
壁紙
【課題】臭気を感じることが無く、エンボス加工に支障が生じることがなく、生産時及び使用時に低VOCになる壁紙を提供すること。
【解決手段】少なくとも裏打紙上に発泡熱可塑性樹脂層を設け、表面に凹凸形状を有する壁紙において、前記発泡熱可塑性樹脂層中の熱可塑性樹脂100重量部に対して、(1)脂肪族炭化水素(2)エステル結合を持った炭化水素(3)ピロリドン系炭化水素から選択される減粘剤を、いずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部添加することを特徴とする。
【解決手段】少なくとも裏打紙上に発泡熱可塑性樹脂層を設け、表面に凹凸形状を有する壁紙において、前記発泡熱可塑性樹脂層中の熱可塑性樹脂100重量部に対して、(1)脂肪族炭化水素(2)エステル結合を持った炭化水素(3)ピロリドン系炭化水素から選択される減粘剤を、いずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部添加することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、戸建て住宅、集合住宅、店舗、事務所ビル等の建築物の内装材に使われる壁紙に関する。特に、JIS A1901 に基づき、ガスクロマトグラフで分析されたn−ヘキサンからn−ヘキサデカンまでの範囲で検出された揮発性有機化合物(Volatile Organic Compound、以後VOCと示す。)のピーク面積の総和のトルエン換算量を放散速度に換算し100μg/m2・h以下になる時の総揮発性有機化合物が低減された(以下、低VOCと示す。)壁紙に関する。
【背景技術】
【0002】
前記用途の壁紙としては、裏打ち紙に塩化ビニル樹脂ペーストを塗布、発泡してなる壁紙が用いられているが、前記塩化ビニル樹脂ペースト中に減粘剤を添加して、希釈剤の使用を控えるあるいは使用しないことで、製造工程中や製造後に製品から揮発する成分を減少させ、低VOCとすることが試みられている。
【0003】
しかしながら、特定の減粘剤を一定量以上加えると、減粘剤特有の臭気が感じられるようになる。また、表面に凹凸形状を有する壁紙においては、発泡熱可塑性樹脂層を設けたあと、エンボスロールによるエンボス加工により凹凸形状の付与を行うという製造方法が用いられる。しかし、この製造工程において、前記発泡熱可塑性樹脂層に添加した減粘剤などの残留液体成分により、エンボス加工に支障が生じるという問題点があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−290022号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、臭気を感じることが無く、エンボス加工に支障が生じることがなく、生産時及び使用時に低VOCになる壁紙を提供することにある。
【課題を解決するための手段】
【0006】
本発明は前記課題を解決したものであり、すなわちその請求項1記載の発明は、少なくとも裏打紙上に発泡熱可塑性樹脂層を設け、表面に凹凸形状を有する壁紙において、前記発泡熱可塑性樹脂層中の熱可塑性樹脂100重量部に対して、(1)脂肪族炭化水素(2)エステル結合を持った炭化水素(3)ピロリドン系炭化水素から選択される減粘剤を、いずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部添加することを特徴とする壁紙である。
【発明の効果】
【0007】
本発明は前記のように選択された減粘剤を用いることで、1種類の減粘剤の量を減少させ、かつ全体として添加する減粘剤の量を減少させることを可能とし、これにより臭気を感じることが無く、エンボス加工に支障が生じることがなくなり、生産時及び使用時に低VOCになる壁紙を得ることを可能とした。
【図面の簡単な説明】
【0008】
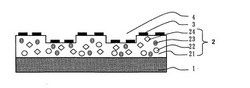
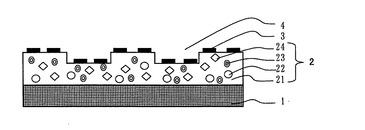
【図1】本発明の壁紙の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態について、詳細に説明する。
