
塗装装置、塗装方法、及びその被塗装物
【課題】被塗装物を効率的に塗装する塗装装置、塗装方法、及びその被塗装物を提供することを課題とする。
【解決手段】被塗装物8を塗装する塗装装置1であって、被塗装物8へ塗料を吹き付ける塗料吹き出し部4A,Bと、塗料吹き出し部4A,Bの塗料の吹き出し方向を一定に保った状態で、塗料吹き出し部4A,Bを被塗装物8に対して吹き出し方向と異なる方向へ相対移動させる移動手段5A,Bと、被塗装物8の塗膜の厚さが略均一となるように、塗料吹き出し部4A,Bと被塗装物8との相対速度を、塗料吹き出し部4A,Bと被塗装物8の被塗装面との間の距離に応じた所定速度に制御する制御手段7と、を備える。
【解決手段】被塗装物8を塗装する塗装装置1であって、被塗装物8へ塗料を吹き付ける塗料吹き出し部4A,Bと、塗料吹き出し部4A,Bの塗料の吹き出し方向を一定に保った状態で、塗料吹き出し部4A,Bを被塗装物8に対して吹き出し方向と異なる方向へ相対移動させる移動手段5A,Bと、被塗装物8の塗膜の厚さが略均一となるように、塗料吹き出し部4A,Bと被塗装物8との相対速度を、塗料吹き出し部4A,Bと被塗装物8の被塗装面との間の距離に応じた所定速度に制御する制御手段7と、を備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装装置、塗装方法、及びその被塗装物に関する。
【背景技術】
【0002】
工業製品の塗装技術としては、例えば、特許文献1で開示されているようなコロナ帯電式静電粉体塗装方法や、特許文献2で開示されているようなロボットによる塗装方法が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−263668号公報
【特許文献2】特開平6−7713号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
塗装を行う場合は、塗装面の審美性といった塗装品質を保つ観点から、塗膜の厚さを略一定にすることが望まれる。塗膜の厚さは、一般的に、塗料を吹き付ける際の塗装ガンと被塗装面との間の距離を一定に保ったり吹き付け角度を調整したりすることで調整可能である。
【0005】
被塗装面が平面になっていない場合、塗装ガンと被塗装面との間の距離を一定に保つためには塗装ガンの動きを複数軸で制御する必要がある。しかし、このような被塗装面を有する被塗装物を例えば複数並べて連続的に塗装する場合、塗装ガンの動きが極めて複雑となり、塗装工程における工数が増大する。
【0006】
本発明は、このような課題に鑑みてなされたものであり、被塗装物を効率的に塗装する塗装装置、塗装方法、及びその被塗装物を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するため、被塗装物と塗料吹き出し部との相対速度を、被塗装物の被塗装面と塗料吹き出し部との間の距離に応じた所定速度に制御する。
【0008】
詳細には、被塗装物を塗装する塗装装置であって、前記被塗装物へ塗料を吹き付ける塗料吹き出し部と、前記塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を前記被塗装物に対して該吹き出し方向と異なる方向へ相対移動させる移動手段と、前記被塗装物の塗膜の厚さが略均一となるように、前記塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度に制御する制御手段と、を備える。
【0009】
塗料の吹き出し部分と被塗装面との間の距離が広がると、周囲へ拡散する塗料が多くなって塗膜の厚さが薄くなる。一方、距離が狭くなると塗膜の厚さが厚くなる。塗膜の厚さを略一定にするためには、塗料の吹き付け量を一定にする必要がある。そこで、上記塗装装置では、塗料の吹き付け量を一定に保つために、塗料吹き出し部と被塗装物との相対速度に着目している。すなわち、塗料の吹き出し量が一定であれば、相対速度が速くなるほど単位面積あたりの塗料の吹き付け量が減り、相対速度が遅くなるほど吹き付け量が増える。上記塗装装置は、塗膜の厚さと相対速度とのこのような関係に着目しており、制御手段が、塗料吹き出し部と被塗装物の被塗装面との間の距離に応じて、塗料吹き出し部と被
塗装物との相対速度を所定速度に制御する。所定速度とは、塗膜の厚さが略一定となるような、塗料吹き出し部と被塗装物の被塗装面との間の距離と、塗料吹き出し部と被塗装物との相対速度との関係を規定したものであり、例えば、塗料吹き出し部と被塗装物の被塗装面との間の距離が広がると相対速度が下がり、距離が縮まると相対速度が上がる場合をいう。
【0010】
塗料吹き出し部と被塗装物との相対速度は、これらを相対的に移動させる移動手段の動作速度を調整するだけでよいため、例えば、塗料吹き出し部と被塗装物とを複数軸で相対的に動かしながら両者の間の距離を一定に保つことで塗膜の厚さを一定にするような場合に比べて被塗装物を効率的に塗装でき、塗装装置を簡素化することができる。この塗装装置は、塗料吹き出し部と被塗装物とが一軸で相対移動するような場合にも塗膜の厚さを一定にすることが出来るので、塗装装置を簡素化する場合に有意である。
