
塗装鋼板
【課題】発熱部品を内蔵する電気・電子機器を触った際の体感温度を低減するのみならず、機器表面の温度が上昇するのを抑制するのに好適な塗装鋼板を提供すること。
【解決手段】本発明の塗装鋼板は、鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする。
【解決手段】本発明の塗装鋼板は、鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発熱部品を内蔵する機器に触った際の体感温度を低減するのみならず、機器表面の温度上昇を抑制するのに好適に用いられる塗装鋼板に関するものである。
【背景技術】
【0002】
電気・電子機器は、その内部に有する発熱部品の発熱により温度が上昇して、その表面(筺体)に触れた際に熱く感じる場合がある。そこで、人が触れても熱く感じ難い金属板を用いて電気・電子機器の筺体を形成し、上記問題を解決しようとする技術がこれまでに開示されている。
【0003】
例えば、特許文献1には、多層形成された塗膜のうち、最上層塗膜を除く少なくとも1つの塗膜に無孔質の中空ビーズを分散させたことを特徴とする塗膜構造が開示されている。
【0004】
しかしながら上記塗膜構造を用いて、電気・電子機器の筺体を形成した場合、機器表面(筺体)に触った際の体感温度は低減できても、機器表面(筺体)自体の温度が上昇するのを十分に抑えられず、酷い場合にはやけどに至ることがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−239577号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記課題を解決するためになされたものであって、発熱部品を内蔵する電気・電子機器を触った際の体感温度を低減するのみならず、機器表面の温度が上昇するのを抑制するのに好適に用い得る塗装鋼板を提供することを課題として掲げた。
【課題を解決するための手段】
【0007】
上記課題を解決することのできた本発明の塗装鋼板は、鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする。
【0008】
本発明の塗装鋼板において、前記樹脂塗膜を有する面が0.8以上の赤外線放射率を示すことや、前記中空粒子が前記樹脂塗膜の樹脂成分100質量部に対し0.25質量部〜10質量部含まれることや、前記中実粒子が前記樹脂塗膜の樹脂成分100質量部に対し0.5質量部〜40質量部含まれることは、好ましい実施態様である。
【0009】
また、前記表面処理膜がさらに樹脂層を含むことも、好ましい実施態様である。
【発明の効果】
【0010】
本発明によれば、加温しても温度が上昇し難く、また加温後に触っても体感温度の低い塗装鋼板を提供することができた。本発明の塗装鋼板を用いて電気・電子機器の筺体を形成することにより、その作動中に触っても熱く感じ難く、またやけどに至り難い、安全な電気・電子機器を提供することができる。
【図面の簡単な説明】
【0011】
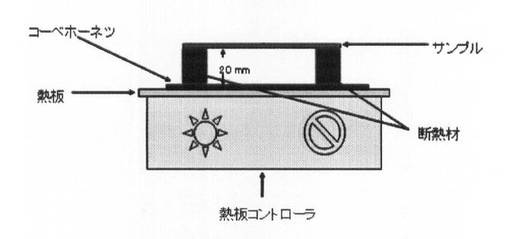
【図1】塗装鋼板の表面温度を測定するための試験装置の概要を表す図である。
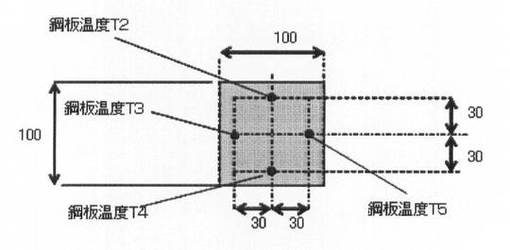
【図2】塗装鋼板の表面温度を測定する箇所を表す図である。
【発明を実施するための形態】
【0012】
本発明の塗装鋼板は、鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする。
【0013】
本発明の塗装鋼板を用いて電気・電子機器の筺体を形成する場合には、樹脂塗膜を有する面(表面)が電気・電子機器の外側(人と接触する側)に配され、表面処理膜を有する面(裏面)が電気・電子機器の内側(発熱部品と対向する側)に配される。
【0014】
以下、本発明の塗装鋼板について詳細に説明する。
【0015】
(鋼板)
本発明で用いる鋼板としては、電子・電気機器の筺体に一般的に用いられる鋼板であれば特に限定されず、これらに単一金属または各種合金のめっきを施しためっき鋼板等であってもよい。具体的には、例えば、熱延鋼板、冷延鋼板、ステンレス鋼板等の鋼板;溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、電気Zn−Ni合金めっき鋼板等のめっき鋼板が挙げられる。
【0016】
鋼板の厚さは特に限定されないが、加工性や強度を考慮して、0.5mm〜1.5mm程度が好ましい。鋼板の厚みが0.5mm未満では剛性が低く、また、1.5mmを超えると質量が大きくなり過ぎ、電気・電子機器の筺体への使用に適さない場合がある。
【0017】
(樹脂塗膜)
本発明の塗装鋼板が有する樹脂塗膜は、その表面粗さ(平均)を1.0μm以上とする。かかる構成の塗装鋼板を用いて電気・電子機器の筺体を形成することにより、機器表面(筺体)に触れた際の体感温度を十分に低減できる。樹脂塗膜の表面粗さは、1.5μm以上が好ましく、2.0μm以上がより好ましい。
【0018】
なお、樹脂塗膜の表面粗さの上限は3.5μmが好ましく、3.0μmがより好ましい。表面粗さが3.5μmを超える樹脂塗膜を用いて電気・電子機器の筺体を構成すると、電気・電子機器を発泡ポリエチレンフィルム等で梱包して運搬する際に、運搬の振動によって電気・電子機器表面(筺体)が梱包材(発泡ポリエチレンフィルム)と擦れて、発泡ポリエチレンの剥離片を発生させる場合がある。
【0019】
(樹脂)
