
塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品
【課題】塗装後耐食性に優れた表面処理鋼板、その製造方法、及びそれを用いて製造された自動車部品を提供する。
【解決手段】鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3%〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。あるいは鋼中Siの替わりに鋼中Alを含有する鋼板。より好ましくはアルカリ土類金属はMgで、0.3〜1.9%、めっき層厚(両面の合計)の板厚に対する比率は0.5〜2.5%である。この鋼板を製造するため、連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させるものとする。
【解決手段】鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3%〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。あるいは鋼中Siの替わりに鋼中Alを含有する鋼板。より好ましくはアルカリ土類金属はMgで、0.3〜1.9%、めっき層厚(両面の合計)の板厚に対する比率は0.5〜2.5%である。この鋼板を製造するため、連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させるものとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品に関する。
【背景技術】
【0002】
近年、自動車の燃費改善、衝突安全性の向上の観点から車体の軽量化が図られている。このため自動車用薄鋼板として高張力鋼を素材とする薄肉のものが使用される傾向にある。一方、寒冷地における道路凍結防止剤(主に塩類)の使用の拡大に伴い防錆処理を施した鋼板の使用量が拡大している。
【0003】
このような環境において耐食性を有する鋼板としては亜鉛めっき鋼板が使用されることが多い。これまで種々の亜鉛めっき鋼板が開発されてきたが、欧州を中心として溶融亜鉛めっき鋼板、日本と中心として溶融亜鉛めっき後、合金化処理を施した合金化溶融亜鉛めっき鋼板が広く用いられている。
【0004】
この亜鉛系めっき鋼板はその表面に施される化成処理、電着塗装等の効果とあいまって優れた塗装後耐食性を示す。しかしその一方でZnの沸点は907℃であり、これ以上の温度に曝されると蒸発してしまう。例えば自動車足廻り部品に使用される鋼板は、プレス成形後にアーク溶接により組み立てられることが多いが、アーク溶接部にめっき皮膜中の亜鉛の蒸発に起因するブローホール等の溶接欠陥が多発する。そのために部品強度、特に疲労強度の低下が懸念され、継手の信頼性が十分ではないという問題がある。例えば、めっきの付着量を増大することによって、鋼板には大きな犠牲防食性を付与できるが、一方で溶接時のブローホールの発生が促進されて継手の信頼性が損なわれる。即ち、優れた耐食性と溶接性を両立させることは困難であった。
【0005】
溶接技術の方から上記の問題点を解決する方法として、予め、溶接部およびその近傍のめっき層を除去して溶接を行う方法が知られているが、非常に手間がかかり経済性を損なうという問題がある。また、溶接用ワイヤの成分を調整して、欠陥を減少させるという方法が多数提案されている(例えば、特開平1−143775号公報:下記特許文献1参照)が、ブローホールの発生を十分に抑制することは未だ困難であり、根本的に問題が解決されていなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平1−143775号公報
【特許文献2】特開2010-18856号公報
【特許文献3】特開2009-293078号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
これに対してZnのような低沸点金属を使用せずに高い防錆効果を得ようとする取組みもなされている。最も代表的には、Alめっき鋼板を用いたホットスタンプ技術(熱間プレス、ホットプレス、ダイクエンチ等とも称される)が知られ、例えば特開2010-18856号公報(前記特許文献2)に塗装後耐食性に優れた高強度自動車部材およびホットプレス用めっき鋼板が、また特開2009-293078号公報(前記特許文献3)に塗装後耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板が開示されている。
【0008】
このような鋼板は塗装後耐食性に優れているが、ホットスタンプ、つまり熱間でプレス成形することを前提としている。これらに開示されたFe2Al5、FeAl2を主成分とするAl-Fe金属間化合物は極めて硬く脆性な化合物で、熱間での成形は可能であっても、冷間でのプレス成形時に2つの課題がある。1つは、冷間ではめっき自体の加工性が乏しく成形時にめっきがパウダー状に剥離してしまうこと(通常パウダリングと称される)で、もう1つは硬質なめっきのために母材そのものの延性が低下することである。後者は硬質なめっきの割れが生じ、その部位に応力集中するためと考えられる。このため冷間プレスによる成形は極めて困難である。一方ホットスタンプ工法で足廻り部品を製造するには現状1分間に2〜3個のプレスしかできず、生産性が低い。
【課題を解決するための手段】
【0009】
本発明者らは上記の課題を克服するため、アーク溶接におけるブローホールの懸念のなく、かつ冷間プレスで成形可能で、更に塗装後耐食性に優れた防錆鋼板について鋭意検討した結果以下の知見を得た。
【0010】
アーク溶接におけるブローホールを抑制するためにはZnを使用しないことが最も確実な方法であり、非Znめっきとする。また非Znめっきとしてはこれまで種々のAlめっきが知られており、具体的にはAl,Al-Si,Al-Mg,Al-Si-Mg,Al-Ti、Al-Mn等がそれに当たる。更にAlめっきを合金化したものも知られている。Alは塩害環境において鋼板よりも卑な電位を持ち、特に鋼板が露出したような条件では極めて早く塗膜下腐食が進行する。このようなAlめっきの欠点を改善したAl-Mg、Al-Si-Mgめっきにおいてもその状況は改善されるものの未だ解決されない。更にAlめっきは自動車製造工程における塗装前処理である化成処理(リン酸塩処理)との反応性が乏しく、十分な化成処理皮膜が形成せず、塗膜下腐食をより促進してしまう。またAlはCuとの反応性が高く、スポット溶接性は従来の防錆鋼板である合金化溶融亜鉛めっき鋼板と比較すると、大幅な低下が避けられない。
【0011】
これに対してホットスタンプ材料に代表される合金化したAlめっきは塩害環境における電位が鋼板に近づき、塗装後耐食性の観点からはAlめっきよりも有利となる。スポット溶接性の観点からも有利で、Al-Fe合金とすることで電極材質であるCuとの反応性は大幅に抑制できる。しかし先述したように通常の条件で熱間プレスをした表面には化成処理は付着せず,化成処理による塗膜下腐食抑制は期待できない。更に脆性なAl-Feは冷間成形に耐えられず、成形部でめっきが大きく欠落してしまい、そのような部位の塗装後耐食性は期待できない。表面処理鋼板の場合,成形部でめっき損傷が起こった部位の耐食性が最も劣位であるのは明白で,腐食による板厚減少,ひいては強度低下の懸念はこのような部位で最も大きい。足廻り材料のような重要保安部品でこのような懸念は致命的となりかねない。
【0012】
そこで本発明者らは合金化されたAlめっきの冷間成形性と化成処理性改善を図った。冷間でのプレス成形性は先述した2つの観点、つまりパウダリングと鋼板の延性低下がある。この2つの課題はいずれも鋼板板厚に対するめっき層厚の比率を低下させることで解決できることを今回知見した。特に鋼板の延性に関してその影響が大きい。
【0013】
しかしめっき層厚を小さくすると一般に防錆性も低下するため、従来よりも優れた耐食性をAl-Feめっきに付与する必要がある。この目的のために適正量のアルカリ土類元素の添加が極めて有効であることを知見した。添加の目的は化成処理性の改善である。
【0014】
