前記除去用部材を前記第一の塗膜から離す請求項1又は2に記載の塗装建築板の製造方法。
【請求項4】
前記除去用部材の、前記ローラの周方向に沿った長さが、前記基材の、この基材の移動方向に沿った長さの、正の整数倍である請求項3に記載の塗装建築板の製造方法。
【請求項5】
前記第一の塗膜が形成される前の基材上に、前記基材を覆う、前記第一の塗膜とは異なる一以上の塗膜を形成するステップを更に含み、
前記塗膜の上に前記第一の塗膜を形成する請求項1乃至4のいずれか一項に記載の塗装建築板の製造方法。
【請求項6】
前記第一の塗膜に顔料を含有させる請求項1乃至5のいずれか一項に記載の塗装建築板の製造方法。
【請求項7】
前記第一の塗膜を水性塗料から形成する請求項1乃至6のいずれか一項に記載の塗装建築板の製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−49033(P2013−49033A)
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願番号】特願2011−189628(P2011−189628)
【出願日】平成23年8月31日(2011.8.31)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
【公開日】平成25年3月14日(2013.3.14)
【国際特許分類】
【出願日】平成23年8月31日(2011.8.31)
【出願人】(503367376)ケイミュー株式会社 (467)
【Fターム(参考)】
[ Back to top ]