樹脂塗膜を構成する樹脂(バインダー樹脂)としては、特に限定されず、例えば、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、ポリオレフィン系樹脂、フッ素系樹脂、シリコーン系樹脂、エポキシ樹脂、およびこれら樹脂の混合物または変性した樹脂等が挙げられる。硬度、耐磨耗性、防汚性等を考慮すると、有機溶剤可溶型(非晶性)のポリエステル系樹脂が好ましい。
【0020】
ポリエステル系樹脂は、メラミン樹脂等の架橋剤で架橋してもよい。なお、架橋剤は、硬度、耐磨耗性、防汚性等を考慮して、ポリエステル樹脂100質量部に対し、5質量部〜30質量部となるように配合するのが好ましい。
【0021】
(中空粒子、中実粒子)
本発明で用いる中空粒子や中実粒子としては、樹脂塗膜の表面粗さを上記範囲内に調整できるものであれば、特に限定されない。
【0022】
具体的には、例えば、中空粒子としては、ガラスバルーン(中空ガラス);シラスバルーン;シリカ、アルミナ、ジルコニア等のセラミックスバルーン等の中空無機粒子が挙げられる。中でも、ガラスバルーン(中空ガラス)が好ましい。また、中実粒子としては、アクリル樹脂、メタクリル樹脂等の中実有機粒子や、アルミナ、シリカ、炭化ケイ素等のセラミックス粉;ガラスビーズ(中実ガラス粒子)等のガラス粉;アルミニウム粉等の金属粉;クレイ、マイカ等の鉱物粉;等の中実無機粒子が挙げられる。中でも、中実有機粒子やガラスビーズ(中実ガラス粒子)が好ましい。これらの中空粒子及び中実粒子は、単独で用いても、2種以上を組み合わせて用いてもよい。このような中空粒子や中実粒子は市販されている。
【0023】
(樹脂塗膜の厚み、及び、中空粒子や中実粒子の粒径)
樹脂塗膜の厚み、及び中空粒子や中実粒子の粒径の範囲は、樹脂塗膜の平均表面粗さが上記範囲内になれば特に限定されず、下記式(1)を指標として設計すればよい。
【0024】
【数1】

【0025】
式(1)中、Dfは中空粒子や中実粒子(以下、単に「粒子」と称する場合がある)の粒径、tは樹脂塗膜の平均厚み、ρfは粒子の比重、ρは樹脂塗膜の比重であり、tおよびρはそれぞれ下式(2)及び(3)で求める。
【0026】
【数2】
【0027】
【数3】
【0028】
式(2)及び(3)中、Mは樹脂塗膜の質量(単位面積当たり、以下同じ。)、Mfは粒子の質量分率、Mcは放熱性付与剤(後述する)の質量分率、Mrは樹脂の質量分率、ρcは放熱性付与剤の比重、ρrは樹脂の比重である。なお、実施例で製造した樹脂塗膜の式(1)中の値を、表1に記載した。
【0029】
本発明において、樹脂塗膜の厚み(平均)は、具体的には5μm〜50μmが好ましく、5μm〜30μmがより好ましい。厚みが5μm未満の樹脂塗膜を用いて電気・電子機器の筺体を形成した場合には、当該機器に接触した際の体感温度を十分に低減できない虞がある。ただし、樹脂塗膜の厚みが50μmを超えると、塗装鋼板を切断加工する際に、樹脂塗膜の一部が剥離する(詳細には、髪の毛状に樹脂塗膜が剥離する)等の不具合を生ずることがある。
【0030】
中空粒子や中実粒子の粒径は、具体的には1μm〜50μmが好ましく、5μm〜30μmがより好ましい。粒子の粒径が1μm未満では、樹脂塗膜に十分な凹凸(具体的には、表面粗さ1.0μm以上)を付与できない場合がある。また、粒子の粒径が50μmを超える場合には、樹脂塗膜の表面粗さを3.5μm以下に抑えるのに、その厚みを50μm超にする必要が生じる。なお、本発明における粒子の粒径は、カタログ値、または、レーザー回折法(散乱式)による50%体積平均粒子径を意味する。
【0031】
樹脂塗膜中の中空粒子や中実粒子の含有量についても特に限定されるものではないが、中空粒子(例えば、ガラスバルーン(中空ガラス))を用いる場合には、樹脂成分(より詳細には、上記樹脂と架橋剤との合計)100質量部に対して、0.25質量部〜10質量部(より好ましくは0.375質量部〜5質量部)含まれるのが好ましい。また、中実粒子を用いる場合には、樹脂成分100質量部に対して、0.5質量部〜40質量部含まれるのが好ましい。より詳細には、ガラスビーズ(中実ガラス粒子)等の中実無機粒子を用いる場合には、1質量部〜40質量部(より好ましくは1.5質量部〜20質量部)、中実有機粒子を用いる場合には、0.5質量部〜20質量部(より好ましくは0.75質量部〜10質量部)含まれるのが好ましい。粒子の含有量が上記範囲より少ない場合には、樹脂塗膜に十分な表面粗さを付与できない場合がある。また、粒子の含有量を上記範囲より多くしても、樹脂塗膜の表面粗さの向上効果は飽和するため、かえってコスト高となる。用いる粒子の種類に応じて含有量が異なる(詳細には、中実無機粒子、中実有機粒子、中空粒子の順で含有量が少なくなる)のは、樹脂塗膜の表面粗さは、樹脂塗膜中に存在する粒子の体積分率に依存するからであり、したがって、比重の軽い粒子ほど、その含有量を低くしても樹脂塗膜に十分な凹凸を付与できる。
【0032】
(樹脂塗膜を有する面の赤外線放射率)
本発明の塗装鋼板の樹脂塗膜を有する面は、0.8以上(より好ましくは0.83以上)の赤外線放射率を示すのが好ましい。表面が0.8以上の赤外線放射率を示す塗装鋼板を用いて電気・電子機器の筺体を形成すれば、電気・電子機器の内部で発生した熱を筺体(塗装鋼板)が吸収しても、この熱を筺体(塗装鋼板)内から速やかに取り除くことができる。
【0033】
塗装鋼板の樹脂塗膜を有する面の赤外線放射率を0.8以上にする方法としては、特に限定されるものではなく、例えば、樹脂塗膜に、カーボンブラック、アルミナ等の放熱性付与剤を含有させればよい。放熱性付与剤の含有率は、樹脂塗膜100質量%中、1質量%〜20質量%(より好ましくは3質量%〜15質量%)であるのが好ましい。
【0034】