前述したようにAlめっきの化成処理性は良好でないことが知られている。またこれを合金化したAl-Feは更に化成処理性に劣り、ホットスタンプされたAlめっき表面には殆ど化成処理皮膜が付着しないことも知られている。これらはいずれも表面に生成する極めて不活性なアルミナ系酸化皮膜の存在による。化成処理は被処理物の酸によるエッチングにより皮膜形成されるもので、酸に対して安定なアルミナ系皮膜が存在すると化成処理性は低下する。
【0015】
ところがアルカリ土類元素を添加することでアルミナ皮膜がスピネル系皮膜に変化し(Mgを添加する場合Al2O3からMgAl2O4に変化)、酸に対してエッチングを受けやすくなるものと考えられる。しかしあまり多量に添加するとアルカリ金属が合金化めっき中に残存し、あるいはSiと化合物を生成してしまう。これら(Mg添加の場合には金属Mg、Mg2Si)はいずれも酸に対して非常に活性であるため、化成処理の過程で溶解してめっき皮膜自体に欠陥が生じてしまう。このような状況では却って耐食性上は不利となるため、望ましくない。このためアルカリ土類元素の添加量は化成処理性から下限、塗装後耐食性から上限が定められる。言い換えると酸化皮膜のみを改質し、めっきには影響しない程度の添加量が望ましい。
【0016】
アルカリ土類元素としては、Be、Mg、Ca、Sr、Ba、Raの6種類があり、どれでも上記の効果は得られるが、Beは毒性があり、Raは放射性元素であるため望ましくない。Baも水との反応性が高すぎるためあまり望ましくない。
【0017】
アルカリ土類元素を添加することで、合金化した後の化成処理性が改善され、Al-Feめっきの持つ優れた耐食性に加えて化成処理、電着塗装による防錆効果も得られ、総合的に極めて優れた塗装後耐食性が得られる。
【0018】
アルカリ土類元素を添加する意味はもう一つあり、Si、Al等の酸素との親和性の高い元素を含有する鋼板へのめっき性が飛躍的に改善される。一般に溶融めっきの焼鈍工程で窒素-水素雰囲気中で焼鈍される。この雰囲気はFeの還元雰囲気であるが、Si、Al、Cr等にとっては酸化雰囲気であり、鋼板表面にこれら元素の酸化物が生成する。この酸化物はAlめっき浴に浸漬したときの浴と鋼板との反応を阻害して不めっきの原因となる。足廻り材として高強度鋼板を適用するためにはSiあるいはAlを添加していわゆるDP鋼等を製造することが好ましいが、このような高強度鋼板はめっきが困難であった。今回Alめっき浴中にアルカリ土類元素を添加することでめっき性が大幅に改善され、これらの元素を含有する鋼板であっても容易にめっきすることが可能となった。
【0019】
更にAlめっき浴中にNi、Mnを添加して合金化させることでAl-Feめっきの塗装後耐食性を更に向上させることができる。Ni、Mnは化成処理液中に添加して化成処理皮膜の特性を高めることが知られているが、Al-Feめっきにおいても同様の効果を発揮している可能性がある。これらの元素は更に合金化後のAl-Fe系金属間化合物に延性を付与し、耐パウダリング性を改善する効果が得られることも知見した。
【0020】
本願発明はこのような理由から塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品を規定するものである。その要旨とするところは特許請求の範囲に記載した通りの下記内容である。
(1)鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に、質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。
(2)めっき層厚(両面の合計)の板厚に対する比率が0.5〜2.5%であることを特徴とする、(1)に記載の塗装後耐食性に優れた表面処理鋼板。
(3)アルカリ土類金属元素の添加量が合計質量%で0.3〜1.9%であることを特徴とする、(1)または(2)に記載の塗装後耐食性に優れた表面処理鋼板。
(4)アルカリ土類元素がMgであることを特徴とする、(1)〜(3)のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
(5)めっき層に、更に質量%で、Ni:0.3〜3%、Mn:0.1〜1%の1種または2種を含有することを特徴とする、(1)〜(4)のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
(6)(1)〜(5)のいずれか一項に記載の表面処理鋼板の製造方法であって、熱延鋼板あるいは冷延鋼板を連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させることを特徴とする、表面処理鋼板の製造方法。
(7)(6)に記載の製造方法を用いて製造された表面処理鋼板を成形し、溶接することで製造されたことを特徴とする、塗装後耐食性に優れた自動車部品。
【発明の効果】
【0021】
本発明は、塗装後耐食性に優れた表面処理鋼板とその製造方法、該鋼板を用いた自動車部品を提供する。本発明は、今後の自動車減量化に大きく寄与するものと思われ、産業上の寄与は極めて大きい。
【図面の簡単な説明】
【0022】
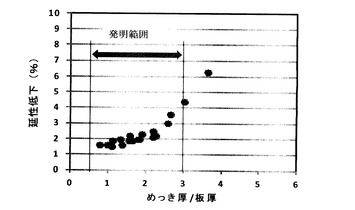
【図1】板厚に対するめっき層厚(両面の合計)の比とめっきによる延性低下の関係を示す図である。
【発明を実施するための形態】
【0023】
次に、本発明の限定理由について説明する。本発明においてAlめっき鋼板を加熱することでAl及びFeを主体とする金属間化合物層に変化させるもので、変化した後の金属間化合物層(合金層)の組成をFe:35〜60%、Si:2%以下、アルカリ土類金属元素:合計で0.3%〜3%とする。塗装後耐食性、スポット溶接性の観点から、合金化させることが必須であり、このときFe量は35%以上となる。つまりこのFe含有量以下では塗装後耐食性、スポット溶接性が劣位となる。一方Fe濃度が高くなりすぎると、Feそのものの特性に近づいていくため、耐食性の観点からは望ましくない。このためFe濃度の上限を60%とする。
【0024】
合金層中Si量は2%以下とする。浴に添加したSiはAlとFeの合金化を抑制することが知られている。本発明はAlめっき後、同一ライン内で合金化処理することを前提としており、浴中Si量が高すぎると、合金化温度を高くする必要が生じる。そうすると、トップロールが高くなる、冷却に時間を要する等の課題が大きくなり、同一ライン内での合金化は不可能となる。このため合金化温度780℃以下に抑えるために浴中Si量は概ね4%以下とする必要がある。このとき合金層中のSi量は約2%であり、上限2%に定める。更にアルカリ土類金属とSiが同時に添加されると、酸に溶解しやすい化合物(Mg2Si、Ca2Sii等)を形成しやすく、これらが合金層に残存すると合金層の耐食性を低下させる懸念もある。浴中Si量は0%であっても構わないが、低すぎると浴内でAlとFeの反応が進行してめっき付着量を小さくすることが困難になる。このため0.3%以上添加することが望ましい。
【0025】
アルカリ土類元素の添加量は0.3〜3%とする。添加の目的は先述したように、めっきの耐食性を低下させることなく、酸化膜のみを改質して化成処理性を向上させることである。この目的のためには0.3%以上の添加が必要で、3%を超える添加量ではアルカリ土類金属が残存したり、Siとの化合物が残存しやすくなったりする。このためこの添加量に制限する。特に望ましい添加量は0.3〜1.9%である。なお、Siと同様にAlめっき浴への添加量と合金化後の含有量は一致しないことに注意する必要がある。例えば浴中にMgを1%添加したとき、合金化後の合金層中のMg量は0.5%程度であることが多い。合金化後のMg量は合金化条件にも依存する。
【0026】
添加するアルカリ土類金属についても先述したように、Mg、Ca、Sr等の添加が許容されるが、最も望ましい元素はMgである。アルカリ土類元素は原子番号が大きいほど活性であり、これは酸と反応しやすくなること、更には合金層に残存したこれら元素が化成処理液に溶解してめっきに欠陥が形成されることを意味している。従って毒性のあるBeの次に原子番号の小さいMgの適用が最も望ましい。
【0027】
めっき浴中に更にNi、Mnを添加することで更に塗装後耐食性が向上する知見、更にはMnを添加することで合金化後の合金層加工性が向上する知見も得られた。適正な添加量はNiの場合0.3-3%、Mnの場合0.1-1%の範囲である。両方添加することも可能である。いずれも添加量が少なすぎると塗装後耐食性向上効果が得られず、一方多量に添加するためには浴温を上昇させる必要があり、浴中危機の損耗等の問題が生じる。また添加すると合金化速度も低下し、より高温で合金化処理せねばならず、浴中Si量で述べたような課題がある。
