
塗装方法
【課題】より簡単な工程で傷がつきにくい塗膜が塗装できるようにする。
【解決手段】まず、ステップ101で、塗装対象の構造体の塗装面を加熱する。ここでは、粉体塗料の塗装温度に加熱する。例えば、用いる粉体塗料が飽和ポリエステル樹脂から構成されたものである場合、構造体を600℃以上に加熱すればよい。次に、ステップ102で、加熱された塗装面に粉体塗料の粉末およびポリシラザン粉末を付着させる。塗装面は、塗装温度に加熱されているため、塗装面に付着した粉体塗料の粉末は、溶融して塗膜となる。また、加熱されている塗装面に付着したポリシラザン粉末は、焼成されて二酸化シリコン(シリカ)に転化する。
【解決手段】まず、ステップ101で、塗装対象の構造体の塗装面を加熱する。ここでは、粉体塗料の塗装温度に加熱する。例えば、用いる粉体塗料が飽和ポリエステル樹脂から構成されたものである場合、構造体を600℃以上に加熱すればよい。次に、ステップ102で、加熱された塗装面に粉体塗料の粉末およびポリシラザン粉末を付着させる。塗装面は、塗装温度に加熱されているため、塗装面に付着した粉体塗料の粉末は、溶融して塗膜となる。また、加熱されている塗装面に付着したポリシラザン粉末は、焼成されて二酸化シリコン(シリカ)に転化する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋼材などの金属表面を保護するために用いられる塗膜を形成する塗装方法に関するものである。
【背景技術】
【0002】
設備・構造物には多くの鋼材が用いられいるが、屋外で用いられているため、用いられている鋼材の腐食を防ぐことが重要となる。また、一般に、屋外で使用される設備・構造物は、外力による傷を受けやすい状態であり、用いられている鋼材も傷が形成されやすい状態となっている。このため、傷がついても、鋼材の腐食が防げるように亜鉛めっきが被膜として形成されている(非特許文献1参照)。亜鉛は、水中での腐食電位が鋼よりも低いため、傷の部分において両者が同時に水に接触すれば、亜鉛の腐食が選択的に発生し、鋼材の腐食が防げる。しかし、海岸に近い環境などで耐食性が不足する場合には、亜鉛をめっきした鋼に、塗料を塗装して耐食性の向上をはかっている。
【0003】
亜鉛をめっきした鋼に塗料を塗装することにより耐食性は著しく向上する。このため、塗装を施すことで、従来では亜鉛めっきをした鋼材が適用できない場所にも、これを用いた設備や構造物を設けることが可能になった。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】澤田孝、齋藤博之、東 康弘、境野英朋、「電気通信用の構造物や装置に対する腐食防食技術の研究」、NTT技術ジャーナル、Vol.22、No.11、32−36頁、2010年
【非特許文献2】http://www.tokai.or.jp/kyowa/aquamika.pdf
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、塗膜は、一般に外傷を受けやすい。例えば、海岸部では砂粒により外傷が形成され、山間部では砂粒に加えて氷雪により外傷が形成される。このような環境で、形成された傷が金属(鋼、亜鉛)に到達して金属を露出させると、当該部分が激しく腐食するという欠点がある。また、粉体塗装によれば、比較的高い硬度の塗膜を高い密着力で形成でき、また、厚い塗膜が形成でき、上述した外傷に対して耐性を持った状態とすることができる。しかしながら、この粉体塗装によって形成した塗膜であっても、摺動する部分においては傷が形成される。
【0006】
上述したような塗膜における傷を抑制するために、より硬度の高い塗膜を上塗り層として形成する技術がある。例えば、ポリシラザン(非特許文献2参照)を上塗り塗装することで、非常に傷がつきにくい塗膜とすることができる。しかしながら、このような塗装方法では、まず、下塗り塗装をして通常の塗膜を形成し、これを加熱焼成し、次に、ポリシラザンなどによる塗料を上塗り塗装し、これを加熱焼成しているため、塗装の工程が長く煩雑であるという問題があった。
【0007】
