
増強された機械的特性および延伸比を有する「PETコポリマー」組成物、それで製造された製品および製法
エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成るプレフォームから容器を製造する。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量はポリ(エチレンテレフタレート)コポリマー中に約0.2モルパーセント〜約2.2モルパーセント未満までの量で存在する。容器は飲料を充填するのに有用であり、対応する方法が開示される。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は低レベルの、ナフタレンジカルボン酸およびジエチレングリコールのようなジオールおよび酸の変性(modification)を有するポリ(エチレンテレフタレート)基剤の樹脂組成物で製造されたプレフォームおよびそれらの容器に関する。更にとりわけ、本発明は従来のポリ(エチレンテレフタレート)基剤の樹脂組成物を使用して製造された容器に比較して高められた機械的特性を示す、低い延伸比をもつプレフォームおよびそれらの容器に関する。
【背景技術】
【0002】
少量の更なる成分を含有することができ、そしてしばしばそれらを含むにもかかわらず、本工業において一般に単に「PET」と呼ばれるポリ(エチレンテレフタレート)基剤の樹脂は、機械的特性および気体遮蔽性のそれらの優れた組み合わせのために、炭酸ソフトドリンク、ジュース、水等のための容器を製造するために広範に使用されてきた。充填のためのPETのようなプラスチック製品の使用が増加するに従って、プラスチック廃棄物の環境への影響に関する心配が益々重大になってくる。プラスチック容器の環境に対する影響を減少させるためには材料の減少が好ましい方法である。材料の減少は資源およびエネルギーを節約するが、PETの更なる材料の減少は、本ポリマーの主要な用途に必要な物理的性能の必要条件のために、達成が困難である。
【0003】
存在する、材料の減少の1つの機会はPETプレフォームのPET容器へのブロー成形時に達成される材料利用度に関連する。材料利用度は容器の側壁中に存在する非延伸ポリマーの量と定義される。サイズの大きい容器については、材料利用量はすでに高く、更に材料利用度を増加しても、材料減少に対して限定された機会を提供するのみである。しかし、サイズの小さい容器については、材料利用量が著しく低く、材料利用度は典型的には80〜85パーセントの範囲にある。従来のPETを使用して材料利用を改良することはプレフォームの延伸比を増加することにより達成することができる。PETの剛性はポリマーを延伸することによりもたらされる延伸度により直接影響を受けるので、プレフォームの延伸比を増加することは容器の機械的特性を高めることにより付加的利益を与える。しかし、プレフォームの延伸比増加に伴って有意な経費がかかる。プレフォームの延伸比を増加することは必然的に、プレフォームの壁の厚さを増加することを意味し、それは射出成形およびブロー成形のサイクル時間に不都合な影響を与える。その結果、より大きいエネルギーを消費し、PET容器製造のための資本(capital)および操業経費(operating cost)を増加する。
【0004】
材料減少のこれまでの方法は、製造される容器の側壁の厚さの同時の減少を伴う、容器重量の減少に単に焦点を当ててきた。側壁の剛性は厚さの2乗に関連するので、この方法は容器の機械的保全性を本質的に犠牲にする。原則的には容器の側壁の剛性はポリマーのモジュラスを増加することにより維持されることができると考えられるが、これは実際的に達成が困難である。更に、側壁の剛性はモジュラスの1乗のみに対して変動し、従って、あらゆる厚さの減少を相殺するためにはモジュラスのずっと高い増加が必要であると考えられる。PETの分子量もしくは容器の結晶化度の増加はPETのモジュラスを増加させることができるが、これらの方法は特有の制約を有する。分子量の僅かな増加すらもまたPETの溶融粘度を増加し、それはプレフォームを形成する溶融加工期間中に著しく大きいポリマーの劣化をもたらす可能性がある。容器の結晶化度を増加するためには、実質的に高温におけるヒートセットのような容器製造工程中の更なる段階が必要である。核生成剤もしくは超延伸によるような、容器のずっと高い結晶化度を達成するその他の方法は成功しなかった。
【0005】
特許文献1および2は、特に低分子量の添加剤の使用によりPETの機械的特性を増加する方法を記載している(特許文献1および2参照)。これらの添加剤はPETの引っ張り弾性率に緩やかな改善を与えた。しかし必要な添加剤量は高く(1〜5重量%)、請求される添加剤はPETの価格に対して比較的高価である。更に、これらの添加剤はポリマー連鎖の一部ではなかったので、それらは抽出性である可能性があり、それは食品と接触する用途におけるそれらの使用には有害である。
【0006】
従って、高度の材料利用率を有し、より軽量であり、十分な機械的特性を有し、そしてその生産時にエネルギー消費のより少ない容器の需要が当該技術分野に存在する。従って、本発明が目的とするのはこのような容器を提供することである。
【特許文献1】米国特許第5,631,054号明細書
【特許文献2】米国特許第5,162,091号明細書
【発明の開示】
【課題を解決するための手段】
【0007】
本発明は、開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有する射出成形プレフォームを提供することにより、より軽量の容器の前記の需要に対処する。1態様において、プレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成るポリ(エチレンテレフタレート)コポリマー(以後「PETコポリマー」と呼ばれる)を含んで成る。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満までの量で存在する。モル百分率は100モルパーセントの二酸成分および100モルパーセントのジオール成分に基づく。この定義は本明細書全体のモル百分率に適用できる。各々のプレフォーム、容器および対応する製法は本発明の更なる態様である。
【0008】
もう1つの態様において、容器製造に使用のためのプレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は「PETコポリマー」中に100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づいて約0.2モルパーセント〜約3.0モルパーセント未満までの量で存在する。更に、非エチレングリコールのジオール成分は約0.1〜約2.0モルパーセントの量で存在し、そして非テレフタル酸の二酸成分は約0.1〜約1.0モルパーセントの量で存在する。
【0009】
好ましい態様において、プレフォームは約8〜約12の範囲内の延伸比をもつようになっており、それがプレフォームに減少した壁の厚さをもたせる。従ってプレフォームの製造のサイクル時間が減少する。材料利用率がより高いために、生産される容器は改善された熱安定性および側壁の剛性の特徴を示しながら、より少量の材料が使用される必要があり、製品価格が低下される。
【0010】
本発明の更にもう1つの態様において、容器製造のサイクル時間を短縮する方法は
(1)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」溶融体(ここで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満の量で存在する)を提供すること、
(2)次に「PETコポリマー」を成形体に射出すること、
(3)次に成形体および含有ポリマーを冷却すること、
(4)次に成形体からプレフォームを離型すること、
(5)次にプレフォームを再加熱すること、並びに
(6)次にプレフォームを容器にブロー成形すること、
の段階を含んで成る。容器製造のサイクル時間は約2.2モルパーセントを超える非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の組み合わせ物のコモノマー変性(modification)を有するポリ(エチレンテレフタレート)樹脂を含んで成る第2の容器を製造するための第2のサイクル時間に比較して短縮される。
【0011】
従って、本発明の態様は2組の改善をもたらす。1組において、「PETコポリマー」を従来のプレフォームデザインとともに使用して、高められた機械的特性、高い結晶化度および改善され棚寿命をもつ容器を製造する。他方の組において、「PETコポリマー」を、約8〜約12の延伸比、減少されたプレフォームの壁の厚さおよび短縮されたサイクル時間を有する再設計プレフォームとともに使用して、従来のPET樹脂および従来のプレフォームのデザインを使用して製造された容器に比較して同等なもしくは改善された品質の容器を製造する。
【発明を実施するための最良の形態】
【0012】
本発明において、「PETコポリマー」は射出成形プレフォームに製造され、それが次に容器にブロー成形される。プレフォームは開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を含んで成る。プレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成り、そこで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満までの量で存在する。ジオール成分および二酸成分のモル百分率は「PETコポリマー」の製造工程中もしくはそれを通過中に形成されるような「PETコポリマー」組成物中のすべての残留コモノマーを含む。本明細書中のすべての事例において、「PETコポリマー」は100モルパーセントのジオール成分および100モルパーセントの二酸成分を含む合計200モルパーセントに基づく。
【0013】
「PETコポリマー」中の非エチレングリコールのジオール成分および非テレフタル酸の二酸成分それぞれの量は約0.2モルパーセント〜約2.2モルパーセント未満である双方の総量以内で、ある程度変動することができる。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は好ましくは、「PETコポリマー」中に約1.1〜約2.1モルパーセントの量で、そして更により好ましくは約1.2モルパーセント〜約1.6モルパーセントの量で存在する。非テレフタル酸の二酸からの反復単位は好ましくは、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量、より好ましくは約0.2〜約0.75モルパーセントの量、更により好ましくは約0.25〜約0.6モルパーセントの量、そして更にまだ好ましくは約0.25〜約0.5モルパーセント未満の量で存在する。非エチレングリコールのジオール成分からの反復単位は好ましくは、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量、より好ましくは約0.5〜約1.6モルパーセントの量そして更により好ましくは約0.8〜約1.3モルパーセントの量で存在する。「PETコポリマー」は好ましくは約0.6〜約1.1dL/g、より好ましくは約0.7〜約0.9、そして更により好ましくは約0.8〜約0.84dL/gのASTM D4603−96に従って測定される固有粘度(IV)を有する。本発明のPET樹脂は望ましくは、反応等級樹脂である、すなわちPET樹脂がコモノマー間の化学反応の直接的生成物であって、ポリマー混合物ではないことを意味する。
【0014】
本発明のもう1つの態様において、容器製造時に使用のためのプレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る。「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は、ジオール成分100モルパーセントおよび二酸成分100モルパーセントに基づき約0.2モルパーセント〜約3.0モルパーセント未満の量にある。非エチレングリコールのジオール成分は約0.1〜約2.0の量で、そして非テレフタル酸の二酸成分は約0.1〜約1.0の量で存在する。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.6モルパーセント未満の量で存在する。
【0015】
非テレフタル酸の二酸成分はアジピン酸、コハク酸、イソフタル酸(IPA)、フタル酸、4,4’−ビフェニルジカルボン酸、ナフタレンジカルボン酸等を含む多数の二酸のいずれであってもよい。好ましい非テレフタル酸の二酸成分は2,6−ナフタレンジカルボン酸(NDC)である。本発明中で検討された非エチレングリコールのジオールには、シクロヘキサンジメタノール、プロパンジオール、ブタンジオールおよびジエチレングリコールが含まれる。これらのうちで、ジエチレングリコール(DEG)は「PETコポリマー」中にすでに必然的に存在するので、好ましい。非テレフタル酸の二酸成分および非エチレングリコールのジオール成分はまた、二酸およびジオールそれぞれの混合物であってもよい。
【0016】
本発明の「PETコポリマー」中のDEGレベルは約0.1〜約2.0モルパーセントの範囲にあり、それは従来のPET(以後「従来のPET」と呼ぶ)の製品中に存在するDEGの典型的な残留レベルより低い。「従来のPET」は典型的には約2.4〜約2.9モルパーセントのDEGを含み、それは約1.3〜約1.6の、より一般に言及される重量パーセントに等しい。PET製造の技術分野の業者は概括的に、DEGをポリマー製品の無害な副産物とみなし、その結果、容器中への使用を意図されるPET中のDEGレベルの減少を目指してほとんど努力されてこなかった。従って、本発明の「PETコポリマー」中により低いDEGレベルを達成するための、容器のためのPET生産工程に対する変更が思い付かれるにちがいない。ポリエステルのDEG含量を減少するために適するあらゆる方法を使用することができる。適した方法には、エステル化もしくはエステル交換反応においてエチレングリコールに対する二酸もしくはジエステルのモル比率を減少すること、エステル化もしくはエステル交換反応の温度を低下させること、テトラ−アルキルアンモニウム塩等を含むDEG抑制添加剤の添加およびエステル化もしくはエステル交換反応に再循環されるエチレングリコールのDEG含量の減少、が含まれる。
