
塗装機の洗浄方法及び塗装装置
【課題】塗装機の塗料経路に空気とマイクロナノバブルを含有させた洗浄用液体とを交互に供給した際、塗装機の塗料経路内に付着して残っている水性塗料をマイクロナノバブルの破裂による衝撃波で剥離させて洗浄効果を高める。
【解決手段】水性塗料WPが循環する塗料供給配管4に連通可能に接続され水性塗料が供給される塗装機6と、塗装機6の塗料経路6aに連通可能に接続され空気と洗浄用液体とを交互に供給する洗浄用切替制御弁7と、洗浄用切替制御弁7に連通可能に接続され洗浄用液体を当該洗浄用切替制御弁7に供給する洗浄用液体供給機8と、洗浄用液体供給機8の洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機9とを備え、洗浄用液体供給機8から塗装機6までの距離は、マイクロナノバブルが収縮して消滅する位置が塗装機6の塗料経路6a内になるような長さに設定されている。
【解決手段】水性塗料WPが循環する塗料供給配管4に連通可能に接続され水性塗料が供給される塗装機6と、塗装機6の塗料経路6aに連通可能に接続され空気と洗浄用液体とを交互に供給する洗浄用切替制御弁7と、洗浄用切替制御弁7に連通可能に接続され洗浄用液体を当該洗浄用切替制御弁7に供給する洗浄用液体供給機8と、洗浄用液体供給機8の洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機9とを備え、洗浄用液体供給機8から塗装機6までの距離は、マイクロナノバブルが収縮して消滅する位置が塗装機6の塗料経路6a内になるような長さに設定されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は塗装機の洗浄方法及び塗装装置に係り、特に塗装機の塗料経路に空気と洗浄用液体とを交互に供給して、塗装機の塗料経路内に付着して残っている水性塗料を洗浄することができる塗装機の洗浄方法及び塗装装置に関する。
【背景技術】
【0002】
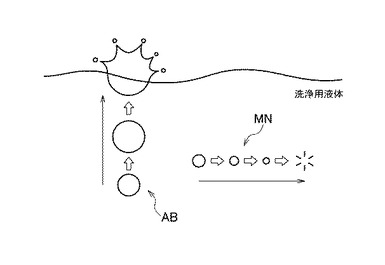
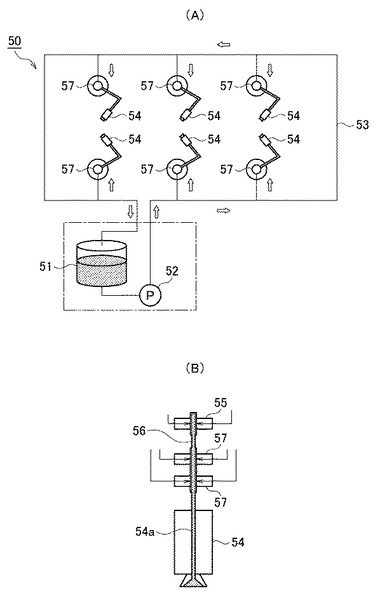
従来から、自動車などを塗装するために、図4(A)に示すような塗装装置50が工場内の塗装ラインに設けられている(例えば、特許文献1参照。)。この塗装装置50は、塗料タンク51の水性塗料がポンプ52によって圧送され再び塗料タンク51に戻るように循環させる塗料供給配管53と、この塗料供給配管53に接続されている塗装機54とを備えている。また、図4(B)に示すように塗装機54の塗料経路54aには、塗装機54に空気と洗浄用液体とを交互に供給する洗浄用切替制御弁55が連結管56を介して連通可能に接続されている。
【0003】
なお、連結管56の洗浄用切替制御弁55及び塗装機54間には、塗料用切替制御弁57が連通可能に接続されている。この塗料用切替制御弁57は、塗装色の色替えに使用するもので、異なる塗装色に応じて塗料タンク51、ポンプ52及び塗料供給配管53が設けられ、各塗料供給配管53が塗料用切替制御弁57に接続されている。
【0004】
この塗装装置50で、前色塗料から次色塗料に色替えするには、洗浄用切替制御弁55を制御部(図示せず。)で制御して空気と洗浄用液体とを交互に供給することで、塗装機54の塗料経路54a内に付着して残存する水性塗料を洗浄している。色替え後、塗料用切替制御弁57を制御部で制御して、所望の塗装色の水性塗料が循環している塗料供給配管53に接続されている弁を開放し、塗装機54にその水性塗料を供給させる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−300245号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、背景技術に記載した塗装装置50では、自動車などを塗装する塗装ラインで前色塗料から次色塗料に色替えするために、洗浄用切替制御弁55により塗装機54の塗料経路54a内に空気と洗浄用液体とを交互に供給して洗浄しているが、塗装ラインでは車体が比較的短時間で順次搬送されてくるので、この洗浄方法では色替えのための洗浄時間が限られ、塗装機54の塗料経路54a内に付着して残存する水性塗料を完全には洗浄できなくなる虞があった。この場合には、塗装機54内の洗浄不良となるので、次色塗料中に残存している前色塗料が混じって塗装品質を低下させてしまうことになる。
