
塗装装置および塗装方法
【課題】できるだけ予定通りに塗装作業を進めることができるようにするために、多少の水分が残っている被塗装面に対しても塗装できるようにして、作業効率の優れる塗装装置や塗装方法を提供すること。
【解決手段】塗料を噴出する塗料用ノズル21と、高圧気体を噴出する吹付用ノズル22とを備えて、塗料と共に高圧気体を被塗装面Sに吹き付けて塗装する塗装装置10であって、そのノズル21、22による塗装箇所の近傍に高温気体を吹き付ける加温用ノズル23を設けた。
【解決手段】塗料を噴出する塗料用ノズル21と、高圧気体を噴出する吹付用ノズル22とを備えて、塗料と共に高圧気体を被塗装面Sに吹き付けて塗装する塗装装置10であって、そのノズル21、22による塗装箇所の近傍に高温気体を吹き付ける加温用ノズル23を設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装装置および塗装方法に関し、詳しくは、屋外などにおいて被塗装面が乾燥するのを待つことなく塗装作業を開始することのできるものに関する。
【背景技術】
【0002】
従来、屋外などの建造物は、防錆処理と共に美観のために、その表面に塗料を塗り付ける塗装を施しているが、この塗装(塗料)は径時劣化することから定期的に塗り直す必要がある。
【0003】
ここで、被塗装面に塗料を付着させて塗装する作業としては、刷毛やローラなどに塗料を含ませて塗り付けるのが一般的であるが、近年には、例えば、自動車などの外装に対して塗料をスプレーガンなどで吹き付けることにより塗装することが行われている(例えば、特許文献1参照)。
【特許文献1】特開2007−14912号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、このような従来の塗装にあっては、刷毛やローラなどにより塗料を塗り付けるにしても、また、塗料をスプレーガンなどで吹き付けるにしても、その塗料を付着させる被塗装面がある程度乾燥している必要があり、降雨中や降雨直後のように、被塗装面が湿っているような場合には、塗装がムラになってしまい、十分な防錆効果を得ることができないとともに、所望の美観も得ることができない。
【0005】
しかるに、例えば、鉄塔などの塗装作業を行う際には、安全のために停電させた状態で作業する必要があり、送電先にも事情があることから停電の予定を簡単に変えることは難しい。このため、作業予定日には多少の降雨があった場合でも、その被塗装面が乾くのを待って後日に作業を行うのではなく、少なくとも降雨直後にでも塗装作業を始めたい、という強い要望がある。
【0006】
そこで、本発明は、できるだけ予定通りに塗装作業を進めることができるようにするために、多少の水分が残っている被塗装面に対しても塗装できるようにして、作業効率の優れる塗装装置や塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決する塗装装置の第1の発明は、塗料を噴出する塗料用ノズルと、高圧気体を噴出する吹付用ノズルとを備えて、塗料と共に高圧気体を被塗装面に吹き付けて塗装する塗装装置であって、高温気体を被塗装面に吹き付ける加温用ノズルを有することを特徴とするものである。
【0008】
この発明では、加温用ノズルから高温気体を被塗装面に吹き付けることによりその被塗装面をある程度乾燥させてから、吹付用ノズルから噴出する高圧気体に連れられて塗料用ノズルから噴出させる塗料を、その被塗装面に吹き付けて付着させることができる。したがって、霧雨や降雨直後で湿っている鉄塔などの屋外の被塗装面であっても、高温気体により乾燥させてから塗料を吹き付けて塗装することができ、雨が止んでから被塗装面が自然に乾くのを待つことなく塗装作業を開始して終了することができる。
【0009】
上記課題を解決する塗装装置の第2の発明は、上記第1の発明の特定事項に加え、前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の近傍に、高温気体を吹き付けるように加温用ノズルが設けられていることを特徴とするものである。
【0010】
この発明では、塗装用ノズル(吹付用ノズルおよび塗料用ノズル)により塗料を吹き付ける被塗装面の近傍箇所に、加温用ノズルから高温気体を吹き付けて乾燥させることができる。したがって、高温気体を吹き付けて乾燥させた後に、再度、濡れてしまうことなく、塗料を付着させることができ、信頼性高く高品質の塗装作業を行うことができる。
【0011】
上記課題を解決する塗装装置の第3の発明は、上記第1または第2の発明の特定事項に加え、前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルと加温用ノズルとの間に、当該ノズルの先端側から吹付方向に延長されている仕切り板を有することを特徴とするものである。
【0012】
この発明では、塗装用ノズル(吹付用ノズルおよび塗料用ノズル)による塗料の吹付と、加温用ノズルによる高温気体の吹付との間に仕切り板を介在させることができ、塗装用ノズルにより吹き付けられる塗料が加温用ノズルから噴出させる高温気体により飛散してしまうことを防止することができる。したがって、塗料を効率よく被塗装面に吹き付けて塗装することができる。
【0013】
上記課題を解決する塗装装置の第4の発明は、上記第3の発明の特定事項に加え、前記塗装用ノズルと加温用ノズルの吹付方向を、それぞれ仕切り板から離隔する方向に傾斜させていることを特徴とするものである。
【0014】
この発明では、塗装用ノズル(吹付用ノズルおよび塗料用ノズル)による塗料と、加温用ノズルによる高温気体とが仕切り板から離隔する方向にそれぞれ吹き付けられて、塗料が高温気体により飛散してしまうことをより確実に防止することができる。したがって、塗料をより効率よく被塗装面に吹き付けて塗装することができる。
【0015】
上記課題を解決する塗装装置の第5の発明は、上記第1から第4のいずれかの発明の特定事項に加え、前記塗料を携行可能なタンク内に貯留して該タンク内から塗料用ノズルに供給することを特徴とするものである。
【0016】
この発明では、塗料用ノズルから噴出させる塗料を、携行するタンクから供給することができ、その塗料の供給経路を短くすることができる。したがって、塗料を無駄なく使用することができ、また、その供給経路途中で乾燥固化してしまうことを回避する処理を容易に行うことができる。
【0017】
上記課題を解決する塗装装置の第6の発明は、上記第1から第5のいずれかの発明の特定事項に加え、前記吹付用ノズルと加温用ノズルの双方に高圧気体を供給する手段を有して、該高圧気体の供給先を吹付用ノズルまたは加温用ノズルの一方あるいは双方に切り替える手段を備えることを特徴とするものである。
【0018】
この発明では、吹付用ノズルと加温用ノズルに供給する高圧気体の発生手段を共通にすることができ、また、その高圧気体の供給先を切り替えることにより、塗料と高温気体の双方を被塗装面に吹き付けるだけでなく、塗料のみを被塗装面に吹き付けたり、高温気体のみを被塗装面に吹き付けることもできる。したがって、乾燥している被塗装面への塗装作業を行う際にも利用することができるとともに、濡れている表面を乾燥させるのみの作業を行う際にも利用することができる。
【0019】
上記課題を解決する塗装装置の第7の発明は、上記第1から第6のいずれかの発明の特定事項に加え、前記加温用ノズルに供給する高圧気体を加熱する携行可能な手段を有することを特徴とするものである。
【0020】
この発明では、加温ノズルから噴出させる高圧気体を噴出直前に加熱することができ、加熱した高圧気体が冷えてしまうことの防止手段を施す長さを短くしたり、不要にすることができる。したがって、軽量かつ安価に作製することができる。
【0021】
上記課題を解決する塗装装置の第8の発明は、上記第1から第7のいずれかの発明の特定事項に加え、前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の背面側に保持する、当該塗料の吹付面積よりも大きな面積を有する網状部材を備えることを特徴とするものである。