【0017】
望ましい態様において、プレフォームは容器製造に使用される際に、約8〜約12の、そしてより望ましくは約8〜約10の範囲内の延伸比を有する。本明細書で使用される延伸比は当業者に周知の命名法を表わし、以下のように定義される:
延伸比=(容器の最大直径/プレフォームの内径)
×[(フィニッシュ下の容器の高さ)/(フィニッシュ下のプレフォームの高さ)]
自然延伸比(natural stretch ratio)はポリマーの固有の特性である。本実施例で使用される、プレフォームに対するポリマーのフリーブロー容量の測定はポリマーの自然延伸比の測定法を与える。ポリマーの自然延伸比は、容器製造のブロー成形工程に使用されるプレフォームの延伸比限度を決定することにより、プレフォームのデザインに影響を与える。より低い自然延伸比をもつポリマーはプレフォームにより低い延伸比をもつようにさせる。プレフォームの延伸比がより低い時はいつでも、標的の側壁の厚さをもつビンを製造するために要するプレフォームの側壁の厚さを減少させることができる。軽量容器をブロー成形する際の重要な因子はまた、特にラベルパネル領域の均一な壁の厚さの分布である。より低い自然の延伸比をもつポリマーを使用すると、ブロー成形工程期間中に、本質的により大量の材料を不均一に延伸させ、分布させる。ポリマーの自然延伸比を理解することにより、プレフォームが重量、高さ、最大部直径、熱安定性および側壁剛性のような特定の選択された物理的特性を有する容器にブロー成形されることができるように、高さ、内径および壁の厚さのようなプレフォームのディメンションを選択することができる。
【0018】
本発明のもう1つの態様において、容器を製造するサイクル時間を短縮する方法は
(1)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」溶融体(そこで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満の量で存在する)を提供すること、
(2)次に「PETコポリマー」を成形体に射出すること、
(3)次に成形体および含有ポリマーを冷却すること、
(4)次に成形体からプレフォームを離型すること、
(5)次にプレフォームを再加熱すること、並びに
(6)次にプレフォームを容器にブロー成形すること、
の段階を含んで成る。前記の段階に従う容器製造のサイクル時間は約2.2モルパーセントを超える非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の組み合わせ物のコモノマー変更を有するポリ(エチレンテレフタレート)樹脂を含んで成る第2の容器を製造するための第2のサイクル時間に比較して短縮される。
【0019】
もう1つの方法の態様において、容器の製法は開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有する射出成形プレフォームをブロー成形することを含んで成る。プレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る。「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.2モルパーセント未満までの量にある。
【0020】
更にもう1つの方法の態様において、容器製造時の使用のためのプレフォームの製法は、エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を射出成形することを含んで成る。「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.2モルパーセント未満までの量にある。
【0021】
方法の態様において、「PETコポリマー」は好ましくは、約0.1〜約1.0モルパーセントの量で存在する非テレフタル酸の二酸成分として2,6−ナフタレンジカルボン酸そして約0.1〜約2.0モルパーセントの量で「PETコポリマー」中に存在する非エチレングリコールのジオール成分としてジエチレングリコールを含んで成る。プレフォームは好ましくは、約8〜約12の範囲内の、そしてより好ましくは約8〜約10の範囲内の延伸比を有する。
【0022】
本発明の重要性を理解するために、容器の従来の製法の理解が必要である。第1に、従来のポリエステルのエステル化/重縮合工程から得られるPETペレットを溶融し、次に射出成形法によりプレフォームに形成する。第2にプレフォームをポリマーのガラス転移温度より上の温度にオーブン中で加熱し、次にブロー成形法により容器に形成する。所望の最終結果は含有される飲料もしくは食品に適当な保護を与えるような十分な機械的特性およびバリヤー性をもつ澄明な容器である。
【0023】
澄明なもしくは透明な容器製造時における重要な考慮事項は最初に澄明なもしくは透明なプレフォームを製造することである。射出成形段階中に、ポリマーのプレフォームへの転化時に熱誘導結晶化が起る可能性がある。熱誘導結晶化は同時の曇り形成を伴ってポリマー中に大きいクリスタライトを形成する傾向がある。クリスタライト形成を最少にし、従って澄明なプレフォームを有するために、熱結晶化速度は結晶化度をほとんどもしくは全くもたないプレフォームを製造することができるように十分遅くする必要がある。しかし、熱結晶化速度が遅すぎると、PETはPETの分子量を増加させ、同時に望ましくないアセトアルデヒドを除去するために使用される方法の固相重合の前に熱結晶化させなければならないので、PET樹脂の生産速度に不都合な影響を与える可能性がある。固相重合はポリマーの分子量を増加するので、そのポリマーから製造される容器は必要な強度を有するであろう。熱結晶化速度を減少する先行技術の方法には特定量のコモノマーを含むPETの使用が含まれる。もっとも一般に使用されるコモノマーの変性剤はイソフタル酸もしくは1,4−シクロヘキサンジメタノールであり、それらは1.5〜3.0モル%の範囲のレベルで添加される。
【0024】
射出成形期間中の熱結晶化速度を減少させる必要を相殺することはブロー成形期間中に起るひずみ誘発結晶化速度を増加する必要である。ひずみ誘発結晶化はPETの急速な機械的変形からもたらされ、極めて小さい、透明なクリスタライトを生成する。容器の側壁中に存在する結晶の量は容器の強度およびバリヤー能と相関する。以前に、2.9〜4.0モルパーセントのPETのDEG含量増加が2.4〜2.9モルパーセントの間のDEGを含有する「従来のPET」に比較してPETの結晶化速度の増加を引き起こすことが示された。この現象の理論的根拠は、より高いDEG含量からもたらされる増加したポリマー連鎖の柔軟性がポリマー結晶へのポリマー連鎖のより急速な配列(ordering)および充填を可能にすることである。
【0025】
本発明の「PETコポリマー」において、約0.1〜約1.0モルパーセントの非テレフタル酸の二酸成分および約0.1〜約2.0モルパーセントの非エチレングリコールのジオール成分それぞれのコモノマー変性により、熱結晶化の速度減少およびひずみ誘発結晶化の速度促進の双方が起ることが思いがけなく見いだされる。NDCのような非テレフタル酸の二酸はポリマー連鎖の柔軟性を妨げるNDC部分の剛性(rigidity)により熱結晶化速度を減少させると考えられ、従ってクリスタライトの形成をより困難にさせる。NDCの添加もまた、PET連鎖の剛性(stiffness)を高めることが発見されており、「PETコポリマー」から製造される容器の側壁の剛性を思いがけなく増加させる。更に、そして予期に反して、「PETコポリマー」中のDEG含量を約2.0モルパーセント未満に減少すると、2.4〜2.9モルパーセントの間のDEGを含有する「従来のPET」に比較してひずみ誘発結晶化速度の増加をもたらす。
【0026】
少なくとも好ましい態様における少量のDEGおよびNDCのこの独特な組み合わせの結果、「従来のPET」に比較した「PETコポリマー」の自然延伸比の減少がもたらされる。従って、プレフォームの物理的ディメンションは従来のプレフォームのデザインを使用して「従来のPET」から製造される容器に比較して許容できるレベルの強度および同等の容器の側壁の厚さを有する、より軽量の容器を生産する、壁のより薄いプレフォームを製造するかもしくは、より高度レベルの強度およびより厚い容器側壁厚さをもつ同等の重量の容器を製造させるように変更させることができる。プレフォームの物理的特性はまた、容器の強度もしくは容器内容物の棚寿命を妥協することなく、プレフォームの射出成形サイクル時間および容器のブロー成形サイクル時間を短縮するように選択することができる。
【0027】
本発明の「PETコポリマー」を使用することにより、約14の従来の延伸比を有するプレフォームを使用して、増加した機械的特性、より高い結晶化度、より厚い側壁および改善された棚寿命を有する容器を製造することができる。あるいはまた、そして好ましい態様において、従来と異なるプレフォームを、より長い長さおよびより薄い壁をもち、約8〜約12の延伸比を有するようにさせることができる。本発明の「PETコポリマー」を使用して製造された容器およびこのような従来と異なるプレフォームは、そのプレフォームが「従来のPET」から製造された従来のプレフォームのものより減少した側壁の厚さおよびより低い延伸比を有する時ですら、ブロー成形工程中に「従来のPET」から製造された従来のプレフォームに比較して改善された材料利用率、剛性およびより高レベルのひずみ誘発結晶化度を示す。
【0028】
本発明はプレフォームの延伸比に対する容器の特性を比較する時に、より完全に認識することができる。約2.0モルパーセントを超えるDEG含量を有する「従来のPET」を使用して約14の延伸比および約3.2mmの側壁厚さを有するようにされたプレフォームは約0.23mmの側壁厚さを有するブロー成形容器をもたらすであろう。本発明の「PETコポリマー」と同様なプレフォームのデザインを使用すると、ブロー成形容器は約0.35mmの側壁厚さを有するであろう。「PETコポリマー」を使用して同様な結果の容器側壁厚さを得るためには、プレフォームはより長く、そして2.3mmの側壁厚さをもつように再設計する必要がある。このより薄い側壁のプレフォームは同時に同等なもしくは改善された容器を製造しながら、「従来のPET」樹脂から製造されるプレフォームと比較して改善されたサイクル時間および減少したエネルギー使用量並びに減少した総重量を示す。更に具体的に示すために、2.28mmの側壁の厚さを有する再設計プレフォームを使用して「従来のPET」で製造されたプレフォームは、容器の側壁の厚さが0.16mmのみであり、それは容器に十分な構造的保全性を与えず、更に炭酸飲料に対して減少した棚寿命を示すと考えられるために、有用でない容器をもたらすと考えられる。
【0029】
従って、本発明の「PETコポリマー」の減少した自然延伸比の重要な利点は、より長い、より薄い壁のプレフォームを、「従来のPET」および従来のプレフォームのデザインから得たものと同等もしくはより良い最終PET容器の特性を達成するようにさせることができるようなプレフォームの再設計である。当業者に周知のように、プレフォームの側壁の厚さは射出成形冷却時間と相関する。冷却時間は壁の厚さの平方に比例する。射出成形サイクル時間は大部分冷却時間により決定されるので、本発明のプレフォームのデザインは射出成形サイクル時間を実質的に減少させるであろう。熱がプレフォームの側壁をとおって移動する時間がより短いであろうために、より薄い壁のプレフォームはまた、再加熱がより容易である。これは恐らくブロー成形再加熱および熱飽和時間を減少することができ、生産性の改善およびブロー成形工程中のエネルギー消費の減少をもたらす。
【0030】
容器の軽量の可能性は以下の節で説明される2種の試験:熱膨張および側壁のたわみ(deflection)、で具体的に示すことができる。両試験はそれぞれ熱安定性および側壁の剛性の、ビンの機械的特性を示す。同一樹脂組成物に対し、より軽量のビンはより低い機械的強度、より低い熱安定性(および同時により大きい熱膨張)並びにより低い側壁の剛性(もしくはより大きい側壁のたわみ)を有する。本発明の低いDEG、低いNDCの「PETコポリマー」は熱安定性および側壁の剛性試験の双方において高い性能を示す。このような性能は恐らく「PETコポリマー」の増加した結晶化度およびその中への減少した湿度吸収により誘起される。これらの因子は双方とも直径および高さの変化により測定される容器の応力下のディメンションの変化であるクリープ(creep)を実質的に減少させることができる。これは、大部分の容器が充填工程中およびその後に何らかの応力を受けるために重要な因子である。従って、容器の性能、および特に加圧容器の性能を比較するために本明細書では熱膨張および側壁のたわみ試験を使用する。
【0031】
好ましい態様において、本発明の容器にはビン、ドラム、カラッフェおよびクーラー等が含まれる。当業者に周知のように、これらの容器は射出成形プレフォームをブロー成形することにより製造することができる。適切なプレフォームおよび容器構造物およびそれらの製法の例は米国特許第5,888,598号明細書に開示されており、その明細はその全体の引用により本明細書に明白に取り入れられている。米国特許第5,888,598号明細書に開示されていない、その他のプレフォームおよび容器構造物も同様に本明細書に説明される。
【0032】
