
壁ブロックの製造方法
壁ブロックおよびそのための型箱を製造する方法。壁ブロックの設計が型箱の使用を最大化する。本方法は、従来技術のブロックの前面サイズに較べて大きな表面積の前面を生産する。ブロックは約3分の1増しの前面表面積を有する。これは、より迅速な壁の構築およびより迅速な一連の構築過程をもたらす。ブロックを製造する本方法は型穴および材料を効率的に使用して、より高い生産量および/またはより大きな総日間生産面積量をもたらす。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、擁壁ブロックおよびこれらのブロックを製造する方法に関する。
【背景技術】
【0002】
擁壁を構築するための方法および材料は数多く存在する。このような方法には、自然石、定位置に打設されたコンクリート、煉瓦積み、および風致木材または線路枕木の使用が含まれる。近年では、乾燥積みの(即ち、モルタルを使用しないで構築される)セグメント式コンクリート擁壁ユニットが、擁壁の構築に広く受け入れられた製品となっている。このような製品は、それらが大量生産され、よって相対的に安価であるために普及してきた。それらは、構造的に強固であり、設置が容易で且つ相対的に安価であり、しかもコンクリートの耐久性を様々な建築上の仕上がりの美しさに繋げる。
【0003】
迅速でしかも特別な熟練労働を必要としないで、このようなブロックから壁を構築することが好ましい。壁を構築する効率は、壁の前面の構築速度を割り出して測定することができる。明白なことであるが、これは使用されるブロックの大きさおよびブロック積みの容易さに依存する。
【0004】
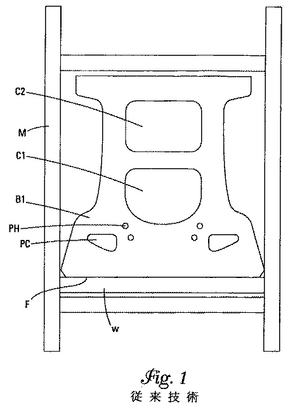
従来技術では、同じような大きさの型箱を使用して様々な型のブロックを製造することが標準的に実施されている。例えば、標準的な大きさの箱は、約45.7cm(約18インチ)×約61cm(約24インチ)のブロック成型面積を有し、厚さ約20.3cm(約8インチ)のブロックを製造する。図1Aは、型箱Mの中の擁壁ブロックB1を例示する。このブロックは、中心に位置する垂直対称面回りに対称的である。ブロックB1は、ピン穴PH、ピン受入れ空洞PC、並びに2つの中子C1およびC2を有する。側面は、前面からブロックの後面に全体として収斂する。前面Fは、ブロックを形成した後に廃棄部分Wを除去することによって作製される。この部分は、粗面を形成するために割り取られる。図1Aのブロックは、1サイクル当たりの生産量が約929cm2(1ft2、即ち、1平方フィート)の前面であるように、1度に1個のブロックが製造される。このブロックに関する典型的な重量は約50kg(約110ポンド)である。
【0005】
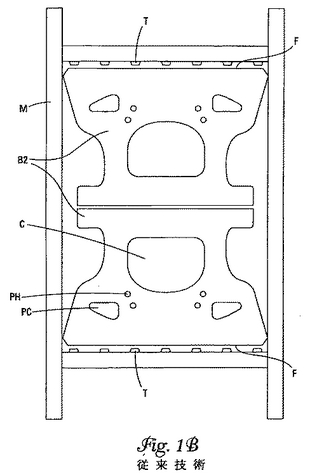
他の従来技術のブロックが、型箱Mの中で図1Bおよび1Cに示されている。このブロックは、国際公開第02/101157号(マクドナルド(MacDonald)ら)に説明されたものと同様である。このブロックはまた、それが中心に位置する垂直対称面回りに対称的であるので、ブロックB1に対して類似性を有する。ブロックB2は、ピン穴PH、ピン受入れ空洞PC、および中子Cを有する。これらのブロックは、前面Fが粗面の外観を有するように形成されることが好ましい。ブロックB2は1度に2個が型箱の中で製造される。これは型箱空間を有効に活用して1製造サイクル当たり約1858cm2(約2平方フィート)の前面を作製する。図1Bは、1度に2個のブロックが形成され、且つ後面で分離され得ることを例示する。この場合には、ブロックの前表面は、ブロックが型箱から取り出されるとき、前表面に接触する質感付与要素Tによって質感が付けられる。図1Cは、前面Fを合わせて成型されるブロックを示す。これらのブロックの前面は、養生後に分離または分割されることになる。このようなブロックの分割を利用して望ましい表面の外観を形成する。それぞれのブロックは、このような様態で製造されるとき、約929cm2(約1ft2、即ち、約1平方フィート)の前面を有する。従って、1サイクル当たりの生産量は、約1858cm2(2平方フィート)の前面である。このブロックに関する典型的な重量は約38.6kg(約85ボンド)である。
【0006】
従来技術の第3の種類が、その型箱Mの中で図1Dに示されている。ブロックB3は矩形ブロックであり、2つの中子または空洞Cを有することが示されている。このブロックの長い寸法を使用して壁の前面を形成するのが一般である。従って、この種のブロックは、B1およびB2の約46cm(18インチ)の長さの表面ではなく、約61cm(約24インチ)の長さの有用前表面を作製する。その表面積(同じ厚さ、即ち、約20.3cm(約8インチ)のブロックに関して)は、ブロックB1またはB2の表面積より約33%大きい。しかし、このブロックの重量は、約113.6kg(約250ポンド)であり、従って機械化された手段を使用して定位置に配設されねばならない。
【0007】
従って、当業には、大きな前面表面積を有するブロックを製造すると共に、型箱の面積を最大限に利用する壁ブロックに対する要求が依然として存在する。
【発明の開示】
【発明が解決しようとする課題】
【0008】
【課題を解決するための手段】
【0009】
本発明は型箱および壁ブロック製造方法であり、この方法は、この型箱の使用を最大化し、壁を構築するときに軽量で取り扱いやすく、大きな表面積の前面を有する壁ブロックを生産する。これは、それぞれのブロック毎に、前面表面積が従来技術で知られたブロックより大きいので、より迅速な壁の構築およびより迅速な一連の構築過程をもたらす。本ブロック製造方法は、型穴および材料を効率的に使用して、より高い生産量および/またはより大きな総日間生産面積量をもたらす。
【0010】
一態様では、本発明は第1および第2の壁ブロックを製造するための型箱であり、この型箱は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、更に、第1の端部横板に連結された第1の端部と第2の端部横板に連結された第2の端部とを有する仕切板を含み、この仕切板は、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割する。
【0011】
別の態様では、本発明は第1および第2の壁ブロックを製造するための型箱であり、この型箱は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、更に、第1の端部横板に連結された第1の端部と第2の端部横板に連結された第2の端部とを有する仕切板を含み、この仕切板は、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割し、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成される。
【0012】
別の態様では、本発明は第1および第2の壁ブロックを製造するための型箱であり、この型箱は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、更に、第1の端部横板に連結された第1の端部と第2の端部横板に連結された第2の端部とを有する仕切板を含み、この仕切板は、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割し、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成されており、この仕切板は、第1の側部横板に対して概ね垂直な線に沿って第1の側部横板と仕切板との間で測定した第1のブロックの最大深さがd2/2より大きく、第2の側部横板に対して概ね垂直な線に沿って第2の側部横板と仕切板との間で測定した第2のブロックの最大深さがd2/2より大きいように非平面構成で形作られる。
【0013】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含み、第1のブロックは、前面に対して概ね垂直な線に沿って前面と後面との間で測定した、d2/2より大きな最大深さを有し、第2のブロックは、前面に対して概ね垂直な線に沿って前面と後面との間で測定した、d2/2より大きな最大深さを有する。
【0014】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含み、第1および第2のブロックの前面はそれぞれd1にほぼ等しい長さを有する。
【0015】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために第1の端部横板と第2の端部横板との間に仕切板を連結するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含む。
【0016】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために第1の端部横板と第2の端部横板との間に仕切板を連結するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、仕切板は非平面であり、第1の型表面と第2の型表面とを有し、第1のブロックの後面は第1の型表面に隣接して形成され、第2のブロックの後面は第2の型表面に隣接して形成され、仕切板は、第1および第2のブロックの後面が、それらを型穴の中で形成するときに重なり合うように構成されており、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含む。
【0017】
別の態様では、本発明は壁ブロックであり、この壁ブロックは、対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前表面は、側表面間の距離に等しい長さおよび上表面と下表面との間の距離に等しい高さを有する。少なくとも1本の足が、前部分から前表面と反対の方向に延びて後表面を有し、前表面と後表面との間の距離がブロックの最大深さを含む。少なくとも1本の足は、第1および第2のブロックを含む複数のブロックが出荷に向けて梱包されるときに、第1および第2のブロックが、それらの前表面を反対方向に向けて共通の表面上に位置決めされ得るように位置決めされ、第1のブロックの少なくとも1本の足は、第1および第2のブロックがブロック深さの2倍の前表面の長さより短い共通表面上の面積を占有するように、第2のブロックの少なくとも1本の足に重なり合う。
【0018】
別の態様では、本発明は壁ブロックであり、この壁ブロックは、対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前表面は、側表面間の距離に等しい長さおよび上表面と下表面との間の距離に等しい高さを有する。少なくとも1本の足が、前部分から前表面と反対の方向に延びて後表面を有し、少なくとも1本の足は、壁が、前表面の長さの約半分だけ層毎にずらされるブロックの複数層から形成されるとき、それぞれのブロックの層中の足が垂直に一線に整列するように位置決めされる。
【発明を実施するための最良の形態】
【0019】
本出願では、「上部」および「下部」は擁壁におけるブロックの配置を指す。下部表面が下を向くとは、即ち、それが地面を向くように置かれることである。擁壁の形成では、1列のブロックが敷設されて層を形成する。この層の上に2番目の層が、1個のブロックの下部表面を別のブロックの上部表面の上に位置決めすることによって積み上げられる。
【0020】
本発明のブロックは、特に壁が屋外に構築される場合には、コンクリートなどの堅牢な耐候性の材料から製造可能である。他の適切な材料には、プラスチック、強化繊維、および壁ブロックの成型で使用するのに適切な他の任意の材料が含まれる。ブロックの表面は、平滑であってもよいし、または自然石のような粗面の外観を有してもよい。当業で知られているように、これらのブロックは型の中で作製され、また様々な質感が表面上に形成可能である。
【0021】
以下に幾つかの実施形態を図面に例示する。一実施形態では、本発明は、前部分を含み、そこから2本の足が延びるブロックである。これらの2本の足はそれぞれ中子および後部分を有し、それぞれの後部分の後面はブロックの裏面である。中子は任意選択のものであり、それらの位置は様々であり得る。足はブロックに非対称的に配置される。これらの足は、中子の面積を画定する側面を有し、足の側壁は前部から後部へ全体的に収斂する。