【0022】
この発明では、例えば、鉄塔を塗装する場合のように、被塗装面が狭くその背面側が開放されている場合でも、その被塗装面の背面側に網状部材を位置させて、被塗装面からはみ出る塗料を捕捉することができる。したがって、被塗装面以外に塗料が付着してしまうことを少なくすることができる。
【0023】
上記課題を解決する塗装方法の第1の発明は、塗料を被塗装面に付着させて塗装する塗装方法であって、被塗装面に塗料を付着させる直前に、該被塗装面に高温気体を吹き付けることを特徴としている。
【0024】
この発明では、高温気体を被塗装面に吹き付けることにより、その被塗装面をある程度乾燥させてから、塗料を吹き付けたり、塗料を刷毛やローラなどで塗り付けることにより、被塗装面を塗装することができる。したがって、霧雨や降雨直後で湿っている鉄塔などの屋外の被塗装面であっても、乾燥させてから塗装することができ、雨が止んでから被塗装面が自然に乾くのを待つことなく塗装作業を開始して終了することができる。
【0025】
上記課題を解決する塗装方法の第2の発明は、上記第1の発明の特定事項に加え、前記塗料を携行可能なタンク内に貯留して該タンク内から供給して被塗装面に吹き付けることを特徴としている。
【0026】
この発明では、乾燥させた被塗装面に吹き付けて付着させる塗料を携行するタンクから供給することができ、その塗料の供給経路を短くすることができる。したがって、塗料を無駄なく使用することができ、また、その供給経路途中で乾燥固化してしまうことを回避する処理を容易に行うことができる。
【0027】
上記課題を解決する塗装方法の第3の発明は、上記第1または第2の発明の特定事項に加え、前記塗料とは別に被塗装面に吹き付ける高温気体を、該被塗装面に吹き付ける直前に加熱することを特徴としている。
【0028】
この発明では、被塗装面に吹き付ける高圧気体を直前に加熱することができ、加熱した高圧気体が冷えてしまうことの防止手段を施す長さを短くしたり、不要にすることができる。したがって、軽量かつ安価に作製することができる。
【発明の効果】
【0029】
このように本発明によれば、高温気体を被塗装面に吹き付けることにより、その被塗装面をある程度乾燥させてから塗装することができるので、多少濡れている状態の鉄塔などの屋外の被塗装面であっても、乾燥させつつ塗装することができ、雨が止んでから被塗装面が自然に乾くのを待つことなく塗装作業を開始して終了することができる。したがって、多少の水分が残っている被塗装面でも塗料を品質よく付着させて塗装することができる。この結果、できるだけ予定通りに塗装作業を行うことができるようにして作業効率を向上させることができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の最良の実施形態を図面に基づいて説明する。図1〜図9は本発明に係る塗装装置の一実施形態を示す図である。
【0031】
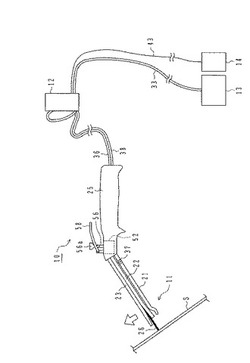
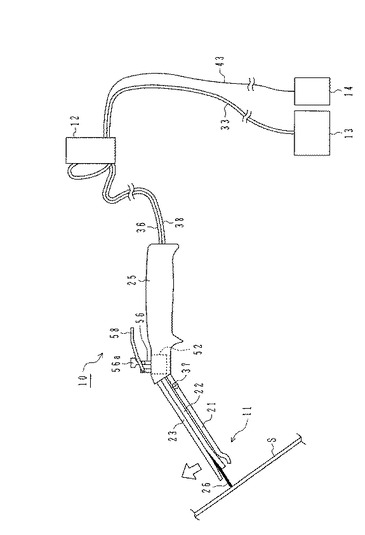
図1において、塗装装置10は、被塗装面Sに向けて塗料を高圧空気により噴霧状にして吹き付けるノズル部11と、その塗料を貯留してノズル部11に供給するタンク部12と、高圧気体として圧縮空気をノズル部11に供給するコンプレッサー13と、装置各部に必要な電力を発電・供給する発電機14と、を備えている。
【0032】
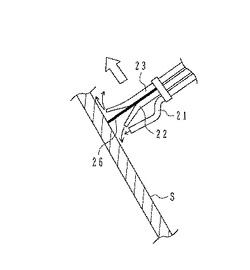
ノズル部11は、図2に示すように、塗料を噴出する塗料用ノズル21と、高圧気体を噴出する吹付用ノズル22と、を備えており、この塗料用ノズル21と吹付用ノズル22は、作業者が操作・作業する際に把持するグリップ部25から平行に延長されてそれぞれの先端を接近させる状態に固定されている。
【0033】
これにより、ノズル部11は、一般的な塗装装置と同様に、塗料用ノズル21から噴出される塗料を吹付用ノズル22から噴出される圧縮空気により吹飛ばして噴霧状にしつつ被塗装面Sに向けて吹き付けることで、その被塗装面Sを塗装することができる。
【0034】
また、ノズル部11は、その塗料用ノズル21と吹付用ノズル22に加えて、高温気体を噴出する加温用ノズル23を備えており、この加温用ノズル23は、塗料用ノズル21および吹付用ノズル22と略平行に設置されているとともに、その先端がノズル21、22よりも被塗装面Sに接近するように延長されている。
【0035】
これにより、ノズル部11は、塗料用ノズル21と吹付用ノズル22が被塗装面Sに向けて噴霧状の塗料を吹き付けて塗装する箇所の近傍に、加温用ノズル23から高温気体をできるだけ温度低下させてしまうことなく噴出させて吹き付けることができ、例えば、図中に矢印で示すように、加温用ノズル23が先行するように移動させて塗料用ノズル21と吹付用ノズル22により塗装箇所を塗装する作業を行って、その塗装箇所を加温用ノズル23から噴出させる高温気体により塗装直前に乾燥させつつ、塗料を吹き付けて被塗装面Sを塗装する塗装方法を実行することができる。
【0036】
このノズル部11は、塗料用ノズル21および吹付用ノズル22の塗装用ノズル21、22の塗料側と、加温用ノズル23の高温気体側との間を仕切るように仕切り板26が設けられており、また、その吹付用ノズル22による圧縮空気の噴出方向(塗装用ノズル21、22による塗料の吹付方向)と、加温用ノズル23による高温気体の噴出方向とがその仕切り板26を間にして離反するように、その仕切り板26からそれぞれ離隔する方向に傾斜している。
【0037】
これにより、このノズル部11は、被塗装面Sに向って吹き付ける高温気体が干渉して塗料を吹き飛ばすなどしてしまうことなく、効果的に被塗装面Sに高温気体を吹き付けて乾燥させるとともに、その被塗装面Sに噴霧状にした塗料を吹き付けて付着・塗装することができ、品質よく塗装作業を行うことができる。
【0038】
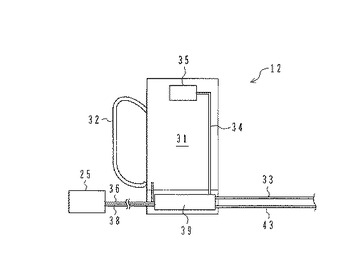
タンク部12は、図3に示すように、本体内の容量を略占有してある程度の塗料を貯留する貯留部31が内装されており、肩ベルト32により作業者が背負うことにより現場に携行して作業することができるように設計されている。このタンク部12は、コンプレッサー13から延長させて引き廻す導入ホース33を介する圧縮空気を内蔵ホース34に分岐させてその貯留部31内に導入または遮断することによりその貯留部31内を設定圧力程度に維持する加圧器35を内装させており、その貯留部31内の塗料を塗料ホース36を介してグリップ部25側(ノズル21側)に吐出して供給するようになっている。
【0039】
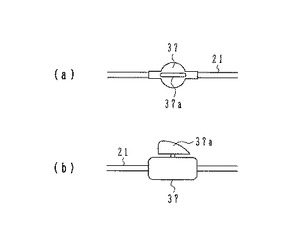
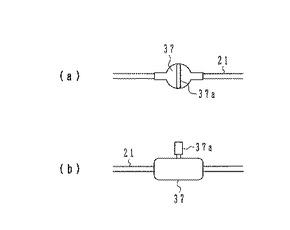
これにより、タンク部12は、塗料ホース36の長さを不必要に長くすることなく、グリップ部25の塗料用ノズル21に供給する塗料を直ちに噴出させることができ、作業終了後にその塗料ホース36内から塗料を回収・除去などする作業を容易に行って、塗料ホース36内に残留する塗料が乾燥固化してしまうことを回避することができる。なお、塗料用ノズル21には、グリップ部25側にコック37が取り付けられており、このコック37は、図4に示すように、そのツマミ37aを回転させて塗料用ノズル21の延在方向(塗料の流出方向)と平行に合わせることにより内部の流路を開放して貯留部31内の塗料の供給(噴出)を許容することができ、また、図5に示すように、そのツマミ37aを塗料用ノズル21の延在方向に直交させることにより内部の不図示の流路を遮断して貯留部31内の塗料の供給を禁止することができる。
【0040】
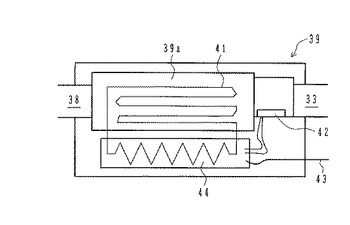
