
塗装装置および塗装方法
【課題】塗料詰まりを無くすこと。
【解決手段】塗料タンク2を加圧して塗装ガン4まで塗料を圧送して塗装を行い、塗装を終えると塗料の流路に洗浄液と圧縮気体を交互に流して洗浄することとした。
これにより、塗料の供給配管中にポンプを介在させないので、ポンプの塗料詰まりを防ぐことができる。その上、洗浄液だけの洗浄では沈殿物が配管内に残り、圧縮気体だけの洗浄では配管内の塗料が乾いて残る恐れがあるところ、洗浄液と圧縮気体を交互に流すことにより、配管内の沈殿物や乾いた付着物を十分に洗浄し、詰まりを防ぐことができる。
【解決手段】塗料タンク2を加圧して塗装ガン4まで塗料を圧送して塗装を行い、塗装を終えると塗料の流路に洗浄液と圧縮気体を交互に流して洗浄することとした。
これにより、塗料の供給配管中にポンプを介在させないので、ポンプの塗料詰まりを防ぐことができる。その上、洗浄液だけの洗浄では沈殿物が配管内に残り、圧縮気体だけの洗浄では配管内の塗料が乾いて残る恐れがあるところ、洗浄液と圧縮気体を交互に流すことにより、配管内の沈殿物や乾いた付着物を十分に洗浄し、詰まりを防ぐことができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塗装装置および塗装方法に関し、特に、塗料配管や塗装ガンの内部で塗料が詰まるのを防ぐことができる塗装装置と方法に関するものである。
【背景技術】
【0002】
従来から、詰まりやすい塗料を使って塗装を繰り返すと、配管の内部や塗装ガンのノズルで塗料が詰まり、正常な塗装ができなくなることがあった。
【0003】
詰まりやすい塗料として、例えば、水系ジンクリッチペイントがある。
水系ジンクリッチペイントは、顔料として亜鉛末を多く含み、亜鉛系プライマとして広く使われている。その特徴のひとつとして、塗料の流れが止まると、亜鉛末が沈んで堆積することが挙げられる。
そのため、断続的に塗装を繰り返す場合のように、配管内で塗料の流れが止まる場合には、堆積した亜鉛末で流路が塞がってしまう。
【0004】
このような水系ジンクリッチペイントの詰まりを防ぐ塗装装置として、塗料タンクから塗装ガンへの塗料供給配管(往路)に加えて、塗装ガンから塗料タンクへの塗料戻り配管(復路)を設けて、塗料タンクと塗装ガンの間でポンプを使って塗料を循環させ、その上、塗装ガンの姿勢を塗装中に変える塗装装置が開示されている。(例えば、特許文献1参照)
【0005】
また、水系ジンクリッチペイントを使う塗装方法として、塗装対象物(鋳鉄管)を予め加熱する塗装方法も開示されている。(例えば、特許文献2参照)
これは、塗膜を早く乾かして効率良くライン塗装を行うためのものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−246353号公報
【特許文献2】特開平8−141498号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、塗料の戻り配管を設けて塗料を循環させても、塗装ガン内部の流路の全てに亘って、つまり、塗料の吐出口まで含めて、塗料を循環させることは出来ないので、塗料が滞留する部分が残り、亜鉛末の堆積や凝固が発生する。
また、ポンプ内部の滞留部分に亜鉛末が堆積して詰まり、ポンプの作動不良を招く恐れもある。
さらに、塗装ガンの姿勢(取り付け角度)を塗装中に変えることは、構造や制御の複雑化を招き、好ましくない。
【0008】
また、塗装対象物を予熱した場合、塗装ガンの先端に熱を受け、そこに残留する塗料が短時間で乾いて凝固するため、詰まりが一層発生しやすくなる。
【0009】
本発明は、水系ジンクリッチペイントなどの詰まり易い塗料を使っても、簡単な構成で確実に塗料詰まりを防ぐことができる塗装装置および方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明の塗装装置は、塗料を撹拌するとともにタンク内が大気圧より高く加圧された塗料タンクと、前記塗料タンクと第1の弁機構を流通可能につなぐ第1の塗料管と、前記第1の弁機構と塗装ガンをつなぐとともに第1の弁機構を開くと前記第1の塗料管と流通可能になる第2の塗料管と、前記第2の塗料管に第2の弁機構が接続され、その第2の弁機構と第3の弁機構をつなぐとともに前記第2の弁機構を開くと前記第2の塗料管と流通可能になる洗浄配管と、前記第3の弁機構と洗浄液の供給源をつなぐとともに前記第3の弁機構を開くと前記洗浄配管と流通可能になる洗浄液管と、前記洗浄配管に第4の弁機構が接続され、その第4の弁機構と圧縮気体の供給源をつなぐとともに前記第4の弁機構を開くと前記洗浄配管と流通可能になる噴気管を備えた構成とした。