図1に本発明の壁紙の一実施例の断面の構造を示す。裏打紙1の表面上に、熱可塑性樹脂21中に減粘剤22、発泡剤23及び無機フィラー24が混合分散された発泡熱可塑性樹脂層2が設けられ、表面に適宜絵柄模様3が付与されて、さらに表面に凹凸形状4が付与されてなる。
【0010】
本発明における裏打紙1としては、本発明の壁紙の基材となるものであればよく、公知の壁紙用裏打紙が使用可能であり、特に限定するものではない。
【0011】
本発明における発泡熱可塑性樹脂層2に用いる熱可塑性樹脂21としては、例えば、塩化ビニル樹脂、酢酸ビニル系樹脂、エチレン−ビニルエステル系共重合体、アクリル系樹脂、エチレン−(メタ)アクリル酸エステル系共重合体、ポリウレタン系樹脂、ポリエステル系樹脂、エポキシ系樹脂、シリコーン系樹脂、ポリブテン系樹脂、ポリブタジエン系樹脂、スチレン−ブタジエン系共重合体等を挙げることができ、これらの2種以上の共重合体又は混合物を有効成分として含有していてもよい。
【0012】
また、前記発泡熱可塑性樹脂層2は必要に応じて2層以上の多層から構成されていてもよい。前記多層構成のうち1層は、適宜、発泡剤を添加せずに発泡させない層であっても良い。その他、発泡熱可塑性樹脂層2中には従来公知の範囲で適宜可塑剤、着色剤、安定剤などを添加して良い。希釈剤は添加しない。
【0013】
発泡熱可塑性樹脂層2を構成する各層の厚さは特に限定されず、目的とする用途や要求特性に応じて適宜決定すればよい。例えば、壁紙として使用する場合、発泡熱可塑性樹脂層2の乾燥後の塗布量は50〜300g/m2、更に好ましくは150〜250g/m2程度とすることが好ましい。
【0014】
本発明における減粘剤22としては、前記熱可塑性樹脂21の100重量部に対して(1)脂肪族炭化水素(2)エステル結合を持った炭化水素(3)ピロリドン系炭化水素から複数のものが使用され、このうちいずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部となるように添加する。本発明者らはこれらの減粘剤の組み合わせと添加量を見出すことに試行錯誤したが、これらの組み合わせ条件設定が決まっていれば、あとはこの範囲内で通常公知の知見により減粘剤の添加量を適宜調整することに特に困難なことはない。
【0015】
発泡剤23としては、熱膨張性化学発泡剤が好適に使用可能である。具体的にはアゾジカルボンアミド等が特に好ましい。配合量としては、熱可塑性樹脂100重量部(固形分)あたり3〜10重量部配合するのが好適である。
【0016】
無機フィラー24としては、例えば水酸化アルミニウム、水酸化マグネシウム、水酸化バリウム、炭酸カルシウム、炭酸マグネシウム、硫酸カルシウム、硫酸バリウム、水酸化第一鉄、塩基性炭酸亜鉛、塩基性炭酸鉛、珪砂、クレー、タルク、シリカ類、二酸化チタン、珪酸マグネシウム等が挙げられる。中でも、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウムが好適である。無機フィラー4の含有量としては、通常、熱可塑性樹脂100重量部(固形分)あたり20〜200重量部、好ましくは50〜150重量部である。20重量部以下の場合には、難燃性が低下する傾向にあり、200重量部以上の場合には発泡性、機械的強度および耐ひび割れ性が劣る傾向にあることから好ましくない。
【0017】
以下、本発明の壁紙の製造方法について説明する。熱可塑性樹脂21中に減粘剤22、発泡剤23及び無機フィラー24を分散配合した樹脂を裏打紙1上に塗工する。塗工方法としては、例えばナイフコート法、ノズルコート法、ダイコート法、リップコート法、コンマコート法、グラビアコート法、ロータリースクリーンコート法、リバースロールコート法等の塗工方法を挙げられるが特にこれらに限定するものではない。
【0018】
次に、前記塗工した樹脂の乾燥を行う。乾燥方法としては、例えば熱風乾燥法、赤外線照射乾燥法、真空乾燥法等の、従来公知の各種の乾燥方法から選ばれる1種の単独又は2種以上を組み合わせた方法を適宜用いることができる。
【0019】
