
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法
【課題】塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減でき、しかもロール跡や皺等の弊害を伴わない、熱処理方法、および機械強度・気体バリア性と低熱収縮率の両立を実現した塩化ビニリデン−アクリル酸メチル共重合体フィルムを提供する。
【解決手段】塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法であって、 以下の加熱工程(a)、(b)をこの順で含み、0℃<Tb−Ta≦20℃である熱処理方法; (a)フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロール102を接触させてフィルムを加熱する直接加熱工程、 (b)フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段103を用いてフィルムを加熱する間接加熱工程、 ここで、Tm(℃)はフィルムの結晶融点を示す。
【解決手段】塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法であって、 以下の加熱工程(a)、(b)をこの順で含み、0℃<Tb−Ta≦20℃である熱処理方法; (a)フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロール102を接触させてフィルムを加熱する直接加熱工程、 (b)フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段103を用いてフィルムを加熱する間接加熱工程、 ここで、Tm(℃)はフィルムの結晶融点を示す。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法と、それにより得られる低熱収縮性で水蒸気バリア性、成形加工性に優れた塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムに関する。
【背景技術】
【0002】
現在、塩化ビニリデン−アクリル酸メチル共重合体フィルムは、酸素、水蒸気、二酸化炭素等の気体に対するバリア性に優れるため、他のフィルム、シートをラミネートし積層体とするなどしてレトルト食品や医薬品等の包装材料として使用されている。
【0003】
このような塩化ビニリデン−アクリル酸メチル共重合体フィルムとしては、ダブルバブルインフレーション方式による二軸延伸フィルム(特許文献1参照)や、T−ダイキャスト法による無延伸系のフィルム(特許文献2参照)の2種類が一般的に知られている。
【0004】
二軸延伸フィルムは、機械強度、気体バリア性に優れているが、熱収縮率が大きい。そのために、後にラミネート加工や成形を行う場合には、その熱でフィルムが収縮する問題がある。
【0005】
一方、無延伸フィルムは、熱収縮性はないものの引張破断強度が20〜50MPaと小さく、また脆い性質があるので、後のラミネート工程でテンションをかけた際にフィルム切れが起ることがある。
【0006】
そこで両者の欠点を補う一つの方法として、二軸延伸フィルムを熱処理して熱収縮率を低減させることが行われている。このような塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法としては、加熱ロールによる直接加熱方式が知られている。
【0007】
特許文献3には、二軸延伸フィルム製膜後、インラインでフィルムを100℃〜120℃の間接加熱ゾーンで予備加熱し、その後に120℃〜140℃の加熱ロール数本で直接加熱処理する熱処理方法が記載されている。この熱処理によりフィルムの熱収縮率は80℃で5%以下まで改善されるが、成形温度の目安とされる(Tm−15)℃付近での熱収縮率は未だ大きい。
また、熱収縮率をさらに低減するために、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを(Tm−30)℃より高い温度で直接加熱方式により熱処理すると、フィルムが軟化し、フィルム表面に加熱ロール跡や皺が残る等の問題があった。
【0008】
そのため、現状では、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減できる熱処理方法は知られておらず、そのため、機械強度、気体バリア性と低熱収縮率を両立する塩化ビニリデン−アクリル酸メチル共重合体フィルムは得られていない。
【0009】
ところで、被包装製品の形に成形されたブリスター成形体とよばれる包装用の成形体の中に錠剤等の製品を挿入後板紙等でシールするブリスターパックという包装形態が知られている。
このようなブリスターパックは錠剤や電子部品等の小さい製品の包装に非常に適したものではあるが、防湿性が求められる用途に使用する場合には、所望の防湿性を達成するため成形体に塩化ビニルシートに塩化ビニリデンラテックスを数回〜十数回コーティングする必要があり、製造に多大な手間がかかるという問題がある。そのため、簡易な製造方法で製造できる防湿性を有するブリスター成形体が望まれている。
【0010】
【特許文献1】特開昭61−120719号公報
【特許文献2】特開昭62−285928号公報
【特許文献3】特開昭62−267332号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
したがって、本発明においては、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減でき、しかもロール跡や皺等の発生を伴わない、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法を提供することを目的とする。
また、本発明においては、このような熱処理方法により、機械強度・気体バリア性と低熱収縮率の両立を実現した塩化ビニリデン−アクリル酸メチル共重合体フィルムを提供することを目的とする。
【課題を解決するための手段】
【0012】
そこで、本発明者らは、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法について鋭意検討したところ、特定の温度で直接加熱処理を先に行い、その後に特定の温度で間接加熱処理を行うことにより、フィルム表面にロール跡や皺を発生させることなく、熱収縮率を効果的に低減できることを見出した。
【0013】
すなわち、本発明は下記の通りである。
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法であって、
以下の加熱工程(a)、(b)をこの順で含み、0℃<Tb−Ta≦20℃である熱処理方法;
(a)フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロールを接触させてフィルムを加熱する直接加熱工程、
(b)フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段を用いてフィルムを加熱する間接加熱工程、
ここで、Tm(℃)はフィルムの結晶融点を示す。
【発明の効果】
【0014】
本発明によれば、ロール跡や皺等の弊害を伴わずに、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減できるので、機械強度・気体バリア性と低熱収縮率の両立を実現した塩化ビニリデン−アクリル酸メチル共重合体フィルムを提供することができる。
【0015】
さらに、本発明によれば、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを用いた積層体によりブリスター成形体を製造することが可能となる。
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、気体に対するバリア性や防湿性に優れているので、機械的強度に優れる他のフイルムと積層して、ブリスター成形体に適用できるのであれば好適である。しかし、錠剤用等の比較的小さいブリスター成形体を製造する場合には、積層体のMD方向にのみテンションがかかりTD方向にはテンションがかからない成形方法が適用されることが多いところ、このような成形方法では、従来のような熱収縮率が大きい塩化ビニリデン−アクリル酸メチル共重合体フィルムを用いた場合、塩化ビニリデン−アクリル酸メチル共重合体フィルムだけがTD方向に収縮するため積層体にカールと幅縮みが起こり、成形ができなかった。
しかし、本発明によれば、熱収縮率が非常に低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを製造できるので、これを用いてブリスター成形体を製造することができる。
【発明を実施するための最良の形態】
【0016】
本発明について、以下具体的に説明する。
本発明の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法は、直接加熱工程(a)と間接加熱工程(b)をこの順で含む。