本発明は、以上のような問題点を解消するためになされたものであり、より簡単な工程で傷がつきにくい塗膜が塗装できるようにすることを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る塗装方法は、塗装対象の構造体の塗装面を加熱する第1工程と、加熱された塗装面に粉体塗料およびポリシラザン粉末を付着させる第2工程とを少なくとも備え、第1工程では、粉体塗料の塗装温度に加熱する。
【0009】
上記塗装方法において、第2工程では、粉体塗料とポリシラザン粉末とが混合された混合粉末を塗装面に付着させるようにすればよい。また、第2工程では、粉体塗料およびポリシラザン粉末を個別に塗装面に付着させるようにしてもよい。
【発明の効果】
【0010】
以上説明したことにより、本発明によれば、より簡単な工程で傷がつきにくい塗膜が塗装できるようになるという優れた効果が得られる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の実施の形態1における塗装方法を説明するためのフローチャートである。
【図2】図2は、本発明の実施の形態2における塗装方法を説明するためのフローチャートである。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について図を参照して説明する。
【0013】
[実施の形態1]
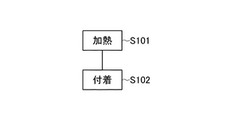
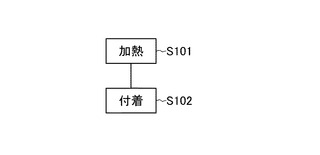
はじめに、本発明の実施の形態1における塗装方法について図1を用いて説明する。図1は、本発明の実施の形態1における塗装方法を説明するためのフローチャートである。
【0014】
まず、ステップ101で、塗装対象の構造体の塗装面を加熱する。ここでは、後述する粉体塗料の塗装温度に加熱する。例えば、用いる粉体塗料が飽和ポリエステル樹脂から構成されたものである場合、構造体を600℃以上に加熱すればよい。塗装温度は、粉体塗料の各々の粒子が融解して一体となり膜が形成される状態となる温度である。塗装面は、構造体の一部であり、構造体を加熱すれば塗装面も加熱されることになる。なお、構造体は、例えば、鉄骨などの金属部材から構成されたものである。
【0015】
次に、ステップ102で、加熱された塗装面に粉体塗料の粉末およびポリシラザン粉末を付着させる。塗装面は、塗装温度に加熱されているため、塗装面に付着した粉体塗料の粉末は、融解して塗膜となる。また、加熱されている塗装面に付着したポリシラザン粉末は、焼成されて二酸化シリコン(シリカ)に転化する。これらの結果、構造体の塗装面は、粉体塗料による塗膜とシリカによる塗膜とに覆われることになり、傷がつきにくい塗膜が塗装されることになる。また、焼成工程を2回行う必要がないなど、工程が少なく簡便な工程で塗装ができる。
【0016】
ここで、各粉末の付着は、例えば、粉体塗料の粉末とポリシラザンの粉末とを混合した混合粉末に塗装面を浸漬(埋入)する流動浸漬法により行えばよい。また、混合粉末を吹き付けることで、各粉末を加熱された塗装面に付着させるようにしてもよい。なお、混合粉体を用いる場合、粉体塗料の樹脂が結合剤として作用して、ポリシラザンが転化したシリカ粉末を塗膜中に保持するものと考えられる。このため、粉体塗料の混合比が小さくなると、上述した保持力が不十分になるものと考えられる。従って、混合粉末においては、粉体塗料とポリシラザンとの混合比率を、1:1より粉体塗料の方が多い状態とした方がよい。
【0017】
[実施の形態2]
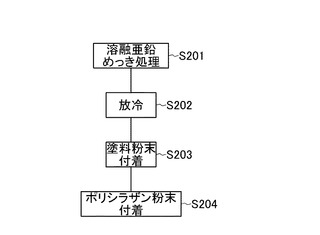
次に、本発明の実施の形態2について図2を用いて説明する。図2は、本発明の実施の形態2における塗装方法を説明するためのフローチャートである。
【0018】
まず、ステップ201で、塗装対象の鉄骨(構造体)に溶融亜鉛めっき処理を施す。溶融亜鉛めっき処理では、600℃程度に加熱されている溶融亜鉛めっき浴に鉄骨を浸漬し、所定時間後に引き上げる。この処理により、鉄骨の表面には亜鉛のめっき膜が形成され、また、鉄骨は600℃程度に加熱される。
【0019】
次に、ステップ202で、高温状態の鉄骨を、塗装温度にまで放冷する。例えば、200〜300℃程度になるまで放冷する。
