
塗装方法
【課題】塗料の塗着効率および塗装品質を向上させる特定の塗装用ノズルを用いた塗装方法を提供する。
【解決手段】塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを用いて、粘度0.15〜2.5Pa・sで且つ比重1.1〜4.0g/ccの塗料を被塗面に対し塗装する方法であって、前記塗料噴出管の噴出口径を1.0〜4.0mm、及び塗料噴出管外径とエア管内径との差を0.15〜1mmとして、塗装距離を20〜300mm、塗料噴出速度を70〜1100mm/sでエア排出速度を30〜600m/sに制御することを特徴とする塗装方法。
【解決手段】塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを用いて、粘度0.15〜2.5Pa・sで且つ比重1.1〜4.0g/ccの塗料を被塗面に対し塗装する方法であって、前記塗料噴出管の噴出口径を1.0〜4.0mm、及び塗料噴出管外径とエア管内径との差を0.15〜1mmとして、塗装距離を20〜300mm、塗料噴出速度を70〜1100mm/sでエア排出速度を30〜600m/sに制御することを特徴とする塗装方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗料の塗着効率および塗装品質を向上させる特定の塗装用ノズルを用いた塗装方法に関する。
【背景技術】
【0002】
従来、霧化塗装には二流体ノズルを用いたエアスプレー塗装、加圧ノズルを用いたエアレススプレー塗装、回転ベルや回転ディスクを用いた回転霧化塗装などがあり、工業用塗装ラインの大半で利用されている。中でもエアスプレー塗装は得られる塗膜の仕上がりの点で優位性があり、また最も手軽に適用できることから霧化塗装の主流となっている。しかしながら、仕上がりとは相反してエアスプレー塗装の塗着効率は最も低いレベルにあり、静電気力を利用した静電エアスプレー塗装や、霧化エアを低圧大風量にした低圧霧化スプレー塗装などにより塗着効率を向上させる改善方法も考案されてはいるが、十分ではない。
【0003】
一方、ジンクプライマー等の高粘度塗料の屋外設備へのスプレー塗装は、通常、高圧噴射するエアレススプレーによって霧化塗装されることが多い。しかしながらエアレススプレー塗装でも、塗料ダストが多く発生し塗着効率が高いとは言えず、環境への影響も懸念される。これに対し特許文献1や特許文献2ではエアスプレーによって高粘度塗料を塗装することが提案されており、塗装霧化エアとして温風霧化エアを使用することで塗料粘度を低下させて微粒化しやすく仕上がりに優れた塗膜が得られることが示されている。
【0004】
しかしながら温風霧化エアを使用するエアスプレー塗装でも塗着効率は90%程度であり、また大掛かりな設備が必要であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭50−16732号公報
【特許文献2】特開平7−144169号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記事情に鑑みてなされたものであり、本発明の目的は、ジンクプライマー等の高粘度塗料の塗着効率および塗装品質を向上させる塗装方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意検討を重ねた結果、特定の塗装用ノズルを用いて特定の塗装条件とすることにより、上記課題を解決することができることを見出し、本発明を完成するに至った。
【0008】
すなわち本発明は、塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを用いて、粘度0.15〜2.5Pa・sで且つ比重1.1〜4.0g/ccの塗料を被塗面に対し塗装する方法であって、前記塗料噴出管の噴出口径を1.0〜4.0mm、及び塗料噴出管外径とエア管内径との差(距離d)を0.15〜1mmとして、塗装距離を20〜300mm、塗料噴出速度を70〜1100mm/sでエア排出速度を30〜600m/sに制御することを特徴とする塗装方法、に関する。
【発明の効果】
【0009】
本発明によれば、特定の塗装用ノズルを用いて特定の塗装条件とすることにより、殆ど塗料ダストが発生せず、しかも温風霧化エアを使用せずとも被塗装面に効率よくジンクプライマー等の高粘度塗料を付着させて仕上がり性(平滑性等)に優れた塗膜を形成することができる。
【図面の簡単な説明】
【0010】
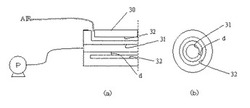
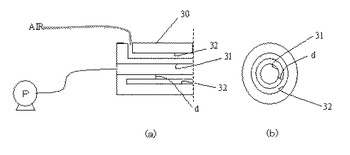