まず、直接加熱工程(a)について説明する。
直接加熱工程(a)は、フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロールを接触させてフィルムを加熱する工程である。
【0017】
ここで、「フィルム温度Ta(℃)」とは、直接加熱工程(a)におけるフィルムの最高温度であり、「Tm(℃)」とは、フィルムの結晶融点であり、熱処理前のフィルムを構成する樹脂組成物(フィルムが塩化ビニリデン−アクリル酸メチル共重合体単独から構成される場合は塩化ビニリデン−アクリル酸メチル共重合体)の結晶融点である。
直接加熱工程(a)におけるフィルム温度Taが(Tm−30)℃以下であれば、フィルムは軟化しないのでフィルム表面にロール跡がつく問題が起こらない。
また、直接加熱工程(a)におけるフィルム温度Taが(Tm−60)℃以上であれば、後の間接加熱工程(b)との組み合わせにより最終的なフィルムの熱収縮率が目標値を達成することができる。
【0018】
加熱ロールは、1本でも数本でも構わない。
加熱ロールが数本ある場合は、いずれの加熱ロールによる加熱によってもフィルムの温度は(Tm−30)℃を超えてはならないが、少なくともいずれかの加熱ロールによりフィルムの温度を(Tm−60)℃以上、(Tm−30)℃以下にすればよい。好ましい態様は、加熱ロールの温度を順次5℃〜20℃ずつ上げ、最終加熱ロールによってフィルムの温度を(Tm−60)℃以上、(Tm−30)℃以下にすることである。
加熱ロールによる処理時間は2秒〜20秒であることが望ましい。ここで、処理時間とは、フィルムの温度が(Tm−60)℃以上、(Tm−30)℃以下の温度範囲にある時間をいい、加熱ロールが数本の場合は、フィルムの温度が(Tm−60)℃以上、(Tm−30)℃以下の温度範囲にある時間の合計を指す。
処理時間が2秒以上であれば、後の間接加熱工程(b)との組み合わせにより熱収縮率を目標の範囲にすることができ、20秒以下であればフィルムの熱劣化が生じない。
【0019】
次に、間接加熱工程(b)について説明する。
間接加熱工程(b)は、フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段を用いてフィルムを加熱する工程である。
ここで、「フィルム温度Tb」とは、間接加熱工程(b)におけるフィルムの最高温度をいう。
また「間接加熱手段」とは、フィルムに直接接触しない加熱手段をいい、例えば、カーボンヒーター、近赤外線ヒーター、電熱ヒーター等の公知のヒーターを使用することができる。この中でも、昇温能力の高いカーボンヒーター、近赤外線ヒーターが望ましい。
間接加熱手段は、1つでも複数でも構わない。間接加熱手段が複数ある場合、いずれの間接加熱手段による加熱によってもフィルムの温度は(Tm−10)℃を超えてはならないが、少なくともいずれかの間接加熱手段によりフィルムの温度を(Tm−45)℃以上、(Tm−10)℃以下にすればよい。
【0020】
間接加熱工程(b)におけるフィルム温度Tbが(Tm−45)℃以上であれば、前述の直接加熱工程(a)との組み合わせにより熱収縮率を目標の範囲にすることができ、フィルム温度Tbが(Tm−10)℃以下であればフィルムの軟化による切れの問題がない。
【0021】
また、間接加熱工程(b)におけるフィルムテンションはMD方向に0.5MPa以上、10MPa以下であることが望ましく、加熱処理工程(b)の間、フィルムのTD方向にはテンションがかからないことが望ましい。ここで、MD方向とは、フィルムの流れ方向(縦方向)をいい、TD方向とは、MD方向に対して直行する方向(横方向)をいう。
MD方向のフィルムテンションが0.5MPa以上であれば、間接加熱工程(b)中にフィルムに皺が発生せず、10MPa以下であれば、目標範囲の熱収縮率とMD方向、TD方向の熱収縮率のバランスを達成することができる。
【0022】
また、間接加熱手段による処理時間は0.5秒〜10秒であることが好ましい。ここで、処理時間とは、フィルムの温度が(Tm−45)℃以上、(Tm−10)℃以下の温度範囲にある時間をいい、間接加熱手段が複数ある場合は、フィルムの温度が(Tm−45)℃以上、(Tm−10)℃以下の温度範囲にある時間の合計を指す。
処理時間が0.5秒以上であれば、前述の直接加熱工程(a)との組み合わせにより、目標の熱収縮率を達成することができ、10秒以下であればフィルムの熱劣化が生じない。
【0023】
本発明の熱処理方法においては、間接加熱工程(b)におけるフィルム温度が、直接加熱工程(a)にフィルム温度よりも20℃以下の範囲で高い必要がある。
温度差を20℃以下とすることにより、間接加熱工程(b)におけるフィルム表面の皺の発生を防止することができる。
【0024】
本発明の熱処理方法は、製膜直後のインラインで行っても、製膜後、一旦巻き取ったフィルムをオフラインで行ってもよい。
【0025】
本発明の熱処理により、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を、MD方向において1%以上10%以下、TD方向において−3%以上7%以下とし、かつ、MD方向とTD方向の熱収縮率差(MD−TD)を、−2%以上8%以下とすることが好ましい。
更に望ましくは、フィルムの熱収縮率を、MD方向において1%以上7%以下、TD方向において−3%以上5%以下とし、MD方向とTD方向の熱収縮率差(MD−TD)を、−1%以上7%以下とすることが好ましい。
【0026】
ここで、「熱収縮率」とは、Tm−15(℃)のエアー中で、フィルムに応力をかけないで5分放置した際の収縮率であって、以下の式によって求められる値をいう。
熱収縮率(%)={(熱収縮前のフィルム長さ−熱収縮後のフィルム長さ)
/熱収縮前のフィルム長さ}×100
【0027】
熱処理後のフィルムの熱収縮率が、TD方向において−3%以上7%以下で、かつ、MD方向とTD方向の熱収縮率差(MD−TD)が−2%以上8%以下であれば、このフィルムを積層シートとしてTD方向にテンションがかからない成形方法を適用しても、TD方向の熱収縮に起因するカールや幅縮みが、許容できる範囲内となる。また、この成形方法においてはMD方向にはテンションがかかるとはいえ、MD方向の熱収縮率が大きければ熱収縮によりシートが成形金型のピッチからずれるという問題が発生する。しかし、MD方向における熱収縮率が1%以上10%以下とすれば、このようなMD方向の熱収縮に起因するピッチずれの問題もテンションコントロールの調整により回避することができる。
また、熱処理後のフィルムの熱収縮率が、MD方向において1%以上7%以下、TD方向において−3%以上5%以下で、かつ、MD方向とTD方向の熱収縮率差(MD−TD)が−1%以上7%以下であればTD方向のカールや幅縮み、MD方向のピッチずれの問題は生じない。
【0028】
本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムについて説明する。
二軸延伸フィルムの製造方法に限定はないが、溶融押出後に一般的なダブルバブルインフレーション法により製膜したものであることが好ましい。
本発明の熱処理方法を適用する二軸延伸フィルムに含まれる塩化ビニリデン−アクリル酸メチル共重合体の共重合組成に限定はないが、塩化ビニリデンの共重合割合が90〜98重量%、アクリル酸メチルの共重合割合が2〜10重量%であることが好ましい。
アクリル酸メチルの共重合割合が2重量%以上であれば、押出製膜時の溶融特性が良好である。また、アクリル酸メチルの共重合割合が10重量%以下であれば高い水蒸気バリア性を達成することができる。
【0029】
本発明の熱処理後の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの引張破断強度は、MD、TD共に50MPa以上であることが好ましい。
引張破断強度が50MPa以上であれば、他のシートを積層するためのラミネート加工の際のテンションによってもフィルム切れは起らない。なお、塩化ビニリデン−アクリル酸メチル共重合体の特性上、引張破断強度は約250MPa以下となる。
【0030】
本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムに含まれる塩化ビニリデン−アクリル酸メチル共重合体のゲルパーミエ−ションクロマトグラフィー法(GPC法)で求めたポリスチレンを標準とした重量平均分子量(Mw)は、5.0万〜8.5万であることが好ましく、より好ましくは5.0万〜7.5万である。
Mwが5.0万以上であれば、製膜時のフィルム強度が十分であることから二軸延伸することができる。一方、Mwが8.5万以下であれば、押出製膜時の溶融特性が良好であると共にフィルムの熱収縮応力が低減されるために熱処理後の熱収縮率を目標範囲まで低減しやすくなる。また、Mwが7.5万以下であれば、熱収縮応力が更に低減されるために、より低温の熱処理で熱収縮率を低減することが可能になる。
【0031】