【0022】
別の実施形態では、本発明は、足の一方が前部分に直角に接合する点を除けば、上に説明したブロックと同様のブロックである。このようなブロックは、隅部構造を形成するのに適切である。
【0023】
別の実施形態では、本発明は前面から延びる1本の足を有するブロックであり、この足は前面の一側に配置される。
別の実施形態では、本発明は曲線式の複数の足を有するブロックであり、すべての足が前表面から遠ざかるように延びる。
【0024】
本発明のブロックには、隣接層中にブロックを連結する連結手段を設けることができる。これらの連結手段は、ピン穴およびピン受入れ空洞を含み得る。第2番目のまたは上のブロック中の空洞は、第1番目のまたは下のブロック中のピン穴の中に配置されたピンの頭を受け入れる。別法として、このブロックの下表面には、下に横たわるブロック中のピン穴の中に配置されたピンの頭を受け入れるように構成された溝を設けることができる。ブロックの前面の外観は、所望に応じて様々であり得る。
【0025】
本明細書に説明するブロックの設計に対する利点は、これらのブロックが、最大のブロック前面表面量および最小材料使用量で適切な構造的安定性を与えることである。これらのブロックは取扱いが容易であるばかりでなく、これらのブロックの製造がその空間および材料を利用する上で効率的なことであり、それは、例えば、以下で更に詳細に論じる図22Aおよび22Bの例示によって理解できる。ブロックは、第1のブロックの1本または複数の足が第2のブロックの1本または複数の足と絡み合うかまたは重なり合うように設計された単一の型の中で、ブロックの組合い対を形成することによって製造される。このような方式で、ブロックは互いに入れ子状態になる。ブロックの前面の長さは、ブロックの前面から足の後面までの距離の約2倍であるのが一般である。これは、型の使用空間容積を最大化することが分かっている。このような様態でブロックを成型することは、ブロックを型から取り出し、パレット上に積み合わせ、且つ同じ重なり合うかまたは入れ子状態の構成で出荷されるので、ブロックの出荷に関係するときの利点にもなる。このような重なり合う構成は、従来の様態で成型されたブロックより占有空間が少なく、しかも扱いやすい。ブロックの深さ(即ち、前表面から後表面までの距離)は型箱の深さの半分より大きい。しかし、本発明の範囲内で、ブロックの他の長さまたは寸法関係も使用可能であることを理解されたい。
【0026】
このようなブロック設計は、ブロックの前面の面積を最大化し、他方でブロックの重量を最小化する。その結果として、ブロック製造業者は、1製造または成型サイクル当たりより大きな壁面積を生産し且つ所与量の原材料当たりより大きな壁ブロックの生産量を確保することが可能であり、他方では同時に空間を節約し且つ取扱いおよび出荷が容易な構成でブロックを製造する。壁の施工者は、ブロックを配置する度により大きな前面表面積を施工することが可能であり、しかもブロックの重量は一般に、より小さい前面表面積を有する従来技術のブロックと殆ど同じかまたはほんの僅かに重いだけである。
【0027】
上の図1Aから1Dに例示したブロックのような従来技術のものと本発明のブロックを比較することは有益である。図2は、型箱中の本発明のブロック100を示す。この図は、図1Aから1Dと直に比較可能である。例示の型箱は、当業界では標準的な約45.7cm(約18インチ)×約61cm(約24インチ)の大きさであり、約20.3cm(約8インチ)の厚さのブロックを生産する。ブロック100は、それぞれ約43.2kg(約95ポンド)の重さがある。ブロックの前表面(F)は、型箱の長い寸法、即ち、約61cm(約24インチ)の寸法である。従って、このブロックは、図1Aから1Cに示した従来技術のブロックの表面積(約45.7×20.3cm(18×8インチ)、約929cm2(144in2、即ち、1ft2))より大きな表面積(約61×20.3cm(24×8インチ)、約1238cm2(192in2、即ち、1.33ft2))を有する。これは、前面表面積が33%増加したことに等しい。しかし、その重量は、約11%の増加、即ち、38.6kgから43.2kg(85ポンドから95ポンド)の増加にすぎず、依然として手で扱える重さである。
【0028】
更には、本発明のブロックは一度に2個製造されるので一層大きな製造上の利点が実現される。従って、1生産サイクルで、1製造サイクル当たり2470cm2(2.66ft2)の表面積を生産する。これは、従来技術のブロックB1では約929cm2(1ft2)、従来技術のブロックB2では約1858cm2(2ft2)、および従来技術のブロックB3では約1236cm2(1.33ft2)の生産に匹敵する。更には、本発明のブロックに関するすべての場合で、型箱の生産能力が最大化するかまたは少なくとも実質的に増大する。
【0029】
本発明の様々な実施形態を図面に示す。
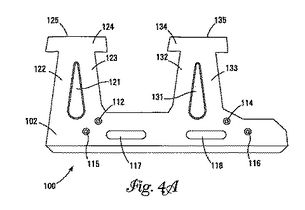
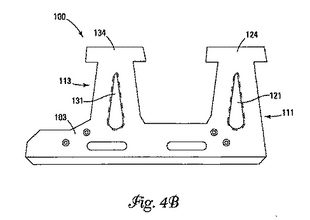
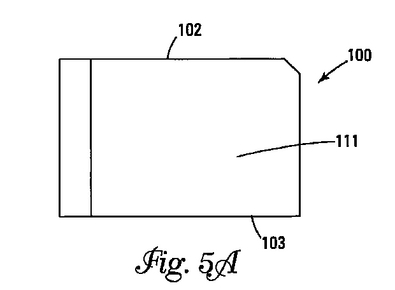
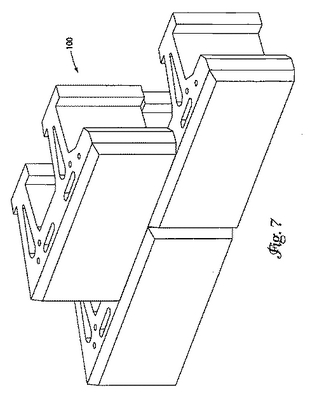
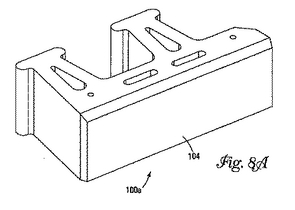
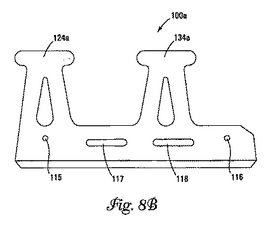
図3から7はブロック100を例示する。図8Aおよび8Bはブロック100aを例示するが、このブロック100aは丸い隅部を有し、ピン穴が少ない点を除けば、実質的にブロック100と同様である。これらのブロックの同様の特徴的構造が同じ数字によって参照される。ブロック100は、平行な上面102および下面103を有する。前面104は、所望の外観を与えるように、ブロックの上面と側面とに隣接して任意選択の斜面または面取り部108を有する。面104の長さは、隅部106と107の間の距離によって画定される。2本の足120および130が前部分110から延びる。中子121および131が、それらは前部分110の中に達するが、主として足の中に配置される。図示されたこれらの中子の形状は製造上都合のよい形状であるが、任意適切な形状が使用可能であることに留意されたい。足120および130は、それぞれに後部分124および134に達し、後面125および135をそれぞれに有する。
【0030】
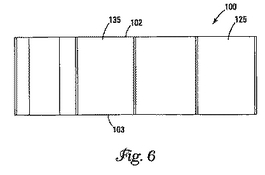
前面104並びに後面125および135は、図6に示すように上面102から下面103にそれぞれ達する。面102と103との間の距離がブロックの厚さを画定する。
足120および130は、空隙140によって離隔されている。それぞれの足120および130は、2つの側壁122、123および132、133をそれぞれに有する。これらの側壁は、ブロックの前面から後面に全体として収斂する。側壁は上面102から下面103に達する。1つの好ましい実施形態では、足120および130は、壁の中でブロックを別のブロックの上に積むとき、1つのブロックの足が下に横たわるブロックの足の上に配置されて長手積み模様が作成されるように位置決めされる。足の整列は、それが壁の構造的安定性を追加し、中子および隣接する足の空隙を貫通することになる垂直な強化材または充填材の導入も可能にするので望ましい。
【0031】
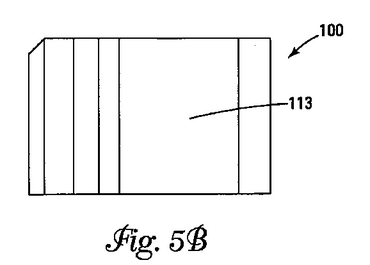
ブロック100の側面111を図5Aに示し、側面113を図5Bに示す。側面111は、足の側壁122および後部分124の側表面と、前部分110の側表面とを含む。側面113は、図5Bに示すように、足の側壁133および後部分134の側表面と、前部分110の側表面とを含む。
【0032】
前部分110は、前面104を備え(図3)、ピン穴112、114、115、および116と、ピン受入れ空洞117および118とを備える(図4A)。
図3から8に示した中子の形状は製造上都合のよい形状であるが、任意適切な形状が使用可能であることに留意されたい。これらの中子は、ブロックの重量を削減する役割を果たす。ブロックが製造されるとき、当業者には知られているように、中子には、ブロックを型から容易に取り出すために上面から下面にかけてテーパが付いている。中子は任意選択であるが、それらはブロックを製造するのに必要な材料の量を削減するので望ましく、また通常は重量によって一度に出荷できるブロック数が制約されるので、これらの中子はより多くのブロックの出荷を可能にする。しかもブロックの重量が軽くなれば、壁を構築するときにブロックを取り扱う者が楽になる。更には、足および空隙の大きさおよび形状は様々であり得る。
【0033】
ピン受入れ空洞117および118は、ブロックの前部分に沿った任意所望の箇所に位置決めされ、任意所望の形状を有し得る。ピン穴115および116と組み合わせた空洞の配置を利用して、ブロックの壁中に長手積み模様を形成することができる。ブロック重量を最小化する助けとなるピン受入れ空洞は、ブロックの上面から下面に達し得るかまたは一部のみがブロックの下面に向かって延び得る。しかし、それらは通路ではなくブロック中の凹所であってもよい。
【0034】
ピン穴112、114、115、および116は、上面102から下面103に達する。4つのピン穴が示されているが、もっと多くのまたは少ないピン穴も使用可能である。これらの穴は、成型されたブロックから形成要素を除去しやすいようにテーパが付けられる。これらのピン穴は、ピンなどの連結要素を受け入れるようにサイズ決めされる。ピンは、肩付きピンでよいが、その場合には、ピン穴はブロックの厚さに亘って実質的に同じ直径を有し得るか、またはピン穴は頭なしピンの一部がブロックの表面から出るように窄められ得る。以下で様々なピンを更に詳細に説明する。
【0035】
ブロック100が図7に長手積み模様で積まれている。これらのブロックは、上のブロックの後部分が下のブロックの後部分の少なくとも一部の上に位置するように構成される。1つのブロックの足が、下に横たわるブロックの足の上に配置されるのが最適である。これは、これらのブロックから形成された壁の安定性を高め、且つブロックの摩擦連結部を増やす。
【0036】
図8Aおよび8Bのブロック100aはブロック100と同様であり、足120および130から延びる曲線式後部分124aおよび134aを有する。曲線式形状は、ブロックを型からの取出しやすさのためにより望ましいことが多い。
【0037】
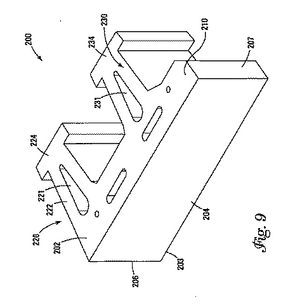
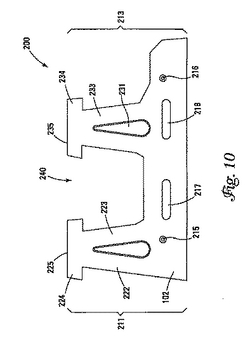
図9および10は、ブロックの別の実施形態を例示する。ブロック200は、このブロックの前面に面取り部が存在しない点を除けば、図3から8のブロック100および100aと同様である。面取りした縁および隅部が存在しないということは、ブロックの上と下とが相互に交換可能であること、即ち、ブロック200を反転すると、それは別のブロック200の鏡像となることである。そうでないと、擁壁を構築するときにブロックを1つより多くの向きで使用することが望ましければ、ブロック100の鏡像を別個に製造しなければならない。
【0038】
図9および10は、平行な上面202および下面203を有するブロック200を示す。面204の長さは、隅部206と207との間の距離によって画定される。2本の足220および230が前部分210から延びている。中子221および231が、それらは前部分210の中に達するが、主として足の中に配置されている。足220および230は、後部分224および234にそれぞれ達し、後面225および235をそれぞれに有する。前面204並びに後面225および235は、上面202から下面203にそれぞれ達する。面202と203との間の距離がブロックの厚さを画定する。
【0039】
足220および230は、空隙240によって離隔されている。それぞれの足220および230は、ブロックの前部から後部へ全体として収斂する2つの側壁222、223および232、233を有する。ブロックの側壁211および213は、上面202から下面203に達する。ピン穴215および216並びにピン受入れ空洞217および218が、ブロックの前部分に配置されている。