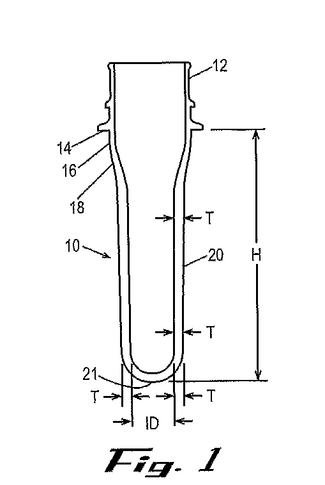
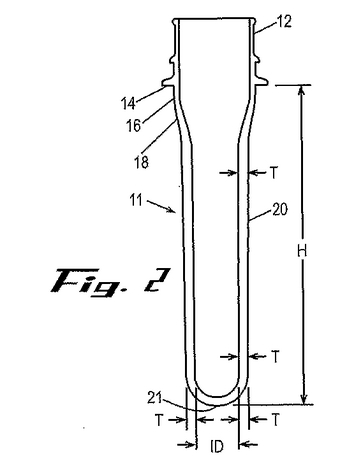
次に図1〜3について考えると、従来の形態を有するポリエステルのプレフォーム10が図1に示され、本発明の1態様に従う形態を有するポリエステルのプレフォーム11が図2に示される。図1および2中のこれらのプレフォーム10および11はそれぞれ、同様な構成要素を有し、従って類似の参考数字が図面全体で類似の構成要素を表わすが、プレフォームのディメンションは異なる。図1および2のディメンションは実測に従って描かれていない。
【0033】
プレフォーム10および11は本発明の「PETコポリマー」を射出成形することにより製造され、蓋締めフランジ14中でその下端を終結するネジ付きネックフィニッシュ12を含んで成る。蓋締めフランジ14の下方に、増加している壁の厚さを提供するように外径が徐々に減少する部分18で終結する、概括的に円筒状の部分16がある。部分18の下方に、細長い本体部分20がある。プレフォームの高さは蓋締めフランジ14から細長い本体部分20の閉鎖端21まで測定される。
【0034】
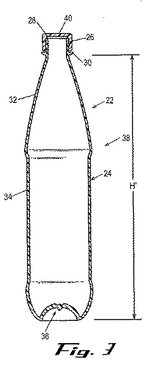
図1および2中に示したプレフォーム10および11はそれぞれブロー成形して、図3に示した容器22を形成することができる。容器22は口28を区画するネジ付き首ネックフィニッシュ26、ネジ付きネックフィニッシュの下方の蓋締めフランジ30、蓋締めフランジから延伸するテーパー部分32、テーパー部分の下方に延伸する本体部分34および容器の底部の基底部36を含んで成るシェル24を含んで成る。容器の高さは蓋締めフランジ30から基底部36の閉鎖端までを測定される。容器22は適切には、図3に示すような充填された飲料38を製造するために使用される。充填された飲料38には容器22中に配置される炭酸ソーダ飲料のような飲料および容器の口28を封印するクロージャー(closure)40が含まれる。
【0035】
本発明の好ましい態様に従うと、プレフォームの、中間の本体形成部分は1.5〜8mmの壁の厚さを有する。更に、好ましい態様に従うと、プレフォームの、中間の本体形成部分は10〜30mmの内径を有し、そしてフィニッシュに相対するプレフォームの閉鎖端からフィニッシュに延伸するプレフォームの高さは50〜150mmである。本発明の好ましい態様に従って製造される容器は好ましくは、0.25〜3リッターの範囲内の容量および0.25〜0.65mmの壁の厚さを有する。
【0036】
本明細書において、プレフォーム10および11および生成される容器22のディメンションを参照される。プレフォームの高さHはフィニッシュ12に相対するプレフォームの閉鎖端21からフィニッシュの蓋締めフランジ14までの距離である。プレフォーム10および11の内径IDはプレフォームの細長い本体部分20の内壁間の距離である。プレフォーム10および11の壁の厚さTもまたプレフォームの細長い本体部分20で測定される。容器22の高さH’はフィニッシュ26に相対する容器の基底部36の閉鎖端からフィニッシュの蓋締めフランジ30までの距離である。容器の最大部直径MDは容器22の高さに沿った、そのもっとも広い地点における容器の直径である。プレフォームのフープ延伸比はプレフォームの内径で割った容器の最大部直径に等しく、軸方向延伸比はフィニッシュの下方のプレフォームの高さで割ったフィニッシュの下方の容器の高さに等しい。プレフォームの延伸比はフープ延伸比と軸方向延伸比の積に等しい。
【0037】
プレフォーム10および11、容器22並びに充填された飲料38は本発明の例示的態様であるだけである。本発明の「PETコポリマー」は多様なプレフォームおよび多様な形態を有する容器を製造するために使用することができることは理解されなければならない。
【0038】
本発明は以上に説明され、更に以下に実施例により具体的に説明されるが、それらはどんな方法でも本発明の範囲に限定を与えるものと解釈するべきではない。その反対に、本発明の精神および/もしくは付記の請求の範囲から逸脱せずに、本明細書の説明を読んだ後に当業者に示唆される可能性がある、様々なその他の態様、改良およびそれらの同等物に対する手段をもつことができることを明白に理解することができる。
[実施例1]
【0039】
異なるPET樹脂を、実験室規模のArburg 75ユニットキャビティ射出機を使用して、約12.3の延伸比をもつが異なるグラムの重量をもつ従来のプレフォーム成形体に射出成形した。樹脂を百万分の30部(ppm)未満の湿度レベルに前以て乾燥した。次にプレフォームをSBO−1延伸ブロー成形機で、500mlのCoca−Cola Coutourボトルに延伸ブロー成形した。重量の説明および試料の組成物は表1に示す。#3試料は本発明の態様の代表であり、#1および#2試料は対照である。
【0040】
【表1】
[実施例2]
【0041】
実施例1で製造された容器につき、炭酸水で容器を満すこと、それらを24時間22℃で維持すること、それらを更に24時間38℃の温度にさらすことそして次に充填されない容器に比較して起ったディメンションの変化を測定することを伴う標準熱安定性試験を実施した。表2のデータは、より低い熱膨張の結果により証明されるように、実施例1からの#3試料の低いDEG、低いNDCの「PETコポリマー」が対照試料#1および#2のものより加圧容器に対して増加した熱安定性を有することを示す。24グラムの試料#3が27グラムの試料#1の対照に匹敵する高い熱安定性を示す。
【0042】
【表2】
[実施例3]
【0043】
実施例3において、実施例1で製造した容器を側壁のたわみ(deflection)試験を使用して側壁の剛性につき試験した。側壁たわみ試験は508mm/分のクロスヘッド速度で8mm(0.32”)の丸先端プローブを使用して12mm(0.47”)のPETボトルのラベルパネルをたわませるために要する力の量を測定するようになっている。この測定は容器の剛性についての情報を与える。特定の側壁のたわみを達成するために要する力が大きいほど、ビンの側壁の剛性が大きい。
【0044】
表3のデータは、実施例1からの#3試料の低いDEG、低いNDCの「PETコポリマー」が対照の試料#1および#2のものより増加した側壁の剛性を有することを示す。24グラムの試料#3の側壁の剛性は27グラムの試料#1の対照に等しい。
【0045】
【表3】
[実施例4]
【0046】
表4のデータは、従来のプレフォームデザインを使用して低いDEG、低いNDCの「PETコポリマー」試料から調製した容器の結晶化度が同一プレフォームデザインを使用して「従来のPET」から調製した容器より高いことを示す。前記の表4に示した組成物を有するPET容器は表1の容器と同一方法で製造した。
【0047】
1.09モルパーセントのDEGおよび0.5モルパーセントのNDCから製造した「PETコポリマー」はその他の処方(formula)のものより有意に高い結晶化度を有する。しかし「PETコポリマー」から製造した容器は澄明で曇りがなく、それは、これらの樹脂の増加した結晶化度にもかかわらず、使用される射出成形条件下で最少の結晶化が起るように、熱結晶化速度がまだ十分に遅いことを示す。容器の側壁のより高い結晶化度が改善された熱安定性および改善された側壁の剛性に寄与すると考えられる。
【0048】
【表4】
[実施例5]
【0049】
実施例1からのPETプレフォームおよび実施例1の方法に従って製造したPETプレフォームのフリーブロー容量を、プレフォームを105℃に加熱し、次に125psigの空気圧で加熱プレフォームからバルーンを吹くことにより決定した。生成されたバルーンの容量を、バルーンに水を充填し、秤量によりバルーン中に含有された水容量を測定することにより測定した。これらの測定値の結果は表5および6に示される。フリーブロー容量はポリマーの自然延伸比と直接相関する。同様なフリーブロー条件下ではフリーブロー容量が高いほど、ポリマーの自然延伸比が高い。これらの結果は、1.45モルパーセントのDEGおよび0.5モルパーセントのNDC含有の「PETコポリマー」が対照に対して25〜47パーセントのフリーブロー容量減少を示す。これは樹脂の自然延伸比の18〜30パーセントの減少に等しい。
【0050】
【表5】
【0051】
【表6】
[実施例6]
【0052】
本発明の「PETコポリマー」の利点を更に示すために、軽量のプレフォームおよびビンを製造した。500mlビンのための従来の27gのプレフォームの代わりに、23gのプレフォームを製造し、実施例1で使用されたものと同様な500mlビンにブローした。射出成形を実験室規模のArburg75ユニットキャビティ射出機で実施して、図1に示した従来のプレフォーム成形体に製造した。次にプレフォームをSBO−1延伸ブロー成形機で図3のような500mlCoca−Cola Coutourビンに延伸ブロー成形した。プレフォームIVをASTM D4603−96に従って測定し、側壁のたわみおよび熱膨張を前記のように測定した。
【0053】
表7のデータは、低いDEG、低いNDCの「PETコポリマー」の組み合わせ物は従来の樹脂組成物に比較して、より高い結晶化度、より高い側壁の剛性および増加した熱安定性を有することを示す。
【0054】
【表7】
[実施例7]
【0055】
射出成形サイクル時間に対する減少した自然延伸比の効果を示すために2種のPET樹脂、従来の処方を有する「従来のPET」樹脂および本発明の態様に従って製造した「PETコポリマー」を製造した。組成物は表8に示す。「従来のPET」樹脂および「PETコポリマー」のフリーブロー容量は前記の方法に従って測定し、4組のプレフォーム、7A、7B、7Cおよび7Dを製造した。プレフォーム7Aおよび7Cは双方とも図1に示した従来のプレフォームデザイン(Conv)を使用して「従来のPET」樹脂で製造した。プレフォーム7Bおよび7Dは双方とも図2に示した従来と異なるプレフォームのデザイン(Uncon)を使用して「PETコポリマー」で製造した。プレフォームの物理的ディメンションおよび成形サイクル時間は表9に示す。
【0056】
【表8】
【0057】
【表9】
【0058】
表9のデータは、「PETコポリマー」樹脂のより低い自然延伸比を利用するようになっているプレフォームと一緒に使用されると、本発明の態様に従って製造された「PETコポリマー」を使用することにより、同一プレフォーム重量において24〜26%だけ射出成形サイクル時間を減少させ、射出成形生産性を増加させることができることを示す。
[実施例8〜15]
【0059】
それらの物理的特性が表10に示されている以下のプレフォームは本発明の更なる態様を表わす。実施例8〜12はそれぞれ、表8に特定された(identified)「PETコポリマー」樹脂で製造され、概括的に図2に示したプレフォーム11に類似の形態を有する。
【0060】
【表10】
[実施例16]
【0061】
下記の表11のデータは様々なPET樹脂のフリーブロー容量および結晶化度の比較を示す。本実施例において、使用されたフリーブロー圧力は95psigであった。本実施例において、低いDEGおよび低いNDC含量を有する本発明の「PETコポリマー」は「従来のPET」樹脂に比較して21〜27パーセントのフリーブロー容量の減少を示す。
【0062】
【表11】
[実施例17]
【0063】
本実施例においては、前記の方法に従って実施例16のフリーブローバブルに対して側壁のたわみ試験を実施した。バブル容量はそれらの固有の自然延伸比のために各樹脂につき異なるので、剛性値はバブルの直径およびバブルの厚さにより基準化された(standardaized)。基準化値は表12に示す。
【0064】
【表12】
【0065】
これらの結果は、約0.5モル%のNDCがコモノマーとして存在する時に最大の側壁の剛性が得られることを示す。
[実施例18]
【0066】
2種の樹脂、本発明の1態様に従って製造した「PETコポリマー」および「従来のPET」樹脂を48キャビティのHusky XL 300機上でプレフォームに射出成形した。対照は3.93mmの側壁の厚さを伴って52−グラムの2−Lプレフォームに成形し、他方、「PETコポリマー」は3.71mmの側壁の厚さを伴って50−グラムの2−Lプレフォームに成形した。両プレフォームは従来のデザインのものであった。次にプレフォームをSidel SBO 16機を使用してビンにブローした。ビンを熱安定性、側壁のたわみおよび棚寿命につき試験した。
【0067】
2種の樹脂から製造されたビンの熱安定性を前記の実施例におけるように試験した。表13に示す結果は、「PETコポリマー」を含む50グラムビンはビンの2gの軽量にもかかわらず、52グラムの対照と同等もしくはより良い性能を示したことを示す。
【0068】
【表13】
【0069】
側壁のたわみ試験を前記の試験方法につき前記のビンに対して実施した。表14に示す結果は、「PETコポリマー」から製造したビンは、「従来のPET」から製造したビンより2グラム重量が軽いにもかかわらず、「PETコポリマー」から製造したビンが対照から製造されたビンより良い性能を示したことを示す。
【0070】
「PETコポリマー」および「従来のPET」樹脂双方からのビンに385.84Kpaの二酸化炭素を充填し、棚寿命を試験した。ビンの棚寿命は、ビンがビン中の二酸化炭素の17.5%を喪失するもしくはビン内の二酸化炭素圧力が318.9Kpaに減少するまでの時間と定義される。通常、より厚い側壁の厚さを有するより重いビンがより長い棚寿命を有する。棚寿命は下記の表14に示す。「PETコポリマー」樹脂の50グラムのプレフォームから製造した2−Lビンが「従来のPET」樹脂を使用して製造した52グラムのプレフォームから製造した2−Lビンと本質的に同様な棚寿命を有することを認めることができる。
【0071】
【表14】
【0072】