前記乾燥した樹脂の上に適宜絵柄模様3を印刷しても良い。水性インキ等を使用して、グラビア印刷法、オフセット印刷法、スクリーン印刷法等にて適宜の絵柄模様3を印刷形成することが出来る。
【0020】
次に、前記乾燥した樹脂を加熱発泡させる。加熱方法としては、熱風加熱法又は赤外線加熱法、若しくはその併用などを用いることができる。加熱温度や加熱時間は、前記乾燥した樹脂溶融粘度特性と、添加した発泡剤の発泡温度特性とによって適宜調整すれば良い。例えばアゾジカルボンアミド(ADCA)熱膨張性化学発泡剤を使用した場合の一般的な条件は、加熱温度190〜230℃、加熱時間30〜60秒の範囲である。
【0021】
以上のように加熱発泡させて発泡熱可塑性樹脂層2を設け、表面に凹凸形状4を付与する。凹凸形状4を付与する方法としては、エンボス版を押圧するメカニカルエンボス法を用いる。本発明では上記のように減粘剤を調整したことで、エンボス加工に支障が生じることがない。
【実施例1】
【0022】
裏打紙1として坪量65g/m2の壁紙用裏打紙を用いた。
熱可塑性樹脂21として塩化ビニル樹脂を用い、この100重量部に対して減粘剤22として、
(1)脂肪族炭化水素の「エキセパールEHS」(花王(株)製)を2.8重量部、
(2)エステル結合を持った炭化水素の「スパース2270」(サンノプコ(株)製)を8.2重量部、
(3)ピロリドン系炭化水素の「フレキシドン」(ISPジャパン(株)製)を1重量部用いた。
その他、発泡剤23としてアゾジカルポンアミドを3.5重量部、無機フィラー24として炭酸カルシウムを110重量部配合した。
乾燥後に235g/m2となるようにナイフコート法により塗工し、140℃/150℃/160℃の乾燥機をライン速度175m/分で通過させた。このとき、乾燥機の排気をJIS A1901 に基づき、TVOCの濃度測定値つまり、ガスクロマトグラフで分析されたn−ヘキサンからn−ヘキサデカンまでの範囲で検出されたVOCのピーク面積の総和のトルエン換算量を測定した。その後グラビア印刷、加熱発泡、エンボス加工を行い、本発明の壁紙を得た。
【0023】
<比較例1>
減粘剤として脂肪族炭化水素の「ホモゲノーエルPS−1」(花王(株)製)を3重量部だけ用い、希釈剤として「シェルゾールS」(東部ケミカル(株)製)を10重量部添加した以外は実施例1と同様にして、壁紙を得た。
【0024】
<比較例2>
減粘剤22として、
(1)脂肪族炭化水素の「エキセパールEHS」(花王(株)製)を12重量部、
(2)エステル結合を持った炭化水素の「スパース2270」(サンノプコ(株)製)を添加しなかった、
(3)ピロリドン系炭化水素の「フレキシドン」(ISPジャパン(株)製)を2重量部、
とした以外は実施例1と同様にして、壁紙を得た。
【0025】
<比較例3>
減粘剤22として
(1)脂肪族炭化水素の「エキセパールEHS」(花王(株)製)を1重量部、
(2)エステル結合を持った炭化水素の「スパース2270」(サンノプコ(株)製)を10重量部、
(3)ピロリドン系炭化水素の「フレキシドン」(ISPジャパン(株)製)を添加しなかった、
とした以外は実施例1と同様にして、壁紙を得た。
【0026】
<性能比較>
以上のように作製した実施例1および比較例1〜3の壁紙について、JIS A1901 に基づき、測定開始七日後のTVOC放散速度を測定した。また、臭気濃度(試料を臭気が感じなくなるまで無臭空気で希釈したときの希釈倍率)と臭気指数(100×Log(臭気濃度))を測定した。以上の結果を表1に示す。
【0027】
【表1】

【産業上の利用可能性】
【0028】
本発明は、戸建て住宅、集合住宅、店舗、事務所ビル等の建築物の内装材に使われる壁紙に関する。特に低VOCの基準を満たした壁紙およびその製造方法に利用可能である。
【符号の説明】
【0029】
1…裏打紙
2…発泡熱可塑性樹脂層
21…熱可塑性樹脂
22…減粘剤
23…発泡剤
24…無機フィラー
3…絵柄模様
4…凹凸形状
【技術分野】
【0001】