これにより、加圧した塗料タンクから塗装ガンまで塗料を圧送し、塗料の供給配管にポンプを介在させないから、ポンプの塗料詰まりが発生しない。その上、各弁機構を切り替えることで、洗浄液や圧縮気体を第2の塗料管から塗装ガンまで流して管内を洗浄することができる。
【0011】
また、本発明の塗装装置は、前記第1の塗料管が鉛直方向に直線状に配置された構成を採ることができる。
これにより、洗浄液や圧縮気体による洗浄を行わない第1の塗料管の内部で顔料の沈降が起きても管内には堆積しにくい。
【0012】
さらに、本発明の塗装装置は、前記第1の弁機構と第2の弁機構のふたつか、あるいは、前記第3の弁機構と第4の弁機構のふたつ、の少なくとも何れかのふたつの弁機構を一台の三方弁で併せ持たせた構成を採ることができる。
これにより、配管機器が少なく済み、装置や制御の複雑化を防ぐことができる。その上、第1の弁機構と第2の弁機構のふたつの弁機構を併せ持つ三方弁を備えた場合は、第1の弁機構と第2の弁機構の位置が重なるので、第2の塗料管内の塗料の滞留部分を減らすことができる。
【0013】
さらに、本発明の塗装方法として、前記第1の弁機構を閉じて塗料の流通を止めたときに、第2の弁機構を開けた状態で、第3、第4の弁機構を交互に開閉して第2の塗料管と塗装ガンに洗浄液と圧縮気体を交代で流して洗浄し、塗装を行うときには第2の弁機構を閉じて第1の弁機構を開ける構成を採用できる。
これにより、洗浄液だけでは比重の重い沈殿物が配管内に残り、圧縮気体だけでは配管内側面の塗料が乾いて残る恐れがあるところ、洗浄液と圧縮気体が交互に流れて、沈殿物や乾いた付着物を配管内から洗い流す。
【発明の効果】
【0014】
本発明の塗装装置および塗装方法は、水系ジンクリッチペイントなどの、詰まり易い塗料を使っても、塗料詰まりを確実に防ぐことができる。
【図面の簡単な説明】
【0015】
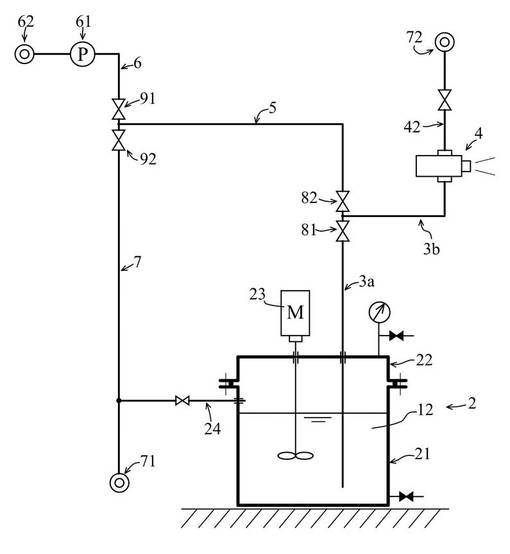
【図1】本発明の第1の実施形態に係る塗装装置の配管図である。
【図2】本発明に係る塗装装置で使用する塗装ガンの断面参考図である。
【図3】塗装時の説明図である。
【図4】洗浄時の説明図で、(a)は洗浄液、(b)は圧縮気体による洗浄を表す。
【図5】本発明の他の実施形態に係る塗装装置の配管図である。
【発明を実施するための形態】
【0016】
以下、本発明に係る第1の実施形態を図1〜3を使って説明する。
【0017】
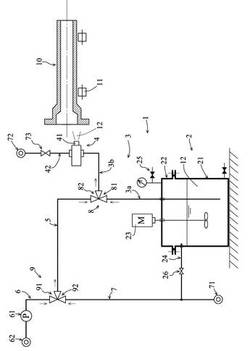
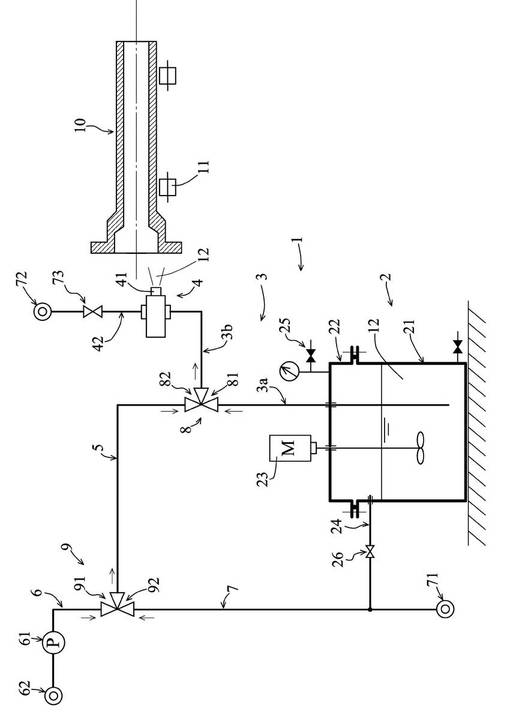
図1は、第1の実施形態に係る塗装装置を説明する図であり、2は塗料タンク、4は塗装ガン、8と9は三方弁、10は塗装対象物の鋳鉄管である。
3は、塗料タンク2から塗装ガン4まで塗料を流す塗料管であり、塗料タンクから三方弁8までをつなぐ第1の塗料管3aと、三方弁8から塗装ガンまでをつなぐ第2の塗料管3bとから構成されている。
5は、三方弁8と9をつなぐ洗浄配管であり、6は、水(洗浄液)の供給源62と三方弁9をつなぐ洗浄液管である。7は、圧縮空気(圧縮気体)の供給源71と三方弁9をつなぐ噴気管である。
【0018】
塗料タンク2は、主にタンク本体21と蓋22で構成され、本体21の中には塗料12(水系ジンクリッチペイント)が貯められている。
タンク本体21の側面(側壁)には、加圧管24が外から差し込まれ、その先端はタンクの中に開口している。差し込み部分には隙間が無く、タンクは気密に保たれている。タンク内には加圧管から圧縮空気が導入され、タンクの内圧は大気圧より高くなっている。
【0019】
蓋22は、ゴムパッキンを介してタンク本体21に気密かつ強固に取り付けられている。この蓋22は、開放弁25を開けてタンクの内圧を下げれば、安全に取り外すことができる。タンク内への塗料の注ぎ足しは、蓋22を開けて行う。
【0020】
タンク本体21は、円形の底板と円筒形の側壁が一体成形されて出来ている。側壁の上部には前述の加圧管24が取り付けられ、下部にはドレン排出用の配管が液密に取り付けられている。加圧管24の先端は、タンク本体内で塗料12の液面より上に開口している。
【0021】
蓋22には、タンク内の塗料をかき混ぜるための撹拌機23が取り付けられている。撹拌機のモータは蓋の上面に載せて取り付けられ、モータから伸びる回転シャフトが蓋を貫通してタンク内に差し込まれている。この回転シャフトはオイルシール等を介して蓋22に気密かつ回転可能に差し込まれている。また、回転シャフトの先は、タンク内の塗料に浸けられ、先端には撹拌翼が固定されている。
