
塗装機器および塗装方法
本発明は、塗装剤を用いて部品を塗装する、具体的には塗料を用いて車両部品を塗装する塗装機器および塗装方法に関連し、塗装剤を塗布する塗布装置を備える。本発明によれば、塗布装置は、少なくとも1つの塗装剤ノズルから塗装剤を吐出するプリントヘッド(8、9)である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装剤で部品を塗装する塗装機器に関連し、より具体的には、塗料で車両部品を塗装する塗装機器に関連する。さらに、本発明は対応する塗装方法に関連する。
【背景技術】
【0002】
図1は、車両部品を塗装する従来型の塗装装置の断面図を示す。ここで、塗装される車両部品は塗装キャビン2を通って図面の平面に対して直角にコンベヤ1上を運ばれ、その中で、続いて、車両部品が塗装ロボット3、4によって従来の方法で塗装される。塗装ロボット3、4は、多軸ロボットハンド軸を介して、たとえば回転アトマイザー、空気アトマイザー、またはいわゆる空気レス装置のような塗布機器それぞれを運ぶいくつかの回転ロボットアームを有する。
【0003】
しかしながら、これらの既知の塗布機器の欠点は塗装効率が最適ではないことで、オーバースプレーとして知られる、スプレーされた塗料の一部が、塗装される車両部品上につかず、キャビンの空気とともに塗装キャビン2から除去される必要がある。そのため、塗装キャビン2の上には、矢印方向下向きに、塗装キャビン2の天井6を通して空気が塗装キャビン2に導入されるいわゆるプレナム5がある。含有されたオーバースプレーとともにキャビン2からの空気が塗装キャビン2の下に位置する排水部(auswaschung)7に入り、オーバースプレーがキャビンの空気から除去され、水と結合する。
【0004】
続いて、オーバースプレーを含むこの排水が再び面倒なプロセスで処理されなければならず、生み出された塗料スラッジが、それに対比して高価な方法で処理されなければならない特別廃棄物を構成する。
【0005】
さらに、塗装中に起こる塗装キャビン2からのオーバースプレーを素早く除去するために、塗装キャビン2における空気の下降速度は少なくとも約0.3〜0.5m/秒の範囲内になければならない。
【0006】
さらに塗装中に起こるオーバースプレーは、時々および局所的に、雰囲気中の爆発をもたらし得るので、関連法令のATEX製品ガイドライン(ATEX:空気中の爆発)が監視されなければならない。
【0007】
一方、それらの不十分な塗布効率と、結果として起こるオーバースプレーのため、既知の塗布機器は、必要な排水と必要とされる防爆のための高額な投資費用を招く。
【0008】
他方、運転中に起こるオーバースプレーのため、既知の塗布機器は、塗装ロスおよびオーバースプレーの処理費用を通しての高額な運転コストがついてまわる。
【発明の概要】
【発明が解決しようとする課題】
【0009】
そのため、本発明の目的は、適切な改良を引き出すことにある。
【課題を解決するための手段】
【0010】
独立項に係る、本発明に係る塗装機器および対応する塗装方法によって、本目的が実現される。
【0011】
本発明は、オーバースプレーがキャビンの空気から従来除去されていた排水部を省くことが可能である程度の塗布効率で、塗布機器を利用するという一般的な技術的示唆を含む。望ましい実施態様においては、本発明に係る塗装機器の長所は、別個の排水部を省くことが可能であるという事実である。しかしながら、本発明は、排水部を有さない塗装装置に限定されるものではない。むしろ、より高い程度の塗布効率を伴う塗布機器の使用により、完全には省くことができない場合においては、排水部の寸法を低減することが可能である。
【0012】
好ましくは、同様の形態、たとえばインクジェットプリンターにおいて用いられるように、塗布機器はプリントヘッドである。たとえば、それは、バブルジェット(登録商標)プリントヘッド、または、圧電(ピエゾ)プリントヘッドであってもよい。しかしながら、用いられるプリントヘッドの技術的な原理に関して、本発明はバブルジェット(登録商標)プリントヘッドと圧電(ピエゾ)プリントヘッドに限定されるものではなく、概して、他の吐出機構が実装されてもよい。
【0013】
また、本発明に関して、プリントヘッドが塗装剤を空圧的に吐出することが可能である。たとえば、塗装される部品の方向に塗装剤の滴を加速する短い空気パルスによって個々の塗装剤の滴が吐出され得ることによって、塗装距離が増加し得る。
【0014】
また、プリントヘッドが、塗装剤を、個々の塗装剤の滴として、または、連続的に、選択的に吐出してもよいことにも言及されるべきである。さらに、本発明の範囲内で、プリントヘッドの塗装剤ノズルのいくつかが個々の塗装剤の滴の形態で塗装剤を吐出する一方、プリントヘッドの塗装剤ノズルのいくつかが塗装剤を連続的に吐出することも可能である。
【0015】
本発明の好ましい実施態様においては、プリントヘッドが多軸ロボットによって位置決めされ、ロボットは好ましくは、プリントヘッドが搭載される回転ロボットアームと多軸ロボットハンド軸とを有する。
【0016】
あるいは、塗装される部品に対して、プリントヘッドを動作可能に位置決めする機械にプリントヘッドが取り付けられることが可能である。たとえば、そのような機械は従来型のルーフマシンまたはサイドマシンであってもよく、それらは本質的に従来技術から知られており、それゆえに詳細が記載される必要がない。
【0017】
たとえばインクジェットプリンターに用いられるような従来型のプリントヘッドと対照的に、本発明に係る塗装機器におけるプリントヘッドは、好ましくはきわめて大きな表面塗装アウトプットを発揮し、それは好ましくは、1m2/分、2m2/分、3m2/分または4m2/分を超える。
【0018】
従来型のインクジェットプリンターと対照的に、本発明に係る塗装機器におけるプリントヘッドは、たとえば、顔料およびいわゆる金属粉(マイカ)のような固体の塗料要素を含む流体塗料を塗布することができるものである。それゆえに、プリントヘッドの個々の塗装剤ノズルは、好ましくは、それらのサイズの観点で固体の塗料要素に適合されており、プリントヘッドはまた固体の塗料要素を伴う塗料を塗布し得る。
【0019】
しかしながら、本発明の範囲内で、プリントヘッドの代わりに、少なくとも1つの塗装剤ノズルから塗装剤を吐出するアトマイザーが用いられてもよい。本発明に係る塗装機器の場合においても、塗布機器が、好ましくは、部品が塗装剤で塗装される塗装キャビン内に配置される。そのような塗装キャビンは従来技術から知られており、それゆえに詳細が説明される必要がない。
【0020】
しかしながら、本発明の範囲内で塗布機器として用いられるプリントヘッドがたとえば回転アトマイザーのような従来型の塗布機器よりも、はるかに高い塗布効率を発揮することは既に述べた。それゆえに、塗装キャビンの下に位置する排水部は、塗布機器としての回転アトマイザーを伴う従来型の塗装装置においてよりも、寸法の面できわめて小さくなり得る。本発明の一実施態様においては、塗布機器として用いられるプリントヘッドの高い塗布効率によって、排水部、または、塗装キャビンの下の乾燥分離部などのような他の面倒なフィルタリング測定器ですら完全に省かれ得る。この場合においては、周期的(例:週間隔、月間隔、6ヶ月間隔、年間隔)に交換されるまたは清掃され得る単純なフィルターで十分である。
【0021】
さらに、オーバースプレーの発生が減少し、それゆえに爆発の危険がある雰囲気が運転中に発生しなくなるため、本発明の範囲内で塗布機器として用いられるプリントヘッドの高い塗布効率によって、関連法令のATEXガイドラインに係る防爆測定を省くことができる。それゆえに、本発明の一実施態様においては、塗装キャビン内に防爆設備が備えられていない。
【0022】
しかしながら、本発明に係る塗装装置においても、塗装キャビンから空気を抜き出し、好ましくは抜き出しが下方向に向けて起こる、空気抜きシステムが好ましくは設けられる。キャビンの空気が、好ましくはキャビンの空気からオーバースプレーを除去するフィルターを通して抜き出されることによって、たとえば塗装キャビンの基部に配置されるフィルター天井のような空気フィルターが設計され得て、フィルター天井を通して、塗装キャビンから、キャビンの空気が下方向に向けて抜き出される。
【0023】
本発明の範囲内で塗布機器として用いられるプリントヘッドのより高い塗布効率、および低減されたオーバースプレーの量によって、塗装キャビンにおける空気の下降速度が、塗布機器としてたとえば回転アトマイザーを用いる従来型の塗装装置においてよりも低くなり得る。本発明に係る塗装装置においては、それゆえに、塗装キャビンにおける空気の下降速度が、0.5m/秒、0.4m/秒、0.3m/秒、0.2m/秒、もしくは0.1m/秒未満であってもよい。
【0024】
本発明の変形において、色変換器が塗装剤の1つを選択し、選択された塗装剤をプリントヘッドに供給するように、少なくとも1つの色変換器が、出力側でプリントヘッドに接続され、入力側でさまざまな塗装剤を供給されるプリントヘッドに割り当てられる。好ましくは、さまざまなカラーの塗装剤から所望の色合いが一緒に混合され得るように、表色系(例:CMYK表色系)の原色のさまざまな塗装剤が色変換器に供給される。
【0025】
また、入力側において、色変換器が、たとえば特殊塗料、メタリック塗料、マイカ塗料のようなさまざまなエフェクト塗料を供給されてもよい。
【0026】
ここで、もし色変換器が、選択された塗装剤をプリントヘッドの単一の塗装剤ノズルに供給するだけなのであれば、それは長所となり得る。本発明の変形においては、それゆえに、独立した色変換器がプリントヘッドのそれぞれの塗装剤ノズルに割り当てられ、塗布される塗装剤は、個々の塗装剤ノズルに対して個々に選択されてもよい。
【0027】
関連する塗装剤ノズル用に求められる塗装剤を選択するために、個々の色変換器が好ましくは個々に制御され、お互いに独立していてもよい。
【0028】
本発明の他の実施態様においては、出力側において、色変換器が一群の塗装剤ノズルに同一の塗装剤を供給することによって、塗装剤ノズルが、たとえば行(einer zeile)または列(einer spalte)のような列に配置されてもよい。
【0029】
また、入力側において表色系(例:CMYK表色系)の原色のさまざまなカラーの塗装剤を供給される入力側の色変換器の上流に色混合器が配置されることも可能である。色混合器はさまざまな原色から所望の色合いを混合し、選択用にこれを色変換器に供給する。さらに、本実施態様においては、色変換器は好ましくは、たとえばマイカ塗料、メタリック塗料および/または特殊塗料のような少なくとも1つのエフェクト塗料を供給される。続いて、色変換器は、色混合器によって混合された色合いを選択してもよいし、または、エフェクト塗料の1つに戻ってもよい。
【0030】
本発明の他の実施態様においては、一群の隣接する塗装剤ノズルは、表色系の原色をそれぞれ供給される。たとえば、4本の隣接する塗装剤ノズルは、原色であるシアン、マゼンタ、黄もしくは黒を供給される。続いて、本実施態様においては、さらなる隣接する塗装剤ノズルが色変換器によってエフェクト塗料の1つを供給される。吐出された塗装剤が塗装される部品上で混合され、所望のエフェクト塗料によって所望の色合いを形成するほど、原色用およびエフェクト塗料用の塗装剤ノズルは、プリントヘッド内でお互いに非常に近接して空間的に配置される。それゆえに、本実施態様においては、色の混合が、塗装される部品上で起こる。
【0031】
プリントヘッド内の塗装剤ノズルがたとえば行(einer zeile)または列(einer spalte)のような列に配置され得ることは既に述べられている。それゆえ、好ましくは、塗装剤ノズルはプリントヘッド内に行列形式で配置される。
【0032】
この方法で、本発明の範囲内において、一列の塗装剤ノズルが同一の色を塗布するように、1つの原色(例:シアン、マゼンタ、黄、黒)が個々の塗装剤列のそれぞれに割り当てられることが可能である。また、ノズルの一列の範囲内にある塗装剤ノズルが、それぞれの原色(例:シアン、マゼンタ、黄、黒)およびエフェクト塗料を交互に供給されることも可能である。
【0033】
さらに、個々のノズル列が1つの色変換器によって塗布される塗装剤がそれぞれに供給されることによって、ノズルの列それぞれにおける色変換器が特定の原色およびエフェクト塗料を供給されることも可能である。たとえば、ノズルの一列の色変換器はシアン色の塗装剤と特殊塗料とを供給され得る一方、ノズルの次の列の色変換器がマゼンタ色の塗装剤と特殊塗料とを供給され得る。続いて、CMYK表色系の場合においては、ノズルの次の列の色変換器が、それに従って、黄色と黒色とをそれぞれ、および特殊塗料を供給される。
【0034】
さらに、ノズルの個々の列の色変換器が、エフェクト塗料のうちの1つを選択するさらなる色変換器と入力側で一緒に接続されることも可能である。続いて、個々のノズル列における色変換器は、供給された原色を直接選択してもよいし、または、さらなる色変換器を介して供給された特殊塗料を間接的に利用してもよい。
【0035】
本発明の他の実施態様において、一群の塗装剤ノズルは、表色系の原色から、色混合器によって一緒に混合された特定の色合いを一緒に供給される。他方、本実施態様においては、隣接する追加の塗装剤ノズルが、エフェクト塗料から選択する他の色変換器によって供給される。ここにおいても、前に混合された色合いと、選択されたエフェクト塗料との混合は、塗装される部品上で起こる。
【0036】
本発明のさらなる実施態様において、プリントヘッドの塗装剤ノズルの一部分は色混合器に接続され、入力側においてそれは表色系の原色を供給される。他方、プリントヘッドの塗装剤ノズルの他の部分は、特殊塗料供給部に接続される。ここにおいても、プリントヘッド内の塗装剤ノズルは、好ましくは、行(einer zeile)または列(einer spalte)における行列形式で配置される。個々のノズル列(行(zeile)または列(spalte))における塗装剤ノズルが、色混合器と特殊塗料供給部とに交互に接続されることが可能である。
【0037】
さらに、本発明の範囲内において、プリントヘッドの塗装剤ノズルの全て、または、少なくともそれらの大多数、が、単一の塗装剤供給ラインと接続され、それゆえに同一の塗装剤を塗布することも可能である。
【0038】
あるいは、本発明の範囲内において、プリントヘッドが2つの異なる塗装剤を供給し得るように、プリントヘッドの塗装剤ノズルの一部分が第1の塗装剤供給ラインと接続される一方、プリントヘッドの塗装剤ノズルの第2の部分が第2の塗装剤供給ラインと接続されることも可能である。好ましくは、この関連において、個々のノズル列(行(zeile)または列(spalte))における塗装剤ノズルが、一方の塗装剤供給ラインと他方の塗装剤供給ラインとに交互に接続されることが可能である。
【0039】
本発明の一実施態様においては、プリントヘッドが、エフェクト粒子を含む特殊塗料のみを塗布する少なくとも1本の別個の塗装剤ノズルを有する。さらに、プリントヘッドは、エフェクトのない粒子を含む通常の塗料を塗布する少なくとも1本のさらなる塗装剤ノズルをも有する。続いて、それに従って、さまざまな塗装剤ノズルが適合され得る。
【0040】
上述の色混合方法においては、エフェクト粒子(例:メタル、マイカ等)が別個の塗装剤ノズルによって対象物に塗布されることもあり得る。この方法においては、エフェクトが、非常に特定され、および局所的差違をもって対象物に塗布され得る。一定の状況においては、今日では全く想像できないエフェクトが実現され得る。新しいインクジェット技術によって、たとえば、層の上面にのみエフェクト粒子を置くことが可能になる。
【0041】
本発明に係る解決法によって、十分な表面アウトプットで完全な車体を塗装するだけでなく、限定された細部および図面を印刷することも初めて可能になることもまた、本発明の主な長所である。
【0042】
プリントヘッドにおける塗装剤ノズルが好ましくは行(zeile)および列(spalte)の行列形式に配置されることが既に言及されている。本発明の変形においては、プリントヘッドの個々の塗装剤ノズルは原則等しいサイズである。隣接するノズル列は、縦方向において、より具体的にはノズルの幅の半分ずつお互いに対してオフセットされてもよく、それによってノズルヘッドにおける塗装剤ノズルの最大充填密度が可能になる。また、個々のノズル列は、好ましくは、横方向に、より具体的には、ノズルヘッドの前進方向に対して直角に配置される。
【0043】
本発明の他の実施態様においては、プリントヘッドは異なるサイズのノズル開口部を有する。そのため、プリントヘッドにおいては、大きな塗装剤ノズルを有するノズルの列と、小さな塗装剤ノズルを有するノズルの列とが、交互に配置されてもよい。ここにおいてもまた、より大きな塗装剤ノズルを備えるノズルの列が、より具体的にはノズルの幅の半分ずつ、お互いに対してオフセットされることが有用であり得る。
【0044】
本発明の他の変形においては、プリントヘッドが回転自在に搭載され、塗装中に回転する。ここにおいてもまた、プリントヘッドがさまざまなサイズの塗装剤ノズルを有し得ることによって、より大きな塗装剤ノズルよりも、より小さな塗装剤ノズルが好ましくはプリントヘッドの回転軸により近く配置される。
【0045】
本発明の他の変形においては、ある機器(例:多軸ロボット)によって一緒にガイドされ、お互いに対して回転可能であるプリントヘッドが設けられ、それによって曲がった部品表面への適合が可能となる。
【0046】
本発明の範囲内において、所望の色合いを得るために、表色系のさまざまな原色が混合され得ることによって、色の混合が、色混合器において起こり得るか、塗装される部品表面で起こり得ることが既に上述されている。表色系は選択的にCMYK表色系であってもRGB表色系であってもよく、他に数例ある。しかしながら、用いられる表色系に関して、本発明は上記の例に限定されるものではない。
【0047】
たとえば、特殊塗料、メタリック塗料もしくはマイカ塗料がエフェクト塗料として利用され得ることも上述されている。
【0048】
さらに、たとえば、DLC塗装(DLC:ダイヤモンド状炭素)、ダイヤモンド塗装、硬質メタル、もしくは、硬質材料と軟質材料との材料の組み合わせのような摩耗を減少させる塗装を少なくとも部分的に用いる塗装剤と接するプリントヘッドの表面エリア(例:リード)をもたらすことも長所であり得る。また、塗装剤と接するプリントヘッドの表面のエリアが、窒化チタン、酸化チタン、または化学ニッケル、もしくはPVCプロセス(PVC:物理気相成長法)、CVDプロセス(CVD:化学気相成長法)、エロクサルプロセス(Eloxal:アルミニウム電解酸化)によってもたらされる他の層で塗装されてもよいし、「簡単に洗浄できる」塗装が設けられてもよい。
【0049】
さらに、プリントヘッドの塗装効率を向上させるために、静電塗装剤投入装置および/または圧縮空気支持部が設けられてもよい。
【0050】
さらなる可能性が、プリントヘッドおよび/または塗装される部品表面の空間位置を検知し、それに従ってプリントヘッドの位置決めを制御(steutreung)/制御(regelung)する位置検知にある。
【0051】
現在、塗装装置において6〜10色の原色ペーストから車両塗料を直接混合することも努力されている。これに関しては、ペーストは混合ステーションにおいて従来の方法で混合され、色合いが調節される。これらのペーストから、自動車産業において用いられる全ての塗料(例:ユニ、メタリックおよびマイカおよび/またはエフェクト塗料)が生産され得る。これらの塗料がアトマイザー内または上流の機器内で直接混合されることがあり得る。これは、塗布前または塗布中に、必要量のみが自動的に完全に直接供給されるという長所を有する。個々の要素の注入が既知の注入技術(圧力制御装置、注入ポンプ、ギヤホイール測定セル、スルーフロー測定セル、ピストン式注入システム等)によって起こり得る。「混合ルーム」は、混合チャンバーであってもよいし、ホース部分であってもよいし、混合システム(例:キーニックス(Keenix)混合器)であってもよい。正確な色合いを得るために、個々の要素の非常に精密な注入が課題である。それゆえ、注入ユニットを制御するカラーセンサーが有用であり得る。