【0011】
なお、本発明は、方法の側面からも捉えることができる。例えば、被塗装物を塗装する塗装方法であって、前記被塗装物へ塗料を吹き付ける塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を該被塗装物に対して該吹き出し方向と異なる方向へ、該被塗装物の塗膜の厚さが略均一となるように、該塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度で相対移動させるものであってもよい。また、本発明は、上記塗装装置あるいは塗装方法によって塗装された被塗装物として捉えることもできる。
【発明の効果】
【0012】
被塗装物を効率的に塗装することが可能となる。
【図面の簡単な説明】
【0013】
【図1】塗装装置の構成図である。
【図2】被塗装物の搬送経路を示す図である。
【図3】塗装ガンの動作方向を示す図である。
【図4】駆動装置の動作説明図である。
【図5】駆動装置の動作説明図である。
【図6】駆動装置の動作説明図である。
【図7】塗装ガンとブレーキシューとの相対的な位置関係を示す図である。
【図8】塗装ガンの動作制御を説明する図である。
【図9】塗装ガンの動作制御を説明する図である。
【図10】実験結果を示す表である。
【図11】塗膜の厚さの測定結果を示すグラフである。
【図12】塗膜の厚さの測定箇所を示す図である。
【発明を実施するための形態】
【0014】
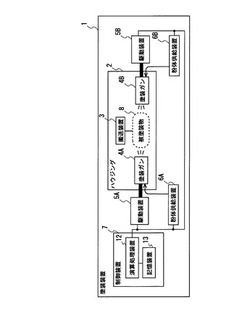
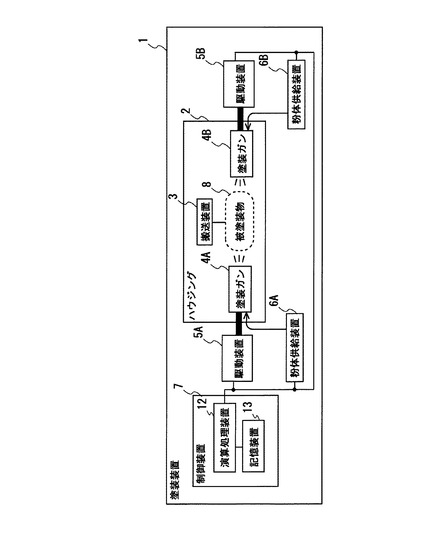
以下、本願発明の実施形態について説明する。図1は、第一実施形態に係る塗装装置1の構成図である。図1に示すように、塗装装置1は、被塗装物を収容するハウジング2、ハウジング2内の天井に配設されて被塗装物を搬送する搬送装置3、ハウジング2内で被塗装物へ塗料を吹きつける塗装ガン4A,Bを備えている。また、ハウジング2の外側に、ハウジング2内の塗装ガン4A,Bを動かす駆動装置5A,B、塗装ガン4A,Bへ粉体塗料を送る粉体供給装置6A,B、駆動装置5A,Bの動作を制御する制御装置7を備えている。なお、本実施形態では、被塗装物として自動車用ドラム式ブレーキのブレーキシューを塗装する場合を前提としている。塗装ガン4Aはブレーキシューのウェブ側を、塗装ガン4Bはブレーキシューのリム側を塗装する。なお、本実施形態は、ブレーキシュー以外の被塗装物に対しても当然に適用可能である。
【0015】
この塗装装置1は、静電式の粉体塗装方式を採用するものであり、電荷を有する粉体塗料が塗装ガン4A,Bから被塗装物へ向けて噴射される。そして、電気的に接地されている被塗装物へ静電塗布される。ハウジング2内に沈降する粉体塗料は、回収されて粉体供給装置6A,Bから塗装ガン4A,Bへ再び送られる。粉体供給装置6A,Bは、粉体塗料を多量に収容した塗料槽から定量供給装置によって一定量で供給される粉体塗料を、圧縮空気設備から供給される圧縮空気と混合して塗装ガン4A,Bへ送る。なお、ハウジング2には図示しない排気装置類が設けられており、ハウジング2の排気は、バッグフィルタで濾過されてブロワにより系外へ排出される。バッグフィルタは、ハウジング2の排気中に含まれる粉体塗料を捕集可能であり、これにより周辺への粉体塗料の飛散が防止される。
【0016】
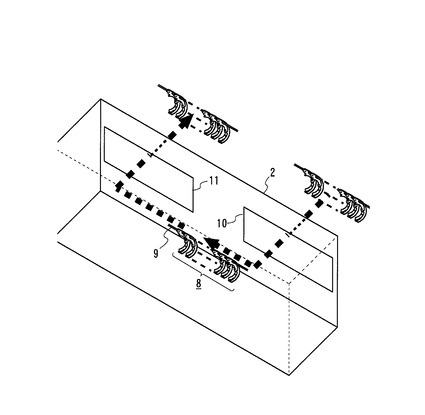
搬送装置3は、懸垂した被塗装物をハウジング2内で搬送したり、ハウジング2に搬入出したりする。図2は、被塗装物の搬送経路を示す。被塗装物であるブレーキシュー8は、塗布ハンガー棒9に複数吊り下げられた状態で搬入出される。塗布ハンガー棒9がステンレス製なので、被塗装物であるブレーキシュー8は、塗布ハンガー棒9および搬送装置3を介して電気的に接地される。図2に示すように、ハウジング2の壁面には、ブレーキシュー8を塗布ハンガー棒9に吊り下げたままの状態で出し入れするための搬入口10および搬出口11が設けられている。ハウジング2内は排気装置類によって負圧に保たれているため、粉体塗料がこの搬入口10および搬出口11からハウジング2の外へ飛散することはない。ブレーキシュー8は、塗装前の前処理である脱脂・洗浄処理を行う設備から搬入口10を通ってハウジング2内に搬入される。ハウジング2内に搬入されたブレーキシュー8は、塗装工程を経ながら塗布ハンガー棒9の長手方向に沿ってハウジング2内を搬送される。そして、ハウジング2内から搬出口11を通って、静電塗布された塗料を焼き付ける加熱炉へ搬出される。
【0017】
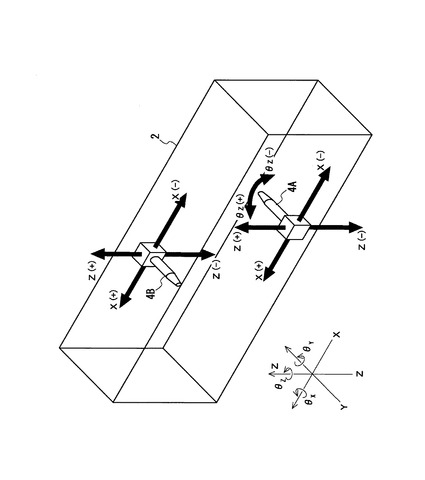
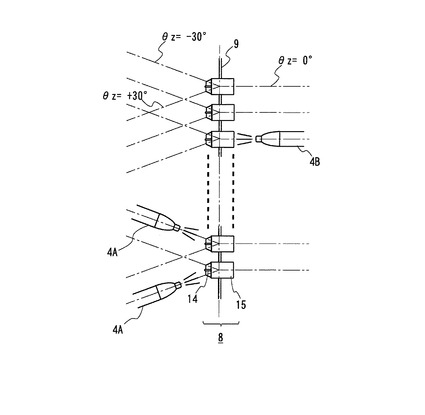