【0022】
第1の塗料管3aは真っ直ぐ鉛直方向に伸びる直管であり、蓋22を貫通してタンク内に差し込まれている。この第1の塗料管は、パッキン等を介して蓋に液密に挿通させられ、その先端(下端)は塗料に浸かり、タンク本体の底板近くにある。
蓋22には、開放弁25と圧力計を接続した配管が、タンク内に開口するように液密に取り付けられている。圧力計はタンクの内圧を表示し、開放弁25は、タンク内の圧縮気体を大気に放出するためのものである。
【0023】
第1の塗料管3aの上端は、三方弁8に接続されている。三方弁8は、流体の入口が二箇所と出口を一箇所備えた流路切り替え用バルブである。第1の塗料管3aは、一方の入口に接続されている。出口には第2の塗料管3bの一端が接続され、残る他方の入口には洗浄配管5が接続されている。
ここで、三方弁8の一方の入口と出口の間で構成される流路(すなわち、第1の塗料管3aと第2の塗料管3bをつなぐ流路)の開閉機構を第1の弁機構81とし、他方の入口と出口の間で構成される流路(すなわち、洗浄配管5と第2の塗料管3bをつなぐ流路)の開閉機構を第2の弁機構82とする。なお、第2の塗料管3bの他端は、塗装ガン4の塗料流路につながっている。
【0024】
三方弁8の入口に接続した洗浄配管5は、三方弁9の出口につながっている。この三方弁9の二箇所の入口のうち、一方には洗浄液管6がつながり、他方には噴気管7が接続されている。
ここで、三方弁9の一方の入口と出口の間で構成される流路(すなわち、洗浄液管6と洗浄配管5をつなぐ流路)の開閉機構を第3の弁機構91とし、他方の入口と出口の間で構成される流路(すなわち、噴気管7と洗浄配管5をつなぐ流路)の開閉機構を第4の弁機構92とする。
洗浄液管6は、ポンプ61を介して水(洗浄液)の供給源62につながっている。噴気管7は、圧縮空気(圧縮気体)の供給源71に接続され、途中で分岐して加圧弁26を介して加圧管24に接続されている。
【0025】
塗装ガン4には、流路の開閉と塗料の霧化を行うためのエア配管42が接続されている。エア配管42は作動弁73を介してエア(圧縮空気)の供給源72につながっている。
円筒形の塗装ガン4の先端には、塗料を一定の形(パターン)で吹き出すノズル41が付いている。そのノズル41から管10に向けて塗料12が噴出する。管10は、4基の回転ローラ11に載せられ、予熱で温められたまま、管軸周りに回転している。
【0026】
図2は、塗装ガン4の断面図であり(a)は塗装前、(b)は塗装中の状態を表している。この塗装ガンは、エア(圧縮空気)の吹き出し口と塗料の噴出口が共通する構造となっている。つまり、塗料の流路とエアの流路がガンの内部で合流し、塗料とエアの混合流が同一のノズル吐出口から外に吹き出す型式のものである。
【0027】
塗装前は、エア配管42につながる作動弁73が閉じてエアの供給が無いため、ピストン44はコイルバネ43に押されてノズル41側に付勢され、ピストンの先端部が弁座46に押し当てられている。そのため、第1の塗料管3bからの塗料12の流路がせき止められ、塗料が弁座46を通ってノズルチップ47に流れることはない。(図2(a)参照)
【0028】
塗装を行うときは、作動弁73を開けてエア配管42からエア(圧縮空気)を塗装ガンに供給する。このエアに押されてピストン44がコイルバネ43の付勢力に打ち勝ってノズルから離れる方向に後退する。すると、ピストン44の先端が弁座46から離れて、第1の塗料管3bから供給される塗料12が弁座46を通り抜けてノズルの先から噴出する。また、ピストン44の後退により、エア孔45にエア配管42から供給されるエアが流れ込む。そのまま、エアは、ピストン44の先端から塗料の流れと合流して弁座46を経てノズル41の先から塗料との混合流となって噴出する。(図2(b)参照)
【0029】
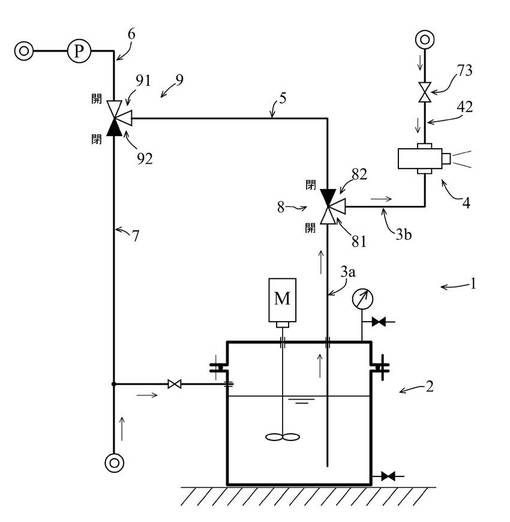
次に、図3と4を使って、塗装や洗浄を行うときの各機器の操作内容と動作を説明する。
まずは、塗料タンク2から塗装ガン4まで塗料12が流れるように、三方弁8を操作する。つまり、第1の塗料管3aと第2の塗料管3bが流通可能に接続されるように、三方弁8を切り替える。これで、第1の弁機構81が開いて、第2の弁機構82が閉まった状態となる。そして、作動弁73を開けて、塗装ガンにエアを供給し、塗装ガン内部の流路を開放すると、塗料が圧送されて塗装を開始する。(図3参照)