【0028】
本発明において、めっき層厚(両面の合計)の板厚に対する比率を限定することで、良好な塗装後耐食性と鋼板の機械的特性、合金層の耐パウダリング特性が両立することを見出した。当然めっきの層厚は塗装後耐食性に有効であるが、合金化したAl-Feは極めて硬く脆性であり、冷間で成形すると様々な課題が顕在化する。例えば引張変形部では合金層自体が成形に追随できず、クラックを生成させ、逆に圧縮変形部では合金層が圧縮に耐えきれず、パウダー状に剥離する。クラックが生成するとその部位に応力集中して、母材の延性が低下し、パウダー状に剥離しためっきは金型に付着して続くプレス品の表面品位を低下させる。これらはいずれもめっき層厚を低下させることで劇的にその影響を減じることができ、特にめっき層厚(両面の合計)の板厚に対する比率を3%以下、望ましくは2.5%以下とすることで母材延性への悪影響を低減することができる。
【0029】
図1に両面めっき層厚(両面の合計)/板厚とめっき前後の延性差の関係を示す。この値を3%以下、好ましくは2.5%以下とすることが有効であることを示している。めっき層厚(両面の合計)の板厚に対する比率の下限は0.5%とする。0.5%は板厚2.6mmに対して両面13μm、つまり片面6.5μmに相当する。このような薄いめっきでは十分な塗装後耐食性を得ることができないために下限をこの値とする。また本発明は溶融Alめっき後、同一ライン内で合金化することを前提としており、このため浴中Si量を低目としている。そうするとめっき浴内で片面5-6μmの合金層が生成してしまい、片面6.5μmにすることは事実上困難である。
【0030】
次に鋼成分についてその限定理由を説明する。
【0031】
C:主として鋼板強度に影響する元素として知られている。C量が小さすぎると所望の強度が得られず、一方大きすぎると靭性、加工性が低下する。このため、0.05〜0.5%に限定する。
【0032】
Si、Al:これらの元素はいずれも延性に優れた高強度鋼板を製造するために有用な元素である。また、どちらも酸素との親和性の高い元素であり、溶融めっきラインの焼鈍工程において表面に酸化物として濃化しやすい元素であるため、Si:0.01〜4%、Al:0.01〜4%含有する。これらを含有する鋼は一般に溶融めっき性に劣るが、本発明において、アルカリ土類元素を添加することでこれらの元素を含有する鋼であっても溶融めっきが可能になることを知見した。アルカリ土類元素は極めて酸素との親和性が強いため、浴内に添加したアルカリ土類元素が鋼板表面の酸化物を還元する可能性があり、これがめっき性改善に寄与していると考えられる。本発明において、AlとSi量の和を0.3%以上添加することが好ましい。
【0033】
Siは強化元素であるのに加え、セメンタイトに固溶しない事から、粒界での粗大セメンタイトの形成を抑制する。Alは通常脱酸剤として使用され、Siと同様セメンタイトの生成を抑制する両元素の和が0.3%未満の添加では、固溶強化による強化が期待できない、あるいは、粒界への粗大セメンタイトの形成が抑制できないことからこの量以上添加する必要がある。一方で、5%を越える添加は、残留オーステナイトを過度に増加せしめ、打ち抜きや伸びフランジ性を劣化させる。あるいは過剰なAl添加はAl系の粗大介在物の個数を増大させ、表面疵の原因になる。このことから、SiとAlの添加量の和を5%以下とすることが好ましい。
【0034】
以下の元素は必要に応じて添加が可能な元素である。
【0035】
Mn:Mnは、固溶強化元素であることが知られており、またオーステナイト安定化元素でもあり、組織強化鋼を製造するうえでは重要な元素である。これらの効果を得るためには0.3%以上が必要で、一方4%を超えると靭性の低下が著しくなるため、上限をこの値とする。
【0036】
P:Pは鋼板の板厚中央部に偏析する傾向があり、溶接部を脆化させる。0.1%を超えると溶接部の脆化が顕著になるため、その上限を0.1%に限定した。Pを0.001%未満とすることは、経済的に不利であることからこの値を下限値とする。
【0037】
S:Sは、溶接性ならびに鋳造時および熱延時の製造性に悪影響を及ぼす。このことから、その上限値を0.01%以下とした。Sを0.001%未満とすることは、経済的に不利であることからこの値を下限値とする。
【0038】
Ti:Tiは、強化元素である。析出物強化、フェライト結晶粒の成長抑制による細粒強化および再結晶の抑制を通じた転位強化にて、鋼板の強度上昇に寄与する。添加量が0.01%未満ではこれらの効果が得られないため、下限値を0.01%とした。0.2%超含有すると、炭窒化物の析出が多くなり成形性が劣化するため、上限値をこの値とした。
【0039】
Nb:Nbは、強化元素である。析出物強化、フェライト結晶粒の成長抑制による細粒強化および再結晶の抑制を通じた転位強化にて、鋼板の強度上昇に寄与する。添加量が0.01%未満ではこれらの効果が得られないため、下限値を0.01%とした。0.1%超含有すると、炭窒化物の析出が多くなり成形性が劣化するため、上限値をこの値とした。
【0040】
B:Bは、0.0001%以上の添加で粒界の強化や鋼材の強度化に有効であるが、その添加量が0.01%を超えると、その効果が飽和するばかりでなく、熱延時の製造製を低下させることから、その上限をこの値とした。
【0041】
Mo:Moは、強化元素であるとともに焼入れ性の向上に重要である。しかし、0.01%未満ではこれらの効果が得られないため下限値を0.01%とした。1%超含有すると大幅なコスト高を招くことから上限はこの値とした。
【0042】
N:Nは、粗大な窒化物を形成し、曲げ性を劣化させることから、添加量を抑える必要がある。添加量が0.03%を超えると、この傾向が顕著となることから、N含有量の上限を0.03%以下とした。加えて、溶接時のブローホール発生の原因になることから少ない方が良い。下限は、特に定めることなく本発明の効果は発揮されるが、N含有量0.001%未満とすることは、製造コストの大幅な増加を招くことから、これが実質的な下限である。
【0043】
Cr:Crは、強化元素であると共に、5%以上の添加により表面に安定な酸化皮膜を形成して鋼板の耐食性を大幅に向上させる。CrもAl、Siと同様に酸素との親和性の高い元素であり、溶融めっきラインの焼鈍工程において表面に酸化物として濃化しやすい元素で、溶融めっき性を阻害する元素である。この作用はCr:2%以上で顕著となる。0.01%未満では強化効果は現れず、下限を0.01%とする。一方25%超の添加は鋼板の成形性を低下させるために上限を25%とする。なお、Crの好ましい範囲は2〜25%である。
【0044】
本発明においては鋼成分のみを規定しているが、これらの鋼成分を有する鋼として、Dual Phase鋼、TRIP鋼等の組織を制御した高強度鋼があり、強度レベルは590〜1180MPa級の鋼板を製造しうる。特にSiを添加することで鋼板の機械的特性は改善されるが、めっき性に問題があった。今回めっき性を改善することで上記のような優れた機械特性を有する鋼を適用することが可能となった。但し合金化温度が700℃以上となりうるためTRIP鋼の製造には制限がある。
【0045】
本発明は熱延原板を適用することも、また冷延原板を適用することも可能である。一般に板厚が2mm程度以下は冷延原板が使用されることが多いが、本発明の課題である焼鈍時のSi、Al等の表面濃化によるめっき性の低下との課題は、熱延板、冷延板を問わずに起こる現象であるため、特に区別するものではない。
【0046】
本発明において、Al めっきのめっき前処理、後処理等については特に限定するものではない。めっき前処理としてNi,Cu,Cr,Feプレめっき等もありうるが、これも適用可能である。また、めっき後処理としては一次防錆、潤滑性等を目的とした処理がありうる。これらの適用も可能であるが、その後化成処理を施されるため、これを阻害するような処理は好ましくない。特に有機樹脂を被覆すると化成処理性が著しく低下するため好ましくない。
【0047】
プレスされた後の部品は溶接,化成処理,電着塗装等を経て製品となる。通常はカチオン電着塗装が用いられることが多く、その膜厚は1〜30μm程度である。電着塗装の後に中塗り,上塗り等の塗装が施される場合ともある。