【0007】
本発明は、このような従来の難点を解消するためになされたもので、塗装機の塗料経路に空気とマイクロナノバブルを含有させた洗浄用液体とを交互に供給した際、塗装機の塗料経路内に付着して残っている水性塗料をマイクロナノバブルの破裂による衝撃波で剥離させて洗浄効果を高めることができる塗装機の洗浄方法及び塗装装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述の目的を達成する第1の態様である塗装機の洗浄方法は、水性塗料が循環する塗料供給配管に接続され水性塗料が供給される塗装機の塗料経路に、空気と洗浄用液体とを交互に供給して当該塗料経路を洗浄するにあたり、洗浄用液体にマイクロナノバブルを含有させるものである。
【0009】
このような第1の態様である塗装機の洗浄方法によれば、洗浄用液体が水でもマイクロナノバブルが水中を上昇しながら収縮して当該水中で消滅するので、その消滅時における気泡の破裂による衝撃波で塗装機の塗料経路内に付着して残存する水性塗料を剥離させることができる。
【0010】
本発明の第2の態様は第1の態様である塗装機の洗浄方法において、塗装機の塗料経路内の汚れ部でマイクロナノバブルを収縮させて消滅させるものである。
【0011】
このような第2の態様である塗装機の洗浄方法によれば、塗装機の塗料経路内を効率よく洗浄することができる。
【0012】
本発明の第3の態様は第1の態様又は第2の態様である塗装機の洗浄方法において、洗浄用液体と空気とを円筒部材内に導入して高速旋回流を発生させ、円筒部材の軸線方向に形成された流体出口から高速旋回流を吐出させることで当該洗浄用液体中にマイクロナノバブルを含有させるものである。
【0013】
このような第3の態様である塗装機の洗浄方法によれば、洗浄用液体と空気とを円筒部材内で高速旋回させて、この高速旋回流の中心部に空気空洞部を発生させて負圧を形成させると、流体出口付近の旋回速度よりも円筒部材内の旋回速度の方が速くなるので、その速度差により空気空洞部が切断されマイクロナノバブルが発生する。このようにして発生したマイクロナノバブルは、洗浄用液体中の圧力がマイクロナノバブル中の気体圧力よりも高くなるので、洗浄用液体中において収縮させ消滅させることができる。
【0014】
また、上述の目的を達成する第4の態様である塗装装置は、水性塗料が循環する塗料供給配管に連通可能に接続され水性塗料が供給される塗装機と、塗装機の塗料経路に連通可能に接続され空気と洗浄用液体とを交互に供給する洗浄用切替制御弁と、洗浄用切替制御弁に連通可能に接続され洗浄用液体を当該洗浄用切替制御弁に供給する洗浄用液体供給機と、洗浄用液体供給機の洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機とを備え、洗浄用液体供給機から塗装機までの配管距離は、マイクロナノバブルが収縮して消滅する位置が塗装機の塗料経路内の汚れ部になるような長さに設定されているものである。ここで、切替制御弁とは、複数の弁を有し各弁に接続された管から供給される塗料を選択するために、その塗料を供給する管に接続された弁のみを開放するように制御する装置を言う。
【0015】
このような第4の態様である塗装装置によれば、前色塗料から次色塗料に色替えするために、塗装機の塗料経路内に洗浄用切替制御弁で空気と洗浄用液体とを交互に供給すると、マイクロナノバブル発生機で洗浄用液体に含有させたマイクロナノバブルによる気泡の破裂による衝撃波で、塗装機の塗料経路内に付着して残存する水性塗料を剥離させることができる。
【発明の効果】
【0016】
本発明の塗装機の洗浄方法及び塗装装置によれば、塗装機の塗料経路内に付着して残っている水性塗料を洗浄する効果を高めて塗装品質を向上させることができる。
【図面の簡単な説明】
【0017】
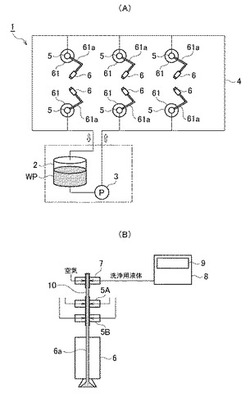
【図1】本発明の塗装装置による好ましい実施の形態例を示す図で、(A)は全体構成図、(B)は塗装機、塗装用切替制御弁及び洗浄用切替制御弁の詳細構成図である。
【図2】本発明の塗装装置の洗浄剤供給機及びマイクロナノバブル発生機の動作状態を示す説明図である。
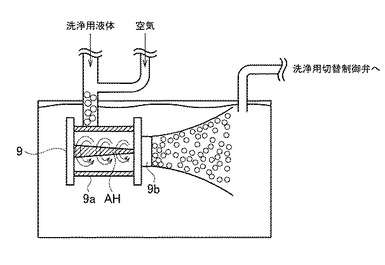
【図3】通常のバブルとマイクロナノバブルとを比較する説明図である。
【図4】従来の塗装装置を示す全体構成図である。
