
塗装用マスキング冶具
【課題】カバー部材の複数個のボルト孔に対する着脱を容易に手早く行うことができる塗装用マスキング治具を提供する。
【解決手段】有底筒状のホルダ20と、ホルダ20に収納される永久磁石40と、ホルダ20の開口部を覆蓋する有蓋筒状のキャップ30と、キャップ30の蓋板部31を通して永久磁石40の中心孔に挿通され先端にボルト孔に嵌挿される嵌合頭部53を有するガイドピン50と、ホルダ20の底板部21を通してガイドピン50の軸部51にねじ込まれる締付ねじ60とを備える。ホルダ20及びガイドピン50は絶縁材によって形成される。キャップ30は、軟質の絶縁弾性体によって形成される。キャップ30の蓋板部31の表面には、カバー部材のボルト孔の周囲に密着するマスキング面32が形成されている。
【解決手段】有底筒状のホルダ20と、ホルダ20に収納される永久磁石40と、ホルダ20の開口部を覆蓋する有蓋筒状のキャップ30と、キャップ30の蓋板部31を通して永久磁石40の中心孔に挿通され先端にボルト孔に嵌挿される嵌合頭部53を有するガイドピン50と、ホルダ20の底板部21を通してガイドピン50の軸部51にねじ込まれる締付ねじ60とを備える。ホルダ20及びガイドピン50は絶縁材によって形成される。キャップ30は、軟質の絶縁弾性体によって形成される。キャップ30の蓋板部31の表面には、カバー部材のボルト孔の周囲に密着するマスキング面32が形成されている。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、複数個のボルト孔を有する金属製のカバー部材の表面に電着塗装によって絶縁塗膜を施す際に、カバー部材の表面の各ボルト孔の周囲に非塗装部を設けるための塗装用マスキング冶具に関する。
【背景技術】
【0002】
電着塗装(カチオン電着塗装又はアニオン電着塗装)によって表面に絶縁塗膜が施された金属製のカバー部材を有するインバータケースやコンバータケースにおいては、電気部品を収容し、内部において電圧の昇圧機能や電流の整流機能を果たす。このため、ケース内では常に発生しつづけている電流が充満し、ケース周辺で静電気が生じ易くなる。これを防止するためには充満した電流を逃がす必要があり、これをカバー部材のボデーアースによって対処している。
従来、金属製のカバー部材の表面のボルト孔の周囲に非塗装部を設けるために、耐熱シリコーンゴムからなるマスキング部品を使用することが知られている。
このマスキング部品は、ボルト孔に差し込むアンカー部と、ボルト孔の周囲に接触するシール部とを有する。
そして、カバー部材の電着塗装に先立ってカバー部材を回転式の作業テーブルにセットし、この作業テーブルを回転させながらマスキング部品のアンカー部を個々のボルト孔に順次差し込み、反対側からアンカー部の端部をプライヤーなどの工具によって引っ張る。これにより、シール部をボルト孔の周囲に密着させる。そして、カバー部材に対する電着塗装の処理が完了した後は、作業テーブルを回転させながら各マスキング部材を個々のボルト孔から順次取り外すようにしていた。
なお、カバー部材の表面に電着塗装によって絶縁塗膜を施す際に、カバー部材の一側面のボルト孔の周囲をマスキングし、当該マスキング部に非塗装部を設ける点については、例えば、特許文献1に開示されている。
【特許文献1】特開2005−327991号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、カバー部材の複数個のボルト孔に対し、プライヤーなどの工具を用いてマスキング部品を一つずつ着脱する作業は厄介であり、多くの手間と時間が必要となる。また、シリコーンゴムなどから制作されるマスキング部品は、自身の柔軟性からボルト孔に対する位置ずれが生じやすく、非塗装部がボルト孔の周囲からずれる場合もある。
この発明の目的は、前記問題点に鑑み、カバー部材の複数個のボルト孔に対する着脱を容易に手早く行うことができる塗装用マスキング治具を提供することである。
【課題を解決するための手段】
【0004】
前記課題を解決するために、この発明の請求項1に係る塗装用マスキング治具は、複数個のボルト孔を有する金属製のカバー部材の表面に電着塗装によって絶縁塗膜を施す際に、前記カバー部材の表面の前記各ボルト孔の周囲に非塗装部を設けるための塗装用マスキング冶具であって、
有底筒状のホルダと、
前記ホルダの開口部から挿入されて収納されかつ中心孔が貫設された永久磁石と、
前記ホルダに嵌込まれかつ前記ホルダの開口部を覆蓋する有蓋筒状のキャップと、
前記キャップの蓋板部の貫通孔を通して前記永久磁石の中心孔に挿通される軸部と、この軸部の先端に設けられ、かつ前記ボルト孔に嵌挿される嵌合頭部を有するガイドピンと、
前記ホルダの底板部の貫通孔を通して前記ガイドピンの軸部にねじ込まれることで前記ガイドピンを前記ホルダに保持する締付ねじとを備え、
前記ホルダ及び前記ガイドピンは絶縁材によって形成され、
前記キャップは、前記ホルダよりも軟質の絶縁弾性体によって形成され、
前記キャップの蓋板部の表面には、前記カバー部材の一側面の前記ボルト孔の周囲に密着するマスキング面が形成されていることを特徴とする。
【0005】
前記構成によると、カバー部材の複数個のボルト孔に対し、これと同数の塗装用マスキング治具の各ガイドピンの嵌合頭部を嵌込むことで、永久磁石の磁力によって、カバー部材の複数個のボルト孔に各塗装用マスキング治具が取り付けられる。
この取付状態において、塗装用マスキング治具のキャップの蓋板部のマスキング面がカバー部材の一側面のボルト孔の周囲に密着する。これによって、カバー部材の表面の各ボルト孔の周囲の非塗装部に対応する領域がキャップの蓋板部のマスキング面によって良好にマスキングされる。
その後、カバー部材が電着塗装される。この電着塗装の際、塗装用マスキング治具のキャップの蓋板部のマスキング面によってマスキングされた領域(カバー部材の表面の複数個のボルト孔の周囲)には絶縁塗膜が付着されない非塗装部が設けられる。
その後、カバー部材の複数個のボルト孔に対し永久磁石の磁力に抗して塗装用マスキング治具を引き上げることで、塗装用マスキング治具が取り外される。
【0006】