【0052】
しかしながら、インクジェット技術もまた注入技術として用いられ得る。ここにおいて、個々の滴の必要量(ノズルの開放時間および圧力に従属する)がもたらされ得る。これらのインクジェットノズルもまた、混合ルーム内で色合いを混合する。
【0053】
さらに、本発明の範囲内において、ガイド経路に関連してプリントヘッドを位置決めするために、ガイド経路の方向を検知するセンサーを設けることも可能である。
【0054】
好ましい実施態様においては、センサーはプリントヘッドまたはロボットに取り付けられるが、原理的には他の設計も可能である。たとえば、現在の塗装経路が以前の塗装経路に関連する位置に塗布され得るように、センサーが以前の塗装経路を検知し得る。そのため、概して、現在の塗装経路が、以前の塗装経路と平行な一定距離に塗布されることが望ましく、それは上述のセンサー検知を通して可能である。
【0055】
好ましい実施態様においては、センサーは光学センサーであるが、原理的には他のタイプのセンサーも可能である。
【0056】
上記ガイド経路もまた、ガイド目的のためにのみ塗布される別個のガイド経路であってもよく、紫外(UV)線または赤外(IR)線が照射される時、たとえば、センサーにのみ可視である通常は不可視である色を含んでもよい。
【0057】
これに関連して、レーザー測定システムを、従来技術からそれ自体既知のものとして用いることも可能である。そのようなレーザー測定システムはまた、塗装される部品の表面までの距離を検知し、制御システムの一部としてそれを一定に保ち得る。
【0058】
本発明の変形において、入力側でセンサーと接続され、出力側でロボットと接続されるロボット制御装置が設けられることによって、ロボット制御装置はガイド経路の方向の関数としてプリントヘッドを位置決めする。
【0059】
本発明の変形において、プリントヘッドが空気または他の気体のシースフローを吐出するシースフローノズルを有することによって、塗装剤の滴を霧化する、および/または、区切るために、シースフローが塗装剤ノズルによって吐出された塗装剤のフローを取り囲む。さらに、エアカーテンの形状におけるこのシースフローが、結果として生じるオーバースプレーを部品表面に向けることによって、塗布効率を向上させ得る。
【0060】
本発明の一実施態様において、プリントヘッドが経路の方向に関してお互いに隣に配置される塗装剤ノズルを有することによって、外側の塗装剤ノズルは、内側の塗装剤ノズルよりも少ない塗装剤を吐出し、それは経路の方向に対して横向きの分布の対応する層厚さに至る。ノズルは必ずしも一列に配置されなくてもよい。塗料の量は、ノズルごと、および、ピクセルごとに制御され得る。たとえば、塗料の異なる量によって、色合いの強度が制御される。ここで、層厚さの分布がガウスの正規分布であることが可能である。あるいは、層厚さの分布が台形状の分布となるように、個々の塗装剤ノズルによって吐出される塗装剤の量が選択されることも可能である。隣接する塗装剤経路の台形状の層厚さの分布が一定の層厚さに至るように隣接する塗装剤経路がお互いに重なり合うので、そのような台形状の層厚さの分布は長所である。
【0061】
本発明の他の実施態様において、従来技術からの塗装装置において知られるように、塗装される部品はコンベヤ通路に沿って運ばれ、それゆえに詳細が説明される必要はない。本実施態様においては、入口がコンベヤ通路を跨ぐことによって、コンベヤ通路上の部品の方向を向いて部品を塗装する多数のプリントヘッドが入口の上に搭載される。
【0062】
塗装剤が好ましくはピクセルの形態で部品に塗布されることによって、色の混合によりピクセルの所望の色を実現するために、個々のピクセルのそれぞれが、表色系の原色から構成されることにも言及すべきである。色の混合は、たとえば減法混色であってもよいが、原理的に、加法混色によって所望の色を得ることも可能である。これに関連して、関連する表色系(例:RGB表色系)のさまざまな原色(例:赤、緑、青)が、個々のピクセルの層においてお互いの上に配置される。塗装剤のそのような画素化された塗布によって、最上層が所望のエフェクトを獲得し、同時に、下層によってもたらされる所望の色を通して得るように、ピクセルの最上層がエフェクト塗料を有し、半透明であることが可能である。
【0063】
最後に、本発明は、上記記載から既に明白であるように、対応する塗装方法も含む。
【0064】
本発明に係る技術は、前に塗装されたメタルシート、穴あきボードの切り口の特殊塗装用、または継ぎ目やエッジの効率的な封止用にも用いられ得る。
【0065】
本発明の他のさらなる有利な態様は従属項において特徴づけられるか、もしくは図面を用いて本発明の好ましい実施態様の記載とともに詳細が後述される。
【図面の簡単な説明】
【0066】
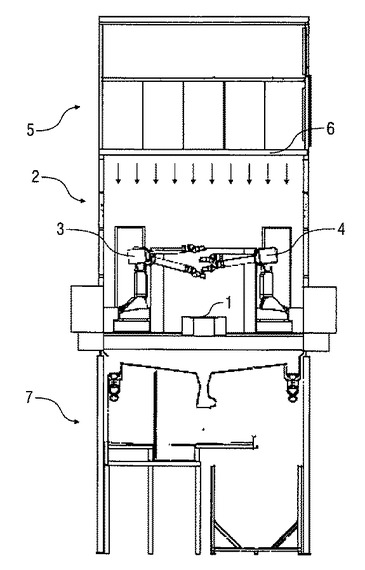
【図1】車両部品を塗装する従来の塗装装置の断面図を示す。
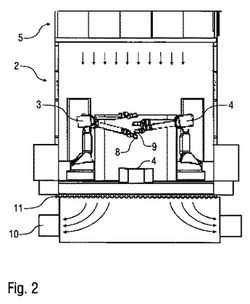
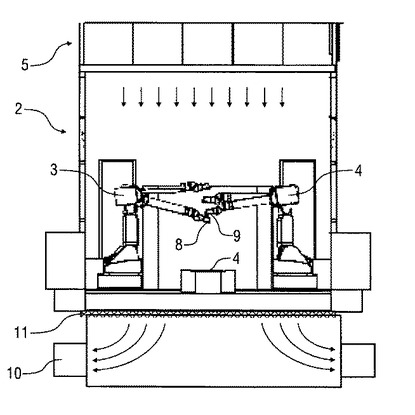
【図2】塗布機器としてのプリントヘッドで車両部品を塗装する、本発明に係る塗装装置の断面図を示す。
【図3A】色変換器と塗装剤供給部を伴うプリントヘッドのノズルを示す。
【図3B】個々に割り振られた色変換器をそれぞれ有する塗装剤ノズルを伴うプリントヘッドのノズル列を示す。
【図4A】塗装剤ノズルおよび割り振られた色変換器を伴うノズル列を示す。
【図4B】入力側において色変換器が単一の特殊カラー供給部のみを有する図4Aの変形を示す。
【図5】入力側において色変換器が表色系の原色を供給される色混合器と接続される図4Aの変形を示す。
【図6】第5の塗装剤ノズルがエフェクト塗料を供給されつつ、4つの塗装剤ノズルがCMYK表色系の1つの原色をそれぞれ供給される塗装剤ノズルを伴うプリントヘッドのノズル列を示す。
【図7】CMYK表色系の1原色のそれぞれが割り振られたプリントヘッドのノズル列を示す。
【図8】色変換器およびCMYK表色系の原色のうちの1つのそれぞれが割り振られたプリントヘッドのノズル列を示す。
【図9】他の色変換器を介してノズル列がエフェクト塗料を交互に供給され得る、CMYK表色系の原色および色変換器のそれぞれが割り振られたプリントヘッドのノズル列を示す。
【図10】第5の塗装剤ノズルが色変換器を介してエフェクト塗料を供給されつつ、4つの隣接する塗装剤ノズルが色混合器を介して混合された色合いを供給される、プリントヘッドのノズル列を示す。
【図11】色混合器を介して、混合された色合いを一緒に供給されるプリントヘッドのノズル列を示す。
【図12】個々の列の色変換器が色混合器を介して混合された色合いを供給される、1つの色交換器を伴うプリントヘッドそれぞれのノズル列を示す。
【図13】色変換器および色混合器を介して塗布される塗装剤を一緒に供給されるプリントヘッドのノズル列を示す。
【図14】単一の塗装剤供給ラインを介して一緒に供給されるプリントヘッドのノズル列を示す。
【図15】ノズル列の内部の個々のノズルが第1の塗装剤供給ラインと第2の塗装剤供給ラインとに交互に接続される、プリントヘッドのノズル列を示す。
【図16】プリントヘッドにおけるノズルの配置を示す。
【図17】より小さな塗装剤ノズルを伴うプリントヘッドにおけるノズルの他の配置を示す。
【図18】塗装剤ノズルが異なるノズルサイズを有する、プリントヘッドにおける塗装剤ノズルの他の配置を示す。
【図19】より大きな塗装剤ノズルを伴うノズル列がお互いに対してオフセットされて配置されたことを特徴とする図18の変形を示す。
【図20】本発明に係る、プリントヘッドによる明瞭なエッジの塗装を明らかにする図を示す。
【図21】回転プリントヘッドを示す。
【図22】曲がった部品表面に適合する回転プリントヘッドを有するプリントヘッドの配置を示す。
【図23】表色系の原色におけるいくつかの層と、メタリック塗料の最上層とを有する層状ピクセルを示す。
【図24】プリントヘッドを位置決めするために、プリントヘッドおよびセンサーを制御する多軸ロボットを有する、本発明に係る塗装機器の模式図を示す。
【図25】混合物を形成するためにいくつかの構成要素が混合されることによって、続いてプリントヘッドが混合物を塗布する、本発明に係る塗装機器の模式図を示す。
【図26】お互いに独立する構成要素を塗布することによって、混合が部品の表面で起こる、本発明に係るプリントヘッドの模式図を示す。
【図27】シースフローノズルを有する、本発明に係るプリントヘッドの模式図を示す。
【図28】塗装剤の滴が空圧的に吐出され、加速される、本発明に係るプリントヘッドの模式図を示す。
【図29】台形状の層厚さの分布を生むプリントヘッドの模式図を示す。
【図30】多数のプリントヘッドが入口の上に搭載された、本発明に係る塗装機器の模式図を示す。
【図31】個々のノズルの最大充填密度を伴う図19の変形を示す。
【図32】個々のノズルの最大充填密度を伴う図18の変形を示す。
【発明を実施するための形態】
【0067】
図2における断面図は、同じ参照符号が対応する細部に対して用いられることで上記記載に付された反復符号を避けるために、図1に示される従来型の塗装装置と部分的に一致する、本発明に係る塗装装置を示す。
【0068】
本発明に係る塗装装置の特徴は、塗装ロボット3、4が塗布機器としての回転アトマイザーを有しないが、プリントヘッド8、9を有し、それが95%以上の非常に大きな塗布効率を有し、それゆえに、オーバースプレーをほとんど生じないという事実に当初は存する。
【0069】
一方、図1に係る従来型の塗装装置に存在する排水部7が省かれ得るという長所をこれは有する。
【0070】
代わりに、本発明に係る塗装装置は、フィルター天井11を通って塗装キャビン2からキャビン内の空気を下向きに抜き出す空気抜き器10を塗装キャビン2の下に有する。フィルター天井11は、従来型の塗装装置において必要とされていた排水部7なしでキャビンの空気から少量のオーバースプレーを除去する。
【0071】
本実施態様においては、プリントヘッド8、9は従来型のプリントヘッド同様にピエゾ効果に基づき動作するが、プリントヘッド8、9の表面塗装性能は従来型のプリントヘッドよりも非常に大きく、車両部品が満足のいく作業速度で塗装され得る。
【0072】
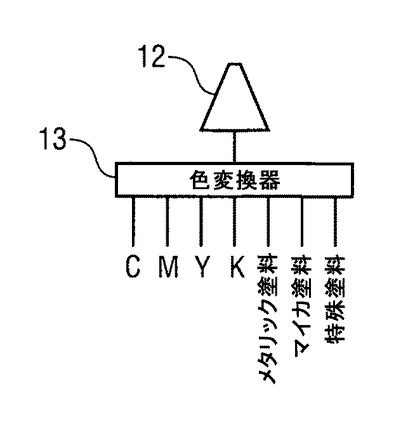
図3Aは塗装剤ノズル12を示し、それがプリントヘッド8、9において、多数の他の塗装剤ノズルに加えて配置され、塗装剤ノズル12は色変換器13によって塗布される塗装剤を供給される。入力側において、色変換器13は、色変換器13が塗装剤ノズル12に塗装剤を供給する1つを選択し得る合計7本の塗装剤供給ラインと接続される。4本の色変換器13の塗装剤供給ラインは、原色であるC(シアン)、M(マゼンタ)、Y(黄)、K(キー=黒)の様々なカラーの塗装剤を供給するものである。色変換器13の他の3本の塗装剤供給ラインは、メタリック塗料、マイカ塗料、および特殊塗料を供給するものである。
【0073】
本実施態様においては、塗装剤の所望の色合いが塗装される車両部品上で混合されることによって、タイムベース混合、または、局所混合が選択的に可能である。
【0074】
タイムベース混合においては、たとえば、原色であるC、M、YおよびKの塗装剤の滴が求められる色彩比で連続的に塗布されるので、塗装剤の滴が塗装される車両部品上で続いて混合される。
【0075】
他方、局所混合においては、特定の原色であるC、M、YまたはKの塗装剤の滴は塗装剤ノズル12から塗布され、続いて、ここでは図示されていない他の塗装剤ノズルによって塗布される他の塗装剤の滴と、車両部品上で混合される。
【0076】
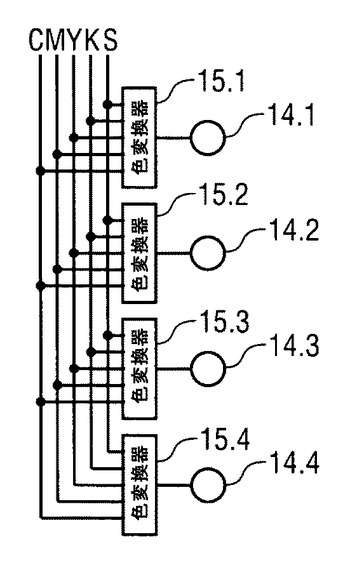
図3Bは、4本の塗装剤ノズル14.1〜14.4を有するノズル列と、4つの色変換器15.1〜15.4が示される、図3Aに係る実施態様の変形を示す。
【0077】
色変換器15.1〜15.4は、色変換器15.1〜15.4がCMYK表色系の4原色であるC、M、Y、Kを供給され、また、特殊塗料Sを供給される5本の塗装剤供給ラインに一緒に接続される。
【0078】
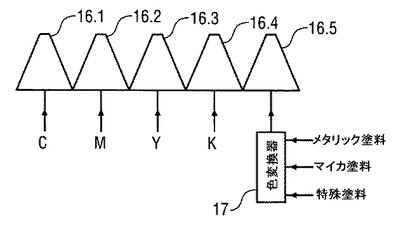
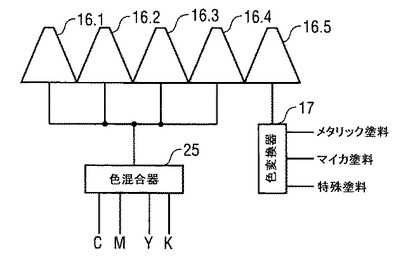
図4Aは一群の塗装剤ノズル16.1〜16.5を示し、それらは色変換器17の出口に一緒に接続され、それゆえに運転中に同一の塗装剤を塗布する。
【0079】
7本の塗装剤供給ラインに色変換器17が入力側において接続され、そのうちの4本の塗装剤供給ラインがCMYK表色系の原色C、M、Y、Kを供給する一方、他の3本の塗装剤供給パイプラインがメタリック塗料、マイカ塗料、および特殊塗料をそれぞれ供給する。
【0080】
図4Bに係る本実施態様は、前述され、図4Aにおいて示された実施態様と大部分一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0081】
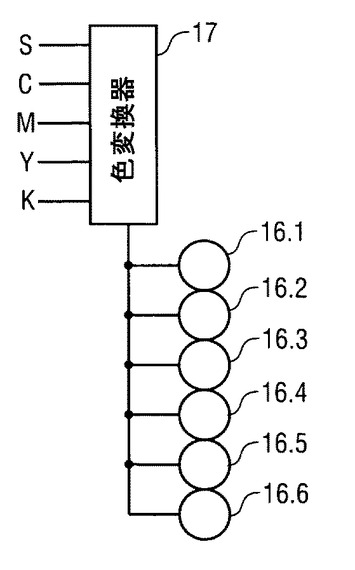
本実施態様の特徴は、出力側において、色変換器17が合計6本の塗装剤ノズル16.1〜16.6と接続され、それゆえにそれが同一の塗装剤を塗布することである。
【0082】
本実施態様の他の特徴は、入力側において、色変換器17が5本の塗装剤供給ラインのみと接続され、第5の塗装剤供給ラインが特殊塗料を供給する一方、4本の塗装剤供給ラインがCMYK表色系の原色C、M、Y、Kを供給することである。
【0083】
図5に係る実施態様は部分的に図4Aにおける実施態様と一致し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0084】
本実施態様の特徴は、入力側において色変換器17が色混合器18に接続されることによって、その入力側において色混合器18が、CMYK表色系の4原色C、M、Y、Kを供給する4本の塗装剤供給ラインに接続されることである。それゆえに、色混合器18は、原色C、M、Y、Kからいかなる色合いをも混合し、それを色変換器17に供給することが可能である。
【0085】
さらに、色変換器17は、塗布される塗装剤を塗装剤ノズル16.1にのみ選択的に供給するか、または、塗装剤ノズル16.2、16.3、16.4にも供給し、および、必要に応じて図面には示されていない他の塗装剤ノズルにも供給することが図面から理解され得る。
【0086】
図6に係る実施態様もまた、上述の実施態様と部分的に一致し、繰り返しを避けるために、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0087】
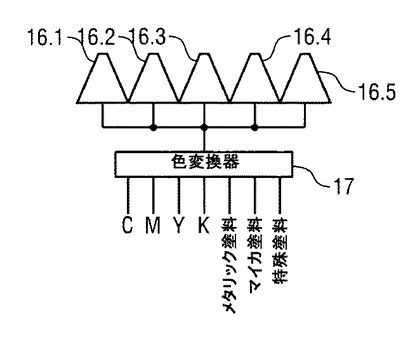
本実施態様の特徴は、隣接する塗装剤ノズル16.1〜16.4が塗装剤供給ラインにそれぞれ直接接続され、それぞれを介して、CMYK表色系の原色C、M、Y、Kのうちの一つが供給される。
【0088】
他方、色変換器17を介して、隣接する塗装剤ノズル16.5が、メタリック塗料、マイカ塗料および特殊塗料を供給する3つのさらなる塗装剤供給ラインに接続される。
【0089】
続いて、運転中に、色変換器が所望のエフェクト塗料(メタリック塗料、マイカ塗料もしくは特殊塗料)を選択し、塗装剤ノズル16.5を介してこれを塗布する。さらに、CMYK表色系の4原色C、M、YおよびKが、塗装剤ノズル16.1〜16.4を介して、所望の比率で塗布される。続いて、原色C、M、Y、Kが塗装される部品上で選択されたエフェクト塗料と混合される。
【0090】
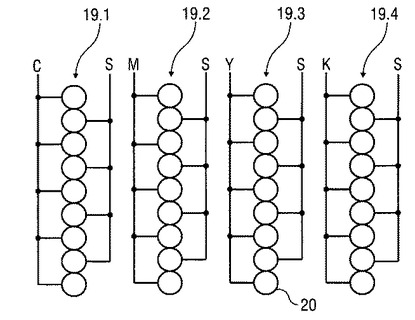
図7は、多数の塗装剤ノズル20を伴うノズル列19.1〜19.4を示す。それによって、CMYK表色系の4原色C、M、Y、Kのうちの1つが個々のノズル列19.1〜19.4に割り当てられる。このように、塗装剤列19.2が原色M(マゼンタ)を塗布する一方、塗装剤列19.1の塗装剤ノズル20は原色C(シアン)を塗布する。他方、ノズル列19.4の塗装剤ノズル20が原色K(キー=黒)の塗装剤を塗布する一方、ノズル列19.3の塗装剤ノズル20は原色Y(黄)の塗装剤を塗布する。
【0091】
さらに、ノズル列19.1〜19.4は、特殊塗料Sも塗布し得る。個々のノズル列19.1〜19.4においては、それゆえに、2つおきに塗装剤ノズル20が特殊塗料供給ラインに接続される。個々のノズル列19.1〜19.4においては、それゆえに、個々の塗装剤ノズル20が、特殊塗料Sと、4原色C、M、Y、Kの一つとを交互に塗布する。
【0092】
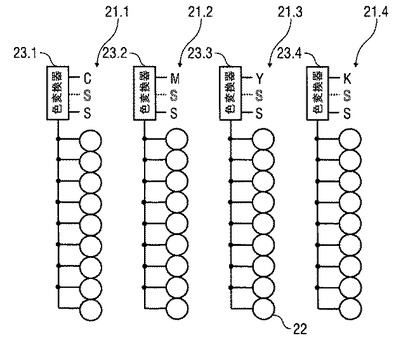
図8もまた、4つのノズル列21.1〜21.4を示し、それぞれは多数の塗装剤ノズル22を備える。
【0093】
さらに、4つの色変換器23.1〜23.4がそれぞれに設けられ、4つのノズル列21.1〜21.4のうちの1つの塗装剤ノズル22の全てに塗装剤を供給する。そのため、色変換器23.2がノズル列21.2の塗装剤ノズル22の全てに供給しつつ、色変換器23.1はノズル列21.1の塗装剤22の全てに供給する。それに対して、色変換器23.4が塗布される塗装剤をノズル列21.4の塗装剤ノズル20の全てに供給しつつ、色変換器23.3はノズル列21.3の塗装剤ノズル20の全てに供給する。
【0094】
その入力側において、色変換器23.1〜23.4は原色C、M、Y、Kをそれぞれ供給され、原色C、M、Y、Kのそれぞれが4つのノズル列21.1〜21.4の1つに割り当てられる。色変換器23.1〜23.4はまた、特殊カラー、メタリック塗料、もしくはそのようなものが供給されうる特殊カラー供給ラインにも接続される。
【0095】
このノズル配置によっても、色の混合が塗装される部品上で起こる。
【0096】
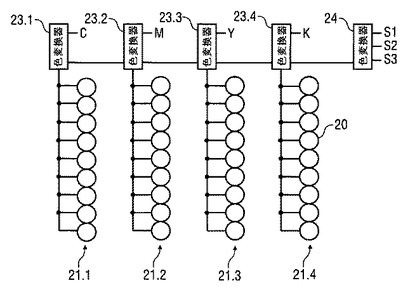
図9に係る実施態様は、前述され、図8において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0097】
本実施態様の特徴は、入力側において色変換器23.1〜23.4がさらなる色変換器24と接続されることによって、その入力側において色変換器24が3つの異なるエフェクト塗料S1、S2、S3を供給されることである。そのため、運転中、色変換器24はエフェクト塗料S1、S2もしくはS3のうちの1つを選択し、選択されたエフェクト塗料を、他の色変換器23.1〜23.4が選択できるように利用可能とする。それゆえ、色変換器23.1〜23.4は、関連する原色C、M、YまたはK、もしくは、色変換器24によって利用可能とされたエフェクト塗料を選択的に選択し得る。
【0098】
図10に係る実施態様は、前述され、図6において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0099】
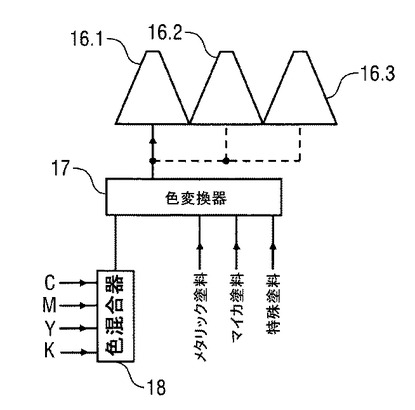
本実施態様の特徴は、塗装剤ノズル16.1〜16.4が、原色C、M、YもしくはKそれぞれのうちの1つを分離して供給されないことである。むしろ、塗装剤ノズル16.1〜16.4は色混合器25によって塗布される塗装剤を一緒に供給されることによって、その入力側において色混合器25がCMYK表色系の原色C、M、Y、Kを供給され、次に塗装剤ノズル16.1〜16.4によって塗布される所望の色合いを混合するように制御される。
【0100】
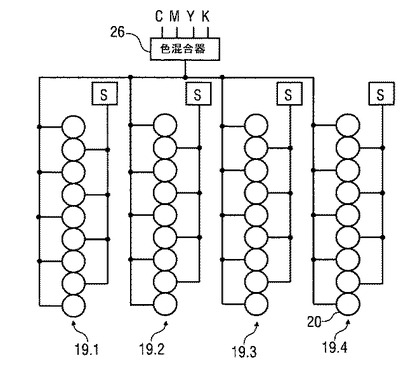
図11に係る実施態様は、前述され、図7において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0101】
本実施態様の特徴は、個々のノズル列19.1〜19.4がさまざまな原色を供給されるのではなく、1つの一緒に混合された塗装剤(原色C、M、Y、Kから色混合器26によって混合される)を供給されることである。
【0102】