【発明を実施するための形態】
【0018】
以下、本発明の塗装機の洗浄方法及び塗装装置を実施するための最良の形態例について図面に基き説明する。
【0019】
本発明の塗装装置は図1(A)に示すように、自動車などを塗装するための水性塗料WPを貯留する塗装タンク2と、塗装タンク2に貯留された水性塗料WPを吸い込み吐出するポンプ3と、塗料タンク2の水性塗料WPがポンプ3によって圧送され再び塗料タンク3に戻るように循環させる塗料供給配管4と、塗料供給配管4に連通可能に塗料用切替制御弁5を介して接続され水性塗料WPが供給される塗装機6とを備えている。なお、図1(A)においては塗装ラインに塗装機6が6台配置されている。また、塗装機6は、一般的には揺動自在のアームを有する塗装ロボット61に連結されている。
【0020】
この塗装機6は、塗料供給配管4から供給される水性塗料WPを噴霧化して塗装対象の表面に吹き付けるような構造で、例えば自動車の車体表面を塗装する塗装機の場合には、エアモータ及びベルカップ(図示せず。)が内蔵され、エアモータでベルカップを高速回転させることにより、ベルカップ内に供給された水性塗料WPを噴霧化させるものである。
【0021】
また、塗装装置1は図1(B)に示すように、塗装機6の塗料経路6aに連通可能に接続され制御部(図示せず。)による制御により空気と洗浄用液体とを交互に供給する洗浄用切替制御弁7と、洗浄用切替制御弁7に連通可能に接続され洗浄用液体を当該洗浄用切替制御弁7に供給する洗浄剤供給機8と、洗浄剤供給機8の洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機9とを備えている。
【0022】
塗装機6の塗料経路6aに連通可能に接続されている塗料用切替制御弁5は、制御部による制御により選択された弁を開放して、所望の塗装色の塗料が循環している塗料供給配管4から塗装機6にその塗料を供給させる。
【0023】
なお、塗装機6の塗料経路6aと洗浄用切替制御弁7とは連結管10により連通可能に接続され、塗料用切替制御弁5は塗装機6と洗浄用切替制御弁7との間に位置する連結管10に連通可能に接続されている。また、塗料用切替制御弁5は、塗装色の色替えに使用するもので、異なる塗装色に応じて塗料タンク2、ポンプ3及び塗料供給配管4が各々設けられ、各塗料供給配管4が塗料用切替制御弁5の各弁に振り分けて接続されている。図1(B)においては塗料用切替制御弁5は2つ設けられているので5A、5Bと示してある。
【0024】
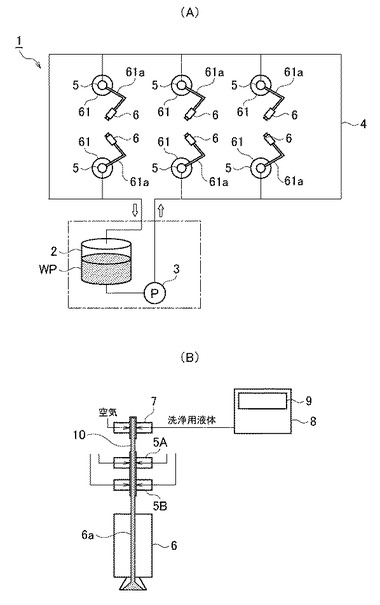
マイクロナノバブル発生機9は図2に示すように、洗浄用液体供給機8のタンク内に内蔵され、洗浄用液体と空気とを導入する円筒部材9aを備えている。この円筒部材9aに洗浄用液体と空気とを導入することで高速旋回流を発生させるポンプ(図示せず。)を備えている。このポンプは、空気及び洗浄用液体を吸い込んで洗浄用液体供給機8のタンク内に吐出することで、洗浄用液体中にマイクロナノバブルを含有させている。また、この円筒部材9aは軸線方向に流体出口9bが設けられ、この流体出口から高速旋回流を吐出させることで当該洗浄用液体中にマイクロナノバブルを含有させることができる。
【0025】
具体的には、洗浄用液体と空気とを円筒部材9a内で高速旋回させて、この高速旋回流(図2中、円筒部材9a内の大きな回転矢印である。)の中心部に空気空洞部AHを発生させて負圧を形成させると、流体出口9b付近の旋回速度よりも円筒部材9a内の旋回速度の方が速くなるので、その速度差により空気空洞部AHが切断されマイクロナノバブルが発生する。このようにして発生したマイクロナノバブルは図3に示すように、洗浄用液体中の圧力がマイクロナノバブルMN中の気体圧力よりも高くなるので、洗浄用液体中において収縮させ消滅させることができる。なお、図3中に比較対象として50μm以上の通常のバブルABを示している。洗浄用液体中に発生した通常のバブルABは上昇しながら膨張し水面において破裂するが、洗浄用液体中に発生した約0.2〜10μmのマイクロナノバブルMNは気体圧力が洗浄用液体中の圧力よりも低くなることで上昇しながら収縮し当該洗浄用液体中で消滅する。即ち、マイクロナノバブルMNは通常のバブルABより早く消滅することになる。
【0026】