前記したようにして、カバー部材の複数個のボルト孔に対し、これと同数の塗装用マスキング治具を工具などを用いることなく容易にかつ手早く着脱することができる。
また、ホルダ、キャップ及びガイドピンは、絶縁材によってそれぞれ形成されているため、電着塗装の際に、ホルダ、キャップ及びガイドピンに絶縁塗膜が付着することを防止でき、カバー部材のボルト孔からガイドピンの嵌合頭部を引き抜く操作を軽快に行うことができると共に、カバー部材に対しマスキング治具を絶縁状態に保つことが可能となり、治具内部に塗料が染み込む不具合を防止することができる。
さらに、ホルダに有蓋筒状のキャップを嵌込んでホルダの開口部を覆蓋することによって、治具内部を良好に密封して、塗料の染み込みをより一層良好に防止することができる。この結果、マスキング治具の保守・管理が容易となり、数多くの繰り返し使用において効果が大きい。
【0007】
請求項2に係る塗装用マスキング治具は、請求項1に記載した塗装用マスキング治具であって、
締付ねじの頭部とホルダの底板部との間には、前記底板部の貫通孔をシールする絶縁弾性体よりなるパッキンが介在されていることを特徴とする。
【0008】
前記構成によると、締付ねじの頭部とホルダの底板部との間に介在された絶縁弾性体よりなるパッキンによって貫通孔をシールすることができ、貫通孔からの塗料の染み込みを防止することができる。
【発明を実施するための最良の形態】
【0009】
この発明を実施するための最良の形態について実施例にしたがって説明する。
【0010】
〔実施例1〕
この発明の実施例1を図1〜図8にしたがって説明する。
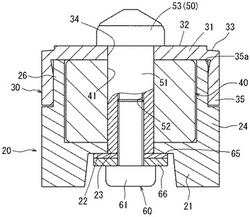
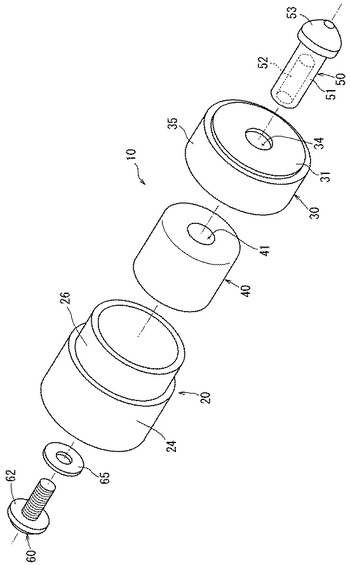
図1はこの発明の実施例1に係る塗装用マスキング治具をカバー部材の複数個のボルト孔に取り付ける前の状態を示す斜視図である。図2は塗装用マスキング治具の構成部品を分離して示す斜視図である。図3は塗装用マスキング治具の構成部品を組み付けた状態を示す斜視図である。図4は塗装用マスキング治具の縦断面図である。図5はホルダ、キャップ、永久磁石、ガイドピン及び締付ねじを分離した状態を示す縦断面図である。図6はカバー部材のフランジ部のボルト孔とガイドピンの嵌合頭部との関係を示す平面図である。図7はカバー部材のボルト孔に塗装用マスキング治具を取り付けた状態を示す断面図である。図8はカバー部材を電着塗装した状態を示す断面図である。
【0011】
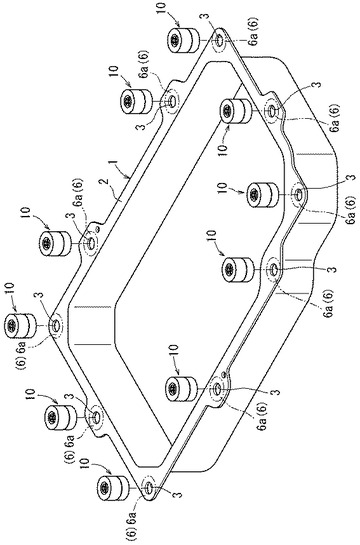
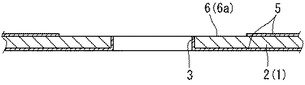
図1に示すように、塗装用マスキング治具10は、インバータケースあるいはコンバータケースなどの金属製(主として鉄板製)のカバー部材1の表面に電着塗装(カチオン電着塗装又はアニオン電着塗装)によって絶縁塗膜を施す際に、カバー部材1のフランジ部2に形成された複数個のボルト孔3の周囲の所定領域をマスキングし、当該マスキング領域6aに非塗装部6を設けるために用いられる。
【0012】
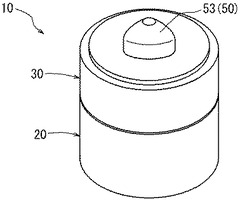
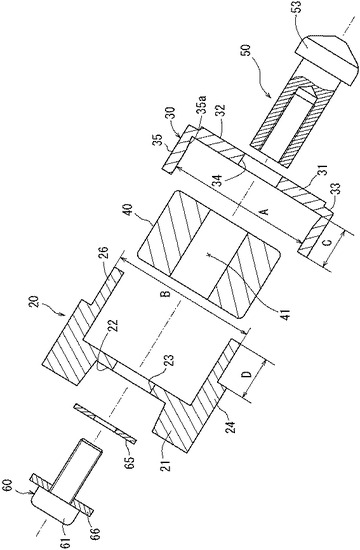
図2と図3に示すように、塗装用マスキング治具10は、ホルダ20と、キャップ30と、永久磁石40と、ガイドピン50とを備えている。
【0013】
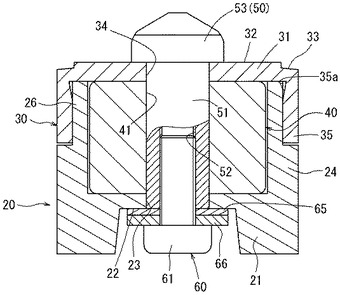
図4と図5に示すように、ホルダ20は、耐熱性及び絶縁性を有する合成樹脂材(例えば、300℃前後の熱に耐え得る46ナイロン)よりなり、底板部21と筒状部24とを一体に有して有底筒状に形成されている。
また、ホルダ20の底板部21の外面(下面)には締付ねじ60の頭部61が突出することなく収納される大きさ並びに深さをもつ凹部22が形成され、この凹部22の中心部には、ガイドピン50の軸部51の先端部が嵌挿される貫通孔23が形成されている。
また、ホルダ20の筒状部24の外周面は、底板部21側よりも開口側が小径に形成された段差状に形成され、その開口側の小径部を嵌合筒部26としている。
【0014】
図4と図5に示すように、ホルダ20内に収納される永久磁石40は、耐熱性の永久磁石によって形成され、中心部には中心孔41が貫設されている。例えば、永久磁石40としてサーマルコバルトマグネットと呼ばれている超強力永久磁石を用いることが望ましい。
また、永久磁石40は、その外径寸法がホルダ20の内径寸法と同じ又は若干小さく形成され、長さ寸法がホルダ20の収納部の深さ寸法と同等に設定されている。
【0015】
図4と図5に示すように、キャップ30は、ホルダ20の筒状部24の嵌合筒部26の外周面に圧入されて嵌込まれてホルダ20の開口部を密閉状に覆蓋する。このキャップ30は、耐熱性、絶縁性及び弾性を有するシリコーン、発泡エプトシーラ(フッ素ゴムの発泡材)等の弾性体よりなり、マスキング用蓋板部31とシール筒部35とを一体に有して有蓋筒状に形成されている。
また、マスキング用蓋板部31の表面には、カバー部材1のフランジ部2のボルト孔3の周囲のマスキング領域6aに非塗装部6を設ける大きさの円形状のマスキング面32が形成されると共に、そのマスキング面32の周縁部には、所定の傾斜角度をもって外周縁に向けて下傾する段差部33が形成されている。
また、マスキング用蓋板部31のマスキング面32の外径寸法は、ホルダ20の嵌合筒部26の外径寸法よりも僅かではあるが小さく設定されており、これによって、マスキング面32の外周縁の浮き上がりを防止するようになっている。
さらに、キャップ30の蓋板部31の中心部にはガイドピン50の軸部51が嵌挿される貫通孔34が形成されている。
【0016】
図5に示すように、自由状態におけるキャップ30のシール筒部35の内径寸法Aは、ホルダ20の嵌合筒部26の外径寸法Bよりも僅かに小さく設定されると共に、シール筒部35の筒長寸法Cは、ホルダ20の嵌合筒部26の筒長寸法Dよりも僅かに小さく設定されている。