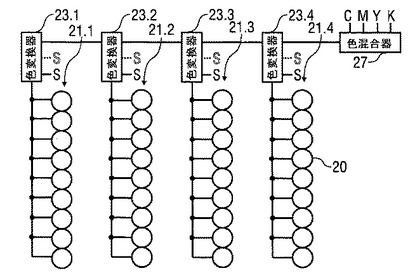
図12に係る実施態様は、前述され、図8において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0103】
本実施態様の特徴は、個々の色変換器23.1〜23.4が色混合器27によって供給された色混合物を一緒に供給されることによって、入力側において、色混合器27が原色C、M、Y、Kを供給されることである。
【0104】
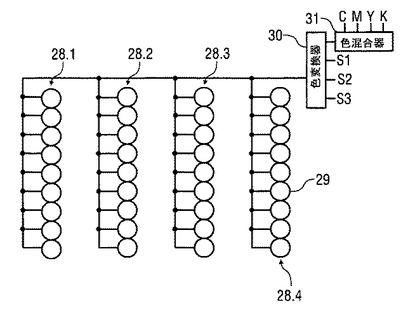
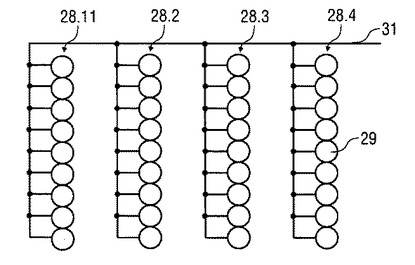
図13は、プリントヘッド8、9におけるノズル配置のさらなる実施態様を示し、ここではそれぞれが多数の塗装剤ノズル29を有する4つのノズル列28.1〜28.4が示される。ここで、全ての塗装剤ノズル29と、全ての塗装剤列28.1〜28.4とが、色変換器30から塗装剤を一緒に供給される。
【0105】
入力側において、色変換器30は、3つの特殊塗料S1、S2、S3が供給される3本の特殊カラー供給ラインに接続される。
【0106】
さらに、入力側において、色変換器30は、原色C、M、Y、Kが所望の色合いを混合し、選択のためにそれを色変換器30にとって利用可能とする色混合器31と接続される。
【0107】
図14に係る実施態様は、前述され、図13において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0108】
本実施態様の特徴は、全てのノズル列28.1〜28.4内の全ての塗装剤列29が、同一の塗装剤が供給される共同の塗装剤供給ラインに接続されることである。
【0109】
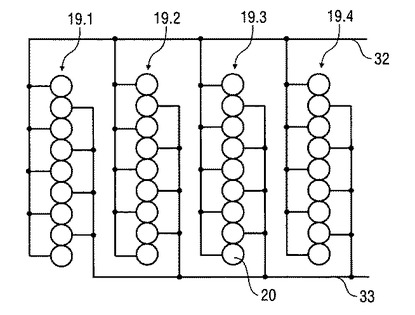
図15に係る実施態様は、図11に係る実施態様と部分的に一致しており、繰り返しを避けるため、上記記載が参照される。
【0110】
本実施態様の特徴は、個々のノズル列19.1〜19.4内の塗装剤ノズル20が、第1の塗装剤供給ライン32と、第2の塗装剤供給ライン33とに、交互に接続されることである。
【0111】
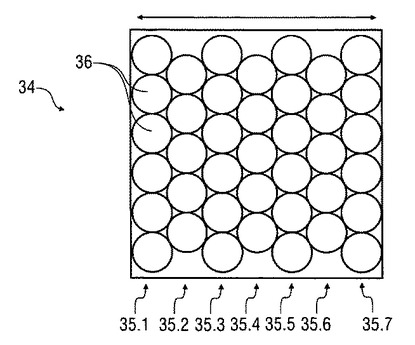
図16は、矢印がプリントヘッド8、9の前進方向、つまり圧力方向、を指し示すところの、本発明に係る塗装装置のプリントヘッド8、9のノズル配置34を示す。
【0112】
図面から、ノズル配置34が、塗装剤ノズル36をそれぞれ備えるノズル列35.1〜35.7を有することが理解され得る。
【0113】
ノズル配置34の全体の範囲内で、塗装剤ノズル36は、一様なサイズのノズル開口部を有する。
【0114】
隣接するノズル列35.1〜35.7は、ノズルの幅の半分ずつ、縦方向にお互いに対してオフセットされており、それによって、ノズル配置34の範囲内での塗装剤ノズル36の最大充填密度が可能になる。
【0115】
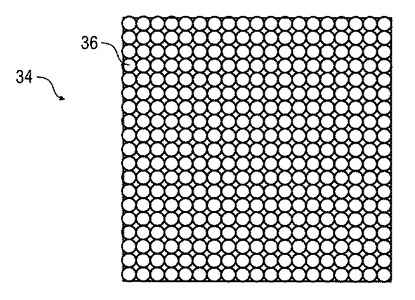
図17は、前述され、図16において示されたノズル態様と大部分一致するノズル配置34の変形を示し、繰り返しを避けるため、上記記載が参照される。
【0116】
本実施態様の特徴は、個々のノズル36がより小さなノズルサイズを有することである。
【0117】
本実施態様のさらなる特徴は、隣接するノズル列がお互いに対してオフセットしていないことである。
【0118】
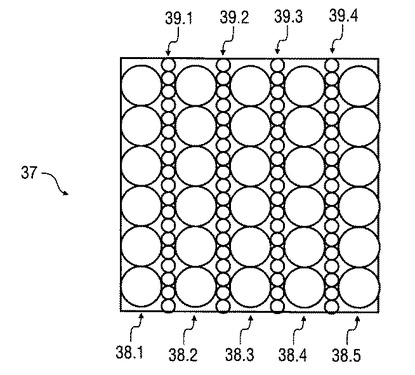
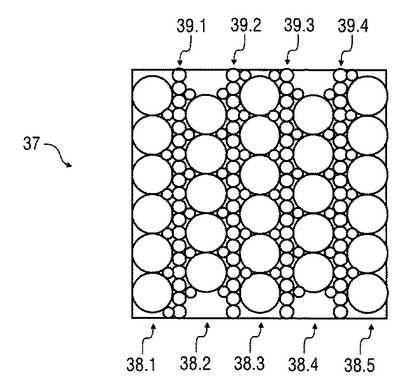
図18は、相対的に大きなノズル開口部を伴う5つの平行なノズル列38.1〜38.5と、相対的に小さなノズル開口部を伴う4つのノズル列39.1〜39.4と、を有するノズル配置37のさらなる実施態様を示す。
【0119】
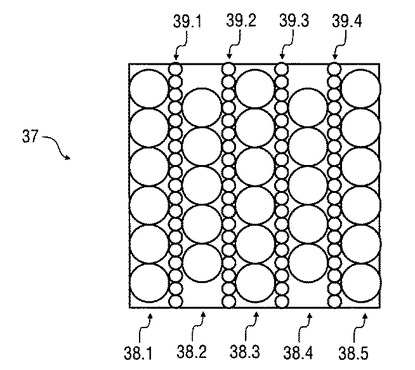
図19に係る本実施態様は、前述された図18に係る実施態様と大部分一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0120】
本実施態様の特徴は、より大きなノズル開口部を有するノズル列38.1〜38.5が、ノズルの幅の半分ずつ、縦方向にお互いに対してオフセットされていることである。
【0121】
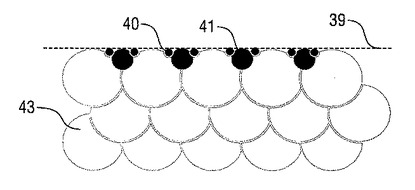
図20は、明瞭なエッジ39を塗装する図を示す。エッジ39がさまざまな大きな塗装剤表面40、41、42から構成されることによって、異なるサイズの塗装剤表面40〜42が異なるサイズの塗装剤ノズルによってもたらされることが理解され得る。
【0122】
図面を印刷する際、色合いのより大きなエリアが大きな塗装剤ノズルによって印刷される一方、一定のエッジの明瞭さを要するエリアはより小さな塗装剤ノズルで精緻化される。この方法はとりわけ、2トーン印刷(たとえば、対比色における車体のシルのエリアにおいて)に有用である。図面において、あるエッジのエリアが、3つのノズルサイズで明瞭に印刷されているエッジのエリアに示されている。
【0123】
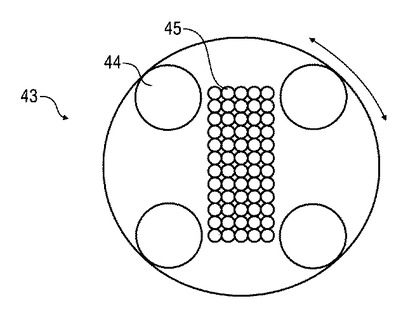
図21は、4本の大きな塗装剤ノズル44と多数のより小さな塗装剤ノズル45とを有する回転可能なプリントヘッド43を模式的に示し、より小さな塗装剤ノズル45がプリントヘッド43の回転軸に対して内側に位置する一方、より大きな塗装剤ノズル44がプリントヘッド43の回転軸に対して外側に位置する。
【0124】
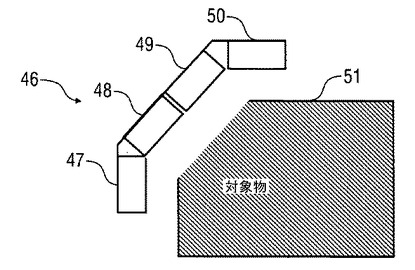
最後に、図22は、曲がった部品51の表面へのよりよい適合を可能にするために、お互いに対して回転可能である合計4つのプリントヘッド47〜50を有するプリントヘッド配置46を示す。
【0125】
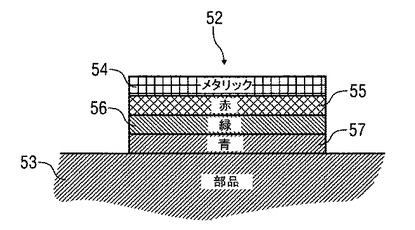
図23はピクセル52を示し、それがプリントヘッドによって本発明に係る塗装方法によって部品53に塗布され得て、明瞭化の目的のために単一のピクセル52が図面に示される。しかしながら、実際には、多数のピクセル52が塗布される。
【0126】
ピクセル52は、お互いの上に配置される層54〜57を備える。
【0127】
3つの低層55〜57は、RGB表色系の原色である、赤、緑および青である。しかしながら、その代わりに、低層が異なる表色系、たとえばCMYK表色系の原色であってもよい。その結果、減法混色によって、お互いの上にある層55〜57は一定の色合いを生み出す。
【0128】
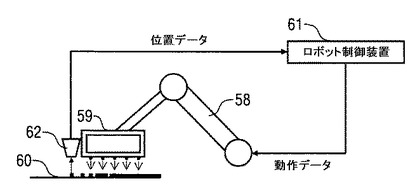
他方、メタリックエフェクトを得るために、最上層は半透明のメタリック塗料から構成される。非常に単純な形式において、図24は、部品表面60上の所定の塗装剤の経路に沿ってプリントヘッド59を移動させる多軸ロボット58を有する本発明に係る塗装機器を示し、ロボット58はロボット制御装置61によって操作される。プリントヘッド59が部品表面60上の所定の塗装剤の経路に沿ってガイドされることによって塗装剤の経路が蛇行パターンでお互いに隣接するように、ロボット制御装置61はロボット58を制御する。
【0129】
現在の塗装剤の経路が以前の塗装剤の経路に関連して正確に位置し得るように、光学センサー62が、操作中に以前の塗装剤の経路の位置および方向を検知するプリントヘッド59にも取り付けられることが特徴である。
【0130】
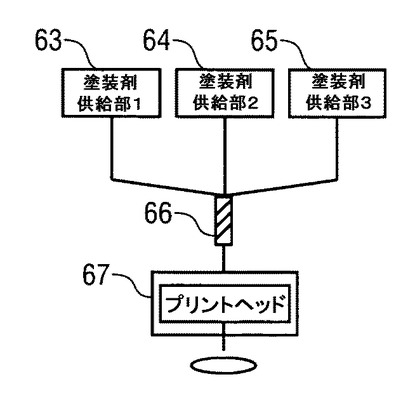
図25は、3つの分離された塗装剤供給ライン63〜65を有する、本発明に係る塗装機器の変形を非常に簡素化された形式で示し、そのそれぞれが塗布される塗装剤の一要素を供給する。
【0131】
出力側において、塗装剤供給ライン63〜65は、個々の要素を、次にプリントヘッド67に供給される塗装剤混合物に混ぜる混合器66と接続される。そのため、塗装剤のさまざまな要素の混合は、プリントヘッド67による塗布の前に起こる。
【0132】
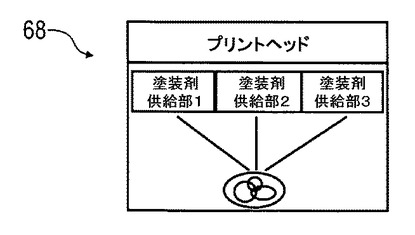
対照的に、図26は、塗装剤の3つの異なる要素を車両部品表面に別々に塗布することによって、個々の要素の混合が車両部品表面のみで起こるプリントヘッド68を簡素化された形態で示す。
【0133】
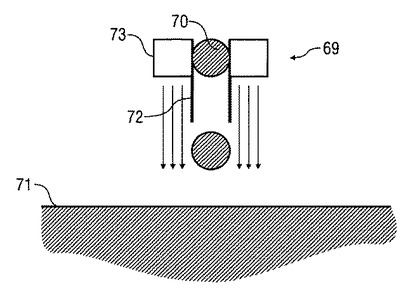
図27は、塗装剤の滴70を車両部品表面71に塗布するプリントヘッド69を模式的に示す。
【0134】
ここで、プリントヘッド69は、個々の塗装剤の滴70が空圧的または他の方法で吐出される塗装剤ノズル72を有する。
【0135】
さらに、プリントヘッド69は、塗装剤ノズル72を環状に取り囲み、個々の塗装剤の滴70を取り囲む環状のシースフローを吐出するシースフローノズル73を有する。
【0136】
一方、これは、個々の塗装剤の滴70を霧化する、または、区切る。
【0137】
他方、シースフローノズル73から吐出されたシースフローが部品表面71の方向にオーバースプレーを検知することによって、塗布効率が向上する。
【0138】
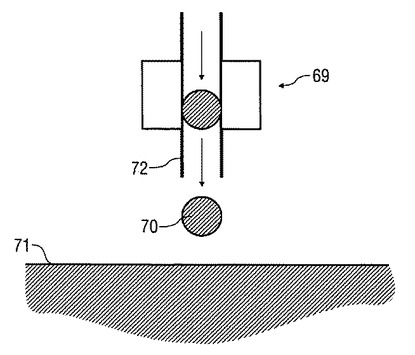
図28はまた、図27に係るプリントヘッド69と部分的に一致する本発明に係るプリントヘッド69を非常に簡素化された形態で示し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0139】
本実施態様の特徴は、個々の塗装剤の滴70が空気圧による加速のため、より大きな運動エネルギーを有するので、個々の塗装剤の滴70が塗装剤ノズル72から空圧的に吐出されることによって、最大可能塗装距離が増加する結果として塗装剤の滴70が空圧的に加速されることである。
【0140】
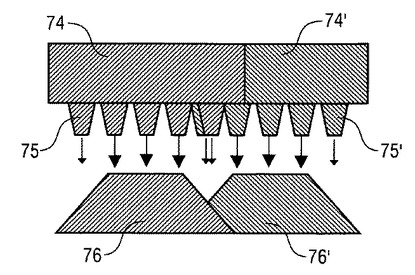
非常に簡素化された形態で、図29は、2つの隣接した塗装経路の塗布中のプリントヘッド74を示し、それによって、以前の塗装経路におけるプリントヘッド74’の位置がアポストロフィ付きで示される一方、現在の塗装経路におけるプリントヘッド74の位置はアポストロフィなしで示される。
【0141】
プリントヘッド74が経路の方向に対して横向きに配置された塗装剤ノズル75を有することによって、外側の塗装剤ノズル75は、内側の塗装剤ノズル75よりも少ない塗装剤を吐出する。結果として、プリントヘッド74は部品表面における台形状の層厚さの分布76を得る。続いて、一定の層厚さに至る以前の塗装経路の台形状の層厚さの分布76’上にも台形状の層厚さの分布76が重ね合わせられるので、これが長所である。
【0142】
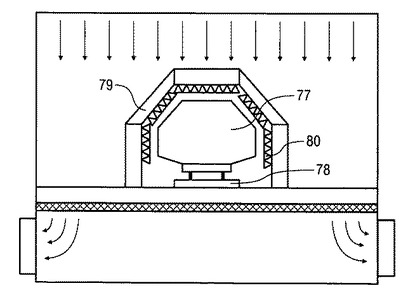
簡素化された形態で、図30は、塗装される部品77が塗装キャビンを通して直線的なコンベヤ通路78に沿って移動される、本発明に係る塗装機器を示し、それは本質的に従来技術から知られており、それゆえにより詳しく説明される必要はない。
【0143】
入口79がコンベヤ通路78を跨ぐことによって、コンベヤ通路78上で部品77に向けて方向付けられ、これらを塗装剤で塗装する、多数のプリントヘッド80が入口に取り付けられる。
【0144】
図31は図19の変形を示し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0145】
本実施態様の特徴は、個々の塗装剤ノズルのより大きな充填密度である。
【0146】
図32は図18の変形を示し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0147】
ここにおいてもまた、特徴は、個々の塗装剤ノズルの充填密度がより大きいことである。
【0148】
本発明は上述の好ましい実施態様に限定されるものではない。むしろ、本発明の思想を利用する多くの変形や修正が可能であり、それゆえに保護の範囲に含まれる。
【符号の説明】
【0149】
1 コンベヤ
2 塗装キャビン
3 塗装ロボット
4 塗装ロボット
5 プレナム
6 天井
7 排水部
8 プリントヘッド
9 プリントヘッド
10 空気抜き器
11 フィルター天井
12 塗装剤ノズル
13 色変換器
14.1〜14.4 塗装剤ノズル
15.1〜15.4 色変換器
16.1〜16.6 塗装剤ノズル
17 色変換器
18 色混合器
19.1〜19.4 ノズル列
20 塗装剤ノズル
21.1〜21.4 ノズル列
22 ノズル列
23.1〜23.4 色変換器
24 色変換器
25 色混合器
26 色混合器
27 色混合器
28.1〜28.4 ノズル列
29 塗装剤ノズル
30 色変換器
31 塗装剤供給ライン
32 塗装剤供給ライン
33 塗装剤供給ライン
34 ノズル配置
35.1〜35.7 ノズル列
36 塗装剤ノズル
37 ノズル配置
38.1〜38.5 ノズル列
39 エッジ
40〜42 塗装剤表面
43 プリントヘッド
44 塗装剤ノズル
45 塗装剤ノズル
46 プリントヘッド配置
47〜50 プリントヘッド
51 部品
52 ピクセル
53 部品
54〜57 層
58 ロボット
59 プリントヘッド
60 部品表面
61 ロボット制御装置
62 センサー
63 塗装剤供給部
66 混合器
67 プリントヘッド
68 プリントヘッド
69 プリントヘッド
70 塗装剤の滴
71 部品表面
72 塗装剤ノズル
73 シースフローノズル
74、74’ プリントヘッド
75、75’ 塗装剤ノズル
76、76’ 層厚さの分布
77 部品
78 コンベヤ
79 入口
80 プリントヘッド
【技術分野】
【0001】
本発明は、塗装剤で部品を塗装する塗装機器に関連し、より具体的には、塗料で車両部品を塗装する塗装機器に関連する。さらに、本発明は対応する塗装方法に関連する。
【背景技術】
【0002】
図1は、車両部品を塗装する従来型の塗装装置の断面図を示す。ここで、塗装される車両部品は塗装キャビン2を通って図面の平面に対して直角にコンベヤ1上を運ばれ、その中で、続いて、車両部品が塗装ロボット3、4によって従来の方法で塗装される。塗装ロボット3、4は、多軸ロボットハンド軸を介して、たとえば回転アトマイザー、空気アトマイザー、またはいわゆる空気レス装置のような塗布機器それぞれを運ぶいくつかの回転ロボットアームを有する。
【0003】
しかしながら、これらの既知の塗布機器の欠点は塗装効率が最適ではないことで、オーバースプレーとして知られる、スプレーされた塗料の一部が、塗装される車両部品上につかず、キャビンの空気とともに塗装キャビン2から除去される必要がある。そのため、塗装キャビン2の上には、矢印方向下向きに、塗装キャビン2の天井6を通して空気が塗装キャビン2に導入されるいわゆるプレナム5がある。含有されたオーバースプレーとともにキャビン2からの空気が塗装キャビン2の下に位置する排水部(auswaschung)7に入り、オーバースプレーがキャビンの空気から除去され、水と結合する。
【0004】
続いて、オーバースプレーを含むこの排水が再び面倒なプロセスで処理されなければならず、生み出された塗料スラッジが、それに対比して高価な方法で処理されなければならない特別廃棄物を構成する。
【0005】
さらに、塗装中に起こる塗装キャビン2からのオーバースプレーを素早く除去するために、塗装キャビン2における空気の下降速度は少なくとも約0.3〜0.5m/秒の範囲内になければならない。
【0006】
さらに塗装中に起こるオーバースプレーは、時々および局所的に、雰囲気中の爆発をもたらし得るので、関連法令のATEX製品ガイドライン(ATEX:空気中の爆発)が監視されなければならない。
【0007】
一方、それらの不十分な塗布効率と、結果として起こるオーバースプレーのため、既知の塗布機器は、必要な排水と必要とされる防爆のための高額な投資費用を招く。
【0008】
他方、運転中に起こるオーバースプレーのため、既知の塗布機器は、塗装ロスおよびオーバースプレーの処理費用を通しての高額な運転コストがついてまわる。
【発明の概要】
【発明が解決しようとする課題】
【0009】
そのため、本発明の目的は、適切な改良を引き出すことにある。
【課題を解決するための手段】
【0010】
独立項に係る、本発明に係る塗装機器および対応する塗装方法によって、本目的が実現される。
【0011】
本発明は、オーバースプレーがキャビンの空気から従来除去されていた排水部を省くことが可能である程度の塗布効率で、塗布機器を利用するという一般的な技術的示唆を含む。望ましい実施態様においては、本発明に係る塗装機器の長所は、別個の排水部を省くことが可能であるという事実である。しかしながら、本発明は、排水部を有さない塗装装置に限定されるものではない。むしろ、より高い程度の塗布効率を伴う塗布機器の使用により、完全には省くことができない場合においては、排水部の寸法を低減することが可能である。
【0012】
好ましくは、同様の形態、たとえばインクジェットプリンターにおいて用いられるように、塗布機器はプリントヘッドである。たとえば、それは、バブルジェット(登録商標)プリントヘッド、または、圧電(ピエゾ)プリントヘッドであってもよい。しかしながら、用いられるプリントヘッドの技術的な原理に関して、本発明はバブルジェット(登録商標)プリントヘッドと圧電(ピエゾ)プリントヘッドに限定されるものではなく、概して、他の吐出機構が実装されてもよい。
【0013】
また、本発明に関して、プリントヘッドが塗装剤を空圧的に吐出することが可能である。たとえば、塗装される部品の方向に塗装剤の滴を加速する短い空気パルスによって個々の塗装剤の滴が吐出され得ることによって、塗装距離が増加し得る。
【0014】
また、プリントヘッドが、塗装剤を、個々の塗装剤の滴として、または、連続的に、選択的に吐出してもよいことにも言及されるべきである。さらに、本発明の範囲内で、プリントヘッドの塗装剤ノズルのいくつかが個々の塗装剤の滴の形態で塗装剤を吐出する一方、プリントヘッドの塗装剤ノズルのいくつかが塗装剤を連続的に吐出することも可能である。
【0015】
本発明の好ましい実施態様においては、プリントヘッドが多軸ロボットによって位置決めされ、ロボットは好ましくは、プリントヘッドが搭載される回転ロボットアームと多軸ロボットハンド軸とを有する。
【0016】
あるいは、塗装される部品に対して、プリントヘッドを動作可能に位置決めする機械にプリントヘッドが取り付けられることが可能である。たとえば、そのような機械は従来型のルーフマシンまたはサイドマシンであってもよく、それらは本質的に従来技術から知られており、それゆえに詳細が記載される必要がない。
【0017】
たとえばインクジェットプリンターに用いられるような従来型のプリントヘッドと対照的に、本発明に係る塗装機器におけるプリントヘッドは、好ましくはきわめて大きな表面塗装アウトプットを発揮し、それは好ましくは、1m2/分、2m2/分、3m2/分または4m2/分を超える。
【0018】
従来型のインクジェットプリンターと対照的に、本発明に係る塗装機器におけるプリントヘッドは、たとえば、顔料およびいわゆる金属粉(マイカ)のような固体の塗料要素を含む流体塗料を塗布することができるものである。それゆえに、プリントヘッドの個々の塗装剤ノズルは、好ましくは、それらのサイズの観点で固体の塗料要素に適合されており、プリントヘッドはまた固体の塗料要素を伴う塗料を塗布し得る。
【0019】
しかしながら、本発明の範囲内で、プリントヘッドの代わりに、少なくとも1つの塗装剤ノズルから塗装剤を吐出するアトマイザーが用いられてもよい。本発明に係る塗装機器の場合においても、塗布機器が、好ましくは、部品が塗装剤で塗装される塗装キャビン内に配置される。そのような塗装キャビンは従来技術から知られており、それゆえに詳細が説明される必要がない。
【0020】