このようなマイクロナノバブル発生機9がタンク内に内蔵された洗浄用液体供給機8から塗装機6までの配管距離は、マイクロナノバブルMNが消滅する位置が塗装機6の塗料経路6a内の汚れ部になるような長さに設定されている。このような長さに設定することで、マイクロナノバブルMNの消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内の汚れ部を洗浄することができる。即ち、塗料経路6a内に付着して残存する水性塗料を効率よく剥離させて洗浄することができるようになる。
【0027】
この洗浄用液体供給機8から塗装機6までの配管距離は、マイクロナノバブルMNが発生してから洗浄効果が弱まるまでの時間を計測し、その計測結果及び洗浄用液体供給機8から塗装機6までの配管内における洗浄用液体の流量に基づき求めることになる。
【0028】
このように構成された塗装装置1による塗装機6の洗浄方法について説明する。この塗装装置1で、前色塗料から次色塗料に色替えするには、洗浄用切替制御弁7を制御部(図示せず。)で制御して空気と洗浄用液体とを交互に供給することで、塗装機6の塗料経路6a内に付着して残存する水性塗料を洗浄する。
【0029】
この際、洗浄剤供給機8には、マイクロナノバブル発生機9で洗浄用液体にマイクロナノバブルを含有させていることから、洗浄用液体が水でもマイクロナノバブルが水中を上昇しながら収縮して当該水中で消滅するので、その消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内に付着して残存する水性塗料を剥離させることができる。したがって、単に空気と水とを交互に供給して塗装機6の塗装経路6aの汚れ部を洗浄する洗浄方法よりも、洗浄効果を高めることができる。
【0030】
また、この塗装装置1では、塗装機6の塗料経路6a内の汚れ部でマイクロナノバブルを収縮させて消滅させることができるように、洗浄用液体供給機8から塗装機6までの配管距離が設定されているので、塗装機6の塗料経路6a内を効率よく洗浄することができる。
【0031】
さらに、洗浄剤供給機8にマイクロナノバブルが含有された洗浄用液体を供給するマイクロナノバブル発生機9は、洗浄用液体と空気とを円筒部材9a内に導入して高速旋回流を発生させ、円筒部材9aの軸線方向に形成された流体出口9bから高速旋回流を吐出させることで当該洗浄用液体中にマイクロナノバブルを含有させることができるので、洗浄用液体中の圧力がマイクロナノバブル中の気体圧力よりも高くなるという通常のバブルとは異なるバブル発生作用により、急速に収縮し消滅するマイクロナノバブルの消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内に付着して残存する水性塗料を剥離させることができるようになる。
【0032】
色替え後、塗料用切替制御弁5A、5Bを制御部で制御して、所望の塗装色の水性塗料が循環している塗料供給配管53に接続されている塗料用切替制御弁の弁のみを開放して、塗装機6にその水性塗料を供給させても、マイクロナノバブルの消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内に付着して残存する水性塗料を剥離させて洗浄効果を高めているので、塗装品質を向上させることができる。
【0033】
これまで本発明について図面に示した特定の実施の形態をもって説明してきたが、本発明は図面に示した実施の形態に限定されるものではなく、本発明の効果を奏する限り、これまで知られたいかなる構成であっても採用することができることはいうまでもないことである。
【符号の説明】
【0034】
1……塗装装置
4……塗料供給配管
6……塗装機
6a……塗料経路
7……洗浄用切替制御弁
8……洗浄用液体供給機
9……マイクロナノバブル発生機
WP……水性塗料
【技術分野】
【0001】
本発明は塗装機の洗浄方法及び塗装装置に係り、特に塗装機の塗料経路に空気と洗浄用液体とを交互に供給して、塗装機の塗料経路内に付着して残っている水性塗料を洗浄することができる塗装機の洗浄方法及び塗装装置に関する。
【背景技術】
【0002】
従来から、自動車などを塗装するために、図4(A)に示すような塗装装置50が工場内の塗装ラインに設けられている(例えば、特許文献1参照。)。この塗装装置50は、塗料タンク51の水性塗料がポンプ52によって圧送され再び塗料タンク51に戻るように循環させる塗料供給配管53と、この塗料供給配管53に接続されている塗装機54とを備えている。また、図4(B)に示すように塗装機54の塗料経路54aには、塗装機54に空気と洗浄用液体とを交互に供給する洗浄用切替制御弁55が連結管56を介して連通可能に接続されている。