(樹脂塗膜の形成方法)
鋼板表面に樹脂塗膜を形成する方法は、特に限定されず、上記樹脂に、中空粒子や中実粒子、あるいは必要に応じて架橋剤や放熱性付与剤を添加した樹脂組成物を、水あるいは有機溶剤で希釈して塗工に適した粘度に調整した後、バーコーター法、ロールコーター法、スプレー法、カーテンフローコーター法等で、鋼板表面上に塗工し、次いで乾燥する方法が挙げられる。
【0035】
有機溶剤としては、例えば、トルエン、キシレン等の芳香族系炭化水素類;酢酸エチル、酢酸ブチル等の脂肪族エステル類;シクロヘキサン等の脂環族炭化水素類;ヘキサン、ペンタン等の脂肪族炭化水素類等;メチルエチルケトン、シクロヘキサノン等のケトン類等が挙げられる。これらの有機溶剤は、単独で用いても、2種以上を組み合わせて用いてもよい。
【0036】
鋼板表面への樹脂組成物の付着量(固形分)は、5g/m2〜60g/m2とするのが好ましく、7g/m2〜40g/m2とするのがより好ましい。
【0037】
本発明の樹脂塗膜は、鋼板表面に上記樹脂組成物を塗工する前に、上記樹脂(及び、必要に応じて架橋剤や防錆剤)を水、あるいは上記有機溶剤で希釈した樹脂溶液を、上記塗工方法で鋼板表面に塗工して乾燥し、鋼板表面に予め下塗り樹脂層を設けた後、当該樹脂層上に上記樹脂組成物を塗工することにより形成してもよい。かかる場合、本発明の樹脂塗膜は、必要に応じて防錆剤等を含有する樹脂溶液を用いて形成される下塗り樹脂層と、上記樹脂組成物を用いて形成される塗膜(上塗り樹脂層)とから構成される。下塗り樹脂層を設けることにより、樹脂塗膜へ防錆剤等の添加を適宜行える。
【0038】
下塗り樹脂は、下塗り樹脂層を含んで形成される樹脂塗膜を有する面の赤外線放射率が0.8未満とならないように鋼板表面に付着させるのが好ましく、具体的には付着量(固形分)を3g/m2〜13g/m2とするのが好ましい。
【0039】
(化成処理層)
本発明の樹脂塗膜は、鋼板表面に化成処理を施して化成処理層を形成した後、当該化成処理層上に形成するのが好ましい。かかる構成により、鋼板と樹脂塗膜との密着性を向上できる。化成処理方法は特に限定されず、後述する方法が適用できる。化成処理層の付着量は、0.02g/m2〜0.4g/m2(より好ましくは、0.05g/m2〜0.2g/m2)とするのが好ましい。
【0040】
(表面処理膜)
本発明の塗装鋼板は、上記樹脂塗膜を有する面と反対側の面の赤外線放射率を、0.3以下(より好ましくは0.2以下、さらに好ましくは0.1以下)にしている。0.3以下の赤外線放射率を示す面を有する塗装鋼板を用いて電気・電子機器の筺体を形成すれば、電気・電子機器の内部で発生した熱を筺体(塗装鋼板)が吸収するのを抑制でき、筺体(塗装鋼板)が熱くなるのを防ぐことができる。
【0041】
赤外線放射率を0.3以下にする方法としては、鋼板の表面に、リン酸塩処理、黒染め処理、クロメート処理などの化成処理を施して、化成処理層を形成する方法が挙げられる。具体的には、リン酸亜鉛やリン酸マンガンを含む水溶液、クロム酸や重クロム酸を含む水溶液、あるいはアルカリ水溶液を、鋼板表面に塗布した後、焼き付ける方法が挙げられる。その際、化成処理層の付着量が、0.02g/m2〜0.4g/m2(より好ましくは、0.05g/m2〜0.2g/m2)となるように処理するのが好ましい。付着量が0.02g/m2未満では、表面処理膜を有する面の耐食性を十分に向上できない場合がある。また、付着量が0.4g/m2を超えると、表面処理膜を有する面の赤外線放射率が0.3を超える場合があり、また加工時に割れが生じ易くなる。
【0042】
表面処理膜は、上記化成処理層の上側に、さらに樹脂層を含んで構成されてもよい。樹脂層の形成に用いる樹脂としては、特に限定されるものではなく、例えば、樹脂塗膜を用いる際に用いた樹脂(バインダー樹脂)が挙げられる。
【0043】
化成処理層上への樹脂の付着量(固形分)は、表面処理膜を有する面の赤外線放射率が0.3以下となる範囲であれば、特に限定されない。例えば、樹脂層がカーボンブラック等の放熱性付与剤を含まない場合には、2g/m2以下であるのが好ましい。また、樹脂層が放熱性付与剤を含む場合には、0.5g/m2以下であるのが好ましい。
【0044】
表面処理膜の厚みは、表面処理膜を有する面の赤外線放射率が0.3以下となる範囲であれば、特に限定されないが、0.03μm〜1.5μmとするのが好ましい。
【0045】
樹脂層には、表面処理層膜を有する面の赤外線放射率を0.3以下に抑えることのできる範囲で金属粒子が含まれてもよく、具体的には、0.05質量%以下(より好ましくは0.01質量%以下)とするのが好ましいが、金属粒子が含まれないのが最も好ましい。なお、本明細書中において、上記金属粒子の含有率は、樹脂層100質量%中の含有率を意味する。
【0046】
樹脂層を形成する方法としては、特に限定されず、樹脂塗膜を形成する際に用い得るものとして列挙した樹脂、有機溶剤、塗工方法を用いて形成することができる。
【0047】
その他、本発明はその趣旨を逸脱しない範囲内で、当業者の知識に基づき種々なる改良、修正、変形を加えた態様で実施することができる。
【実施例】
【0048】
以下、実施例に基づいて本発明を詳細に述べる。ただし、下記実施例は本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは全て本発明の技術的範囲に包含される。なお、特に断らない限り、「部」は「質量部」を、「%」は「質量%」をそれぞれ意味する。
【0049】
先ず、製造例で製造した塗装鋼板の評価方法を説明する。
【0050】
[樹脂塗膜の表面粗さ]