また、このタンク部12は、図6に示すように、コンプレッサー13からの圧縮空気を導入する導入ホース33が接続されているとともに、グリップ部25側にその圧縮空気を吐出する吐出ホース38の接続されている流路部39が貯留部31の下部に配設されている。この流路部39には、この流路空間39a内を通過する圧縮空気を加熱する電気ヒータ41と、導入ホース33との接続箇所を通過する風量を検出する風量センサ42と、この風量センサ42による検出情報(風量)に基づいて発電機14からの電線43を介する電力供給を制御して電気ヒータ41の発熱を調整するヒートコントローラ44と、が設置されており、コンプレッサー13から導入ホース33を介して供給される圧縮空気を予め設定されている所望の温度に加熱することにより高温気体として吐出ホース38を介してグリップ部25側(ノズル22、23側)に供給するようになっている。
【0041】
これにより、このタンク部12は、吐出ホース38の長さを不必要に長くすることなく、グリップ部25の加温用ノズル23などに供給する圧縮空気を噴出直前に加熱することができ、その加温用ノズル23から噴出させる前に、圧縮空気が冷えてしまうことを少なくすることができるとともに、その圧縮空気が冷えてしまうことを防止する断熱材などを不必要に取り付けることを回避することができる。なお、本実施形態では、吐出ホース38の下流側に吹付用ノズル22と加温用ノズル23を接続して加熱した圧縮空気を分配供給しているが、これに限るものではなく、加温用ノズル23に供給する圧縮空気のみを加熱するようにしてもよいことは言うまでもない。
【0042】
そして、この塗装装置10は、タンク部12からの吐出ホース38と塗料ホース36とをグリップ部25に内蔵させてノズル部11の塗料用ノズル21、吹付用ノズル22および加温用ノズル23に接続させており、塗料ホース36は、タンク部12の貯留部31からの塗料を塗料用ノズル21に供給可能に直接接続される一方、吐出ホース38は、吹付用ノズル22と加温用ノズル23とでタンク部12の流路部39からの加熱されている圧縮空気を共用可能に分配弁51を介してそのノズル22、23に接続されている。
【0043】
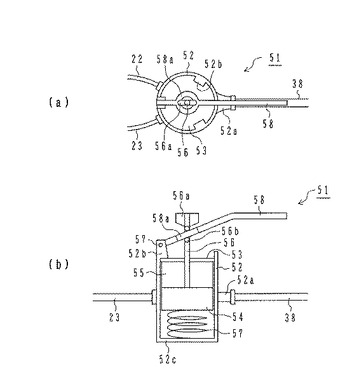
この分配弁51は、図7に示すように、円筒部材52と、閉止部材53と、弁部材54と、分割部材55と、切換部材56と、スプリング部材57と、レバー部材58とを組み立てることにより構築されている。
【0044】
円筒部材52は、有底の円筒形状に形成されており、その内部空間に連通するように吹付用ノズル22、加温用ノズル23および吐出ホース38が接続されている。この円筒部材52は、吹付用ノズル22と加温用ノズル23が外周方向に離隔する箇所の外面に直付け接続されて内部空間に連通される一方、吐出ホース38は、その吹付用ノズル22と加温用ノズル23の接続箇所中央に対して軸心を中心にする反対側の外面に形成されている接続部52aに接続することにより内部空間に連通されている。この接続部52aは、円筒部材52との連続部分がその外周方向に幅広になるように形成されており、後述する分割部材55により吐出ホース38からの圧縮空気の吐出流路を2分割可能にその円筒部材52の円筒内壁に開口している。なお、吹付用ノズル22と加温用ノズル23は、円筒部材52に直付けして接続するのではなく、吐出ホース38と同様に、接続部を介して接続するようにしてもよいことは言うまでもない。
【0045】
閉止部材53は、この円筒部材52の内筒壁面に、例えば、ゴム材料などの外周縁を密接させる肉薄の円盤形状に形成されており、その円筒部材52の上部開口を気密に閉止するようにその内筒壁面に密接しつつ摺接することにより上下方向に移動可能に、また周方向に回転可能に収容されている。この閉止部材53は、円筒部材52の上部開口縁部から内側に突出しているストッパ52bにより衝止させることによってその円筒部材52内から外れてしまうことがないように収容されている。
【0046】
弁部材54は、この閉止部材53と同様に、円筒部材52の内筒壁面に外周面を密接させるように、例えば、ゴム材料などを肉厚の円盤形状に形成することにより作製されており、その閉止部材53との間に形成する空間を気密に閉止するようにその円筒部材52の内筒壁面に密接しつつ摺接することにより上下方向に移動可能に、また周方向に回転可能に収容されている。なお、この弁部材54は、円筒部材52の底部52cに不図示の空気抜きが開口していることにより、その底部52c方向に移動することができる。
【0047】
分割部材55は、閉止部材53と弁部材54の双方の直径に一致するように固設されて円筒部材52の内筒壁面に、例えば、ゴム材料などの外側辺を密接させる板形状に形成されており、その閉止部材53と弁部材54の間に形成される空間を気密に2分割するようにその円筒部材52の内筒壁面に密接しつつその内筒壁面に摺接することにより閉止部材53および弁部材54と一体に上下方向に移動可能に、また周方向に回転可能に収容されている。
【0048】
切換部材56は、閉止部材53の中心から軸心に一致して上面側外方に突出する棒状材料により作製されており、その先端側には把持する摘み形状部56aが形成されている。この切換部材56は、その閉止部材53と一体に固設されていることにより、弁部材54と分割部材55とも一体になっており、その摘み形状部56aを摘んで回転させることにより円筒部材52内に収容された状態のこれらの部材53〜55を回転させることができる。
【0049】
スプリング部材57は、円筒部材52の底部52cと弁部材54との間に、その弁部材54を上方に付勢するように介装されており、分配弁51が操作されていない状態のときには、その付勢力により閉止部材53を円筒部材52のストッパ52bに衝止させる状態にして、弁部材54をその円筒部材52の吹付用ノズル22、加温用ノズル23および吐出ホース38(接続部52a)との接続箇所に位置させる。
【0050】
レバー部材58は、円筒部材52の開口縁(ストッパ52b)を上方に延長させた一対の板部材59間に一端側が回動自在に軸支されており、切換部材56に対応する位置にはその切換部材56を貫通させるリング形状部58aが形成されている。このレバー部材58は、回動するリング形状部58aに切換部材56が干渉してその回動を妨げられることがないようにそのリング形状部58aの内径が設定されているとともに、その棒状の切換部材56に固設されて直交方向に延在する支持部材56bにリング形状部58aが閉止部材53から離隔する位置に支持されている。
【0051】
これにより、分配弁51は、レバー部材58を押下されることなく、弁部材54がスプリング部材57の付勢力により上方に付勢されている状態では、その弁部材54が円筒部材52の吹付用ノズル22、加温用ノズル23および吐出ホース38との接続箇所に位置することにより、その吐出ホース38から吹付用ノズル22や加温用ノズル23への連通を遮断して圧縮空気の供給を禁止することができる。
【0052】
さらに、この分配弁51は、摘み形状部56aを摘んで切換部材56を分割部材55(閉止部材53、弁部材54)と共に回転させるとともに、レバー部材58を押下して弁部材54をスプリング部材57の付勢力に抗して下方に移動させることができ、その分割部材55を円筒部材52の吹付用ノズル22、加温用ノズル23および吐出ホース38との接続箇所に位置させることができる。
【0053】
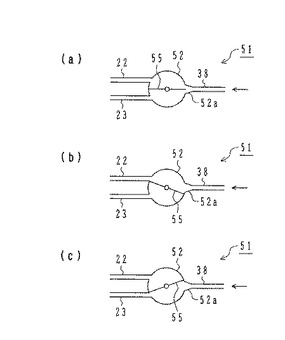
このとき、図8(a)に示すように、その分割部材55が吐出ホース38の接続部52aの中心に位置する場合には、その分割部材55の両側で吐出ホース38を吹付用ノズル22と加温用ノズル23の双方に連通させることができ、その吐出ホース38から吹付用ノズル22と加温用ノズル23の双方に圧縮空気を供給することにより、加温用ノズル23から高温の圧縮空気を塗装する直前に吹き付けて被塗装面Sを乾燥させつつ、吹付用ノズル22からの圧縮空気によって塗料用ノズル21からの塗料を噴霧状にして被塗装面Sに吹き付けて塗装することができる。
【0054】