【0003】
なお、連結管56の洗浄用切替制御弁55及び塗装機54間には、塗料用切替制御弁57が連通可能に接続されている。この塗料用切替制御弁57は、塗装色の色替えに使用するもので、異なる塗装色に応じて塗料タンク51、ポンプ52及び塗料供給配管53が設けられ、各塗料供給配管53が塗料用切替制御弁57に接続されている。
【0004】
この塗装装置50で、前色塗料から次色塗料に色替えするには、洗浄用切替制御弁55を制御部(図示せず。)で制御して空気と洗浄用液体とを交互に供給することで、塗装機54の塗料経路54a内に付着して残存する水性塗料を洗浄している。色替え後、塗料用切替制御弁57を制御部で制御して、所望の塗装色の水性塗料が循環している塗料供給配管53に接続されている弁を開放し、塗装機54にその水性塗料を供給させる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平11−300245号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、背景技術に記載した塗装装置50では、自動車などを塗装する塗装ラインで前色塗料から次色塗料に色替えするために、洗浄用切替制御弁55により塗装機54の塗料経路54a内に空気と洗浄用液体とを交互に供給して洗浄しているが、塗装ラインでは車体が比較的短時間で順次搬送されてくるので、この洗浄方法では色替えのための洗浄時間が限られ、塗装機54の塗料経路54a内に付着して残存する水性塗料を完全には洗浄できなくなる虞があった。この場合には、塗装機54内の洗浄不良となるので、次色塗料中に残存している前色塗料が混じって塗装品質を低下させてしまうことになる。
【0007】
本発明は、このような従来の難点を解消するためになされたもので、塗装機の塗料経路に空気とマイクロナノバブルを含有させた洗浄用液体とを交互に供給した際、塗装機の塗料経路内に付着して残っている水性塗料をマイクロナノバブルの破裂による衝撃波で剥離させて洗浄効果を高めることができる塗装機の洗浄方法及び塗装装置を提供することを目的とする。
【課題を解決するための手段】
【0008】
上述の目的を達成する第1の態様である塗装機の洗浄方法は、水性塗料が循環する塗料供給配管に接続され水性塗料が供給される塗装機の塗料経路に、空気と洗浄用液体とを交互に供給して当該塗料経路を洗浄するにあたり、洗浄用液体にマイクロナノバブルを含有させるものである。
【0009】
このような第1の態様である塗装機の洗浄方法によれば、洗浄用液体が水でもマイクロナノバブルが水中を上昇しながら収縮して当該水中で消滅するので、その消滅時における気泡の破裂による衝撃波で塗装機の塗料経路内に付着して残存する水性塗料を剥離させることができる。
【0010】
本発明の第2の態様は第1の態様である塗装機の洗浄方法において、塗装機の塗料経路内の汚れ部でマイクロナノバブルを収縮させて消滅させるものである。
【0011】
このような第2の態様である塗装機の洗浄方法によれば、塗装機の塗料経路内を効率よく洗浄することができる。
【0012】
本発明の第3の態様は第1の態様又は第2の態様である塗装機の洗浄方法において、洗浄用液体と空気とを円筒部材内に導入して高速旋回流を発生させ、円筒部材の軸線方向に形成された流体出口から高速旋回流を吐出させることで当該洗浄用液体中にマイクロナノバブルを含有させるものである。
【0013】
このような第3の態様である塗装機の洗浄方法によれば、洗浄用液体と空気とを円筒部材内で高速旋回させて、この高速旋回流の中心部に空気空洞部を発生させて負圧を形成させると、流体出口付近の旋回速度よりも円筒部材内の旋回速度の方が速くなるので、その速度差により空気空洞部が切断されマイクロナノバブルが発生する。このようにして発生したマイクロナノバブルは、洗浄用液体中の圧力がマイクロナノバブル中の気体圧力よりも高くなるので、洗浄用液体中において収縮させ消滅させることができる。
【0014】