駆動装置5A,Bは、塗装ガン4A,Bを動かす装置であり、図示しないサーボモータとこれに直結されるボールネジとを備えるアクチュエータにより塗装ガン4A,Bを動かす。図3は、塗装ガン4A,Bの動作方向を示す図である。図3に示すように、ハウジング2内の塗布ハンガー棒9の長手方向と平行な方向をX軸とし、地面に垂直な方向をZ軸とした場合に、駆動装置5Aは塗装ガン4AをX(+・−)方向、Z(+・−)方向、及びθZ(+・−)方向へ動かすことが可能であり、駆動装置5Bは塗装ガン4BをX(+・−)方向、及びZ(+・−)方向へ動かすことが可能である。なお、駆動装置5Aは、塗装ガン4AをθZ(+・−)方向へ動かすことが可能であるが、可動範囲はY軸方向に対して±30°の範囲に制限される。
【0018】
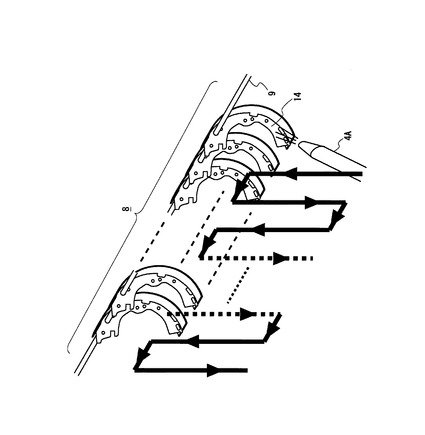
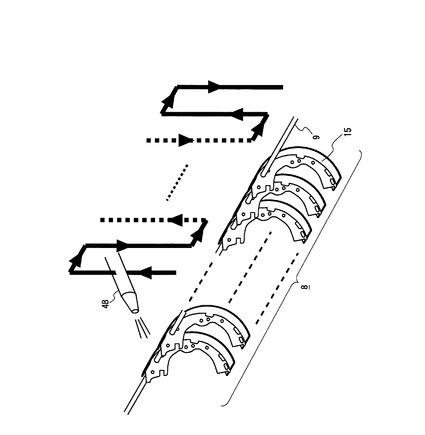
制御装置7は、演算処理装置12と記憶装置13とを備えており、駆動装置5A,Bのサーボモータ、並びに粉体供給装置6A,Bの電磁弁を制御する。記憶装置13には、被塗装物の形態に応じて駆動装置5A,Bの動作を予めプログラミングした制御データが格納されており、演算処理装置12がこの制御データに基づいて駆動装置5A,Bの動作を制御する。図4〜5は、駆動装置5Aの動作説明図である。制御装置7は、塗布ハンガー棒9に懸垂されたブレーキシュー8がハウジング2内に搬入されると、図4に示すように、駆動装置5Aのアクチュエータを制御して塗装ガン4Aの向きをθZ=−30°方向としたのち、電磁弁を開いて塗料を吹き付けながら、塗装ガン4Aを、Z(+)方向、X(−)方向、Z(−)方向、X(−)方向と動かす。この動作を任意の回数繰り返してブレーキシュー8を全て塗布したら、次に、塗装ガン4Aの向きをθZ=+30°方向とする。そして、図5に示すように、塗装ガン4Aを、Z(+)方向、X(+)方向、Z(−)方向、X(+)方向と動かす。なお、塗装ガン4AのθZ方向の動きは、塗布ハンガー棒9に懸垂されている各ブレーキシュー8間の距離やブレーキシュー8の形状、大きさ等に応じて適宜決定するものとする。
【0019】
制御装置7は、塗装ガン4Aによりブレーキシュー8のウェブ14側の塗装が完了したら、次に、塗装ガン4Bによりブレーキシュー8のリム15側の塗装を行なう。塗布ハンガー棒9に懸垂されているブレーキシュー8が搬送装置3によってハウジング2内で搬送され、塗装ガン4Aが配置されている位置から塗装ガン4Bへ移動される。そして、制御装置7は、駆動装置5Bのアクチュエータを制御して塗装ガン4Bを、図6に示すように、Z(+)方向、X(−)方向、Z(−)方向、X(−)方向と動かす。この動作を任意の回数繰り返してブレーキシュー8を全て塗布したら静電塗装が完了となり、粉体塗料が塗布されたブレーキシュー8は搬送装置3によりハウジング2から搬出され、加熱炉へ送られる。
【0020】
なお、塗装を行う際の塗装ガン4A,Bとブレーキシュー8との相対的な位置関係を図7に示す。図7は、塗装ガン4A,Bとブレーキシュー8とを上側から見た図である。なお、塗装ガン4Aと塗装ガン4Bとは互いに対面しておらず、ハウジング2内で互いに異なる位置に配置されているが、説明の便宜上、図7では互いに対面させている。ウェブ14は、リム15と直交するように接合されている板状の部材であるため、塗装ガン4BのようにθZ=0°で塗装するとブレーキシュー8のウェブ14側に塗料が十分に付着しない。そこで、ブレーキシュー8のウェブ14側を塗装する塗装ガン4Aは、塗装ガン4Aの向きをθZ=±30°とすることで塗料が十分に付着するようにしている。一方、ブレーキシュー8のリム15側については、塗装ガン4AのようにZ軸回りの角度を調整することなく、塗装ガン4BをθZ=0°のままで塗装している。
【0021】
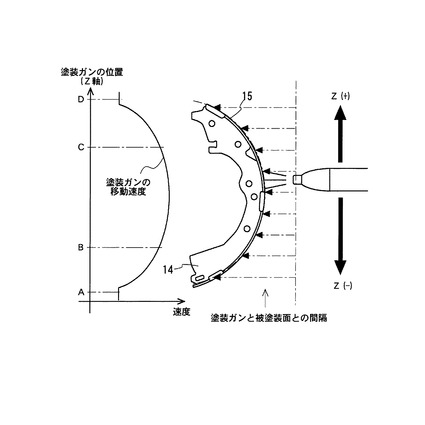
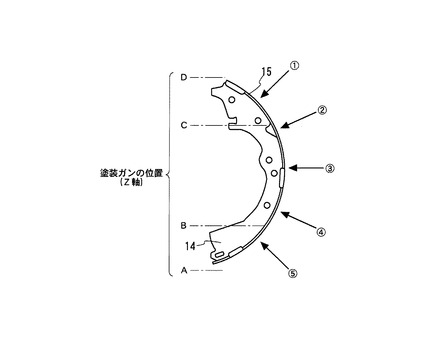
ここで、制御装置7が行なう塗装ガン4A,BのZ(+・−)方向の動作制御について説明する。図8は塗装ガン4Aの動作制御を説明する図であり、図9は塗装ガン4Bの動作制御を説明する図である。ブレーキシュー8は、摩擦材をブレーキドラムに圧接させるためにリム15が周状になっている。このため、図8に示すように、塗装ガン4AがZ(+・−)方向に動くと、塗装ガン4Aの先端とブレーキシュー8との間の距離が変わる。すなわち、塗装ガン4Aを一軸(Z軸)で動かすと、ブレーキシュー8の中心付近を塗装している時の間隔がブレーキシュー8の下端や上端を塗装している時の間隔に比べて広くなる。よって、塗装ガン4AのZ(+・−)方向の動作を一定速度に制御すると、ブレーキシュー8の下端や上端に比べて中心付近に塗料が付着しにくく、塗膜の厚さが均一にならない。しかし、この制御装置7では、塗装ガン4Aの動く速度を図8のグラフが示すようにブレーキシュー8の上下端ではZ(+・−)方向の移動速度が速く、ブレーキシュー8の中心付近では移動速度が遅くなるようにしている。