【0020】
次に、ステップ203で、塗装温度にまで放冷された鉄骨の表面に、粉体塗料の粉末を付着させる。例えば、容器中に収容されている粉体塗料の粉末に、上記鉄骨を浸漬すればよい(流動浸漬法)。引き続き、ステップ204で、鉄骨の表面にポリシラザンの粉末を付着させる。例えば、容器中に収容されているポリシラザンの粉末に、上記鉄骨を浸漬すればよい(流動浸漬法)。ステップ203における粉体塗料の粉末に鉄骨を浸漬する時間は、鉄骨の表面温度が、後の工程におけるポリシラザンが付着可能な温度(例えば100℃)以上の状態が維持できる範囲とすればよい。例えば、粉体塗料の粉末に鉄骨を浸漬する時間は3秒以内とすればよい。ステップ204におけるポリシラザンの粉末に鉄骨を浸漬す時間は、適宜に設定すればよい。
【0021】
鉄骨の表面は、塗装温度となっているため、鉄骨表面に付着した粉体塗料の粉末は、融解して塗膜となる。また、鉄骨表面に付着したポリシラザン粉末は、二酸化シリコンに転化する。これらの結果、鉄骨の表面(亜鉛めっき面)は、粉体塗料による塗膜とシリカによる塗膜とに覆われることになり、傷がつきにくい塗膜が塗装されることになる。また、焼成工程を2回行う必要がないなど、工程が少なく簡便な工程で塗装ができる。
【0022】
なお、本発明は以上に説明した実施の形態に限定されるものではなく、本発明の技術的思想内で、当分野において通常の知識を有する者により、多くの変形および組み合わせが実施可能であることは明白である。例えば、上述した実施の形態2では、粉体塗料の粉末を付着させ、引き続き、ポリシラザンの粉末を付着させるようにしたが、先にポリシラザンの粉末を付着させ、この後、粉体塗料の粉末を付着させるようにしてもよく、各々個別に付着させればよい。また、上述では、主に、鉄骨などを例に説明したが、これに限るものではなく、本発明は、鋼板などの金物や物品などにも適用可能であることはいうまでもない。
【技術分野】
【0001】
本発明は、鋼材などの金属表面を保護するために用いられる塗膜を形成する塗装方法に関するものである。
【背景技術】
【0002】
設備・構造物には多くの鋼材が用いられいるが、屋外で用いられているため、用いられている鋼材の腐食を防ぐことが重要となる。また、一般に、屋外で使用される設備・構造物は、外力による傷を受けやすい状態であり、用いられている鋼材も傷が形成されやすい状態となっている。このため、傷がついても、鋼材の腐食が防げるように亜鉛めっきが被膜として形成されている(非特許文献1参照)。亜鉛は、水中での腐食電位が鋼よりも低いため、傷の部分において両者が同時に水に接触すれば、亜鉛の腐食が選択的に発生し、鋼材の腐食が防げる。しかし、海岸に近い環境などで耐食性が不足する場合には、亜鉛をめっきした鋼に、塗料を塗装して耐食性の向上をはかっている。
【0003】
亜鉛をめっきした鋼に塗料を塗装することにより耐食性は著しく向上する。このため、塗装を施すことで、従来では亜鉛めっきをした鋼材が適用できない場所にも、これを用いた設備や構造物を設けることが可能になった。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】澤田孝、齋藤博之、東 康弘、境野英朋、「電気通信用の構造物や装置に対する腐食防食技術の研究」、NTT技術ジャーナル、Vol.22、No.11、32−36頁、2010年
【非特許文献2】http://www.tokai.or.jp/kyowa/aquamika.pdf
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、塗膜は、一般に外傷を受けやすい。例えば、海岸部では砂粒により外傷が形成され、山間部では砂粒に加えて氷雪により外傷が形成される。このような環境で、形成された傷が金属(鋼、亜鉛)に到達して金属を露出させると、当該部分が激しく腐食するという欠点がある。また、粉体塗装によれば、比較的高い硬度の塗膜を高い密着力で形成でき、また、厚い塗膜が形成でき、上述した外傷に対して耐性を持った状態とすることができる。しかしながら、この粉体塗装によって形成した塗膜であっても、摺動する部分においては傷が形成される。
【0006】