また、上述の目的を達成する第4の態様である塗装装置は、水性塗料が循環する塗料供給配管に連通可能に接続され水性塗料が供給される塗装機と、塗装機の塗料経路に連通可能に接続され空気と洗浄用液体とを交互に供給する洗浄用切替制御弁と、洗浄用切替制御弁に連通可能に接続され洗浄用液体を当該洗浄用切替制御弁に供給する洗浄用液体供給機と、洗浄用液体供給機の洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機とを備え、洗浄用液体供給機から塗装機までの配管距離は、マイクロナノバブルが収縮して消滅する位置が塗装機の塗料経路内の汚れ部になるような長さに設定されているものである。ここで、切替制御弁とは、複数の弁を有し各弁に接続された管から供給される塗料を選択するために、その塗料を供給する管に接続された弁のみを開放するように制御する装置を言う。
【0015】
このような第4の態様である塗装装置によれば、前色塗料から次色塗料に色替えするために、塗装機の塗料経路内に洗浄用切替制御弁で空気と洗浄用液体とを交互に供給すると、マイクロナノバブル発生機で洗浄用液体に含有させたマイクロナノバブルによる気泡の破裂による衝撃波で、塗装機の塗料経路内に付着して残存する水性塗料を剥離させることができる。
【発明の効果】
【0016】
本発明の塗装機の洗浄方法及び塗装装置によれば、塗装機の塗料経路内に付着して残っている水性塗料を洗浄する効果を高めて塗装品質を向上させることができる。
【図面の簡単な説明】
【0017】
【図1】本発明の塗装装置による好ましい実施の形態例を示す図で、(A)は全体構成図、(B)は塗装機、塗装用切替制御弁及び洗浄用切替制御弁の詳細構成図である。
【図2】本発明の塗装装置の洗浄剤供給機及びマイクロナノバブル発生機の動作状態を示す説明図である。
【図3】通常のバブルとマイクロナノバブルとを比較する説明図である。
【図4】従来の塗装装置を示す全体構成図である。
【発明を実施するための形態】
【0018】
以下、本発明の塗装機の洗浄方法及び塗装装置を実施するための最良の形態例について図面に基き説明する。
【0019】
本発明の塗装装置は図1(A)に示すように、自動車などを塗装するための水性塗料WPを貯留する塗装タンク2と、塗装タンク2に貯留された水性塗料WPを吸い込み吐出するポンプ3と、塗料タンク2の水性塗料WPがポンプ3によって圧送され再び塗料タンク3に戻るように循環させる塗料供給配管4と、塗料供給配管4に連通可能に塗料用切替制御弁5を介して接続され水性塗料WPが供給される塗装機6とを備えている。なお、図1(A)においては塗装ラインに塗装機6が6台配置されている。また、塗装機6は、一般的には揺動自在のアームを有する塗装ロボット61に連結されている。
【0020】
この塗装機6は、塗料供給配管4から供給される水性塗料WPを噴霧化して塗装対象の表面に吹き付けるような構造で、例えば自動車の車体表面を塗装する塗装機の場合には、エアモータ及びベルカップ(図示せず。)が内蔵され、エアモータでベルカップを高速回転させることにより、ベルカップ内に供給された水性塗料WPを噴霧化させるものである。
【0021】
また、塗装装置1は図1(B)に示すように、塗装機6の塗料経路6aに連通可能に接続され制御部(図示せず。)による制御により空気と洗浄用液体とを交互に供給する洗浄用切替制御弁7と、洗浄用切替制御弁7に連通可能に接続され洗浄用液体を当該洗浄用切替制御弁7に供給する洗浄剤供給機8と、洗浄剤供給機8の洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機9とを備えている。
【0022】
塗装機6の塗料経路6aに連通可能に接続されている塗料用切替制御弁5は、制御部による制御により選択された弁を開放して、所望の塗装色の塗料が循環している塗料供給配管4から塗装機6にその塗料を供給させる。
【0023】
なお、塗装機6の塗料経路6aと洗浄用切替制御弁7とは連結管10により連通可能に接続され、塗料用切替制御弁5は塗装機6と洗浄用切替制御弁7との間に位置する連結管10に連通可能に接続されている。また、塗料用切替制御弁5は、塗装色の色替えに使用するもので、異なる塗装色に応じて塗料タンク2、ポンプ3及び塗料供給配管4が各々設けられ、各塗料供給配管4が塗料用切替制御弁5の各弁に振り分けて接続されている。図1(B)においては塗料用切替制御弁5は2つ設けられているので5A、5Bと示してある。
【0024】
マイクロナノバブル発生機9は図2に示すように、洗浄用液体供給機8のタンク内に内蔵され、洗浄用液体と空気とを導入する円筒部材9aを備えている。この円筒部材9aに洗浄用液体と空気とを導入することで高速旋回流を発生させるポンプ(図示せず。)を備えている。このポンプは、空気及び洗浄用液体を吸い込んで洗浄用液体供給機8のタンク内に吐出することで、洗浄用液体中にマイクロナノバブルを含有させている。また、この円筒部材9aは軸線方向に流体出口9bが設けられ、この流体出口から高速旋回流を吐出させることで当該洗浄用液体中にマイクロナノバブルを含有させることができる。