本発明の熱処理後の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの水蒸気透過率は、5.0g・μm/m2・day以上、30g・μm/m2・day以下であることが好ましい。水蒸気透過率が5.0g・μm/m2・day以上であれば、押出製膜時の溶融特性を良好にすることができる。また、水蒸気透過率が30g・μm/m2・day以下であれば高い水蒸気バリア性が必要とされる分野、例えば、医薬品や食品の包装に十分使用できる。
なお、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの水蒸気透過率はアクリル酸メチルの共重合割合を調整することで制御することができ、例えば、水蒸気透過率は5.0g・μm/m2・day以上とするためには、アクリル酸メチルの共重合割合を2重量%以上にすればよい。
【0032】
また、本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムには、必要に応じて、各種の公知の添加剤を添加してもよい。添加剤としては、可塑剤、熱安定剤、光安定剤、有機滑剤、無機粉末、着色剤等が挙げられる。
また、本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムには、塩化ビニリデン−アクリル酸メチル共重合体以外の重合体を含んでもよいが、これらの他の重合体の含有量は、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルム100重量部に対して30重量部以下であることが好ましい。
【0033】
本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、他の成形性の良好なシートを積層して積層シートとすることができる。ここで、積層構成は、対称型、非対称型のどちらでもよい。
【0034】
本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムに積層されるシートとしては、例えば、ポリ塩化ビニル(PVC)、ポリプロピレン(PP)、環状オレフィン共重合体(COC)、環状ポリオレフィン(COP)、ポリ塩化三フッ化エチレン(PCTFE)等の一種類以上のシートが挙げられる。
これらの積層されるシートの製法は特に限定されるものではないが成形性の観点からカレンダー法が望ましい。また積層されるシートの厚みは10μmから400μmが望ましい。
更に積層方法については特に限定されないが、例えば、有機溶剤を用いたソルベント方式や水性接着剤を用いたノンソルベント方式が挙げられる。
【0035】
また、このような本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを積層した積層シートに、MD方向にのみテンションがかかりTD方向にはテンションがかからない成形方法を適用して、ブリスター成形体を製造することができる。
本発明において製造できるブリスター成形体の寸法形状に限定はないが、MD方向にのみテンションがかかりTD方向にはテンションがかからない成形方法を適用して製造した場合には、比較的小さいブリスター成形体を製造することができ、通常、円径、楕円形、長方形の場合はそれぞれ直径、長径、長辺が5mm〜50mm程度である。また、このようなブリスター成形体の被包装体としては、例えば、防湿性或いは酸素や二酸化炭素の遮断性が必要とされる医薬錠剤、電子部品等が挙げられる。
【0036】
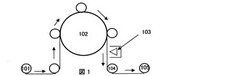
図1は、本発明の熱処理方法を行うために使用できる装置の一例である。
図1においてまず、先の溶融延伸プロセスにより製造された塩化ビニリデン−アクリル酸共重合体二軸延伸フィルムの原反を繰り出し機101にセットし、加熱ロール102によりフィルム温度Taが(Tm−60)℃以上、(Tm−30)℃以下となるようにして2〜20秒の直接熱処理を施す。次に、加熱ロール102からフィルムが離れた後にカーボンヒーター等の間接加熱手段103によりフィルム温度Tbが(Tm−45)℃以上、(Tm−15)℃以下となるようにして0.5秒〜10秒の間接熱処理を施す。この際のフィルムのMD方向のフィルムテンションが0.5〜10MPa(テンションピックアップロール104で測定)であることが好ましい。その後、空冷によりフィルムの温度を下げて巻き取り機105によってフィルムを巻き取る。
【実施例】
【0037】
実施例において用いた評価方法は以下の通りである。
1)フィルムを構成する樹脂組成物のTm(結晶融点) (℃)
パーキンエルマー社のDiamond DSCを使用して測定した。二軸延伸後熱処理前のフィルムを30℃から190℃まで10℃/minで昇温した時の結晶融解熱量のピーク温度(℃)をTmとした(昇温回数は1回)。
2)熱収縮率(フリー収縮値)(%)
(Tm−15)℃エアー中、フィルムにテンションがかからない状態で5分間暴露し、暴露前後のMD方向、TD方向のフィルム長さを測定し、熱収縮率を求めた。
【0038】
3)熱処理による皺の発生
熱処理後の皺の発生を以下の基準にしたがって目視により評価した。
(皺発生評価基準)
皺の発生がない:○
皺が発生する:×
4)引張破断強度
ASTM D−882に準拠して、23℃、50%RHにおいて引張破断強度を測定した。
(引張破断強度の評価基準)
MD、TD共に50MPa以上 :○
MD、TDの一方が50MPa未満:×
5)水蒸気透過率(WVTR)
試料として厚み15μmのフィルムを用意し、ASTM F−1249に準拠して、Mocon PERMATRAN−W200を使用して38℃、90%RHの条件で測定した。
(水蒸気透過率の評価基準)
5.0g・μm/ m2・day≦WVTR≦30g・μm/m2・day:○
30g・μm/m2・day<WVTR≦60g・μm/m2・day:△
60g・μm/m2・day<WVTR:×
5) ラミネート適性
ドライラミネーターにより、以下の条件で、250μm厚のポリ塩化ビニルシート(住友ベークライト社(株) VSS−1104)と2000m長のドライラミネート加工を行い、以下の基準にしたがってラミネート適性を評価した。
(ラミネーター条件他)
速度;100m/min
フィルムテンション;5MPa
ニップロール温度;60℃
乾燥方式;70℃×20秒
塗工方式;グラビアコート
接着剤;三井武田ケミカル(株)製 A515とA50を10:1の割合で混合したものを接着剤量の3倍重量の酢酸エチルに溶かしたものを使用した。
塗布量:4g/m2(dry)
(ラミネート適性評価基準)
フィルム切れが起らずラミネート加工が可能:○
フィルム切れが1回以上起るためラミネート加工が不可能:×
6) 成形適性
ラミネート適性の評価の場合と同様にして積層シートを形成し、シート巾を108mmにスリットした後に金型として直径11mm、深さ6mm丸型錠剤タイプのものを使用してPTP包装用のマルホPF−D1型の成形機にて連続成形を行った。
(成形条件)
シート温度:150℃
成形圧力:真空+圧空0.4MPa
(成形適性評価基準)
連続成形が可能(TDのカール、巾縮みが起らない・MDのピッチずれが起らない):○
連続成形が不可能(TDのカール、巾縮みが起らない・MDのピッチずれが生じる):△
連続成形が不可能(TDのカール、巾縮みが生じる・MDのピッチずれが生じない):×
連続成形が不可能(TDのカール、巾縮みが生じる・MDのピッチずれが生じる):××
【0039】
<実施例1>
塩化ビニリデン(VDC)の共重合割合が94.8重量%、アクリル酸メチル(MA)の共重合割合が5.2重量%であり、重量平均分子量が8.0万の塩化ビニリデン−アクリル酸メチル共重合体(PVDC−MA)100重量部に対して、熱安定剤としてエポキシ化亜麻仁油2.0重量部を添加混合して得られた樹脂組成物を押出し、ダブルバブルインフレーション法にて二軸延伸フィルムを製膜した。得られた塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTm(融点)は165℃であった。
このフィルムを、図1に示した装置を用いて、まず加熱ロールでの120℃(フィルム温度Ta)の直接加熱を15秒施した後にカーボンヒーターで130℃(フィルム温度Tb)の間接加熱を5秒施した。カーボンヒーターによる間接加熱時のMD方向のフィルムテンションは1.5MPaであり、TD方向はテンションをかけなかった。このようにして、最終的に15μm厚のフィルムを得た。
この熱処理後の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムをカレンダー加工により製造された250μm厚の塩化ビニルシート(住友ベークライト社(株) VSS−1104)とドライラミネート加工(上記評価方法5に記載と同様の方法)して積層シートを作成した。ドライラミネート時の接着剤としては2液反応型ウレタン接着剤(三井武田ケミカル(株) A515/A50)を用いた。
【0040】
<実施例2>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を7.4万とし、熱処理条件を(加熱ロール加熱:110℃/18秒 カーボンヒーター:125℃/7秒 フィルムテンション1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは166℃であった。