【0048】
製造法としては、溶融めっき法によるものとする。溶融Alめっきは現在工業的に最も広く行われており、無酸化炉法、RTF(Radiant Tube Furnace)法等がある。炉の形式として横型炉、縦型炉があるがどちらも適用可能である。めっき浴に浸漬してAlめっきした後、ガスワイピング等で付着量を制御し、次いで合金化処理を施すものとする。
【0049】
本発明において浴中Si量は概ね4%以下とすることが好ましく、このとき合金化した後のめっき層中Si濃度は2%以下とする。浴中Si量がこの程度のとき、浴温は約700℃程度が望ましく、浴を出た鋼板はワイピングで冷却され、その後合金化するために再加熱される。このときの冷却温度は300℃以上とする。冷却後、再加熱する必要があり、再加熱のエネルギーをできるだけ小さくするためである。再加熱温度は完全に表面まで合金化されるために必要な温度となる。浴中Siが高い場合や、めっき層厚が大きい場合は温度を高温にする必要があるが、高温にするためにはより大きなエネルギーが必要であることと、加熱後トップロールに接するまでに急冷する必要があることからできるだけ低温で合金化できることが望ましい。
【0050】
本発明はこの合金化温度を650〜780℃に限定する。Alめっきの合金化から650℃未満の合金化には数時間が必要でAlめっきと同一ライン内での合金化は不可能である。このため下限を650℃とする。一方合金化温度が780℃超では加熱、及び冷却のための設備が長大となり、トップロールまの高さが100m以上となり、膨大な設備費用が必要となり、この温度を上限とする。
【実施例】
【0051】
(実施例1)
通常の熱延、冷延工程を経た、表1に示す鋼成分を有する板厚1.6mmの冷延鋼板に溶融Alめっきを施した。焼鈍温度は790℃とした。浴組成、浴温、めっき層厚(両面の合計)、合金化温度を変えて種々の条件で製造し、その特性を評価した。特性評価方法を下に示す。
【表1】

【0052】
[化成処理性]
70×150mmの試料に対し、日本パーカライジング(株)製化成処理液(表面調整:PL-X、化成:PB-SX35)を用いて化成処理し、処理後の化成処理皮膜量を蛍光X線で測定した。
判定 ○:1.5g/m2以上 ×:1.5g/m2未満
【0053】
[塗装後耐食性]
上記の化成処理後、日本ペイント(株)製カチオン電着塗装PN-110を20μm狙いで塗装し、170℃で20分焼き付けた。その後塗膜にカッターで疵を入れ、JASO M610-92に規定する複合腐食試験に供した。60日(180サイクル)後の片側最大膨れ幅を計測した。
判定 ○:4mm以下 △:4mm超〜6mm以下 ×:6mm超
【0054】
[延性評価]
JIS Z2241に準拠し、5号試験片による引張試験を行った。この際、めっきままとめっき剥離後の両方で試験した。めっき剥離は、インヒビター(杉村化学(株)製AS-20KS)を添加した塩酸中で行った。塩酸濃度は10mass%、インヒビター濃度は酸に対して0.3mass%とした。めっき剥離後の伸び値よりめっき剥離前の伸び値を減じた数値はめっきによる延性低下の程度を示すものであり、この数値で延性を評価した。
判定 ○:3%以下 ×:3%超
【0055】
[パウダリング性評価]
50×100mmの試験片を3t曲げ変形を行った。変形前後の重量を計測し、重量変化をめっきのパウダリング量とした。
判定 ◎:4mg以下 ○:7mg以下 ×:7mg超
【0056】
[めっき組成評価]
めっき組成はEPMA、あるいはSEM-EDS分析で求めるものとする。断面研磨後、断面からめっき層を10点程度スポット定量分析し、平均値を算出するものとする。定量分析はZAF法による標準試料を用いない方法とする。
【0057】
表2にめっき組成、浴温、合金化条件、めっき層厚(両面の合計)と特性の関係を表示する。Fe濃度の低すぎる水準a1は表面まで合金化が進行していない例に相当し、このときには塗装後耐食性は劣位となった。同様にSi量が高すぎる水準a9は合金化時間を30秒としても表面まで合金化せず、やはり塗装後耐食性は劣位となった。逆に、Fe濃度の高すぎる水準a5も耐食性不良であった。
【0058】
一方、アルカリ土類元素を添加しない例、あるいは添加量の少ない例(水準a10)においては、化成処理が十分に生成せず、塗装後耐食性が不良であった。逆にアルカリ土類元素の添加量が多すぎる例(水準a12)においても塗装後耐食性は良好ではなかった。このときには金属MgあるいはSiとの化合物Mg2Siがめっき層に残存し、この部位が選択的に腐食されたと推定される。
【0059】
まためっき層厚が板厚に対して相対的に厚い例(水準a23)においては、延性の低下が大きかった。同様に水準a22も評価は○となっているが、他の条件と比べるとパウダリング量が多い傾向であった。これら以外の水準は良好な特性が得られた。
【表2】
【0060】
(実施例2)
表3に示す種々の鋼成分を有する冷延板をAlめっきし、合金化処理した。Alめっきとしてはアルカリ土類元素を合計で0.3〜3mass%含有するもの(A浴)としないもの(B浴)とした。700℃、10秒で合金化した後のめっき組成はA浴の場合、50%Fe-0.5%Si-0.5%Mg-残Al、B浴では49%Fe-0.5%Si-残Alであった。板厚は2mm、めっき層厚は両面合計で28μmであった。めっき層厚(両面の合計)の板厚に対する比率は1.4%である。評価は合金化後の外観とした。
【0061】
[外観評価]
50×50mmの試験片内における不めっき個数を計測した。
判定 ○:0個 ×:1個以上
【0062】
表3に示すように、0.3%以上のSi、あるいはAlを含有する鋼成分においてもアルカリ土類金属を含有するA浴を用いて良好なめっきが可能で、500〜1100MPaの強度が得られた。この中の一部について、水準b12、b13に示すように、アルカリ土類金属を含有しないB浴を用いたところ、不めっきが発生した。
【表3】
【0063】
(実施例3)
実施例1と同様の条件で、種々の板厚の冷延鋼板に種々のめっき厚でAlめっきし、合金化処理した。用いた鋼成分は、実施例2の水準b8の鋼で、浴温は700℃、合金化条件は、めっき層厚に依存するが、700℃で2〜20秒の範囲であった。また合金化後の組成は51%Fe-0.5%Si-0.5%Mg-0.3%Mn-残Alであった。これらの材料の延性を実施例1の方法で評価した。但しここでは延性の低下を数値(%)で示した。
【表4】
【0064】
表4の数値は図1の数字と同じものである。表4及び図1より、めっき層厚(両面の合計)/板厚の値が水準c16、c17のように3%を超えると延性の低下が大きくなること、及び望ましくは2.5%以下とすることが好ましいことが分かる。以上の実施例により本発明の効果が確認された。
【技術分野】
【0001】
本発明は塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品に関する。
【背景技術】
【0002】
近年、自動車の燃費改善、衝突安全性の向上の観点から車体の軽量化が図られている。このため自動車用薄鋼板として高張力鋼を素材とする薄肉のものが使用される傾向にある。一方、寒冷地における道路凍結防止剤(主に塩類)の使用の拡大に伴い防錆処理を施した鋼板の使用量が拡大している。
【0003】
このような環境において耐食性を有する鋼板としては亜鉛めっき鋼板が使用されることが多い。これまで種々の亜鉛めっき鋼板が開発されてきたが、欧州を中心として溶融亜鉛めっき鋼板、日本と中心として溶融亜鉛めっき後、合金化処理を施した合金化溶融亜鉛めっき鋼板が広く用いられている。
【0004】
この亜鉛系めっき鋼板はその表面に施される化成処理、電着塗装等の効果とあいまって優れた塗装後耐食性を示す。しかしその一方でZnの沸点は907℃であり、これ以上の温度に曝されると蒸発してしまう。例えば自動車足廻り部品に使用される鋼板は、プレス成形後にアーク溶接により組み立てられることが多いが、アーク溶接部にめっき皮膜中の亜鉛の蒸発に起因するブローホール等の溶接欠陥が多発する。そのために部品強度、特に疲労強度の低下が懸念され、継手の信頼性が十分ではないという問題がある。例えば、めっきの付着量を増大することによって、鋼板には大きな犠牲防食性を付与できるが、一方で溶接時のブローホールの発生が促進されて継手の信頼性が損なわれる。即ち、優れた耐食性と溶接性を両立させることは困難であった。