【図1】本発明に用いられる塗装用ノズルの概略図である。
【発明を実施するための形態】
【0011】
本発明方法では、塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを使用する。
【0012】
図1は、本発明方法に用いられる塗装用ノズルの概略図であり、(a)が側面断面図、(b)が(a)の点線に沿った正面断面である。同図に示すように、塗装用ノズル30は、塗料噴出管31とエア管32とからなる二重管を備えている。より詳細には、塗料を噴出する塗料噴出管31が中央に配置され、これと同心円状に塗料噴出管31の外周に距離dの間隔で、空気を排出する環状のエア管32が配置されている。そして、タンクからポンプによって押し出された塗料が管部材を通って塗装用ノズル30まで流れてきて、中央の塗料噴出管31から噴出される。また、エア管32からの空気の噴射量、噴射速度は制御装置(図示せず)によって制御可能である。
【0013】
この時、塗料の粒子径と空気の流れ速度との間に密接な関係があり、塗料の吹き付け角度を鉛直方向に近づけることが必要となる。具体的には、粒子径が小さく、空気の流れ速度が遅い程空気の流れに乗って塗料が飛散し易く、反対に、粒子径が大きく、空気の流れ速度が速いと塗料は被塗装面に付着し易くなる。しかしながら、粒子径を大きくすると塗膜の平滑性が損なわれるという問題がある。そこで、塗料の吹き付け角度を鉛直方向に近づけ、かつ、塗膜の平滑性が損なわれないように、塗料の粒子径と空気の流れ速度を制御装置(空気流量制御手段)で調節する。これにより、塗料の飛散を防止して仕上がり性(平滑性等)の良い塗膜を得ることができる。
【0014】
本発明では、塗着効率、塗膜の平滑性向上の点から、上記塗料噴出管の口径を1.0〜4.0mm、好ましくは1.3〜2.5mmとし、塗料噴出管外径とエア管内径との差(距離d)を0.15〜1mm、好ましくは0.2〜0.8mmとする。
【0015】
本発明方法が適用される塗料は、粘度0.15〜2.5Pa・s、好ましくは0.1〜1.5Pa・sで、且つ比重1.1〜4.0g/cc好ましくは1.1〜3.0g/ccの塗料である。ここで粘度は、コーンプレート型回転粘度計を用いて、25℃、170(1/秒)での測定値である。
【0016】
本発明方法では、前記塗装ノズルを用いて、塗料噴出速度を70〜1100mm/s、好ましくは100〜700mm/sで、エア排出速度を30〜600m/s、好ましくは50〜600m/sに制御して上記塗料を塗装する。また塗装用ノズルと被塗装面との塗装距離は、20〜300mm、好ましくは50〜200mmとするのが、塗着効率の点から好適である。
【0017】
本発明方法は被塗面として、鉄橋脚、コンクリート脚、鉄塔、トンネル等の屋外施設表面等が挙げられる。
【実施例】
【0018】
以下、実施例を挙げて本発明をさらに詳細に説明する。
【0019】
事例1
エポキシ樹脂系ジンクリットペイント塗料(「SDジンク500」、関西ペイント株式会社製)を塗装固形分86.5重量%に希釈し、これを図1に示す塗装用ノズルを用いて、目標膜厚(乾燥膜厚)65〜85μmとなるように被塗面に塗装を行なった。各例における塗装用ノズルの仕様及び各塗装条件を表1に示す。上記希釈塗料の塗料粘度は0.4Pa・s、比重は2.5g/ccである。
【0020】
得られた塗装面の仕上がり外観(平滑性)を目視評価した。また上記塗装時の塗着効率を、周知の方法に基づき乾燥塗着塗料重量と塗装用ノズルから噴出された塗料の乾燥重量から求めた。結果を表1に併せて示す。
【0021】
【表1】

【0022】
事例2
シリコン変性エポキシ樹脂系下塗上塗兼用塗料(「ユニテクト30セーフティー(厚膜改良配合)」、関西ペイント株式会社製)を塗装固形分76.0重量%に希釈し、これを図1に示す塗装用ノズルを用いて、目標膜厚(乾燥膜厚)115〜135μmとなるように被塗面に塗装を行なった。各例における塗装用ノズルの仕様及び各塗装条件を表2に示す。上記希釈塗料の塗料粘度は0.8Pa・s、比重は1.25g/ccである。
【0023】
得られた塗装面の仕上がり外観(平滑性)を目視評価した。また上記塗装時の塗着効率を、周知の方法に基づき乾燥塗着塗料重量と塗装用ノズルから噴出された塗料の乾燥重量から求めた。結果を表2に併せて示す。
【0024】
【表2】
【符号の説明】
【0025】
以下、〔図1〕における符号を説明する。
【0026】
30 塗装用ノズル
31 塗料噴出管
32 エア管
【技術分野】
【0001】
本発明は、塗料の塗着効率および塗装品質を向上させる特定の塗装用ノズルを用いた塗装方法に関する。
【背景技術】
【0002】