<実施例3>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を6.2万とし、熱処理条件を(ロール加熱:130℃/3秒 カーボンヒーター:150℃/3秒 フィルムテンション0.8MPa)とした以外は実施例1と同様でにして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは167℃であった。
【0041】
<実施例4>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を8.3万とし、熱処理条件を(ロール加熱:120℃/20秒 カーボンヒーター:122℃/9秒 フィルムテンション1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは164℃であった。
<実施例5>
塩化ビニリデン−アクリル酸メチル共重合体のVDCの共重合割合を97.8重量%、MAの共重合割合を2.2重量%、重量平均分子量を5.2万とし、熱処理条件(ロール加熱:144℃/15秒 カーボンヒーター:154℃/1秒 フィルムテンション5.0MPa)とした以外は実施例1と同様にして積層シートを作成した。である。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは189℃であった。
【0042】
<実施例6>
塩化ビニリデン−アクリル酸メチル共重合体のVDCの共重合割合を92.2重量%、MAの共重合割合を7.8重量%とし、熱処理条件を(ロール加熱:102℃/15秒 カーボンヒーター:112℃/5秒 フィルムテンション 8.0MPa )とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは147℃であった。
<実施例7>
熱処理条件を(ロール加熱:120℃/15秒 カーボンヒーター:130℃/5秒 フィルムテンション 11MPa)とした以外は実施例1と同様にして積層シートを作成した。なおこの際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
【0043】
<比較例1>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を7.0万とし、熱処理条件を(ロール加熱:110℃/20秒 カーボンヒーター:135℃/7秒 フィルムテンション 1.5MPa )をとした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは167℃であった。
<比較例2>
熱処理条件を(ロール加熱:120℃/15秒 カーボンヒーター:加熱なし)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例3>
熱処理条件を(ロール加熱:140℃/15秒 カーボンヒーター:加熱なし)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
熱処理の際、フィルムにロール跡が残り、そこが起点となりフィルム切れが多発した。
<比較例4>
熱処理条件を(ロール加熱:なし カーボンヒーター:130℃/5秒 フィルムテンション 1.5MPa)とした以外は実施例1と同様にして積層シートを作成したが皺が原因でラミネート加工ができなかった。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例5>
熱処理条件を(ロール加熱:100℃/15秒 カーボンヒーター:120℃/5秒 フィルムテンション1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例6>
熱処理条件を(ロール加熱:105℃/15秒 カーボンヒーター:115℃/5秒 フィルムテンション 1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
【0044】
<比較例7>
熱処理条件を(ロール加熱:130℃/15秒 カーボンヒーター:160℃/5秒 フィルムテンション:0.8MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例8>
直接加熱と間接加熱の順序を変更した、すなわち、間接加熱後に直接加熱を行った(カーボンヒーター:130℃/5秒 フィルムテンション 1.5MPa ロール加熱:120℃/15秒 )以外は実施例1と同様にして積層シートを作成したが皺が原因でラミネート加工ができなかった。なおこの際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例9>
熱処理を実施しない以外は実施例1と同様にして積層シートを作成した。なおこの際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例10>
実施例1と同様の樹脂組成物を特開昭62−285928の無延伸系のTダイキャスト法で製膜して15μm厚のフィルムを得た。この塩化ビニリデン−アクリル酸メチル共重合体無延伸フィルムのTmは165℃であった。
このフィルムに、実施例1と同様にしてドライラミネート加工して積層シートを作成したがフィルム切れが生じてラミネートできなかった。
【0045】
表1より、本発明の熱処理方法を施した塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、熱収縮率が小さく、ポリ塩化ビニルシートとのラミネート加工の際にもフィルム切れが起こらず、積層しーとした後にTD方向にテンションをかけない成形する成形方法を適用した場合にも良好な成形性を示した。
特に、間接加熱工程(b)においてフィルムのMD方向のテンションを10MPa以下とした実施例1〜6の熱処理方法では、連続成形が可能なほど良好な成形適性を示した。
これに対して、直接加熱、間接加熱のいずれか一方を行っていない比較例2〜4においては、熱収縮率が大きいか、又は、フイルム切れや皺が発生した。また、直接加熱と間接加熱とを組み合わせた熱処理ではあっても、フィルム温度Ta、Tbが本発明の規定から外れる比較例1、5〜7においては、熱処理時にフィルムが軟化してフィルムが切れたり、フィルム表面に皺やローラ跡が発生するか、又は、成形適性が劣っていた。また、直接加熱と間接加熱とが本発明とは逆の順序で施された比較例8においては、熱処理によりフイルム表面に皺が発生し、これが原因でラミネートができなかった。
【0046】
【表1】

【産業上の利用可能性】
【0047】
本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、機械強度・気体バリア性と低熱収縮性を両立するため、食品や医薬品等の包装用途に好適に用いることができる。
特に、このフィルムは熱収縮率が大幅に低減されるので、塩化ビニル等の他の成形性の良好なシートとラミネート加工して積層体とした後にTD方向にテンションをかけずに成形する成形方法に適している。そのため、医薬品等の包装に用いられるブリスター成形体の製造にも適している。
【図面の簡単な説明】
【0048】
【図1】塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを熱処理する装置の一例を示す概略図である。
【符号の説明】
【0049】
101; 繰り出し機
102; 加熱ロール
103; 間接加熱手段(カーボンヒーター)
104; テンションピックアップロール
105; 巻き取り機
【技術分野】
【0001】
本発明は、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法と、それにより得られる低熱収縮性で水蒸気バリア性、成形加工性に優れた塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムに関する。
【背景技術】
【0002】
現在、塩化ビニリデン−アクリル酸メチル共重合体フィルムは、酸素、水蒸気、二酸化炭素等の気体に対するバリア性に優れるため、他のフィルム、シートをラミネートし積層体とするなどしてレトルト食品や医薬品等の包装材料として使用されている。
【0003】
このような塩化ビニリデン−アクリル酸メチル共重合体フィルムとしては、ダブルバブルインフレーション方式による二軸延伸フィルム(特許文献1参照)や、T−ダイキャスト法による無延伸系のフィルム(特許文献2参照)の2種類が一般的に知られている。
【0004】
二軸延伸フィルムは、機械強度、気体バリア性に優れているが、熱収縮率が大きい。そのために、後にラミネート加工や成形を行う場合には、その熱でフィルムが収縮する問題がある。
【0005】
一方、無延伸フィルムは、熱収縮性はないものの引張破断強度が20〜50MPaと小さく、また脆い性質があるので、後のラミネート工程でテンションをかけた際にフィルム切れが起ることがある。
【0006】