【0030】
作動弁73を閉じて塗装を終えると、三方弁8を切り替えて、今度は、洗浄配管5と第2の塗料管3bを流通可能につなぎ、第1の塗料管3aと第2の塗料管3bの接続は遮断する。これで、第1の弁機構81は閉じて、第2の弁機構82が開いた状態となる。
洗浄配管5は、三方弁9を介して洗浄液管6と流通可能につながっている。つまり、第3の弁機構91が開いて、第4の弁機構92は閉じている。
【0031】
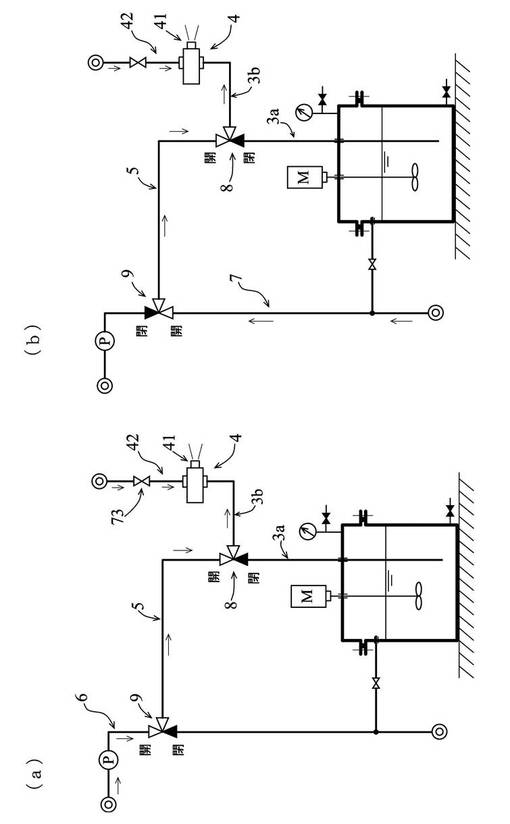
続いて、第2の塗料管3bと塗装ガン4の塗料流路内を洗浄するために、再び、作動弁73を開けて塗装ガン4にエアを供給し、塗装ガン内部の流路を開ける。(図4(a)参照)
すると、洗浄液管6から、三方弁9、洗浄配管5、三方弁8、第2の塗料管3bを通って、水(洗浄液)が塗装ガン4の塗料流路まで流れ込み、エア配管42から供給されるエアと混ざってノズル41の先から噴射される。
しばらく流し続けると、三方弁8や第2の塗料配管3b、塗装ガン4の流路内の残留塗料の大部分が洗い流される。ノズルの先から噴出する洗浄水は、廃液パン(図示無し)で受けて、捨て吹きの廃液として処理される。
【0032】
次に、三方弁9を切り替えて、第3の弁機構91を閉じ、第4の弁機構92を開ける。つまり、洗浄液管6を閉じて代わりに噴気管7と洗浄配管5を流通可能につなぐ。(図4(b)参照)
すると、噴気管7から三方弁9、洗浄配管5、三方弁8、第2の塗料管3bを通って、圧縮空気(圧縮気体)が塗装ガン4の塗料流路にまで流れ込み、エア配管42からのエアと混ざってノズル41の先から吹き出す。
これにより、三方弁8や第2の塗料配管3b、塗装ガン4の流路内の水(洗浄液)や残留塗料が吹き出される。流路内に残留していた塗料や洗浄水とともに塗装ガンのノズルから噴出する液体は、廃液パン(図示無し)で受けて、捨て吹きの廃液として処理される。
【0033】
このように、三方弁9を切り替えて、水(洗浄液)と圧縮空気(圧縮気体)を交互に流し、それを繰り返すと流路内が洗浄され、残留した塗料の堆積で詰まることがない。
【0034】
次に、図5を使って本発明の他の実施形態について説明する。
図5は、図1と同様に本発明に係る塗装装置の配管図であるが、配管の流路を切り替える三方弁を使わず、流路の開閉のみ可能なバルブを複数使用する構成となっている。
三方弁8の代わりに2基のバルブを設け、それぞれ、第1の弁機構81と第2の弁機構82とし、同じく、三方弁9の代わりに2基のバルブを設け、第3の弁機構91と第4の弁機構92とした。
三方弁で流路を切り替える代わりに、2基のバルブの一方を開き、他方を閉じて流路を切り替える。
他の機器や配管の構成・作用については、既述の第1の実施形態と同じであるから、同一の符号を付けて説明は省略する。
【0035】
なお、各実施形態において、塗装ガンは、エアの吹き出し口と塗料の噴出口が共通する構造のものを示したが、エアの吹き出し口と塗料の噴出口が別々に設けられた一般的なエアスプレーの塗装ガンとすることもできる。
【符号の説明】
【0036】
1 塗装装置
2 塗料タンク
3 塗料管
3a 第1の塗料管
3b 第2の塗料管
4 塗装ガン
5 洗浄配管
6 洗浄液管
7 噴気管
8,9 三方弁
81 第1の弁機構(バルブ)
82 第2の弁機構(バルブ)
91 第3の弁機構(バルブ)
92 第4の弁機構(バルブ)
10 塗装対象物(鋳鉄管)
23 撹拌機
24 加圧管
25 開放弁
26 加圧弁
73 作動弁
【技術分野】
【0001】
本発明は、塗装装置および塗装方法に関し、特に、塗料配管や塗装ガンの内部で塗料が詰まるのを防ぐことができる塗装装置と方法に関するものである。
【背景技術】
【0002】
従来から、詰まりやすい塗料を使って塗装を繰り返すと、配管の内部や塗装ガンのノズルで塗料が詰まり、正常な塗装ができなくなることがあった。
【0003】
詰まりやすい塗料として、例えば、水系ジンクリッチペイントがある。
水系ジンクリッチペイントは、顔料として亜鉛末を多く含み、亜鉛系プライマとして広く使われている。その特徴のひとつとして、塗料の流れが止まると、亜鉛末が沈んで堆積することが挙げられる。
そのため、断続的に塗装を繰り返す場合のように、配管内で塗料の流れが止まる場合には、堆積した亜鉛末で流路が塞がってしまう。
【0004】
このような水系ジンクリッチペイントの詰まりを防ぐ塗装装置として、塗料タンクから塗装ガンへの塗料供給配管(往路)に加えて、塗装ガンから塗料タンクへの塗料戻り配管(復路)を設けて、塗料タンクと塗装ガンの間でポンプを使って塗料を循環させ、その上、塗装ガンの姿勢を塗装中に変える塗装装置が開示されている。(例えば、特許文献1参照)