また、図8(b)または図8(c)に示すように、その分割部材55が吐出ホース38の接続部52aの側方に位置する場合には、その分割部材55の一面側で吐出ホース38を吹付用ノズル22または加温用ノズル23の一方に連通させることができる。例えば、図8(b)に示すように、その吐出ホース38から吹付用ノズル22のみに圧縮空気を供給する際には、既に乾燥している被塗装面Sに吹付用ノズル22からの圧縮空気によって塗料用ノズル21からの塗料を噴霧状にして吹き付けて塗装することができる。一方、図8(c)に示すように、その吐出ホース38から加温用ノズル23のみに圧縮空気を供給する際には、直ぐに乾燥させることができない程度に濡れている被塗装面Sに加温用ノズル23からの高温の圧縮空気を吹き付けて予め乾燥させる作業を行ったり、その被塗装面Sの清掃などを行うことができる。
【0055】
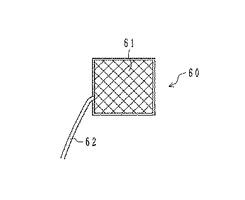
また、この塗装装置10は、図9に示すように、メッシュ部材61と、操作棒62と、を有する防汚道具60を備えている。この防汚道具60のメッシュ部材61は、吹付用ノズル22からの圧縮空気によって塗料用ノズル21からの塗料を噴霧状にして吹き付けるその塗料を捕捉することができる程度の番手の網状部材により作製されており、その噴霧状の塗料により塗装可能な領域よりも大面積に形成されている。また、操作棒62は、そのメッシュ部材61に連設された棒状部材により作製されており、そのメッシュ部材61をその被塗装面S付近に位置させることができる程度の長さに作製されている。
【0056】
これにより、この塗装装置10では、例えば、屋外の建造物である鉄塔の外装塗装を塗り直す際には、その鉄塔の骨材の背面側にメッシュ部材61が位置するように操作棒62を把持しつつ、その鉄塔の被塗装面Sを塗装することができ、そのときに被塗装面Sに吹き付けられていない塗料をそのメッシュ部材61で受けて周囲が汚染されてしまうことを回避することができる。
【0057】
このように本実施形態においては、ノズル部11の塗料用ノズル21と吹付用ノズル22により噴霧状にした塗料を被塗装面Sに吹き付けて塗装する直前に、加温用ノズル23から高温の圧縮空気をその被塗装面Sに吹き付けて乾燥させることができ、霧雨や降雨直後で多少湿っている鉄塔などの屋外の被塗装面Sであっても、例えば、雨が止んだ後の翌日まで乾燥するのを待つことなく、その塗装作業を開始することができる。したがって、多少の水分が残っている被塗装面Sでも乾燥させた状態にして塗料を品質よく付着させて効率よく塗装作業を行うことができ、鉄塔のように停電などのスケジュールを変更することが難しい場合でも、できるだけ予定通りに塗装作業を行うことができる。
【0058】
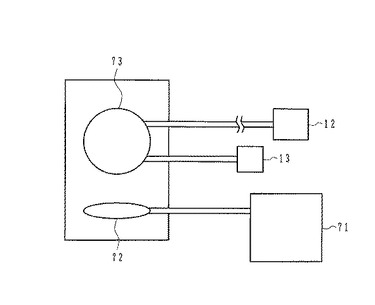
本実施形態の他の態様としては、タンク部12の流路部39内で圧縮空気を加熱するのではなく、図10に示すように、LPガスボンベ71から供給するガスをガスコンロ72で燃焼させて熱交換器73を通過するコンプレッサー13からの圧縮空気を加熱するようにして、遠隔位置の作業現場に供給するようにしてもよい。しかるに、この場合には、その現場まで圧縮空気を供給する導入ホース33に断熱機能を持たせる必要があるため、本実施形態のように構成するのが好ましい。
【0059】
また、図示することは省略するが、タンク部12の貯留部31内をコンプレッサー13からの圧縮空気により加圧するのではなく、所謂、手押しポンプを搭載することにより、あるいは、電動式ポンプを搭載することにより、その貯留部31内の圧力を上昇させるようにしてもよいことは言うまでもない。
【0060】
さらに、本実施形態では、塗料も被塗装面Sに吹き付けて塗装する場合を一例に説明するが、これに限るものではなく、例えば、塗料を刷毛やローラなどで塗り付けることにより被塗装面を塗装する場合にも適用することができ、その被塗装面を刷毛やローラなどで塗装する直前に高温の圧縮空気(窒素ガスなど他の気体でもよいことは言うまでもない)を吹き付けて乾燥させる塗装方法を行ってもよい。この場合にも、本実施形態と同様の作用効果を得ることができる。
【産業上の利用可能性】
【0061】
これまで本発明の一実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術的思想の範囲内において種々異なる形態にて実施されてよいことは言うまでもない。
【図面の簡単な説明】
【0062】
【図1】本発明に係る塗装装置の一実施形態を示す図であり、その概略全体構成を示す概念図である。
【図2】その要部を示す一部拡大側面図である。
【図3】その要部を示す透視側面図である。
【図4】その要部の開時の状態を示す図であり、(a)はその正面図、(b)はその平面図である。
【図5】その要部の閉時の状態を示す図であり、(a)はその正面図、(b)はその平面図である。
【図6】その要部の回路構成を示す概念図である。
【図7】その要部の構造を示す図であり、(a)はその透視立面図、(b)はその平面図である。
【図8】その図7に示す要部の切換状態を示す図であり、(a)は塗装と乾燥の双方を行う場合を示す透視平面図、(b)は塗装のみを行う場合を示す透視平面図、(c)は乾燥のみを行う場合を示す透視平面図である。
【図9】その付属道具を示す正面図である。
【図10】その他の態様を示す概念構成図である。
【符号の説明】
【0063】
10……塗装装置 11……ノズル部 12……タンク部 13……コンプレッサー 14……発電機 21……塗料用ノズル 22……吹付用ノズル 23……加温用ノズル 25……グリップ部 26……仕切り板 31……貯留部 32……肩ベルト 33……導入ホース 34……内蔵ホース 35……加圧器 36……塗料ホース 37……コック 38……吐出ホース 39……流路部 39a……流路空間 41……電気ヒータ 42……風量センサ 43……電線 44……ヒートコントローラ 51……分配弁 52……円筒部材 52a……接続部 52b……ストッパ 52c……底部 53……閉止部材 54……弁部材 55……分割部材 56……切換部材 56a……摘み形状部 56b……支持部材 57……スプリング部材 58……レバー部材 58a……リング形状部 60……防汚道具 61……メッシュ部材 62……操作棒 71……LPガスボンベ 72……ガスコンロ 73……熱交換器
【技術分野】
【0001】
本発明は、塗装装置および塗装方法に関し、詳しくは、屋外などにおいて被塗装面が乾燥するのを待つことなく塗装作業を開始することのできるものに関する。
【背景技術】
【0002】
従来、屋外などの建造物は、防錆処理と共に美観のために、その表面に塗料を塗り付ける塗装を施しているが、この塗装(塗料)は径時劣化することから定期的に塗り直す必要がある。
【0003】
ここで、被塗装面に塗料を付着させて塗装する作業としては、刷毛やローラなどに塗料を含ませて塗り付けるのが一般的であるが、近年には、例えば、自動車などの外装に対して塗料をスプレーガンなどで吹き付けることにより塗装することが行われている(例えば、特許文献1参照)。
【特許文献1】特開2007−14912号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、このような従来の塗装にあっては、刷毛やローラなどにより塗料を塗り付けるにしても、また、塗料をスプレーガンなどで吹き付けるにしても、その塗料を付着させる被塗装面がある程度乾燥している必要があり、降雨中や降雨直後のように、被塗装面が湿っているような場合には、塗装がムラになってしまい、十分な防錆効果を得ることができないとともに、所望の美観も得ることができない。
【0005】
しかるに、例えば、鉄塔などの塗装作業を行う際には、安全のために停電させた状態で作業する必要があり、送電先にも事情があることから停電の予定を簡単に変えることは難しい。このため、作業予定日には多少の降雨があった場合でも、その被塗装面が乾くのを待って後日に作業を行うのではなく、少なくとも降雨直後にでも塗装作業を始めたい、という強い要望がある。
【0006】