以上が本発明の特定の態様に関連し、下記の請求の範囲により定義される本発明の範囲から逸脱せずに多数の変更をその中で実施することができることを理解しなければならない。
【図面の簡単な説明】
【0073】
【図1】本発明の好ましい態様に従う、「PETコポリマー」で製造される、従来の形態を有する射出成形プレフォームの断面正面図である。
【図2】本発明の好ましい態様に従う、従来と異なる形態を有する射出成形プレフォームの断面正面図である。
【図3】本発明の好ましい態様に従う、図1のプレフォームから製造されるブロー成形容器の断面正面図である。
【技術分野】
【0001】
本発明は低レベルの、ナフタレンジカルボン酸およびジエチレングリコールのようなジオールおよび酸の変性(modification)を有するポリ(エチレンテレフタレート)基剤の樹脂組成物で製造されたプレフォームおよびそれらの容器に関する。更にとりわけ、本発明は従来のポリ(エチレンテレフタレート)基剤の樹脂組成物を使用して製造された容器に比較して高められた機械的特性を示す、低い延伸比をもつプレフォームおよびそれらの容器に関する。
【背景技術】
【0002】
少量の更なる成分を含有することができ、そしてしばしばそれらを含むにもかかわらず、本工業において一般に単に「PET」と呼ばれるポリ(エチレンテレフタレート)基剤の樹脂は、機械的特性および気体遮蔽性のそれらの優れた組み合わせのために、炭酸ソフトドリンク、ジュース、水等のための容器を製造するために広範に使用されてきた。充填のためのPETのようなプラスチック製品の使用が増加するに従って、プラスチック廃棄物の環境への影響に関する心配が益々重大になってくる。プラスチック容器の環境に対する影響を減少させるためには材料の減少が好ましい方法である。材料の減少は資源およびエネルギーを節約するが、PETの更なる材料の減少は、本ポリマーの主要な用途に必要な物理的性能の必要条件のために、達成が困難である。
【0003】
存在する、材料の減少の1つの機会はPETプレフォームのPET容器へのブロー成形時に達成される材料利用度に関連する。材料利用度は容器の側壁中に存在する非延伸ポリマーの量と定義される。サイズの大きい容器については、材料利用量はすでに高く、更に材料利用度を増加しても、材料減少に対して限定された機会を提供するのみである。しかし、サイズの小さい容器については、材料利用量が著しく低く、材料利用度は典型的には80〜85パーセントの範囲にある。従来のPETを使用して材料利用を改良することはプレフォームの延伸比を増加することにより達成することができる。PETの剛性はポリマーを延伸することによりもたらされる延伸度により直接影響を受けるので、プレフォームの延伸比を増加することは容器の機械的特性を高めることにより付加的利益を与える。しかし、プレフォームの延伸比増加に伴って有意な経費がかかる。プレフォームの延伸比を増加することは必然的に、プレフォームの壁の厚さを増加することを意味し、それは射出成形およびブロー成形のサイクル時間に不都合な影響を与える。その結果、より大きいエネルギーを消費し、PET容器製造のための資本(capital)および操業経費(operating cost)を増加する。
【0004】
材料減少のこれまでの方法は、製造される容器の側壁の厚さの同時の減少を伴う、容器重量の減少に単に焦点を当ててきた。側壁の剛性は厚さの2乗に関連するので、この方法は容器の機械的保全性を本質的に犠牲にする。原則的には容器の側壁の剛性はポリマーのモジュラスを増加することにより維持されることができると考えられるが、これは実際的に達成が困難である。更に、側壁の剛性はモジュラスの1乗のみに対して変動し、従って、あらゆる厚さの減少を相殺するためにはモジュラスのずっと高い増加が必要であると考えられる。PETの分子量もしくは容器の結晶化度の増加はPETのモジュラスを増加させることができるが、これらの方法は特有の制約を有する。分子量の僅かな増加すらもまたPETの溶融粘度を増加し、それはプレフォームを形成する溶融加工期間中に著しく大きいポリマーの劣化をもたらす可能性がある。容器の結晶化度を増加するためには、実質的に高温におけるヒートセットのような容器製造工程中の更なる段階が必要である。核生成剤もしくは超延伸によるような、容器のずっと高い結晶化度を達成するその他の方法は成功しなかった。
【0005】
特許文献1および2は、特に低分子量の添加剤の使用によりPETの機械的特性を増加する方法を記載している(特許文献1および2参照)。これらの添加剤はPETの引っ張り弾性率に緩やかな改善を与えた。しかし必要な添加剤量は高く(1〜5重量%)、請求される添加剤はPETの価格に対して比較的高価である。更に、これらの添加剤はポリマー連鎖の一部ではなかったので、それらは抽出性である可能性があり、それは食品と接触する用途におけるそれらの使用には有害である。
【0006】
従って、高度の材料利用率を有し、より軽量であり、十分な機械的特性を有し、そしてその生産時にエネルギー消費のより少ない容器の需要が当該技術分野に存在する。従って、本発明が目的とするのはこのような容器を提供することである。
【特許文献1】米国特許第5,631,054号明細書
【特許文献2】米国特許第5,162,091号明細書
【発明の開示】
【課題を解決するための手段】
【0007】
本発明は、開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有する射出成形プレフォームを提供することにより、より軽量の容器の前記の需要に対処する。1態様において、プレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成るポリ(エチレンテレフタレート)コポリマー(以後「PETコポリマー」と呼ばれる)を含んで成る。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満までの量で存在する。モル百分率は100モルパーセントの二酸成分および100モルパーセントのジオール成分に基づく。この定義は本明細書全体のモル百分率に適用できる。各々のプレフォーム、容器および対応する製法は本発明の更なる態様である。
【0008】
もう1つの態様において、容器製造に使用のためのプレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は「PETコポリマー」中に100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づいて約0.2モルパーセント〜約3.0モルパーセント未満までの量で存在する。更に、非エチレングリコールのジオール成分は約0.1〜約2.0モルパーセントの量で存在し、そして非テレフタル酸の二酸成分は約0.1〜約1.0モルパーセントの量で存在する。
【0009】
好ましい態様において、プレフォームは約8〜約12の範囲内の延伸比をもつようになっており、それがプレフォームに減少した壁の厚さをもたせる。従ってプレフォームの製造のサイクル時間が減少する。材料利用率がより高いために、生産される容器は改善された熱安定性および側壁の剛性の特徴を示しながら、より少量の材料が使用される必要があり、製品価格が低下される。
【0010】
本発明の更にもう1つの態様において、容器製造のサイクル時間を短縮する方法は
(1)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」溶融体(ここで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満の量で存在する)を提供すること、
(2)次に「PETコポリマー」を成形体に射出すること、
(3)次に成形体および含有ポリマーを冷却すること、
(4)次に成形体からプレフォームを離型すること、
(5)次にプレフォームを再加熱すること、並びに
(6)次にプレフォームを容器にブロー成形すること、
の段階を含んで成る。容器製造のサイクル時間は約2.2モルパーセントを超える非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の組み合わせ物のコモノマー変性(modification)を有するポリ(エチレンテレフタレート)樹脂を含んで成る第2の容器を製造するための第2のサイクル時間に比較して短縮される。
【0011】
従って、本発明の態様は2組の改善をもたらす。1組において、「PETコポリマー」を従来のプレフォームデザインとともに使用して、高められた機械的特性、高い結晶化度および改善され棚寿命をもつ容器を製造する。他方の組において、「PETコポリマー」を、約8〜約12の延伸比、減少されたプレフォームの壁の厚さおよび短縮されたサイクル時間を有する再設計プレフォームとともに使用して、従来のPET樹脂および従来のプレフォームのデザインを使用して製造された容器に比較して同等なもしくは改善された品質の容器を製造する。
【発明を実施するための最良の形態】
【0012】
本発明において、「PETコポリマー」は射出成形プレフォームに製造され、それが次に容器にブロー成形される。プレフォームは開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を含んで成る。プレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成り、そこで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満までの量で存在する。ジオール成分および二酸成分のモル百分率は「PETコポリマー」の製造工程中もしくはそれを通過中に形成されるような「PETコポリマー」組成物中のすべての残留コモノマーを含む。本明細書中のすべての事例において、「PETコポリマー」は100モルパーセントのジオール成分および100モルパーセントの二酸成分を含む合計200モルパーセントに基づく。
【0013】
「PETコポリマー」中の非エチレングリコールのジオール成分および非テレフタル酸の二酸成分それぞれの量は約0.2モルパーセント〜約2.2モルパーセント未満である双方の総量以内で、ある程度変動することができる。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は好ましくは、「PETコポリマー」中に約1.1〜約2.1モルパーセントの量で、そして更により好ましくは約1.2モルパーセント〜約1.6モルパーセントの量で存在する。非テレフタル酸の二酸からの反復単位は好ましくは、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量、より好ましくは約0.2〜約0.75モルパーセントの量、更により好ましくは約0.25〜約0.6モルパーセントの量、そして更にまだ好ましくは約0.25〜約0.5モルパーセント未満の量で存在する。非エチレングリコールのジオール成分からの反復単位は好ましくは、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量、より好ましくは約0.5〜約1.6モルパーセントの量そして更により好ましくは約0.8〜約1.3モルパーセントの量で存在する。「PETコポリマー」は好ましくは約0.6〜約1.1dL/g、より好ましくは約0.7〜約0.9、そして更により好ましくは約0.8〜約0.84dL/gのASTM D4603−96に従って測定される固有粘度(IV)を有する。本発明のPET樹脂は望ましくは、反応等級樹脂である、すなわちPET樹脂がコモノマー間の化学反応の直接的生成物であって、ポリマー混合物ではないことを意味する。
【0014】
本発明のもう1つの態様において、容器製造時に使用のためのプレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る。「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は、ジオール成分100モルパーセントおよび二酸成分100モルパーセントに基づき約0.2モルパーセント〜約3.0モルパーセント未満の量にある。非エチレングリコールのジオール成分は約0.1〜約2.0の量で、そして非テレフタル酸の二酸成分は約0.1〜約1.0の量で存在する。非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.6モルパーセント未満の量で存在する。
【0015】
非テレフタル酸の二酸成分はアジピン酸、コハク酸、イソフタル酸(IPA)、フタル酸、4,4’−ビフェニルジカルボン酸、ナフタレンジカルボン酸等を含む多数の二酸のいずれであってもよい。好ましい非テレフタル酸の二酸成分は2,6−ナフタレンジカルボン酸(NDC)である。本発明中で検討された非エチレングリコールのジオールには、シクロヘキサンジメタノール、プロパンジオール、ブタンジオールおよびジエチレングリコールが含まれる。これらのうちで、ジエチレングリコール(DEG)は「PETコポリマー」中にすでに必然的に存在するので、好ましい。非テレフタル酸の二酸成分および非エチレングリコールのジオール成分はまた、二酸およびジオールそれぞれの混合物であってもよい。
【0016】
本発明の「PETコポリマー」中のDEGレベルは約0.1〜約2.0モルパーセントの範囲にあり、それは従来のPET(以後「従来のPET」と呼ぶ)の製品中に存在するDEGの典型的な残留レベルより低い。「従来のPET」は典型的には約2.4〜約2.9モルパーセントのDEGを含み、それは約1.3〜約1.6の、より一般に言及される重量パーセントに等しい。PET製造の技術分野の業者は概括的に、DEGをポリマー製品の無害な副産物とみなし、その結果、容器中への使用を意図されるPET中のDEGレベルの減少を目指してほとんど努力されてこなかった。従って、本発明の「PETコポリマー」中により低いDEGレベルを達成するための、容器のためのPET生産工程に対する変更が思い付かれるにちがいない。ポリエステルのDEG含量を減少するために適するあらゆる方法を使用することができる。適した方法には、エステル化もしくはエステル交換反応においてエチレングリコールに対する二酸もしくはジエステルのモル比率を減少すること、エステル化もしくはエステル交換反応の温度を低下させること、テトラ−アルキルアンモニウム塩等を含むDEG抑制添加剤の添加およびエステル化もしくはエステル交換反応に再循環されるエチレングリコールのDEG含量の減少、が含まれる。