JIS B0601に準拠し、表面粗さ形状測定機(東京精密社製、SURFCOM)を用いて測定した。測定長さは10mm、カットオフ波長は0.08mmとした。
【0051】
[赤外線放射率]
樹脂塗膜を有する面、及び表面処理膜を有する面の赤外線放射率を、下記装置を用い、その裏面側の赤外線波長域(4.5〜15.4μm)における分光放射強度(実測値)を測定して求めた。
装置:日本電子(株)製「JIR−5500型フーリエ変換赤外分光光度計」および放射測定ユニット「IRR−200」
測定波長範囲:4.5〜15.4μm
測定温度:試料の加熱温度を100℃に設定する
積算回数:200回
分解能:16cm-1
【0052】
[塗装鋼板の表面温度]
図1に示すように、熱板コントローラの熱板の上に、放熱性鋼板(コーベホーネツ(登録商標)、厚み0.8mm)を載置した。次いで、放熱性鋼板の上に、断熱材として、セラミックファイバー製の棒状の角材(100mm×15mm×20mm)を二本、平行に並べて試験装置を準備した。
【0053】
室温(20℃)環境中で、上記試験装置の熱板の温度を一定(170℃)にした後、当該温度を維持した状態で、製造例で製造した塗装鋼板から切り出した100mm×100mmの試験片を、樹脂塗膜を上側にして断熱材上に載せた。試験片の樹脂塗膜表面の各箇所(図2のT2〜T5)の温度の時系列データ(1200秒間)を、熱電対を用いて取得した。1200秒後のT2〜T5の平均を塗装鋼板の表面温度とした。
【0054】
[磨耗性]
製造例で製造した塗装鋼板から100mm×50mmの試験片を切り出し、試験片のほぼ中央にて表面処理膜側に二つ折りした(R=5mm)。
【0055】
梱包材(発泡ポリエチレンフィルム)を4つ折りにして60mm×15mmの被試験片を準備し、試験片の折り曲げ方向と被試験片の長手方向とが平行になるようにして、試験片上に被試験片を載せ、試験片を固定した状態で、下記の試験条件で被試験片に振動を加えた後、被試験片の表面を観察して評価した。評価方法は、被試験片(梱包材)が破れなかった場合を○、破れた場合を×とした。
【0056】
<試験条件>
装置:アイデックス(株)製 振動試験機(BF−UC)
荷重:200gf
周波数:35Hz
試験時間:3時間
【0057】
[体感温度]
製造例で製造した塗装鋼板を、樹脂塗膜を上側にして熱板(50℃設定)に載せ十分に加温した後、4人のパネラーが樹脂塗膜表面を人差し指で約10秒間触って体感温度を評価した。評価方法は、パネラーのいずれもが熱く感じなかった場合を○、パネラーのいずれか一人でも熱く感じた場合を×とした。
【0058】
製造例1〜11
1.下塗り樹脂層形成用の樹脂溶液の調製
バインダー樹脂としてポリエステル樹脂(バイロン(登録商標)29XS、東洋紡績社製)100質量部に、メラミン樹脂(長春メラミン樹脂M−40ST、長春人造樹脂廠股▲分▼有限公司製)を20質量部加えた後、固形分が50質量%となるようにキシレンとシクロヘキサンノンの混合溶媒(質量比50/50)で希釈して、下塗り樹脂層形成用の樹脂溶液を調製した。
【0059】
2.樹脂組成物の調製
バインダー樹脂としてポリエステル樹脂(バイロン29XS)100質量部に、メラミン樹脂(長春メラミン樹脂M−40ST)を20質量部加えた後、各種中空粒子あるいは中実粒子、及び放熱性付与剤としてカーボンブラック(MA100、三菱化学社製)を、樹脂成分100質量部に対して所定量添加した。次いで、固形分が50質量%となるように、キシレンとシクロヘキサンノンの混合溶媒(質量比50/50)で希釈して、樹脂組成物を調製した。
【0060】
3.化成処理層の形成
厚みが0.8mmの電気亜鉛めっき鋼板の両面に、日本パーカライジング株式会社製パルコート(登録商標)E203をバーコーター(バー#4)で塗布し、鋼板の最高到達温度が100℃となるように焼付け炉で60秒間焼付けて、化成処理層(付着量0.1g/m2)を形成した。
【0061】
4.樹脂塗膜の形成
化成処理層を有する鋼板の一方の面に、バーコーターで下塗り樹脂層形成用の樹脂溶液を塗布し、鋼板の最高到達温度が230℃となるように焼付け炉で60秒間焼付けた(下塗り樹脂付着量9g/m2)。次いで、下塗り樹脂層の上に、樹脂組成物を塗布して、鋼板の最高到達温度が230℃となるように焼付け炉で60秒間焼付けて、所定付着量の上塗り樹脂層を形成し、塗装鋼板1〜11を作製した。樹脂及び架橋剤の合計100質量部に対する粒子の添加量、及び、樹脂塗膜全体100質量%中の放熱性付与剤の含有率を表1に示す。
【0062】
5.表面処理膜の形成
製造例6及び製造例9で作製した塗装鋼板6及び9については、化成処理層上に、先に調製した下塗り樹脂層形成用の樹脂溶液をバーコーターで塗布した後、鋼板の最高到達温度が230℃となるように焼付け炉で60秒間焼付けて、所定の付着量の樹脂層をさらに形成した。
【0063】
製造例1〜11で作製した塗装鋼板1〜11の構成、及びその評価結果を表1に示す。
【0064】
【表1】
【技術分野】
【0001】
本発明は、発熱部品を内蔵する機器に触った際の体感温度を低減するのみならず、機器表面の温度上昇を抑制するのに好適に用いられる塗装鋼板に関するものである。
【背景技術】
【0002】
電気・電子機器は、その内部に有する発熱部品の発熱により温度が上昇して、その表面(筺体)に触れた際に熱く感じる場合がある。そこで、人が触れても熱く感じ難い金属板を用いて電気・電子機器の筺体を形成し、上記問題を解決しようとする技術がこれまでに開示されている。
【0003】
例えば、特許文献1には、多層形成された塗膜のうち、最上層塗膜を除く少なくとも1つの塗膜に無孔質の中空ビーズを分散させたことを特徴とする塗膜構造が開示されている。
【0004】