そこで、本発明は、できるだけ予定通りに塗装作業を進めることができるようにするために、多少の水分が残っている被塗装面に対しても塗装できるようにして、作業効率の優れる塗装装置や塗装方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記課題を解決する塗装装置の第1の発明は、塗料を噴出する塗料用ノズルと、高圧気体を噴出する吹付用ノズルとを備えて、塗料と共に高圧気体を被塗装面に吹き付けて塗装する塗装装置であって、高温気体を被塗装面に吹き付ける加温用ノズルを有することを特徴とするものである。
【0008】
この発明では、加温用ノズルから高温気体を被塗装面に吹き付けることによりその被塗装面をある程度乾燥させてから、吹付用ノズルから噴出する高圧気体に連れられて塗料用ノズルから噴出させる塗料を、その被塗装面に吹き付けて付着させることができる。したがって、霧雨や降雨直後で湿っている鉄塔などの屋外の被塗装面であっても、高温気体により乾燥させてから塗料を吹き付けて塗装することができ、雨が止んでから被塗装面が自然に乾くのを待つことなく塗装作業を開始して終了することができる。
【0009】
上記課題を解決する塗装装置の第2の発明は、上記第1の発明の特定事項に加え、前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の近傍に、高温気体を吹き付けるように加温用ノズルが設けられていることを特徴とするものである。
【0010】
この発明では、塗装用ノズル(吹付用ノズルおよび塗料用ノズル)により塗料を吹き付ける被塗装面の近傍箇所に、加温用ノズルから高温気体を吹き付けて乾燥させることができる。したがって、高温気体を吹き付けて乾燥させた後に、再度、濡れてしまうことなく、塗料を付着させることができ、信頼性高く高品質の塗装作業を行うことができる。
【0011】
上記課題を解決する塗装装置の第3の発明は、上記第1または第2の発明の特定事項に加え、前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルと加温用ノズルとの間に、当該ノズルの先端側から吹付方向に延長されている仕切り板を有することを特徴とするものである。
【0012】
この発明では、塗装用ノズル(吹付用ノズルおよび塗料用ノズル)による塗料の吹付と、加温用ノズルによる高温気体の吹付との間に仕切り板を介在させることができ、塗装用ノズルにより吹き付けられる塗料が加温用ノズルから噴出させる高温気体により飛散してしまうことを防止することができる。したがって、塗料を効率よく被塗装面に吹き付けて塗装することができる。
【0013】
上記課題を解決する塗装装置の第4の発明は、上記第3の発明の特定事項に加え、前記塗装用ノズルと加温用ノズルの吹付方向を、それぞれ仕切り板から離隔する方向に傾斜させていることを特徴とするものである。
【0014】
この発明では、塗装用ノズル(吹付用ノズルおよび塗料用ノズル)による塗料と、加温用ノズルによる高温気体とが仕切り板から離隔する方向にそれぞれ吹き付けられて、塗料が高温気体により飛散してしまうことをより確実に防止することができる。したがって、塗料をより効率よく被塗装面に吹き付けて塗装することができる。
【0015】
上記課題を解決する塗装装置の第5の発明は、上記第1から第4のいずれかの発明の特定事項に加え、前記塗料を携行可能なタンク内に貯留して該タンク内から塗料用ノズルに供給することを特徴とするものである。
【0016】
この発明では、塗料用ノズルから噴出させる塗料を、携行するタンクから供給することができ、その塗料の供給経路を短くすることができる。したがって、塗料を無駄なく使用することができ、また、その供給経路途中で乾燥固化してしまうことを回避する処理を容易に行うことができる。
【0017】
上記課題を解決する塗装装置の第6の発明は、上記第1から第5のいずれかの発明の特定事項に加え、前記吹付用ノズルと加温用ノズルの双方に高圧気体を供給する手段を有して、該高圧気体の供給先を吹付用ノズルまたは加温用ノズルの一方あるいは双方に切り替える手段を備えることを特徴とするものである。
【0018】
この発明では、吹付用ノズルと加温用ノズルに供給する高圧気体の発生手段を共通にすることができ、また、その高圧気体の供給先を切り替えることにより、塗料と高温気体の双方を被塗装面に吹き付けるだけでなく、塗料のみを被塗装面に吹き付けたり、高温気体のみを被塗装面に吹き付けることもできる。したがって、乾燥している被塗装面への塗装作業を行う際にも利用することができるとともに、濡れている表面を乾燥させるのみの作業を行う際にも利用することができる。
【0019】
上記課題を解決する塗装装置の第7の発明は、上記第1から第6のいずれかの発明の特定事項に加え、前記加温用ノズルに供給する高圧気体を加熱する携行可能な手段を有することを特徴とするものである。
【0020】
この発明では、加温ノズルから噴出させる高圧気体を噴出直前に加熱することができ、加熱した高圧気体が冷えてしまうことの防止手段を施す長さを短くしたり、不要にすることができる。したがって、軽量かつ安価に作製することができる。
【0021】
上記課題を解決する塗装装置の第8の発明は、上記第1から第7のいずれかの発明の特定事項に加え、前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の背面側に保持する、当該塗料の吹付面積よりも大きな面積を有する網状部材を備えることを特徴とするものである。
【0022】
この発明では、例えば、鉄塔を塗装する場合のように、被塗装面が狭くその背面側が開放されている場合でも、その被塗装面の背面側に網状部材を位置させて、被塗装面からはみ出る塗料を捕捉することができる。したがって、被塗装面以外に塗料が付着してしまうことを少なくすることができる。
【0023】
上記課題を解決する塗装方法の第1の発明は、塗料を被塗装面に付着させて塗装する塗装方法であって、被塗装面に塗料を付着させる直前に、該被塗装面に高温気体を吹き付けることを特徴としている。
【0024】
この発明では、高温気体を被塗装面に吹き付けることにより、その被塗装面をある程度乾燥させてから、塗料を吹き付けたり、塗料を刷毛やローラなどで塗り付けることにより、被塗装面を塗装することができる。したがって、霧雨や降雨直後で湿っている鉄塔などの屋外の被塗装面であっても、乾燥させてから塗装することができ、雨が止んでから被塗装面が自然に乾くのを待つことなく塗装作業を開始して終了することができる。
【0025】
上記課題を解決する塗装方法の第2の発明は、上記第1の発明の特定事項に加え、前記塗料を携行可能なタンク内に貯留して該タンク内から供給して被塗装面に吹き付けることを特徴としている。
【0026】
この発明では、乾燥させた被塗装面に吹き付けて付着させる塗料を携行するタンクから供給することができ、その塗料の供給経路を短くすることができる。したがって、塗料を無駄なく使用することができ、また、その供給経路途中で乾燥固化してしまうことを回避する処理を容易に行うことができる。
【0027】
上記課題を解決する塗装方法の第3の発明は、上記第1または第2の発明の特定事項に加え、前記塗料とは別に被塗装面に吹き付ける高温気体を、該被塗装面に吹き付ける直前に加熱することを特徴としている。
【0028】
この発明では、被塗装面に吹き付ける高圧気体を直前に加熱することができ、加熱した高圧気体が冷えてしまうことの防止手段を施す長さを短くしたり、不要にすることができる。したがって、軽量かつ安価に作製することができる。
【発明の効果】
【0029】
このように本発明によれば、高温気体を被塗装面に吹き付けることにより、その被塗装面をある程度乾燥させてから塗装することができるので、多少濡れている状態の鉄塔などの屋外の被塗装面であっても、乾燥させつつ塗装することができ、雨が止んでから被塗装面が自然に乾くのを待つことなく塗装作業を開始して終了することができる。したがって、多少の水分が残っている被塗装面でも塗料を品質よく付着させて塗装することができる。この結果、できるだけ予定通りに塗装作業を行うことができるようにして作業効率を向上させることができる。