【0017】
望ましい態様において、プレフォームは容器製造に使用される際に、約8〜約12の、そしてより望ましくは約8〜約10の範囲内の延伸比を有する。本明細書で使用される延伸比は当業者に周知の命名法を表わし、以下のように定義される:
延伸比=(容器の最大直径/プレフォームの内径)
×[(フィニッシュ下の容器の高さ)/(フィニッシュ下のプレフォームの高さ)]
自然延伸比(natural stretch ratio)はポリマーの固有の特性である。本実施例で使用される、プレフォームに対するポリマーのフリーブロー容量の測定はポリマーの自然延伸比の測定法を与える。ポリマーの自然延伸比は、容器製造のブロー成形工程に使用されるプレフォームの延伸比限度を決定することにより、プレフォームのデザインに影響を与える。より低い自然延伸比をもつポリマーはプレフォームにより低い延伸比をもつようにさせる。プレフォームの延伸比がより低い時はいつでも、標的の側壁の厚さをもつビンを製造するために要するプレフォームの側壁の厚さを減少させることができる。軽量容器をブロー成形する際の重要な因子はまた、特にラベルパネル領域の均一な壁の厚さの分布である。より低い自然の延伸比をもつポリマーを使用すると、ブロー成形工程期間中に、本質的により大量の材料を不均一に延伸させ、分布させる。ポリマーの自然延伸比を理解することにより、プレフォームが重量、高さ、最大部直径、熱安定性および側壁剛性のような特定の選択された物理的特性を有する容器にブロー成形されることができるように、高さ、内径および壁の厚さのようなプレフォームのディメンションを選択することができる。
【0018】
本発明のもう1つの態様において、容器を製造するサイクル時間を短縮する方法は
(1)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」溶融体(そこで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満の量で存在する)を提供すること、
(2)次に「PETコポリマー」を成形体に射出すること、
(3)次に成形体および含有ポリマーを冷却すること、
(4)次に成形体からプレフォームを離型すること、
(5)次にプレフォームを再加熱すること、並びに
(6)次にプレフォームを容器にブロー成形すること、
の段階を含んで成る。前記の段階に従う容器製造のサイクル時間は約2.2モルパーセントを超える非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の組み合わせ物のコモノマー変更を有するポリ(エチレンテレフタレート)樹脂を含んで成る第2の容器を製造するための第2のサイクル時間に比較して短縮される。
【0019】
もう1つの方法の態様において、容器の製法は開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有する射出成形プレフォームをブロー成形することを含んで成る。プレフォームはエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る。「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.2モルパーセント未満までの量にある。
【0020】
更にもう1つの方法の態様において、容器製造時の使用のためのプレフォームの製法は、エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を射出成形することを含んで成る。「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.2モルパーセント未満までの量にある。
【0021】
方法の態様において、「PETコポリマー」は好ましくは、約0.1〜約1.0モルパーセントの量で存在する非テレフタル酸の二酸成分として2,6−ナフタレンジカルボン酸そして約0.1〜約2.0モルパーセントの量で「PETコポリマー」中に存在する非エチレングリコールのジオール成分としてジエチレングリコールを含んで成る。プレフォームは好ましくは、約8〜約12の範囲内の、そしてより好ましくは約8〜約10の範囲内の延伸比を有する。
【0022】
本発明の重要性を理解するために、容器の従来の製法の理解が必要である。第1に、従来のポリエステルのエステル化/重縮合工程から得られるPETペレットを溶融し、次に射出成形法によりプレフォームに形成する。第2にプレフォームをポリマーのガラス転移温度より上の温度にオーブン中で加熱し、次にブロー成形法により容器に形成する。所望の最終結果は含有される飲料もしくは食品に適当な保護を与えるような十分な機械的特性およびバリヤー性をもつ澄明な容器である。
【0023】
澄明なもしくは透明な容器製造時における重要な考慮事項は最初に澄明なもしくは透明なプレフォームを製造することである。射出成形段階中に、ポリマーのプレフォームへの転化時に熱誘導結晶化が起る可能性がある。熱誘導結晶化は同時の曇り形成を伴ってポリマー中に大きいクリスタライトを形成する傾向がある。クリスタライト形成を最少にし、従って澄明なプレフォームを有するために、熱結晶化速度は結晶化度をほとんどもしくは全くもたないプレフォームを製造することができるように十分遅くする必要がある。しかし、熱結晶化速度が遅すぎると、PETはPETの分子量を増加させ、同時に望ましくないアセトアルデヒドを除去するために使用される方法の固相重合の前に熱結晶化させなければならないので、PET樹脂の生産速度に不都合な影響を与える可能性がある。固相重合はポリマーの分子量を増加するので、そのポリマーから製造される容器は必要な強度を有するであろう。熱結晶化速度を減少する先行技術の方法には特定量のコモノマーを含むPETの使用が含まれる。もっとも一般に使用されるコモノマーの変性剤はイソフタル酸もしくは1,4−シクロヘキサンジメタノールであり、それらは1.5〜3.0モル%の範囲のレベルで添加される。
【0024】
射出成形期間中の熱結晶化速度を減少させる必要を相殺することはブロー成形期間中に起るひずみ誘発結晶化速度を増加する必要である。ひずみ誘発結晶化はPETの急速な機械的変形からもたらされ、極めて小さい、透明なクリスタライトを生成する。容器の側壁中に存在する結晶の量は容器の強度およびバリヤー能と相関する。以前に、2.9〜4.0モルパーセントのPETのDEG含量増加が2.4〜2.9モルパーセントの間のDEGを含有する「従来のPET」に比較してPETの結晶化速度の増加を引き起こすことが示された。この現象の理論的根拠は、より高いDEG含量からもたらされる増加したポリマー連鎖の柔軟性がポリマー結晶へのポリマー連鎖のより急速な配列(ordering)および充填を可能にすることである。
【0025】
本発明の「PETコポリマー」において、約0.1〜約1.0モルパーセントの非テレフタル酸の二酸成分および約0.1〜約2.0モルパーセントの非エチレングリコールのジオール成分それぞれのコモノマー変性により、熱結晶化の速度減少およびひずみ誘発結晶化の速度促進の双方が起ることが思いがけなく見いだされる。NDCのような非テレフタル酸の二酸はポリマー連鎖の柔軟性を妨げるNDC部分の剛性(rigidity)により熱結晶化速度を減少させると考えられ、従ってクリスタライトの形成をより困難にさせる。NDCの添加もまた、PET連鎖の剛性(stiffness)を高めることが発見されており、「PETコポリマー」から製造される容器の側壁の剛性を思いがけなく増加させる。更に、そして予期に反して、「PETコポリマー」中のDEG含量を約2.0モルパーセント未満に減少すると、2.4〜2.9モルパーセントの間のDEGを含有する「従来のPET」に比較してひずみ誘発結晶化速度の増加をもたらす。
【0026】
少なくとも好ましい態様における少量のDEGおよびNDCのこの独特な組み合わせの結果、「従来のPET」に比較した「PETコポリマー」の自然延伸比の減少がもたらされる。従って、プレフォームの物理的ディメンションは従来のプレフォームのデザインを使用して「従来のPET」から製造される容器に比較して許容できるレベルの強度および同等の容器の側壁の厚さを有する、より軽量の容器を生産する、壁のより薄いプレフォームを製造するかもしくは、より高度レベルの強度およびより厚い容器側壁厚さをもつ同等の重量の容器を製造させるように変更させることができる。プレフォームの物理的特性はまた、容器の強度もしくは容器内容物の棚寿命を妥協することなく、プレフォームの射出成形サイクル時間および容器のブロー成形サイクル時間を短縮するように選択することができる。
【0027】
本発明の「PETコポリマー」を使用することにより、約14の従来の延伸比を有するプレフォームを使用して、増加した機械的特性、より高い結晶化度、より厚い側壁および改善された棚寿命を有する容器を製造することができる。あるいはまた、そして好ましい態様において、従来と異なるプレフォームを、より長い長さおよびより薄い壁をもち、約8〜約12の延伸比を有するようにさせることができる。本発明の「PETコポリマー」を使用して製造された容器およびこのような従来と異なるプレフォームは、そのプレフォームが「従来のPET」から製造された従来のプレフォームのものより減少した側壁の厚さおよびより低い延伸比を有する時ですら、ブロー成形工程中に「従来のPET」から製造された従来のプレフォームに比較して改善された材料利用率、剛性およびより高レベルのひずみ誘発結晶化度を示す。
【0028】
本発明はプレフォームの延伸比に対する容器の特性を比較する時に、より完全に認識することができる。約2.0モルパーセントを超えるDEG含量を有する「従来のPET」を使用して約14の延伸比および約3.2mmの側壁厚さを有するようにされたプレフォームは約0.23mmの側壁厚さを有するブロー成形容器をもたらすであろう。本発明の「PETコポリマー」と同様なプレフォームのデザインを使用すると、ブロー成形容器は約0.35mmの側壁厚さを有するであろう。「PETコポリマー」を使用して同様な結果の容器側壁厚さを得るためには、プレフォームはより長く、そして2.3mmの側壁厚さをもつように再設計する必要がある。このより薄い側壁のプレフォームは同時に同等なもしくは改善された容器を製造しながら、「従来のPET」樹脂から製造されるプレフォームと比較して改善されたサイクル時間および減少したエネルギー使用量並びに減少した総重量を示す。更に具体的に示すために、2.28mmの側壁の厚さを有する再設計プレフォームを使用して「従来のPET」で製造されたプレフォームは、容器の側壁の厚さが0.16mmのみであり、それは容器に十分な構造的保全性を与えず、更に炭酸飲料に対して減少した棚寿命を示すと考えられるために、有用でない容器をもたらすと考えられる。
【0029】
従って、本発明の「PETコポリマー」の減少した自然延伸比の重要な利点は、より長い、より薄い壁のプレフォームを、「従来のPET」および従来のプレフォームのデザインから得たものと同等もしくはより良い最終PET容器の特性を達成するようにさせることができるようなプレフォームの再設計である。当業者に周知のように、プレフォームの側壁の厚さは射出成形冷却時間と相関する。冷却時間は壁の厚さの平方に比例する。射出成形サイクル時間は大部分冷却時間により決定されるので、本発明のプレフォームのデザインは射出成形サイクル時間を実質的に減少させるであろう。熱がプレフォームの側壁をとおって移動する時間がより短いであろうために、より薄い壁のプレフォームはまた、再加熱がより容易である。これは恐らくブロー成形再加熱および熱飽和時間を減少することができ、生産性の改善およびブロー成形工程中のエネルギー消費の減少をもたらす。
【0030】
容器の軽量の可能性は以下の節で説明される2種の試験:熱膨張および側壁のたわみ(deflection)、で具体的に示すことができる。両試験はそれぞれ熱安定性および側壁の剛性の、ビンの機械的特性を示す。同一樹脂組成物に対し、より軽量のビンはより低い機械的強度、より低い熱安定性(および同時により大きい熱膨張)並びにより低い側壁の剛性(もしくはより大きい側壁のたわみ)を有する。本発明の低いDEG、低いNDCの「PETコポリマー」は熱安定性および側壁の剛性試験の双方において高い性能を示す。このような性能は恐らく「PETコポリマー」の増加した結晶化度およびその中への減少した湿度吸収により誘起される。これらの因子は双方とも直径および高さの変化により測定される容器の応力下のディメンションの変化であるクリープ(creep)を実質的に減少させることができる。これは、大部分の容器が充填工程中およびその後に何らかの応力を受けるために重要な因子である。従って、容器の性能、および特に加圧容器の性能を比較するために本明細書では熱膨張および側壁のたわみ試験を使用する。
【0031】
好ましい態様において、本発明の容器にはビン、ドラム、カラッフェおよびクーラー等が含まれる。当業者に周知のように、これらの容器は射出成形プレフォームをブロー成形することにより製造することができる。適切なプレフォームおよび容器構造物およびそれらの製法の例は米国特許第5,888,598号明細書に開示されており、その明細はその全体の引用により本明細書に明白に取り入れられている。米国特許第5,888,598号明細書に開示されていない、その他のプレフォームおよび容器構造物も同様に本明細書に説明される。
【0032】