【0040】
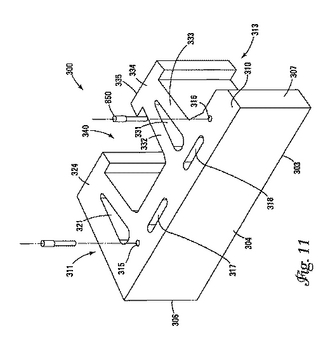
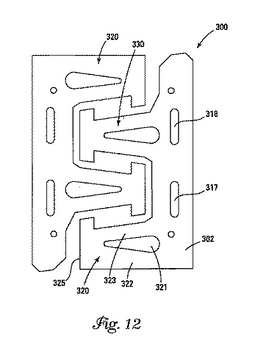
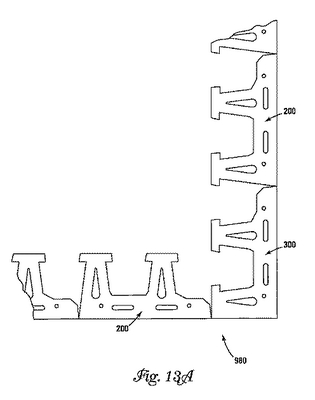
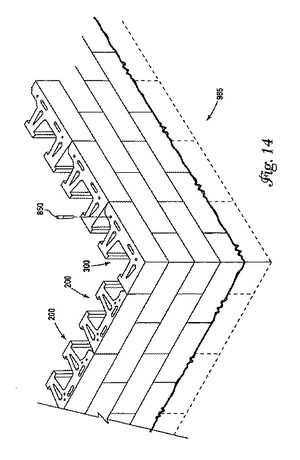
図11および12は、本発明のブロックの別の実施形態を例示し、図12はブロックが組合せ対を作成する態様を示す。図13A、13B、および14は、ブロックの層中および壁中のブロック200と一緒のブロック300を示す。ブロック300はブロック200と同様であり、足の一方はブロックの前部と後部とが直角を成す。ブロックの前部に面取り部が存在しないので、ブロックは任意の向きで使用可能であり、即ち、下面と上面とが相互に交換可能である。
【0041】
ブロック300は平行な上面302および下面303を有する。面304が、隅部306と307との間に延びる。2本の足320および330が前部分310から延びている。中子321および331が、それらは前部分310の中に達するが、主として足の中に配置されている。足320および330は、後部分324および334にそれぞれ達し、後面325および335をそれぞれ有する。前面304並びに後面325および335は、上面302から下面303にそれぞれ達する。面302と303との間の距離は、ブロックの厚さを画定する。
【0042】
足320および330は空隙340によって離隔されている。それぞれの足320および330は、2つの側壁322、323および332、333をそれぞれ有する。足の側壁322は、前部分310と後部分324とを直角に接合する。従って、側面311は、前面304および後面325に対して垂直である。側面313はブロック200の側面213と実質的に同様である。側壁332および333は、ブロックの前部から後部へ全体として収斂する。側壁は上面302から下面303に達する。ピン穴315および316並びにピン受入れ空洞317および318がブロックの前部分に配置されている。
【0043】
図13Aおよび14Bは、壁を構築するためのブロックの層中のブロック200および300を示す。図13Aは、ブロック300が図11および12に示した向きで、隅部ブロックとして使用される層980を示す。図13Bではブロック300が反転されており、それは層981を示す。壁の構築時、層980および981は、壁がずらし模様または長手積み模様を有するように隣接する。
【0044】
図14は、これらの2種類のブロックから形成された壁985を示す。
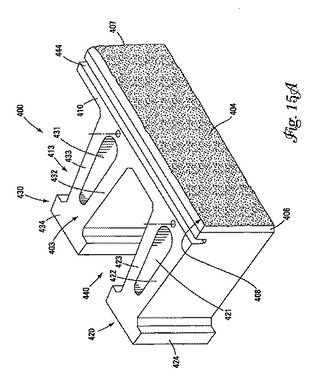
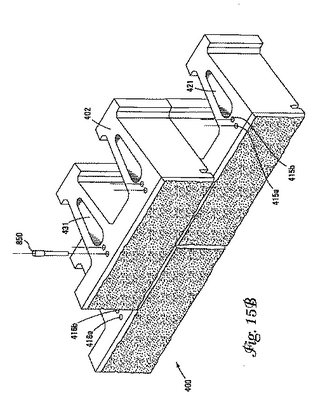
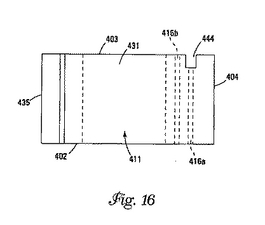
図15Aおよび15Bは、ピン受入れ空洞が存在せず、ブロックの前部分に溝が設けられている別のブロックの実施形態を示す。図15Aおよび15Bは、ブロック400の下面および上面の斜視図を例示する。図15Aでは、ブロックが製造されるときの向きで、即ち、下表面が上向きに示されており、図16はブロックの側面図を示し、ピン穴および中子が想像線で示されている。図15Bは、他のブロックと一緒に積まれたブロックを示す。
【0045】
ブロック400は、平行な上面402および下面403を有する。前面404は面取り隅部406と407との間に延び、面取り上縁408を有する。2本の足420および430が前部分410から延びている。中子421および431が、それらは前部分410の中に達するが、主として足の中に配置されている。足420および430は後部分424および434にそれぞれ達し、後面425および435をそれぞれに有する。前面404並びに後面425および435は上面402から下面403にそれぞれ達する。面402と403との間の距離がブロックの厚さを画定する。
【0046】
足420および430は空隙440によって離隔される。それぞれの足420および430は、2つの側壁422、423および432、433をそれぞれ有し、全体として後表面へ収斂する。側面411は、側壁422の側表面および前部分410の側表面を含む。同様に、側面413は、側壁433の側表面および前部分410の側表面を含み、複合的な幾何学形状を有する。側壁432および433は、ブロックの前部から後部へ全体的に収斂する。この側壁は上面402から下面403に達する。
【0047】
図15Bはブロック400の上面斜視図を示し、2つのピン穴が存在するのを例示する。ピン穴415a、415b、416a、および416bが、ブロックの前部分に配置されている。1組の複数のピン穴(例えば、415aおよび415b)がブロック400の前面に概ね垂直な平面内で一線に揃えられ、この同じ平面が中子(例えば、中子421)を通過する。しかし、ピン穴位置は所望に応じて変更可能であることに留意されたい。溝444が前面付近の下表面にブロックの全長に亘って延びる。溝444は、下部のブロック中のピン穴から延びるピンの頭を受け入れるように構成される。図15Bはまた、後部分424が下に横たわるブロックの後部分434の上に位置するのを例示する。このように後部分が一致すると壁の安定性が増す。
【0048】
図16はピン穴を想像線で示し、ピン穴416aおよび416bが、実質的に同じ直径でブロックの上面から下面に達する。但し、ブロックの厚さを貫通する通路は、型要素の除去を容易にするために一般的に下面から上面にかけてテーパが付く(製造時に)ことに留意されたい。図16は、ピン穴416が溝444の中に開くことも示す。この種のピン穴は、ピンの頭が溝の内部に位置するように肩付きピンと一緒に使用される。
【0049】
図17に本発明のブロックの別の実施形態が示されている。このブロックは、上で説明したブロックの実施形態と同様であり、対応するように同様の要素を有するが、このブロックにはすべての要素に番号が付けられているわけではない。ブロック500は、前部分510から後部分524に達する1本の足520を有する。足520は2つの側壁522および523を含み、それらは前部分および後部分に互いに接合して中子521を形成する。この中子は任意選択であるが、それはより軽量のブロックをもたらすので好ましい。
【0050】
ピン穴515および516並びにピン受入れ空洞517および518がブロックの前面付近に配置されている。図17は、1対の複数のブロックが、型穴が最大化されるように型の中で形成可能であることを示す。ブロック500に都合のよい寸法は、前面の幅が約60.1cm(約24インチ)であり、その高さが約20.3cm(約8インチ)の寸法である。前部分の深さは約10.1cm(約4インチ)であり、足520の深さは約20.3cm(約8インチ)である。
【0051】
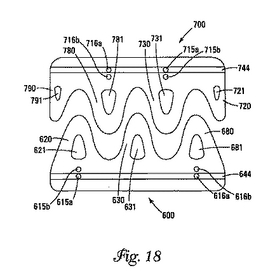
図18に、ブロック600および700が嵌合い対として示されているが、明瞭にするために、型箱中のそれらの位置から引き離して示す。嵌合い対の形成は、3本の足(620、630、680)を有する一方のブロックと、4本の足(720、730、780、790)を有する他方のブロックをもたらす。それぞれの足は中子(それぞれに621、631、681、並びに721、731、781、および791)を有する。ブロック600には、ピン穴(615a/615b、616a/616b)およびその下表面にブロックの全長に亘って延びる溝644が備わっている。同様に、ブロック700には、ピン穴(715a/715b、716a/716b)およびその下表面にブロックの全長に亘って延びる溝744が備わっている。これらの足は曲線式形状を有する。ブロック600の足は、等間隔に離間して前部分から延び、本質的にブロックを3分の1ずつに分割する。
【0052】
図18は、このような曲線式の形状を有するブロックが組合せ対で形成可能であり、従って型穴を最大化し且つそれぞれのブロックに要する材料の量を最小化する。
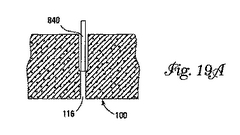
ブロックの実施形態に拘わらず、様々なピン構成が使用可能であり、2つを図19Aおよび19Bに示す。直線的ピンの使用が望ましければ、ピン穴は、ピンがブロックの下面に滑動していかないようにテーパを付けられるかまたは窄められる。従って、図19Aに示すように、ピン840はブロック100のピン穴116の中に位置する。ピン穴にはブロックの厚さを貫通するほぼ途中にテーパが設けられる。
【0053】
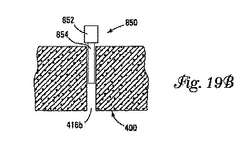
図19Bは、直線部分854に頭852が付着されたピン850を示す。頭852はブロック400の上表面に休止する。ピン穴416bはブロックの厚さ全体に亘って実質的に同じ直径を有する。
【0054】
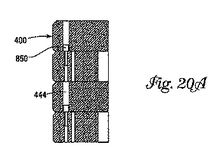
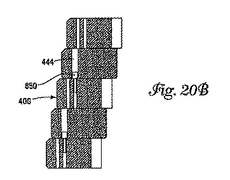
図20Aは、前方のピン穴815の中に配置されるピン850によって連結されたブロックが相互に上下に積まれている壁の断面図を示す。頭852は、上のブロックの下面の溝(例えば、ブロック400中の溝444)の内部に嵌る。このような配置は、実質的に垂直な壁を作製する。図20Bは、ブロックが、下に横たわるブロックの後方のピン穴の中にピン850を配置することによって相互から引っ込められる。正の引込みを有する壁は、しばしば外観および構造的安定性のために望ましい。
【0055】
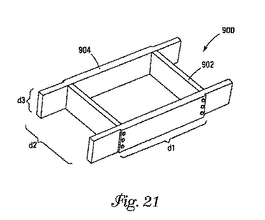
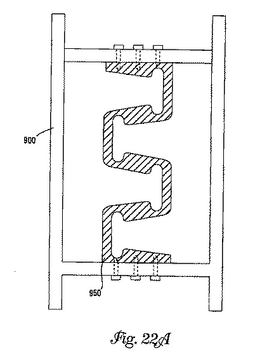
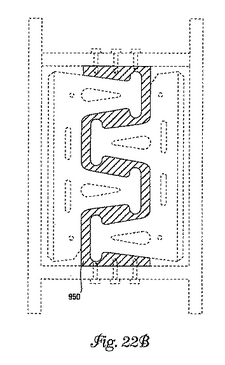
図21、22A、および22Bは、対向する第1および第2の端部横板902並びに対向する第1および第2の側部横板904を有する型箱900を例示する。第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は距離d2で離間される。距離d2は距離d1より短い。第3の距離d3は型箱の高さであり、それはブロックの厚さを画定する。型箱は底板(図示せず)の上に位置する。底板、端部横板、および側部横板は共に、ブロックが内部で成型される型穴を形成する。本発明のブロックを形成するために、型箱は仕切板950を取り付けることによって調製される。仕切板は、このように型穴の中に第1および第2の型部分を形成する。このような板は、鋼材から所望の形状および寸法に機械加工されることが好ましく、両端がそれぞれの側部横板にボルト留めされる。図22Aは、仕切板がボルト955によって型箱900の中にボルト留めされているのを示す。図22Bは仕切板を示し、ボルト、型箱、およびブロックが想像線で示されている。
【0056】
中子、ピン穴、およびピン受入れ空洞用の形成要素(図示せず)が型箱の上方に吊され、コンクリート混合物が型箱の中に注入される。この箱はコンクリート混合物を締め固めるために振動され、それによって混合物を凝固させる。次いで、底板が外れるときにブロックを押し付ける剥取りシューまたはヘッドによって、ブロックが型箱から押し出され、仕切板および形成要素から引き離される。剥取りシューは、ブロックの取出しを容易にするために形成要素および仕切板をすべて通過するように設計されている。次いで、底板上のブロックが、一般にはコンベアベルトによって乾燥器に運ばれ、そこでブロックは給熱養生される。
【0057】
一般に、ブロックは、それらが製造される同じ向きで出荷される。これは取扱い段階毎にブロックの経費が嵩むので望ましい。これは本発明の別の望ましい特徴となる。ブロックは重合せ構成で製造されるので、それらは小さく纏まった効率的な梱包となり、それによって取り扱いやすく且つ出荷用の空間が少なくて済む。
【0058】