【発明を実施するための最良の形態】
【0030】
以下、本発明の最良の実施形態を図面に基づいて説明する。図1〜図9は本発明に係る塗装装置の一実施形態を示す図である。
【0031】
図1において、塗装装置10は、被塗装面Sに向けて塗料を高圧空気により噴霧状にして吹き付けるノズル部11と、その塗料を貯留してノズル部11に供給するタンク部12と、高圧気体として圧縮空気をノズル部11に供給するコンプレッサー13と、装置各部に必要な電力を発電・供給する発電機14と、を備えている。
【0032】
ノズル部11は、図2に示すように、塗料を噴出する塗料用ノズル21と、高圧気体を噴出する吹付用ノズル22と、を備えており、この塗料用ノズル21と吹付用ノズル22は、作業者が操作・作業する際に把持するグリップ部25から平行に延長されてそれぞれの先端を接近させる状態に固定されている。
【0033】
これにより、ノズル部11は、一般的な塗装装置と同様に、塗料用ノズル21から噴出される塗料を吹付用ノズル22から噴出される圧縮空気により吹飛ばして噴霧状にしつつ被塗装面Sに向けて吹き付けることで、その被塗装面Sを塗装することができる。
【0034】
また、ノズル部11は、その塗料用ノズル21と吹付用ノズル22に加えて、高温気体を噴出する加温用ノズル23を備えており、この加温用ノズル23は、塗料用ノズル21および吹付用ノズル22と略平行に設置されているとともに、その先端がノズル21、22よりも被塗装面Sに接近するように延長されている。
【0035】
これにより、ノズル部11は、塗料用ノズル21と吹付用ノズル22が被塗装面Sに向けて噴霧状の塗料を吹き付けて塗装する箇所の近傍に、加温用ノズル23から高温気体をできるだけ温度低下させてしまうことなく噴出させて吹き付けることができ、例えば、図中に矢印で示すように、加温用ノズル23が先行するように移動させて塗料用ノズル21と吹付用ノズル22により塗装箇所を塗装する作業を行って、その塗装箇所を加温用ノズル23から噴出させる高温気体により塗装直前に乾燥させつつ、塗料を吹き付けて被塗装面Sを塗装する塗装方法を実行することができる。
【0036】
このノズル部11は、塗料用ノズル21および吹付用ノズル22の塗装用ノズル21、22の塗料側と、加温用ノズル23の高温気体側との間を仕切るように仕切り板26が設けられており、また、その吹付用ノズル22による圧縮空気の噴出方向(塗装用ノズル21、22による塗料の吹付方向)と、加温用ノズル23による高温気体の噴出方向とがその仕切り板26を間にして離反するように、その仕切り板26からそれぞれ離隔する方向に傾斜している。
【0037】
これにより、このノズル部11は、被塗装面Sに向って吹き付ける高温気体が干渉して塗料を吹き飛ばすなどしてしまうことなく、効果的に被塗装面Sに高温気体を吹き付けて乾燥させるとともに、その被塗装面Sに噴霧状にした塗料を吹き付けて付着・塗装することができ、品質よく塗装作業を行うことができる。
【0038】
タンク部12は、図3に示すように、本体内の容量を略占有してある程度の塗料を貯留する貯留部31が内装されており、肩ベルト32により作業者が背負うことにより現場に携行して作業することができるように設計されている。このタンク部12は、コンプレッサー13から延長させて引き廻す導入ホース33を介する圧縮空気を内蔵ホース34に分岐させてその貯留部31内に導入または遮断することによりその貯留部31内を設定圧力程度に維持する加圧器35を内装させており、その貯留部31内の塗料を塗料ホース36を介してグリップ部25側(ノズル21側)に吐出して供給するようになっている。
【0039】
これにより、タンク部12は、塗料ホース36の長さを不必要に長くすることなく、グリップ部25の塗料用ノズル21に供給する塗料を直ちに噴出させることができ、作業終了後にその塗料ホース36内から塗料を回収・除去などする作業を容易に行って、塗料ホース36内に残留する塗料が乾燥固化してしまうことを回避することができる。なお、塗料用ノズル21には、グリップ部25側にコック37が取り付けられており、このコック37は、図4に示すように、そのツマミ37aを回転させて塗料用ノズル21の延在方向(塗料の流出方向)と平行に合わせることにより内部の流路を開放して貯留部31内の塗料の供給(噴出)を許容することができ、また、図5に示すように、そのツマミ37aを塗料用ノズル21の延在方向に直交させることにより内部の不図示の流路を遮断して貯留部31内の塗料の供給を禁止することができる。
【0040】
また、このタンク部12は、図6に示すように、コンプレッサー13からの圧縮空気を導入する導入ホース33が接続されているとともに、グリップ部25側にその圧縮空気を吐出する吐出ホース38の接続されている流路部39が貯留部31の下部に配設されている。この流路部39には、この流路空間39a内を通過する圧縮空気を加熱する電気ヒータ41と、導入ホース33との接続箇所を通過する風量を検出する風量センサ42と、この風量センサ42による検出情報(風量)に基づいて発電機14からの電線43を介する電力供給を制御して電気ヒータ41の発熱を調整するヒートコントローラ44と、が設置されており、コンプレッサー13から導入ホース33を介して供給される圧縮空気を予め設定されている所望の温度に加熱することにより高温気体として吐出ホース38を介してグリップ部25側(ノズル22、23側)に供給するようになっている。
【0041】
これにより、このタンク部12は、吐出ホース38の長さを不必要に長くすることなく、グリップ部25の加温用ノズル23などに供給する圧縮空気を噴出直前に加熱することができ、その加温用ノズル23から噴出させる前に、圧縮空気が冷えてしまうことを少なくすることができるとともに、その圧縮空気が冷えてしまうことを防止する断熱材などを不必要に取り付けることを回避することができる。なお、本実施形態では、吐出ホース38の下流側に吹付用ノズル22と加温用ノズル23を接続して加熱した圧縮空気を分配供給しているが、これに限るものではなく、加温用ノズル23に供給する圧縮空気のみを加熱するようにしてもよいことは言うまでもない。
【0042】
そして、この塗装装置10は、タンク部12からの吐出ホース38と塗料ホース36とをグリップ部25に内蔵させてノズル部11の塗料用ノズル21、吹付用ノズル22および加温用ノズル23に接続させており、塗料ホース36は、タンク部12の貯留部31からの塗料を塗料用ノズル21に供給可能に直接接続される一方、吐出ホース38は、吹付用ノズル22と加温用ノズル23とでタンク部12の流路部39からの加熱されている圧縮空気を共用可能に分配弁51を介してそのノズル22、23に接続されている。
【0043】
この分配弁51は、図7に示すように、円筒部材52と、閉止部材53と、弁部材54と、分割部材55と、切換部材56と、スプリング部材57と、レバー部材58とを組み立てることにより構築されている。
【0044】
円筒部材52は、有底の円筒形状に形成されており、その内部空間に連通するように吹付用ノズル22、加温用ノズル23および吐出ホース38が接続されている。この円筒部材52は、吹付用ノズル22と加温用ノズル23が外周方向に離隔する箇所の外面に直付け接続されて内部空間に連通される一方、吐出ホース38は、その吹付用ノズル22と加温用ノズル23の接続箇所中央に対して軸心を中心にする反対側の外面に形成されている接続部52aに接続することにより内部空間に連通されている。この接続部52aは、円筒部材52との連続部分がその外周方向に幅広になるように形成されており、後述する分割部材55により吐出ホース38からの圧縮空気の吐出流路を2分割可能にその円筒部材52の円筒内壁に開口している。なお、吹付用ノズル22と加温用ノズル23は、円筒部材52に直付けして接続するのではなく、吐出ホース38と同様に、接続部を介して接続するようにしてもよいことは言うまでもない。
【0045】