しかしながら上記塗膜構造を用いて、電気・電子機器の筺体を形成した場合、機器表面(筺体)に触った際の体感温度は低減できても、機器表面(筺体)自体の温度が上昇するのを十分に抑えられず、酷い場合にはやけどに至ることがあった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−239577号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は上記課題を解決するためになされたものであって、発熱部品を内蔵する電気・電子機器を触った際の体感温度を低減するのみならず、機器表面の温度が上昇するのを抑制するのに好適に用い得る塗装鋼板を提供することを課題として掲げた。
【課題を解決するための手段】
【0007】
上記課題を解決することのできた本発明の塗装鋼板は、鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする。
【0008】
本発明の塗装鋼板において、前記樹脂塗膜を有する面が0.8以上の赤外線放射率を示すことや、前記中空粒子が前記樹脂塗膜の樹脂成分100質量部に対し0.25質量部〜10質量部含まれることや、前記中実粒子が前記樹脂塗膜の樹脂成分100質量部に対し0.5質量部〜40質量部含まれることは、好ましい実施態様である。
【0009】
また、前記表面処理膜がさらに樹脂層を含むことも、好ましい実施態様である。
【発明の効果】
【0010】
本発明によれば、加温しても温度が上昇し難く、また加温後に触っても体感温度の低い塗装鋼板を提供することができた。本発明の塗装鋼板を用いて電気・電子機器の筺体を形成することにより、その作動中に触っても熱く感じ難く、またやけどに至り難い、安全な電気・電子機器を提供することができる。
【図面の簡単な説明】
【0011】
【図1】塗装鋼板の表面温度を測定するための試験装置の概要を表す図である。
【図2】塗装鋼板の表面温度を測定する箇所を表す図である。
【発明を実施するための形態】
【0012】
本発明の塗装鋼板は、鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする。
【0013】
本発明の塗装鋼板を用いて電気・電子機器の筺体を形成する場合には、樹脂塗膜を有する面(表面)が電気・電子機器の外側(人と接触する側)に配され、表面処理膜を有する面(裏面)が電気・電子機器の内側(発熱部品と対向する側)に配される。
【0014】
以下、本発明の塗装鋼板について詳細に説明する。
【0015】
(鋼板)
本発明で用いる鋼板としては、電子・電気機器の筺体に一般的に用いられる鋼板であれば特に限定されず、これらに単一金属または各種合金のめっきを施しためっき鋼板等であってもよい。具体的には、例えば、熱延鋼板、冷延鋼板、ステンレス鋼板等の鋼板;溶融亜鉛めっき鋼板、合金化溶融亜鉛めっき鋼板、電気亜鉛めっき鋼板、電気Zn−Ni合金めっき鋼板等のめっき鋼板が挙げられる。
【0016】
鋼板の厚さは特に限定されないが、加工性や強度を考慮して、0.5mm〜1.5mm程度が好ましい。鋼板の厚みが0.5mm未満では剛性が低く、また、1.5mmを超えると質量が大きくなり過ぎ、電気・電子機器の筺体への使用に適さない場合がある。
【0017】
(樹脂塗膜)
本発明の塗装鋼板が有する樹脂塗膜は、その表面粗さ(平均)を1.0μm以上とする。かかる構成の塗装鋼板を用いて電気・電子機器の筺体を形成することにより、機器表面(筺体)に触れた際の体感温度を十分に低減できる。樹脂塗膜の表面粗さは、1.5μm以上が好ましく、2.0μm以上がより好ましい。
【0018】
なお、樹脂塗膜の表面粗さの上限は3.5μmが好ましく、3.0μmがより好ましい。表面粗さが3.5μmを超える樹脂塗膜を用いて電気・電子機器の筺体を構成すると、電気・電子機器を発泡ポリエチレンフィルム等で梱包して運搬する際に、運搬の振動によって電気・電子機器表面(筺体)が梱包材(発泡ポリエチレンフィルム)と擦れて、発泡ポリエチレンの剥離片を発生させる場合がある。
【0019】
(樹脂)
樹脂塗膜を構成する樹脂(バインダー樹脂)としては、特に限定されず、例えば、ポリエステル系樹脂、アクリル系樹脂、ウレタン系樹脂、ポリオレフィン系樹脂、フッ素系樹脂、シリコーン系樹脂、エポキシ樹脂、およびこれら樹脂の混合物または変性した樹脂等が挙げられる。硬度、耐磨耗性、防汚性等を考慮すると、有機溶剤可溶型(非晶性)のポリエステル系樹脂が好ましい。
【0020】
ポリエステル系樹脂は、メラミン樹脂等の架橋剤で架橋してもよい。なお、架橋剤は、硬度、耐磨耗性、防汚性等を考慮して、ポリエステル樹脂100質量部に対し、5質量部〜30質量部となるように配合するのが好ましい。
【0021】
(中空粒子、中実粒子)
本発明で用いる中空粒子や中実粒子としては、樹脂塗膜の表面粗さを上記範囲内に調整できるものであれば、特に限定されない。
【0022】
具体的には、例えば、中空粒子としては、ガラスバルーン(中空ガラス);シラスバルーン;シリカ、アルミナ、ジルコニア等のセラミックスバルーン等の中空無機粒子が挙げられる。中でも、ガラスバルーン(中空ガラス)が好ましい。また、中実粒子としては、アクリル樹脂、メタクリル樹脂等の中実有機粒子や、アルミナ、シリカ、炭化ケイ素等のセラミックス粉;ガラスビーズ(中実ガラス粒子)等のガラス粉;アルミニウム粉等の金属粉;クレイ、マイカ等の鉱物粉;等の中実無機粒子が挙げられる。中でも、中実有機粒子やガラスビーズ(中実ガラス粒子)が好ましい。これらの中空粒子及び中実粒子は、単独で用いても、2種以上を組み合わせて用いてもよい。このような中空粒子や中実粒子は市販されている。