次に図1〜3について考えると、従来の形態を有するポリエステルのプレフォーム10が図1に示され、本発明の1態様に従う形態を有するポリエステルのプレフォーム11が図2に示される。図1および2中のこれらのプレフォーム10および11はそれぞれ、同様な構成要素を有し、従って類似の参考数字が図面全体で類似の構成要素を表わすが、プレフォームのディメンションは異なる。図1および2のディメンションは実測に従って描かれていない。
【0033】
プレフォーム10および11は本発明の「PETコポリマー」を射出成形することにより製造され、蓋締めフランジ14中でその下端を終結するネジ付きネックフィニッシュ12を含んで成る。蓋締めフランジ14の下方に、増加している壁の厚さを提供するように外径が徐々に減少する部分18で終結する、概括的に円筒状の部分16がある。部分18の下方に、細長い本体部分20がある。プレフォームの高さは蓋締めフランジ14から細長い本体部分20の閉鎖端21まで測定される。
【0034】
図1および2中に示したプレフォーム10および11はそれぞれブロー成形して、図3に示した容器22を形成することができる。容器22は口28を区画するネジ付き首ネックフィニッシュ26、ネジ付きネックフィニッシュの下方の蓋締めフランジ30、蓋締めフランジから延伸するテーパー部分32、テーパー部分の下方に延伸する本体部分34および容器の底部の基底部36を含んで成るシェル24を含んで成る。容器の高さは蓋締めフランジ30から基底部36の閉鎖端までを測定される。容器22は適切には、図3に示すような充填された飲料38を製造するために使用される。充填された飲料38には容器22中に配置される炭酸ソーダ飲料のような飲料および容器の口28を封印するクロージャー(closure)40が含まれる。
【0035】
本発明の好ましい態様に従うと、プレフォームの、中間の本体形成部分は1.5〜8mmの壁の厚さを有する。更に、好ましい態様に従うと、プレフォームの、中間の本体形成部分は10〜30mmの内径を有し、そしてフィニッシュに相対するプレフォームの閉鎖端からフィニッシュに延伸するプレフォームの高さは50〜150mmである。本発明の好ましい態様に従って製造される容器は好ましくは、0.25〜3リッターの範囲内の容量および0.25〜0.65mmの壁の厚さを有する。
【0036】
本明細書において、プレフォーム10および11および生成される容器22のディメンションを参照される。プレフォームの高さHはフィニッシュ12に相対するプレフォームの閉鎖端21からフィニッシュの蓋締めフランジ14までの距離である。プレフォーム10および11の内径IDはプレフォームの細長い本体部分20の内壁間の距離である。プレフォーム10および11の壁の厚さTもまたプレフォームの細長い本体部分20で測定される。容器22の高さH’はフィニッシュ26に相対する容器の基底部36の閉鎖端からフィニッシュの蓋締めフランジ30までの距離である。容器の最大部直径MDは容器22の高さに沿った、そのもっとも広い地点における容器の直径である。プレフォームのフープ延伸比はプレフォームの内径で割った容器の最大部直径に等しく、軸方向延伸比はフィニッシュの下方のプレフォームの高さで割ったフィニッシュの下方の容器の高さに等しい。プレフォームの延伸比はフープ延伸比と軸方向延伸比の積に等しい。
【0037】
プレフォーム10および11、容器22並びに充填された飲料38は本発明の例示的態様であるだけである。本発明の「PETコポリマー」は多様なプレフォームおよび多様な形態を有する容器を製造するために使用することができることは理解されなければならない。
【0038】
本発明は以上に説明され、更に以下に実施例により具体的に説明されるが、それらはどんな方法でも本発明の範囲に限定を与えるものと解釈するべきではない。その反対に、本発明の精神および/もしくは付記の請求の範囲から逸脱せずに、本明細書の説明を読んだ後に当業者に示唆される可能性がある、様々なその他の態様、改良およびそれらの同等物に対する手段をもつことができることを明白に理解することができる。
[実施例1]
【0039】
異なるPET樹脂を、実験室規模のArburg 75ユニットキャビティ射出機を使用して、約12.3の延伸比をもつが異なるグラムの重量をもつ従来のプレフォーム成形体に射出成形した。樹脂を百万分の30部(ppm)未満の湿度レベルに前以て乾燥した。次にプレフォームをSBO−1延伸ブロー成形機で、500mlのCoca−Cola Coutourボトルに延伸ブロー成形した。重量の説明および試料の組成物は表1に示す。#3試料は本発明の態様の代表であり、#1および#2試料は対照である。
【0040】
【表1】
[実施例2]
【0041】
実施例1で製造された容器につき、炭酸水で容器を満すこと、それらを24時間22℃で維持すること、それらを更に24時間38℃の温度にさらすことそして次に充填されない容器に比較して起ったディメンションの変化を測定することを伴う標準熱安定性試験を実施した。表2のデータは、より低い熱膨張の結果により証明されるように、実施例1からの#3試料の低いDEG、低いNDCの「PETコポリマー」が対照試料#1および#2のものより加圧容器に対して増加した熱安定性を有することを示す。24グラムの試料#3が27グラムの試料#1の対照に匹敵する高い熱安定性を示す。
【0042】
【表2】
[実施例3]
【0043】
実施例3において、実施例1で製造した容器を側壁のたわみ(deflection)試験を使用して側壁の剛性につき試験した。側壁たわみ試験は508mm/分のクロスヘッド速度で8mm(0.32”)の丸先端プローブを使用して12mm(0.47”)のPETボトルのラベルパネルをたわませるために要する力の量を測定するようになっている。この測定は容器の剛性についての情報を与える。特定の側壁のたわみを達成するために要する力が大きいほど、ビンの側壁の剛性が大きい。
【0044】
表3のデータは、実施例1からの#3試料の低いDEG、低いNDCの「PETコポリマー」が対照の試料#1および#2のものより増加した側壁の剛性を有することを示す。24グラムの試料#3の側壁の剛性は27グラムの試料#1の対照に等しい。
【0045】
【表3】
[実施例4]
【0046】
表4のデータは、従来のプレフォームデザインを使用して低いDEG、低いNDCの「PETコポリマー」試料から調製した容器の結晶化度が同一プレフォームデザインを使用して「従来のPET」から調製した容器より高いことを示す。前記の表4に示した組成物を有するPET容器は表1の容器と同一方法で製造した。
【0047】
1.09モルパーセントのDEGおよび0.5モルパーセントのNDCから製造した「PETコポリマー」はその他の処方(formula)のものより有意に高い結晶化度を有する。しかし「PETコポリマー」から製造した容器は澄明で曇りがなく、それは、これらの樹脂の増加した結晶化度にもかかわらず、使用される射出成形条件下で最少の結晶化が起るように、熱結晶化速度がまだ十分に遅いことを示す。容器の側壁のより高い結晶化度が改善された熱安定性および改善された側壁の剛性に寄与すると考えられる。
【0048】
【表4】
[実施例5]
【0049】
実施例1からのPETプレフォームおよび実施例1の方法に従って製造したPETプレフォームのフリーブロー容量を、プレフォームを105℃に加熱し、次に125psigの空気圧で加熱プレフォームからバルーンを吹くことにより決定した。生成されたバルーンの容量を、バルーンに水を充填し、秤量によりバルーン中に含有された水容量を測定することにより測定した。これらの測定値の結果は表5および6に示される。フリーブロー容量はポリマーの自然延伸比と直接相関する。同様なフリーブロー条件下ではフリーブロー容量が高いほど、ポリマーの自然延伸比が高い。これらの結果は、1.45モルパーセントのDEGおよび0.5モルパーセントのNDC含有の「PETコポリマー」が対照に対して25〜47パーセントのフリーブロー容量減少を示す。これは樹脂の自然延伸比の18〜30パーセントの減少に等しい。
【0050】
【表5】
【0051】
【表6】
[実施例6]
【0052】
本発明の「PETコポリマー」の利点を更に示すために、軽量のプレフォームおよびビンを製造した。500mlビンのための従来の27gのプレフォームの代わりに、23gのプレフォームを製造し、実施例1で使用されたものと同様な500mlビンにブローした。射出成形を実験室規模のArburg75ユニットキャビティ射出機で実施して、図1に示した従来のプレフォーム成形体に製造した。次にプレフォームをSBO−1延伸ブロー成形機で図3のような500mlCoca−Cola Coutourビンに延伸ブロー成形した。プレフォームIVをASTM D4603−96に従って測定し、側壁のたわみおよび熱膨張を前記のように測定した。
【0053】
表7のデータは、低いDEG、低いNDCの「PETコポリマー」の組み合わせ物は従来の樹脂組成物に比較して、より高い結晶化度、より高い側壁の剛性および増加した熱安定性を有することを示す。
【0054】
【表7】
[実施例7]
【0055】
射出成形サイクル時間に対する減少した自然延伸比の効果を示すために2種のPET樹脂、従来の処方を有する「従来のPET」樹脂および本発明の態様に従って製造した「PETコポリマー」を製造した。組成物は表8に示す。「従来のPET」樹脂および「PETコポリマー」のフリーブロー容量は前記の方法に従って測定し、4組のプレフォーム、7A、7B、7Cおよび7Dを製造した。プレフォーム7Aおよび7Cは双方とも図1に示した従来のプレフォームデザイン(Conv)を使用して「従来のPET」樹脂で製造した。プレフォーム7Bおよび7Dは双方とも図2に示した従来と異なるプレフォームのデザイン(Uncon)を使用して「PETコポリマー」で製造した。プレフォームの物理的ディメンションおよび成形サイクル時間は表9に示す。
【0056】
【表8】
【0057】
【表9】
【0058】
表9のデータは、「PETコポリマー」樹脂のより低い自然延伸比を利用するようになっているプレフォームと一緒に使用されると、本発明の態様に従って製造された「PETコポリマー」を使用することにより、同一プレフォーム重量において24〜26%だけ射出成形サイクル時間を減少させ、射出成形生産性を増加させることができることを示す。
[実施例8〜15]
【0059】
それらの物理的特性が表10に示されている以下のプレフォームは本発明の更なる態様を表わす。実施例8〜12はそれぞれ、表8に特定された(identified)「PETコポリマー」樹脂で製造され、概括的に図2に示したプレフォーム11に類似の形態を有する。
【0060】
【表10】
[実施例16]
【0061】
下記の表11のデータは様々なPET樹脂のフリーブロー容量および結晶化度の比較を示す。本実施例において、使用されたフリーブロー圧力は95psigであった。本実施例において、低いDEGおよび低いNDC含量を有する本発明の「PETコポリマー」は「従来のPET」樹脂に比較して21〜27パーセントのフリーブロー容量の減少を示す。
【0062】
【表11】
[実施例17]
【0063】
本実施例においては、前記の方法に従って実施例16のフリーブローバブルに対して側壁のたわみ試験を実施した。バブル容量はそれらの固有の自然延伸比のために各樹脂につき異なるので、剛性値はバブルの直径およびバブルの厚さにより基準化された(standardaized)。基準化値は表12に示す。
【0064】
【表12】
【0065】
これらの結果は、約0.5モル%のNDCがコモノマーとして存在する時に最大の側壁の剛性が得られることを示す。
[実施例18]
【0066】
2種の樹脂、本発明の1態様に従って製造した「PETコポリマー」および「従来のPET」樹脂を48キャビティのHusky XL 300機上でプレフォームに射出成形した。対照は3.93mmの側壁の厚さを伴って52−グラムの2−Lプレフォームに成形し、他方、「PETコポリマー」は3.71mmの側壁の厚さを伴って50−グラムの2−Lプレフォームに成形した。両プレフォームは従来のデザインのものであった。次にプレフォームをSidel SBO 16機を使用してビンにブローした。ビンを熱安定性、側壁のたわみおよび棚寿命につき試験した。
【0067】
2種の樹脂から製造されたビンの熱安定性を前記の実施例におけるように試験した。表13に示す結果は、「PETコポリマー」を含む50グラムビンはビンの2gの軽量にもかかわらず、52グラムの対照と同等もしくはより良い性能を示したことを示す。
【0068】
【表13】
【0069】
側壁のたわみ試験を前記の試験方法につき前記のビンに対して実施した。表14に示す結果は、「PETコポリマー」から製造したビンは、「従来のPET」から製造したビンより2グラム重量が軽いにもかかわらず、「PETコポリマー」から製造したビンが対照から製造されたビンより良い性能を示したことを示す。
【0070】
「PETコポリマー」および「従来のPET」樹脂双方からのビンに385.84Kpaの二酸化炭素を充填し、棚寿命を試験した。ビンの棚寿命は、ビンがビン中の二酸化炭素の17.5%を喪失するもしくはビン内の二酸化炭素圧力が318.9Kpaに減少するまでの時間と定義される。通常、より厚い側壁の厚さを有するより重いビンがより長い棚寿命を有する。棚寿命は下記の表14に示す。「PETコポリマー」樹脂の50グラムのプレフォームから製造した2−Lビンが「従来のPET」樹脂を使用して製造した52グラムのプレフォームから製造した2−Lビンと本質的に同様な棚寿命を有することを認めることができる。
【0071】
【表14】
【0072】
以上が本発明の特定の態様に関連し、下記の請求の範囲により定義される本発明の範囲から逸脱せずに多数の変更をその中で実施することができることを理解しなければならない。
【図面の簡単な説明】
【0073】
【図1】本発明の好ましい態様に従う、「PETコポリマー」で製造される、従来の形態を有する射出成形プレフォームの断面正面図である。