そこで両者の欠点を補う一つの方法として、二軸延伸フィルムを熱処理して熱収縮率を低減させることが行われている。このような塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法としては、加熱ロールによる直接加熱方式が知られている。
【0007】
特許文献3には、二軸延伸フィルム製膜後、インラインでフィルムを100℃〜120℃の間接加熱ゾーンで予備加熱し、その後に120℃〜140℃の加熱ロール数本で直接加熱処理する熱処理方法が記載されている。この熱処理によりフィルムの熱収縮率は80℃で5%以下まで改善されるが、成形温度の目安とされる(Tm−15)℃付近での熱収縮率は未だ大きい。
また、熱収縮率をさらに低減するために、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを(Tm−30)℃より高い温度で直接加熱方式により熱処理すると、フィルムが軟化し、フィルム表面に加熱ロール跡や皺が残る等の問題があった。
【0008】
そのため、現状では、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減できる熱処理方法は知られておらず、そのため、機械強度、気体バリア性と低熱収縮率を両立する塩化ビニリデン−アクリル酸メチル共重合体フィルムは得られていない。
【0009】
ところで、被包装製品の形に成形されたブリスター成形体とよばれる包装用の成形体の中に錠剤等の製品を挿入後板紙等でシールするブリスターパックという包装形態が知られている。
このようなブリスターパックは錠剤や電子部品等の小さい製品の包装に非常に適したものではあるが、防湿性が求められる用途に使用する場合には、所望の防湿性を達成するため成形体に塩化ビニルシートに塩化ビニリデンラテックスを数回〜十数回コーティングする必要があり、製造に多大な手間がかかるという問題がある。そのため、簡易な製造方法で製造できる防湿性を有するブリスター成形体が望まれている。
【0010】
【特許文献1】特開昭61−120719号公報
【特許文献2】特開昭62−285928号公報
【特許文献3】特開昭62−267332号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
したがって、本発明においては、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減でき、しかもロール跡や皺等の発生を伴わない、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法を提供することを目的とする。
また、本発明においては、このような熱処理方法により、機械強度・気体バリア性と低熱収縮率の両立を実現した塩化ビニリデン−アクリル酸メチル共重合体フィルムを提供することを目的とする。
【課題を解決するための手段】
【0012】
そこで、本発明者らは、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法について鋭意検討したところ、特定の温度で直接加熱処理を先に行い、その後に特定の温度で間接加熱処理を行うことにより、フィルム表面にロール跡や皺を発生させることなく、熱収縮率を効果的に低減できることを見出した。
【0013】
すなわち、本発明は下記の通りである。
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法であって、
以下の加熱工程(a)、(b)をこの順で含み、0℃<Tb−Ta≦20℃である熱処理方法;
(a)フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロールを接触させてフィルムを加熱する直接加熱工程、
(b)フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段を用いてフィルムを加熱する間接加熱工程、
ここで、Tm(℃)はフィルムの結晶融点を示す。
【発明の効果】
【0014】
本発明によれば、ロール跡や皺等の弊害を伴わずに、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を満足できる程度まで低減できるので、機械強度・気体バリア性と低熱収縮率の両立を実現した塩化ビニリデン−アクリル酸メチル共重合体フィルムを提供することができる。
【0015】
さらに、本発明によれば、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを用いた積層体によりブリスター成形体を製造することが可能となる。
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、気体に対するバリア性や防湿性に優れているので、機械的強度に優れる他のフイルムと積層して、ブリスター成形体に適用できるのであれば好適である。しかし、錠剤用等の比較的小さいブリスター成形体を製造する場合には、積層体のMD方向にのみテンションがかかりTD方向にはテンションがかからない成形方法が適用されることが多いところ、このような成形方法では、従来のような熱収縮率が大きい塩化ビニリデン−アクリル酸メチル共重合体フィルムを用いた場合、塩化ビニリデン−アクリル酸メチル共重合体フィルムだけがTD方向に収縮するため積層体にカールと幅縮みが起こり、成形ができなかった。
しかし、本発明によれば、熱収縮率が非常に低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを製造できるので、これを用いてブリスター成形体を製造することができる。
【発明を実施するための最良の形態】
【0016】
本発明について、以下具体的に説明する。
本発明の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法は、直接加熱工程(a)と間接加熱工程(b)をこの順で含む。
まず、直接加熱工程(a)について説明する。
直接加熱工程(a)は、フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロールを接触させてフィルムを加熱する工程である。
【0017】
ここで、「フィルム温度Ta(℃)」とは、直接加熱工程(a)におけるフィルムの最高温度であり、「Tm(℃)」とは、フィルムの結晶融点であり、熱処理前のフィルムを構成する樹脂組成物(フィルムが塩化ビニリデン−アクリル酸メチル共重合体単独から構成される場合は塩化ビニリデン−アクリル酸メチル共重合体)の結晶融点である。
直接加熱工程(a)におけるフィルム温度Taが(Tm−30)℃以下であれば、フィルムは軟化しないのでフィルム表面にロール跡がつく問題が起こらない。
また、直接加熱工程(a)におけるフィルム温度Taが(Tm−60)℃以上であれば、後の間接加熱工程(b)との組み合わせにより最終的なフィルムの熱収縮率が目標値を達成することができる。
【0018】
加熱ロールは、1本でも数本でも構わない。
加熱ロールが数本ある場合は、いずれの加熱ロールによる加熱によってもフィルムの温度は(Tm−30)℃を超えてはならないが、少なくともいずれかの加熱ロールによりフィルムの温度を(Tm−60)℃以上、(Tm−30)℃以下にすればよい。好ましい態様は、加熱ロールの温度を順次5℃〜20℃ずつ上げ、最終加熱ロールによってフィルムの温度を(Tm−60)℃以上、(Tm−30)℃以下にすることである。
加熱ロールによる処理時間は2秒〜20秒であることが望ましい。ここで、処理時間とは、フィルムの温度が(Tm−60)℃以上、(Tm−30)℃以下の温度範囲にある時間をいい、加熱ロールが数本の場合は、フィルムの温度が(Tm−60)℃以上、(Tm−30)℃以下の温度範囲にある時間の合計を指す。
処理時間が2秒以上であれば、後の間接加熱工程(b)との組み合わせにより熱収縮率を目標の範囲にすることができ、20秒以下であればフィルムの熱劣化が生じない。
【0019】
次に、間接加熱工程(b)について説明する。
間接加熱工程(b)は、フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段を用いてフィルムを加熱する工程である。
ここで、「フィルム温度Tb」とは、間接加熱工程(b)におけるフィルムの最高温度をいう。
また「間接加熱手段」とは、フィルムに直接接触しない加熱手段をいい、例えば、カーボンヒーター、近赤外線ヒーター、電熱ヒーター等の公知のヒーターを使用することができる。この中でも、昇温能力の高いカーボンヒーター、近赤外線ヒーターが望ましい。
間接加熱手段は、1つでも複数でも構わない。間接加熱手段が複数ある場合、いずれの間接加熱手段による加熱によってもフィルムの温度は(Tm−10)℃を超えてはならないが、少なくともいずれかの間接加熱手段によりフィルムの温度を(Tm−45)℃以上、(Tm−10)℃以下にすればよい。
【0020】
間接加熱工程(b)におけるフィルム温度Tbが(Tm−45)℃以上であれば、前述の直接加熱工程(a)との組み合わせにより熱収縮率を目標の範囲にすることができ、フィルム温度Tbが(Tm−10)℃以下であればフィルムの軟化による切れの問題がない。
【0021】