本発明は、戸建て住宅、集合住宅、店舗、事務所ビル等の建築物の内装材に使われる壁紙に関する。特に、JIS A1901 に基づき、ガスクロマトグラフで分析されたn−ヘキサンからn−ヘキサデカンまでの範囲で検出された揮発性有機化合物(Volatile Organic Compound、以後VOCと示す。)のピーク面積の総和のトルエン換算量を放散速度に換算し100μg/m2・h以下になる時の総揮発性有機化合物が低減された(以下、低VOCと示す。)壁紙に関する。
【背景技術】
【0002】
前記用途の壁紙としては、裏打ち紙に塩化ビニル樹脂ペーストを塗布、発泡してなる壁紙が用いられているが、前記塩化ビニル樹脂ペースト中に減粘剤を添加して、希釈剤の使用を控えるあるいは使用しないことで、製造工程中や製造後に製品から揮発する成分を減少させ、低VOCとすることが試みられている。
【0003】
しかしながら、特定の減粘剤を一定量以上加えると、減粘剤特有の臭気が感じられるようになる。また、表面に凹凸形状を有する壁紙においては、発泡熱可塑性樹脂層を設けたあと、エンボスロールによるエンボス加工により凹凸形状の付与を行うという製造方法が用いられる。しかし、この製造工程において、前記発泡熱可塑性樹脂層に添加した減粘剤などの残留液体成分により、エンボス加工に支障が生じるという問題点があった。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−290022号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明はこのような問題点を解決するためになされたものであり、その課題とするところは、臭気を感じることが無く、エンボス加工に支障が生じることがなく、生産時及び使用時に低VOCになる壁紙を提供することにある。
【課題を解決するための手段】
【0006】
本発明は前記課題を解決したものであり、すなわちその請求項1記載の発明は、少なくとも裏打紙上に発泡熱可塑性樹脂層を設け、表面に凹凸形状を有する壁紙において、前記発泡熱可塑性樹脂層中の熱可塑性樹脂100重量部に対して、(1)脂肪族炭化水素(2)エステル結合を持った炭化水素(3)ピロリドン系炭化水素から選択される減粘剤を、いずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部添加することを特徴とする壁紙である。
【発明の効果】
【0007】
本発明は前記のように選択された減粘剤を用いることで、1種類の減粘剤の量を減少させ、かつ全体として添加する減粘剤の量を減少させることを可能とし、これにより臭気を感じることが無く、エンボス加工に支障が生じることがなくなり、生産時及び使用時に低VOCになる壁紙を得ることを可能とした。
【図面の簡単な説明】
【0008】
【図1】本発明の壁紙の一実施例の断面の構造を示す説明図である。
【発明を実施するための形態】
【0009】
以下、本発明の実施の形態について、詳細に説明する。
図1に本発明の壁紙の一実施例の断面の構造を示す。裏打紙1の表面上に、熱可塑性樹脂21中に減粘剤22、発泡剤23及び無機フィラー24が混合分散された発泡熱可塑性樹脂層2が設けられ、表面に適宜絵柄模様3が付与されて、さらに表面に凹凸形状4が付与されてなる。
【0010】
本発明における裏打紙1としては、本発明の壁紙の基材となるものであればよく、公知の壁紙用裏打紙が使用可能であり、特に限定するものではない。
【0011】
本発明における発泡熱可塑性樹脂層2に用いる熱可塑性樹脂21としては、例えば、塩化ビニル樹脂、酢酸ビニル系樹脂、エチレン−ビニルエステル系共重合体、アクリル系樹脂、エチレン−(メタ)アクリル酸エステル系共重合体、ポリウレタン系樹脂、ポリエステル系樹脂、エポキシ系樹脂、シリコーン系樹脂、ポリブテン系樹脂、ポリブタジエン系樹脂、スチレン−ブタジエン系共重合体等を挙げることができ、これらの2種以上の共重合体又は混合物を有効成分として含有していてもよい。
【0012】
また、前記発泡熱可塑性樹脂層2は必要に応じて2層以上の多層から構成されていてもよい。前記多層構成のうち1層は、適宜、発泡剤を添加せずに発泡させない層であっても良い。その他、発泡熱可塑性樹脂層2中には従来公知の範囲で適宜可塑剤、着色剤、安定剤などを添加して良い。希釈剤は添加しない。
【0013】