従来、霧化塗装には二流体ノズルを用いたエアスプレー塗装、加圧ノズルを用いたエアレススプレー塗装、回転ベルや回転ディスクを用いた回転霧化塗装などがあり、工業用塗装ラインの大半で利用されている。中でもエアスプレー塗装は得られる塗膜の仕上がりの点で優位性があり、また最も手軽に適用できることから霧化塗装の主流となっている。しかしながら、仕上がりとは相反してエアスプレー塗装の塗着効率は最も低いレベルにあり、静電気力を利用した静電エアスプレー塗装や、霧化エアを低圧大風量にした低圧霧化スプレー塗装などにより塗着効率を向上させる改善方法も考案されてはいるが、十分ではない。
【0003】
一方、ジンクプライマー等の高粘度塗料の屋外設備へのスプレー塗装は、通常、高圧噴射するエアレススプレーによって霧化塗装されることが多い。しかしながらエアレススプレー塗装でも、塗料ダストが多く発生し塗着効率が高いとは言えず、環境への影響も懸念される。これに対し特許文献1や特許文献2ではエアスプレーによって高粘度塗料を塗装することが提案されており、塗装霧化エアとして温風霧化エアを使用することで塗料粘度を低下させて微粒化しやすく仕上がりに優れた塗膜が得られることが示されている。
【0004】
しかしながら温風霧化エアを使用するエアスプレー塗装でも塗着効率は90%程度であり、また大掛かりな設備が必要であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開昭50−16732号公報
【特許文献2】特開平7−144169号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記事情に鑑みてなされたものであり、本発明の目的は、ジンクプライマー等の高粘度塗料の塗着効率および塗装品質を向上させる塗装方法を提供することである。
【課題を解決するための手段】
【0007】
本発明者らは、上記課題を解決するために鋭意検討を重ねた結果、特定の塗装用ノズルを用いて特定の塗装条件とすることにより、上記課題を解決することができることを見出し、本発明を完成するに至った。
【0008】
すなわち本発明は、塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを用いて、粘度0.15〜2.5Pa・sで且つ比重1.1〜4.0g/ccの塗料を被塗面に対し塗装する方法であって、前記塗料噴出管の噴出口径を1.0〜4.0mm、及び塗料噴出管外径とエア管内径との差(距離d)を0.15〜1mmとして、塗装距離を20〜300mm、塗料噴出速度を70〜1100mm/sでエア排出速度を30〜600m/sに制御することを特徴とする塗装方法、に関する。
【発明の効果】
【0009】
本発明によれば、特定の塗装用ノズルを用いて特定の塗装条件とすることにより、殆ど塗料ダストが発生せず、しかも温風霧化エアを使用せずとも被塗装面に効率よくジンクプライマー等の高粘度塗料を付着させて仕上がり性(平滑性等)に優れた塗膜を形成することができる。
【図面の簡単な説明】
【0010】
【図1】本発明に用いられる塗装用ノズルの概略図である。
【発明を実施するための形態】
【0011】
本発明方法では、塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを使用する。
【0012】
図1は、本発明方法に用いられる塗装用ノズルの概略図であり、(a)が側面断面図、(b)が(a)の点線に沿った正面断面である。同図に示すように、塗装用ノズル30は、塗料噴出管31とエア管32とからなる二重管を備えている。より詳細には、塗料を噴出する塗料噴出管31が中央に配置され、これと同心円状に塗料噴出管31の外周に距離dの間隔で、空気を排出する環状のエア管32が配置されている。そして、タンクからポンプによって押し出された塗料が管部材を通って塗装用ノズル30まで流れてきて、中央の塗料噴出管31から噴出される。また、エア管32からの空気の噴射量、噴射速度は制御装置(図示せず)によって制御可能である。
【0013】
この時、塗料の粒子径と空気の流れ速度との間に密接な関係があり、塗料の吹き付け角度を鉛直方向に近づけることが必要となる。具体的には、粒子径が小さく、空気の流れ速度が遅い程空気の流れに乗って塗料が飛散し易く、反対に、粒子径が大きく、空気の流れ速度が速いと塗料は被塗装面に付着し易くなる。しかしながら、粒子径を大きくすると塗膜の平滑性が損なわれるという問題がある。そこで、塗料の吹き付け角度を鉛直方向に近づけ、かつ、塗膜の平滑性が損なわれないように、塗料の粒子径と空気の流れ速度を制御装置(空気流量制御手段)で調節する。これにより、塗料の飛散を防止して仕上がり性(平滑性等)の良い塗膜を得ることができる。
【0014】