ブロックの前表面には、それが型から取り出されるときに、即ち、それが型から取り出された直後に、表面処理によって所望の外観または模様を与えることができる。表面の外観は、当業者に知られているように、平滑、丸太作り様、異形、溝付き、畝付き、砂吹き、またはひび割れ様にすることができる。所望に応じてこの成型過程には面取りまたは他の縁細部装飾を含むこともできるし、または当業者に知られた方法によってブロックを養生後に処理して縁を丸めることもできる。ひび割れまたは割れ目様の外観は、そうすると表面が自然石の外観を備えるので望ましい。ブロックが養生された後で、機械的手段を使用してその表面を処理できるが、そのようなことは自然石の外観を作る際に非常に効果的である。このような手段が本出願人の同時係属の米国出願公開第2003−0214069号(2002年5月17日に出願の第10/150484号)に説明されており、ここで参照により本明細書に組み込む。
【0059】
図に例示のブロックは任意所望の寸法を有し得るが、ブロック100は、例えば(図3から8に示すように)、一般には、約20.3cm(約8インチ)の厚さ(即ち、表面102と103との間の距離)および約60.1cm(約24インチ)の長さ(即ち、隅部20aから隅部21aまでの距離)を有する。この長さは、型箱の距離d1によって決まる。
【0060】
約60.1cm(約24インチ)の長さ、約30.5cm(約12インチ)の深さ(即ち、前表面から後表面まで)、および約20.3cm(約8インチ)の厚さを有する以上に説明のこれらのブロックでは、その重量が約43.2kg(約95ポンド)である。これは、換言すれば、前面表面積の約929cm2(1平方フィート)当たり約27.3kg(約60ポンド)ということになる。これは、擁壁中でブロックを位置決めするときに使用するのに都合のよい重量であり、取扱いの点では従来技術のブロックの重量に十分匹敵する。従って、本ブロックは、それらの単位重量当たりのより大きな前面表面積の点で従来技術に優る利点を提供する。
【0061】
本発明のブロックは、壁の構築時に、従来技術のブロックの面寸法に較べて相対的に大きな面寸法によって約3分の1増しの面積をもたらすので、壁の構築に使用するのに効率的である。
【0062】
本明細書で特定の実施形態を開示してきたが、これは例示のみを目的として開示したものであり、特許請求の範囲に対する限定を意図したものではない。特に本発明には、特許請求の範囲によって画定された本発明の趣旨および範囲から逸脱することなく、様々な代用、別法、および変形がなされ得ることが企図されている。例えば、材料の選択または形状もしくは表面の幾つかが交差する角度の変更は、本明細書に開示した実施形態の知識を有する当業者には通常の事柄であると考えられる。
【図面の簡単な説明】
【0063】
【図1A】第1の従来技術のブロックのための型箱構成の平面図である。
【図1B】第2の従来技術のブロックのための第1の型箱構成の平面図である。
【図1C】第2の従来技術のブロックのための第2の型箱構成の平面図である。
【図1D】第3の従来技術のブロックのための型箱構成の平面図である。
【図2】型箱中の本発明のブロックの構成の平面図である。
【図3】本発明のブロックの斜視図である。
【図4】図4Aは図2のブロックの上面図である。
【0064】
図4Bはその下面図である。
【図5】図5Aは図2のブロックの側面図である。
【0065】
図5Bは図2のブロックの側面図である。
【図6】図2のブロックの後面図である。
【図7】図2の積み付けられたブロックの斜視図である。
【図8】図8Aは本発明の別のブロックの斜視図である。
【0066】
図8Bはその上面図である。
【図9】本発明の別のブロックの斜視図である。
【図10】図9のブロックの上面図である。
【図11】本発明の別のブロックの斜視図である。
【図12】図11のブロックの組合せ対の上面図である。
【図13A】図9および11のブロックを含むブロックの列の部分上面図である。
【図13B】図9および11のブロックを含むブロックの列の部分上面図である。
【図14】図9および11のブロックによって構築されたブロックの壁の部分図である。
【図15A】本発明の別のブロックの下面斜視図である。
【図15B】図15Aの積み付けられたブロックの上面斜視図である。
【図16】図15Aのブロックの側面図である。
【図17】本発明の別のブロックの上面図である。
【図18】本発明の2つの他のブロックの上面図である。
【図19】図19Aは、ブロックの部分断面図であり、ピン穴の中のピン配置を示す。
【0067】
図19Bは、ブロックの部分断面図であり、ピン穴の中のピン配置を示す。
【図20】図20Aは、本発明のブロックから構築された壁の断面図である。
【0068】
図20Bは、本発明のブロックから構築された壁の断面図である。
【図21】本発明のブロックを形成するのに使用された型箱の斜視図である。
【図22A】図21の型箱の平面図であり、仕切板を示す。
【図22B】仕切板の平面図であり、型箱およびブロックが想像線で示されている。
【技術分野】
【0001】
本発明は、擁壁ブロックおよびこれらのブロックを製造する方法に関する。
【背景技術】
【0002】
擁壁を構築するための方法および材料は数多く存在する。このような方法には、自然石、定位置に打設されたコンクリート、煉瓦積み、および風致木材または線路枕木の使用が含まれる。近年では、乾燥積みの(即ち、モルタルを使用しないで構築される)セグメント式コンクリート擁壁ユニットが、擁壁の構築に広く受け入れられた製品となっている。このような製品は、それらが大量生産され、よって相対的に安価であるために普及してきた。それらは、構造的に強固であり、設置が容易で且つ相対的に安価であり、しかもコンクリートの耐久性を様々な建築上の仕上がりの美しさに繋げる。
【0003】
迅速でしかも特別な熟練労働を必要としないで、このようなブロックから壁を構築することが好ましい。壁を構築する効率は、壁の前面の構築速度を割り出して測定することができる。明白なことであるが、これは使用されるブロックの大きさおよびブロック積みの容易さに依存する。
【0004】
従来技術では、同じような大きさの型箱を使用して様々な型のブロックを製造することが標準的に実施されている。例えば、標準的な大きさの箱は、約45.7cm(約18インチ)×約61cm(約24インチ)のブロック成型面積を有し、厚さ約20.3cm(約8インチ)のブロックを製造する。図1Aは、型箱Mの中の擁壁ブロックB1を例示する。このブロックは、中心に位置する垂直対称面回りに対称的である。ブロックB1は、ピン穴PH、ピン受入れ空洞PC、並びに2つの中子C1およびC2を有する。側面は、前面からブロックの後面に全体として収斂する。前面Fは、ブロックを形成した後に廃棄部分Wを除去することによって作製される。この部分は、粗面を形成するために割り取られる。図1Aのブロックは、1サイクル当たりの生産量が約929cm2(1ft2、即ち、1平方フィート)の前面であるように、1度に1個のブロックが製造される。このブロックに関する典型的な重量は約50kg(約110ポンド)である。
【0005】
他の従来技術のブロックが、型箱Mの中で図1Bおよび1Cに示されている。このブロックは、国際公開第02/101157号(マクドナルド(MacDonald)ら)に説明されたものと同様である。このブロックはまた、それが中心に位置する垂直対称面回りに対称的であるので、ブロックB1に対して類似性を有する。ブロックB2は、ピン穴PH、ピン受入れ空洞PC、および中子Cを有する。これらのブロックは、前面Fが粗面の外観を有するように形成されることが好ましい。ブロックB2は1度に2個が型箱の中で製造される。これは型箱空間を有効に活用して1製造サイクル当たり約1858cm2(約2平方フィート)の前面を作製する。図1Bは、1度に2個のブロックが形成され、且つ後面で分離され得ることを例示する。この場合には、ブロックの前表面は、ブロックが型箱から取り出されるとき、前表面に接触する質感付与要素Tによって質感が付けられる。図1Cは、前面Fを合わせて成型されるブロックを示す。これらのブロックの前面は、養生後に分離または分割されることになる。このようなブロックの分割を利用して望ましい表面の外観を形成する。それぞれのブロックは、このような様態で製造されるとき、約929cm2(約1ft2、即ち、約1平方フィート)の前面を有する。従って、1サイクル当たりの生産量は、約1858cm2(2平方フィート)の前面である。このブロックに関する典型的な重量は約38.6kg(約85ボンド)である。
【0006】
従来技術の第3の種類が、その型箱Mの中で図1Dに示されている。ブロックB3は矩形ブロックであり、2つの中子または空洞Cを有することが示されている。このブロックの長い寸法を使用して壁の前面を形成するのが一般である。従って、この種のブロックは、B1およびB2の約46cm(18インチ)の長さの表面ではなく、約61cm(約24インチ)の長さの有用前表面を作製する。その表面積(同じ厚さ、即ち、約20.3cm(約8インチ)のブロックに関して)は、ブロックB1またはB2の表面積より約33%大きい。しかし、このブロックの重量は、約113.6kg(約250ポンド)であり、従って機械化された手段を使用して定位置に配設されねばならない。
【0007】
従って、当業には、大きな前面表面積を有するブロックを製造すると共に、型箱の面積を最大限に利用する壁ブロックに対する要求が依然として存在する。
【発明の開示】
【発明が解決しようとする課題】
【0008】
【課題を解決するための手段】
【0009】
本発明は型箱および壁ブロック製造方法であり、この方法は、この型箱の使用を最大化し、壁を構築するときに軽量で取り扱いやすく、大きな表面積の前面を有する壁ブロックを生産する。これは、それぞれのブロック毎に、前面表面積が従来技術で知られたブロックより大きいので、より迅速な壁の構築およびより迅速な一連の構築過程をもたらす。本ブロック製造方法は、型穴および材料を効率的に使用して、より高い生産量および/またはより大きな総日間生産面積量をもたらす。
【0010】
一態様では、本発明は第1および第2の壁ブロックを製造するための型箱であり、この型箱は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、更に、第1の端部横板に連結された第1の端部と第2の端部横板に連結された第2の端部とを有する仕切板を含み、この仕切板は、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割する。
【0011】
別の態様では、本発明は第1および第2の壁ブロックを製造するための型箱であり、この型箱は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、更に、第1の端部横板に連結された第1の端部と第2の端部横板に連結された第2の端部とを有する仕切板を含み、この仕切板は、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割し、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成される。
【0012】
別の態様では、本発明は第1および第2の壁ブロックを製造するための型箱であり、この型箱は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、更に、第1の端部横板に連結された第1の端部と第2の端部横板に連結された第2の端部とを有する仕切板を含み、この仕切板は、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割し、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成されており、この仕切板は、第1の側部横板に対して概ね垂直な線に沿って第1の側部横板と仕切板との間で測定した第1のブロックの最大深さがd2/2より大きく、第2の側部横板に対して概ね垂直な線に沿って第2の側部横板と仕切板との間で測定した第2のブロックの最大深さがd2/2より大きいように非平面構成で形作られる。
【0013】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含み、第1のブロックは、前面に対して概ね垂直な線に沿って前面と後面との間で測定した、d2/2より大きな最大深さを有し、第2のブロックは、前面に対して概ね垂直な線に沿って前面と後面との間で測定した、d2/2より大きな最大深さを有する。