【0005】
また、水系ジンクリッチペイントを使う塗装方法として、塗装対象物(鋳鉄管)を予め加熱する塗装方法も開示されている。(例えば、特許文献2参照)
これは、塗膜を早く乾かして効率良くライン塗装を行うためのものである。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平7−246353号公報
【特許文献2】特開平8−141498号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、塗料の戻り配管を設けて塗料を循環させても、塗装ガン内部の流路の全てに亘って、つまり、塗料の吐出口まで含めて、塗料を循環させることは出来ないので、塗料が滞留する部分が残り、亜鉛末の堆積や凝固が発生する。
また、ポンプ内部の滞留部分に亜鉛末が堆積して詰まり、ポンプの作動不良を招く恐れもある。
さらに、塗装ガンの姿勢(取り付け角度)を塗装中に変えることは、構造や制御の複雑化を招き、好ましくない。
【0008】
また、塗装対象物を予熱した場合、塗装ガンの先端に熱を受け、そこに残留する塗料が短時間で乾いて凝固するため、詰まりが一層発生しやすくなる。
【0009】
本発明は、水系ジンクリッチペイントなどの詰まり易い塗料を使っても、簡単な構成で確実に塗料詰まりを防ぐことができる塗装装置および方法を提供することを課題とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明の塗装装置は、塗料を撹拌するとともにタンク内が大気圧より高く加圧された塗料タンクと、前記塗料タンクと第1の弁機構を流通可能につなぐ第1の塗料管と、前記第1の弁機構と塗装ガンをつなぐとともに第1の弁機構を開くと前記第1の塗料管と流通可能になる第2の塗料管と、前記第2の塗料管に第2の弁機構が接続され、その第2の弁機構と第3の弁機構をつなぐとともに前記第2の弁機構を開くと前記第2の塗料管と流通可能になる洗浄配管と、前記第3の弁機構と洗浄液の供給源をつなぐとともに前記第3の弁機構を開くと前記洗浄配管と流通可能になる洗浄液管と、前記洗浄配管に第4の弁機構が接続され、その第4の弁機構と圧縮気体の供給源をつなぐとともに前記第4の弁機構を開くと前記洗浄配管と流通可能になる噴気管を備えた構成とした。
これにより、加圧した塗料タンクから塗装ガンまで塗料を圧送し、塗料の供給配管にポンプを介在させないから、ポンプの塗料詰まりが発生しない。その上、各弁機構を切り替えることで、洗浄液や圧縮気体を第2の塗料管から塗装ガンまで流して管内を洗浄することができる。
【0011】
また、本発明の塗装装置は、前記第1の塗料管が鉛直方向に直線状に配置された構成を採ることができる。
これにより、洗浄液や圧縮気体による洗浄を行わない第1の塗料管の内部で顔料の沈降が起きても管内には堆積しにくい。
【0012】
さらに、本発明の塗装装置は、前記第1の弁機構と第2の弁機構のふたつか、あるいは、前記第3の弁機構と第4の弁機構のふたつ、の少なくとも何れかのふたつの弁機構を一台の三方弁で併せ持たせた構成を採ることができる。
これにより、配管機器が少なく済み、装置や制御の複雑化を防ぐことができる。その上、第1の弁機構と第2の弁機構のふたつの弁機構を併せ持つ三方弁を備えた場合は、第1の弁機構と第2の弁機構の位置が重なるので、第2の塗料管内の塗料の滞留部分を減らすことができる。
【0013】
さらに、本発明の塗装方法として、前記第1の弁機構を閉じて塗料の流通を止めたときに、第2の弁機構を開けた状態で、第3、第4の弁機構を交互に開閉して第2の塗料管と塗装ガンに洗浄液と圧縮気体を交代で流して洗浄し、塗装を行うときには第2の弁機構を閉じて第1の弁機構を開ける構成を採用できる。
これにより、洗浄液だけでは比重の重い沈殿物が配管内に残り、圧縮気体だけでは配管内側面の塗料が乾いて残る恐れがあるところ、洗浄液と圧縮気体が交互に流れて、沈殿物や乾いた付着物を配管内から洗い流す。
【発明の効果】
【0014】
本発明の塗装装置および塗装方法は、水系ジンクリッチペイントなどの、詰まり易い塗料を使っても、塗料詰まりを確実に防ぐことができる。
【図面の簡単な説明】
【0015】
【図1】本発明の第1の実施形態に係る塗装装置の配管図である。
【図2】本発明に係る塗装装置で使用する塗装ガンの断面参考図である。
【図3】塗装時の説明図である。
【図4】洗浄時の説明図で、(a)は洗浄液、(b)は圧縮気体による洗浄を表す。