制御装置7が塗装ガン4Aの移動速度を、このようにブレーキシュー8と塗装ガン4Aとの間の距離が広がると塗装ガン4Aの速度が下がり、距離が縮まると相対速度が上がるように制御することで、塗膜の厚さが均一になる。塗装ガン4Bについても同様であり、図9に示すように、塗装ガン4BがZ(+・−)方向に動くと、ブレーキシュー8の下端や上端を塗装している時の間隔がブレーキシュー8の中心付近を塗装している時の間隔に比べて広くなる。そこで、制御装置7は、塗装ガン4Bの動く速度を図9のグラフが示すようにブレーキシュー8の上下端ではZ(+・−)方向の移動速度が遅く、ブレーキシュー8の中心付近では移動速度が速くなるようにしている。
【0022】
制御装置7は、塗装ガン4A,Bの移動速度をブレーキシュー8と塗装ガン4A,Bとの間の距離に応じて制御しているが、この制御は記憶装置13に予めプログラミングされた制御データに基づいて行われる。この制御データは、塗膜の厚さが均一となるような、被塗装面と塗装ガンとの間の距離と塗装ガンの移動速度との相関を規定したものであり、実験的に得られたデータ等に基づいて規定したものである。なお、制御装置7は、塗装ガン4A,Bの移動速度を、このように予めプログラミングした制御データによって制御するだけでなく、例えば、塗装ガン4A,Bの先端に測距装置等を取り付け、このような装置によって塗装ガン4A,Bとブレーキシュー8との間の距離を測定して得たデータに基
づいて塗装ガン4A,Bの移動速度を制御するようにしても良い。この場合、間隔が広くなれば塗装ガン4A,BのZ(+・−)方向の移動速度を遅くし、狭くなれば移動速度を速くするという制御を行なう。
【0023】
複雑な形状の被塗装物に適切に塗装を施すには、塗装ガンを動かすことが可能な軸数を増やせばよく、理想的には6軸(X,Y,Z,θX,θY,θZ)方向へ動かすことが可能であれば塗装ガンをあらゆる方向へ動かすことができる。しかし、アクチュエータを増やすと装置が複雑化して高価なものとなる。本実施形態に係る塗装装置1であれば、塗装ガンの可動軸を増やすことなく、ブレーキシューの塗膜の厚さを略一定にすることができる。
【0024】
塗装ガン4A,Bの速度やθZの角度を段階的に調整して塗装した試行実験の結果を図10の表に示す。図10に示す表において「A−B」「B−C」「C−D」と示すのは塗装ガンのZ軸の位置であり、図8や図9で示した記号A,B,C,Dに対応している。上記図10の表に示すように、ブレーキシューの下端部分「A−B」や上端部分「C−D」における速度と、中心付近「B−C」における速度とを、塗装ガンとブレーキシューとの間の距離に応じて変えた場合(実施例1〜5)と、速度が一定の場合(比較例1〜2)とを比べると、比較例1〜2の塗装状態よりも実施例1〜5の塗装状態の方が良いという結果が得られた。また、実施例1〜5のうち、θZの角度が±30°である実施例3の塗装状態がその他の角度(比較例1,2,4,5)のものよりも良いという結果が得られた。
【0025】
図10の表に示したサンプルのうち、特に実施例3と比較例2について、リム15側の塗膜の厚さの測定結果を図11に示す。なお、図11のグラフのうち、横軸で示す膜厚測定位置については図12の符号が示す位置に対応している。ブレーキシュー一本あたりの膜厚は測定した5ヶ所の膜厚の平均で求められる。図11のグラフが示すように、塗装ガンの移動速度をブレーキシューと塗装ガンとの間の距離に応じて動かしながら塗装した場合、一定速度で塗装した場合に比べて塗膜の厚さが均一であった。この測定結果より、本実施形態に係る塗装装置であれば、塗装ガンの可動軸を増やさなくても、ブレーキシューの塗膜の厚さを略一定にすることができることが判る。
【符号の説明】
【0026】
1・・塗装装置
2・・ハウジング
3・・搬送装置
4A,B・・塗装ガン
5A,B・・駆動装置
6A,B・・粉体供給装置
7・・制御装置
8・・ブレーキシュー
9・・塗布ハンガー棒
10・・搬入口
11・・搬出口
12・・演算処理装置
13・・記憶装置
14・・ウェブ
15・・リム
【技術分野】
【0001】
本発明は、塗装装置、塗装方法、及びその被塗装物に関する。
【背景技術】
【0002】
工業製品の塗装技術としては、例えば、特許文献1で開示されているようなコロナ帯電式静電粉体塗装方法や、特許文献2で開示されているようなロボットによる塗装方法が知られている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2006−263668号公報
【特許文献2】特開平6−7713号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
塗装を行う場合は、塗装面の審美性といった塗装品質を保つ観点から、塗膜の厚さを略一定にすることが望まれる。塗膜の厚さは、一般的に、塗料を吹き付ける際の塗装ガンと被塗装面との間の距離を一定に保ったり吹き付け角度を調整したりすることで調整可能である。