上述したような塗膜における傷を抑制するために、より硬度の高い塗膜を上塗り層として形成する技術がある。例えば、ポリシラザン(非特許文献2参照)を上塗り塗装することで、非常に傷がつきにくい塗膜とすることができる。しかしながら、このような塗装方法では、まず、下塗り塗装をして通常の塗膜を形成し、これを加熱焼成し、次に、ポリシラザンなどによる塗料を上塗り塗装し、これを加熱焼成しているため、塗装の工程が長く煩雑であるという問題があった。
【0007】
本発明は、以上のような問題点を解消するためになされたものであり、より簡単な工程で傷がつきにくい塗膜が塗装できるようにすることを目的とする。
【課題を解決するための手段】
【0008】
本発明に係る塗装方法は、塗装対象の構造体の塗装面を加熱する第1工程と、加熱された塗装面に粉体塗料およびポリシラザン粉末を付着させる第2工程とを少なくとも備え、第1工程では、粉体塗料の塗装温度に加熱する。
【0009】
上記塗装方法において、第2工程では、粉体塗料とポリシラザン粉末とが混合された混合粉末を塗装面に付着させるようにすればよい。また、第2工程では、粉体塗料およびポリシラザン粉末を個別に塗装面に付着させるようにしてもよい。
【発明の効果】
【0010】
以上説明したことにより、本発明によれば、より簡単な工程で傷がつきにくい塗膜が塗装できるようになるという優れた効果が得られる。
【図面の簡単な説明】
【0011】
【図1】図1は、本発明の実施の形態1における塗装方法を説明するためのフローチャートである。
【図2】図2は、本発明の実施の形態2における塗装方法を説明するためのフローチャートである。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態について図を参照して説明する。
【0013】
[実施の形態1]
はじめに、本発明の実施の形態1における塗装方法について図1を用いて説明する。図1は、本発明の実施の形態1における塗装方法を説明するためのフローチャートである。
【0014】
まず、ステップ101で、塗装対象の構造体の塗装面を加熱する。ここでは、後述する粉体塗料の塗装温度に加熱する。例えば、用いる粉体塗料が飽和ポリエステル樹脂から構成されたものである場合、構造体を600℃以上に加熱すればよい。塗装温度は、粉体塗料の各々の粒子が融解して一体となり膜が形成される状態となる温度である。塗装面は、構造体の一部であり、構造体を加熱すれば塗装面も加熱されることになる。なお、構造体は、例えば、鉄骨などの金属部材から構成されたものである。
【0015】
次に、ステップ102で、加熱された塗装面に粉体塗料の粉末およびポリシラザン粉末を付着させる。塗装面は、塗装温度に加熱されているため、塗装面に付着した粉体塗料の粉末は、融解して塗膜となる。また、加熱されている塗装面に付着したポリシラザン粉末は、焼成されて二酸化シリコン(シリカ)に転化する。これらの結果、構造体の塗装面は、粉体塗料による塗膜とシリカによる塗膜とに覆われることになり、傷がつきにくい塗膜が塗装されることになる。また、焼成工程を2回行う必要がないなど、工程が少なく簡便な工程で塗装ができる。
【0016】
ここで、各粉末の付着は、例えば、粉体塗料の粉末とポリシラザンの粉末とを混合した混合粉末に塗装面を浸漬(埋入)する流動浸漬法により行えばよい。また、混合粉末を吹き付けることで、各粉末を加熱された塗装面に付着させるようにしてもよい。なお、混合粉体を用いる場合、粉体塗料の樹脂が結合剤として作用して、ポリシラザンが転化したシリカ粉末を塗膜中に保持するものと考えられる。このため、粉体塗料の混合比が小さくなると、上述した保持力が不十分になるものと考えられる。従って、混合粉末においては、粉体塗料とポリシラザンとの混合比率を、1:1より粉体塗料の方が多い状態とした方がよい。
【0017】
[実施の形態2]
次に、本発明の実施の形態2について図2を用いて説明する。図2は、本発明の実施の形態2における塗装方法を説明するためのフローチャートである。
【0018】
まず、ステップ201で、塗装対象の鉄骨(構造体)に溶融亜鉛めっき処理を施す。溶融亜鉛めっき処理では、600℃程度に加熱されている溶融亜鉛めっき浴に鉄骨を浸漬し、所定時間後に引き上げる。この処理により、鉄骨の表面には亜鉛のめっき膜が形成され、また、鉄骨は600℃程度に加熱される。