【0023】
(樹脂塗膜の厚み、及び、中空粒子や中実粒子の粒径)
樹脂塗膜の厚み、及び中空粒子や中実粒子の粒径の範囲は、樹脂塗膜の平均表面粗さが上記範囲内になれば特に限定されず、下記式(1)を指標として設計すればよい。
【0024】
【数1】
【0025】
式(1)中、Dfは中空粒子や中実粒子(以下、単に「粒子」と称する場合がある)の粒径、tは樹脂塗膜の平均厚み、ρfは粒子の比重、ρは樹脂塗膜の比重であり、tおよびρはそれぞれ下式(2)及び(3)で求める。
【0026】
【数2】
【0027】
【数3】
【0028】
式(2)及び(3)中、Mは樹脂塗膜の質量(単位面積当たり、以下同じ。)、Mfは粒子の質量分率、Mcは放熱性付与剤(後述する)の質量分率、Mrは樹脂の質量分率、ρcは放熱性付与剤の比重、ρrは樹脂の比重である。なお、実施例で製造した樹脂塗膜の式(1)中の値を、表1に記載した。
【0029】
本発明において、樹脂塗膜の厚み(平均)は、具体的には5μm〜50μmが好ましく、5μm〜30μmがより好ましい。厚みが5μm未満の樹脂塗膜を用いて電気・電子機器の筺体を形成した場合には、当該機器に接触した際の体感温度を十分に低減できない虞がある。ただし、樹脂塗膜の厚みが50μmを超えると、塗装鋼板を切断加工する際に、樹脂塗膜の一部が剥離する(詳細には、髪の毛状に樹脂塗膜が剥離する)等の不具合を生ずることがある。
【0030】
中空粒子や中実粒子の粒径は、具体的には1μm〜50μmが好ましく、5μm〜30μmがより好ましい。粒子の粒径が1μm未満では、樹脂塗膜に十分な凹凸(具体的には、表面粗さ1.0μm以上)を付与できない場合がある。また、粒子の粒径が50μmを超える場合には、樹脂塗膜の表面粗さを3.5μm以下に抑えるのに、その厚みを50μm超にする必要が生じる。なお、本発明における粒子の粒径は、カタログ値、または、レーザー回折法(散乱式)による50%体積平均粒子径を意味する。
【0031】
樹脂塗膜中の中空粒子や中実粒子の含有量についても特に限定されるものではないが、中空粒子(例えば、ガラスバルーン(中空ガラス))を用いる場合には、樹脂成分(より詳細には、上記樹脂と架橋剤との合計)100質量部に対して、0.25質量部〜10質量部(より好ましくは0.375質量部〜5質量部)含まれるのが好ましい。また、中実粒子を用いる場合には、樹脂成分100質量部に対して、0.5質量部〜40質量部含まれるのが好ましい。より詳細には、ガラスビーズ(中実ガラス粒子)等の中実無機粒子を用いる場合には、1質量部〜40質量部(より好ましくは1.5質量部〜20質量部)、中実有機粒子を用いる場合には、0.5質量部〜20質量部(より好ましくは0.75質量部〜10質量部)含まれるのが好ましい。粒子の含有量が上記範囲より少ない場合には、樹脂塗膜に十分な表面粗さを付与できない場合がある。また、粒子の含有量を上記範囲より多くしても、樹脂塗膜の表面粗さの向上効果は飽和するため、かえってコスト高となる。用いる粒子の種類に応じて含有量が異なる(詳細には、中実無機粒子、中実有機粒子、中空粒子の順で含有量が少なくなる)のは、樹脂塗膜の表面粗さは、樹脂塗膜中に存在する粒子の体積分率に依存するからであり、したがって、比重の軽い粒子ほど、その含有量を低くしても樹脂塗膜に十分な凹凸を付与できる。
【0032】
(樹脂塗膜を有する面の赤外線放射率)
本発明の塗装鋼板の樹脂塗膜を有する面は、0.8以上(より好ましくは0.83以上)の赤外線放射率を示すのが好ましい。表面が0.8以上の赤外線放射率を示す塗装鋼板を用いて電気・電子機器の筺体を形成すれば、電気・電子機器の内部で発生した熱を筺体(塗装鋼板)が吸収しても、この熱を筺体(塗装鋼板)内から速やかに取り除くことができる。
【0033】
塗装鋼板の樹脂塗膜を有する面の赤外線放射率を0.8以上にする方法としては、特に限定されるものではなく、例えば、樹脂塗膜に、カーボンブラック、アルミナ等の放熱性付与剤を含有させればよい。放熱性付与剤の含有率は、樹脂塗膜100質量%中、1質量%〜20質量%(より好ましくは3質量%〜15質量%)であるのが好ましい。
【0034】
(樹脂塗膜の形成方法)
鋼板表面に樹脂塗膜を形成する方法は、特に限定されず、上記樹脂に、中空粒子や中実粒子、あるいは必要に応じて架橋剤や放熱性付与剤を添加した樹脂組成物を、水あるいは有機溶剤で希釈して塗工に適した粘度に調整した後、バーコーター法、ロールコーター法、スプレー法、カーテンフローコーター法等で、鋼板表面上に塗工し、次いで乾燥する方法が挙げられる。
【0035】
有機溶剤としては、例えば、トルエン、キシレン等の芳香族系炭化水素類;酢酸エチル、酢酸ブチル等の脂肪族エステル類;シクロヘキサン等の脂環族炭化水素類;ヘキサン、ペンタン等の脂肪族炭化水素類等;メチルエチルケトン、シクロヘキサノン等のケトン類等が挙げられる。これらの有機溶剤は、単独で用いても、2種以上を組み合わせて用いてもよい。
【0036】
鋼板表面への樹脂組成物の付着量(固形分)は、5g/m2〜60g/m2とするのが好ましく、7g/m2〜40g/m2とするのがより好ましい。
【0037】
本発明の樹脂塗膜は、鋼板表面に上記樹脂組成物を塗工する前に、上記樹脂(及び、必要に応じて架橋剤や防錆剤)を水、あるいは上記有機溶剤で希釈した樹脂溶液を、上記塗工方法で鋼板表面に塗工して乾燥し、鋼板表面に予め下塗り樹脂層を設けた後、当該樹脂層上に上記樹脂組成物を塗工することにより形成してもよい。かかる場合、本発明の樹脂塗膜は、必要に応じて防錆剤等を含有する樹脂溶液を用いて形成される下塗り樹脂層と、上記樹脂組成物を用いて形成される塗膜(上塗り樹脂層)とから構成される。下塗り樹脂層を設けることにより、樹脂塗膜へ防錆剤等の添加を適宜行える。