閉止部材53は、この円筒部材52の内筒壁面に、例えば、ゴム材料などの外周縁を密接させる肉薄の円盤形状に形成されており、その円筒部材52の上部開口を気密に閉止するようにその内筒壁面に密接しつつ摺接することにより上下方向に移動可能に、また周方向に回転可能に収容されている。この閉止部材53は、円筒部材52の上部開口縁部から内側に突出しているストッパ52bにより衝止させることによってその円筒部材52内から外れてしまうことがないように収容されている。
【0046】
弁部材54は、この閉止部材53と同様に、円筒部材52の内筒壁面に外周面を密接させるように、例えば、ゴム材料などを肉厚の円盤形状に形成することにより作製されており、その閉止部材53との間に形成する空間を気密に閉止するようにその円筒部材52の内筒壁面に密接しつつ摺接することにより上下方向に移動可能に、また周方向に回転可能に収容されている。なお、この弁部材54は、円筒部材52の底部52cに不図示の空気抜きが開口していることにより、その底部52c方向に移動することができる。
【0047】
分割部材55は、閉止部材53と弁部材54の双方の直径に一致するように固設されて円筒部材52の内筒壁面に、例えば、ゴム材料などの外側辺を密接させる板形状に形成されており、その閉止部材53と弁部材54の間に形成される空間を気密に2分割するようにその円筒部材52の内筒壁面に密接しつつその内筒壁面に摺接することにより閉止部材53および弁部材54と一体に上下方向に移動可能に、また周方向に回転可能に収容されている。
【0048】
切換部材56は、閉止部材53の中心から軸心に一致して上面側外方に突出する棒状材料により作製されており、その先端側には把持する摘み形状部56aが形成されている。この切換部材56は、その閉止部材53と一体に固設されていることにより、弁部材54と分割部材55とも一体になっており、その摘み形状部56aを摘んで回転させることにより円筒部材52内に収容された状態のこれらの部材53〜55を回転させることができる。
【0049】
スプリング部材57は、円筒部材52の底部52cと弁部材54との間に、その弁部材54を上方に付勢するように介装されており、分配弁51が操作されていない状態のときには、その付勢力により閉止部材53を円筒部材52のストッパ52bに衝止させる状態にして、弁部材54をその円筒部材52の吹付用ノズル22、加温用ノズル23および吐出ホース38(接続部52a)との接続箇所に位置させる。
【0050】
レバー部材58は、円筒部材52の開口縁(ストッパ52b)を上方に延長させた一対の板部材59間に一端側が回動自在に軸支されており、切換部材56に対応する位置にはその切換部材56を貫通させるリング形状部58aが形成されている。このレバー部材58は、回動するリング形状部58aに切換部材56が干渉してその回動を妨げられることがないようにそのリング形状部58aの内径が設定されているとともに、その棒状の切換部材56に固設されて直交方向に延在する支持部材56bにリング形状部58aが閉止部材53から離隔する位置に支持されている。
【0051】
これにより、分配弁51は、レバー部材58を押下されることなく、弁部材54がスプリング部材57の付勢力により上方に付勢されている状態では、その弁部材54が円筒部材52の吹付用ノズル22、加温用ノズル23および吐出ホース38との接続箇所に位置することにより、その吐出ホース38から吹付用ノズル22や加温用ノズル23への連通を遮断して圧縮空気の供給を禁止することができる。
【0052】
さらに、この分配弁51は、摘み形状部56aを摘んで切換部材56を分割部材55(閉止部材53、弁部材54)と共に回転させるとともに、レバー部材58を押下して弁部材54をスプリング部材57の付勢力に抗して下方に移動させることができ、その分割部材55を円筒部材52の吹付用ノズル22、加温用ノズル23および吐出ホース38との接続箇所に位置させることができる。
【0053】
このとき、図8(a)に示すように、その分割部材55が吐出ホース38の接続部52aの中心に位置する場合には、その分割部材55の両側で吐出ホース38を吹付用ノズル22と加温用ノズル23の双方に連通させることができ、その吐出ホース38から吹付用ノズル22と加温用ノズル23の双方に圧縮空気を供給することにより、加温用ノズル23から高温の圧縮空気を塗装する直前に吹き付けて被塗装面Sを乾燥させつつ、吹付用ノズル22からの圧縮空気によって塗料用ノズル21からの塗料を噴霧状にして被塗装面Sに吹き付けて塗装することができる。
【0054】
また、図8(b)または図8(c)に示すように、その分割部材55が吐出ホース38の接続部52aの側方に位置する場合には、その分割部材55の一面側で吐出ホース38を吹付用ノズル22または加温用ノズル23の一方に連通させることができる。例えば、図8(b)に示すように、その吐出ホース38から吹付用ノズル22のみに圧縮空気を供給する際には、既に乾燥している被塗装面Sに吹付用ノズル22からの圧縮空気によって塗料用ノズル21からの塗料を噴霧状にして吹き付けて塗装することができる。一方、図8(c)に示すように、その吐出ホース38から加温用ノズル23のみに圧縮空気を供給する際には、直ぐに乾燥させることができない程度に濡れている被塗装面Sに加温用ノズル23からの高温の圧縮空気を吹き付けて予め乾燥させる作業を行ったり、その被塗装面Sの清掃などを行うことができる。
【0055】
また、この塗装装置10は、図9に示すように、メッシュ部材61と、操作棒62と、を有する防汚道具60を備えている。この防汚道具60のメッシュ部材61は、吹付用ノズル22からの圧縮空気によって塗料用ノズル21からの塗料を噴霧状にして吹き付けるその塗料を捕捉することができる程度の番手の網状部材により作製されており、その噴霧状の塗料により塗装可能な領域よりも大面積に形成されている。また、操作棒62は、そのメッシュ部材61に連設された棒状部材により作製されており、そのメッシュ部材61をその被塗装面S付近に位置させることができる程度の長さに作製されている。
【0056】
これにより、この塗装装置10では、例えば、屋外の建造物である鉄塔の外装塗装を塗り直す際には、その鉄塔の骨材の背面側にメッシュ部材61が位置するように操作棒62を把持しつつ、その鉄塔の被塗装面Sを塗装することができ、そのときに被塗装面Sに吹き付けられていない塗料をそのメッシュ部材61で受けて周囲が汚染されてしまうことを回避することができる。
【0057】
このように本実施形態においては、ノズル部11の塗料用ノズル21と吹付用ノズル22により噴霧状にした塗料を被塗装面Sに吹き付けて塗装する直前に、加温用ノズル23から高温の圧縮空気をその被塗装面Sに吹き付けて乾燥させることができ、霧雨や降雨直後で多少湿っている鉄塔などの屋外の被塗装面Sであっても、例えば、雨が止んだ後の翌日まで乾燥するのを待つことなく、その塗装作業を開始することができる。したがって、多少の水分が残っている被塗装面Sでも乾燥させた状態にして塗料を品質よく付着させて効率よく塗装作業を行うことができ、鉄塔のように停電などのスケジュールを変更することが難しい場合でも、できるだけ予定通りに塗装作業を行うことができる。
【0058】
本実施形態の他の態様としては、タンク部12の流路部39内で圧縮空気を加熱するのではなく、図10に示すように、LPガスボンベ71から供給するガスをガスコンロ72で燃焼させて熱交換器73を通過するコンプレッサー13からの圧縮空気を加熱するようにして、遠隔位置の作業現場に供給するようにしてもよい。しかるに、この場合には、その現場まで圧縮空気を供給する導入ホース33に断熱機能を持たせる必要があるため、本実施形態のように構成するのが好ましい。
【0059】
また、図示することは省略するが、タンク部12の貯留部31内をコンプレッサー13からの圧縮空気により加圧するのではなく、所謂、手押しポンプを搭載することにより、あるいは、電動式ポンプを搭載することにより、その貯留部31内の圧力を上昇させるようにしてもよいことは言うまでもない。
【0060】