【図5】本発明の他の実施形態に係る塗装装置の配管図である。
【発明を実施するための形態】
【0016】
以下、本発明に係る第1の実施形態を図1〜3を使って説明する。
【0017】
図1は、第1の実施形態に係る塗装装置を説明する図であり、2は塗料タンク、4は塗装ガン、8と9は三方弁、10は塗装対象物の鋳鉄管である。
3は、塗料タンク2から塗装ガン4まで塗料を流す塗料管であり、塗料タンクから三方弁8までをつなぐ第1の塗料管3aと、三方弁8から塗装ガンまでをつなぐ第2の塗料管3bとから構成されている。
5は、三方弁8と9をつなぐ洗浄配管であり、6は、水(洗浄液)の供給源62と三方弁9をつなぐ洗浄液管である。7は、圧縮空気(圧縮気体)の供給源71と三方弁9をつなぐ噴気管である。
【0018】
塗料タンク2は、主にタンク本体21と蓋22で構成され、本体21の中には塗料12(水系ジンクリッチペイント)が貯められている。
タンク本体21の側面(側壁)には、加圧管24が外から差し込まれ、その先端はタンクの中に開口している。差し込み部分には隙間が無く、タンクは気密に保たれている。タンク内には加圧管から圧縮空気が導入され、タンクの内圧は大気圧より高くなっている。
【0019】
蓋22は、ゴムパッキンを介してタンク本体21に気密かつ強固に取り付けられている。この蓋22は、開放弁25を開けてタンクの内圧を下げれば、安全に取り外すことができる。タンク内への塗料の注ぎ足しは、蓋22を開けて行う。
【0020】
タンク本体21は、円形の底板と円筒形の側壁が一体成形されて出来ている。側壁の上部には前述の加圧管24が取り付けられ、下部にはドレン排出用の配管が液密に取り付けられている。加圧管24の先端は、タンク本体内で塗料12の液面より上に開口している。
【0021】
蓋22には、タンク内の塗料をかき混ぜるための撹拌機23が取り付けられている。撹拌機のモータは蓋の上面に載せて取り付けられ、モータから伸びる回転シャフトが蓋を貫通してタンク内に差し込まれている。この回転シャフトはオイルシール等を介して蓋22に気密かつ回転可能に差し込まれている。また、回転シャフトの先は、タンク内の塗料に浸けられ、先端には撹拌翼が固定されている。
【0022】
第1の塗料管3aは真っ直ぐ鉛直方向に伸びる直管であり、蓋22を貫通してタンク内に差し込まれている。この第1の塗料管は、パッキン等を介して蓋に液密に挿通させられ、その先端(下端)は塗料に浸かり、タンク本体の底板近くにある。
蓋22には、開放弁25と圧力計を接続した配管が、タンク内に開口するように液密に取り付けられている。圧力計はタンクの内圧を表示し、開放弁25は、タンク内の圧縮気体を大気に放出するためのものである。
【0023】
第1の塗料管3aの上端は、三方弁8に接続されている。三方弁8は、流体の入口が二箇所と出口を一箇所備えた流路切り替え用バルブである。第1の塗料管3aは、一方の入口に接続されている。出口には第2の塗料管3bの一端が接続され、残る他方の入口には洗浄配管5が接続されている。
ここで、三方弁8の一方の入口と出口の間で構成される流路(すなわち、第1の塗料管3aと第2の塗料管3bをつなぐ流路)の開閉機構を第1の弁機構81とし、他方の入口と出口の間で構成される流路(すなわち、洗浄配管5と第2の塗料管3bをつなぐ流路)の開閉機構を第2の弁機構82とする。なお、第2の塗料管3bの他端は、塗装ガン4の塗料流路につながっている。
【0024】
三方弁8の入口に接続した洗浄配管5は、三方弁9の出口につながっている。この三方弁9の二箇所の入口のうち、一方には洗浄液管6がつながり、他方には噴気管7が接続されている。
ここで、三方弁9の一方の入口と出口の間で構成される流路(すなわち、洗浄液管6と洗浄配管5をつなぐ流路)の開閉機構を第3の弁機構91とし、他方の入口と出口の間で構成される流路(すなわち、噴気管7と洗浄配管5をつなぐ流路)の開閉機構を第4の弁機構92とする。
洗浄液管6は、ポンプ61を介して水(洗浄液)の供給源62につながっている。噴気管7は、圧縮空気(圧縮気体)の供給源71に接続され、途中で分岐して加圧弁26を介して加圧管24に接続されている。
【0025】
塗装ガン4には、流路の開閉と塗料の霧化を行うためのエア配管42が接続されている。エア配管42は作動弁73を介してエア(圧縮空気)の供給源72につながっている。
円筒形の塗装ガン4の先端には、塗料を一定の形(パターン)で吹き出すノズル41が付いている。そのノズル41から管10に向けて塗料12が噴出する。管10は、4基の回転ローラ11に載せられ、予熱で温められたまま、管軸周りに回転している。