【0005】
溶接技術の方から上記の問題点を解決する方法として、予め、溶接部およびその近傍のめっき層を除去して溶接を行う方法が知られているが、非常に手間がかかり経済性を損なうという問題がある。また、溶接用ワイヤの成分を調整して、欠陥を減少させるという方法が多数提案されている(例えば、特開平1−143775号公報:下記特許文献1参照)が、ブローホールの発生を十分に抑制することは未だ困難であり、根本的に問題が解決されていなかった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平1−143775号公報
【特許文献2】特開2010-18856号公報
【特許文献3】特開2009-293078号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
これに対してZnのような低沸点金属を使用せずに高い防錆効果を得ようとする取組みもなされている。最も代表的には、Alめっき鋼板を用いたホットスタンプ技術(熱間プレス、ホットプレス、ダイクエンチ等とも称される)が知られ、例えば特開2010-18856号公報(前記特許文献2)に塗装後耐食性に優れた高強度自動車部材およびホットプレス用めっき鋼板が、また特開2009-293078号公報(前記特許文献3)に塗装後耐食性に優れた自動車部材及び熱間プレス用Alめっき鋼板が開示されている。
【0008】
このような鋼板は塗装後耐食性に優れているが、ホットスタンプ、つまり熱間でプレス成形することを前提としている。これらに開示されたFe2Al5、FeAl2を主成分とするAl-Fe金属間化合物は極めて硬く脆性な化合物で、熱間での成形は可能であっても、冷間でのプレス成形時に2つの課題がある。1つは、冷間ではめっき自体の加工性が乏しく成形時にめっきがパウダー状に剥離してしまうこと(通常パウダリングと称される)で、もう1つは硬質なめっきのために母材そのものの延性が低下することである。後者は硬質なめっきの割れが生じ、その部位に応力集中するためと考えられる。このため冷間プレスによる成形は極めて困難である。一方ホットスタンプ工法で足廻り部品を製造するには現状1分間に2〜3個のプレスしかできず、生産性が低い。
【課題を解決するための手段】
【0009】
本発明者らは上記の課題を克服するため、アーク溶接におけるブローホールの懸念のなく、かつ冷間プレスで成形可能で、更に塗装後耐食性に優れた防錆鋼板について鋭意検討した結果以下の知見を得た。
【0010】
アーク溶接におけるブローホールを抑制するためにはZnを使用しないことが最も確実な方法であり、非Znめっきとする。また非Znめっきとしてはこれまで種々のAlめっきが知られており、具体的にはAl,Al-Si,Al-Mg,Al-Si-Mg,Al-Ti、Al-Mn等がそれに当たる。更にAlめっきを合金化したものも知られている。Alは塩害環境において鋼板よりも卑な電位を持ち、特に鋼板が露出したような条件では極めて早く塗膜下腐食が進行する。このようなAlめっきの欠点を改善したAl-Mg、Al-Si-Mgめっきにおいてもその状況は改善されるものの未だ解決されない。更にAlめっきは自動車製造工程における塗装前処理である化成処理(リン酸塩処理)との反応性が乏しく、十分な化成処理皮膜が形成せず、塗膜下腐食をより促進してしまう。またAlはCuとの反応性が高く、スポット溶接性は従来の防錆鋼板である合金化溶融亜鉛めっき鋼板と比較すると、大幅な低下が避けられない。
【0011】
これに対してホットスタンプ材料に代表される合金化したAlめっきは塩害環境における電位が鋼板に近づき、塗装後耐食性の観点からはAlめっきよりも有利となる。スポット溶接性の観点からも有利で、Al-Fe合金とすることで電極材質であるCuとの反応性は大幅に抑制できる。しかし先述したように通常の条件で熱間プレスをした表面には化成処理は付着せず,化成処理による塗膜下腐食抑制は期待できない。更に脆性なAl-Feは冷間成形に耐えられず、成形部でめっきが大きく欠落してしまい、そのような部位の塗装後耐食性は期待できない。表面処理鋼板の場合,成形部でめっき損傷が起こった部位の耐食性が最も劣位であるのは明白で,腐食による板厚減少,ひいては強度低下の懸念はこのような部位で最も大きい。足廻り材料のような重要保安部品でこのような懸念は致命的となりかねない。
【0012】
そこで本発明者らは合金化されたAlめっきの冷間成形性と化成処理性改善を図った。冷間でのプレス成形性は先述した2つの観点、つまりパウダリングと鋼板の延性低下がある。この2つの課題はいずれも鋼板板厚に対するめっき層厚の比率を低下させることで解決できることを今回知見した。特に鋼板の延性に関してその影響が大きい。
【0013】
しかしめっき層厚を小さくすると一般に防錆性も低下するため、従来よりも優れた耐食性をAl-Feめっきに付与する必要がある。この目的のために適正量のアルカリ土類元素の添加が極めて有効であることを知見した。添加の目的は化成処理性の改善である。
【0014】
前述したようにAlめっきの化成処理性は良好でないことが知られている。またこれを合金化したAl-Feは更に化成処理性に劣り、ホットスタンプされたAlめっき表面には殆ど化成処理皮膜が付着しないことも知られている。これらはいずれも表面に生成する極めて不活性なアルミナ系酸化皮膜の存在による。化成処理は被処理物の酸によるエッチングにより皮膜形成されるもので、酸に対して安定なアルミナ系皮膜が存在すると化成処理性は低下する。
【0015】
ところがアルカリ土類元素を添加することでアルミナ皮膜がスピネル系皮膜に変化し(Mgを添加する場合Al2O3からMgAl2O4に変化)、酸に対してエッチングを受けやすくなるものと考えられる。しかしあまり多量に添加するとアルカリ金属が合金化めっき中に残存し、あるいはSiと化合物を生成してしまう。これら(Mg添加の場合には金属Mg、Mg2Si)はいずれも酸に対して非常に活性であるため、化成処理の過程で溶解してめっき皮膜自体に欠陥が生じてしまう。このような状況では却って耐食性上は不利となるため、望ましくない。このためアルカリ土類元素の添加量は化成処理性から下限、塗装後耐食性から上限が定められる。言い換えると酸化皮膜のみを改質し、めっきには影響しない程度の添加量が望ましい。
【0016】
アルカリ土類元素としては、Be、Mg、Ca、Sr、Ba、Raの6種類があり、どれでも上記の効果は得られるが、Beは毒性があり、Raは放射性元素であるため望ましくない。Baも水との反応性が高すぎるためあまり望ましくない。
【0017】
アルカリ土類元素を添加することで、合金化した後の化成処理性が改善され、Al-Feめっきの持つ優れた耐食性に加えて化成処理、電着塗装による防錆効果も得られ、総合的に極めて優れた塗装後耐食性が得られる。
【0018】
アルカリ土類元素を添加する意味はもう一つあり、Si、Al等の酸素との親和性の高い元素を含有する鋼板へのめっき性が飛躍的に改善される。一般に溶融めっきの焼鈍工程で窒素-水素雰囲気中で焼鈍される。この雰囲気はFeの還元雰囲気であるが、Si、Al、Cr等にとっては酸化雰囲気であり、鋼板表面にこれら元素の酸化物が生成する。この酸化物はAlめっき浴に浸漬したときの浴と鋼板との反応を阻害して不めっきの原因となる。足廻り材として高強度鋼板を適用するためにはSiあるいはAlを添加していわゆるDP鋼等を製造することが好ましいが、このような高強度鋼板はめっきが困難であった。今回Alめっき浴中にアルカリ土類元素を添加することでめっき性が大幅に改善され、これらの元素を含有する鋼板であっても容易にめっきすることが可能となった。
【0019】
更にAlめっき浴中にNi、Mnを添加して合金化させることでAl-Feめっきの塗装後耐食性を更に向上させることができる。Ni、Mnは化成処理液中に添加して化成処理皮膜の特性を高めることが知られているが、Al-Feめっきにおいても同様の効果を発揮している可能性がある。これらの元素は更に合金化後のAl-Fe系金属間化合物に延性を付与し、耐パウダリング性を改善する効果が得られることも知見した。
【0020】
本願発明はこのような理由から塗装後耐食性に優れた表面処理鋼板、その製造法、及びそれを用いて製造された自動車部品を規定するものである。その要旨とするところは特許請求の範囲に記載した通りの下記内容である。