【図2】本発明の好ましい態様に従う、従来と異なる形態を有する射出成形プレフォームの断面正面図である。
【図3】本発明の好ましい態様に従う、図1のプレフォームから製造されるブロー成形容器の断面正面図である。
【特許請求の範囲】
【請求項1】
射出成形プレフォームから製造された容器であって、当該プレフォームが開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そしてエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成るポリ(エチレンテレフタレート)コポリマー(「PETコポリマー」)を含んで成り、そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、そして「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく、容器。
【請求項2】
非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約1.1モルパーセント〜約2.1モルパーセントの量で存在する請求項1記載の容器。
【請求項3】
非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約1.2モルパーセントから約1.6モルパーセントの量で存在する請求項1記載の容器。
【請求項4】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在する請求項1記載の容器。
【請求項5】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.2〜約0.75モルパーセントの量で存在する請求項1記載の容器。
【請求項6】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.25〜約0.6モルパーセントの量で存在する請求項1記載の容器。
【請求項7】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.25〜約0.5モルパーセント未満の量で存在する請求項1記載の容器。
【請求項8】
非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項1記載の容器。
【請求項9】
非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に約0.5〜約1.6モルパーセントの量で存在する請求項1記載の容器。
【請求項10】
非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に約0.8〜約1.3モルパーセントの量で存在する請求項1記載の容器。
【請求項11】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に0.1〜約2.0モルパーセントの量で存在する請求項1記載の容器。
【請求項12】
非テレフタル酸の二酸成分がアジピン酸、コハク酸、イソフタル酸、フタル酸、4,4’−ビフェニルジカルボン酸およびナフタレンジカルボン酸から成る群から選択される二酸からの反復単位を含んで成る請求項1記載の容器。
【請求項13】
非テレフタル酸の二酸成分が2,6−ナフタレンジカルボン酸からの反復単位を含んで成る請求項1記載の容器。
【請求項14】
非エチレングリコールのジオール成分がシクロヘキサンジメタノール、プロパンジオール、ブタンジオールおよびジエチレングリコールから成る群から選択されるジオールからの反復単位を含んで成る請求項1記載の容器。
【請求項15】
非エチレングリコールのジオール成分がジエチレングリコールからの反復単位を含んで成る請求項1記載の容器。
【請求項16】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項1記載の容器。
【請求項17】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項1記載の容器。
【請求項18】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項1記載の容器。
【請求項19】
「PETコポリマー」が反応等級のコポリマーである請求項1記載の容器。
【請求項20】
プレフォームの中間の本体形成部分が約1.5〜約8mmの壁の厚さおよび約10〜約30mmの内径を有し、そしてプレフォームがフィニッシュ(finish)、フィニッシュの反対側の閉鎖端および約50〜約150mmの、閉鎖端からフィニッシュまでの高さを有する、請求項1記載の容器。
【請求項21】
容器が約0.25〜約3リッターの範囲内の容量を有する請求項1記載の容器。
【請求項22】
容器がビン、ドラム、カラッフェもしくはクーラーである請求項1記載の容器。
【請求項23】
開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そしてエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成るプレフォームであって、そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づくプレフォーム。
【請求項24】
非テレフタル酸の二酸成分が2,6−ナフタレンジカルボン酸からの反復単位を含んで成り、非エチレングリコールのジオール成分がジエチレングリコールからの反復単位を含んで成る請求項23記載のプレフォーム。
【請求項25】
2,6−ナフタレンジカルボン酸からの反復単位が「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そしてジエチレングリコールからの反復単位が「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項24記載のプレフォーム。
【請求項26】
2,6−ナフタレンジカルボン酸が約0.2〜約0.75モルパーセント存在し、ジエチレングリコールが約0.5〜約1.6モルパーセントの量で存在する請求項24記載のプレフォーム。
【請求項27】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項23記載のプレフォーム。
【請求項28】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項23記載のプレフォーム。
【請求項29】
「PETコポリマー」が反応等級のコポリマーである請求項23記載のプレフォーム。
【請求項30】
エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る容器の製造時に使用のためのプレフォームであって、
そこで、「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づき約0.2モルパーセント〜約3.0モルパーセント未満の量にあり、そして
そこで、非エチレングリコールのジオール成分が約0.1〜約2.0モルパーセントの量で存在し、非テレフタル酸の二酸成分が約0.1〜約1.0モルパーセントで存在する、
プレフォーム。
【請求項31】
「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.6モルパーセント未満の量にある請求項30記載のプレフォーム。
【請求項32】
非エチレングリコールのジオール成分がジエチレングリコールから誘導される請求項30記載のプレフォーム。
【請求項33】
非テレフタル酸の二酸成分が2,6−ナフタレンジカルボン酸もしくはそのジエステルから誘導される請求項30記載のプレフォーム。
【請求項34】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項30記載のプレフォーム。
【請求項35】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項30記載のプレフォーム。
【請求項36】
射出成形プレフォームから製造された容器および容器内に配置された飲料を含んで成る充填された飲料であって、そこでプレフォームが
(a)開放端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そして
(b)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成り、そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満の量にあり、「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく、
充填された飲料。
【請求項37】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項36記載の充填された飲料。
【請求項38】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項36記載の充填された飲料。
【請求項39】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項36記載の充填された飲料。
【請求項40】
(1)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」溶融体(ここで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満の量で存在する)を提供すること、
(2)次に「PETコポリマー」を成形体に射出すること、
(3)次に成形体および含有ポリマーを冷却すること、
(4)次に成形体からプレフォームを離型すること、
(5)次にプレフォームを再加熱すること、並びに
(6)次にプレフォームを容器にブロー成形すること、
の段階を含んで成り、
ここで、容器を製造するためのサイクル時間が、約2.2モルパーセントを超える非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の組み合わせ物のコモノマー変性(modification)を有するポリ(エチレンテレフタレート)樹脂を含んで成る第2の容器を製造するための第2のサイクル時間に比較して短縮される、
容器を製造するためのサイクル時間を短縮するための方法。
【請求項41】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項40記載の方法。
【請求項42】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項40記載の方法。
【請求項43】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項40記載の方法。
【請求項44】
(a)開放末端の口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そして
(b)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る(そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、そして「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく)、
射出成形プレフォームをブロー成形することを含んで成る、容器を製造するための方法。
【請求項45】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項44記載の方法。
【請求項46】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項44記載の方法。
【請求項47】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項44記載の方法。
【請求項48】
エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を射出成形することを含んで成り、そこで「PETコポリマー」中に存在する非エチレングリコールジオール成分および非テレフタル酸二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、そして「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく、
容器を製造する際に使用のためのプレフォームを製造する方法。
【請求項49】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項48記載の方法。
【請求項50】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項48記載の方法。
【請求項51】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項49記載の方法。
【請求項1】
射出成形プレフォームから製造された容器であって、当該プレフォームが開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そしてエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成るポリ(エチレンテレフタレート)コポリマー(「PETコポリマー」)を含んで成り、そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、そして「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく、容器。
【請求項2】