【0038】
下塗り樹脂は、下塗り樹脂層を含んで形成される樹脂塗膜を有する面の赤外線放射率が0.8未満とならないように鋼板表面に付着させるのが好ましく、具体的には付着量(固形分)を3g/m2〜13g/m2とするのが好ましい。
【0039】
(化成処理層)
本発明の樹脂塗膜は、鋼板表面に化成処理を施して化成処理層を形成した後、当該化成処理層上に形成するのが好ましい。かかる構成により、鋼板と樹脂塗膜との密着性を向上できる。化成処理方法は特に限定されず、後述する方法が適用できる。化成処理層の付着量は、0.02g/m2〜0.4g/m2(より好ましくは、0.05g/m2〜0.2g/m2)とするのが好ましい。
【0040】
(表面処理膜)
本発明の塗装鋼板は、上記樹脂塗膜を有する面と反対側の面の赤外線放射率を、0.3以下(より好ましくは0.2以下、さらに好ましくは0.1以下)にしている。0.3以下の赤外線放射率を示す面を有する塗装鋼板を用いて電気・電子機器の筺体を形成すれば、電気・電子機器の内部で発生した熱を筺体(塗装鋼板)が吸収するのを抑制でき、筺体(塗装鋼板)が熱くなるのを防ぐことができる。
【0041】
赤外線放射率を0.3以下にする方法としては、鋼板の表面に、リン酸塩処理、黒染め処理、クロメート処理などの化成処理を施して、化成処理層を形成する方法が挙げられる。具体的には、リン酸亜鉛やリン酸マンガンを含む水溶液、クロム酸や重クロム酸を含む水溶液、あるいはアルカリ水溶液を、鋼板表面に塗布した後、焼き付ける方法が挙げられる。その際、化成処理層の付着量が、0.02g/m2〜0.4g/m2(より好ましくは、0.05g/m2〜0.2g/m2)となるように処理するのが好ましい。付着量が0.02g/m2未満では、表面処理膜を有する面の耐食性を十分に向上できない場合がある。また、付着量が0.4g/m2を超えると、表面処理膜を有する面の赤外線放射率が0.3を超える場合があり、また加工時に割れが生じ易くなる。
【0042】
表面処理膜は、上記化成処理層の上側に、さらに樹脂層を含んで構成されてもよい。樹脂層の形成に用いる樹脂としては、特に限定されるものではなく、例えば、樹脂塗膜を用いる際に用いた樹脂(バインダー樹脂)が挙げられる。
【0043】
化成処理層上への樹脂の付着量(固形分)は、表面処理膜を有する面の赤外線放射率が0.3以下となる範囲であれば、特に限定されない。例えば、樹脂層がカーボンブラック等の放熱性付与剤を含まない場合には、2g/m2以下であるのが好ましい。また、樹脂層が放熱性付与剤を含む場合には、0.5g/m2以下であるのが好ましい。
【0044】
表面処理膜の厚みは、表面処理膜を有する面の赤外線放射率が0.3以下となる範囲であれば、特に限定されないが、0.03μm〜1.5μmとするのが好ましい。
【0045】
樹脂層には、表面処理層膜を有する面の赤外線放射率を0.3以下に抑えることのできる範囲で金属粒子が含まれてもよく、具体的には、0.05質量%以下(より好ましくは0.01質量%以下)とするのが好ましいが、金属粒子が含まれないのが最も好ましい。なお、本明細書中において、上記金属粒子の含有率は、樹脂層100質量%中の含有率を意味する。
【0046】
樹脂層を形成する方法としては、特に限定されず、樹脂塗膜を形成する際に用い得るものとして列挙した樹脂、有機溶剤、塗工方法を用いて形成することができる。
【0047】
その他、本発明はその趣旨を逸脱しない範囲内で、当業者の知識に基づき種々なる改良、修正、変形を加えた態様で実施することができる。
【実施例】
【0048】
以下、実施例に基づいて本発明を詳細に述べる。ただし、下記実施例は本発明を制限するものではなく、前・後記の趣旨を逸脱しない範囲で変更実施をすることは全て本発明の技術的範囲に包含される。なお、特に断らない限り、「部」は「質量部」を、「%」は「質量%」をそれぞれ意味する。
【0049】
先ず、製造例で製造した塗装鋼板の評価方法を説明する。
【0050】
[樹脂塗膜の表面粗さ]
JIS B0601に準拠し、表面粗さ形状測定機(東京精密社製、SURFCOM)を用いて測定した。測定長さは10mm、カットオフ波長は0.08mmとした。
【0051】
[赤外線放射率]
樹脂塗膜を有する面、及び表面処理膜を有する面の赤外線放射率を、下記装置を用い、その裏面側の赤外線波長域(4.5〜15.4μm)における分光放射強度(実測値)を測定して求めた。
装置:日本電子(株)製「JIR−5500型フーリエ変換赤外分光光度計」および放射測定ユニット「IRR−200」
測定波長範囲:4.5〜15.4μm
測定温度:試料の加熱温度を100℃に設定する
積算回数:200回
分解能:16cm-1
【0052】
[塗装鋼板の表面温度]
図1に示すように、熱板コントローラの熱板の上に、放熱性鋼板(コーベホーネツ(登録商標)、厚み0.8mm)を載置した。次いで、放熱性鋼板の上に、断熱材として、セラミックファイバー製の棒状の角材(100mm×15mm×20mm)を二本、平行に並べて試験装置を準備した。
【0053】
室温(20℃)環境中で、上記試験装置の熱板の温度を一定(170℃)にした後、当該温度を維持した状態で、製造例で製造した塗装鋼板から切り出した100mm×100mmの試験片を、樹脂塗膜を上側にして断熱材上に載せた。試験片の樹脂塗膜表面の各箇所(図2のT2〜T5)の温度の時系列データ(1200秒間)を、熱電対を用いて取得した。1200秒後のT2〜T5の平均を塗装鋼板の表面温度とした。
【0054】
[磨耗性]
製造例で製造した塗装鋼板から100mm×50mmの試験片を切り出し、試験片のほぼ中央にて表面処理膜側に二つ折りした(R=5mm)。