(1)鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に、質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。
(2)めっき層厚(両面の合計)の板厚に対する比率が0.5〜2.5%であることを特徴とする、(1)に記載の塗装後耐食性に優れた表面処理鋼板。
(3)アルカリ土類金属元素の添加量が合計質量%で0.3〜1.9%であることを特徴とする、(1)または(2)に記載の塗装後耐食性に優れた表面処理鋼板。
(4)アルカリ土類元素がMgであることを特徴とする、(1)〜(3)のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
(5)めっき層に、更に質量%で、Ni:0.3〜3%、Mn:0.1〜1%の1種または2種を含有することを特徴とする、(1)〜(4)のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
(6)(1)〜(5)のいずれか一項に記載の表面処理鋼板の製造方法であって、熱延鋼板あるいは冷延鋼板を連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させることを特徴とする、表面処理鋼板の製造方法。
(7)(6)に記載の製造方法を用いて製造された表面処理鋼板を成形し、溶接することで製造されたことを特徴とする、塗装後耐食性に優れた自動車部品。
【発明の効果】
【0021】
本発明は、塗装後耐食性に優れた表面処理鋼板とその製造方法、該鋼板を用いた自動車部品を提供する。本発明は、今後の自動車減量化に大きく寄与するものと思われ、産業上の寄与は極めて大きい。
【図面の簡単な説明】
【0022】
【図1】板厚に対するめっき層厚(両面の合計)の比とめっきによる延性低下の関係を示す図である。
【発明を実施するための形態】
【0023】
次に、本発明の限定理由について説明する。本発明においてAlめっき鋼板を加熱することでAl及びFeを主体とする金属間化合物層に変化させるもので、変化した後の金属間化合物層(合金層)の組成をFe:35〜60%、Si:2%以下、アルカリ土類金属元素:合計で0.3%〜3%とする。塗装後耐食性、スポット溶接性の観点から、合金化させることが必須であり、このときFe量は35%以上となる。つまりこのFe含有量以下では塗装後耐食性、スポット溶接性が劣位となる。一方Fe濃度が高くなりすぎると、Feそのものの特性に近づいていくため、耐食性の観点からは望ましくない。このためFe濃度の上限を60%とする。
【0024】
合金層中Si量は2%以下とする。浴に添加したSiはAlとFeの合金化を抑制することが知られている。本発明はAlめっき後、同一ライン内で合金化処理することを前提としており、浴中Si量が高すぎると、合金化温度を高くする必要が生じる。そうすると、トップロールが高くなる、冷却に時間を要する等の課題が大きくなり、同一ライン内での合金化は不可能となる。このため合金化温度780℃以下に抑えるために浴中Si量は概ね4%以下とする必要がある。このとき合金層中のSi量は約2%であり、上限2%に定める。更にアルカリ土類金属とSiが同時に添加されると、酸に溶解しやすい化合物(Mg2Si、Ca2Sii等)を形成しやすく、これらが合金層に残存すると合金層の耐食性を低下させる懸念もある。浴中Si量は0%であっても構わないが、低すぎると浴内でAlとFeの反応が進行してめっき付着量を小さくすることが困難になる。このため0.3%以上添加することが望ましい。
【0025】
アルカリ土類元素の添加量は0.3〜3%とする。添加の目的は先述したように、めっきの耐食性を低下させることなく、酸化膜のみを改質して化成処理性を向上させることである。この目的のためには0.3%以上の添加が必要で、3%を超える添加量ではアルカリ土類金属が残存したり、Siとの化合物が残存しやすくなったりする。このためこの添加量に制限する。特に望ましい添加量は0.3〜1.9%である。なお、Siと同様にAlめっき浴への添加量と合金化後の含有量は一致しないことに注意する必要がある。例えば浴中にMgを1%添加したとき、合金化後の合金層中のMg量は0.5%程度であることが多い。合金化後のMg量は合金化条件にも依存する。
【0026】
添加するアルカリ土類金属についても先述したように、Mg、Ca、Sr等の添加が許容されるが、最も望ましい元素はMgである。アルカリ土類元素は原子番号が大きいほど活性であり、これは酸と反応しやすくなること、更には合金層に残存したこれら元素が化成処理液に溶解してめっきに欠陥が形成されることを意味している。従って毒性のあるBeの次に原子番号の小さいMgの適用が最も望ましい。
【0027】
めっき浴中に更にNi、Mnを添加することで更に塗装後耐食性が向上する知見、更にはMnを添加することで合金化後の合金層加工性が向上する知見も得られた。適正な添加量はNiの場合0.3-3%、Mnの場合0.1-1%の範囲である。両方添加することも可能である。いずれも添加量が少なすぎると塗装後耐食性向上効果が得られず、一方多量に添加するためには浴温を上昇させる必要があり、浴中危機の損耗等の問題が生じる。また添加すると合金化速度も低下し、より高温で合金化処理せねばならず、浴中Si量で述べたような課題がある。
【0028】
本発明において、めっき層厚(両面の合計)の板厚に対する比率を限定することで、良好な塗装後耐食性と鋼板の機械的特性、合金層の耐パウダリング特性が両立することを見出した。当然めっきの層厚は塗装後耐食性に有効であるが、合金化したAl-Feは極めて硬く脆性であり、冷間で成形すると様々な課題が顕在化する。例えば引張変形部では合金層自体が成形に追随できず、クラックを生成させ、逆に圧縮変形部では合金層が圧縮に耐えきれず、パウダー状に剥離する。クラックが生成するとその部位に応力集中して、母材の延性が低下し、パウダー状に剥離しためっきは金型に付着して続くプレス品の表面品位を低下させる。これらはいずれもめっき層厚を低下させることで劇的にその影響を減じることができ、特にめっき層厚(両面の合計)の板厚に対する比率を3%以下、望ましくは2.5%以下とすることで母材延性への悪影響を低減することができる。
【0029】
図1に両面めっき層厚(両面の合計)/板厚とめっき前後の延性差の関係を示す。この値を3%以下、好ましくは2.5%以下とすることが有効であることを示している。めっき層厚(両面の合計)の板厚に対する比率の下限は0.5%とする。0.5%は板厚2.6mmに対して両面13μm、つまり片面6.5μmに相当する。このような薄いめっきでは十分な塗装後耐食性を得ることができないために下限をこの値とする。また本発明は溶融Alめっき後、同一ライン内で合金化することを前提としており、このため浴中Si量を低目としている。そうするとめっき浴内で片面5-6μmの合金層が生成してしまい、片面6.5μmにすることは事実上困難である。
【0030】
次に鋼成分についてその限定理由を説明する。
【0031】
C:主として鋼板強度に影響する元素として知られている。C量が小さすぎると所望の強度が得られず、一方大きすぎると靭性、加工性が低下する。このため、0.05〜0.5%に限定する。
【0032】
Si、Al:これらの元素はいずれも延性に優れた高強度鋼板を製造するために有用な元素である。また、どちらも酸素との親和性の高い元素であり、溶融めっきラインの焼鈍工程において表面に酸化物として濃化しやすい元素であるため、Si:0.01〜4%、Al:0.01〜4%含有する。これらを含有する鋼は一般に溶融めっき性に劣るが、本発明において、アルカリ土類元素を添加することでこれらの元素を含有する鋼であっても溶融めっきが可能になることを知見した。アルカリ土類元素は極めて酸素との親和性が強いため、浴内に添加したアルカリ土類元素が鋼板表面の酸化物を還元する可能性があり、これがめっき性改善に寄与していると考えられる。本発明において、AlとSi量の和を0.3%以上添加することが好ましい。
【0033】