また、間接加熱工程(b)におけるフィルムテンションはMD方向に0.5MPa以上、10MPa以下であることが望ましく、加熱処理工程(b)の間、フィルムのTD方向にはテンションがかからないことが望ましい。ここで、MD方向とは、フィルムの流れ方向(縦方向)をいい、TD方向とは、MD方向に対して直行する方向(横方向)をいう。
MD方向のフィルムテンションが0.5MPa以上であれば、間接加熱工程(b)中にフィルムに皺が発生せず、10MPa以下であれば、目標範囲の熱収縮率とMD方向、TD方向の熱収縮率のバランスを達成することができる。
【0022】
また、間接加熱手段による処理時間は0.5秒〜10秒であることが好ましい。ここで、処理時間とは、フィルムの温度が(Tm−45)℃以上、(Tm−10)℃以下の温度範囲にある時間をいい、間接加熱手段が複数ある場合は、フィルムの温度が(Tm−45)℃以上、(Tm−10)℃以下の温度範囲にある時間の合計を指す。
処理時間が0.5秒以上であれば、前述の直接加熱工程(a)との組み合わせにより、目標の熱収縮率を達成することができ、10秒以下であればフィルムの熱劣化が生じない。
【0023】
本発明の熱処理方法においては、間接加熱工程(b)におけるフィルム温度が、直接加熱工程(a)にフィルム温度よりも20℃以下の範囲で高い必要がある。
温度差を20℃以下とすることにより、間接加熱工程(b)におけるフィルム表面の皺の発生を防止することができる。
【0024】
本発明の熱処理方法は、製膜直後のインラインで行っても、製膜後、一旦巻き取ったフィルムをオフラインで行ってもよい。
【0025】
本発明の熱処理により、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱収縮率を、MD方向において1%以上10%以下、TD方向において−3%以上7%以下とし、かつ、MD方向とTD方向の熱収縮率差(MD−TD)を、−2%以上8%以下とすることが好ましい。
更に望ましくは、フィルムの熱収縮率を、MD方向において1%以上7%以下、TD方向において−3%以上5%以下とし、MD方向とTD方向の熱収縮率差(MD−TD)を、−1%以上7%以下とすることが好ましい。
【0026】
ここで、「熱収縮率」とは、Tm−15(℃)のエアー中で、フィルムに応力をかけないで5分放置した際の収縮率であって、以下の式によって求められる値をいう。
熱収縮率(%)={(熱収縮前のフィルム長さ−熱収縮後のフィルム長さ)
/熱収縮前のフィルム長さ}×100
【0027】
熱処理後のフィルムの熱収縮率が、TD方向において−3%以上7%以下で、かつ、MD方向とTD方向の熱収縮率差(MD−TD)が−2%以上8%以下であれば、このフィルムを積層シートとしてTD方向にテンションがかからない成形方法を適用しても、TD方向の熱収縮に起因するカールや幅縮みが、許容できる範囲内となる。また、この成形方法においてはMD方向にはテンションがかかるとはいえ、MD方向の熱収縮率が大きければ熱収縮によりシートが成形金型のピッチからずれるという問題が発生する。しかし、MD方向における熱収縮率が1%以上10%以下とすれば、このようなMD方向の熱収縮に起因するピッチずれの問題もテンションコントロールの調整により回避することができる。
また、熱処理後のフィルムの熱収縮率が、MD方向において1%以上7%以下、TD方向において−3%以上5%以下で、かつ、MD方向とTD方向の熱収縮率差(MD−TD)が−1%以上7%以下であればTD方向のカールや幅縮み、MD方向のピッチずれの問題は生じない。
【0028】
本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムについて説明する。
二軸延伸フィルムの製造方法に限定はないが、溶融押出後に一般的なダブルバブルインフレーション法により製膜したものであることが好ましい。
本発明の熱処理方法を適用する二軸延伸フィルムに含まれる塩化ビニリデン−アクリル酸メチル共重合体の共重合組成に限定はないが、塩化ビニリデンの共重合割合が90〜98重量%、アクリル酸メチルの共重合割合が2〜10重量%であることが好ましい。
アクリル酸メチルの共重合割合が2重量%以上であれば、押出製膜時の溶融特性が良好である。また、アクリル酸メチルの共重合割合が10重量%以下であれば高い水蒸気バリア性を達成することができる。
【0029】
本発明の熱処理後の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの引張破断強度は、MD、TD共に50MPa以上であることが好ましい。
引張破断強度が50MPa以上であれば、他のシートを積層するためのラミネート加工の際のテンションによってもフィルム切れは起らない。なお、塩化ビニリデン−アクリル酸メチル共重合体の特性上、引張破断強度は約250MPa以下となる。
【0030】
本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムに含まれる塩化ビニリデン−アクリル酸メチル共重合体のゲルパーミエ−ションクロマトグラフィー法(GPC法)で求めたポリスチレンを標準とした重量平均分子量(Mw)は、5.0万〜8.5万であることが好ましく、より好ましくは5.0万〜7.5万である。
Mwが5.0万以上であれば、製膜時のフィルム強度が十分であることから二軸延伸することができる。一方、Mwが8.5万以下であれば、押出製膜時の溶融特性が良好であると共にフィルムの熱収縮応力が低減されるために熱処理後の熱収縮率を目標範囲まで低減しやすくなる。また、Mwが7.5万以下であれば、熱収縮応力が更に低減されるために、より低温の熱処理で熱収縮率を低減することが可能になる。
【0031】
本発明の熱処理後の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの水蒸気透過率は、5.0g・μm/m2・day以上、30g・μm/m2・day以下であることが好ましい。水蒸気透過率が5.0g・μm/m2・day以上であれば、押出製膜時の溶融特性を良好にすることができる。また、水蒸気透過率が30g・μm/m2・day以下であれば高い水蒸気バリア性が必要とされる分野、例えば、医薬品や食品の包装に十分使用できる。
なお、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの水蒸気透過率はアクリル酸メチルの共重合割合を調整することで制御することができ、例えば、水蒸気透過率は5.0g・μm/m2・day以上とするためには、アクリル酸メチルの共重合割合を2重量%以上にすればよい。
【0032】
また、本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムには、必要に応じて、各種の公知の添加剤を添加してもよい。添加剤としては、可塑剤、熱安定剤、光安定剤、有機滑剤、無機粉末、着色剤等が挙げられる。
また、本発明の熱処理方法を適用する塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムには、塩化ビニリデン−アクリル酸メチル共重合体以外の重合体を含んでもよいが、これらの他の重合体の含有量は、塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルム100重量部に対して30重量部以下であることが好ましい。
【0033】
本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、他の成形性の良好なシートを積層して積層シートとすることができる。ここで、積層構成は、対称型、非対称型のどちらでもよい。
【0034】
本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムに積層されるシートとしては、例えば、ポリ塩化ビニル(PVC)、ポリプロピレン(PP)、環状オレフィン共重合体(COC)、環状ポリオレフィン(COP)、ポリ塩化三フッ化エチレン(PCTFE)等の一種類以上のシートが挙げられる。
これらの積層されるシートの製法は特に限定されるものではないが成形性の観点からカレンダー法が望ましい。また積層されるシートの厚みは10μmから400μmが望ましい。
更に積層方法については特に限定されないが、例えば、有機溶剤を用いたソルベント方式や水性接着剤を用いたノンソルベント方式が挙げられる。
【0035】
また、このような本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを積層した積層シートに、MD方向にのみテンションがかかりTD方向にはテンションがかからない成形方法を適用して、ブリスター成形体を製造することができる。
本発明において製造できるブリスター成形体の寸法形状に限定はないが、MD方向にのみテンションがかかりTD方向にはテンションがかからない成形方法を適用して製造した場合には、比較的小さいブリスター成形体を製造することができ、通常、円径、楕円形、長方形の場合はそれぞれ直径、長径、長辺が5mm〜50mm程度である。また、このようなブリスター成形体の被包装体としては、例えば、防湿性或いは酸素や二酸化炭素の遮断性が必要とされる医薬錠剤、電子部品等が挙げられる。