そして、ホルダ20の嵌合筒部26にキャップ30のシール筒部35が弾性的に拡開されて圧入されることで、シール筒部35自身の弾性縮小力によってホルダ20の嵌合筒部26の外周面に密着するようになっている。
また、この実施例1において、ホルダ20の嵌合筒部26の外周面に、キャップ30のシール筒部35の先端側内周面が良好に密着するように、キャップ30のシール筒部35の内周面の筒方向中央部寄り部分から根元部に向けてしだいに大径に形成されたテーパ部35aが形成されている。
また、図4に示すように、ホルダ20の嵌合筒部26にキャップ30のシール筒部35が弾性的に拡開されて圧入された状態において、シール筒部35の外径寸法は、ホルダ20の筒状部(嵌合筒部26を除く部分)24の外径寸法とほぼ同じ大きさになるように設定されている。
【0017】
図4と図5に示すように、ガイドピン50は、耐熱性及び絶縁性を有する合成樹脂材、例えば、300℃前後の熱に耐え得る46ナイロンによって形成されると共に、永久磁石40の中心孔41に移動可能に挿通される軸部51と、この軸部51の先端に設けられ、かつカバー部材1のボルト孔3に嵌挿される大径の嵌合頭部53とを一体状に有している。
また、ガイドピン50は、その軸部51の長さ寸法(嵌合頭部53下面から軸部51先端までの長さ寸法)がホルダ20の底板部21の下面(外面)から嵌合筒部26の先端面までの寸法にキャップ30の蓋板部31の厚さ寸法を加えた寸法と略同じ又は若干大く設定されている。
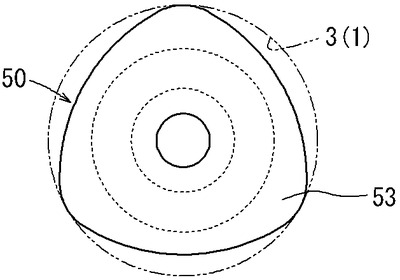
また、この実施例1において、ガイドピン50の嵌合頭部53は、カバー部材1のボルト孔3の内周面に当接可能な接触点を外周面の複数箇所に有して非円形されている。例えば、図6に示すように、ガイドピン50の嵌合頭部53は略三角形(楕円形、長円形、四角形等でもよい)に形成され、嵌合頭部53とボルト孔3の内周面との間に隙間を設定するようになっている。
【0018】
また、ガイドピン50の軸部51先端面の中心部には、ねじ孔52が形成されている。そして、ホルダ20の内部に永久磁石40が収納され、ホルダ20の嵌合筒部26にキャップ30が圧入された状態で、キャップ30の蓋板部31の貫通孔34を通してガイドピン50の軸部51が挿通され、軸部51の先端部がホルダ20の底板部21の貫通孔23に嵌合される。この状態で、軸部51の先端面のねじ孔52に、耐熱性、絶縁性を有する硬質樹脂製の締付ねじ60が、パッキン65及び座板66を挟んでねじ込まれることによって、ホルダ20、永久磁石40、ガイドピン50及びキャップ30が相互に組み付けられ、これによって塗装用マスキング治具10が構成される。
ホルダ20の底板部21と締付ねじ60の座板66との間に介在されるパッキン65は、耐熱性、絶縁性及び弾性を有するシリコーン、発泡エプトシーラ(フッ素ゴムの発泡材)等の弾性体よりなり、座板66は締付ねじ60の頭部61に一体に形成されてもよく、又締付ねじ60とは別体で耐熱性、絶縁性を有する硬質樹脂材によって形成されてもよい。
なお、塗装用マスキング治具10は、カバー部材1の面精度やボルト孔3の孔径等に対応した磁力や大きさをもつ多種類の塗装用マスキング治具10が制作される。
【0019】
この実施例1に係る塗装用マスキング治具10は上述したように構成される。
したがって、まず、カバー部材1のフランジ部2における複数個ボルト孔3と同数の塗装用マスキング治具10を用意する(図1参照)。
このとき、カバー部材1のフランジ部2の面精度やボルト孔3の孔径等に対応した磁力や大きさをもつ塗装用マスキング治具10が選定される。
【0020】
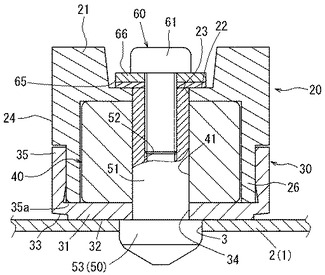
次に、カバー部材1の複数個のボルト孔3に対し、各塗装用マスキング治具10のガイドピン50の嵌合頭部53を嵌込む。すると、図7に示すように、永久磁石40の磁力によって、カバー部材1の複数個のボルト孔3に各塗装用マスキング治具10が取り付けられる(セットされる)。そして、各塗装用マスキング治具10のホルダ20の嵌合筒部26の先端面とカバー部材1のフランジ部2の一側面との間に配設されたキャップ30の蓋板部31のマスキング面32がフランジ部2の一側面のボルト孔3の周囲に密着する。
この際、フランジ部2のボルト孔3の周縁にバリ等があったとしても、永久磁石40の磁力による押圧力によってキャップ30の蓋板部31を弾性圧縮させボルト孔3の周囲に密着させることができる。
【0021】
また、この実施例1において、マスキング用蓋板部31のマスキング面32の外径寸法は、ホルダ20の嵌合筒部26の外径寸法よりも僅かではあるが小さく設定されているため、蓋板部31のマスキング面32の外周縁の浮き上がりを防止することができる。この結果、フランジ部2の各ボルト孔3の周囲のマスキング領域6aを良好にマスキングすることができる。
そして、カバー部材1の複数個のボルト孔3に対し、各塗装用マスキング治具10がセットされた状態のもとでアルカリ洗浄液によってカバー部材1が脱脂処理された後、カバー部材1及びマスキング治具10に付着しているアルカリ洗浄液が水洗い等によって洗浄される。
【0022】
その後、カバー部材1が電着塗装(カチオン電着塗装又はアニオン電着塗装)の水溶液内に浸けられ、一方の電極に接続された状態で電着塗装される。この電着塗装の際、各塗装用マスキング治具10のキャップ30の蓋板部31のマスキング面32によってマスキングされたマスキング領域6aには絶縁塗膜5が付着されない非塗装部6が設けられる(図8参照)。
カバー部材1が電着塗装され、電着塗装用水溶液から引き上げられた後、焼き付け処理がなされる。
その後、カバー部材1のフランジ部2の複数個のボルト孔3に対し永久磁石40の磁力に抗して各塗装用マスキング治具10を引き上げることで、各塗装用マスキング治具10が取り外される。
前記したようにして、複数個のボルト孔3に対し、これと同数の塗装用マスキング治具10を、工具などを用いることなく容易にかつ手早く着脱することができる。
【0023】