【0005】
被塗装面が平面になっていない場合、塗装ガンと被塗装面との間の距離を一定に保つためには塗装ガンの動きを複数軸で制御する必要がある。しかし、このような被塗装面を有する被塗装物を例えば複数並べて連続的に塗装する場合、塗装ガンの動きが極めて複雑となり、塗装工程における工数が増大する。
【0006】
本発明は、このような課題に鑑みてなされたものであり、被塗装物を効率的に塗装する塗装装置、塗装方法、及びその被塗装物を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明は、上記課題を解決するため、被塗装物と塗料吹き出し部との相対速度を、被塗装物の被塗装面と塗料吹き出し部との間の距離に応じた所定速度に制御する。
【0008】
詳細には、被塗装物を塗装する塗装装置であって、前記被塗装物へ塗料を吹き付ける塗料吹き出し部と、前記塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を前記被塗装物に対して該吹き出し方向と異なる方向へ相対移動させる移動手段と、前記被塗装物の塗膜の厚さが略均一となるように、前記塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度に制御する制御手段と、を備える。
【0009】
塗料の吹き出し部分と被塗装面との間の距離が広がると、周囲へ拡散する塗料が多くなって塗膜の厚さが薄くなる。一方、距離が狭くなると塗膜の厚さが厚くなる。塗膜の厚さを略一定にするためには、塗料の吹き付け量を一定にする必要がある。そこで、上記塗装装置では、塗料の吹き付け量を一定に保つために、塗料吹き出し部と被塗装物との相対速度に着目している。すなわち、塗料の吹き出し量が一定であれば、相対速度が速くなるほど単位面積あたりの塗料の吹き付け量が減り、相対速度が遅くなるほど吹き付け量が増える。上記塗装装置は、塗膜の厚さと相対速度とのこのような関係に着目しており、制御手段が、塗料吹き出し部と被塗装物の被塗装面との間の距離に応じて、塗料吹き出し部と被
塗装物との相対速度を所定速度に制御する。所定速度とは、塗膜の厚さが略一定となるような、塗料吹き出し部と被塗装物の被塗装面との間の距離と、塗料吹き出し部と被塗装物との相対速度との関係を規定したものであり、例えば、塗料吹き出し部と被塗装物の被塗装面との間の距離が広がると相対速度が下がり、距離が縮まると相対速度が上がる場合をいう。
【0010】
塗料吹き出し部と被塗装物との相対速度は、これらを相対的に移動させる移動手段の動作速度を調整するだけでよいため、例えば、塗料吹き出し部と被塗装物とを複数軸で相対的に動かしながら両者の間の距離を一定に保つことで塗膜の厚さを一定にするような場合に比べて被塗装物を効率的に塗装でき、塗装装置を簡素化することができる。この塗装装置は、塗料吹き出し部と被塗装物とが一軸で相対移動するような場合にも塗膜の厚さを一定にすることが出来るので、塗装装置を簡素化する場合に有意である。
【0011】
なお、本発明は、方法の側面からも捉えることができる。例えば、被塗装物を塗装する塗装方法であって、前記被塗装物へ塗料を吹き付ける塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を該被塗装物に対して該吹き出し方向と異なる方向へ、該被塗装物の塗膜の厚さが略均一となるように、該塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度で相対移動させるものであってもよい。また、本発明は、上記塗装装置あるいは塗装方法によって塗装された被塗装物として捉えることもできる。
【発明の効果】
【0012】
被塗装物を効率的に塗装することが可能となる。
【図面の簡単な説明】
【0013】
【図1】塗装装置の構成図である。
【図2】被塗装物の搬送経路を示す図である。
【図3】塗装ガンの動作方向を示す図である。
【図4】駆動装置の動作説明図である。
【図5】駆動装置の動作説明図である。
【図6】駆動装置の動作説明図である。
【図7】塗装ガンとブレーキシューとの相対的な位置関係を示す図である。
【図8】塗装ガンの動作制御を説明する図である。
【図9】塗装ガンの動作制御を説明する図である。
【図10】実験結果を示す表である。
【図11】塗膜の厚さの測定結果を示すグラフである。
【図12】塗膜の厚さの測定箇所を示す図である。
【発明を実施するための形態】
【0014】
以下、本願発明の実施形態について説明する。図1は、第一実施形態に係る塗装装置1の構成図である。図1に示すように、塗装装置1は、被塗装物を収容するハウジング2、ハウジング2内の天井に配設されて被塗装物を搬送する搬送装置3、ハウジング2内で被塗装物へ塗料を吹きつける塗装ガン4A,Bを備えている。また、ハウジング2の外側に、ハウジング2内の塗装ガン4A,Bを動かす駆動装置5A,B、塗装ガン4A,Bへ粉体塗料を送る粉体供給装置6A,B、駆動装置5A,Bの動作を制御する制御装置7を備えている。なお、本実施形態では、被塗装物として自動車用ドラム式ブレーキのブレーキシューを塗装する場合を前提としている。塗装ガン4Aはブレーキシューのウェブ側を、塗装ガン4Bはブレーキシューのリム側を塗装する。なお、本実施形態は、ブレーキシュー以外の被塗装物に対しても当然に適用可能である。