【0036】
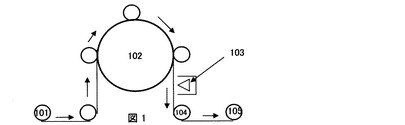
図1は、本発明の熱処理方法を行うために使用できる装置の一例である。
図1においてまず、先の溶融延伸プロセスにより製造された塩化ビニリデン−アクリル酸共重合体二軸延伸フィルムの原反を繰り出し機101にセットし、加熱ロール102によりフィルム温度Taが(Tm−60)℃以上、(Tm−30)℃以下となるようにして2〜20秒の直接熱処理を施す。次に、加熱ロール102からフィルムが離れた後にカーボンヒーター等の間接加熱手段103によりフィルム温度Tbが(Tm−45)℃以上、(Tm−15)℃以下となるようにして0.5秒〜10秒の間接熱処理を施す。この際のフィルムのMD方向のフィルムテンションが0.5〜10MPa(テンションピックアップロール104で測定)であることが好ましい。その後、空冷によりフィルムの温度を下げて巻き取り機105によってフィルムを巻き取る。
【実施例】
【0037】
実施例において用いた評価方法は以下の通りである。
1)フィルムを構成する樹脂組成物のTm(結晶融点) (℃)
パーキンエルマー社のDiamond DSCを使用して測定した。二軸延伸後熱処理前のフィルムを30℃から190℃まで10℃/minで昇温した時の結晶融解熱量のピーク温度(℃)をTmとした(昇温回数は1回)。
2)熱収縮率(フリー収縮値)(%)
(Tm−15)℃エアー中、フィルムにテンションがかからない状態で5分間暴露し、暴露前後のMD方向、TD方向のフィルム長さを測定し、熱収縮率を求めた。
【0038】
3)熱処理による皺の発生
熱処理後の皺の発生を以下の基準にしたがって目視により評価した。
(皺発生評価基準)
皺の発生がない:○
皺が発生する:×
4)引張破断強度
ASTM D−882に準拠して、23℃、50%RHにおいて引張破断強度を測定した。
(引張破断強度の評価基準)
MD、TD共に50MPa以上 :○
MD、TDの一方が50MPa未満:×
5)水蒸気透過率(WVTR)
試料として厚み15μmのフィルムを用意し、ASTM F−1249に準拠して、Mocon PERMATRAN−W200を使用して38℃、90%RHの条件で測定した。
(水蒸気透過率の評価基準)
5.0g・μm/ m2・day≦WVTR≦30g・μm/m2・day:○
30g・μm/m2・day<WVTR≦60g・μm/m2・day:△
60g・μm/m2・day<WVTR:×
5) ラミネート適性
ドライラミネーターにより、以下の条件で、250μm厚のポリ塩化ビニルシート(住友ベークライト社(株) VSS−1104)と2000m長のドライラミネート加工を行い、以下の基準にしたがってラミネート適性を評価した。
(ラミネーター条件他)
速度;100m/min
フィルムテンション;5MPa
ニップロール温度;60℃
乾燥方式;70℃×20秒
塗工方式;グラビアコート
接着剤;三井武田ケミカル(株)製 A515とA50を10:1の割合で混合したものを接着剤量の3倍重量の酢酸エチルに溶かしたものを使用した。
塗布量:4g/m2(dry)
(ラミネート適性評価基準)
フィルム切れが起らずラミネート加工が可能:○
フィルム切れが1回以上起るためラミネート加工が不可能:×
6) 成形適性
ラミネート適性の評価の場合と同様にして積層シートを形成し、シート巾を108mmにスリットした後に金型として直径11mm、深さ6mm丸型錠剤タイプのものを使用してPTP包装用のマルホPF−D1型の成形機にて連続成形を行った。
(成形条件)
シート温度:150℃
成形圧力:真空+圧空0.4MPa
(成形適性評価基準)
連続成形が可能(TDのカール、巾縮みが起らない・MDのピッチずれが起らない):○
連続成形が不可能(TDのカール、巾縮みが起らない・MDのピッチずれが生じる):△
連続成形が不可能(TDのカール、巾縮みが生じる・MDのピッチずれが生じない):×
連続成形が不可能(TDのカール、巾縮みが生じる・MDのピッチずれが生じる):××
【0039】
<実施例1>
塩化ビニリデン(VDC)の共重合割合が94.8重量%、アクリル酸メチル(MA)の共重合割合が5.2重量%であり、重量平均分子量が8.0万の塩化ビニリデン−アクリル酸メチル共重合体(PVDC−MA)100重量部に対して、熱安定剤としてエポキシ化亜麻仁油2.0重量部を添加混合して得られた樹脂組成物を押出し、ダブルバブルインフレーション法にて二軸延伸フィルムを製膜した。得られた塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTm(融点)は165℃であった。
このフィルムを、図1に示した装置を用いて、まず加熱ロールでの120℃(フィルム温度Ta)の直接加熱を15秒施した後にカーボンヒーターで130℃(フィルム温度Tb)の間接加熱を5秒施した。カーボンヒーターによる間接加熱時のMD方向のフィルムテンションは1.5MPaであり、TD方向はテンションをかけなかった。このようにして、最終的に15μm厚のフィルムを得た。
この熱処理後の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムをカレンダー加工により製造された250μm厚の塩化ビニルシート(住友ベークライト社(株) VSS−1104)とドライラミネート加工(上記評価方法5に記載と同様の方法)して積層シートを作成した。ドライラミネート時の接着剤としては2液反応型ウレタン接着剤(三井武田ケミカル(株) A515/A50)を用いた。
【0040】
<実施例2>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を7.4万とし、熱処理条件を(加熱ロール加熱:110℃/18秒 カーボンヒーター:125℃/7秒 フィルムテンション1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは166℃であった。
<実施例3>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を6.2万とし、熱処理条件を(ロール加熱:130℃/3秒 カーボンヒーター:150℃/3秒 フィルムテンション0.8MPa)とした以外は実施例1と同様でにして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは167℃であった。
【0041】
<実施例4>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を8.3万とし、熱処理条件を(ロール加熱:120℃/20秒 カーボンヒーター:122℃/9秒 フィルムテンション1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは164℃であった。
<実施例5>
塩化ビニリデン−アクリル酸メチル共重合体のVDCの共重合割合を97.8重量%、MAの共重合割合を2.2重量%、重量平均分子量を5.2万とし、熱処理条件(ロール加熱:144℃/15秒 カーボンヒーター:154℃/1秒 フィルムテンション5.0MPa)とした以外は実施例1と同様にして積層シートを作成した。である。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは189℃であった。
【0042】
<実施例6>
塩化ビニリデン−アクリル酸メチル共重合体のVDCの共重合割合を92.2重量%、MAの共重合割合を7.8重量%とし、熱処理条件を(ロール加熱:102℃/15秒 カーボンヒーター:112℃/5秒 フィルムテンション 8.0MPa )とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは147℃であった。
<実施例7>
熱処理条件を(ロール加熱:120℃/15秒 カーボンヒーター:130℃/5秒 フィルムテンション 11MPa)とした以外は実施例1と同様にして積層シートを作成した。なおこの際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
【0043】
<比較例1>
塩化ビニリデン−アクリル酸メチル共重合体の重量平均分子量を7.0万とし、熱処理条件を(ロール加熱:110℃/20秒 カーボンヒーター:135℃/7秒 フィルムテンション 1.5MPa )をとした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは167℃であった。
<比較例2>
熱処理条件を(ロール加熱:120℃/15秒 カーボンヒーター:加熱なし)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例3>
熱処理条件を(ロール加熱:140℃/15秒 カーボンヒーター:加熱なし)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
熱処理の際、フィルムにロール跡が残り、そこが起点となりフィルム切れが多発した。
<比較例4>