Siは強化元素であるのに加え、セメンタイトに固溶しない事から、粒界での粗大セメンタイトの形成を抑制する。Alは通常脱酸剤として使用され、Siと同様セメンタイトの生成を抑制する両元素の和が0.3%未満の添加では、固溶強化による強化が期待できない、あるいは、粒界への粗大セメンタイトの形成が抑制できないことからこの量以上添加する必要がある。一方で、5%を越える添加は、残留オーステナイトを過度に増加せしめ、打ち抜きや伸びフランジ性を劣化させる。あるいは過剰なAl添加はAl系の粗大介在物の個数を増大させ、表面疵の原因になる。このことから、SiとAlの添加量の和を5%以下とすることが好ましい。
【0034】
以下の元素は必要に応じて添加が可能な元素である。
【0035】
Mn:Mnは、固溶強化元素であることが知られており、またオーステナイト安定化元素でもあり、組織強化鋼を製造するうえでは重要な元素である。これらの効果を得るためには0.3%以上が必要で、一方4%を超えると靭性の低下が著しくなるため、上限をこの値とする。
【0036】
P:Pは鋼板の板厚中央部に偏析する傾向があり、溶接部を脆化させる。0.1%を超えると溶接部の脆化が顕著になるため、その上限を0.1%に限定した。Pを0.001%未満とすることは、経済的に不利であることからこの値を下限値とする。
【0037】
S:Sは、溶接性ならびに鋳造時および熱延時の製造性に悪影響を及ぼす。このことから、その上限値を0.01%以下とした。Sを0.001%未満とすることは、経済的に不利であることからこの値を下限値とする。
【0038】
Ti:Tiは、強化元素である。析出物強化、フェライト結晶粒の成長抑制による細粒強化および再結晶の抑制を通じた転位強化にて、鋼板の強度上昇に寄与する。添加量が0.01%未満ではこれらの効果が得られないため、下限値を0.01%とした。0.2%超含有すると、炭窒化物の析出が多くなり成形性が劣化するため、上限値をこの値とした。
【0039】
Nb:Nbは、強化元素である。析出物強化、フェライト結晶粒の成長抑制による細粒強化および再結晶の抑制を通じた転位強化にて、鋼板の強度上昇に寄与する。添加量が0.01%未満ではこれらの効果が得られないため、下限値を0.01%とした。0.1%超含有すると、炭窒化物の析出が多くなり成形性が劣化するため、上限値をこの値とした。
【0040】
B:Bは、0.0001%以上の添加で粒界の強化や鋼材の強度化に有効であるが、その添加量が0.01%を超えると、その効果が飽和するばかりでなく、熱延時の製造製を低下させることから、その上限をこの値とした。
【0041】
Mo:Moは、強化元素であるとともに焼入れ性の向上に重要である。しかし、0.01%未満ではこれらの効果が得られないため下限値を0.01%とした。1%超含有すると大幅なコスト高を招くことから上限はこの値とした。
【0042】
N:Nは、粗大な窒化物を形成し、曲げ性を劣化させることから、添加量を抑える必要がある。添加量が0.03%を超えると、この傾向が顕著となることから、N含有量の上限を0.03%以下とした。加えて、溶接時のブローホール発生の原因になることから少ない方が良い。下限は、特に定めることなく本発明の効果は発揮されるが、N含有量0.001%未満とすることは、製造コストの大幅な増加を招くことから、これが実質的な下限である。
【0043】
Cr:Crは、強化元素であると共に、5%以上の添加により表面に安定な酸化皮膜を形成して鋼板の耐食性を大幅に向上させる。CrもAl、Siと同様に酸素との親和性の高い元素であり、溶融めっきラインの焼鈍工程において表面に酸化物として濃化しやすい元素で、溶融めっき性を阻害する元素である。この作用はCr:2%以上で顕著となる。0.01%未満では強化効果は現れず、下限を0.01%とする。一方25%超の添加は鋼板の成形性を低下させるために上限を25%とする。なお、Crの好ましい範囲は2〜25%である。
【0044】
本発明においては鋼成分のみを規定しているが、これらの鋼成分を有する鋼として、Dual Phase鋼、TRIP鋼等の組織を制御した高強度鋼があり、強度レベルは590〜1180MPa級の鋼板を製造しうる。特にSiを添加することで鋼板の機械的特性は改善されるが、めっき性に問題があった。今回めっき性を改善することで上記のような優れた機械特性を有する鋼を適用することが可能となった。但し合金化温度が700℃以上となりうるためTRIP鋼の製造には制限がある。
【0045】
本発明は熱延原板を適用することも、また冷延原板を適用することも可能である。一般に板厚が2mm程度以下は冷延原板が使用されることが多いが、本発明の課題である焼鈍時のSi、Al等の表面濃化によるめっき性の低下との課題は、熱延板、冷延板を問わずに起こる現象であるため、特に区別するものではない。
【0046】
本発明において、Al めっきのめっき前処理、後処理等については特に限定するものではない。めっき前処理としてNi,Cu,Cr,Feプレめっき等もありうるが、これも適用可能である。また、めっき後処理としては一次防錆、潤滑性等を目的とした処理がありうる。これらの適用も可能であるが、その後化成処理を施されるため、これを阻害するような処理は好ましくない。特に有機樹脂を被覆すると化成処理性が著しく低下するため好ましくない。
【0047】
プレスされた後の部品は溶接,化成処理,電着塗装等を経て製品となる。通常はカチオン電着塗装が用いられることが多く、その膜厚は1〜30μm程度である。電着塗装の後に中塗り,上塗り等の塗装が施される場合ともある。
【0048】
製造法としては、溶融めっき法によるものとする。溶融Alめっきは現在工業的に最も広く行われており、無酸化炉法、RTF(Radiant Tube Furnace)法等がある。炉の形式として横型炉、縦型炉があるがどちらも適用可能である。めっき浴に浸漬してAlめっきした後、ガスワイピング等で付着量を制御し、次いで合金化処理を施すものとする。
【0049】
本発明において浴中Si量は概ね4%以下とすることが好ましく、このとき合金化した後のめっき層中Si濃度は2%以下とする。浴中Si量がこの程度のとき、浴温は約700℃程度が望ましく、浴を出た鋼板はワイピングで冷却され、その後合金化するために再加熱される。このときの冷却温度は300℃以上とする。冷却後、再加熱する必要があり、再加熱のエネルギーをできるだけ小さくするためである。再加熱温度は完全に表面まで合金化されるために必要な温度となる。浴中Siが高い場合や、めっき層厚が大きい場合は温度を高温にする必要があるが、高温にするためにはより大きなエネルギーが必要であることと、加熱後トップロールに接するまでに急冷する必要があることからできるだけ低温で合金化できることが望ましい。
【0050】
本発明はこの合金化温度を650〜780℃に限定する。Alめっきの合金化から650℃未満の合金化には数時間が必要でAlめっきと同一ライン内での合金化は不可能である。このため下限を650℃とする。一方合金化温度が780℃超では加熱、及び冷却のための設備が長大となり、トップロールまの高さが100m以上となり、膨大な設備費用が必要となり、この温度を上限とする。
【実施例】
【0051】
(実施例1)
通常の熱延、冷延工程を経た、表1に示す鋼成分を有する板厚1.6mmの冷延鋼板に溶融Alめっきを施した。焼鈍温度は790℃とした。浴組成、浴温、めっき層厚(両面の合計)、合金化温度を変えて種々の条件で製造し、その特性を評価した。特性評価方法を下に示す。
【表1】
【0052】
[化成処理性]
70×150mmの試料に対し、日本パーカライジング(株)製化成処理液(表面調整:PL-X、化成:PB-SX35)を用いて化成処理し、処理後の化成処理皮膜量を蛍光X線で測定した。
判定 ○:1.5g/m2以上 ×:1.5g/m2未満
【0053】
[塗装後耐食性]
上記の化成処理後、日本ペイント(株)製カチオン電着塗装PN-110を20μm狙いで塗装し、170℃で20分焼き付けた。その後塗膜にカッターで疵を入れ、JASO M610-92に規定する複合腐食試験に供した。60日(180サイクル)後の片側最大膨れ幅を計測した。
判定 ○:4mm以下 △:4mm超〜6mm以下 ×:6mm超
【0054】
[延性評価]
JIS Z2241に準拠し、5号試験片による引張試験を行った。この際、めっきままとめっき剥離後の両方で試験した。めっき剥離は、インヒビター(杉村化学(株)製AS-20KS)を添加した塩酸中で行った。塩酸濃度は10mass%、インヒビター濃度は酸に対して0.3mass%とした。めっき剥離後の伸び値よりめっき剥離前の伸び値を減じた数値はめっきによる延性低下の程度を示すものであり、この数値で延性を評価した。
判定 ○:3%以下 ×:3%超