【0015】
この塗装装置1は、静電式の粉体塗装方式を採用するものであり、電荷を有する粉体塗料が塗装ガン4A,Bから被塗装物へ向けて噴射される。そして、電気的に接地されている被塗装物へ静電塗布される。ハウジング2内に沈降する粉体塗料は、回収されて粉体供給装置6A,Bから塗装ガン4A,Bへ再び送られる。粉体供給装置6A,Bは、粉体塗料を多量に収容した塗料槽から定量供給装置によって一定量で供給される粉体塗料を、圧縮空気設備から供給される圧縮空気と混合して塗装ガン4A,Bへ送る。なお、ハウジング2には図示しない排気装置類が設けられており、ハウジング2の排気は、バッグフィルタで濾過されてブロワにより系外へ排出される。バッグフィルタは、ハウジング2の排気中に含まれる粉体塗料を捕集可能であり、これにより周辺への粉体塗料の飛散が防止される。
【0016】
搬送装置3は、懸垂した被塗装物をハウジング2内で搬送したり、ハウジング2に搬入出したりする。図2は、被塗装物の搬送経路を示す。被塗装物であるブレーキシュー8は、塗布ハンガー棒9に複数吊り下げられた状態で搬入出される。塗布ハンガー棒9がステンレス製なので、被塗装物であるブレーキシュー8は、塗布ハンガー棒9および搬送装置3を介して電気的に接地される。図2に示すように、ハウジング2の壁面には、ブレーキシュー8を塗布ハンガー棒9に吊り下げたままの状態で出し入れするための搬入口10および搬出口11が設けられている。ハウジング2内は排気装置類によって負圧に保たれているため、粉体塗料がこの搬入口10および搬出口11からハウジング2の外へ飛散することはない。ブレーキシュー8は、塗装前の前処理である脱脂・洗浄処理を行う設備から搬入口10を通ってハウジング2内に搬入される。ハウジング2内に搬入されたブレーキシュー8は、塗装工程を経ながら塗布ハンガー棒9の長手方向に沿ってハウジング2内を搬送される。そして、ハウジング2内から搬出口11を通って、静電塗布された塗料を焼き付ける加熱炉へ搬出される。
【0017】
駆動装置5A,Bは、塗装ガン4A,Bを動かす装置であり、図示しないサーボモータとこれに直結されるボールネジとを備えるアクチュエータにより塗装ガン4A,Bを動かす。図3は、塗装ガン4A,Bの動作方向を示す図である。図3に示すように、ハウジング2内の塗布ハンガー棒9の長手方向と平行な方向をX軸とし、地面に垂直な方向をZ軸とした場合に、駆動装置5Aは塗装ガン4AをX(+・−)方向、Z(+・−)方向、及びθZ(+・−)方向へ動かすことが可能であり、駆動装置5Bは塗装ガン4BをX(+・−)方向、及びZ(+・−)方向へ動かすことが可能である。なお、駆動装置5Aは、塗装ガン4AをθZ(+・−)方向へ動かすことが可能であるが、可動範囲はY軸方向に対して±30°の範囲に制限される。
【0018】
制御装置7は、演算処理装置12と記憶装置13とを備えており、駆動装置5A,Bのサーボモータ、並びに粉体供給装置6A,Bの電磁弁を制御する。記憶装置13には、被塗装物の形態に応じて駆動装置5A,Bの動作を予めプログラミングした制御データが格納されており、演算処理装置12がこの制御データに基づいて駆動装置5A,Bの動作を制御する。図4〜5は、駆動装置5Aの動作説明図である。制御装置7は、塗布ハンガー棒9に懸垂されたブレーキシュー8がハウジング2内に搬入されると、図4に示すように、駆動装置5Aのアクチュエータを制御して塗装ガン4Aの向きをθZ=−30°方向としたのち、電磁弁を開いて塗料を吹き付けながら、塗装ガン4Aを、Z(+)方向、X(−)方向、Z(−)方向、X(−)方向と動かす。この動作を任意の回数繰り返してブレーキシュー8を全て塗布したら、次に、塗装ガン4Aの向きをθZ=+30°方向とする。そして、図5に示すように、塗装ガン4Aを、Z(+)方向、X(+)方向、Z(−)方向、X(+)方向と動かす。なお、塗装ガン4AのθZ方向の動きは、塗布ハンガー棒9に懸垂されている各ブレーキシュー8間の距離やブレーキシュー8の形状、大きさ等に応じて適宜決定するものとする。
【0019】
制御装置7は、塗装ガン4Aによりブレーキシュー8のウェブ14側の塗装が完了したら、次に、塗装ガン4Bによりブレーキシュー8のリム15側の塗装を行なう。塗布ハンガー棒9に懸垂されているブレーキシュー8が搬送装置3によってハウジング2内で搬送され、塗装ガン4Aが配置されている位置から塗装ガン4Bへ移動される。そして、制御装置7は、駆動装置5Bのアクチュエータを制御して塗装ガン4Bを、図6に示すように、Z(+)方向、X(−)方向、Z(−)方向、X(−)方向と動かす。この動作を任意の回数繰り返してブレーキシュー8を全て塗布したら静電塗装が完了となり、粉体塗料が塗布されたブレーキシュー8は搬送装置3によりハウジング2から搬出され、加熱炉へ送られる。