【0055】
梱包材(発泡ポリエチレンフィルム)を4つ折りにして60mm×15mmの被試験片を準備し、試験片の折り曲げ方向と被試験片の長手方向とが平行になるようにして、試験片上に被試験片を載せ、試験片を固定した状態で、下記の試験条件で被試験片に振動を加えた後、被試験片の表面を観察して評価した。評価方法は、被試験片(梱包材)が破れなかった場合を○、破れた場合を×とした。
【0056】
<試験条件>
装置:アイデックス(株)製 振動試験機(BF−UC)
荷重:200gf
周波数:35Hz
試験時間:3時間
【0057】
[体感温度]
製造例で製造した塗装鋼板を、樹脂塗膜を上側にして熱板(50℃設定)に載せ十分に加温した後、4人のパネラーが樹脂塗膜表面を人差し指で約10秒間触って体感温度を評価した。評価方法は、パネラーのいずれもが熱く感じなかった場合を○、パネラーのいずれか一人でも熱く感じた場合を×とした。
【0058】
製造例1〜11
1.下塗り樹脂層形成用の樹脂溶液の調製
バインダー樹脂としてポリエステル樹脂(バイロン(登録商標)29XS、東洋紡績社製)100質量部に、メラミン樹脂(長春メラミン樹脂M−40ST、長春人造樹脂廠股▲分▼有限公司製)を20質量部加えた後、固形分が50質量%となるようにキシレンとシクロヘキサンノンの混合溶媒(質量比50/50)で希釈して、下塗り樹脂層形成用の樹脂溶液を調製した。
【0059】
2.樹脂組成物の調製
バインダー樹脂としてポリエステル樹脂(バイロン29XS)100質量部に、メラミン樹脂(長春メラミン樹脂M−40ST)を20質量部加えた後、各種中空粒子あるいは中実粒子、及び放熱性付与剤としてカーボンブラック(MA100、三菱化学社製)を、樹脂成分100質量部に対して所定量添加した。次いで、固形分が50質量%となるように、キシレンとシクロヘキサンノンの混合溶媒(質量比50/50)で希釈して、樹脂組成物を調製した。
【0060】
3.化成処理層の形成
厚みが0.8mmの電気亜鉛めっき鋼板の両面に、日本パーカライジング株式会社製パルコート(登録商標)E203をバーコーター(バー#4)で塗布し、鋼板の最高到達温度が100℃となるように焼付け炉で60秒間焼付けて、化成処理層(付着量0.1g/m2)を形成した。
【0061】
4.樹脂塗膜の形成
化成処理層を有する鋼板の一方の面に、バーコーターで下塗り樹脂層形成用の樹脂溶液を塗布し、鋼板の最高到達温度が230℃となるように焼付け炉で60秒間焼付けた(下塗り樹脂付着量9g/m2)。次いで、下塗り樹脂層の上に、樹脂組成物を塗布して、鋼板の最高到達温度が230℃となるように焼付け炉で60秒間焼付けて、所定付着量の上塗り樹脂層を形成し、塗装鋼板1〜11を作製した。樹脂及び架橋剤の合計100質量部に対する粒子の添加量、及び、樹脂塗膜全体100質量%中の放熱性付与剤の含有率を表1に示す。
【0062】
5.表面処理膜の形成
製造例6及び製造例9で作製した塗装鋼板6及び9については、化成処理層上に、先に調製した下塗り樹脂層形成用の樹脂溶液をバーコーターで塗布した後、鋼板の最高到達温度が230℃となるように焼付け炉で60秒間焼付けて、所定の付着量の樹脂層をさらに形成した。
【0063】
製造例1〜11で作製した塗装鋼板1〜11の構成、及びその評価結果を表1に示す。
【0064】
【表1】
【特許請求の範囲】
【請求項1】
鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする塗装鋼板。
【請求項2】
前記樹脂塗膜を有する面が、0.8以上の赤外線放射率を示す請求項1に記載の塗装鋼板。
【請求項3】
前記中空粒子が、前記樹脂塗膜の樹脂成分100質量部に対し、0.25質量部〜10質量部含まれる請求項1または2に記載の塗装鋼板。
【請求項4】
前記中実粒子が、前記樹脂塗膜の樹脂成分100質量部に対し、0.5質量部〜40質量部含まれる請求項1から3のいずれか一項に記載の塗装鋼板。
【請求項5】
前記表面処理膜が、さらに樹脂層を含む請求項1から4のいずれか一項に記載の塗装鋼板。
【請求項1】
鋼板の一方の面に、中空粒子および中実粒子の少なくとも一方を含む樹脂塗膜を有し、他方の面に、少なくとも化成処理層を含む表面処理膜を有する塗装鋼板であって、前記樹脂塗膜の表面粗さが1.0μm以上であり、前記表面処理膜を有する面の赤外線放射率が0.3以下であることを特徴とする塗装鋼板。
【請求項2】
前記樹脂塗膜を有する面が、0.8以上の赤外線放射率を示す請求項1に記載の塗装鋼板。
【請求項3】
前記中空粒子が、前記樹脂塗膜の樹脂成分100質量部に対し、0.25質量部〜10質量部含まれる請求項1または2に記載の塗装鋼板。
【請求項4】
前記中実粒子が、前記樹脂塗膜の樹脂成分100質量部に対し、0.5質量部〜40質量部含まれる請求項1から3のいずれか一項に記載の塗装鋼板。
【請求項5】
前記表面処理膜が、さらに樹脂層を含む請求項1から4のいずれか一項に記載の塗装鋼板。
【図1】

【図2】
【図2】
【公開番号】特開2012−210723(P2012−210723A)
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願番号】特願2011−76648(P2011−76648)
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成24年11月1日(2012.11.1)
【国際特許分類】
【出願日】平成23年3月30日(2011.3.30)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]