ホルダ20、キャップ30及びガイドピン50は、それぞれ絶縁材によって形成されているため、電着塗装の際にホルダ20、キャップ30及びガイドピン50に絶縁塗膜が付着することを防止できる。このため、カバー部材1のボルト孔3からガイドピン50の嵌合頭部53を引き抜く操作を軽快に行うことができる。
さらに、カバー部材1に対しマスキング治具10を絶縁状態に保つことが可能となり、マスキング治具10の内部に塗料が染み込む不具合を防止することができる。
さらに、ホルダ20の外周面に有蓋筒状のキャップ30を嵌込んでホルダ20の開口部を密閉状に覆蓋することによって、マスキング治具10の内部を良好に密封することができるため、塗料の染み込みをより一層良好に防止することができる。この結果、マスキング治具10の保守・管理が容易となり、数多くの繰り返し使用において効果が大きい。
【0024】
また、この実施例1において、図7に示すように、締付ねじ60の頭部61の座板66とホルダ20の底板部21との間に介在された絶縁弾性体よりなるパッキン65によって底板部21の貫通孔23をシールすることができるため、貫通孔23からの塗料の染み込みを防止することができる。
【0025】
また、この実施例1において、図5に示すように、自由状態におけるキャップ30のシール筒部35の内径寸法Aは、ホルダ20の嵌合筒部26の外径寸法Bよりも僅かに小さく設定されると共に、シール筒部35の筒長寸法Cは、ホルダ20の嵌合筒部26の筒長寸法Dよりも僅かに小さく設定されている。そして、図4に示すように、ホルダ20の嵌合筒部26にキャップ30のシール筒部35が弾性的に拡開されて圧入されることで、シール筒部35自身の弾性縮小力によってホルダ20の嵌合筒部26の外周面に密着することによって、マスキング治具10の内部をより一層良好に密封することができる。この結果、塗料の染み込み防止に効果が大きい。
【0026】
また、この実施例1において、キャップ30の蓋板部31のマスキング面32の周縁部には段差部33が形成されている。
さらに、ガイドピン50の嵌合頭部53がカバー部材1のボルト孔3の内周面に当接可能な接触点を外周面の複数箇所に有して非円形に形成されている。
このため、カバー部材1の複数個のボルト孔3に、それぞれガイドピン50の嵌合頭部53を嵌込んでセットした状態で、電着塗装に先立ってアルカリ洗浄液によってカバー部材1を脱脂処理した後、カバー部材1及び塗装用マスキング治具10に付着しているアルカリ洗浄液を水洗い等によって洗浄する際に、カバー部材1のフランジ部2とキャップ30の蓋板部31の段差部33との間、及びカバー部材1のフランジ部2のボルト孔3とガイドピン50の嵌合頭部53との間に染み込んだアルカリ洗浄液を、各部材の間の隙間によって良好に洗い落とすことができる。
さらに、キャップ30の蓋板部31の周縁部に形成された段差部33は、所定の傾斜角度をもって外周縁に向けて下傾する傾斜面に形成されているため、カバー部材1のフランジ部2とキャップ30の蓋板部31の段差部33との間に侵入した塵、気泡等の異物をアルカリ洗浄液と共に良好に洗い落とすことができる。
この結果、各部材の間に残留するアルカリ洗浄液の成分や異物が原因となる塗装不良を防止することができる。
例えば、各部材間にアルカリ洗浄液の成分や異物が残留すると、その後の電着塗装において、アルカリ洗浄液の成分や異物がが各部材間ににじみ出て塗装不良が発生する恐れがあるが、前記したように、各部材の間に染み込んだアルカリ洗浄液や異物を良好に洗い落とすことで、塗装不良を防止することができる。
【0027】
なお、この発明は前記実施例1に限定するものではなく、この発明の要旨を逸脱しない領域内において、種々なる形態で実施することもできる。
例えば、前記実施例1においては、ホルダ20の筒状部24の外周面の底板部21側よりも開口側が小径に形成された段差状に形成され、その開口側に形成された小径の嵌合筒部26の外周面にキャップ30のシール筒部35を圧入して装着するように構成したが、図9に示すように、ホルダ120の筒状部124全体を同径に形成し、その開口側外周面にキャップ130のシール筒部135を圧入して装着するように構成してもこの発明を実施することができる。
また、前記実施例1においては、ガイドピン50の軸部51の先端面のねじ孔52に締付ねじ60がねじ込まれることによって、ホルダ20、永久磁石40、ガイドピン50及びキャップ30が相互に組み付けられる構成にしたが、締付ねじ60に換え、クリップ等を用いてもよい。
【図面の簡単な説明】
【0028】
【図1】この発明の実施例1に係る塗装用マスキング治具をカバー部材の複数個のボルト孔に取り付ける前の状態を示す斜視図である。
【図2】同じく塗装用マスキング治具の構成部品を分離して示す斜視図である。
【図3】同じく塗装用マスキング治具の構成部品を組み付けた状態を示す斜視図である。
【図4】同じく塗装用マスキング治具の縦断面図である。
【図5】同じくホルダ、キャップ、永久磁石、ガイドピン及び締付ねじを分離した状態を示す縦断面図である。
【図6】同じくカバー部材のフランジ部のボルト孔とガイドピンの嵌合頭部との関係を示す平面図である。
【図7】同じくカバー部材のボルト孔に塗装用マスキング治具を取り付けた状態を示す断面図である。
【図8】同じくカバー部材を電着塗装した状態を示す断面図である。
【図9】ホルダ及びキャップの他の実施態様を示す縦断面図である。
【符号の説明】
【0029】
1 カバー部材
2 フランジ部
3 ボルト孔
5 絶縁塗膜
6 非塗装部
10 塗装用マスキング治具
20 ホルダ
21 底板
30 キャップ
40 永久磁石
41 中心孔
50 ガイドピン
51 軸部
53 嵌合頭部
60 締付ねじ
65 パッキン
【技術分野】
【0001】
この発明は、複数個のボルト孔を有する金属製のカバー部材の表面に電着塗装によって絶縁塗膜を施す際に、カバー部材の表面の各ボルト孔の周囲に非塗装部を設けるための塗装用マスキング冶具に関する。
【背景技術】
【0002】
電着塗装(カチオン電着塗装又はアニオン電着塗装)によって表面に絶縁塗膜が施された金属製のカバー部材を有するインバータケースやコンバータケースにおいては、電気部品を収容し、内部において電圧の昇圧機能や電流の整流機能を果たす。このため、ケース内では常に発生しつづけている電流が充満し、ケース周辺で静電気が生じ易くなる。これを防止するためには充満した電流を逃がす必要があり、これをカバー部材のボデーアースによって対処している。