【0020】
なお、塗装を行う際の塗装ガン4A,Bとブレーキシュー8との相対的な位置関係を図7に示す。図7は、塗装ガン4A,Bとブレーキシュー8とを上側から見た図である。なお、塗装ガン4Aと塗装ガン4Bとは互いに対面しておらず、ハウジング2内で互いに異なる位置に配置されているが、説明の便宜上、図7では互いに対面させている。ウェブ14は、リム15と直交するように接合されている板状の部材であるため、塗装ガン4BのようにθZ=0°で塗装するとブレーキシュー8のウェブ14側に塗料が十分に付着しない。そこで、ブレーキシュー8のウェブ14側を塗装する塗装ガン4Aは、塗装ガン4Aの向きをθZ=±30°とすることで塗料が十分に付着するようにしている。一方、ブレーキシュー8のリム15側については、塗装ガン4AのようにZ軸回りの角度を調整することなく、塗装ガン4BをθZ=0°のままで塗装している。
【0021】
ここで、制御装置7が行なう塗装ガン4A,BのZ(+・−)方向の動作制御について説明する。図8は塗装ガン4Aの動作制御を説明する図であり、図9は塗装ガン4Bの動作制御を説明する図である。ブレーキシュー8は、摩擦材をブレーキドラムに圧接させるためにリム15が周状になっている。このため、図8に示すように、塗装ガン4AがZ(+・−)方向に動くと、塗装ガン4Aの先端とブレーキシュー8との間の距離が変わる。すなわち、塗装ガン4Aを一軸(Z軸)で動かすと、ブレーキシュー8の中心付近を塗装している時の間隔がブレーキシュー8の下端や上端を塗装している時の間隔に比べて広くなる。よって、塗装ガン4AのZ(+・−)方向の動作を一定速度に制御すると、ブレーキシュー8の下端や上端に比べて中心付近に塗料が付着しにくく、塗膜の厚さが均一にならない。しかし、この制御装置7では、塗装ガン4Aの動く速度を図8のグラフが示すようにブレーキシュー8の上下端ではZ(+・−)方向の移動速度が速く、ブレーキシュー8の中心付近では移動速度が遅くなるようにしている。制御装置7が塗装ガン4Aの移動速度を、このようにブレーキシュー8と塗装ガン4Aとの間の距離が広がると塗装ガン4Aの速度が下がり、距離が縮まると相対速度が上がるように制御することで、塗膜の厚さが均一になる。塗装ガン4Bについても同様であり、図9に示すように、塗装ガン4BがZ(+・−)方向に動くと、ブレーキシュー8の下端や上端を塗装している時の間隔がブレーキシュー8の中心付近を塗装している時の間隔に比べて広くなる。そこで、制御装置7は、塗装ガン4Bの動く速度を図9のグラフが示すようにブレーキシュー8の上下端ではZ(+・−)方向の移動速度が遅く、ブレーキシュー8の中心付近では移動速度が速くなるようにしている。
【0022】
制御装置7は、塗装ガン4A,Bの移動速度をブレーキシュー8と塗装ガン4A,Bとの間の距離に応じて制御しているが、この制御は記憶装置13に予めプログラミングされた制御データに基づいて行われる。この制御データは、塗膜の厚さが均一となるような、被塗装面と塗装ガンとの間の距離と塗装ガンの移動速度との相関を規定したものであり、実験的に得られたデータ等に基づいて規定したものである。なお、制御装置7は、塗装ガン4A,Bの移動速度を、このように予めプログラミングした制御データによって制御するだけでなく、例えば、塗装ガン4A,Bの先端に測距装置等を取り付け、このような装置によって塗装ガン4A,Bとブレーキシュー8との間の距離を測定して得たデータに基
づいて塗装ガン4A,Bの移動速度を制御するようにしても良い。この場合、間隔が広くなれば塗装ガン4A,BのZ(+・−)方向の移動速度を遅くし、狭くなれば移動速度を速くするという制御を行なう。
【0023】
複雑な形状の被塗装物に適切に塗装を施すには、塗装ガンを動かすことが可能な軸数を増やせばよく、理想的には6軸(X,Y,Z,θX,θY,θZ)方向へ動かすことが可能であれば塗装ガンをあらゆる方向へ動かすことができる。しかし、アクチュエータを増やすと装置が複雑化して高価なものとなる。本実施形態に係る塗装装置1であれば、塗装ガンの可動軸を増やすことなく、ブレーキシューの塗膜の厚さを略一定にすることができる。
【0024】
塗装ガン4A,Bの速度やθZの角度を段階的に調整して塗装した試行実験の結果を図10の表に示す。図10に示す表において「A−B」「B−C」「C−D」と示すのは塗装ガンのZ軸の位置であり、図8や図9で示した記号A,B,C,Dに対応している。上記図10の表に示すように、ブレーキシューの下端部分「A−B」や上端部分「C−D」における速度と、中心付近「B−C」における速度とを、塗装ガンとブレーキシューとの間の距離に応じて変えた場合(実施例1〜5)と、速度が一定の場合(比較例1〜2)とを比べると、比較例1〜2の塗装状態よりも実施例1〜5の塗装状態の方が良いという結果が得られた。また、実施例1〜5のうち、θZの角度が±30°である実施例3の塗装状態がその他の角度(比較例1,2,4,5)のものよりも良いという結果が得られた。