しかしながら、本発明の範囲内で塗布機器として用いられるプリントヘッドがたとえば回転アトマイザーのような従来型の塗布機器よりも、はるかに高い塗布効率を発揮することは既に述べた。それゆえに、塗装キャビンの下に位置する排水部は、塗布機器としての回転アトマイザーを伴う従来型の塗装装置においてよりも、寸法の面できわめて小さくなり得る。本発明の一実施態様においては、塗布機器として用いられるプリントヘッドの高い塗布効率によって、排水部、または、塗装キャビンの下の乾燥分離部などのような他の面倒なフィルタリング測定器ですら完全に省かれ得る。この場合においては、周期的(例:週間隔、月間隔、6ヶ月間隔、年間隔)に交換されるまたは清掃され得る単純なフィルターで十分である。
【0021】
さらに、オーバースプレーの発生が減少し、それゆえに爆発の危険がある雰囲気が運転中に発生しなくなるため、本発明の範囲内で塗布機器として用いられるプリントヘッドの高い塗布効率によって、関連法令のATEXガイドラインに係る防爆測定を省くことができる。それゆえに、本発明の一実施態様においては、塗装キャビン内に防爆設備が備えられていない。
【0022】
しかしながら、本発明に係る塗装装置においても、塗装キャビンから空気を抜き出し、好ましくは抜き出しが下方向に向けて起こる、空気抜きシステムが好ましくは設けられる。キャビンの空気が、好ましくはキャビンの空気からオーバースプレーを除去するフィルターを通して抜き出されることによって、たとえば塗装キャビンの基部に配置されるフィルター天井のような空気フィルターが設計され得て、フィルター天井を通して、塗装キャビンから、キャビンの空気が下方向に向けて抜き出される。
【0023】
本発明の範囲内で塗布機器として用いられるプリントヘッドのより高い塗布効率、および低減されたオーバースプレーの量によって、塗装キャビンにおける空気の下降速度が、塗布機器としてたとえば回転アトマイザーを用いる従来型の塗装装置においてよりも低くなり得る。本発明に係る塗装装置においては、それゆえに、塗装キャビンにおける空気の下降速度が、0.5m/秒、0.4m/秒、0.3m/秒、0.2m/秒、もしくは0.1m/秒未満であってもよい。
【0024】
本発明の変形において、色変換器が塗装剤の1つを選択し、選択された塗装剤をプリントヘッドに供給するように、少なくとも1つの色変換器が、出力側でプリントヘッドに接続され、入力側でさまざまな塗装剤を供給されるプリントヘッドに割り当てられる。好ましくは、さまざまなカラーの塗装剤から所望の色合いが一緒に混合され得るように、表色系(例:CMYK表色系)の原色のさまざまな塗装剤が色変換器に供給される。
【0025】
また、入力側において、色変換器が、たとえば特殊塗料、メタリック塗料、マイカ塗料のようなさまざまなエフェクト塗料を供給されてもよい。
【0026】
ここで、もし色変換器が、選択された塗装剤をプリントヘッドの単一の塗装剤ノズルに供給するだけなのであれば、それは長所となり得る。本発明の変形においては、それゆえに、独立した色変換器がプリントヘッドのそれぞれの塗装剤ノズルに割り当てられ、塗布される塗装剤は、個々の塗装剤ノズルに対して個々に選択されてもよい。
【0027】
関連する塗装剤ノズル用に求められる塗装剤を選択するために、個々の色変換器が好ましくは個々に制御され、お互いに独立していてもよい。
【0028】
本発明の他の実施態様においては、出力側において、色変換器が一群の塗装剤ノズルに同一の塗装剤を供給することによって、塗装剤ノズルが、たとえば行(einer zeile)または列(einer spalte)のような列に配置されてもよい。
【0029】
また、入力側において表色系(例:CMYK表色系)の原色のさまざまなカラーの塗装剤を供給される入力側の色変換器の上流に色混合器が配置されることも可能である。色混合器はさまざまな原色から所望の色合いを混合し、選択用にこれを色変換器に供給する。さらに、本実施態様においては、色変換器は好ましくは、たとえばマイカ塗料、メタリック塗料および/または特殊塗料のような少なくとも1つのエフェクト塗料を供給される。続いて、色変換器は、色混合器によって混合された色合いを選択してもよいし、または、エフェクト塗料の1つに戻ってもよい。
【0030】
本発明の他の実施態様においては、一群の隣接する塗装剤ノズルは、表色系の原色をそれぞれ供給される。たとえば、4本の隣接する塗装剤ノズルは、原色であるシアン、マゼンタ、黄もしくは黒を供給される。続いて、本実施態様においては、さらなる隣接する塗装剤ノズルが色変換器によってエフェクト塗料の1つを供給される。吐出された塗装剤が塗装される部品上で混合され、所望のエフェクト塗料によって所望の色合いを形成するほど、原色用およびエフェクト塗料用の塗装剤ノズルは、プリントヘッド内でお互いに非常に近接して空間的に配置される。それゆえに、本実施態様においては、色の混合が、塗装される部品上で起こる。
【0031】
プリントヘッド内の塗装剤ノズルがたとえば行(einer zeile)または列(einer spalte)のような列に配置され得ることは既に述べられている。それゆえ、好ましくは、塗装剤ノズルはプリントヘッド内に行列形式で配置される。
【0032】
この方法で、本発明の範囲内において、一列の塗装剤ノズルが同一の色を塗布するように、1つの原色(例:シアン、マゼンタ、黄、黒)が個々の塗装剤列のそれぞれに割り当てられることが可能である。また、ノズルの一列の範囲内にある塗装剤ノズルが、それぞれの原色(例:シアン、マゼンタ、黄、黒)およびエフェクト塗料を交互に供給されることも可能である。
【0033】
さらに、個々のノズル列が1つの色変換器によって塗布される塗装剤がそれぞれに供給されることによって、ノズルの列それぞれにおける色変換器が特定の原色およびエフェクト塗料を供給されることも可能である。たとえば、ノズルの一列の色変換器はシアン色の塗装剤と特殊塗料とを供給され得る一方、ノズルの次の列の色変換器がマゼンタ色の塗装剤と特殊塗料とを供給され得る。続いて、CMYK表色系の場合においては、ノズルの次の列の色変換器が、それに従って、黄色と黒色とをそれぞれ、および特殊塗料を供給される。
【0034】
さらに、ノズルの個々の列の色変換器が、エフェクト塗料のうちの1つを選択するさらなる色変換器と入力側で一緒に接続されることも可能である。続いて、個々のノズル列における色変換器は、供給された原色を直接選択してもよいし、または、さらなる色変換器を介して供給された特殊塗料を間接的に利用してもよい。
【0035】
本発明の他の実施態様において、一群の塗装剤ノズルは、表色系の原色から、色混合器によって一緒に混合された特定の色合いを一緒に供給される。他方、本実施態様においては、隣接する追加の塗装剤ノズルが、エフェクト塗料から選択する他の色変換器によって供給される。ここにおいても、前に混合された色合いと、選択されたエフェクト塗料との混合は、塗装される部品上で起こる。
【0036】
本発明のさらなる実施態様において、プリントヘッドの塗装剤ノズルの一部分は色混合器に接続され、入力側においてそれは表色系の原色を供給される。他方、プリントヘッドの塗装剤ノズルの他の部分は、特殊塗料供給部に接続される。ここにおいても、プリントヘッド内の塗装剤ノズルは、好ましくは、行(einer zeile)または列(einer spalte)における行列形式で配置される。個々のノズル列(行(zeile)または列(spalte))における塗装剤ノズルが、色混合器と特殊塗料供給部とに交互に接続されることが可能である。
【0037】
さらに、本発明の範囲内において、プリントヘッドの塗装剤ノズルの全て、または、少なくともそれらの大多数、が、単一の塗装剤供給ラインと接続され、それゆえに同一の塗装剤を塗布することも可能である。
【0038】
あるいは、本発明の範囲内において、プリントヘッドが2つの異なる塗装剤を供給し得るように、プリントヘッドの塗装剤ノズルの一部分が第1の塗装剤供給ラインと接続される一方、プリントヘッドの塗装剤ノズルの第2の部分が第2の塗装剤供給ラインと接続されることも可能である。好ましくは、この関連において、個々のノズル列(行(zeile)または列(spalte))における塗装剤ノズルが、一方の塗装剤供給ラインと他方の塗装剤供給ラインとに交互に接続されることが可能である。
【0039】
本発明の一実施態様においては、プリントヘッドが、エフェクト粒子を含む特殊塗料のみを塗布する少なくとも1本の別個の塗装剤ノズルを有する。さらに、プリントヘッドは、エフェクトのない粒子を含む通常の塗料を塗布する少なくとも1本のさらなる塗装剤ノズルをも有する。続いて、それに従って、さまざまな塗装剤ノズルが適合され得る。
【0040】
上述の色混合方法においては、エフェクト粒子(例:メタル、マイカ等)が別個の塗装剤ノズルによって対象物に塗布されることもあり得る。この方法においては、エフェクトが、非常に特定され、および局所的差違をもって対象物に塗布され得る。一定の状況においては、今日では全く想像できないエフェクトが実現され得る。新しいインクジェット技術によって、たとえば、層の上面にのみエフェクト粒子を置くことが可能になる。
【0041】
本発明に係る解決法によって、十分な表面アウトプットで完全な車体を塗装するだけでなく、限定された細部および図面を印刷することも初めて可能になることもまた、本発明の主な長所である。
【0042】
プリントヘッドにおける塗装剤ノズルが好ましくは行(zeile)および列(spalte)の行列形式に配置されることが既に言及されている。本発明の変形においては、プリントヘッドの個々の塗装剤ノズルは原則等しいサイズである。隣接するノズル列は、縦方向において、より具体的にはノズルの幅の半分ずつお互いに対してオフセットされてもよく、それによってノズルヘッドにおける塗装剤ノズルの最大充填密度が可能になる。また、個々のノズル列は、好ましくは、横方向に、より具体的には、ノズルヘッドの前進方向に対して直角に配置される。
【0043】
本発明の他の実施態様においては、プリントヘッドは異なるサイズのノズル開口部を有する。そのため、プリントヘッドにおいては、大きな塗装剤ノズルを有するノズルの列と、小さな塗装剤ノズルを有するノズルの列とが、交互に配置されてもよい。ここにおいてもまた、より大きな塗装剤ノズルを備えるノズルの列が、より具体的にはノズルの幅の半分ずつ、お互いに対してオフセットされることが有用であり得る。
【0044】
本発明の他の変形においては、プリントヘッドが回転自在に搭載され、塗装中に回転する。ここにおいてもまた、プリントヘッドがさまざまなサイズの塗装剤ノズルを有し得ることによって、より大きな塗装剤ノズルよりも、より小さな塗装剤ノズルが好ましくはプリントヘッドの回転軸により近く配置される。
【0045】
本発明の他の変形においては、ある機器(例:多軸ロボット)によって一緒にガイドされ、お互いに対して回転可能であるプリントヘッドが設けられ、それによって曲がった部品表面への適合が可能となる。
【0046】
本発明の範囲内において、所望の色合いを得るために、表色系のさまざまな原色が混合され得ることによって、色の混合が、色混合器において起こり得るか、塗装される部品表面で起こり得ることが既に上述されている。表色系は選択的にCMYK表色系であってもRGB表色系であってもよく、他に数例ある。しかしながら、用いられる表色系に関して、本発明は上記の例に限定されるものではない。
【0047】
たとえば、特殊塗料、メタリック塗料もしくはマイカ塗料がエフェクト塗料として利用され得ることも上述されている。
【0048】
さらに、たとえば、DLC塗装(DLC:ダイヤモンド状炭素)、ダイヤモンド塗装、硬質メタル、もしくは、硬質材料と軟質材料との材料の組み合わせのような摩耗を減少させる塗装を少なくとも部分的に用いる塗装剤と接するプリントヘッドの表面エリア(例:リード)をもたらすことも長所であり得る。また、塗装剤と接するプリントヘッドの表面のエリアが、窒化チタン、酸化チタン、または化学ニッケル、もしくはPVCプロセス(PVC:物理気相成長法)、CVDプロセス(CVD:化学気相成長法)、エロクサルプロセス(Eloxal:アルミニウム電解酸化)によってもたらされる他の層で塗装されてもよいし、「簡単に洗浄できる」塗装が設けられてもよい。
【0049】
さらに、プリントヘッドの塗装効率を向上させるために、静電塗装剤投入装置および/または圧縮空気支持部が設けられてもよい。
【0050】
さらなる可能性が、プリントヘッドおよび/または塗装される部品表面の空間位置を検知し、それに従ってプリントヘッドの位置決めを制御(steutreung)/制御(regelung)する位置検知にある。
【0051】
現在、塗装装置において6〜10色の原色ペーストから車両塗料を直接混合することも努力されている。これに関しては、ペーストは混合ステーションにおいて従来の方法で混合され、色合いが調節される。これらのペーストから、自動車産業において用いられる全ての塗料(例:ユニ、メタリックおよびマイカおよび/またはエフェクト塗料)が生産され得る。これらの塗料がアトマイザー内または上流の機器内で直接混合されることがあり得る。これは、塗布前または塗布中に、必要量のみが自動的に完全に直接供給されるという長所を有する。個々の要素の注入が既知の注入技術(圧力制御装置、注入ポンプ、ギヤホイール測定セル、スルーフロー測定セル、ピストン式注入システム等)によって起こり得る。「混合ルーム」は、混合チャンバーであってもよいし、ホース部分であってもよいし、混合システム(例:キーニックス(Keenix)混合器)であってもよい。正確な色合いを得るために、個々の要素の非常に精密な注入が課題である。それゆえ、注入ユニットを制御するカラーセンサーが有用であり得る。
【0052】
しかしながら、インクジェット技術もまた注入技術として用いられ得る。ここにおいて、個々の滴の必要量(ノズルの開放時間および圧力に従属する)がもたらされ得る。これらのインクジェットノズルもまた、混合ルーム内で色合いを混合する。
【0053】
さらに、本発明の範囲内において、ガイド経路に関連してプリントヘッドを位置決めするために、ガイド経路の方向を検知するセンサーを設けることも可能である。
【0054】
好ましい実施態様においては、センサーはプリントヘッドまたはロボットに取り付けられるが、原理的には他の設計も可能である。たとえば、現在の塗装経路が以前の塗装経路に関連する位置に塗布され得るように、センサーが以前の塗装経路を検知し得る。そのため、概して、現在の塗装経路が、以前の塗装経路と平行な一定距離に塗布されることが望ましく、それは上述のセンサー検知を通して可能である。
【0055】
好ましい実施態様においては、センサーは光学センサーであるが、原理的には他のタイプのセンサーも可能である。
【0056】
上記ガイド経路もまた、ガイド目的のためにのみ塗布される別個のガイド経路であってもよく、紫外(UV)線または赤外(IR)線が照射される時、たとえば、センサーにのみ可視である通常は不可視である色を含んでもよい。
【0057】
これに関連して、レーザー測定システムを、従来技術からそれ自体既知のものとして用いることも可能である。そのようなレーザー測定システムはまた、塗装される部品の表面までの距離を検知し、制御システムの一部としてそれを一定に保ち得る。
【0058】
本発明の変形において、入力側でセンサーと接続され、出力側でロボットと接続されるロボット制御装置が設けられることによって、ロボット制御装置はガイド経路の方向の関数としてプリントヘッドを位置決めする。
【0059】
本発明の変形において、プリントヘッドが空気または他の気体のシースフローを吐出するシースフローノズルを有することによって、塗装剤の滴を霧化する、および/または、区切るために、シースフローが塗装剤ノズルによって吐出された塗装剤のフローを取り囲む。さらに、エアカーテンの形状におけるこのシースフローが、結果として生じるオーバースプレーを部品表面に向けることによって、塗布効率を向上させ得る。
【0060】
本発明の一実施態様において、プリントヘッドが経路の方向に関してお互いに隣に配置される塗装剤ノズルを有することによって、外側の塗装剤ノズルは、内側の塗装剤ノズルよりも少ない塗装剤を吐出し、それは経路の方向に対して横向きの分布の対応する層厚さに至る。ノズルは必ずしも一列に配置されなくてもよい。塗料の量は、ノズルごと、および、ピクセルごとに制御され得る。たとえば、塗料の異なる量によって、色合いの強度が制御される。ここで、層厚さの分布がガウスの正規分布であることが可能である。あるいは、層厚さの分布が台形状の分布となるように、個々の塗装剤ノズルによって吐出される塗装剤の量が選択されることも可能である。隣接する塗装剤経路の台形状の層厚さの分布が一定の層厚さに至るように隣接する塗装剤経路がお互いに重なり合うので、そのような台形状の層厚さの分布は長所である。
【0061】
本発明の他の実施態様において、従来技術からの塗装装置において知られるように、塗装される部品はコンベヤ通路に沿って運ばれ、それゆえに詳細が説明される必要はない。本実施態様においては、入口がコンベヤ通路を跨ぐことによって、コンベヤ通路上の部品の方向を向いて部品を塗装する多数のプリントヘッドが入口の上に搭載される。
【0062】
塗装剤が好ましくはピクセルの形態で部品に塗布されることによって、色の混合によりピクセルの所望の色を実現するために、個々のピクセルのそれぞれが、表色系の原色から構成されることにも言及すべきである。色の混合は、たとえば減法混色であってもよいが、原理的に、加法混色によって所望の色を得ることも可能である。これに関連して、関連する表色系(例:RGB表色系)のさまざまな原色(例:赤、緑、青)が、個々のピクセルの層においてお互いの上に配置される。塗装剤のそのような画素化された塗布によって、最上層が所望のエフェクトを獲得し、同時に、下層によってもたらされる所望の色を通して得るように、ピクセルの最上層がエフェクト塗料を有し、半透明であることが可能である。
【0063】
最後に、本発明は、上記記載から既に明白であるように、対応する塗装方法も含む。
【0064】
本発明に係る技術は、前に塗装されたメタルシート、穴あきボードの切り口の特殊塗装用、または継ぎ目やエッジの効率的な封止用にも用いられ得る。
【0065】
本発明の他のさらなる有利な態様は従属項において特徴づけられるか、もしくは図面を用いて本発明の好ましい実施態様の記載とともに詳細が後述される。
【図面の簡単な説明】
【0066】
【図1】車両部品を塗装する従来の塗装装置の断面図を示す。
【図2】塗布機器としてのプリントヘッドで車両部品を塗装する、本発明に係る塗装装置の断面図を示す。
【図3A】色変換器と塗装剤供給部を伴うプリントヘッドのノズルを示す。
【図3B】個々に割り振られた色変換器をそれぞれ有する塗装剤ノズルを伴うプリントヘッドのノズル列を示す。
【図4A】塗装剤ノズルおよび割り振られた色変換器を伴うノズル列を示す。
【図4B】入力側において色変換器が単一の特殊カラー供給部のみを有する図4Aの変形を示す。
【図5】入力側において色変換器が表色系の原色を供給される色混合器と接続される図4Aの変形を示す。
【図6】第5の塗装剤ノズルがエフェクト塗料を供給されつつ、4つの塗装剤ノズルがCMYK表色系の1つの原色をそれぞれ供給される塗装剤ノズルを伴うプリントヘッドのノズル列を示す。
【図7】CMYK表色系の1原色のそれぞれが割り振られたプリントヘッドのノズル列を示す。
【図8】色変換器およびCMYK表色系の原色のうちの1つのそれぞれが割り振られたプリントヘッドのノズル列を示す。
【図9】他の色変換器を介してノズル列がエフェクト塗料を交互に供給され得る、CMYK表色系の原色および色変換器のそれぞれが割り振られたプリントヘッドのノズル列を示す。
【図10】第5の塗装剤ノズルが色変換器を介してエフェクト塗料を供給されつつ、4つの隣接する塗装剤ノズルが色混合器を介して混合された色合いを供給される、プリントヘッドのノズル列を示す。
【図11】色混合器を介して、混合された色合いを一緒に供給されるプリントヘッドのノズル列を示す。
【図12】個々の列の色変換器が色混合器を介して混合された色合いを供給される、1つの色交換器を伴うプリントヘッドそれぞれのノズル列を示す。
【図13】色変換器および色混合器を介して塗布される塗装剤を一緒に供給されるプリントヘッドのノズル列を示す。
【図14】単一の塗装剤供給ラインを介して一緒に供給されるプリントヘッドのノズル列を示す。