発泡熱可塑性樹脂層2を構成する各層の厚さは特に限定されず、目的とする用途や要求特性に応じて適宜決定すればよい。例えば、壁紙として使用する場合、発泡熱可塑性樹脂層2の乾燥後の塗布量は50〜300g/m2、更に好ましくは150〜250g/m2程度とすることが好ましい。
【0014】
本発明における減粘剤22としては、前記熱可塑性樹脂21の100重量部に対して(1)脂肪族炭化水素(2)エステル結合を持った炭化水素(3)ピロリドン系炭化水素から複数のものが使用され、このうちいずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部となるように添加する。本発明者らはこれらの減粘剤の組み合わせと添加量を見出すことに試行錯誤したが、これらの組み合わせ条件設定が決まっていれば、あとはこの範囲内で通常公知の知見により減粘剤の添加量を適宜調整することに特に困難なことはない。
【0015】
発泡剤23としては、熱膨張性化学発泡剤が好適に使用可能である。具体的にはアゾジカルボンアミド等が特に好ましい。配合量としては、熱可塑性樹脂100重量部(固形分)あたり3〜10重量部配合するのが好適である。
【0016】
無機フィラー24としては、例えば水酸化アルミニウム、水酸化マグネシウム、水酸化バリウム、炭酸カルシウム、炭酸マグネシウム、硫酸カルシウム、硫酸バリウム、水酸化第一鉄、塩基性炭酸亜鉛、塩基性炭酸鉛、珪砂、クレー、タルク、シリカ類、二酸化チタン、珪酸マグネシウム等が挙げられる。中でも、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウムが好適である。無機フィラー4の含有量としては、通常、熱可塑性樹脂100重量部(固形分)あたり20〜200重量部、好ましくは50〜150重量部である。20重量部以下の場合には、難燃性が低下する傾向にあり、200重量部以上の場合には発泡性、機械的強度および耐ひび割れ性が劣る傾向にあることから好ましくない。
【0017】
以下、本発明の壁紙の製造方法について説明する。熱可塑性樹脂21中に減粘剤22、発泡剤23及び無機フィラー24を分散配合した樹脂を裏打紙1上に塗工する。塗工方法としては、例えばナイフコート法、ノズルコート法、ダイコート法、リップコート法、コンマコート法、グラビアコート法、ロータリースクリーンコート法、リバースロールコート法等の塗工方法を挙げられるが特にこれらに限定するものではない。
【0018】
次に、前記塗工した樹脂の乾燥を行う。乾燥方法としては、例えば熱風乾燥法、赤外線照射乾燥法、真空乾燥法等の、従来公知の各種の乾燥方法から選ばれる1種の単独又は2種以上を組み合わせた方法を適宜用いることができる。
【0019】
前記乾燥した樹脂の上に適宜絵柄模様3を印刷しても良い。水性インキ等を使用して、グラビア印刷法、オフセット印刷法、スクリーン印刷法等にて適宜の絵柄模様3を印刷形成することが出来る。
【0020】
次に、前記乾燥した樹脂を加熱発泡させる。加熱方法としては、熱風加熱法又は赤外線加熱法、若しくはその併用などを用いることができる。加熱温度や加熱時間は、前記乾燥した樹脂溶融粘度特性と、添加した発泡剤の発泡温度特性とによって適宜調整すれば良い。例えばアゾジカルボンアミド(ADCA)熱膨張性化学発泡剤を使用した場合の一般的な条件は、加熱温度190〜230℃、加熱時間30〜60秒の範囲である。
【0021】
以上のように加熱発泡させて発泡熱可塑性樹脂層2を設け、表面に凹凸形状4を付与する。凹凸形状4を付与する方法としては、エンボス版を押圧するメカニカルエンボス法を用いる。本発明では上記のように減粘剤を調整したことで、エンボス加工に支障が生じることがない。
【実施例1】
【0022】
裏打紙1として坪量65g/m2の壁紙用裏打紙を用いた。
熱可塑性樹脂21として塩化ビニル樹脂を用い、この100重量部に対して減粘剤22として、
(1)脂肪族炭化水素の「エキセパールEHS」(花王(株)製)を2.8重量部、
(2)エステル結合を持った炭化水素の「スパース2270」(サンノプコ(株)製)を8.2重量部、
(3)ピロリドン系炭化水素の「フレキシドン」(ISPジャパン(株)製)を1重量部用いた。