【0025】
具体的には、洗浄用液体と空気とを円筒部材9a内で高速旋回させて、この高速旋回流(図2中、円筒部材9a内の大きな回転矢印である。)の中心部に空気空洞部AHを発生させて負圧を形成させると、流体出口9b付近の旋回速度よりも円筒部材9a内の旋回速度の方が速くなるので、その速度差により空気空洞部AHが切断されマイクロナノバブルが発生する。このようにして発生したマイクロナノバブルは図3に示すように、洗浄用液体中の圧力がマイクロナノバブルMN中の気体圧力よりも高くなるので、洗浄用液体中において収縮させ消滅させることができる。なお、図3中に比較対象として50μm以上の通常のバブルABを示している。洗浄用液体中に発生した通常のバブルABは上昇しながら膨張し水面において破裂するが、洗浄用液体中に発生した約0.2〜10μmのマイクロナノバブルMNは気体圧力が洗浄用液体中の圧力よりも低くなることで上昇しながら収縮し当該洗浄用液体中で消滅する。即ち、マイクロナノバブルMNは通常のバブルABより早く消滅することになる。
【0026】
このようなマイクロナノバブル発生機9がタンク内に内蔵された洗浄用液体供給機8から塗装機6までの配管距離は、マイクロナノバブルMNが消滅する位置が塗装機6の塗料経路6a内の汚れ部になるような長さに設定されている。このような長さに設定することで、マイクロナノバブルMNの消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内の汚れ部を洗浄することができる。即ち、塗料経路6a内に付着して残存する水性塗料を効率よく剥離させて洗浄することができるようになる。
【0027】
この洗浄用液体供給機8から塗装機6までの配管距離は、マイクロナノバブルMNが発生してから洗浄効果が弱まるまでの時間を計測し、その計測結果及び洗浄用液体供給機8から塗装機6までの配管内における洗浄用液体の流量に基づき求めることになる。
【0028】
このように構成された塗装装置1による塗装機6の洗浄方法について説明する。この塗装装置1で、前色塗料から次色塗料に色替えするには、洗浄用切替制御弁7を制御部(図示せず。)で制御して空気と洗浄用液体とを交互に供給することで、塗装機6の塗料経路6a内に付着して残存する水性塗料を洗浄する。
【0029】
この際、洗浄剤供給機8には、マイクロナノバブル発生機9で洗浄用液体にマイクロナノバブルを含有させていることから、洗浄用液体が水でもマイクロナノバブルが水中を上昇しながら収縮して当該水中で消滅するので、その消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内に付着して残存する水性塗料を剥離させることができる。したがって、単に空気と水とを交互に供給して塗装機6の塗装経路6aの汚れ部を洗浄する洗浄方法よりも、洗浄効果を高めることができる。
【0030】
また、この塗装装置1では、塗装機6の塗料経路6a内の汚れ部でマイクロナノバブルを収縮させて消滅させることができるように、洗浄用液体供給機8から塗装機6までの配管距離が設定されているので、塗装機6の塗料経路6a内を効率よく洗浄することができる。
【0031】
さらに、洗浄剤供給機8にマイクロナノバブルが含有された洗浄用液体を供給するマイクロナノバブル発生機9は、洗浄用液体と空気とを円筒部材9a内に導入して高速旋回流を発生させ、円筒部材9aの軸線方向に形成された流体出口9bから高速旋回流を吐出させることで当該洗浄用液体中にマイクロナノバブルを含有させることができるので、洗浄用液体中の圧力がマイクロナノバブル中の気体圧力よりも高くなるという通常のバブルとは異なるバブル発生作用により、急速に収縮し消滅するマイクロナノバブルの消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内に付着して残存する水性塗料を剥離させることができるようになる。
【0032】
色替え後、塗料用切替制御弁5A、5Bを制御部で制御して、所望の塗装色の水性塗料が循環している塗料供給配管53に接続されている塗料用切替制御弁の弁のみを開放して、塗装機6にその水性塗料を供給させても、マイクロナノバブルの消滅時における気泡の破裂による衝撃波で塗装機6の塗料経路6a内に付着して残存する水性塗料を剥離させて洗浄効果を高めているので、塗装品質を向上させることができる。