【0026】
図2は、塗装ガン4の断面図であり(a)は塗装前、(b)は塗装中の状態を表している。この塗装ガンは、エア(圧縮空気)の吹き出し口と塗料の噴出口が共通する構造となっている。つまり、塗料の流路とエアの流路がガンの内部で合流し、塗料とエアの混合流が同一のノズル吐出口から外に吹き出す型式のものである。
【0027】
塗装前は、エア配管42につながる作動弁73が閉じてエアの供給が無いため、ピストン44はコイルバネ43に押されてノズル41側に付勢され、ピストンの先端部が弁座46に押し当てられている。そのため、第1の塗料管3bからの塗料12の流路がせき止められ、塗料が弁座46を通ってノズルチップ47に流れることはない。(図2(a)参照)
【0028】
塗装を行うときは、作動弁73を開けてエア配管42からエア(圧縮空気)を塗装ガンに供給する。このエアに押されてピストン44がコイルバネ43の付勢力に打ち勝ってノズルから離れる方向に後退する。すると、ピストン44の先端が弁座46から離れて、第1の塗料管3bから供給される塗料12が弁座46を通り抜けてノズルの先から噴出する。また、ピストン44の後退により、エア孔45にエア配管42から供給されるエアが流れ込む。そのまま、エアは、ピストン44の先端から塗料の流れと合流して弁座46を経てノズル41の先から塗料との混合流となって噴出する。(図2(b)参照)
【0029】
次に、図3と4を使って、塗装や洗浄を行うときの各機器の操作内容と動作を説明する。
まずは、塗料タンク2から塗装ガン4まで塗料12が流れるように、三方弁8を操作する。つまり、第1の塗料管3aと第2の塗料管3bが流通可能に接続されるように、三方弁8を切り替える。これで、第1の弁機構81が開いて、第2の弁機構82が閉まった状態となる。そして、作動弁73を開けて、塗装ガンにエアを供給し、塗装ガン内部の流路を開放すると、塗料が圧送されて塗装を開始する。(図3参照)
【0030】
作動弁73を閉じて塗装を終えると、三方弁8を切り替えて、今度は、洗浄配管5と第2の塗料管3bを流通可能につなぎ、第1の塗料管3aと第2の塗料管3bの接続は遮断する。これで、第1の弁機構81は閉じて、第2の弁機構82が開いた状態となる。
洗浄配管5は、三方弁9を介して洗浄液管6と流通可能につながっている。つまり、第3の弁機構91が開いて、第4の弁機構92は閉じている。
【0031】
続いて、第2の塗料管3bと塗装ガン4の塗料流路内を洗浄するために、再び、作動弁73を開けて塗装ガン4にエアを供給し、塗装ガン内部の流路を開ける。(図4(a)参照)
すると、洗浄液管6から、三方弁9、洗浄配管5、三方弁8、第2の塗料管3bを通って、水(洗浄液)が塗装ガン4の塗料流路まで流れ込み、エア配管42から供給されるエアと混ざってノズル41の先から噴射される。
しばらく流し続けると、三方弁8や第2の塗料配管3b、塗装ガン4の流路内の残留塗料の大部分が洗い流される。ノズルの先から噴出する洗浄水は、廃液パン(図示無し)で受けて、捨て吹きの廃液として処理される。
【0032】
次に、三方弁9を切り替えて、第3の弁機構91を閉じ、第4の弁機構92を開ける。つまり、洗浄液管6を閉じて代わりに噴気管7と洗浄配管5を流通可能につなぐ。(図4(b)参照)
すると、噴気管7から三方弁9、洗浄配管5、三方弁8、第2の塗料管3bを通って、圧縮空気(圧縮気体)が塗装ガン4の塗料流路にまで流れ込み、エア配管42からのエアと混ざってノズル41の先から吹き出す。
これにより、三方弁8や第2の塗料配管3b、塗装ガン4の流路内の水(洗浄液)や残留塗料が吹き出される。流路内に残留していた塗料や洗浄水とともに塗装ガンのノズルから噴出する液体は、廃液パン(図示無し)で受けて、捨て吹きの廃液として処理される。
【0033】
このように、三方弁9を切り替えて、水(洗浄液)と圧縮空気(圧縮気体)を交互に流し、それを繰り返すと流路内が洗浄され、残留した塗料の堆積で詰まることがない。
【0034】
次に、図5を使って本発明の他の実施形態について説明する。
図5は、図1と同様に本発明に係る塗装装置の配管図であるが、配管の流路を切り替える三方弁を使わず、流路の開閉のみ可能なバルブを複数使用する構成となっている。
三方弁8の代わりに2基のバルブを設け、それぞれ、第1の弁機構81と第2の弁機構82とし、同じく、三方弁9の代わりに2基のバルブを設け、第3の弁機構91と第4の弁機構92とした。
三方弁で流路を切り替える代わりに、2基のバルブの一方を開き、他方を閉じて流路を切り替える。
他の機器や配管の構成・作用については、既述の第1の実施形態と同じであるから、同一の符号を付けて説明は省略する。