【0014】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含み、第1および第2のブロックの前面はそれぞれd1にほぼ等しい長さを有する。
【0015】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために第1の端部横板と第2の端部横板との間に仕切板を連結するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含む。
【0016】
別の態様では、本発明は壁ブロックを製造する方法であり、この方法は、第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を設けるステップを含み、これらの端部横板および側部横板は共に型穴を形成し、第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は、距離d1より短い距離d2で離間されており、型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために第1の端部横板と第2の端部横板との間に仕切板を連結するステップを含み、第1の型部分は第1のブロックの前面が第1の側部横板に隣接して形成されるように構成され、第2の型部分は第2のブロックの前面が第2の側部横板に隣接して形成されるように構成され、仕切板は非平面であり、第1の型表面と第2の型表面とを有し、第1のブロックの後面は第1の型表面に隣接して形成され、第2のブロックの後面は第2の型表面に隣接して形成され、仕切板は、第1および第2のブロックの後面が、それらを型穴の中で形成するときに重なり合うように構成されており、第1および第2の型部分に望ましいブロック材料を充填するステップを含み、更に、第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とからブロック材料を取り出すステップを含む。
【0017】
別の態様では、本発明は壁ブロックであり、この壁ブロックは、対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前表面は、側表面間の距離に等しい長さおよび上表面と下表面との間の距離に等しい高さを有する。少なくとも1本の足が、前部分から前表面と反対の方向に延びて後表面を有し、前表面と後表面との間の距離がブロックの最大深さを含む。少なくとも1本の足は、第1および第2のブロックを含む複数のブロックが出荷に向けて梱包されるときに、第1および第2のブロックが、それらの前表面を反対方向に向けて共通の表面上に位置決めされ得るように位置決めされ、第1のブロックの少なくとも1本の足は、第1および第2のブロックがブロック深さの2倍の前表面の長さより短い共通表面上の面積を占有するように、第2のブロックの少なくとも1本の足に重なり合う。
【0018】
別の態様では、本発明は壁ブロックであり、この壁ブロックは、対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前表面は、側表面間の距離に等しい長さおよび上表面と下表面との間の距離に等しい高さを有する。少なくとも1本の足が、前部分から前表面と反対の方向に延びて後表面を有し、少なくとも1本の足は、壁が、前表面の長さの約半分だけ層毎にずらされるブロックの複数層から形成されるとき、それぞれのブロックの層中の足が垂直に一線に整列するように位置決めされる。
【発明を実施するための最良の形態】
【0019】
本出願では、「上部」および「下部」は擁壁におけるブロックの配置を指す。下部表面が下を向くとは、即ち、それが地面を向くように置かれることである。擁壁の形成では、1列のブロックが敷設されて層を形成する。この層の上に2番目の層が、1個のブロックの下部表面を別のブロックの上部表面の上に位置決めすることによって積み上げられる。
【0020】
本発明のブロックは、特に壁が屋外に構築される場合には、コンクリートなどの堅牢な耐候性の材料から製造可能である。他の適切な材料には、プラスチック、強化繊維、および壁ブロックの成型で使用するのに適切な他の任意の材料が含まれる。ブロックの表面は、平滑であってもよいし、または自然石のような粗面の外観を有してもよい。当業で知られているように、これらのブロックは型の中で作製され、また様々な質感が表面上に形成可能である。
【0021】
以下に幾つかの実施形態を図面に例示する。一実施形態では、本発明は、前部分を含み、そこから2本の足が延びるブロックである。これらの2本の足はそれぞれ中子および後部分を有し、それぞれの後部分の後面はブロックの裏面である。中子は任意選択のものであり、それらの位置は様々であり得る。足はブロックに非対称的に配置される。これらの足は、中子の面積を画定する側面を有し、足の側壁は前部から後部へ全体的に収斂する。
【0022】
別の実施形態では、本発明は、足の一方が前部分に直角に接合する点を除けば、上に説明したブロックと同様のブロックである。このようなブロックは、隅部構造を形成するのに適切である。
【0023】
別の実施形態では、本発明は前面から延びる1本の足を有するブロックであり、この足は前面の一側に配置される。
別の実施形態では、本発明は曲線式の複数の足を有するブロックであり、すべての足が前表面から遠ざかるように延びる。
【0024】
本発明のブロックには、隣接層中にブロックを連結する連結手段を設けることができる。これらの連結手段は、ピン穴およびピン受入れ空洞を含み得る。第2番目のまたは上のブロック中の空洞は、第1番目のまたは下のブロック中のピン穴の中に配置されたピンの頭を受け入れる。別法として、このブロックの下表面には、下に横たわるブロック中のピン穴の中に配置されたピンの頭を受け入れるように構成された溝を設けることができる。ブロックの前面の外観は、所望に応じて様々であり得る。
【0025】
本明細書に説明するブロックの設計に対する利点は、これらのブロックが、最大のブロック前面表面量および最小材料使用量で適切な構造的安定性を与えることである。これらのブロックは取扱いが容易であるばかりでなく、これらのブロックの製造がその空間および材料を利用する上で効率的なことであり、それは、例えば、以下で更に詳細に論じる図22Aおよび22Bの例示によって理解できる。ブロックは、第1のブロックの1本または複数の足が第2のブロックの1本または複数の足と絡み合うかまたは重なり合うように設計された単一の型の中で、ブロックの組合い対を形成することによって製造される。このような方式で、ブロックは互いに入れ子状態になる。ブロックの前面の長さは、ブロックの前面から足の後面までの距離の約2倍であるのが一般である。これは、型の使用空間容積を最大化することが分かっている。このような様態でブロックを成型することは、ブロックを型から取り出し、パレット上に積み合わせ、且つ同じ重なり合うかまたは入れ子状態の構成で出荷されるので、ブロックの出荷に関係するときの利点にもなる。このような重なり合う構成は、従来の様態で成型されたブロックより占有空間が少なく、しかも扱いやすい。ブロックの深さ(即ち、前表面から後表面までの距離)は型箱の深さの半分より大きい。しかし、本発明の範囲内で、ブロックの他の長さまたは寸法関係も使用可能であることを理解されたい。
【0026】
このようなブロック設計は、ブロックの前面の面積を最大化し、他方でブロックの重量を最小化する。その結果として、ブロック製造業者は、1製造または成型サイクル当たりより大きな壁面積を生産し且つ所与量の原材料当たりより大きな壁ブロックの生産量を確保することが可能であり、他方では同時に空間を節約し且つ取扱いおよび出荷が容易な構成でブロックを製造する。壁の施工者は、ブロックを配置する度により大きな前面表面積を施工することが可能であり、しかもブロックの重量は一般に、より小さい前面表面積を有する従来技術のブロックと殆ど同じかまたはほんの僅かに重いだけである。
【0027】
上の図1Aから1Dに例示したブロックのような従来技術のものと本発明のブロックを比較することは有益である。図2は、型箱中の本発明のブロック100を示す。この図は、図1Aから1Dと直に比較可能である。例示の型箱は、当業界では標準的な約45.7cm(約18インチ)×約61cm(約24インチ)の大きさであり、約20.3cm(約8インチ)の厚さのブロックを生産する。ブロック100は、それぞれ約43.2kg(約95ポンド)の重さがある。ブロックの前表面(F)は、型箱の長い寸法、即ち、約61cm(約24インチ)の寸法である。従って、このブロックは、図1Aから1Cに示した従来技術のブロックの表面積(約45.7×20.3cm(18×8インチ)、約929cm2(144in2、即ち、1ft2))より大きな表面積(約61×20.3cm(24×8インチ)、約1238cm2(192in2、即ち、1.33ft2))を有する。これは、前面表面積が33%増加したことに等しい。しかし、その重量は、約11%の増加、即ち、38.6kgから43.2kg(85ポンドから95ポンド)の増加にすぎず、依然として手で扱える重さである。
【0028】
更には、本発明のブロックは一度に2個製造されるので一層大きな製造上の利点が実現される。従って、1生産サイクルで、1製造サイクル当たり2470cm2(2.66ft2)の表面積を生産する。これは、従来技術のブロックB1では約929cm2(1ft2)、従来技術のブロックB2では約1858cm2(2ft2)、および従来技術のブロックB3では約1236cm2(1.33ft2)の生産に匹敵する。更には、本発明のブロックに関するすべての場合で、型箱の生産能力が最大化するかまたは少なくとも実質的に増大する。
【0029】
本発明の様々な実施形態を図面に示す。
図3から7はブロック100を例示する。図8Aおよび8Bはブロック100aを例示するが、このブロック100aは丸い隅部を有し、ピン穴が少ない点を除けば、実質的にブロック100と同様である。これらのブロックの同様の特徴的構造が同じ数字によって参照される。ブロック100は、平行な上面102および下面103を有する。前面104は、所望の外観を与えるように、ブロックの上面と側面とに隣接して任意選択の斜面または面取り部108を有する。面104の長さは、隅部106と107の間の距離によって画定される。2本の足120および130が前部分110から延びる。中子121および131が、それらは前部分110の中に達するが、主として足の中に配置される。図示されたこれらの中子の形状は製造上都合のよい形状であるが、任意適切な形状が使用可能であることに留意されたい。足120および130は、それぞれに後部分124および134に達し、後面125および135をそれぞれに有する。
【0030】
前面104並びに後面125および135は、図6に示すように上面102から下面103にそれぞれ達する。面102と103との間の距離がブロックの厚さを画定する。
足120および130は、空隙140によって離隔されている。それぞれの足120および130は、2つの側壁122、123および132、133をそれぞれに有する。これらの側壁は、ブロックの前面から後面に全体として収斂する。側壁は上面102から下面103に達する。1つの好ましい実施形態では、足120および130は、壁の中でブロックを別のブロックの上に積むとき、1つのブロックの足が下に横たわるブロックの足の上に配置されて長手積み模様が作成されるように位置決めされる。足の整列は、それが壁の構造的安定性を追加し、中子および隣接する足の空隙を貫通することになる垂直な強化材または充填材の導入も可能にするので望ましい。
【0031】
ブロック100の側面111を図5Aに示し、側面113を図5Bに示す。側面111は、足の側壁122および後部分124の側表面と、前部分110の側表面とを含む。側面113は、図5Bに示すように、足の側壁133および後部分134の側表面と、前部分110の側表面とを含む。
【0032】
前部分110は、前面104を備え(図3)、ピン穴112、114、115、および116と、ピン受入れ空洞117および118とを備える(図4A)。