本発明では、塗着効率、塗膜の平滑性向上の点から、上記塗料噴出管の口径を1.0〜4.0mm、好ましくは1.3〜2.5mmとし、塗料噴出管外径とエア管内径との差(距離d)を0.15〜1mm、好ましくは0.2〜0.8mmとする。
【0015】
本発明方法が適用される塗料は、粘度0.15〜2.5Pa・s、好ましくは0.1〜1.5Pa・sで、且つ比重1.1〜4.0g/cc好ましくは1.1〜3.0g/ccの塗料である。ここで粘度は、コーンプレート型回転粘度計を用いて、25℃、170(1/秒)での測定値である。
【0016】
本発明方法では、前記塗装ノズルを用いて、塗料噴出速度を70〜1100mm/s、好ましくは100〜700mm/sで、エア排出速度を30〜600m/s、好ましくは50〜600m/sに制御して上記塗料を塗装する。また塗装用ノズルと被塗装面との塗装距離は、20〜300mm、好ましくは50〜200mmとするのが、塗着効率の点から好適である。
【0017】
本発明方法は被塗面として、鉄橋脚、コンクリート脚、鉄塔、トンネル等の屋外施設表面等が挙げられる。
【実施例】
【0018】
以下、実施例を挙げて本発明をさらに詳細に説明する。
【0019】
事例1
エポキシ樹脂系ジンクリットペイント塗料(「SDジンク500」、関西ペイント株式会社製)を塗装固形分86.5重量%に希釈し、これを図1に示す塗装用ノズルを用いて、目標膜厚(乾燥膜厚)65〜85μmとなるように被塗面に塗装を行なった。各例における塗装用ノズルの仕様及び各塗装条件を表1に示す。上記希釈塗料の塗料粘度は0.4Pa・s、比重は2.5g/ccである。
【0020】
得られた塗装面の仕上がり外観(平滑性)を目視評価した。また上記塗装時の塗着効率を、周知の方法に基づき乾燥塗着塗料重量と塗装用ノズルから噴出された塗料の乾燥重量から求めた。結果を表1に併せて示す。
【0021】
【表1】
【0022】
事例2
シリコン変性エポキシ樹脂系下塗上塗兼用塗料(「ユニテクト30セーフティー(厚膜改良配合)」、関西ペイント株式会社製)を塗装固形分76.0重量%に希釈し、これを図1に示す塗装用ノズルを用いて、目標膜厚(乾燥膜厚)115〜135μmとなるように被塗面に塗装を行なった。各例における塗装用ノズルの仕様及び各塗装条件を表2に示す。上記希釈塗料の塗料粘度は0.8Pa・s、比重は1.25g/ccである。
【0023】
得られた塗装面の仕上がり外観(平滑性)を目視評価した。また上記塗装時の塗着効率を、周知の方法に基づき乾燥塗着塗料重量と塗装用ノズルから噴出された塗料の乾燥重量から求めた。結果を表2に併せて示す。
【0024】
【表2】
【符号の説明】
【0025】
以下、〔図1〕における符号を説明する。
【0026】
30 塗装用ノズル
31 塗料噴出管
32 エア管
【特許請求の範囲】
【請求項1】
塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを用いて、粘度0.15〜2.5Pa・sで且つ比重1.1〜4.0g/ccの塗料を被塗面に対し塗装する方法であって、
前記塗料噴出管の噴出口径を1.0〜4.0mm、及び塗料噴出管外径とエア管内径との差を0.15〜1mmとして、塗装距離を20〜300mm、塗料噴出速度を70〜1100mm/sでエア排出速度を30〜600m/sに制御することを特徴とする塗装方法。
【請求項1】
塗料を噴出する塗料噴出管と、環状に形成され、前記塗料噴出管の外周に同心円状に配置され、空気を排出するエア管と、前記エア管から排出される空気の流れ速度を調整する空気流量制御手段とを備える塗装用ノズルを用いて、粘度0.15〜2.5Pa・sで且つ比重1.1〜4.0g/ccの塗料を被塗面に対し塗装する方法であって、
前記塗料噴出管の噴出口径を1.0〜4.0mm、及び塗料噴出管外径とエア管内径との差を0.15〜1mmとして、塗装距離を20〜300mm、塗料噴出速度を70〜1100mm/sでエア排出速度を30〜600m/sに制御することを特徴とする塗装方法。
【図1】

【公開番号】特開2012−213687(P2012−213687A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2011−79622(P2011−79622)
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000001409)関西ペイント株式会社 (815)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成23年3月31日(2011.3.31)
【出願人】(000001409)関西ペイント株式会社 (815)
【Fターム(参考)】
[ Back to top ]