【図15】ノズル列の内部の個々のノズルが第1の塗装剤供給ラインと第2の塗装剤供給ラインとに交互に接続される、プリントヘッドのノズル列を示す。
【図16】プリントヘッドにおけるノズルの配置を示す。
【図17】より小さな塗装剤ノズルを伴うプリントヘッドにおけるノズルの他の配置を示す。
【図18】塗装剤ノズルが異なるノズルサイズを有する、プリントヘッドにおける塗装剤ノズルの他の配置を示す。
【図19】より大きな塗装剤ノズルを伴うノズル列がお互いに対してオフセットされて配置されたことを特徴とする図18の変形を示す。
【図20】本発明に係る、プリントヘッドによる明瞭なエッジの塗装を明らかにする図を示す。
【図21】回転プリントヘッドを示す。
【図22】曲がった部品表面に適合する回転プリントヘッドを有するプリントヘッドの配置を示す。
【図23】表色系の原色におけるいくつかの層と、メタリック塗料の最上層とを有する層状ピクセルを示す。
【図24】プリントヘッドを位置決めするために、プリントヘッドおよびセンサーを制御する多軸ロボットを有する、本発明に係る塗装機器の模式図を示す。
【図25】混合物を形成するためにいくつかの構成要素が混合されることによって、続いてプリントヘッドが混合物を塗布する、本発明に係る塗装機器の模式図を示す。
【図26】お互いに独立する構成要素を塗布することによって、混合が部品の表面で起こる、本発明に係るプリントヘッドの模式図を示す。
【図27】シースフローノズルを有する、本発明に係るプリントヘッドの模式図を示す。
【図28】塗装剤の滴が空圧的に吐出され、加速される、本発明に係るプリントヘッドの模式図を示す。
【図29】台形状の層厚さの分布を生むプリントヘッドの模式図を示す。
【図30】多数のプリントヘッドが入口の上に搭載された、本発明に係る塗装機器の模式図を示す。
【図31】個々のノズルの最大充填密度を伴う図19の変形を示す。
【図32】個々のノズルの最大充填密度を伴う図18の変形を示す。
【発明を実施するための形態】
【0067】
図2における断面図は、同じ参照符号が対応する細部に対して用いられることで上記記載に付された反復符号を避けるために、図1に示される従来型の塗装装置と部分的に一致する、本発明に係る塗装装置を示す。
【0068】
本発明に係る塗装装置の特徴は、塗装ロボット3、4が塗布機器としての回転アトマイザーを有しないが、プリントヘッド8、9を有し、それが95%以上の非常に大きな塗布効率を有し、それゆえに、オーバースプレーをほとんど生じないという事実に当初は存する。
【0069】
一方、図1に係る従来型の塗装装置に存在する排水部7が省かれ得るという長所をこれは有する。
【0070】
代わりに、本発明に係る塗装装置は、フィルター天井11を通って塗装キャビン2からキャビン内の空気を下向きに抜き出す空気抜き器10を塗装キャビン2の下に有する。フィルター天井11は、従来型の塗装装置において必要とされていた排水部7なしでキャビンの空気から少量のオーバースプレーを除去する。
【0071】
本実施態様においては、プリントヘッド8、9は従来型のプリントヘッド同様にピエゾ効果に基づき動作するが、プリントヘッド8、9の表面塗装性能は従来型のプリントヘッドよりも非常に大きく、車両部品が満足のいく作業速度で塗装され得る。
【0072】
図3Aは塗装剤ノズル12を示し、それがプリントヘッド8、9において、多数の他の塗装剤ノズルに加えて配置され、塗装剤ノズル12は色変換器13によって塗布される塗装剤を供給される。入力側において、色変換器13は、色変換器13が塗装剤ノズル12に塗装剤を供給する1つを選択し得る合計7本の塗装剤供給ラインと接続される。4本の色変換器13の塗装剤供給ラインは、原色であるC(シアン)、M(マゼンタ)、Y(黄)、K(キー=黒)の様々なカラーの塗装剤を供給するものである。色変換器13の他の3本の塗装剤供給ラインは、メタリック塗料、マイカ塗料、および特殊塗料を供給するものである。
【0073】
本実施態様においては、塗装剤の所望の色合いが塗装される車両部品上で混合されることによって、タイムベース混合、または、局所混合が選択的に可能である。
【0074】
タイムベース混合においては、たとえば、原色であるC、M、YおよびKの塗装剤の滴が求められる色彩比で連続的に塗布されるので、塗装剤の滴が塗装される車両部品上で続いて混合される。
【0075】
他方、局所混合においては、特定の原色であるC、M、YまたはKの塗装剤の滴は塗装剤ノズル12から塗布され、続いて、ここでは図示されていない他の塗装剤ノズルによって塗布される他の塗装剤の滴と、車両部品上で混合される。
【0076】
図3Bは、4本の塗装剤ノズル14.1〜14.4を有するノズル列と、4つの色変換器15.1〜15.4が示される、図3Aに係る実施態様の変形を示す。
【0077】
色変換器15.1〜15.4は、色変換器15.1〜15.4がCMYK表色系の4原色であるC、M、Y、Kを供給され、また、特殊塗料Sを供給される5本の塗装剤供給ラインに一緒に接続される。
【0078】
図4Aは一群の塗装剤ノズル16.1〜16.5を示し、それらは色変換器17の出口に一緒に接続され、それゆえに運転中に同一の塗装剤を塗布する。
【0079】
7本の塗装剤供給ラインに色変換器17が入力側において接続され、そのうちの4本の塗装剤供給ラインがCMYK表色系の原色C、M、Y、Kを供給する一方、他の3本の塗装剤供給パイプラインがメタリック塗料、マイカ塗料、および特殊塗料をそれぞれ供給する。
【0080】
図4Bに係る本実施態様は、前述され、図4Aにおいて示された実施態様と大部分一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0081】
本実施態様の特徴は、出力側において、色変換器17が合計6本の塗装剤ノズル16.1〜16.6と接続され、それゆえにそれが同一の塗装剤を塗布することである。
【0082】
本実施態様の他の特徴は、入力側において、色変換器17が5本の塗装剤供給ラインのみと接続され、第5の塗装剤供給ラインが特殊塗料を供給する一方、4本の塗装剤供給ラインがCMYK表色系の原色C、M、Y、Kを供給することである。
【0083】
図5に係る実施態様は部分的に図4Aにおける実施態様と一致し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0084】
本実施態様の特徴は、入力側において色変換器17が色混合器18に接続されることによって、その入力側において色混合器18が、CMYK表色系の4原色C、M、Y、Kを供給する4本の塗装剤供給ラインに接続されることである。それゆえに、色混合器18は、原色C、M、Y、Kからいかなる色合いをも混合し、それを色変換器17に供給することが可能である。
【0085】
さらに、色変換器17は、塗布される塗装剤を塗装剤ノズル16.1にのみ選択的に供給するか、または、塗装剤ノズル16.2、16.3、16.4にも供給し、および、必要に応じて図面には示されていない他の塗装剤ノズルにも供給することが図面から理解され得る。
【0086】
図6に係る実施態様もまた、上述の実施態様と部分的に一致し、繰り返しを避けるために、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0087】
本実施態様の特徴は、隣接する塗装剤ノズル16.1〜16.4が塗装剤供給ラインにそれぞれ直接接続され、それぞれを介して、CMYK表色系の原色C、M、Y、Kのうちの一つが供給される。
【0088】
他方、色変換器17を介して、隣接する塗装剤ノズル16.5が、メタリック塗料、マイカ塗料および特殊塗料を供給する3つのさらなる塗装剤供給ラインに接続される。
【0089】
続いて、運転中に、色変換器が所望のエフェクト塗料(メタリック塗料、マイカ塗料もしくは特殊塗料)を選択し、塗装剤ノズル16.5を介してこれを塗布する。さらに、CMYK表色系の4原色C、M、YおよびKが、塗装剤ノズル16.1〜16.4を介して、所望の比率で塗布される。続いて、原色C、M、Y、Kが塗装される部品上で選択されたエフェクト塗料と混合される。
【0090】
図7は、多数の塗装剤ノズル20を伴うノズル列19.1〜19.4を示す。それによって、CMYK表色系の4原色C、M、Y、Kのうちの1つが個々のノズル列19.1〜19.4に割り当てられる。このように、塗装剤列19.2が原色M(マゼンタ)を塗布する一方、塗装剤列19.1の塗装剤ノズル20は原色C(シアン)を塗布する。他方、ノズル列19.4の塗装剤ノズル20が原色K(キー=黒)の塗装剤を塗布する一方、ノズル列19.3の塗装剤ノズル20は原色Y(黄)の塗装剤を塗布する。
【0091】
さらに、ノズル列19.1〜19.4は、特殊塗料Sも塗布し得る。個々のノズル列19.1〜19.4においては、それゆえに、2つおきに塗装剤ノズル20が特殊塗料供給ラインに接続される。個々のノズル列19.1〜19.4においては、それゆえに、個々の塗装剤ノズル20が、特殊塗料Sと、4原色C、M、Y、Kの一つとを交互に塗布する。
【0092】
図8もまた、4つのノズル列21.1〜21.4を示し、それぞれは多数の塗装剤ノズル22を備える。
【0093】
さらに、4つの色変換器23.1〜23.4がそれぞれに設けられ、4つのノズル列21.1〜21.4のうちの1つの塗装剤ノズル22の全てに塗装剤を供給する。そのため、色変換器23.2がノズル列21.2の塗装剤ノズル22の全てに供給しつつ、色変換器23.1はノズル列21.1の塗装剤22の全てに供給する。それに対して、色変換器23.4が塗布される塗装剤をノズル列21.4の塗装剤ノズル20の全てに供給しつつ、色変換器23.3はノズル列21.3の塗装剤ノズル20の全てに供給する。
【0094】
その入力側において、色変換器23.1〜23.4は原色C、M、Y、Kをそれぞれ供給され、原色C、M、Y、Kのそれぞれが4つのノズル列21.1〜21.4の1つに割り当てられる。色変換器23.1〜23.4はまた、特殊カラー、メタリック塗料、もしくはそのようなものが供給されうる特殊カラー供給ラインにも接続される。
【0095】
このノズル配置によっても、色の混合が塗装される部品上で起こる。
【0096】
図9に係る実施態様は、前述され、図8において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0097】
本実施態様の特徴は、入力側において色変換器23.1〜23.4がさらなる色変換器24と接続されることによって、その入力側において色変換器24が3つの異なるエフェクト塗料S1、S2、S3を供給されることである。そのため、運転中、色変換器24はエフェクト塗料S1、S2もしくはS3のうちの1つを選択し、選択されたエフェクト塗料を、他の色変換器23.1〜23.4が選択できるように利用可能とする。それゆえ、色変換器23.1〜23.4は、関連する原色C、M、YまたはK、もしくは、色変換器24によって利用可能とされたエフェクト塗料を選択的に選択し得る。
【0098】
図10に係る実施態様は、前述され、図6において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0099】
本実施態様の特徴は、塗装剤ノズル16.1〜16.4が、原色C、M、YもしくはKそれぞれのうちの1つを分離して供給されないことである。むしろ、塗装剤ノズル16.1〜16.4は色混合器25によって塗布される塗装剤を一緒に供給されることによって、その入力側において色混合器25がCMYK表色系の原色C、M、Y、Kを供給され、次に塗装剤ノズル16.1〜16.4によって塗布される所望の色合いを混合するように制御される。
【0100】
図11に係る実施態様は、前述され、図7において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0101】
本実施態様の特徴は、個々のノズル列19.1〜19.4がさまざまな原色を供給されるのではなく、1つの一緒に混合された塗装剤(原色C、M、Y、Kから色混合器26によって混合される)を供給されることである。
【0102】
図12に係る実施態様は、前述され、図8において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0103】
本実施態様の特徴は、個々の色変換器23.1〜23.4が色混合器27によって供給された色混合物を一緒に供給されることによって、入力側において、色混合器27が原色C、M、Y、Kを供給されることである。
【0104】
図13は、プリントヘッド8、9におけるノズル配置のさらなる実施態様を示し、ここではそれぞれが多数の塗装剤ノズル29を有する4つのノズル列28.1〜28.4が示される。ここで、全ての塗装剤ノズル29と、全ての塗装剤列28.1〜28.4とが、色変換器30から塗装剤を一緒に供給される。
【0105】
入力側において、色変換器30は、3つの特殊塗料S1、S2、S3が供給される3本の特殊カラー供給ラインに接続される。
【0106】
さらに、入力側において、色変換器30は、原色C、M、Y、Kが所望の色合いを混合し、選択のためにそれを色変換器30にとって利用可能とする色混合器31と接続される。
【0107】
図14に係る実施態様は、前述され、図13において示された実施態様と部分的に一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0108】
本実施態様の特徴は、全てのノズル列28.1〜28.4内の全ての塗装剤列29が、同一の塗装剤が供給される共同の塗装剤供給ラインに接続されることである。
【0109】
図15に係る実施態様は、図11に係る実施態様と部分的に一致しており、繰り返しを避けるため、上記記載が参照される。
【0110】
本実施態様の特徴は、個々のノズル列19.1〜19.4内の塗装剤ノズル20が、第1の塗装剤供給ライン32と、第2の塗装剤供給ライン33とに、交互に接続されることである。
【0111】
図16は、矢印がプリントヘッド8、9の前進方向、つまり圧力方向、を指し示すところの、本発明に係る塗装装置のプリントヘッド8、9のノズル配置34を示す。
【0112】
図面から、ノズル配置34が、塗装剤ノズル36をそれぞれ備えるノズル列35.1〜35.7を有することが理解され得る。
【0113】
ノズル配置34の全体の範囲内で、塗装剤ノズル36は、一様なサイズのノズル開口部を有する。
【0114】
隣接するノズル列35.1〜35.7は、ノズルの幅の半分ずつ、縦方向にお互いに対してオフセットされており、それによって、ノズル配置34の範囲内での塗装剤ノズル36の最大充填密度が可能になる。
【0115】
図17は、前述され、図16において示されたノズル態様と大部分一致するノズル配置34の変形を示し、繰り返しを避けるため、上記記載が参照される。
【0116】
本実施態様の特徴は、個々のノズル36がより小さなノズルサイズを有することである。
【0117】
本実施態様のさらなる特徴は、隣接するノズル列がお互いに対してオフセットしていないことである。
【0118】
図18は、相対的に大きなノズル開口部を伴う5つの平行なノズル列38.1〜38.5と、相対的に小さなノズル開口部を伴う4つのノズル列39.1〜39.4と、を有するノズル配置37のさらなる実施態様を示す。
【0119】
図19に係る本実施態様は、前述された図18に係る実施態様と大部分一致しており、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0120】
本実施態様の特徴は、より大きなノズル開口部を有するノズル列38.1〜38.5が、ノズルの幅の半分ずつ、縦方向にお互いに対してオフセットされていることである。
【0121】
図20は、明瞭なエッジ39を塗装する図を示す。エッジ39がさまざまな大きな塗装剤表面40、41、42から構成されることによって、異なるサイズの塗装剤表面40〜42が異なるサイズの塗装剤ノズルによってもたらされることが理解され得る。
【0122】
図面を印刷する際、色合いのより大きなエリアが大きな塗装剤ノズルによって印刷される一方、一定のエッジの明瞭さを要するエリアはより小さな塗装剤ノズルで精緻化される。この方法はとりわけ、2トーン印刷(たとえば、対比色における車体のシルのエリアにおいて)に有用である。図面において、あるエッジのエリアが、3つのノズルサイズで明瞭に印刷されているエッジのエリアに示されている。
【0123】
図21は、4本の大きな塗装剤ノズル44と多数のより小さな塗装剤ノズル45とを有する回転可能なプリントヘッド43を模式的に示し、より小さな塗装剤ノズル45がプリントヘッド43の回転軸に対して内側に位置する一方、より大きな塗装剤ノズル44がプリントヘッド43の回転軸に対して外側に位置する。
【0124】
最後に、図22は、曲がった部品51の表面へのよりよい適合を可能にするために、お互いに対して回転可能である合計4つのプリントヘッド47〜50を有するプリントヘッド配置46を示す。
【0125】
図23はピクセル52を示し、それがプリントヘッドによって本発明に係る塗装方法によって部品53に塗布され得て、明瞭化の目的のために単一のピクセル52が図面に示される。しかしながら、実際には、多数のピクセル52が塗布される。
【0126】
ピクセル52は、お互いの上に配置される層54〜57を備える。
【0127】
3つの低層55〜57は、RGB表色系の原色である、赤、緑および青である。しかしながら、その代わりに、低層が異なる表色系、たとえばCMYK表色系の原色であってもよい。その結果、減法混色によって、お互いの上にある層55〜57は一定の色合いを生み出す。
【0128】
他方、メタリックエフェクトを得るために、最上層は半透明のメタリック塗料から構成される。非常に単純な形式において、図24は、部品表面60上の所定の塗装剤の経路に沿ってプリントヘッド59を移動させる多軸ロボット58を有する本発明に係る塗装機器を示し、ロボット58はロボット制御装置61によって操作される。プリントヘッド59が部品表面60上の所定の塗装剤の経路に沿ってガイドされることによって塗装剤の経路が蛇行パターンでお互いに隣接するように、ロボット制御装置61はロボット58を制御する。
【0129】
現在の塗装剤の経路が以前の塗装剤の経路に関連して正確に位置し得るように、光学センサー62が、操作中に以前の塗装剤の経路の位置および方向を検知するプリントヘッド59にも取り付けられることが特徴である。
【0130】
図25は、3つの分離された塗装剤供給ライン63〜65を有する、本発明に係る塗装機器の変形を非常に簡素化された形式で示し、そのそれぞれが塗布される塗装剤の一要素を供給する。
【0131】
出力側において、塗装剤供給ライン63〜65は、個々の要素を、次にプリントヘッド67に供給される塗装剤混合物に混ぜる混合器66と接続される。そのため、塗装剤のさまざまな要素の混合は、プリントヘッド67による塗布の前に起こる。
【0132】
対照的に、図26は、塗装剤の3つの異なる要素を車両部品表面に別々に塗布することによって、個々の要素の混合が車両部品表面のみで起こるプリントヘッド68を簡素化された形態で示す。
【0133】
図27は、塗装剤の滴70を車両部品表面71に塗布するプリントヘッド69を模式的に示す。
【0134】
ここで、プリントヘッド69は、個々の塗装剤の滴70が空圧的または他の方法で吐出される塗装剤ノズル72を有する。
【0135】
さらに、プリントヘッド69は、塗装剤ノズル72を環状に取り囲み、個々の塗装剤の滴70を取り囲む環状のシースフローを吐出するシースフローノズル73を有する。
【0136】
一方、これは、個々の塗装剤の滴70を霧化する、または、区切る。
【0137】
他方、シースフローノズル73から吐出されたシースフローが部品表面71の方向にオーバースプレーを検知することによって、塗布効率が向上する。
【0138】
図28はまた、図27に係るプリントヘッド69と部分的に一致する本発明に係るプリントヘッド69を非常に簡素化された形態で示し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0139】