さらに、本実施形態では、塗料も被塗装面Sに吹き付けて塗装する場合を一例に説明するが、これに限るものではなく、例えば、塗料を刷毛やローラなどで塗り付けることにより被塗装面を塗装する場合にも適用することができ、その被塗装面を刷毛やローラなどで塗装する直前に高温の圧縮空気(窒素ガスなど他の気体でもよいことは言うまでもない)を吹き付けて乾燥させる塗装方法を行ってもよい。この場合にも、本実施形態と同様の作用効果を得ることができる。
【産業上の利用可能性】
【0061】
これまで本発明の一実施形態について説明したが、本発明は上述の実施形態に限定されず、その技術的思想の範囲内において種々異なる形態にて実施されてよいことは言うまでもない。
【図面の簡単な説明】
【0062】
【図1】本発明に係る塗装装置の一実施形態を示す図であり、その概略全体構成を示す概念図である。
【図2】その要部を示す一部拡大側面図である。
【図3】その要部を示す透視側面図である。
【図4】その要部の開時の状態を示す図であり、(a)はその正面図、(b)はその平面図である。
【図5】その要部の閉時の状態を示す図であり、(a)はその正面図、(b)はその平面図である。
【図6】その要部の回路構成を示す概念図である。
【図7】その要部の構造を示す図であり、(a)はその透視立面図、(b)はその平面図である。
【図8】その図7に示す要部の切換状態を示す図であり、(a)は塗装と乾燥の双方を行う場合を示す透視平面図、(b)は塗装のみを行う場合を示す透視平面図、(c)は乾燥のみを行う場合を示す透視平面図である。
【図9】その付属道具を示す正面図である。
【図10】その他の態様を示す概念構成図である。
【符号の説明】
【0063】
10……塗装装置 11……ノズル部 12……タンク部 13……コンプレッサー 14……発電機 21……塗料用ノズル 22……吹付用ノズル 23……加温用ノズル 25……グリップ部 26……仕切り板 31……貯留部 32……肩ベルト 33……導入ホース 34……内蔵ホース 35……加圧器 36……塗料ホース 37……コック 38……吐出ホース 39……流路部 39a……流路空間 41……電気ヒータ 42……風量センサ 43……電線 44……ヒートコントローラ 51……分配弁 52……円筒部材 52a……接続部 52b……ストッパ 52c……底部 53……閉止部材 54……弁部材 55……分割部材 56……切換部材 56a……摘み形状部 56b……支持部材 57……スプリング部材 58……レバー部材 58a……リング形状部 60……防汚道具 61……メッシュ部材 62……操作棒 71……LPガスボンベ 72……ガスコンロ 73……熱交換器
【特許請求の範囲】
【請求項1】
塗料を噴出する塗料用ノズルと、高圧気体を噴出する吹付用ノズルとを備えて、塗料と共に高圧気体を被塗装面に吹き付けて塗装する塗装装置であって、
高温気体を被塗装面に吹き付ける加温用ノズルを有することを特徴とする塗装装置。
【請求項2】
前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の近傍に、高温気体を吹き付けるように加温用ノズルが設けられていることを特徴とする請求項1に記載の塗装装置。
【請求項3】
前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルと加温用ノズルとの間に、当該ノズルの先端側から吹付方向に延長されている仕切り板を有することを特徴とする請求項1または2に記載の塗装装置。
【請求項4】
前記塗装用ノズルと加温用ノズルの吹付方向を、それぞれ仕切り板から離隔する方向に傾斜させていることを特徴とする請求項3に記載の塗装装置。
【請求項5】
前記塗料を携行可能なタンク内に貯留して該タンク内から塗料用ノズルに供給することを特徴とする請求項1から4のいずれかに記載の塗装装置。
【請求項6】
前記吹付用ノズルと加温用ノズルの双方に高圧気体を供給する手段を有して、該高圧気体の供給先を吹付用ノズルまたは加温用ノズルの一方あるいは双方に切り替える手段を備えることを特徴とする請求項1から5のいずれかに記載の塗装装置。
【請求項7】
前記加温用ノズルに供給する高圧気体を加熱する携行可能な手段を有することを特徴とする請求項1から6のいずれかに記載の塗装装置。
【請求項8】
前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の背面側に保持する、当該塗料の吹付面積よりも大きな面積を有する網状部材を備えることを特徴とする請求項1から7のいずれかに記載の塗装装置。
【請求項9】
塗料を被塗装面に付着させて塗装する塗装方法であって、
被塗装面に塗料を付着させる直前に、該被塗装面に高温気体を吹き付けることを特徴とする塗装方法。
【請求項10】
前記塗料を携行可能なタンク内に貯留して該タンク内から供給して被塗装面に吹き付けることを特徴とする請求項9に記載の塗装方法。
【請求項11】
前記塗料とは別に被塗装面に吹き付ける高温気体を、該被塗装面に吹き付ける直前に加熱することを特徴とする請求項9または10に記載の塗装方法。
【請求項1】
塗料を噴出する塗料用ノズルと、高圧気体を噴出する吹付用ノズルとを備えて、塗料と共に高圧気体を被塗装面に吹き付けて塗装する塗装装置であって、
高温気体を被塗装面に吹き付ける加温用ノズルを有することを特徴とする塗装装置。
【請求項2】
前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の近傍に、高温気体を吹き付けるように加温用ノズルが設けられていることを特徴とする請求項1に記載の塗装装置。
【請求項3】
前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルと加温用ノズルとの間に、当該ノズルの先端側から吹付方向に延長されている仕切り板を有することを特徴とする請求項1または2に記載の塗装装置。
【請求項4】
前記塗装用ノズルと加温用ノズルの吹付方向を、それぞれ仕切り板から離隔する方向に傾斜させていることを特徴とする請求項3に記載の塗装装置。
【請求項5】
前記塗料を携行可能なタンク内に貯留して該タンク内から塗料用ノズルに供給することを特徴とする請求項1から4のいずれかに記載の塗装装置。
【請求項6】
前記吹付用ノズルと加温用ノズルの双方に高圧気体を供給する手段を有して、該高圧気体の供給先を吹付用ノズルまたは加温用ノズルの一方あるいは双方に切り替える手段を備えることを特徴とする請求項1から5のいずれかに記載の塗装装置。
【請求項7】
前記加温用ノズルに供給する高圧気体を加熱する携行可能な手段を有することを特徴とする請求項1から6のいずれかに記載の塗装装置。
【請求項8】
前記塗料用ノズルおよび吹付用ノズルの塗装用ノズルによる塗料の吹付箇所の背面側に保持する、当該塗料の吹付面積よりも大きな面積を有する網状部材を備えることを特徴とする請求項1から7のいずれかに記載の塗装装置。
【請求項9】
塗料を被塗装面に付着させて塗装する塗装方法であって、
被塗装面に塗料を付着させる直前に、該被塗装面に高温気体を吹き付けることを特徴とする塗装方法。
【請求項10】
前記塗料を携行可能なタンク内に貯留して該タンク内から供給して被塗装面に吹き付けることを特徴とする請求項9に記載の塗装方法。
【請求項11】
前記塗料とは別に被塗装面に吹き付ける高温気体を、該被塗装面に吹き付ける直前に加熱することを特徴とする請求項9または10に記載の塗装方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2008−284481(P2008−284481A)
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願番号】特願2007−133019(P2007−133019)
【出願日】平成19年5月18日(2007.5.18)
【出願人】(000211307)中国電力株式会社 (6,505)
【Fターム(参考)】
【公開日】平成20年11月27日(2008.11.27)
【国際特許分類】
【出願日】平成19年5月18日(2007.5.18)
【出願人】(000211307)中国電力株式会社 (6,505)
【Fターム(参考)】
[ Back to top ]