【0019】
次に、ステップ202で、高温状態の鉄骨を、塗装温度にまで放冷する。例えば、200〜300℃程度になるまで放冷する。
【0020】
次に、ステップ203で、塗装温度にまで放冷された鉄骨の表面に、粉体塗料の粉末を付着させる。例えば、容器中に収容されている粉体塗料の粉末に、上記鉄骨を浸漬すればよい(流動浸漬法)。引き続き、ステップ204で、鉄骨の表面にポリシラザンの粉末を付着させる。例えば、容器中に収容されているポリシラザンの粉末に、上記鉄骨を浸漬すればよい(流動浸漬法)。ステップ203における粉体塗料の粉末に鉄骨を浸漬する時間は、鉄骨の表面温度が、後の工程におけるポリシラザンが付着可能な温度(例えば100℃)以上の状態が維持できる範囲とすればよい。例えば、粉体塗料の粉末に鉄骨を浸漬する時間は3秒以内とすればよい。ステップ204におけるポリシラザンの粉末に鉄骨を浸漬す時間は、適宜に設定すればよい。
【0021】
鉄骨の表面は、塗装温度となっているため、鉄骨表面に付着した粉体塗料の粉末は、融解して塗膜となる。また、鉄骨表面に付着したポリシラザン粉末は、二酸化シリコンに転化する。これらの結果、鉄骨の表面(亜鉛めっき面)は、粉体塗料による塗膜とシリカによる塗膜とに覆われることになり、傷がつきにくい塗膜が塗装されることになる。また、焼成工程を2回行う必要がないなど、工程が少なく簡便な工程で塗装ができる。
【0022】
なお、本発明は以上に説明した実施の形態に限定されるものではなく、本発明の技術的思想内で、当分野において通常の知識を有する者により、多くの変形および組み合わせが実施可能であることは明白である。例えば、上述した実施の形態2では、粉体塗料の粉末を付着させ、引き続き、ポリシラザンの粉末を付着させるようにしたが、先にポリシラザンの粉末を付着させ、この後、粉体塗料の粉末を付着させるようにしてもよく、各々個別に付着させればよい。また、上述では、主に、鉄骨などを例に説明したが、これに限るものではなく、本発明は、鋼板などの金物や物品などにも適用可能であることはいうまでもない。
【特許請求の範囲】
【請求項1】
塗装対象の構造体の塗装面を加熱する第1工程と、
加熱された前記塗装面に粉体塗料およびポリシラザン粉末を付着させる第2工程と
を少なくとも備え、
前記第1工程では、前記粉体塗料の塗装温度に加熱することを特徴とする塗装方法。
【請求項2】
請求項1記載の塗装方法において、
前記第2工程では、前記粉体塗料と前記ポリシラザン粉末とが混合された混合粉末を前記塗装面に付着させることを特徴とする塗装方法。
【請求項3】
請求項1記載の塗装方法において、
前記第2工程では、前記粉体塗料および前記ポリシラザン粉末を個別に前記塗装面に付着させることを特徴とする塗装方法。
【請求項1】
塗装対象の構造体の塗装面を加熱する第1工程と、
加熱された前記塗装面に粉体塗料およびポリシラザン粉末を付着させる第2工程と
を少なくとも備え、
前記第1工程では、前記粉体塗料の塗装温度に加熱することを特徴とする塗装方法。
【請求項2】
請求項1記載の塗装方法において、
前記第2工程では、前記粉体塗料と前記ポリシラザン粉末とが混合された混合粉末を前記塗装面に付着させることを特徴とする塗装方法。
【請求項3】
請求項1記載の塗装方法において、
前記第2工程では、前記粉体塗料および前記ポリシラザン粉末を個別に前記塗装面に付着させることを特徴とする塗装方法。
【図1】


【図2】
【図2】
【公開番号】特開2013−46887(P2013−46887A)
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2011−185562(P2011−185562)
【出願日】平成23年8月29日(2011.8.29)
【出願人】(000004226)日本電信電話株式会社 (13,992)
【Fターム(参考)】
【公開日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成23年8月29日(2011.8.29)
【出願人】(000004226)日本電信電話株式会社 (13,992)
【Fターム(参考)】
[ Back to top ]