図3から8に示した中子の形状は製造上都合のよい形状であるが、任意適切な形状が使用可能であることに留意されたい。これらの中子は、ブロックの重量を削減する役割を果たす。ブロックが製造されるとき、当業者には知られているように、中子には、ブロックを型から容易に取り出すために上面から下面にかけてテーパが付いている。中子は任意選択であるが、それらはブロックを製造するのに必要な材料の量を削減するので望ましく、また通常は重量によって一度に出荷できるブロック数が制約されるので、これらの中子はより多くのブロックの出荷を可能にする。しかもブロックの重量が軽くなれば、壁を構築するときにブロックを取り扱う者が楽になる。更には、足および空隙の大きさおよび形状は様々であり得る。
【0033】
ピン受入れ空洞117および118は、ブロックの前部分に沿った任意所望の箇所に位置決めされ、任意所望の形状を有し得る。ピン穴115および116と組み合わせた空洞の配置を利用して、ブロックの壁中に長手積み模様を形成することができる。ブロック重量を最小化する助けとなるピン受入れ空洞は、ブロックの上面から下面に達し得るかまたは一部のみがブロックの下面に向かって延び得る。しかし、それらは通路ではなくブロック中の凹所であってもよい。
【0034】
ピン穴112、114、115、および116は、上面102から下面103に達する。4つのピン穴が示されているが、もっと多くのまたは少ないピン穴も使用可能である。これらの穴は、成型されたブロックから形成要素を除去しやすいようにテーパが付けられる。これらのピン穴は、ピンなどの連結要素を受け入れるようにサイズ決めされる。ピンは、肩付きピンでよいが、その場合には、ピン穴はブロックの厚さに亘って実質的に同じ直径を有し得るか、またはピン穴は頭なしピンの一部がブロックの表面から出るように窄められ得る。以下で様々なピンを更に詳細に説明する。
【0035】
ブロック100が図7に長手積み模様で積まれている。これらのブロックは、上のブロックの後部分が下のブロックの後部分の少なくとも一部の上に位置するように構成される。1つのブロックの足が、下に横たわるブロックの足の上に配置されるのが最適である。これは、これらのブロックから形成された壁の安定性を高め、且つブロックの摩擦連結部を増やす。
【0036】
図8Aおよび8Bのブロック100aはブロック100と同様であり、足120および130から延びる曲線式後部分124aおよび134aを有する。曲線式形状は、ブロックを型からの取出しやすさのためにより望ましいことが多い。
【0037】
図9および10は、ブロックの別の実施形態を例示する。ブロック200は、このブロックの前面に面取り部が存在しない点を除けば、図3から8のブロック100および100aと同様である。面取りした縁および隅部が存在しないということは、ブロックの上と下とが相互に交換可能であること、即ち、ブロック200を反転すると、それは別のブロック200の鏡像となることである。そうでないと、擁壁を構築するときにブロックを1つより多くの向きで使用することが望ましければ、ブロック100の鏡像を別個に製造しなければならない。
【0038】
図9および10は、平行な上面202および下面203を有するブロック200を示す。面204の長さは、隅部206と207との間の距離によって画定される。2本の足220および230が前部分210から延びている。中子221および231が、それらは前部分210の中に達するが、主として足の中に配置されている。足220および230は、後部分224および234にそれぞれ達し、後面225および235をそれぞれに有する。前面204並びに後面225および235は、上面202から下面203にそれぞれ達する。面202と203との間の距離がブロックの厚さを画定する。
【0039】
足220および230は、空隙240によって離隔されている。それぞれの足220および230は、ブロックの前部から後部へ全体として収斂する2つの側壁222、223および232、233を有する。ブロックの側壁211および213は、上面202から下面203に達する。ピン穴215および216並びにピン受入れ空洞217および218が、ブロックの前部分に配置されている。
【0040】
図11および12は、本発明のブロックの別の実施形態を例示し、図12はブロックが組合せ対を作成する態様を示す。図13A、13B、および14は、ブロックの層中および壁中のブロック200と一緒のブロック300を示す。ブロック300はブロック200と同様であり、足の一方はブロックの前部と後部とが直角を成す。ブロックの前部に面取り部が存在しないので、ブロックは任意の向きで使用可能であり、即ち、下面と上面とが相互に交換可能である。
【0041】
ブロック300は平行な上面302および下面303を有する。面304が、隅部306と307との間に延びる。2本の足320および330が前部分310から延びている。中子321および331が、それらは前部分310の中に達するが、主として足の中に配置されている。足320および330は、後部分324および334にそれぞれ達し、後面325および335をそれぞれ有する。前面304並びに後面325および335は、上面302から下面303にそれぞれ達する。面302と303との間の距離は、ブロックの厚さを画定する。
【0042】
足320および330は空隙340によって離隔されている。それぞれの足320および330は、2つの側壁322、323および332、333をそれぞれ有する。足の側壁322は、前部分310と後部分324とを直角に接合する。従って、側面311は、前面304および後面325に対して垂直である。側面313はブロック200の側面213と実質的に同様である。側壁332および333は、ブロックの前部から後部へ全体として収斂する。側壁は上面302から下面303に達する。ピン穴315および316並びにピン受入れ空洞317および318がブロックの前部分に配置されている。
【0043】
図13Aおよび14Bは、壁を構築するためのブロックの層中のブロック200および300を示す。図13Aは、ブロック300が図11および12に示した向きで、隅部ブロックとして使用される層980を示す。図13Bではブロック300が反転されており、それは層981を示す。壁の構築時、層980および981は、壁がずらし模様または長手積み模様を有するように隣接する。
【0044】
図14は、これらの2種類のブロックから形成された壁985を示す。
図15Aおよび15Bは、ピン受入れ空洞が存在せず、ブロックの前部分に溝が設けられている別のブロックの実施形態を示す。図15Aおよび15Bは、ブロック400の下面および上面の斜視図を例示する。図15Aでは、ブロックが製造されるときの向きで、即ち、下表面が上向きに示されており、図16はブロックの側面図を示し、ピン穴および中子が想像線で示されている。図15Bは、他のブロックと一緒に積まれたブロックを示す。
【0045】
ブロック400は、平行な上面402および下面403を有する。前面404は面取り隅部406と407との間に延び、面取り上縁408を有する。2本の足420および430が前部分410から延びている。中子421および431が、それらは前部分410の中に達するが、主として足の中に配置されている。足420および430は後部分424および434にそれぞれ達し、後面425および435をそれぞれに有する。前面404並びに後面425および435は上面402から下面403にそれぞれ達する。面402と403との間の距離がブロックの厚さを画定する。
【0046】
足420および430は空隙440によって離隔される。それぞれの足420および430は、2つの側壁422、423および432、433をそれぞれ有し、全体として後表面へ収斂する。側面411は、側壁422の側表面および前部分410の側表面を含む。同様に、側面413は、側壁433の側表面および前部分410の側表面を含み、複合的な幾何学形状を有する。側壁432および433は、ブロックの前部から後部へ全体的に収斂する。この側壁は上面402から下面403に達する。
【0047】
図15Bはブロック400の上面斜視図を示し、2つのピン穴が存在するのを例示する。ピン穴415a、415b、416a、および416bが、ブロックの前部分に配置されている。1組の複数のピン穴(例えば、415aおよび415b)がブロック400の前面に概ね垂直な平面内で一線に揃えられ、この同じ平面が中子(例えば、中子421)を通過する。しかし、ピン穴位置は所望に応じて変更可能であることに留意されたい。溝444が前面付近の下表面にブロックの全長に亘って延びる。溝444は、下部のブロック中のピン穴から延びるピンの頭を受け入れるように構成される。図15Bはまた、後部分424が下に横たわるブロックの後部分434の上に位置するのを例示する。このように後部分が一致すると壁の安定性が増す。
【0048】
図16はピン穴を想像線で示し、ピン穴416aおよび416bが、実質的に同じ直径でブロックの上面から下面に達する。但し、ブロックの厚さを貫通する通路は、型要素の除去を容易にするために一般的に下面から上面にかけてテーパが付く(製造時に)ことに留意されたい。図16は、ピン穴416が溝444の中に開くことも示す。この種のピン穴は、ピンの頭が溝の内部に位置するように肩付きピンと一緒に使用される。
【0049】
図17に本発明のブロックの別の実施形態が示されている。このブロックは、上で説明したブロックの実施形態と同様であり、対応するように同様の要素を有するが、このブロックにはすべての要素に番号が付けられているわけではない。ブロック500は、前部分510から後部分524に達する1本の足520を有する。足520は2つの側壁522および523を含み、それらは前部分および後部分に互いに接合して中子521を形成する。この中子は任意選択であるが、それはより軽量のブロックをもたらすので好ましい。
【0050】
ピン穴515および516並びにピン受入れ空洞517および518がブロックの前面付近に配置されている。図17は、1対の複数のブロックが、型穴が最大化されるように型の中で形成可能であることを示す。ブロック500に都合のよい寸法は、前面の幅が約60.1cm(約24インチ)であり、その高さが約20.3cm(約8インチ)の寸法である。前部分の深さは約10.1cm(約4インチ)であり、足520の深さは約20.3cm(約8インチ)である。
【0051】
図18に、ブロック600および700が嵌合い対として示されているが、明瞭にするために、型箱中のそれらの位置から引き離して示す。嵌合い対の形成は、3本の足(620、630、680)を有する一方のブロックと、4本の足(720、730、780、790)を有する他方のブロックをもたらす。それぞれの足は中子(それぞれに621、631、681、並びに721、731、781、および791)を有する。ブロック600には、ピン穴(615a/615b、616a/616b)およびその下表面にブロックの全長に亘って延びる溝644が備わっている。同様に、ブロック700には、ピン穴(715a/715b、716a/716b)およびその下表面にブロックの全長に亘って延びる溝744が備わっている。これらの足は曲線式形状を有する。ブロック600の足は、等間隔に離間して前部分から延び、本質的にブロックを3分の1ずつに分割する。
【0052】
図18は、このような曲線式の形状を有するブロックが組合せ対で形成可能であり、従って型穴を最大化し且つそれぞれのブロックに要する材料の量を最小化する。
ブロックの実施形態に拘わらず、様々なピン構成が使用可能であり、2つを図19Aおよび19Bに示す。直線的ピンの使用が望ましければ、ピン穴は、ピンがブロックの下面に滑動していかないようにテーパを付けられるかまたは窄められる。従って、図19Aに示すように、ピン840はブロック100のピン穴116の中に位置する。ピン穴にはブロックの厚さを貫通するほぼ途中にテーパが設けられる。
【0053】
図19Bは、直線部分854に頭852が付着されたピン850を示す。頭852はブロック400の上表面に休止する。ピン穴416bはブロックの厚さ全体に亘って実質的に同じ直径を有する。
【0054】
図20Aは、前方のピン穴815の中に配置されるピン850によって連結されたブロックが相互に上下に積まれている壁の断面図を示す。頭852は、上のブロックの下面の溝(例えば、ブロック400中の溝444)の内部に嵌る。このような配置は、実質的に垂直な壁を作製する。図20Bは、ブロックが、下に横たわるブロックの後方のピン穴の中にピン850を配置することによって相互から引っ込められる。正の引込みを有する壁は、しばしば外観および構造的安定性のために望ましい。