熱処理条件を(ロール加熱:なし カーボンヒーター:130℃/5秒 フィルムテンション 1.5MPa)とした以外は実施例1と同様にして積層シートを作成したが皺が原因でラミネート加工ができなかった。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例5>
熱処理条件を(ロール加熱:100℃/15秒 カーボンヒーター:120℃/5秒 フィルムテンション1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例6>
熱処理条件を(ロール加熱:105℃/15秒 カーボンヒーター:115℃/5秒 フィルムテンション 1.5MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
【0044】
<比較例7>
熱処理条件を(ロール加熱:130℃/15秒 カーボンヒーター:160℃/5秒 フィルムテンション:0.8MPa)とした以外は実施例1と同様にして積層シートを作成した。なお、この際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例8>
直接加熱と間接加熱の順序を変更した、すなわち、間接加熱後に直接加熱を行った(カーボンヒーター:130℃/5秒 フィルムテンション 1.5MPa ロール加熱:120℃/15秒 )以外は実施例1と同様にして積層シートを作成したが皺が原因でラミネート加工ができなかった。なおこの際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例9>
熱処理を実施しない以外は実施例1と同様にして積層シートを作成した。なおこの際の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムのTmは165℃であった。
<比較例10>
実施例1と同様の樹脂組成物を特開昭62−285928の無延伸系のTダイキャスト法で製膜して15μm厚のフィルムを得た。この塩化ビニリデン−アクリル酸メチル共重合体無延伸フィルムのTmは165℃であった。
このフィルムに、実施例1と同様にしてドライラミネート加工して積層シートを作成したがフィルム切れが生じてラミネートできなかった。
【0045】
表1より、本発明の熱処理方法を施した塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、熱収縮率が小さく、ポリ塩化ビニルシートとのラミネート加工の際にもフィルム切れが起こらず、積層しーとした後にTD方向にテンションをかけない成形する成形方法を適用した場合にも良好な成形性を示した。
特に、間接加熱工程(b)においてフィルムのMD方向のテンションを10MPa以下とした実施例1〜6の熱処理方法では、連続成形が可能なほど良好な成形適性を示した。
これに対して、直接加熱、間接加熱のいずれか一方を行っていない比較例2〜4においては、熱収縮率が大きいか、又は、フイルム切れや皺が発生した。また、直接加熱と間接加熱とを組み合わせた熱処理ではあっても、フィルム温度Ta、Tbが本発明の規定から外れる比較例1、5〜7においては、熱処理時にフィルムが軟化してフィルムが切れたり、フィルム表面に皺やローラ跡が発生するか、又は、成形適性が劣っていた。また、直接加熱と間接加熱とが本発明とは逆の順序で施された比較例8においては、熱処理によりフイルム表面に皺が発生し、これが原因でラミネートができなかった。
【0046】
【表1】
【産業上の利用可能性】
【0047】
本発明の熱処理方法により熱収縮率が低減された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムは、機械強度・気体バリア性と低熱収縮性を両立するため、食品や医薬品等の包装用途に好適に用いることができる。
特に、このフィルムは熱収縮率が大幅に低減されるので、塩化ビニル等の他の成形性の良好なシートとラミネート加工して積層体とした後にTD方向にテンションをかけずに成形する成形方法に適している。そのため、医薬品等の包装に用いられるブリスター成形体の製造にも適している。
【図面の簡単な説明】
【0048】
【図1】塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを熱処理する装置の一例を示す概略図である。
【符号の説明】
【0049】
101; 繰り出し機
102; 加熱ロール
103; 間接加熱手段(カーボンヒーター)
104; テンションピックアップロール
105; 巻き取り機
【特許請求の範囲】
【請求項1】
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法であって、
以下の加熱工程(a)、(b)をこの順で含み、0℃<Tb−Ta≦20℃である熱処理方法;
(a)フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロールを接触させてフィルムを加熱する直接加熱工程、
(b)フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段を用いてフィルムを加熱する間接加熱工程、
ここで、Tm(℃)はフィルムの結晶融点を示す。
【請求項2】
間接加熱工程(b)においてフィルムのMD方向にかかるフィルムテンションが0.5MPa以上、10MPa以下である請求項1に記載の熱処理方法。
【請求項3】
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを用意する工程と、
該塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを請求項1又は2記載の熱処理方法により熱処理する工程と
を含む、熱収縮率が低減した塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの製造方法。
【請求項4】
請求項3記載の製造方法によって製造された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルム。
【請求項5】
ポリ塩化ビニル、ポリプロピレン、環状オレフィン共重合体、環状ポリオレフィン、ポリ塩化三フッ化エチレンから選ばれる一種類以上を含むシートと、
請求項4記載の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムと、
を含む積層体。
【請求項6】
請求項5記載の積層体を使用したブリスター成形体。
【請求項1】
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの熱処理方法であって、
以下の加熱工程(a)、(b)をこの順で含み、0℃<Tb−Ta≦20℃である熱処理方法;
(a)フイルム温度Ta(℃)が(Tm−60)℃≦Ta≦(Tm−30)℃となるように、フィルムに加熱ロールを接触させてフィルムを加熱する直接加熱工程、
(b)フィルム温度Tb(℃)が(Tm−45)℃≦Tb≦(Tm−10)℃となるように、間接加熱手段を用いてフィルムを加熱する間接加熱工程、
ここで、Tm(℃)はフィルムの結晶融点を示す。
【請求項2】
間接加熱工程(b)においてフィルムのMD方向にかかるフィルムテンションが0.5MPa以上、10MPa以下である請求項1に記載の熱処理方法。
【請求項3】
塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを用意する工程と、
該塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムを請求項1又は2記載の熱処理方法により熱処理する工程と
を含む、熱収縮率が低減した塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムの製造方法。
【請求項4】
請求項3記載の製造方法によって製造された塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルム。
【請求項5】
ポリ塩化ビニル、ポリプロピレン、環状オレフィン共重合体、環状ポリオレフィン、ポリ塩化三フッ化エチレンから選ばれる一種類以上を含むシートと、
請求項4記載の塩化ビニリデン−アクリル酸メチル共重合体二軸延伸フィルムと、
を含む積層体。
【請求項6】
請求項5記載の積層体を使用したブリスター成形体。
【図1】

【公開番号】特開2008−162044(P2008−162044A)
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願番号】特願2006−351371(P2006−351371)
【出願日】平成18年12月27日(2006.12.27)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
【公開日】平成20年7月17日(2008.7.17)
【国際特許分類】
【出願日】平成18年12月27日(2006.12.27)
【出願人】(303046314)旭化成ケミカルズ株式会社 (2,513)
【Fターム(参考)】
[ Back to top ]