本実施態様の特徴は、個々の塗装剤の滴70が空気圧による加速のため、より大きな運動エネルギーを有するので、個々の塗装剤の滴70が塗装剤ノズル72から空圧的に吐出されることによって、最大可能塗装距離が増加する結果として塗装剤の滴70が空圧的に加速されることである。
【0140】
非常に簡素化された形態で、図29は、2つの隣接した塗装経路の塗布中のプリントヘッド74を示し、それによって、以前の塗装経路におけるプリントヘッド74’の位置がアポストロフィ付きで示される一方、現在の塗装経路におけるプリントヘッド74の位置はアポストロフィなしで示される。
【0141】
プリントヘッド74が経路の方向に対して横向きに配置された塗装剤ノズル75を有することによって、外側の塗装剤ノズル75は、内側の塗装剤ノズル75よりも少ない塗装剤を吐出する。結果として、プリントヘッド74は部品表面における台形状の層厚さの分布76を得る。続いて、一定の層厚さに至る以前の塗装経路の台形状の層厚さの分布76’上にも台形状の層厚さの分布76が重ね合わせられるので、これが長所である。
【0142】
簡素化された形態で、図30は、塗装される部品77が塗装キャビンを通して直線的なコンベヤ通路78に沿って移動される、本発明に係る塗装機器を示し、それは本質的に従来技術から知られており、それゆえにより詳しく説明される必要はない。
【0143】
入口79がコンベヤ通路78を跨ぐことによって、コンベヤ通路78上で部品77に向けて方向付けられ、これらを塗装剤で塗装する、多数のプリントヘッド80が入口に取り付けられる。
【0144】
図31は図19の変形を示し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0145】
本実施態様の特徴は、個々の塗装剤ノズルのより大きな充填密度である。
【0146】
図32は図18の変形を示し、繰り返しを避けるため、対応する細部に用いられる同一の参照符号を伴う上記記載が参照される。
【0147】
ここにおいてもまた、特徴は、個々の塗装剤ノズルの充填密度がより大きいことである。
【0148】
本発明は上述の好ましい実施態様に限定されるものではない。むしろ、本発明の思想を利用する多くの変形や修正が可能であり、それゆえに保護の範囲に含まれる。
【符号の説明】
【0149】
1 コンベヤ
2 塗装キャビン
3 塗装ロボット
4 塗装ロボット
5 プレナム
6 天井
7 排水部
8 プリントヘッド
9 プリントヘッド
10 空気抜き器
11 フィルター天井
12 塗装剤ノズル
13 色変換器
14.1〜14.4 塗装剤ノズル
15.1〜15.4 色変換器
16.1〜16.6 塗装剤ノズル
17 色変換器
18 色混合器
19.1〜19.4 ノズル列
20 塗装剤ノズル
21.1〜21.4 ノズル列
22 ノズル列
23.1〜23.4 色変換器
24 色変換器
25 色混合器
26 色混合器
27 色混合器
28.1〜28.4 ノズル列
29 塗装剤ノズル
30 色変換器
31 塗装剤供給ライン
32 塗装剤供給ライン
33 塗装剤供給ライン
34 ノズル配置
35.1〜35.7 ノズル列
36 塗装剤ノズル
37 ノズル配置
38.1〜38.5 ノズル列
39 エッジ
40〜42 塗装剤表面
43 プリントヘッド
44 塗装剤ノズル
45 塗装剤ノズル
46 プリントヘッド配置
47〜50 プリントヘッド
51 部品
52 ピクセル
53 部品
54〜57 層
58 ロボット
59 プリントヘッド
60 部品表面
61 ロボット制御装置
62 センサー
63 塗装剤供給部
66 混合器
67 プリントヘッド
68 プリントヘッド
69 プリントヘッド
70 塗装剤の滴
71 部品表面
72 塗装剤ノズル
73 シースフローノズル
74、74’ プリントヘッド
75、75’ 塗装剤ノズル
76、76’ 層厚さの分布
77 部品
78 コンベヤ
79 入口
80 プリントヘッド
【特許請求の範囲】
【請求項1】
塗装剤を塗布する塗布機器を有し、塗装剤で部品を塗装する、より具体的には塗料で車両部品を塗装する塗装機器であって、
前記塗布機器が、少なくとも1つの塗装剤ノズル(12; 14.1〜14.4; 16.1〜16.6; 20; 29; 36; 44; 45)から前記塗装剤を吐出するプリントヘッド(8、9)である、
ことを特徴とする塗装機器。
【請求項2】
a)前記プリントヘッド(8、9)がバブルジェット(登録商標)プリントヘッドであり、そこで個々の前記塗装剤の滴が蒸気バブルを拡大させることによって吐出され、または、
b)前記プリントヘッド(8、9)が、個々の前記塗装剤の滴が圧電素子によって吐出される圧電プリントヘッドであり、および/または、
c)前記プリントヘッド(8、9)が前記塗装剤を個々の塗装剤の滴に吐出し、または、
d)前記プリントヘッド(8、9)が前記塗装剤を連続的に吐出し、および/または、
e)前記プリントヘッド(8、9)が、前記塗装剤が吐出される塗装剤ノズルを有し、および/または、
f)前記プリントヘッドが空気レスプリントヘッドであり、および/または、
g)前記プリントヘッドがエアブラシプリントヘッドであり、および/または、
h)前記プリントヘッド(8、9)の前記塗装剤ノズルのいくつかが前記塗装剤を個々の塗装剤の滴に吐出しつつ、前記プリントヘッド(8、9)の前記塗装剤ノズルのいくつかが前記塗装剤を連続的に吐出し、および/または、
i)前記プリントヘッド(8、9)が多軸ロボットによって位置決めされ、および/または、
j)前記プリントヘッド(8、9)が、少なくとも、1m2/分、2m2/分、3m2/分または4m2/分、5m2/分の面積塗装性能を発揮し、および/または、
k)前記プリントヘッド(8、9)が、80%、90%、もしくは95%を超える塗布効率を有し、および/または、
l)操作中、前記塗装キャビン(2)内の下降速度が、0.3m/秒、0.2m/秒、0.1m/秒、70cm/秒、もしくは50cm/秒未満であり、および/または、
m)前記プリントヘッドが、機械によって、より具体的にはルーフマシンまたはサイドマシンによって位置決めされ、および/または、
n)前記プリントヘッドが空圧的に前記塗装剤を吐出する、
ことを特徴とする請求項1に記載の塗装機器。
【請求項3】
a)前記塗料が流体であり、固体の塗装要素、より具体的には顔料および金属粉を含み、および/または、
b)前記プリントヘッド(8、9)の前記塗装剤ノズル(12; 14.1〜14.4; 16.1〜16.6; 20; 29; 36; 44; 45)が、前記固体の塗装要素を含む前記塗料を塗布するために十分に大きい、
ことを特徴とする請求項1または2に記載の塗装機器。
【請求項4】
a)前記塗布機器(8、9)が、前記部品が前記塗装剤で塗装される塗装キャビン内に配置される、および/または
b)従来型の塗装装置においては前記塗装キャビン(2)内のキャビンの空気からオーバースプレーを洗浄する排水部(7)が前記塗装キャビン(2)の下に配置されず、および/または、
c)前記塗装機器が防爆されず、および/または、
d)前記塗装キャビン(2)から下向きに、および/または、測道を通して前記キャビンの空気を抜き出す空気抜き器(10)が設けられ、および/または、
e)前記空気抜き器(10)の上流に配置され、前記キャビンの空気から前記オーバースプレーを除去する空気フィルター(11)が設けられ、および/または、
f)前記キャビンの空気がフィルター天井(11)を通して前記塗装キャビン(2)から下向きに抜き出されるように、前記塗装キャビン(2)の基部に配置されたフィルター天井として前記空気フィルター(11)が設計された、
ことを特徴とする請求項1乃至3のいずれか1項に記載の塗装機器(図2)。
【請求項5】
a)色変換器(13)が前記塗装剤の1つを選択し、選択された前記塗装剤を前記プリントヘッド(8、9)に供給するように、出力側において前記プリントヘッド(8、9)に接続され、および、入力側においてさまざまな塗装剤が供給される、少なくとも1つの前記色変換器(13)が前記プリントヘッド(8、9)に割り当てられ、および/または、
b)入力側において、前記色変換器(13)が表色系の原色(C、M、Y、K)の様々な塗装剤を供給され、および/または、
c)入力側において、前記色変換器(13)が様々な特殊塗料を供給され、および/または、
d)前記色変換器(13)が、前記プリントヘッド(8、9)の単一の塗装剤ノズルに選択された前記塗装剤を供給する、
ことを特徴とする請求項1乃至4のいずれか1項に記載の塗装機器(図3A)。
【請求項6】
a)色変換器(15.1〜15.4)が前記塗装剤の1つをそれぞれ選択し、関連する塗装剤ノズル(14.1〜14.4)にそれを供給するように、入力側においてさまざまな塗装剤を供給され、および、出力側において前記プリントヘッド(8、9)のさまざまな塗装剤ノズル(14.1〜14.4)に接続される前記色変換器(15.1〜15.4)が前記プリントヘッド(8、9)に割り当てられ、および/または、
b)入力側において、前記色変換器(15.1〜15.4)のそれぞれが表色系の原色(C、M、Y、K)のさまざまな塗装剤を供給され、および/または、
c)入力側において、前記色変換器(15.1〜15.4)のそれぞれが単独の特殊塗料、または、さまざまな特殊塗料を供給され、および/または、
d)個々の前記色変換器(15.1〜15.4)のそれぞれが、1つの塗装剤ノズル(14.1〜14.4)に選択された前記塗装剤を供給する、
ことを特徴とする請求項1乃至5のいずれか1項に記載の塗装機器(図3B)。
【請求項7】
前記色変換器(17)が塗装剤ノズル(16.1〜16.6)に選択された前記塗装剤を供給する、
ことを特徴とする請求項5または6に記載の塗装機器(図4A、図4B)。
【請求項8】
前記色変換器(17)によって一緒に供給される前記塗装剤ノズル(16.1〜16.6)が前記プリントヘッド(8、9)内に一列に配置され、より具体的には、行(einer zeile)もしくは列(einer spalte)に配置された、
ことを特徴とする請求項7に記載された塗装機器(図4B)。
【請求項9】
a)出力側において前記色変換器(17)または色変換器と接続され、入力側において表色系の原色(C、M、Y、K)のさまざまなカラーの塗装剤を供給される前記色混合器(18)が前記プリントヘッド(8、9)に割り当てられ、および/または、
b)入力側において、前記色変換器(17)が前記色混合器(18)と接続されるだけでなく、入力側において、単一の特殊塗料またはいくつかの特殊塗料も供給される、
ことを特徴とする請求項5乃至8のいずれか1項に記載の塗装機器(図5)。
【請求項10】
a)前記プリントヘッド(8、9)が、1本の塗装剤供給ラインを介して、表色系のある原色(C、M、Y、K)それぞれのさまざまな色の塗装剤をそれぞれ供給する塗装剤ノズル(16.1〜16.4)を有し、および/または、
b)前記プリントヘッド(8、9)が、別個の塗装剤供給ラインを介して、特殊塗料を供給される少なくとも1つの追加の塗装剤ノズル(16.5)を有し、および、
c)前記原色(C、M、Y、K)が塗装される部品上で前記特殊塗料と混合され、所望のエフェクトを伴う所望の色合いを生み出すように、前記原色(C、M、Y、K)用および前記特殊塗料用の前記塗装剤ノズル(16.1〜16.5)が前記プリントヘッド(8、9)内に空間的に配置され、および/または、
d)入力側においてさまざまな特殊塗料を供給される色変換器(17)を介して、前記特殊塗料が前記プリントヘッド(8、9)に供給される、
ことを特徴とする請求項1乃至9のいずれか1項に記載の塗装機器(図6)。
【請求項11】
a)前記プリントヘッド(8、9)が、ノズル列(19.1〜19.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(20)を有し、および/または、
b)関連する前記ノズル列(19.1〜19.4)の塗装剤ノズルが関連する前記原色の塗装剤を供給されるように、表色系の1原色が個々の前記ノズル列(19.1〜19.4)のそれぞれに割り当てられ、および/または、
c)隣接するノズル列(19.1〜19.4)が、前記表色系のさまざまな前記原色(C、M、Y、K)の塗装剤を塗布し、および、
d)前記原色(C、M、Y、K)が塗装される前記部品上で混合されるように、前記塗装剤ノズルと塗装剤列とが前記プリントヘッド(8、9)内に配置される、
ことを特徴とする請求項1乃至10のいずれか1項に記載の塗装機器(図7)。
【請求項12】
a)個々の前記ノズル列(19.1〜19.4)における前記塗装剤ノズル(22)の一部分が、関連する前記原色の前記塗装剤を塗布し、および/または、
b)個々の前記ノズル列(19.1〜19.4)における前記塗装剤ノズル(22)の他の部分が特殊塗料を塗布し、および/または、
c)個々の前記ノズル列(19.1〜19.4)における前記塗装剤ノズル(22)が、前記原色を供給する塗装剤供給ラインと、前記特殊塗料を供給する塗装剤供給ラインとに、交互に接続される、
ことを特徴とする請求項11に記載の塗装機器(図7)。
【請求項13】
a)前記プリントヘッド(8、9)が、ノズル列(21.1〜21.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(22)を有し、および/または、
b)前記塗装剤ノズル(22)がそれぞれのノズル列(21.1〜21.4)内でお互いに接続され、それゆえに同一の塗装剤を吐出し、および/または、
c)色変換器(23.1〜23.4)が、入力側においてさまざまな塗装剤を供給される前記プリントヘッド(8、9)に割り当てられ、および/または、
d)出力側において、個々の前記色変換器(23.1〜23.4)が前記ノズル列(21.1〜21.4)のうちの1つに接続され、関連する前記ノズル列(21.1〜21.4)の前記塗装ノズル(22)に前記同一の塗装剤を供給し、および/または、
e)入力側において、隣接するノズル列(21.1〜21.4)が表色系の全ての原色(C、M、Y、K)を塗布し得るように、個々の前記ノズル列(21.1〜21.4)の色変換器(23.1〜23.4)が前記表色系の前記原色を供給され、および/または、
f)前記原色(C、M、Y、K)が塗装される前記部品上で混合されるように、前記塗装剤ノズル(22)と前記ノズル列(21.1〜21.4)とが前記プリントヘッド(8、9)に配置され、および/または、
g)前記色変換器が付随の前記ノズル列(21.1〜21.4)用に関連する前記原色または特殊塗料を選択し得るように、入力側において、色変換器(23.1〜23.4)が前記特殊塗料を供給される、
ことを特徴とする請求項1乃至13のいずれか1項に記載の塗装機器(図8)。
【請求項14】
a)前記プリントヘッド(8、9)が、ノズル列(21.1〜21.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(20)を有し、および/または、
b)それぞれのノズル列(21.1〜21.4)内の前記塗装剤ノズルがお互いに接続され、それゆえに同一の塗装剤を吐出し、および/または、
c)色変換器(23.1〜23.4)が、関連する前記ノズル列(21.1〜21.4)の前記塗装剤ノズルに特殊な塗装剤を一緒に供給する個々の前記ノズル列に割り当てられ、および/または、
d)入力側において、個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、表色系の1原色(C、M、Y、K)をそれぞれ供給され、隣接するノズル列(21.1〜21.4)が前記表色系の前記原色(C、M、Y、K)の全てを一緒に塗布し、および/または、
e)入力側において、個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、特殊塗料のうちの1つを選択し、個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器にそれを供給する、さらなる色変換器(24)に接続され、および/または、
f)前記原色(C、M、Y、K)が塗装される前記部品上で混合されるように、前記塗装剤ノズルと前記ノズル列(21.1〜21.4)とが前記プリントヘッド(8、9)内に配置された、
ことを特徴とする請求項1乃至13のいずれか1項に記載の塗装機器(図9)。
【請求項15】
a)前記プリントヘッド(8、9)が塗装剤ノズル(16.1〜16.5)を有し、
b)前記プリントヘッド(8、9)の前記塗装剤ノズル(16.1〜16.5)の第1の部分が色混合器によって供給され、入力側において、それが表色系の前記原色(C、M、Y、K)のさまざまな塗装剤を供給され、所望の色合いに塗装剤を混合し、および/または、
c)前記プリントヘッド(8、9)の前記塗装剤ノズル(16.1〜16.5)の他の部分が、入力側においてさまざまな特殊塗料を供給される色変換器(17)によって供給される、
ことを特徴とする請求項1乃至14のいずれか1項に記載の塗装機器(図10)。
【請求項16】
a)前記プリントヘッド(8、9)が、ノズル列(19.1〜19.4)、より具体的には、それぞれのノズル列(19.1〜19.4)が塗装剤ノズル(20)を備える行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(20)を有し、および/または、
b)前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第1の部分が、特殊塗料が供給される共同の特殊カラー供給ラインに接続され、および/または、
c)前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第2の部分が、入力側において表色系の前記原色のさまざまなカラーの塗装剤を供給される共同の色混合器と接続される、
ことを特徴とする請求項1乃至15のいずれか1項に記載の塗装機器(図11)。
【請求項17】
a)前記プリントヘッド(8、9)が、ノズル列(21.1〜21.4)、より具体的には、それぞれのノズル列(21.1〜21.4)が塗装剤ノズルを含む行(einer zeile)および列(einer spalte)に配置された塗装剤ノズル(20)を有し、および/または、
b)色変換器(23.1〜23.4)が、関連する前記ノズル列(21.1〜21.4)の前記塗装剤ノズル(20)に特定の塗装剤を一緒に供給する個々の前記ノズル列(21.1〜21.4)のそれぞれに割り当てられ、および/または、
c)入力側において、前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、特殊塗料が供給される特殊カラー供給ラインに接続され、および/または、
d)入力側において、前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、表色系の前記原色(C、M、Y、K)のさまざまなカラーの塗装剤を入力側において供給される色混合器(27)に接続され、塗料を前記原色(C、M、Y、K)から求められる色合いと混合し、および/または、
e)個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、前記特殊塗料、または、関連する前記ノズル列(21.1〜21.4)用に混合された塗料を選択的に選択する、
ことを特徴とする請求項1乃至16のいずれか1項に記載の塗装機器(図12)。
【請求項18】
a)前記プリントヘッド(8、9)が、ノズル列(28.1〜28.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式に配置された塗装剤ノズル(29)を有し、および/または、
b)さまざまな前記ノズル列(28.1〜28.4)の前記塗装剤ノズル(29)が色変換器(30)によって一緒に供給され、および/または、
c)入力側において、前記色変換器(30)が、特殊塗料が前記色変換器(30)に供給される特殊カラー供給ラインに接続され、および/または、
d)入力側において、前記色変換器(30)が、表色系の原色(C、M、Y、K)のさまざまなカラーの塗装剤を供給され、塗料を所望の色合いと混合する混合器(31)と接続され、
e)前記色変換器(30)が、前記特殊塗料の1つ、または、前記混合器(31)によって混合された前記塗料のどちらかを選択的に選択し、それを前記塗装剤ノズルに供給する、