従来、金属製のカバー部材の表面のボルト孔の周囲に非塗装部を設けるために、耐熱シリコーンゴムからなるマスキング部品を使用することが知られている。
このマスキング部品は、ボルト孔に差し込むアンカー部と、ボルト孔の周囲に接触するシール部とを有する。
そして、カバー部材の電着塗装に先立ってカバー部材を回転式の作業テーブルにセットし、この作業テーブルを回転させながらマスキング部品のアンカー部を個々のボルト孔に順次差し込み、反対側からアンカー部の端部をプライヤーなどの工具によって引っ張る。これにより、シール部をボルト孔の周囲に密着させる。そして、カバー部材に対する電着塗装の処理が完了した後は、作業テーブルを回転させながら各マスキング部材を個々のボルト孔から順次取り外すようにしていた。
なお、カバー部材の表面に電着塗装によって絶縁塗膜を施す際に、カバー部材の一側面のボルト孔の周囲をマスキングし、当該マスキング部に非塗装部を設ける点については、例えば、特許文献1に開示されている。
【特許文献1】特開2005−327991号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
ところで、カバー部材の複数個のボルト孔に対し、プライヤーなどの工具を用いてマスキング部品を一つずつ着脱する作業は厄介であり、多くの手間と時間が必要となる。また、シリコーンゴムなどから制作されるマスキング部品は、自身の柔軟性からボルト孔に対する位置ずれが生じやすく、非塗装部がボルト孔の周囲からずれる場合もある。
この発明の目的は、前記問題点に鑑み、カバー部材の複数個のボルト孔に対する着脱を容易に手早く行うことができる塗装用マスキング治具を提供することである。
【課題を解決するための手段】
【0004】
前記課題を解決するために、この発明の請求項1に係る塗装用マスキング治具は、複数個のボルト孔を有する金属製のカバー部材の表面に電着塗装によって絶縁塗膜を施す際に、前記カバー部材の表面の前記各ボルト孔の周囲に非塗装部を設けるための塗装用マスキング冶具であって、
有底筒状のホルダと、
前記ホルダの開口部から挿入されて収納されかつ中心孔が貫設された永久磁石と、
前記ホルダに嵌込まれかつ前記ホルダの開口部を覆蓋する有蓋筒状のキャップと、
前記キャップの蓋板部の貫通孔を通して前記永久磁石の中心孔に挿通される軸部と、この軸部の先端に設けられ、かつ前記ボルト孔に嵌挿される嵌合頭部を有するガイドピンと、
前記ホルダの底板部の貫通孔を通して前記ガイドピンの軸部にねじ込まれることで前記ガイドピンを前記ホルダに保持する締付ねじとを備え、
前記ホルダ及び前記ガイドピンは絶縁材によって形成され、
前記キャップは、前記ホルダよりも軟質の絶縁弾性体によって形成され、
前記キャップの蓋板部の表面には、前記カバー部材の一側面の前記ボルト孔の周囲に密着するマスキング面が形成されていることを特徴とする。
【0005】
前記構成によると、カバー部材の複数個のボルト孔に対し、これと同数の塗装用マスキング治具の各ガイドピンの嵌合頭部を嵌込むことで、永久磁石の磁力によって、カバー部材の複数個のボルト孔に各塗装用マスキング治具が取り付けられる。
この取付状態において、塗装用マスキング治具のキャップの蓋板部のマスキング面がカバー部材の一側面のボルト孔の周囲に密着する。これによって、カバー部材の表面の各ボルト孔の周囲の非塗装部に対応する領域がキャップの蓋板部のマスキング面によって良好にマスキングされる。
その後、カバー部材が電着塗装される。この電着塗装の際、塗装用マスキング治具のキャップの蓋板部のマスキング面によってマスキングされた領域(カバー部材の表面の複数個のボルト孔の周囲)には絶縁塗膜が付着されない非塗装部が設けられる。
その後、カバー部材の複数個のボルト孔に対し永久磁石の磁力に抗して塗装用マスキング治具を引き上げることで、塗装用マスキング治具が取り外される。
【0006】
前記したようにして、カバー部材の複数個のボルト孔に対し、これと同数の塗装用マスキング治具を工具などを用いることなく容易にかつ手早く着脱することができる。
また、ホルダ、キャップ及びガイドピンは、絶縁材によってそれぞれ形成されているため、電着塗装の際に、ホルダ、キャップ及びガイドピンに絶縁塗膜が付着することを防止でき、カバー部材のボルト孔からガイドピンの嵌合頭部を引き抜く操作を軽快に行うことができると共に、カバー部材に対しマスキング治具を絶縁状態に保つことが可能となり、治具内部に塗料が染み込む不具合を防止することができる。
さらに、ホルダに有蓋筒状のキャップを嵌込んでホルダの開口部を覆蓋することによって、治具内部を良好に密封して、塗料の染み込みをより一層良好に防止することができる。この結果、マスキング治具の保守・管理が容易となり、数多くの繰り返し使用において効果が大きい。
【0007】
請求項2に係る塗装用マスキング治具は、請求項1に記載した塗装用マスキング治具であって、
締付ねじの頭部とホルダの底板部との間には、前記底板部の貫通孔をシールする絶縁弾性体よりなるパッキンが介在されていることを特徴とする。
【0008】
前記構成によると、締付ねじの頭部とホルダの底板部との間に介在された絶縁弾性体よりなるパッキンによって貫通孔をシールすることができ、貫通孔からの塗料の染み込みを防止することができる。
【発明を実施するための最良の形態】
【0009】
この発明を実施するための最良の形態について実施例にしたがって説明する。
【0010】
〔実施例1〕
この発明の実施例1を図1〜図8にしたがって説明する。
図1はこの発明の実施例1に係る塗装用マスキング治具をカバー部材の複数個のボルト孔に取り付ける前の状態を示す斜視図である。図2は塗装用マスキング治具の構成部品を分離して示す斜視図である。図3は塗装用マスキング治具の構成部品を組み付けた状態を示す斜視図である。図4は塗装用マスキング治具の縦断面図である。図5はホルダ、キャップ、永久磁石、ガイドピン及び締付ねじを分離した状態を示す縦断面図である。図6はカバー部材のフランジ部のボルト孔とガイドピンの嵌合頭部との関係を示す平面図である。図7はカバー部材のボルト孔に塗装用マスキング治具を取り付けた状態を示す断面図である。図8はカバー部材を電着塗装した状態を示す断面図である。