その他、発泡剤23としてアゾジカルポンアミドを3.5重量部、無機フィラー24として炭酸カルシウムを110重量部配合した。
乾燥後に235g/m2となるようにナイフコート法により塗工し、140℃/150℃/160℃の乾燥機をライン速度175m/分で通過させた。このとき、乾燥機の排気をJIS A1901 に基づき、TVOCの濃度測定値つまり、ガスクロマトグラフで分析されたn−ヘキサンからn−ヘキサデカンまでの範囲で検出されたVOCのピーク面積の総和のトルエン換算量を測定した。その後グラビア印刷、加熱発泡、エンボス加工を行い、本発明の壁紙を得た。
【0023】
<比較例1>
減粘剤として脂肪族炭化水素の「ホモゲノーエルPS−1」(花王(株)製)を3重量部だけ用い、希釈剤として「シェルゾールS」(東部ケミカル(株)製)を10重量部添加した以外は実施例1と同様にして、壁紙を得た。
【0024】
<比較例2>
減粘剤22として、
(1)脂肪族炭化水素の「エキセパールEHS」(花王(株)製)を12重量部、
(2)エステル結合を持った炭化水素の「スパース2270」(サンノプコ(株)製)を添加しなかった、
(3)ピロリドン系炭化水素の「フレキシドン」(ISPジャパン(株)製)を2重量部、
とした以外は実施例1と同様にして、壁紙を得た。
【0025】
<比較例3>
減粘剤22として
(1)脂肪族炭化水素の「エキセパールEHS」(花王(株)製)を1重量部、
(2)エステル結合を持った炭化水素の「スパース2270」(サンノプコ(株)製)を10重量部、
(3)ピロリドン系炭化水素の「フレキシドン」(ISPジャパン(株)製)を添加しなかった、
とした以外は実施例1と同様にして、壁紙を得た。
【0026】
<性能比較>
以上のように作製した実施例1および比較例1〜3の壁紙について、JIS A1901 に基づき、測定開始七日後のTVOC放散速度を測定した。また、臭気濃度(試料を臭気が感じなくなるまで無臭空気で希釈したときの希釈倍率)と臭気指数(100×Log(臭気濃度))を測定した。以上の結果を表1に示す。
【0027】
【表1】
【産業上の利用可能性】
【0028】
本発明は、戸建て住宅、集合住宅、店舗、事務所ビル等の建築物の内装材に使われる壁紙に関する。特に低VOCの基準を満たした壁紙およびその製造方法に利用可能である。
【符号の説明】
【0029】
1…裏打紙
2…発泡熱可塑性樹脂層
21…熱可塑性樹脂
22…減粘剤
23…発泡剤
24…無機フィラー
3…絵柄模様
4…凹凸形状
【特許請求の範囲】
【請求項1】
少なくとも裏打紙上に発泡熱可塑性樹脂層を設け、表面に凹凸形状を有する壁紙において、前記発泡熱可塑性樹脂層中の熱可塑性樹脂100重量部に対して、
(1)脂肪族炭化水素
(2)エステル結合を持った炭化水素
(3)ピロリドン系炭化水素
から選択される減粘剤を、いずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部添加することを特徴とする壁紙。
【請求項1】
少なくとも裏打紙上に発泡熱可塑性樹脂層を設け、表面に凹凸形状を有する壁紙において、前記発泡熱可塑性樹脂層中の熱可塑性樹脂100重量部に対して、
(1)脂肪族炭化水素
(2)エステル結合を持った炭化水素
(3)ピロリドン系炭化水素
から選択される減粘剤を、いずれか一種の減粘剤を9重量部以下とする範囲内で二種以上の減粘剤を合計で11〜13重量部添加することを特徴とする壁紙。
【図1】

【公開番号】特開2012−25115(P2012−25115A)
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願番号】特願2010−168391(P2010−168391)
【出願日】平成22年7月27日(2010.7.27)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
【公開日】平成24年2月9日(2012.2.9)
【国際特許分類】
【出願日】平成22年7月27日(2010.7.27)
【出願人】(593173840)株式会社トッパン・コスモ (243)
【Fターム(参考)】
[ Back to top ]