【0055】
図21、22A、および22Bは、対向する第1および第2の端部横板902並びに対向する第1および第2の側部横板904を有する型箱900を例示する。第1および第2の端部横板は距離d1で離間され、第1および第2の側部横板は距離d2で離間される。距離d2は距離d1より短い。第3の距離d3は型箱の高さであり、それはブロックの厚さを画定する。型箱は底板(図示せず)の上に位置する。底板、端部横板、および側部横板は共に、ブロックが内部で成型される型穴を形成する。本発明のブロックを形成するために、型箱は仕切板950を取り付けることによって調製される。仕切板は、このように型穴の中に第1および第2の型部分を形成する。このような板は、鋼材から所望の形状および寸法に機械加工されることが好ましく、両端がそれぞれの側部横板にボルト留めされる。図22Aは、仕切板がボルト955によって型箱900の中にボルト留めされているのを示す。図22Bは仕切板を示し、ボルト、型箱、およびブロックが想像線で示されている。
【0056】
中子、ピン穴、およびピン受入れ空洞用の形成要素(図示せず)が型箱の上方に吊され、コンクリート混合物が型箱の中に注入される。この箱はコンクリート混合物を締め固めるために振動され、それによって混合物を凝固させる。次いで、底板が外れるときにブロックを押し付ける剥取りシューまたはヘッドによって、ブロックが型箱から押し出され、仕切板および形成要素から引き離される。剥取りシューは、ブロックの取出しを容易にするために形成要素および仕切板をすべて通過するように設計されている。次いで、底板上のブロックが、一般にはコンベアベルトによって乾燥器に運ばれ、そこでブロックは給熱養生される。
【0057】
一般に、ブロックは、それらが製造される同じ向きで出荷される。これは取扱い段階毎にブロックの経費が嵩むので望ましい。これは本発明の別の望ましい特徴となる。ブロックは重合せ構成で製造されるので、それらは小さく纏まった効率的な梱包となり、それによって取り扱いやすく且つ出荷用の空間が少なくて済む。
【0058】
ブロックの前表面には、それが型から取り出されるときに、即ち、それが型から取り出された直後に、表面処理によって所望の外観または模様を与えることができる。表面の外観は、当業者に知られているように、平滑、丸太作り様、異形、溝付き、畝付き、砂吹き、またはひび割れ様にすることができる。所望に応じてこの成型過程には面取りまたは他の縁細部装飾を含むこともできるし、または当業者に知られた方法によってブロックを養生後に処理して縁を丸めることもできる。ひび割れまたは割れ目様の外観は、そうすると表面が自然石の外観を備えるので望ましい。ブロックが養生された後で、機械的手段を使用してその表面を処理できるが、そのようなことは自然石の外観を作る際に非常に効果的である。このような手段が本出願人の同時係属の米国出願公開第2003−0214069号(2002年5月17日に出願の第10/150484号)に説明されており、ここで参照により本明細書に組み込む。
【0059】
図に例示のブロックは任意所望の寸法を有し得るが、ブロック100は、例えば(図3から8に示すように)、一般には、約20.3cm(約8インチ)の厚さ(即ち、表面102と103との間の距離)および約60.1cm(約24インチ)の長さ(即ち、隅部20aから隅部21aまでの距離)を有する。この長さは、型箱の距離d1によって決まる。
【0060】
約60.1cm(約24インチ)の長さ、約30.5cm(約12インチ)の深さ(即ち、前表面から後表面まで)、および約20.3cm(約8インチ)の厚さを有する以上に説明のこれらのブロックでは、その重量が約43.2kg(約95ポンド)である。これは、換言すれば、前面表面積の約929cm2(1平方フィート)当たり約27.3kg(約60ポンド)ということになる。これは、擁壁中でブロックを位置決めするときに使用するのに都合のよい重量であり、取扱いの点では従来技術のブロックの重量に十分匹敵する。従って、本ブロックは、それらの単位重量当たりのより大きな前面表面積の点で従来技術に優る利点を提供する。
【0061】
本発明のブロックは、壁の構築時に、従来技術のブロックの面寸法に較べて相対的に大きな面寸法によって約3分の1増しの面積をもたらすので、壁の構築に使用するのに効率的である。
【0062】
本明細書で特定の実施形態を開示してきたが、これは例示のみを目的として開示したものであり、特許請求の範囲に対する限定を意図したものではない。特に本発明には、特許請求の範囲によって画定された本発明の趣旨および範囲から逸脱することなく、様々な代用、別法、および変形がなされ得ることが企図されている。例えば、材料の選択または形状もしくは表面の幾つかが交差する角度の変更は、本明細書に開示した実施形態の知識を有する当業者には通常の事柄であると考えられる。
【図面の簡単な説明】
【0063】
【図1A】第1の従来技術のブロックのための型箱構成の平面図である。
【図1B】第2の従来技術のブロックのための第1の型箱構成の平面図である。
【図1C】第2の従来技術のブロックのための第2の型箱構成の平面図である。
【図1D】第3の従来技術のブロックのための型箱構成の平面図である。
【図2】型箱中の本発明のブロックの構成の平面図である。
【図3】本発明のブロックの斜視図である。
【図4】図4Aは図2のブロックの上面図である。
【0064】
図4Bはその下面図である。
【図5】図5Aは図2のブロックの側面図である。
【0065】
図5Bは図2のブロックの側面図である。
【図6】図2のブロックの後面図である。
【図7】図2の積み付けられたブロックの斜視図である。
【図8】図8Aは本発明の別のブロックの斜視図である。
【0066】
図8Bはその上面図である。
【図9】本発明の別のブロックの斜視図である。
【図10】図9のブロックの上面図である。
【図11】本発明の別のブロックの斜視図である。
【図12】図11のブロックの組合せ対の上面図である。
【図13A】図9および11のブロックを含むブロックの列の部分上面図である。
【図13B】図9および11のブロックを含むブロックの列の部分上面図である。
【図14】図9および11のブロックによって構築されたブロックの壁の部分図である。
【図15A】本発明の別のブロックの下面斜視図である。
【図15B】図15Aの積み付けられたブロックの上面斜視図である。
【図16】図15Aのブロックの側面図である。
【図17】本発明の別のブロックの上面図である。
【図18】本発明の2つの他のブロックの上面図である。
【図19】図19Aは、ブロックの部分断面図であり、ピン穴の中のピン配置を示す。
【0067】
図19Bは、ブロックの部分断面図であり、ピン穴の中のピン配置を示す。
【図20】図20Aは、本発明のブロックから構築された壁の断面図である。
【0068】
図20Bは、本発明のブロックから構築された壁の断面図である。
【図21】本発明のブロックを形成するのに使用された型箱の斜視図である。
【図22A】図21の型箱の平面図であり、仕切板を示す。
【図22B】仕切板の平面図であり、型箱およびブロックが想像線で示されている。
【特許請求の範囲】
【請求項1】
第1および第2の壁ブロックを製造するための型箱であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されており、
前記第1の端部横板に連結された第1の端部と前記第2の端部横板に連結された第2の端部とを有する仕切板を含み、前記仕切板は、前記型穴を前記第1のブロックを形成するための第1の型部分と前記第2のブロックを形成するための第2の型部分とに分割する型箱。
【請求項2】
第1および第2の壁ブロックを製造するための型箱であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されており、
前記第1の端部横板に連結された第1の端部と前記第2の端部横板に連結された第2の端部とを有する仕切板を含み、前記仕切板は、前記型穴を前記第1のブロックを形成するための第1の型部分と前記第2のブロックを形成するための第2の型部分とに分割し、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される型箱。
【請求項3】
距離d1は約61cm(約24インチ)であり、距離d2は約45.7cm(約18インチ)である、請求項3に記載の型箱。
【請求項4】
前記型箱は距離d3によって画定された厚さを有し、距離d3は距離d2より短い、請求項3に記載の型箱。
【請求項5】
距離d3は20.3cm(8インチ)である、請求項4に記載の型箱。
【請求項6】
第1および第2の壁ブロックを製造するための型箱であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されており、
前記第1の端部横板に連結された第1の端部と前記第2の端部横板に連結された第2の端部とを有する仕切板を含み、前記仕切板は、前記型穴を前記第1のブロックを形成するための第1の型部分と前記第2のブロックを形成するための第2の型部分とに分割し、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成されており、前記仕切板は、前記第1の側部横板に対して概ね垂直な線に沿って前記第1の側部横板と前記仕切板との間で測定した第1のブロックの最大深さがd2/2より大きく、前記第2の側部横板に対して概ね垂直な線に沿って前記第2の側部横板と前記仕切板との間で測定した第2のブロックの最大深さがd2/2より大きいように非平面構成で形作られる型箱。
【請求項7】
壁ブロックを製造する方法であり、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間された、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップであって、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される、分割ステップと
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップを含み、前記第1のブロックは、前記前面に対して概ね垂直な線に沿って前記前面と後面との間で測定した、d2/2より大きな最大深さを有し、前記第2のブロックは、前記前面に対して概ね垂直な線に沿って前記前面と後面との間で測定した、d2/2より大きな最大深さを有する、取り出しステップと
を有する方法。
【請求項8】
壁ブロックを製造する方法であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されている、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップであり、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される、分割ステップと、
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップであり、前記第1および第2のブロックの前記前面はそれぞれd1にほぼ等しい長さを有する、取り出しステップと
を有する方法。
【請求項9】
壁ブロックを製造する方法であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間された、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために前記第1の端部横板と前記第2の端部横板との間に仕切板を連結するステップであり、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される、連結ステップと、
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップと
を含む方法。
【請求項10】