【0035】
なお、各実施形態において、塗装ガンは、エアの吹き出し口と塗料の噴出口が共通する構造のものを示したが、エアの吹き出し口と塗料の噴出口が別々に設けられた一般的なエアスプレーの塗装ガンとすることもできる。
【符号の説明】
【0036】
1 塗装装置
2 塗料タンク
3 塗料管
3a 第1の塗料管
3b 第2の塗料管
4 塗装ガン
5 洗浄配管
6 洗浄液管
7 噴気管
8,9 三方弁
81 第1の弁機構(バルブ)
82 第2の弁機構(バルブ)
91 第3の弁機構(バルブ)
92 第4の弁機構(バルブ)
10 塗装対象物(鋳鉄管)
23 撹拌機
24 加圧管
25 開放弁
26 加圧弁
73 作動弁
【特許請求の範囲】
【請求項1】
塗料を撹拌するとともにタンク内が大気圧より高く加圧された塗料タンクと、
前記塗料タンクと第1の弁機構を流通可能につなぐ第1の塗料管と、
前記第1の弁機構と塗装ガンをつなぐとともに第1の弁機構を開くと前記第1の塗料管と流通可能になる第2の塗料管と、
前記第2の塗料管に第2の弁機構が接続され、その第2の弁機構と第3の弁機構をつなぐとともに前記第2の弁機構を開くと前記第2の塗料管と流通可能になる洗浄配管と、
前記第3の弁機構と洗浄液の供給源をつなぐとともに前記第3の弁機構を開くと前記洗浄配管と流通可能になる洗浄液管と、
前記洗浄配管に第4の弁機構が接続され、その第4の弁機構と圧縮気体の供給源をつなぐとともに前記第4の弁機構を開くと前記洗浄配管と流通可能になる噴気管を備えた塗装装置。
【請求項2】
前記第1の塗料管が鉛直方向に直線状に配置されたことを特徴とする請求項1に記載の塗装装置。
【請求項3】
前記第1の弁機構と第2の弁機構のふたつか、あるいは、前記第3の弁機構と第4の弁機構のふたつ、の少なくとも何れかのふたつの弁機構を一台の三方弁で併せ持たせたことを特徴とする請求項1または2に記載の塗装装置。
【請求項4】
請求項1乃至3のいずれかに記載の塗装装置を用いた塗装方法であって、前記第1の弁機構を閉じて塗料の流通を止めたときに、第2の弁機構を開けた状態で、第3、第4の弁機構を交互に開閉して第2の塗料管と塗装ガンに洗浄液と圧縮気体を交代で流して洗浄し、塗装を行うときには第2の弁機構を閉じて第1の弁機構を開けることを特徴とする塗装方法。
【請求項1】
塗料を撹拌するとともにタンク内が大気圧より高く加圧された塗料タンクと、
前記塗料タンクと第1の弁機構を流通可能につなぐ第1の塗料管と、
前記第1の弁機構と塗装ガンをつなぐとともに第1の弁機構を開くと前記第1の塗料管と流通可能になる第2の塗料管と、
前記第2の塗料管に第2の弁機構が接続され、その第2の弁機構と第3の弁機構をつなぐとともに前記第2の弁機構を開くと前記第2の塗料管と流通可能になる洗浄配管と、
前記第3の弁機構と洗浄液の供給源をつなぐとともに前記第3の弁機構を開くと前記洗浄配管と流通可能になる洗浄液管と、
前記洗浄配管に第4の弁機構が接続され、その第4の弁機構と圧縮気体の供給源をつなぐとともに前記第4の弁機構を開くと前記洗浄配管と流通可能になる噴気管を備えた塗装装置。
【請求項2】
前記第1の塗料管が鉛直方向に直線状に配置されたことを特徴とする請求項1に記載の塗装装置。
【請求項3】
前記第1の弁機構と第2の弁機構のふたつか、あるいは、前記第3の弁機構と第4の弁機構のふたつ、の少なくとも何れかのふたつの弁機構を一台の三方弁で併せ持たせたことを特徴とする請求項1または2に記載の塗装装置。
【請求項4】
請求項1乃至3のいずれかに記載の塗装装置を用いた塗装方法であって、前記第1の弁機構を閉じて塗料の流通を止めたときに、第2の弁機構を開けた状態で、第3、第4の弁機構を交互に開閉して第2の塗料管と塗装ガンに洗浄液と圧縮気体を交代で流して洗浄し、塗装を行うときには第2の弁機構を閉じて第1の弁機構を開けることを特徴とする塗装方法。
【図1】


【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−94758(P2013−94758A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−242071(P2011−242071)
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年11月4日(2011.11.4)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
[ Back to top ]