ことを特徴とする請求項1乃至17のいずれか1項に記載の塗装機器(図13)。
【請求項19】
a)前記プリントヘッド(8、9)が、ノズル列(28.1〜28.4)、より具体的には、それぞれのノズル列が塗装剤ノズル(29)を含む行(einer zeile)および列(einer spalte)の行列形式に配置された塗装剤ノズル(29)を有し、および/または、
b)さまざまな前記ノズル列(28.1〜28.4)の前記塗装剤ノズル(29)が、塗布される前記塗装剤が供給される塗装剤供給ライン(31)に一緒に接続され、および/または、
c)共同の前記塗装剤供給ライン(31)が色変換器によって供給される、
ことを特徴とする請求項1乃至18のいずれか1項に記載の塗装機器(図14)。
【請求項20】
a)前記プリントヘッド(8、9)が、ノズル列(19.1〜19.4)、より具体的には、それぞれのノズル列が塗装剤ノズル(20)を含む行(einer zeile)および列(einer spalte)の行列形式に配置された塗装剤ノズル(20)を有し、および/または、
b)個々の前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第1の部分が、第1の塗装剤供給ライン(32)に一緒に接続され、および/または、
c)個々の前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第2の部分が、第2の塗装剤供給ライン(33)に一緒に接続され、および/または、
d)個々の前記ノズル列(19.1〜19.4)内の前記塗装剤ノズルが、前記第1の塗装剤供給ライン(32)と、前記第2の塗装剤供給ライン(33)とに、交互に接続される、
ことを特徴とする請求項1乃至19のいずれか1項に記載の塗装機器(図15)。
【請求項21】
a)前記プリントヘッド(8、9)が平行なノズル列(35.1〜35.7)内に配置された多数の塗装剤ノズル(36)を有し、および/または、
b)前記プリントヘッド(8、9)の前記塗装剤ノズル(36)が、基本的に等しいサイズであり、および/または、
c)隣接する前記ノズル列(35.1〜35.7)が縦方向に、より具体的には、ノズルの幅の半分ずつ、お互いに対してオフセットしており、および/または、
d)前記ノズル列(35.1〜35.7)が横方向、より具体的には前記ノズルヘッドの前進方向に対して直角に配置される、
ことを特徴とする請求項1乃至20のいずれか1項に記載の塗装機器(図16、図17)。
【請求項22】
a)前記プリントヘッド(8、9)が、平行なノズル列(38.1〜38.5、39.1〜39.5)に配置された多数の塗装剤ノズルを有し、および/または、
b)個々の前記ノズル列(38.1〜38.5、39.1〜39.5)内の前記塗装剤ノズルが基本的にそれぞれ一様なノズルサイズであり、および/または、
c)さまざまな前記ノズル列(38.1〜38.5、39.1〜39.5)が異なるサイズのノズル開口部を有し、および/または、
d)大きなノズル開口部を有するノズル列(38.1〜38.5)と、小さなノズル開口部を有するノズル列(39.1〜39.5)とが、前記プリントヘッド(8、9)内に交互に配置され、および/または、
e)前記ノズル列(38.1〜38.5、39.1〜39.5)が横方向、より具体的には、前記ノズルヘッドの前進方向に対して直角に配置される、
ことを特徴とする請求項1乃至21のいずれか1項に記載の塗装機器(図18)。
【請求項23】
a)前記プリントヘッド(8、9)において、前記大きなノズル開口部を有する前記ノズル列(38.1〜38.5)が、縦方向に、より具体的には、ノズルの幅の半分ずつ、お互いに対してオフセットしており、および/または、
b)ノズルヘッドにおいて、前記小さなノズル開口部を有する前記ノズル列(39.1〜39.5)が、縦方向にお互いに対してオフセットしていない、
ことを特徴とする請求項22に記載の塗装機器(図19)。
【請求項24】
a)前記プリントヘッド(8、9、43)が回転軸に対して回転自在に搭載され、塗装中、または、連続的な塗装セッションの間に回転し、および/または、
b)前記プリントヘッド(8、9、43)が異なるサイズの塗装剤ノズルを有し、および/または、
c)より大きな塗装剤ノズル(44)よりも、より小さな塗装剤ノズル(45)が前記プリントヘッド(8、9、43)の前記回転軸のより近くに配置される、
ことを特徴とする請求項1乃至23のいずれか1項に記載の塗装機器(図21)。
【請求項25】
曲がった部品表面を塗装するために、お互いに対して回転可能であるプリントヘッド(47〜50)が設けられた、
ことを特徴とする請求項1乃至24のいずれか1項に記載の塗装機器(図22)。
【請求項26】
a)表色系が、原色(C、M、Y、K)のシアン、マゼンタ、黄、黒を有するCMYK表色系であるか、または
b)表色系が、原色の赤、黄、青を有するRGB表色系である、
ことを特徴とする請求項1乃至25のいずれか1項に記載の塗装機器。
【請求項27】
特殊塗料が、エフェクト塗料、メタリック塗料、もしくはマイカ塗料である、
ことを特徴とする請求項1乃至26のいずれか1項に記載の塗装機器。
【請求項28】
前記塗装剤と接する前記プリントヘッド(8、9)の表面のエリアが、摩耗を減少させる塗装、より具体的にはDLC塗装、ダイヤモンド塗装、硬質メタル、もしくは、硬質材料と軟質材料との材料の組み合わせ、を提供される、
ことを特徴とする請求項1乃至27のいずれか1項に記載の塗装機器。
【請求項29】
前記プリントヘッド(8、9)の塗布効率を向上させる静電塗装剤投入装置および/または圧縮空気支持部を備える、
ことを特徴とする請求項1乃至28のいずれか1項に記載の塗装機器。
【請求項30】
前記プリントヘッド(8、9)および/または塗装される部品表面の空間位置を検知する位置検知システムを備える、
ことを特徴とする請求項1乃至29のいずれか1項に記載の塗装機器。
【請求項31】
a)前記プリントヘッド(59)を位置決めする多軸ロボット(58)と、
b)前記ロボット(58)によって前記プリントヘッド(59)と一緒に位置決めされ、塗装される部品(60)上のガイド経路の方向を検知する、センサー(62)と、
c)入力側において前記センサー(62)と接続され、出力側において前記ロボット(58)と接続されるロボット制御装置(61)と、
を備え、
前記ロボット制御装置(61)が前記ガイド経路の前記方向の関数として、前記プリントヘッド(59)を位置決めする、
ことを特徴とする請求項1乃至30のいずれか1項に記載の塗装機器。
【請求項32】
a)前記センサー(62)が光学センサーであり、および/または、
b)前記ガイド経路が以前に塗布された塗装剤の経路であり、または、
c)前記ガイド経路が、紫外線または赤外線が照射される時にのみ可視化される塗装剤を含む、
ことを特徴とする請求項31に記載の塗装機器。
【請求項33】
a)前記プリントヘッド(69)がシースフローノズル(73)を有し、
b)前記シースフローノズル(73)が、空気または他の気体のシースフローを吐出し、
c)前記シースフローが、前記塗装剤ノズルから吐出された前記塗装剤を取り囲む、
ことを特徴とする請求項1乃至32のいずれか1項に記載の塗装機器。
【請求項34】
a)前記プリントヘッド(74)が、経路の方向に関してお互いに隣に配置される塗装剤ノズル(75)を有し、
b)外側の前記塗装剤ノズル(75)は、内側の前記塗装剤ノズル(75)よりも少ない塗装剤を吐出する、
ことを特徴とする請求項1乃至33のいずれか1項に記載の塗装機器。
【請求項35】
a)前記プリントヘッド(74)が前記経路の方向に対して横向きな、一定の層厚さの分布(76)をもって塗装剤を塗布し、
b)前記層厚さの分布(76)がガウスの正規分布の台形状の分布である、
ことを特徴とする請求項34に記載の塗装機器。
【請求項36】
a)部品(77)が運ばれるコンベヤ通路(78)と、
b)前記コンベヤ通路(78)を横切って跨ぐ入口(79)と、
c)前記入口(79)上に搭載され、前記コンベヤ通路(78)上の前記部品(77)に向けて方向づけられる、多数のプリントヘッド(80)と、
を備える、
ことを特徴とする請求項1乃至35のいずれか1項に記載の塗装機器。
【請求項37】
入力側において、前記プリントヘッド(67)が、要素を混合し、それらを前記プリントヘッド(67)に供給する色混合器(66)に接続された、
ことを特徴とする請求項1乃至36のいずれか1項に記載の塗装機器。
【請求項38】
要素が車両部品表面においてのみ混合されるように、前記プリントヘッド(68)が、お互いに分離された、いくつかの、好ましくは3つの、異なる要素を吐出する、
ことを特徴とする請求項1乃至37のいずれか1項に記載の塗装機器。
【請求項39】
塗装剤で部品を塗装する、より具体的には塗料で車両部品を塗装する、塗装方法であって
前記塗装剤がプリントヘッド(8、9)によって、より具体的には請求項1乃至38のいずれか1項に記載の塗装機器によって、塗布される、
ことを特徴とする塗装方法。
【請求項40】
a)車両部品の内部塗装用にアトマイザーが用いられる一方、前記車両部品の外部塗装用に前記プリントヘッド(8、9)が少なくとも部分的に用いられ、または、
b)車両部品の外部塗装用にアトマイザーが用いられる一方、前記車両部品の内部塗装用に前記プリントヘッド(8、9)が少なくとも部分的に用いられ、または、
c)前記車両部品のボディ塗装用にアトマイザーが用いられる一方、前記車両部品の装飾塗装用に前記プリントヘッド(8、9)が少なくとも部分的に用いられる、
ことを特徴とする請求項39に記載の塗装方法。
【請求項41】
a)大きな表面積のエリア塗装においては、均一な塗装を得るために前記プリントヘッド(8、9)が回転し、および/または、
b)細部または図面の詳細な塗装においては、局所的な高解像度を得るために前記プリントヘッド(8、9)が回転しない、
ことを特徴とする請求項39または40に記載の塗装方法。
【請求項42】
a)前記プリントヘッド(8、9)および/または塗装される前記部品表面の空間位置を検知する工程と、
b)測定された位置の関数として、前記プリントヘッド(8、9)の前記空間位置を制御(steureung)および/または制御(regelung)する工程と、
を含むことを特徴とする請求項39乃至41のいずれか1項に記載の塗装方法。
【請求項43】
塗装エッジ(39)の明瞭な方向を得るために、表面塗装アウトプットが前記塗装エッジ(39)に向けて減少する、
ことを特徴とする請求項39乃至42のいずれか1項に記載の塗装方法。
【請求項44】
a)ピクセル(52)の形態で前記塗装剤が前記部品(53)に塗布され、
b)色の混合を通して所望の色合いを得るために、個々の前記ピクセル(52)が表色系の原色(55〜57)を含み、および/または、
c)個々の前記ピクセル(52)内のさまざまな前記原色(55〜57)が層の形態でお互いの上にそれぞれ配置される、
ことを特徴とする請求項39乃至43のいずれか1項に記載の塗装方法。
【請求項45】
a)個々の前記ピクセル(52)がエフェクト塗料の最上層(54)を有し、および/または、
b)エフェクト塗料の前記最上層(54)が半透明である、
ことを特徴とする請求項44に記載の塗装方法。
【請求項1】
塗装剤を塗布する塗布機器を有し、塗装剤で部品を塗装する、より具体的には塗料で車両部品を塗装する塗装機器であって、
前記塗布機器が、少なくとも1つの塗装剤ノズル(12; 14.1〜14.4; 16.1〜16.6; 20; 29; 36; 44; 45)から前記塗装剤を吐出するプリントヘッド(8、9)である、
ことを特徴とする塗装機器。
【請求項2】
a)前記プリントヘッド(8、9)がバブルジェット(登録商標)プリントヘッドであり、そこで個々の前記塗装剤の滴が蒸気バブルを拡大させることによって吐出され、または、
b)前記プリントヘッド(8、9)が、個々の前記塗装剤の滴が圧電素子によって吐出される圧電プリントヘッドであり、および/または、
c)前記プリントヘッド(8、9)が前記塗装剤を個々の塗装剤の滴に吐出し、または、
d)前記プリントヘッド(8、9)が前記塗装剤を連続的に吐出し、および/または、
e)前記プリントヘッド(8、9)が、前記塗装剤が吐出される塗装剤ノズルを有し、および/または、
f)前記プリントヘッドが空気レスプリントヘッドであり、および/または、
g)前記プリントヘッドがエアブラシプリントヘッドであり、および/または、
h)前記プリントヘッド(8、9)の前記塗装剤ノズルのいくつかが前記塗装剤を個々の塗装剤の滴に吐出しつつ、前記プリントヘッド(8、9)の前記塗装剤ノズルのいくつかが前記塗装剤を連続的に吐出し、および/または、
i)前記プリントヘッド(8、9)が多軸ロボットによって位置決めされ、および/または、
j)前記プリントヘッド(8、9)が、少なくとも、1m2/分、2m2/分、3m2/分または4m2/分、5m2/分の面積塗装性能を発揮し、および/または、
k)前記プリントヘッド(8、9)が、80%、90%、もしくは95%を超える塗布効率を有し、および/または、
l)操作中、前記塗装キャビン(2)内の下降速度が、0.3m/秒、0.2m/秒、0.1m/秒、70cm/秒、もしくは50cm/秒未満であり、および/または、
m)前記プリントヘッドが、機械によって、より具体的にはルーフマシンまたはサイドマシンによって位置決めされ、および/または、
n)前記プリントヘッドが空圧的に前記塗装剤を吐出する、
ことを特徴とする請求項1に記載の塗装機器。
【請求項3】
a)前記塗料が流体であり、固体の塗装要素、より具体的には顔料および金属粉を含み、および/または、
b)前記プリントヘッド(8、9)の前記塗装剤ノズル(12; 14.1〜14.4; 16.1〜16.6; 20; 29; 36; 44; 45)が、前記固体の塗装要素を含む前記塗料を塗布するために十分に大きい、
ことを特徴とする請求項1または2に記載の塗装機器。
【請求項4】
a)前記塗布機器(8、9)が、前記部品が前記塗装剤で塗装される塗装キャビン内に配置される、および/または
b)従来型の塗装装置においては前記塗装キャビン(2)内のキャビンの空気からオーバースプレーを洗浄する排水部(7)が前記塗装キャビン(2)の下に配置されず、および/または、
c)前記塗装機器が防爆されず、および/または、
d)前記塗装キャビン(2)から下向きに、および/または、測道を通して前記キャビンの空気を抜き出す空気抜き器(10)が設けられ、および/または、
e)前記空気抜き器(10)の上流に配置され、前記キャビンの空気から前記オーバースプレーを除去する空気フィルター(11)が設けられ、および/または、
f)前記キャビンの空気がフィルター天井(11)を通して前記塗装キャビン(2)から下向きに抜き出されるように、前記塗装キャビン(2)の基部に配置されたフィルター天井として前記空気フィルター(11)が設計された、
ことを特徴とする請求項1乃至3のいずれか1項に記載の塗装機器(図2)。
【請求項5】
a)色変換器(13)が前記塗装剤の1つを選択し、選択された前記塗装剤を前記プリントヘッド(8、9)に供給するように、出力側において前記プリントヘッド(8、9)に接続され、および、入力側においてさまざまな塗装剤が供給される、少なくとも1つの前記色変換器(13)が前記プリントヘッド(8、9)に割り当てられ、および/または、
b)入力側において、前記色変換器(13)が表色系の原色(C、M、Y、K)の様々な塗装剤を供給され、および/または、
c)入力側において、前記色変換器(13)が様々な特殊塗料を供給され、および/または、
d)前記色変換器(13)が、前記プリントヘッド(8、9)の単一の塗装剤ノズルに選択された前記塗装剤を供給する、
ことを特徴とする請求項1乃至4のいずれか1項に記載の塗装機器(図3A)。
【請求項6】
a)色変換器(15.1〜15.4)が前記塗装剤の1つをそれぞれ選択し、関連する塗装剤ノズル(14.1〜14.4)にそれを供給するように、入力側においてさまざまな塗装剤を供給され、および、出力側において前記プリントヘッド(8、9)のさまざまな塗装剤ノズル(14.1〜14.4)に接続される前記色変換器(15.1〜15.4)が前記プリントヘッド(8、9)に割り当てられ、および/または、
b)入力側において、前記色変換器(15.1〜15.4)のそれぞれが表色系の原色(C、M、Y、K)のさまざまな塗装剤を供給され、および/または、
c)入力側において、前記色変換器(15.1〜15.4)のそれぞれが単独の特殊塗料、または、さまざまな特殊塗料を供給され、および/または、
d)個々の前記色変換器(15.1〜15.4)のそれぞれが、1つの塗装剤ノズル(14.1〜14.4)に選択された前記塗装剤を供給する、
ことを特徴とする請求項1乃至5のいずれか1項に記載の塗装機器(図3B)。
【請求項7】
前記色変換器(17)が塗装剤ノズル(16.1〜16.6)に選択された前記塗装剤を供給する、
ことを特徴とする請求項5または6に記載の塗装機器(図4A、図4B)。
【請求項8】
前記色変換器(17)によって一緒に供給される前記塗装剤ノズル(16.1〜16.6)が前記プリントヘッド(8、9)内に一列に配置され、より具体的には、行(einer zeile)もしくは列(einer spalte)に配置された、
ことを特徴とする請求項7に記載された塗装機器(図4B)。
【請求項9】
a)出力側において前記色変換器(17)または色変換器と接続され、入力側において表色系の原色(C、M、Y、K)のさまざまなカラーの塗装剤を供給される前記色混合器(18)が前記プリントヘッド(8、9)に割り当てられ、および/または、
b)入力側において、前記色変換器(17)が前記色混合器(18)と接続されるだけでなく、入力側において、単一の特殊塗料またはいくつかの特殊塗料も供給される、
ことを特徴とする請求項5乃至8のいずれか1項に記載の塗装機器(図5)。
【請求項10】
a)前記プリントヘッド(8、9)が、1本の塗装剤供給ラインを介して、表色系のある原色(C、M、Y、K)それぞれのさまざまな色の塗装剤をそれぞれ供給する塗装剤ノズル(16.1〜16.4)を有し、および/または、
b)前記プリントヘッド(8、9)が、別個の塗装剤供給ラインを介して、特殊塗料を供給される少なくとも1つの追加の塗装剤ノズル(16.5)を有し、および、
c)前記原色(C、M、Y、K)が塗装される部品上で前記特殊塗料と混合され、所望のエフェクトを伴う所望の色合いを生み出すように、前記原色(C、M、Y、K)用および前記特殊塗料用の前記塗装剤ノズル(16.1〜16.5)が前記プリントヘッド(8、9)内に空間的に配置され、および/または、
d)入力側においてさまざまな特殊塗料を供給される色変換器(17)を介して、前記特殊塗料が前記プリントヘッド(8、9)に供給される、
ことを特徴とする請求項1乃至9のいずれか1項に記載の塗装機器(図6)。
【請求項11】
a)前記プリントヘッド(8、9)が、ノズル列(19.1〜19.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(20)を有し、および/または、
b)関連する前記ノズル列(19.1〜19.4)の塗装剤ノズルが関連する前記原色の塗装剤を供給されるように、表色系の1原色が個々の前記ノズル列(19.1〜19.4)のそれぞれに割り当てられ、および/または、
c)隣接するノズル列(19.1〜19.4)が、前記表色系のさまざまな前記原色(C、M、Y、K)の塗装剤を塗布し、および、
d)前記原色(C、M、Y、K)が塗装される前記部品上で混合されるように、前記塗装剤ノズルと塗装剤列とが前記プリントヘッド(8、9)内に配置される、
ことを特徴とする請求項1乃至10のいずれか1項に記載の塗装機器(図7)。
【請求項12】
a)個々の前記ノズル列(19.1〜19.4)における前記塗装剤ノズル(22)の一部分が、関連する前記原色の前記塗装剤を塗布し、および/または、
b)個々の前記ノズル列(19.1〜19.4)における前記塗装剤ノズル(22)の他の部分が特殊塗料を塗布し、および/または、
c)個々の前記ノズル列(19.1〜19.4)における前記塗装剤ノズル(22)が、前記原色を供給する塗装剤供給ラインと、前記特殊塗料を供給する塗装剤供給ラインとに、交互に接続される、