【0011】
図1に示すように、塗装用マスキング治具10は、インバータケースあるいはコンバータケースなどの金属製(主として鉄板製)のカバー部材1の表面に電着塗装(カチオン電着塗装又はアニオン電着塗装)によって絶縁塗膜を施す際に、カバー部材1のフランジ部2に形成された複数個のボルト孔3の周囲の所定領域をマスキングし、当該マスキング領域6aに非塗装部6を設けるために用いられる。
【0012】
図2と図3に示すように、塗装用マスキング治具10は、ホルダ20と、キャップ30と、永久磁石40と、ガイドピン50とを備えている。
【0013】
図4と図5に示すように、ホルダ20は、耐熱性及び絶縁性を有する合成樹脂材(例えば、300℃前後の熱に耐え得る46ナイロン)よりなり、底板部21と筒状部24とを一体に有して有底筒状に形成されている。
また、ホルダ20の底板部21の外面(下面)には締付ねじ60の頭部61が突出することなく収納される大きさ並びに深さをもつ凹部22が形成され、この凹部22の中心部には、ガイドピン50の軸部51の先端部が嵌挿される貫通孔23が形成されている。
また、ホルダ20の筒状部24の外周面は、底板部21側よりも開口側が小径に形成された段差状に形成され、その開口側の小径部を嵌合筒部26としている。
【0014】
図4と図5に示すように、ホルダ20内に収納される永久磁石40は、耐熱性の永久磁石によって形成され、中心部には中心孔41が貫設されている。例えば、永久磁石40としてサーマルコバルトマグネットと呼ばれている超強力永久磁石を用いることが望ましい。
また、永久磁石40は、その外径寸法がホルダ20の内径寸法と同じ又は若干小さく形成され、長さ寸法がホルダ20の収納部の深さ寸法と同等に設定されている。
【0015】
図4と図5に示すように、キャップ30は、ホルダ20の筒状部24の嵌合筒部26の外周面に圧入されて嵌込まれてホルダ20の開口部を密閉状に覆蓋する。このキャップ30は、耐熱性、絶縁性及び弾性を有するシリコーン、発泡エプトシーラ(フッ素ゴムの発泡材)等の弾性体よりなり、マスキング用蓋板部31とシール筒部35とを一体に有して有蓋筒状に形成されている。
また、マスキング用蓋板部31の表面には、カバー部材1のフランジ部2のボルト孔3の周囲のマスキング領域6aに非塗装部6を設ける大きさの円形状のマスキング面32が形成されると共に、そのマスキング面32の周縁部には、所定の傾斜角度をもって外周縁に向けて下傾する段差部33が形成されている。
また、マスキング用蓋板部31のマスキング面32の外径寸法は、ホルダ20の嵌合筒部26の外径寸法よりも僅かではあるが小さく設定されており、これによって、マスキング面32の外周縁の浮き上がりを防止するようになっている。
さらに、キャップ30の蓋板部31の中心部にはガイドピン50の軸部51が嵌挿される貫通孔34が形成されている。
【0016】
図5に示すように、自由状態におけるキャップ30のシール筒部35の内径寸法Aは、ホルダ20の嵌合筒部26の外径寸法Bよりも僅かに小さく設定されると共に、シール筒部35の筒長寸法Cは、ホルダ20の嵌合筒部26の筒長寸法Dよりも僅かに小さく設定されている。
そして、ホルダ20の嵌合筒部26にキャップ30のシール筒部35が弾性的に拡開されて圧入されることで、シール筒部35自身の弾性縮小力によってホルダ20の嵌合筒部26の外周面に密着するようになっている。
また、この実施例1において、ホルダ20の嵌合筒部26の外周面に、キャップ30のシール筒部35の先端側内周面が良好に密着するように、キャップ30のシール筒部35の内周面の筒方向中央部寄り部分から根元部に向けてしだいに大径に形成されたテーパ部35aが形成されている。
また、図4に示すように、ホルダ20の嵌合筒部26にキャップ30のシール筒部35が弾性的に拡開されて圧入された状態において、シール筒部35の外径寸法は、ホルダ20の筒状部(嵌合筒部26を除く部分)24の外径寸法とほぼ同じ大きさになるように設定されている。
【0017】
図4と図5に示すように、ガイドピン50は、耐熱性及び絶縁性を有する合成樹脂材、例えば、300℃前後の熱に耐え得る46ナイロンによって形成されると共に、永久磁石40の中心孔41に移動可能に挿通される軸部51と、この軸部51の先端に設けられ、かつカバー部材1のボルト孔3に嵌挿される大径の嵌合頭部53とを一体状に有している。
また、ガイドピン50は、その軸部51の長さ寸法(嵌合頭部53下面から軸部51先端までの長さ寸法)がホルダ20の底板部21の下面(外面)から嵌合筒部26の先端面までの寸法にキャップ30の蓋板部31の厚さ寸法を加えた寸法と略同じ又は若干大く設定されている。
また、この実施例1において、ガイドピン50の嵌合頭部53は、カバー部材1のボルト孔3の内周面に当接可能な接触点を外周面の複数箇所に有して非円形されている。例えば、図6に示すように、ガイドピン50の嵌合頭部53は略三角形(楕円形、長円形、四角形等でもよい)に形成され、嵌合頭部53とボルト孔3の内周面との間に隙間を設定するようになっている。
【0018】
また、ガイドピン50の軸部51先端面の中心部には、ねじ孔52が形成されている。そして、ホルダ20の内部に永久磁石40が収納され、ホルダ20の嵌合筒部26にキャップ30が圧入された状態で、キャップ30の蓋板部31の貫通孔34を通してガイドピン50の軸部51が挿通され、軸部51の先端部がホルダ20の底板部21の貫通孔23に嵌合される。この状態で、軸部51の先端面のねじ孔52に、耐熱性、絶縁性を有する硬質樹脂製の締付ねじ60が、パッキン65及び座板66を挟んでねじ込まれることによって、ホルダ20、永久磁石40、ガイドピン50及びキャップ30が相互に組み付けられ、これによって塗装用マスキング治具10が構成される。