【0033】
これまで本発明について図面に示した特定の実施の形態をもって説明してきたが、本発明は図面に示した実施の形態に限定されるものではなく、本発明の効果を奏する限り、これまで知られたいかなる構成であっても採用することができることはいうまでもないことである。
【符号の説明】
【0034】
1……塗装装置
4……塗料供給配管
6……塗装機
6a……塗料経路
7……洗浄用切替制御弁
8……洗浄用液体供給機
9……マイクロナノバブル発生機
WP……水性塗料
【特許請求の範囲】
【請求項1】
水性塗料が循環する塗料供給配管に接続され前記水性塗料が供給される塗装機の塗料経路に、空気と洗浄用液体とを交互に供給して当該塗料経路を洗浄するにあたり、前記洗浄用液体にマイクロナノバブルを含有させることを特徴とする塗装機の洗浄方法。
【請求項2】
前記塗装機の前記塗料経路内の汚れ部で前記マイクロナノバブルを収縮させて消滅させることを特徴とする請求項1記載の塗装機の洗浄方法。
【請求項3】
前記洗浄用液体と空気とを円筒部材内に導入して高速旋回流を発生させ、前記円筒部材の軸線方向に形成された流体出口から前記高速旋回流を吐出させることで当該洗浄用液体中に前記マイクロナノバブルを含有させることを特徴とする請求項1又は請求項2記載の塗装機の洗浄方法。
【請求項4】
水性塗料が循環する塗料供給配管に連通可能に接続され前記水性塗料が供給される塗装機と、
前記塗装機の塗料経路に連通可能に接続され空気と洗浄用液体とを交互に供給する洗浄用切替制御弁と、
前記洗浄用切替制御弁に連通可能に接続され前記洗浄用液体を当該洗浄用切替制御弁に供給する洗浄用液体供給機と、
前記洗浄用液体供給機の前記洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機とを備え、
前記洗浄用液体供給機から前記塗装機までの配管距離は、前記マイクロナノバブルが収縮して消滅する位置が前記塗装機の前記塗料経路内の汚れ部になるような長さに設定されていることを特徴とする塗装装置。
【請求項1】
水性塗料が循環する塗料供給配管に接続され前記水性塗料が供給される塗装機の塗料経路に、空気と洗浄用液体とを交互に供給して当該塗料経路を洗浄するにあたり、前記洗浄用液体にマイクロナノバブルを含有させることを特徴とする塗装機の洗浄方法。
【請求項2】
前記塗装機の前記塗料経路内の汚れ部で前記マイクロナノバブルを収縮させて消滅させることを特徴とする請求項1記載の塗装機の洗浄方法。
【請求項3】
前記洗浄用液体と空気とを円筒部材内に導入して高速旋回流を発生させ、前記円筒部材の軸線方向に形成された流体出口から前記高速旋回流を吐出させることで当該洗浄用液体中に前記マイクロナノバブルを含有させることを特徴とする請求項1又は請求項2記載の塗装機の洗浄方法。
【請求項4】
水性塗料が循環する塗料供給配管に連通可能に接続され前記水性塗料が供給される塗装機と、
前記塗装機の塗料経路に連通可能に接続され空気と洗浄用液体とを交互に供給する洗浄用切替制御弁と、
前記洗浄用切替制御弁に連通可能に接続され前記洗浄用液体を当該洗浄用切替制御弁に供給する洗浄用液体供給機と、
前記洗浄用液体供給機の前記洗浄用液体中にマイクロナノバブルを含有させるマイクロナノバブル発生機とを備え、
前記洗浄用液体供給機から前記塗装機までの配管距離は、前記マイクロナノバブルが収縮して消滅する位置が前記塗装機の前記塗料経路内の汚れ部になるような長さに設定されていることを特徴とする塗装装置。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−221069(P2010−221069A)
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願番号】特願2009−67947(P2009−67947)
【出願日】平成21年3月19日(2009.3.19)
【出願人】(000157083)関東自動車工業株式会社 (1,164)
【Fターム(参考)】
【公開日】平成22年10月7日(2010.10.7)
【国際特許分類】
【出願日】平成21年3月19日(2009.3.19)
【出願人】(000157083)関東自動車工業株式会社 (1,164)
【Fターム(参考)】
[ Back to top ]