【0025】
図10の表に示したサンプルのうち、特に実施例3と比較例2について、リム15側の塗膜の厚さの測定結果を図11に示す。なお、図11のグラフのうち、横軸で示す膜厚測定位置については図12の符号が示す位置に対応している。ブレーキシュー一本あたりの膜厚は測定した5ヶ所の膜厚の平均で求められる。図11のグラフが示すように、塗装ガンの移動速度をブレーキシューと塗装ガンとの間の距離に応じて動かしながら塗装した場合、一定速度で塗装した場合に比べて塗膜の厚さが均一であった。この測定結果より、本実施形態に係る塗装装置であれば、塗装ガンの可動軸を増やさなくても、ブレーキシューの塗膜の厚さを略一定にすることができることが判る。
【符号の説明】
【0026】
1・・塗装装置
2・・ハウジング
3・・搬送装置
4A,B・・塗装ガン
5A,B・・駆動装置
6A,B・・粉体供給装置
7・・制御装置
8・・ブレーキシュー
9・・塗布ハンガー棒
10・・搬入口
11・・搬出口
12・・演算処理装置
13・・記憶装置
14・・ウェブ
15・・リム
【特許請求の範囲】
【請求項1】
被塗装物を塗装する塗装装置であって、
前記被塗装物へ塗料を吹き付ける塗料吹き出し部と、
前記塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を前記被塗装物に対して該吹き出し方向と異なる方向へ相対移動させる移動手段と、
前記被塗装物の塗膜の厚さが略均一となるように、前記塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度に制御する制御手段と、を備える、
塗装装置。
【請求項2】
前記所定速度とは、前記距離が広がると前記相対速度が下がり、該距離が縮まると該相対速度が上がる、
請求項1に記載の塗装装置。
【請求項3】
前記移動手段は、前記塗料吹き出し部と前記被塗装物とを一軸で相対移動させる、
請求項1または2に記載の塗装装置。
【請求項4】
被塗装物を塗装する塗装方法であって、
前記被塗装物へ塗料を吹き付ける塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を該被塗装物に対して該吹き出し方向と異なる方向へ、該被塗装物の塗膜の厚さが略均一となるように、該塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度で相対移動させる、
塗装方法。
【請求項5】
請求項1〜3の何れか一項に記載の塗装装置、または請求項4に記載の塗装方法によって塗装された被塗装物。
【請求項1】
被塗装物を塗装する塗装装置であって、
前記被塗装物へ塗料を吹き付ける塗料吹き出し部と、
前記塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を前記被塗装物に対して該吹き出し方向と異なる方向へ相対移動させる移動手段と、
前記被塗装物の塗膜の厚さが略均一となるように、前記塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度に制御する制御手段と、を備える、
塗装装置。
【請求項2】
前記所定速度とは、前記距離が広がると前記相対速度が下がり、該距離が縮まると該相対速度が上がる、
請求項1に記載の塗装装置。
【請求項3】
前記移動手段は、前記塗料吹き出し部と前記被塗装物とを一軸で相対移動させる、
請求項1または2に記載の塗装装置。
【請求項4】
被塗装物を塗装する塗装方法であって、
前記被塗装物へ塗料を吹き付ける塗料吹き出し部の塗料の吹き出し方向を一定に保った状態で、該塗料吹き出し部を該被塗装物に対して該吹き出し方向と異なる方向へ、該被塗装物の塗膜の厚さが略均一となるように、該塗料吹き出し部と該被塗装物との相対速度を、該塗料吹き出し部と該被塗装物の被塗装面との間の距離に応じた所定速度で相対移動させる、
塗装方法。
【請求項5】
請求項1〜3の何れか一項に記載の塗装装置、または請求項4に記載の塗装方法によって塗装された被塗装物。
【図1】


【図2】
【図3】
【図4】

【図5】
【図6】
【図7】
【図8】

【図9】
【図10】

【図11】

【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−45851(P2011−45851A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−197896(P2009−197896)
【出願日】平成21年8月28日(2009.8.28)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月28日(2009.8.28)
【出願人】(000000516)曙ブレーキ工業株式会社 (621)
【Fターム(参考)】
[ Back to top ]