【0055】
[パウダリング性評価]
50×100mmの試験片を3t曲げ変形を行った。変形前後の重量を計測し、重量変化をめっきのパウダリング量とした。
判定 ◎:4mg以下 ○:7mg以下 ×:7mg超
【0056】
[めっき組成評価]
めっき組成はEPMA、あるいはSEM-EDS分析で求めるものとする。断面研磨後、断面からめっき層を10点程度スポット定量分析し、平均値を算出するものとする。定量分析はZAF法による標準試料を用いない方法とする。
【0057】
表2にめっき組成、浴温、合金化条件、めっき層厚(両面の合計)と特性の関係を表示する。Fe濃度の低すぎる水準a1は表面まで合金化が進行していない例に相当し、このときには塗装後耐食性は劣位となった。同様にSi量が高すぎる水準a9は合金化時間を30秒としても表面まで合金化せず、やはり塗装後耐食性は劣位となった。逆に、Fe濃度の高すぎる水準a5も耐食性不良であった。
【0058】
一方、アルカリ土類元素を添加しない例、あるいは添加量の少ない例(水準a10)においては、化成処理が十分に生成せず、塗装後耐食性が不良であった。逆にアルカリ土類元素の添加量が多すぎる例(水準a12)においても塗装後耐食性は良好ではなかった。このときには金属MgあるいはSiとの化合物Mg2Siがめっき層に残存し、この部位が選択的に腐食されたと推定される。
【0059】
まためっき層厚が板厚に対して相対的に厚い例(水準a23)においては、延性の低下が大きかった。同様に水準a22も評価は○となっているが、他の条件と比べるとパウダリング量が多い傾向であった。これら以外の水準は良好な特性が得られた。
【表2】
【0060】
(実施例2)
表3に示す種々の鋼成分を有する冷延板をAlめっきし、合金化処理した。Alめっきとしてはアルカリ土類元素を合計で0.3〜3mass%含有するもの(A浴)としないもの(B浴)とした。700℃、10秒で合金化した後のめっき組成はA浴の場合、50%Fe-0.5%Si-0.5%Mg-残Al、B浴では49%Fe-0.5%Si-残Alであった。板厚は2mm、めっき層厚は両面合計で28μmであった。めっき層厚(両面の合計)の板厚に対する比率は1.4%である。評価は合金化後の外観とした。
【0061】
[外観評価]
50×50mmの試験片内における不めっき個数を計測した。
判定 ○:0個 ×:1個以上
【0062】
表3に示すように、0.3%以上のSi、あるいはAlを含有する鋼成分においてもアルカリ土類金属を含有するA浴を用いて良好なめっきが可能で、500〜1100MPaの強度が得られた。この中の一部について、水準b12、b13に示すように、アルカリ土類金属を含有しないB浴を用いたところ、不めっきが発生した。
【表3】
【0063】
(実施例3)
実施例1と同様の条件で、種々の板厚の冷延鋼板に種々のめっき厚でAlめっきし、合金化処理した。用いた鋼成分は、実施例2の水準b8の鋼で、浴温は700℃、合金化条件は、めっき層厚に依存するが、700℃で2〜20秒の範囲であった。また合金化後の組成は51%Fe-0.5%Si-0.5%Mg-0.3%Mn-残Alであった。これらの材料の延性を実施例1の方法で評価した。但しここでは延性の低下を数値(%)で示した。
【表4】
【0064】
表4の数値は図1の数字と同じものである。表4及び図1より、めっき層厚(両面の合計)/板厚の値が水準c16、c17のように3%を超えると延性の低下が大きくなること、及び望ましくは2.5%以下とすることが好ましいことが分かる。以上の実施例により本発明の効果が確認された。
【特許請求の範囲】
【請求項1】
鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に、質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。
【請求項2】
めっき層厚(両面の合計)の板厚に対する比率が0.5〜2.5%であることを特徴とする、請求項1に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項3】
アルカリ土類金属元素の添加量が合計質量%で0.3〜1.9%であることを特徴とする、請求項1または2に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項4】
アルカリ土類元素がMgであることを特徴とする、請求項1〜3のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項5】
めっき層に、更に質量%で、Ni:0.3〜3%、Mn:0.1〜1%の1種または2種を含有することを特徴とする、請求項1〜4のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項6】
請求項1〜5のいずれか一項に記載の表面処理鋼板の製造方法であって、熱延鋼板あるいは冷延鋼板を連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させることを特徴とする、表面処理鋼板の製造方法。
【請求項7】
請求項6に記載の製造方法を用いて製造された表面処理鋼板を成形し、溶接することで製造されたことを特徴とする、塗装後耐食性に優れた自動車部品。
【請求項1】
鋼成分として、質量%で、C:0.05〜0.5%、Mn:0.3〜4%、P:0.001〜0.1%、S:0.001〜0.05%、N:0.001〜0.03%、Si:0.01〜4%、Al:0.01〜4%を含有し、更にTi:0.01〜0.2%、Nb:0.01〜0.1%、B:0.0001〜0.01%、Mo:0.01〜1%、Cr:0.01〜25%から選ばれる元素の1種または2種以上を含有し、更にSi+Alが0.3〜5%以下、またはCr:2〜25%となるように含有し、残部が鉄及び不可避的不純物である鋼板の表面に、質量%でFe:35〜60%を含有し、更にSi:2%以下(0を含む)、アルカリ土類金属元素:合計で0.3〜3%を含有し、残部Al及び不可避的不純物からなるめっき層を鋼板表面に有し、めっき層厚(両面の合計)の板厚に対する比率が0.5〜3%であることを特徴とする塗装後耐食性に優れた表面処理鋼板。
【請求項2】
めっき層厚(両面の合計)の板厚に対する比率が0.5〜2.5%であることを特徴とする、請求項1に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項3】
アルカリ土類金属元素の添加量が合計質量%で0.3〜1.9%であることを特徴とする、請求項1または2に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項4】
アルカリ土類元素がMgであることを特徴とする、請求項1〜3のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項5】
めっき層に、更に質量%で、Ni:0.3〜3%、Mn:0.1〜1%の1種または2種を含有することを特徴とする、請求項1〜4のいずれか一項に記載の塗装後耐食性に優れた表面処理鋼板。
【請求項6】
請求項1〜5のいずれか一項に記載の表面処理鋼板の製造方法であって、熱延鋼板あるいは冷延鋼板を連続溶融めっきラインでAlめっきした後、300℃以下まで冷却することなく、650〜780℃に再加熱して表面まで合金化させることを特徴とする、表面処理鋼板の製造方法。
【請求項7】
請求項6に記載の製造方法を用いて製造された表面処理鋼板を成形し、溶接することで製造されたことを特徴とする、塗装後耐食性に優れた自動車部品。
【図1】

【公開番号】特開2012−255204(P2012−255204A)
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願番号】特願2011−287049(P2011−287049)
【出願日】平成23年12月28日(2011.12.28)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
【公開日】平成24年12月27日(2012.12.27)
【国際特許分類】
【出願日】平成23年12月28日(2011.12.28)
【出願人】(000006655)新日鐵住金株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]