非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約1.1モルパーセント〜約2.1モルパーセントの量で存在する請求項1記載の容器。
【請求項3】
非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約1.2モルパーセントから約1.6モルパーセントの量で存在する請求項1記載の容器。
【請求項4】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在する請求項1記載の容器。
【請求項5】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.2〜約0.75モルパーセントの量で存在する請求項1記載の容器。
【請求項6】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.25〜約0.6モルパーセントの量で存在する請求項1記載の容器。
【請求項7】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.25〜約0.5モルパーセント未満の量で存在する請求項1記載の容器。
【請求項8】
非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項1記載の容器。
【請求項9】
非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に約0.5〜約1.6モルパーセントの量で存在する請求項1記載の容器。
【請求項10】
非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に約0.8〜約1.3モルパーセントの量で存在する請求項1記載の容器。
【請求項11】
非テレフタル酸の二酸成分からの反復単位が「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位が「PETコポリマー」中に0.1〜約2.0モルパーセントの量で存在する請求項1記載の容器。
【請求項12】
非テレフタル酸の二酸成分がアジピン酸、コハク酸、イソフタル酸、フタル酸、4,4’−ビフェニルジカルボン酸およびナフタレンジカルボン酸から成る群から選択される二酸からの反復単位を含んで成る請求項1記載の容器。
【請求項13】
非テレフタル酸の二酸成分が2,6−ナフタレンジカルボン酸からの反復単位を含んで成る請求項1記載の容器。
【請求項14】
非エチレングリコールのジオール成分がシクロヘキサンジメタノール、プロパンジオール、ブタンジオールおよびジエチレングリコールから成る群から選択されるジオールからの反復単位を含んで成る請求項1記載の容器。
【請求項15】
非エチレングリコールのジオール成分がジエチレングリコールからの反復単位を含んで成る請求項1記載の容器。
【請求項16】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項1記載の容器。
【請求項17】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項1記載の容器。
【請求項18】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項1記載の容器。
【請求項19】
「PETコポリマー」が反応等級のコポリマーである請求項1記載の容器。
【請求項20】
プレフォームの中間の本体形成部分が約1.5〜約8mmの壁の厚さおよび約10〜約30mmの内径を有し、そしてプレフォームがフィニッシュ(finish)、フィニッシュの反対側の閉鎖端および約50〜約150mmの、閉鎖端からフィニッシュまでの高さを有する、請求項1記載の容器。
【請求項21】
容器が約0.25〜約3リッターの範囲内の容量を有する請求項1記載の容器。
【請求項22】
容器がビン、ドラム、カラッフェもしくはクーラーである請求項1記載の容器。
【請求項23】
開放末端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そしてエチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成るプレフォームであって、そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づくプレフォーム。
【請求項24】
非テレフタル酸の二酸成分が2,6−ナフタレンジカルボン酸からの反復単位を含んで成り、非エチレングリコールのジオール成分がジエチレングリコールからの反復単位を含んで成る請求項23記載のプレフォーム。
【請求項25】
2,6−ナフタレンジカルボン酸からの反復単位が「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そしてジエチレングリコールからの反復単位が「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項24記載のプレフォーム。
【請求項26】
2,6−ナフタレンジカルボン酸が約0.2〜約0.75モルパーセント存在し、ジエチレングリコールが約0.5〜約1.6モルパーセントの量で存在する請求項24記載のプレフォーム。
【請求項27】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項23記載のプレフォーム。
【請求項28】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項23記載のプレフォーム。
【請求項29】
「PETコポリマー」が反応等級のコポリマーである請求項23記載のプレフォーム。
【請求項30】
エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る容器の製造時に使用のためのプレフォームであって、
そこで、「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づき約0.2モルパーセント〜約3.0モルパーセント未満の量にあり、そして
そこで、非エチレングリコールのジオール成分が約0.1〜約2.0モルパーセントの量で存在し、非テレフタル酸の二酸成分が約0.1〜約1.0モルパーセントで存在する、
プレフォーム。
【請求項31】
「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.6モルパーセント未満の量にある請求項30記載のプレフォーム。
【請求項32】
非エチレングリコールのジオール成分がジエチレングリコールから誘導される請求項30記載のプレフォーム。
【請求項33】
非テレフタル酸の二酸成分が2,6−ナフタレンジカルボン酸もしくはそのジエステルから誘導される請求項30記載のプレフォーム。
【請求項34】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項30記載のプレフォーム。
【請求項35】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項30記載のプレフォーム。
【請求項36】
射出成形プレフォームから製造された容器および容器内に配置された飲料を含んで成る充填された飲料であって、そこでプレフォームが
(a)開放端口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そして
(b)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成り、そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満の量にあり、「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく、
充填された飲料。
【請求項37】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項36記載の充填された飲料。
【請求項38】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項36記載の充填された飲料。
【請求項39】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項36記載の充填された飲料。
【請求項40】
(1)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」溶融体(ここで非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量が「PETコポリマー」中に約0.2モルパーセント〜約2.2モルパーセント未満の量で存在する)を提供すること、
(2)次に「PETコポリマー」を成形体に射出すること、
(3)次に成形体および含有ポリマーを冷却すること、
(4)次に成形体からプレフォームを離型すること、
(5)次にプレフォームを再加熱すること、並びに
(6)次にプレフォームを容器にブロー成形すること、
の段階を含んで成り、
ここで、容器を製造するためのサイクル時間が、約2.2モルパーセントを超える非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の組み合わせ物のコモノマー変性(modification)を有するポリ(エチレンテレフタレート)樹脂を含んで成る第2の容器を製造するための第2のサイクル時間に比較して短縮される、
容器を製造するためのサイクル時間を短縮するための方法。
【請求項41】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項40記載の方法。
【請求項42】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項40記載の方法。
【請求項43】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項40記載の方法。
【請求項44】
(a)開放末端の口形成部分、中間の本体形成部分および閉鎖基底部形成部分を有し、そして
(b)エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を含んで成る(そこで「PETコポリマー」中に存在する非エチレングリコールのジオール成分および非テレフタル酸の二酸成分の総量は約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、そして「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく)、
射出成形プレフォームをブロー成形することを含んで成る、容器を製造するための方法。
【請求項45】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項44記載の方法。
【請求項46】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項44記載の方法。
【請求項47】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項44記載の方法。
【請求項48】
エチレングリコールからの反復単位を有するジオール成分および非エチレングリコールのジオール成分およびテレフタル酸からの反復単位を有する二酸成分および非テレフタル酸の二酸成分を含んで成る「PETコポリマー」を射出成形することを含んで成り、そこで「PETコポリマー」中に存在する非エチレングリコールジオール成分および非テレフタル酸二酸成分の総量が約0.2モルパーセント〜約2.2モルパーセント未満までの量にあり、そして「PETコポリマー」が100モルパーセントのジオール成分および100モルパーセントの二酸成分に基づく、
容器を製造する際に使用のためのプレフォームを製造する方法。
【請求項49】
非テレフタル酸の二酸成分からの反復単位が2,6−ナフタレンジカルボン酸であり、「PETコポリマー」中に約0.1〜約1.0モルパーセントの量で存在し、そして非エチレングリコールのジオール成分からの反復単位がジエチレングリコールであり、「PETコポリマー」中に約0.1〜約2.0モルパーセントの量で存在する請求項48記載の方法。
【請求項50】
プレフォームが約8〜約12の範囲内の延伸比を有する請求項48記載の方法。
【請求項51】
プレフォームが約8〜約10の範囲内の延伸比を有する請求項49記載の方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公表番号】特表2006−509687(P2006−509687A)
【公表日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願番号】特願2004−550356(P2004−550356)
【出願日】平成15年10月31日(2003.10.31)
【国際出願番号】PCT/US2003/034714
【国際公開番号】WO2004/041496
【国際公開日】平成16年5月21日(2004.5.21)
【出願人】(391026058)ザ・コカ−コーラ・カンパニー (238)
【氏名又は名称原語表記】THE COCA−COLA COMPANY
【Fターム(参考)】
【公表日】平成18年3月23日(2006.3.23)
【国際特許分類】
【出願日】平成15年10月31日(2003.10.31)
【国際出願番号】PCT/US2003/034714
【国際公開番号】WO2004/041496
【国際公開日】平成16年5月21日(2004.5.21)
【出願人】(391026058)ザ・コカ−コーラ・カンパニー (238)
【氏名又は名称原語表記】THE COCA−COLA COMPANY
【Fターム(参考)】
[ Back to top ]