ホルダ20の底板部21と締付ねじ60の座板66との間に介在されるパッキン65は、耐熱性、絶縁性及び弾性を有するシリコーン、発泡エプトシーラ(フッ素ゴムの発泡材)等の弾性体よりなり、座板66は締付ねじ60の頭部61に一体に形成されてもよく、又締付ねじ60とは別体で耐熱性、絶縁性を有する硬質樹脂材によって形成されてもよい。
なお、塗装用マスキング治具10は、カバー部材1の面精度やボルト孔3の孔径等に対応した磁力や大きさをもつ多種類の塗装用マスキング治具10が制作される。
【0019】
この実施例1に係る塗装用マスキング治具10は上述したように構成される。
したがって、まず、カバー部材1のフランジ部2における複数個ボルト孔3と同数の塗装用マスキング治具10を用意する(図1参照)。
このとき、カバー部材1のフランジ部2の面精度やボルト孔3の孔径等に対応した磁力や大きさをもつ塗装用マスキング治具10が選定される。
【0020】
次に、カバー部材1の複数個のボルト孔3に対し、各塗装用マスキング治具10のガイドピン50の嵌合頭部53を嵌込む。すると、図7に示すように、永久磁石40の磁力によって、カバー部材1の複数個のボルト孔3に各塗装用マスキング治具10が取り付けられる(セットされる)。そして、各塗装用マスキング治具10のホルダ20の嵌合筒部26の先端面とカバー部材1のフランジ部2の一側面との間に配設されたキャップ30の蓋板部31のマスキング面32がフランジ部2の一側面のボルト孔3の周囲に密着する。
この際、フランジ部2のボルト孔3の周縁にバリ等があったとしても、永久磁石40の磁力による押圧力によってキャップ30の蓋板部31を弾性圧縮させボルト孔3の周囲に密着させることができる。
【0021】
また、この実施例1において、マスキング用蓋板部31のマスキング面32の外径寸法は、ホルダ20の嵌合筒部26の外径寸法よりも僅かではあるが小さく設定されているため、蓋板部31のマスキング面32の外周縁の浮き上がりを防止することができる。この結果、フランジ部2の各ボルト孔3の周囲のマスキング領域6aを良好にマスキングすることができる。
そして、カバー部材1の複数個のボルト孔3に対し、各塗装用マスキング治具10がセットされた状態のもとでアルカリ洗浄液によってカバー部材1が脱脂処理された後、カバー部材1及びマスキング治具10に付着しているアルカリ洗浄液が水洗い等によって洗浄される。
【0022】
その後、カバー部材1が電着塗装(カチオン電着塗装又はアニオン電着塗装)の水溶液内に浸けられ、一方の電極に接続された状態で電着塗装される。この電着塗装の際、各塗装用マスキング治具10のキャップ30の蓋板部31のマスキング面32によってマスキングされたマスキング領域6aには絶縁塗膜5が付着されない非塗装部6が設けられる(図8参照)。
カバー部材1が電着塗装され、電着塗装用水溶液から引き上げられた後、焼き付け処理がなされる。
その後、カバー部材1のフランジ部2の複数個のボルト孔3に対し永久磁石40の磁力に抗して各塗装用マスキング治具10を引き上げることで、各塗装用マスキング治具10が取り外される。
前記したようにして、複数個のボルト孔3に対し、これと同数の塗装用マスキング治具10を、工具などを用いることなく容易にかつ手早く着脱することができる。
【0023】
ホルダ20、キャップ30及びガイドピン50は、それぞれ絶縁材によって形成されているため、電着塗装の際にホルダ20、キャップ30及びガイドピン50に絶縁塗膜が付着することを防止できる。このため、カバー部材1のボルト孔3からガイドピン50の嵌合頭部53を引き抜く操作を軽快に行うことができる。
さらに、カバー部材1に対しマスキング治具10を絶縁状態に保つことが可能となり、マスキング治具10の内部に塗料が染み込む不具合を防止することができる。
さらに、ホルダ20の外周面に有蓋筒状のキャップ30を嵌込んでホルダ20の開口部を密閉状に覆蓋することによって、マスキング治具10の内部を良好に密封することができるため、塗料の染み込みをより一層良好に防止することができる。この結果、マスキング治具10の保守・管理が容易となり、数多くの繰り返し使用において効果が大きい。
【0024】
また、この実施例1において、図7に示すように、締付ねじ60の頭部61の座板66とホルダ20の底板部21との間に介在された絶縁弾性体よりなるパッキン65によって底板部21の貫通孔23をシールすることができるため、貫通孔23からの塗料の染み込みを防止することができる。
【0025】
また、この実施例1において、図5に示すように、自由状態におけるキャップ30のシール筒部35の内径寸法Aは、ホルダ20の嵌合筒部26の外径寸法Bよりも僅かに小さく設定されると共に、シール筒部35の筒長寸法Cは、ホルダ20の嵌合筒部26の筒長寸法Dよりも僅かに小さく設定されている。そして、図4に示すように、ホルダ20の嵌合筒部26にキャップ30のシール筒部35が弾性的に拡開されて圧入されることで、シール筒部35自身の弾性縮小力によってホルダ20の嵌合筒部26の外周面に密着することによって、マスキング治具10の内部をより一層良好に密封することができる。この結果、塗料の染み込み防止に効果が大きい。
【0026】
また、この実施例1において、キャップ30の蓋板部31のマスキング面32の周縁部には段差部33が形成されている。
さらに、ガイドピン50の嵌合頭部53がカバー部材1のボルト孔3の内周面に当接可能な接触点を外周面の複数箇所に有して非円形に形成されている。
このため、カバー部材1の複数個のボルト孔3に、それぞれガイドピン50の嵌合頭部53を嵌込んでセットした状態で、電着塗装に先立ってアルカリ洗浄液によってカバー部材1を脱脂処理した後、カバー部材1及び塗装用マスキング治具10に付着しているアルカリ洗浄液を水洗い等によって洗浄する際に、カバー部材1のフランジ部2とキャップ30の蓋板部31の段差部33との間、及びカバー部材1のフランジ部2のボルト孔3とガイドピン50の嵌合頭部53との間に染み込んだアルカリ洗浄液を、各部材の間の隙間によって良好に洗い落とすことができる。
さらに、キャップ30の蓋板部31の周縁部に形成された段差部33は、所定の傾斜角度をもって外周縁に向けて下傾する傾斜面に形成されているため、カバー部材1のフランジ部2とキャップ30の蓋板部31の段差部33との間に侵入した塵、気泡等の異物をアルカリ洗浄液と共に良好に洗い落とすことができる。