ことを特徴とする請求項11に記載の塗装機器(図7)。
【請求項13】
a)前記プリントヘッド(8、9)が、ノズル列(21.1〜21.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(22)を有し、および/または、
b)前記塗装剤ノズル(22)がそれぞれのノズル列(21.1〜21.4)内でお互いに接続され、それゆえに同一の塗装剤を吐出し、および/または、
c)色変換器(23.1〜23.4)が、入力側においてさまざまな塗装剤を供給される前記プリントヘッド(8、9)に割り当てられ、および/または、
d)出力側において、個々の前記色変換器(23.1〜23.4)が前記ノズル列(21.1〜21.4)のうちの1つに接続され、関連する前記ノズル列(21.1〜21.4)の前記塗装ノズル(22)に前記同一の塗装剤を供給し、および/または、
e)入力側において、隣接するノズル列(21.1〜21.4)が表色系の全ての原色(C、M、Y、K)を塗布し得るように、個々の前記ノズル列(21.1〜21.4)の色変換器(23.1〜23.4)が前記表色系の前記原色を供給され、および/または、
f)前記原色(C、M、Y、K)が塗装される前記部品上で混合されるように、前記塗装剤ノズル(22)と前記ノズル列(21.1〜21.4)とが前記プリントヘッド(8、9)に配置され、および/または、
g)前記色変換器が付随の前記ノズル列(21.1〜21.4)用に関連する前記原色または特殊塗料を選択し得るように、入力側において、色変換器(23.1〜23.4)が前記特殊塗料を供給される、
ことを特徴とする請求項1乃至13のいずれか1項に記載の塗装機器(図8)。
【請求項14】
a)前記プリントヘッド(8、9)が、ノズル列(21.1〜21.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(20)を有し、および/または、
b)それぞれのノズル列(21.1〜21.4)内の前記塗装剤ノズルがお互いに接続され、それゆえに同一の塗装剤を吐出し、および/または、
c)色変換器(23.1〜23.4)が、関連する前記ノズル列(21.1〜21.4)の前記塗装剤ノズルに特殊な塗装剤を一緒に供給する個々の前記ノズル列に割り当てられ、および/または、
d)入力側において、個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、表色系の1原色(C、M、Y、K)をそれぞれ供給され、隣接するノズル列(21.1〜21.4)が前記表色系の前記原色(C、M、Y、K)の全てを一緒に塗布し、および/または、
e)入力側において、個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、特殊塗料のうちの1つを選択し、個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器にそれを供給する、さらなる色変換器(24)に接続され、および/または、
f)前記原色(C、M、Y、K)が塗装される前記部品上で混合されるように、前記塗装剤ノズルと前記ノズル列(21.1〜21.4)とが前記プリントヘッド(8、9)内に配置された、
ことを特徴とする請求項1乃至13のいずれか1項に記載の塗装機器(図9)。
【請求項15】
a)前記プリントヘッド(8、9)が塗装剤ノズル(16.1〜16.5)を有し、
b)前記プリントヘッド(8、9)の前記塗装剤ノズル(16.1〜16.5)の第1の部分が色混合器によって供給され、入力側において、それが表色系の前記原色(C、M、Y、K)のさまざまな塗装剤を供給され、所望の色合いに塗装剤を混合し、および/または、
c)前記プリントヘッド(8、9)の前記塗装剤ノズル(16.1〜16.5)の他の部分が、入力側においてさまざまな特殊塗料を供給される色変換器(17)によって供給される、
ことを特徴とする請求項1乃至14のいずれか1項に記載の塗装機器(図10)。
【請求項16】
a)前記プリントヘッド(8、9)が、ノズル列(19.1〜19.4)、より具体的には、それぞれのノズル列(19.1〜19.4)が塗装剤ノズル(20)を備える行(einer zeile)および列(einer spalte)の行列形式で配置された塗装剤ノズル(20)を有し、および/または、
b)前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第1の部分が、特殊塗料が供給される共同の特殊カラー供給ラインに接続され、および/または、
c)前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第2の部分が、入力側において表色系の前記原色のさまざまなカラーの塗装剤を供給される共同の色混合器と接続される、
ことを特徴とする請求項1乃至15のいずれか1項に記載の塗装機器(図11)。
【請求項17】
a)前記プリントヘッド(8、9)が、ノズル列(21.1〜21.4)、より具体的には、それぞれのノズル列(21.1〜21.4)が塗装剤ノズルを含む行(einer zeile)および列(einer spalte)に配置された塗装剤ノズル(20)を有し、および/または、
b)色変換器(23.1〜23.4)が、関連する前記ノズル列(21.1〜21.4)の前記塗装剤ノズル(20)に特定の塗装剤を一緒に供給する個々の前記ノズル列(21.1〜21.4)のそれぞれに割り当てられ、および/または、
c)入力側において、前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、特殊塗料が供給される特殊カラー供給ラインに接続され、および/または、
d)入力側において、前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、表色系の前記原色(C、M、Y、K)のさまざまなカラーの塗装剤を入力側において供給される色混合器(27)に接続され、塗料を前記原色(C、M、Y、K)から求められる色合いと混合し、および/または、
e)個々の前記ノズル列(21.1〜21.4)に割り当てられた前記色変換器(23.1〜23.4)が、前記特殊塗料、または、関連する前記ノズル列(21.1〜21.4)用に混合された塗料を選択的に選択する、
ことを特徴とする請求項1乃至16のいずれか1項に記載の塗装機器(図12)。
【請求項18】
a)前記プリントヘッド(8、9)が、ノズル列(28.1〜28.4)、より具体的には、行(einer zeile)および列(einer spalte)の行列形式に配置された塗装剤ノズル(29)を有し、および/または、
b)さまざまな前記ノズル列(28.1〜28.4)の前記塗装剤ノズル(29)が色変換器(30)によって一緒に供給され、および/または、
c)入力側において、前記色変換器(30)が、特殊塗料が前記色変換器(30)に供給される特殊カラー供給ラインに接続され、および/または、
d)入力側において、前記色変換器(30)が、表色系の原色(C、M、Y、K)のさまざまなカラーの塗装剤を供給され、塗料を所望の色合いと混合する混合器(31)と接続され、
e)前記色変換器(30)が、前記特殊塗料の1つ、または、前記混合器(31)によって混合された前記塗料のどちらかを選択的に選択し、それを前記塗装剤ノズルに供給する、
ことを特徴とする請求項1乃至17のいずれか1項に記載の塗装機器(図13)。
【請求項19】
a)前記プリントヘッド(8、9)が、ノズル列(28.1〜28.4)、より具体的には、それぞれのノズル列が塗装剤ノズル(29)を含む行(einer zeile)および列(einer spalte)の行列形式に配置された塗装剤ノズル(29)を有し、および/または、
b)さまざまな前記ノズル列(28.1〜28.4)の前記塗装剤ノズル(29)が、塗布される前記塗装剤が供給される塗装剤供給ライン(31)に一緒に接続され、および/または、
c)共同の前記塗装剤供給ライン(31)が色変換器によって供給される、
ことを特徴とする請求項1乃至18のいずれか1項に記載の塗装機器(図14)。
【請求項20】
a)前記プリントヘッド(8、9)が、ノズル列(19.1〜19.4)、より具体的には、それぞれのノズル列が塗装剤ノズル(20)を含む行(einer zeile)および列(einer spalte)の行列形式に配置された塗装剤ノズル(20)を有し、および/または、
b)個々の前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第1の部分が、第1の塗装剤供給ライン(32)に一緒に接続され、および/または、
c)個々の前記ノズル列(19.1〜19.4)内の前記塗装剤ノズル(20)の第2の部分が、第2の塗装剤供給ライン(33)に一緒に接続され、および/または、
d)個々の前記ノズル列(19.1〜19.4)内の前記塗装剤ノズルが、前記第1の塗装剤供給ライン(32)と、前記第2の塗装剤供給ライン(33)とに、交互に接続される、
ことを特徴とする請求項1乃至19のいずれか1項に記載の塗装機器(図15)。
【請求項21】
a)前記プリントヘッド(8、9)が平行なノズル列(35.1〜35.7)内に配置された多数の塗装剤ノズル(36)を有し、および/または、
b)前記プリントヘッド(8、9)の前記塗装剤ノズル(36)が、基本的に等しいサイズであり、および/または、
c)隣接する前記ノズル列(35.1〜35.7)が縦方向に、より具体的には、ノズルの幅の半分ずつ、お互いに対してオフセットしており、および/または、
d)前記ノズル列(35.1〜35.7)が横方向、より具体的には前記ノズルヘッドの前進方向に対して直角に配置される、
ことを特徴とする請求項1乃至20のいずれか1項に記載の塗装機器(図16、図17)。
【請求項22】
a)前記プリントヘッド(8、9)が、平行なノズル列(38.1〜38.5、39.1〜39.5)に配置された多数の塗装剤ノズルを有し、および/または、
b)個々の前記ノズル列(38.1〜38.5、39.1〜39.5)内の前記塗装剤ノズルが基本的にそれぞれ一様なノズルサイズであり、および/または、
c)さまざまな前記ノズル列(38.1〜38.5、39.1〜39.5)が異なるサイズのノズル開口部を有し、および/または、
d)大きなノズル開口部を有するノズル列(38.1〜38.5)と、小さなノズル開口部を有するノズル列(39.1〜39.5)とが、前記プリントヘッド(8、9)内に交互に配置され、および/または、
e)前記ノズル列(38.1〜38.5、39.1〜39.5)が横方向、より具体的には、前記ノズルヘッドの前進方向に対して直角に配置される、
ことを特徴とする請求項1乃至21のいずれか1項に記載の塗装機器(図18)。
【請求項23】
a)前記プリントヘッド(8、9)において、前記大きなノズル開口部を有する前記ノズル列(38.1〜38.5)が、縦方向に、より具体的には、ノズルの幅の半分ずつ、お互いに対してオフセットしており、および/または、
b)ノズルヘッドにおいて、前記小さなノズル開口部を有する前記ノズル列(39.1〜39.5)が、縦方向にお互いに対してオフセットしていない、
ことを特徴とする請求項22に記載の塗装機器(図19)。
【請求項24】
a)前記プリントヘッド(8、9、43)が回転軸に対して回転自在に搭載され、塗装中、または、連続的な塗装セッションの間に回転し、および/または、
b)前記プリントヘッド(8、9、43)が異なるサイズの塗装剤ノズルを有し、および/または、
c)より大きな塗装剤ノズル(44)よりも、より小さな塗装剤ノズル(45)が前記プリントヘッド(8、9、43)の前記回転軸のより近くに配置される、
ことを特徴とする請求項1乃至23のいずれか1項に記載の塗装機器(図21)。
【請求項25】
曲がった部品表面を塗装するために、お互いに対して回転可能であるプリントヘッド(47〜50)が設けられた、
ことを特徴とする請求項1乃至24のいずれか1項に記載の塗装機器(図22)。
【請求項26】
a)表色系が、原色(C、M、Y、K)のシアン、マゼンタ、黄、黒を有するCMYK表色系であるか、または
b)表色系が、原色の赤、黄、青を有するRGB表色系である、
ことを特徴とする請求項1乃至25のいずれか1項に記載の塗装機器。
【請求項27】
特殊塗料が、エフェクト塗料、メタリック塗料、もしくはマイカ塗料である、
ことを特徴とする請求項1乃至26のいずれか1項に記載の塗装機器。
【請求項28】
前記塗装剤と接する前記プリントヘッド(8、9)の表面のエリアが、摩耗を減少させる塗装、より具体的にはDLC塗装、ダイヤモンド塗装、硬質メタル、もしくは、硬質材料と軟質材料との材料の組み合わせ、を提供される、
ことを特徴とする請求項1乃至27のいずれか1項に記載の塗装機器。
【請求項29】
前記プリントヘッド(8、9)の塗布効率を向上させる静電塗装剤投入装置および/または圧縮空気支持部を備える、
ことを特徴とする請求項1乃至28のいずれか1項に記載の塗装機器。
【請求項30】
前記プリントヘッド(8、9)および/または塗装される部品表面の空間位置を検知する位置検知システムを備える、
ことを特徴とする請求項1乃至29のいずれか1項に記載の塗装機器。
【請求項31】
a)前記プリントヘッド(59)を位置決めする多軸ロボット(58)と、
b)前記ロボット(58)によって前記プリントヘッド(59)と一緒に位置決めされ、塗装される部品(60)上のガイド経路の方向を検知する、センサー(62)と、
c)入力側において前記センサー(62)と接続され、出力側において前記ロボット(58)と接続されるロボット制御装置(61)と、
を備え、
前記ロボット制御装置(61)が前記ガイド経路の前記方向の関数として、前記プリントヘッド(59)を位置決めする、
ことを特徴とする請求項1乃至30のいずれか1項に記載の塗装機器。
【請求項32】
a)前記センサー(62)が光学センサーであり、および/または、
b)前記ガイド経路が以前に塗布された塗装剤の経路であり、または、
c)前記ガイド経路が、紫外線または赤外線が照射される時にのみ可視化される塗装剤を含む、
ことを特徴とする請求項31に記載の塗装機器。
【請求項33】
a)前記プリントヘッド(69)がシースフローノズル(73)を有し、
b)前記シースフローノズル(73)が、空気または他の気体のシースフローを吐出し、
c)前記シースフローが、前記塗装剤ノズルから吐出された前記塗装剤を取り囲む、
ことを特徴とする請求項1乃至32のいずれか1項に記載の塗装機器。
【請求項34】
a)前記プリントヘッド(74)が、経路の方向に関してお互いに隣に配置される塗装剤ノズル(75)を有し、
b)外側の前記塗装剤ノズル(75)は、内側の前記塗装剤ノズル(75)よりも少ない塗装剤を吐出する、
ことを特徴とする請求項1乃至33のいずれか1項に記載の塗装機器。
【請求項35】
a)前記プリントヘッド(74)が前記経路の方向に対して横向きな、一定の層厚さの分布(76)をもって塗装剤を塗布し、
b)前記層厚さの分布(76)がガウスの正規分布の台形状の分布である、
ことを特徴とする請求項34に記載の塗装機器。
【請求項36】
a)部品(77)が運ばれるコンベヤ通路(78)と、
b)前記コンベヤ通路(78)を横切って跨ぐ入口(79)と、
c)前記入口(79)上に搭載され、前記コンベヤ通路(78)上の前記部品(77)に向けて方向づけられる、多数のプリントヘッド(80)と、
を備える、
ことを特徴とする請求項1乃至35のいずれか1項に記載の塗装機器。
【請求項37】
入力側において、前記プリントヘッド(67)が、要素を混合し、それらを前記プリントヘッド(67)に供給する色混合器(66)に接続された、
ことを特徴とする請求項1乃至36のいずれか1項に記載の塗装機器。
【請求項38】
要素が車両部品表面においてのみ混合されるように、前記プリントヘッド(68)が、お互いに分離された、いくつかの、好ましくは3つの、異なる要素を吐出する、
ことを特徴とする請求項1乃至37のいずれか1項に記載の塗装機器。
【請求項39】
塗装剤で部品を塗装する、より具体的には塗料で車両部品を塗装する、塗装方法であって
前記塗装剤がプリントヘッド(8、9)によって、より具体的には請求項1乃至38のいずれか1項に記載の塗装機器によって、塗布される、
ことを特徴とする塗装方法。
【請求項40】
a)車両部品の内部塗装用にアトマイザーが用いられる一方、前記車両部品の外部塗装用に前記プリントヘッド(8、9)が少なくとも部分的に用いられ、または、
b)車両部品の外部塗装用にアトマイザーが用いられる一方、前記車両部品の内部塗装用に前記プリントヘッド(8、9)が少なくとも部分的に用いられ、または、
c)前記車両部品のボディ塗装用にアトマイザーが用いられる一方、前記車両部品の装飾塗装用に前記プリントヘッド(8、9)が少なくとも部分的に用いられる、
ことを特徴とする請求項39に記載の塗装方法。
【請求項41】
a)大きな表面積のエリア塗装においては、均一な塗装を得るために前記プリントヘッド(8、9)が回転し、および/または、
b)細部または図面の詳細な塗装においては、局所的な高解像度を得るために前記プリントヘッド(8、9)が回転しない、
ことを特徴とする請求項39または40に記載の塗装方法。
【請求項42】
a)前記プリントヘッド(8、9)および/または塗装される前記部品表面の空間位置を検知する工程と、
b)測定された位置の関数として、前記プリントヘッド(8、9)の前記空間位置を制御(steureung)および/または制御(regelung)する工程と、
を含むことを特徴とする請求項39乃至41のいずれか1項に記載の塗装方法。
【請求項43】
塗装エッジ(39)の明瞭な方向を得るために、表面塗装アウトプットが前記塗装エッジ(39)に向けて減少する、
ことを特徴とする請求項39乃至42のいずれか1項に記載の塗装方法。
【請求項44】
a)ピクセル(52)の形態で前記塗装剤が前記部品(53)に塗布され、
b)色の混合を通して所望の色合いを得るために、個々の前記ピクセル(52)が表色系の原色(55〜57)を含み、および/または、
c)個々の前記ピクセル(52)内のさまざまな前記原色(55〜57)が層の形態でお互いの上にそれぞれ配置される、
ことを特徴とする請求項39乃至43のいずれか1項に記載の塗装方法。
【請求項45】
a)個々の前記ピクセル(52)がエフェクト塗料の最上層(54)を有し、および/または、
b)エフェクト塗料の前記最上層(54)が半透明である、
ことを特徴とする請求項44に記載の塗装方法。
【図1】


【図2】
【図3A】
【図3B】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】

【図2】
【図3A】
【図3B】
【図4A】
【図4B】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【公表番号】特表2012−506305(P2012−506305A)
【公表日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−532528(P2011−532528)
【出願日】平成21年10月16日(2009.10.16)
【国際出願番号】PCT/EP2009/007448
【国際公開番号】WO2010/046064
【国際公開日】平成22年4月29日(2010.4.29)
【出願人】(504389784)デュール システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツング (54)
【Fターム(参考)】
【公表日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成21年10月16日(2009.10.16)
【国際出願番号】PCT/EP2009/007448
【国際公開番号】WO2010/046064
【国際公開日】平成22年4月29日(2010.4.29)
【出願人】(504389784)デュール システムズ ゲゼルシャフト ミット ベシュレンクテル ハフツング (54)
【Fターム(参考)】
[ Back to top ]