壁ブロックを製造する方法であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間された、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために前記第1の端部横板と前記第2の端部横板との間に仕切板を連結するステップであり、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成され、前記仕切板は非平面であり、第1の型表面と第2の型表面とを有し、前記第1のブロックの後面は前記第1の型表面に隣接して形成され、前記第2のブロックの後面は前記第2の型表面に隣接して形成され、前記仕切板は、前記第1および第2のブロックの前記後面が、それらを前記型穴の中で形成するときに重なり合うように構成された、連結ステップと、
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップと
を含む方法。
【請求項11】
壁ブロックであって、
対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前記前表面は、前記側表面間の距離に等しい長さおよび前記上表面と前記下表面との間の距離に等しい高さを有し、
前記前部分から前記前表面と反対の方向に延びて後表面を有する少なくとも1本の足を含み、前記前表面と前記後表面との間の距離がブロックの最大深さを含み、前記少なくとも1本の足は、第1および第2のブロックを含む複数の前記ブロックが出荷に向けて梱包されるときに、前記第1および第2のブロックが、それらの前表面を反対方向に向けて共通の表面上に位置決めされ得るように位置決めされ、前記第1のブロックの前記少なくとも1本の足は、前記第1および第2のブロックが前記最大ブロック深さの2倍の前記前表面の前記長さより短い前記共通表面上の面積を占有するように、前記第2のブロックの前記少なくとも1本の足に重なり合う壁ブロック。
【請求項12】
壁ブロックであって、
対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前記前表面は、前記側表面間の距離に等しい長さおよび前記上表面と前記下表面との間の距離に等しい高さを有し、
前記前部分から前記前表面と反対の方向に延びて後表面を有する少なくとも1本の足を含み、前記少なくとも1本の足は、壁が、前記前表面の前記長さの約半分だけ層毎にずらされる前記ブロックの複数層から形成されるとき、それぞれのブロックの層中の前記足が垂直に一線に整列するように位置決めされる壁ブロック。
【請求項1】
第1および第2の壁ブロックを製造するための型箱であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されており、
前記第1の端部横板に連結された第1の端部と前記第2の端部横板に連結された第2の端部とを有する仕切板を含み、前記仕切板は、前記型穴を前記第1のブロックを形成するための第1の型部分と前記第2のブロックを形成するための第2の型部分とに分割する型箱。
【請求項2】
第1および第2の壁ブロックを製造するための型箱であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されており、
前記第1の端部横板に連結された第1の端部と前記第2の端部横板に連結された第2の端部とを有する仕切板を含み、前記仕切板は、前記型穴を前記第1のブロックを形成するための第1の型部分と前記第2のブロックを形成するための第2の型部分とに分割し、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される型箱。
【請求項3】
距離d1は約61cm(約24インチ)であり、距離d2は約45.7cm(約18インチ)である、請求項3に記載の型箱。
【請求項4】
前記型箱は距離d3によって画定された厚さを有し、距離d3は距離d2より短い、請求項3に記載の型箱。
【請求項5】
距離d3は20.3cm(8インチ)である、請求項4に記載の型箱。
【請求項6】
第1および第2の壁ブロックを製造するための型箱であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを含み、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されており、
前記第1の端部横板に連結された第1の端部と前記第2の端部横板に連結された第2の端部とを有する仕切板を含み、前記仕切板は、前記型穴を前記第1のブロックを形成するための第1の型部分と前記第2のブロックを形成するための第2の型部分とに分割し、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成されており、前記仕切板は、前記第1の側部横板に対して概ね垂直な線に沿って前記第1の側部横板と前記仕切板との間で測定した第1のブロックの最大深さがd2/2より大きく、前記第2の側部横板に対して概ね垂直な線に沿って前記第2の側部横板と前記仕切板との間で測定した第2のブロックの最大深さがd2/2より大きいように非平面構成で形作られる型箱。
【請求項7】
壁ブロックを製造する方法であり、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間された、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップであって、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される、分割ステップと
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップを含み、前記第1のブロックは、前記前面に対して概ね垂直な線に沿って前記前面と後面との間で測定した、d2/2より大きな最大深さを有し、前記第2のブロックは、前記前面に対して概ね垂直な線に沿って前記前面と後面との間で測定した、d2/2より大きな最大深さを有する、取り出しステップと
を有する方法。
【請求項8】
壁ブロックを製造する方法であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間されている、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するステップであり、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される、分割ステップと、
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップであり、前記第1および第2のブロックの前記前面はそれぞれd1にほぼ等しい長さを有する、取り出しステップと
を有する方法。
【請求項9】
壁ブロックを製造する方法であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間された、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために前記第1の端部横板と前記第2の端部横板との間に仕切板を連結するステップであり、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成される、連結ステップと、
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップと
を含む方法。
【請求項10】
壁ブロックを製造する方法であって、
第1および第2の対向する端部横板と第1および第2の対向する側部横板とを有する型箱を提供するステップであり、前記端部横板および側部横板は共に型穴を形成し、前記第1および第2の端部横板は距離d1で離間され、前記第1および第2の側部横板は、距離d1より短い距離d2で離間された、提供ステップと、
前記型穴を第1のブロックを形成するための第1の型部分と第2のブロックを形成するための第2の型部分とに分割するために前記第1の端部横板と前記第2の端部横板との間に仕切板を連結するステップであり、前記第1の型部分は前記第1のブロックの前面が前記第1の側部横板に隣接して形成されるように構成され、前記第2の型部分は前記第2のブロックの前面が前記第2の側部横板に隣接して形成されるように構成され、前記仕切板は非平面であり、第1の型表面と第2の型表面とを有し、前記第1のブロックの後面は前記第1の型表面に隣接して形成され、前記第2のブロックの後面は前記第2の型表面に隣接して形成され、前記仕切板は、前記第1および第2のブロックの前記後面が、それらを前記型穴の中で形成するときに重なり合うように構成された、連結ステップと、
前記第1および第2の型部分に望ましいブロック材料を充填するステップと、
前記第1のブロックを形成するための前記第1の型部分と前記第2のブロックを形成するための前記第2の型部分とから前記ブロック材料を取り出すステップと
を含む方法。
【請求項11】
壁ブロックであって、
対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前記前表面は、前記側表面間の距離に等しい長さおよび前記上表面と前記下表面との間の距離に等しい高さを有し、
前記前部分から前記前表面と反対の方向に延びて後表面を有する少なくとも1本の足を含み、前記前表面と前記後表面との間の距離がブロックの最大深さを含み、前記少なくとも1本の足は、第1および第2のブロックを含む複数の前記ブロックが出荷に向けて梱包されるときに、前記第1および第2のブロックが、それらの前表面を反対方向に向けて共通の表面上に位置決めされ得るように位置決めされ、前記第1のブロックの前記少なくとも1本の足は、前記第1および第2のブロックが前記最大ブロック深さの2倍の前記前表面の前記長さより短い前記共通表面上の面積を占有するように、前記第2のブロックの前記少なくとも1本の足に重なり合う壁ブロック。
【請求項12】
壁ブロックであって、
対向する上表面および下表面と、対向する側表面と、前表面とを備える前部分を含み、前記前表面は、前記側表面間の距離に等しい長さおよび前記上表面と前記下表面との間の距離に等しい高さを有し、
前記前部分から前記前表面と反対の方向に延びて後表面を有する少なくとも1本の足を含み、前記少なくとも1本の足は、壁が、前記前表面の前記長さの約半分だけ層毎にずらされる前記ブロックの複数層から形成されるとき、それぞれのブロックの層中の前記足が垂直に一線に整列するように位置決めされる壁ブロック。
【図1A】

【図1B】
【図1C】

【図1D】

【図2】

【図3】

【図4A】
【図4B】
【図5A】
【図5B】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】

【図14】
【図15A】
【図15B】
【図16】
【図17】

【図18】
【図19A】
【図19B】
【図20A】
【図20B】
【図21】
【図22A】
【図22B】
【図1B】
【図1C】
【図1D】
【図2】
【図3】
【図4A】
【図4B】
【図5A】
【図5B】
【図6】
【図7】
【図8A】
【図8B】
【図9】
【図10】
【図11】
【図12】
【図13A】
【図13B】
【図14】
【図15A】
【図15B】
【図16】
【図17】
【図18】
【図19A】
【図19B】
【図20A】
【図20B】
【図21】
【図22A】
【図22B】
【公表番号】特表2006−528099(P2006−528099A)
【公表日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願番号】特願2006−521179(P2006−521179)
【出願日】平成16年7月19日(2004.7.19)
【国際出願番号】PCT/US2004/023256
【国際公開番号】WO2005/009707
【国際公開日】平成17年2月3日(2005.2.3)
【出願人】(500275108)キーストーン・リテイニング・ウォール・システムズ・インコーポレーテッド (3)
【Fターム(参考)】
【公表日】平成18年12月14日(2006.12.14)
【国際特許分類】
【出願日】平成16年7月19日(2004.7.19)
【国際出願番号】PCT/US2004/023256
【国際公開番号】WO2005/009707
【国際公開日】平成17年2月3日(2005.2.3)
【出願人】(500275108)キーストーン・リテイニング・ウォール・システムズ・インコーポレーテッド (3)
【Fターム(参考)】
[ Back to top ]