この結果、各部材の間に残留するアルカリ洗浄液の成分や異物が原因となる塗装不良を防止することができる。
例えば、各部材間にアルカリ洗浄液の成分や異物が残留すると、その後の電着塗装において、アルカリ洗浄液の成分や異物がが各部材間ににじみ出て塗装不良が発生する恐れがあるが、前記したように、各部材の間に染み込んだアルカリ洗浄液や異物を良好に洗い落とすことで、塗装不良を防止することができる。
【0027】
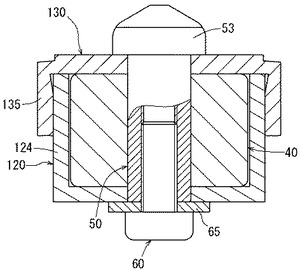
なお、この発明は前記実施例1に限定するものではなく、この発明の要旨を逸脱しない領域内において、種々なる形態で実施することもできる。
例えば、前記実施例1においては、ホルダ20の筒状部24の外周面の底板部21側よりも開口側が小径に形成された段差状に形成され、その開口側に形成された小径の嵌合筒部26の外周面にキャップ30のシール筒部35を圧入して装着するように構成したが、図9に示すように、ホルダ120の筒状部124全体を同径に形成し、その開口側外周面にキャップ130のシール筒部135を圧入して装着するように構成してもこの発明を実施することができる。
また、前記実施例1においては、ガイドピン50の軸部51の先端面のねじ孔52に締付ねじ60がねじ込まれることによって、ホルダ20、永久磁石40、ガイドピン50及びキャップ30が相互に組み付けられる構成にしたが、締付ねじ60に換え、クリップ等を用いてもよい。
【図面の簡単な説明】
【0028】
【図1】この発明の実施例1に係る塗装用マスキング治具をカバー部材の複数個のボルト孔に取り付ける前の状態を示す斜視図である。
【図2】同じく塗装用マスキング治具の構成部品を分離して示す斜視図である。
【図3】同じく塗装用マスキング治具の構成部品を組み付けた状態を示す斜視図である。
【図4】同じく塗装用マスキング治具の縦断面図である。
【図5】同じくホルダ、キャップ、永久磁石、ガイドピン及び締付ねじを分離した状態を示す縦断面図である。
【図6】同じくカバー部材のフランジ部のボルト孔とガイドピンの嵌合頭部との関係を示す平面図である。
【図7】同じくカバー部材のボルト孔に塗装用マスキング治具を取り付けた状態を示す断面図である。
【図8】同じくカバー部材を電着塗装した状態を示す断面図である。
【図9】ホルダ及びキャップの他の実施態様を示す縦断面図である。
【符号の説明】
【0029】
1 カバー部材
2 フランジ部
3 ボルト孔
5 絶縁塗膜
6 非塗装部
10 塗装用マスキング治具
20 ホルダ
21 底板
30 キャップ
40 永久磁石
41 中心孔
50 ガイドピン
51 軸部
53 嵌合頭部
60 締付ねじ
65 パッキン
【特許請求の範囲】
【請求項1】
複数個のボルト孔を有する金属製のカバー部材の表面に電着塗装によって絶縁塗膜を施す際に、前記カバー部材の表面の前記各ボルト孔の周囲に非塗装部を設けるための塗装用マスキング冶具であって、
有底筒状のホルダと、
前記ホルダの開口部から挿入されて収納されかつ中心孔が貫設された永久磁石と、
前記ホルダに嵌込まれかつ前記ホルダの開口部を覆蓋する有蓋筒状のキャップと、
前記キャップの蓋板部の貫通孔を通して前記永久磁石の中心孔に挿通される軸部と、この軸部の先端に設けられ、かつ前記ボルト孔に嵌挿される嵌合頭部を有するガイドピンと、
前記ホルダの底板部の貫通孔を通して前記ガイドピンの軸部にねじ込まれることで前記ガイドピンを前記ホルダに保持する締付ねじとを備え、
前記ホルダ及び前記ガイドピンは絶縁材によって形成され、
前記キャップは、前記ホルダよりも軟質の絶縁弾性体によって形成され、
前記キャップの蓋板部の表面には、前記カバー部材の一側面の前記ボルト孔の周囲に密着するマスキング面が形成されていることを特徴とする塗装用マスキング治具。
【請求項2】
請求項1に記載した塗装用マスキング治具であって、
締付ねじの頭部とホルダの底板部との間には、前記底板部の貫通孔をシールする絶縁弾性体よりなるワッシャーが介在されていることを特徴とする塗装用マスキング治具。
【請求項1】
複数個のボルト孔を有する金属製のカバー部材の表面に電着塗装によって絶縁塗膜を施す際に、前記カバー部材の表面の前記各ボルト孔の周囲に非塗装部を設けるための塗装用マスキング冶具であって、
有底筒状のホルダと、
前記ホルダの開口部から挿入されて収納されかつ中心孔が貫設された永久磁石と、
前記ホルダに嵌込まれかつ前記ホルダの開口部を覆蓋する有蓋筒状のキャップと、
前記キャップの蓋板部の貫通孔を通して前記永久磁石の中心孔に挿通される軸部と、この軸部の先端に設けられ、かつ前記ボルト孔に嵌挿される嵌合頭部を有するガイドピンと、
前記ホルダの底板部の貫通孔を通して前記ガイドピンの軸部にねじ込まれることで前記ガイドピンを前記ホルダに保持する締付ねじとを備え、
前記ホルダ及び前記ガイドピンは絶縁材によって形成され、
前記キャップは、前記ホルダよりも軟質の絶縁弾性体によって形成され、
前記キャップの蓋板部の表面には、前記カバー部材の一側面の前記ボルト孔の周囲に密着するマスキング面が形成されていることを特徴とする塗装用マスキング治具。
【請求項2】
請求項1に記載した塗装用マスキング治具であって、
締付ねじの頭部とホルダの底板部との間には、前記底板部の貫通孔をシールする絶縁弾性体よりなるワッシャーが介在されていることを特徴とする塗装用マスキング治具。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−293053(P2009−293053A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−144585(P2008−144585)
【出願日】平成20年6月2日(2008.6.2)
【出願人】(308014639)真和工業株式会社 (6)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月2日(2008.6.2)
【出願人】(308014639)真和工業株式会社 (6)
【Fターム(参考)】
[ Back to top ]