
壁装用シート
【課題】 人間や環境に優しい壁装用シートであって、施工性に優れ、かつ、耐汚染性や耐擦傷性等の表面物性に優れると共に安価である壁装用シートを提供することを目的とするものである。
【解決手段】 基材層上に、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層と、絵柄層と、加熱溶融した非ハロゲン系熱可塑性樹脂を押出し塗工法により形成した表面保護層とが順に設けられた壁装用シートにおいて、前記表面保護層の曲げ弾性率が、1.0×104〜2.0×104kgf/cm2であることを特徴とする壁装用シート。
【解決手段】 基材層上に、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層と、絵柄層と、加熱溶融した非ハロゲン系熱可塑性樹脂を押出し塗工法により形成した表面保護層とが順に設けられた壁装用シートにおいて、前記表面保護層の曲げ弾性率が、1.0×104〜2.0×104kgf/cm2であることを特徴とする壁装用シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、住宅等の壁面や天井面等に貼る内装用の化粧シート、特に現場で施工される化粧シートに関し、更に詳しくは、安価で、かつ、耐汚染性や耐擦傷性等の表面物性に優れかつ施工性に優れた壁装用シートに関するものである。
【背景技術】
【0002】
従来、壁装用シートとしては、基材上に塩化ビニル樹脂層を形成し、この塩化ビニル樹脂層上に印刷などして絵柄層を設けたもの、あるいは、さらに前記塩化ビニル樹脂層を発泡させると共にエンボス加工を施すなどして凹凸模様を施したものなど、いわゆる塩ビ壁紙に代表される塩ビ化粧シートが広く用いられている。しかし、この塩ビ化粧シートは燃焼時に塩化水素ガス等の有害なガスを発生するために一般の焼却炉では焼却処分ができないといった廃材処理の問題や火災時にはこの塩化水素ガス等の有害なガスを吸引することによる中毒といった問題などがあり、使用することを避けるようになってきた。
【0003】
また、これらの壁装用シートは、該壁装用シートの表面に付着した汚れが染みつきやすく、これを除去しづらいといった問題や、前記壁装用シートの表面強度が弱く破損しやすいといった問題がある。これは、壁装用シートが、汚染性や擦傷性に問題がある塩化ビニル樹脂から構成されていることと、施工性や意匠性を高めることを目的に、発泡や凹凸模様を形成する加工を行うために、これにより壁装用シートの表面に微細な凹凸や空隙が生じるためである。
【0004】
上記問題を解決するために、従来より、壁装用シートの表面に表面保護層を設ける方法が採られている。すなわち、(1)壁装用シートの表面に、たとえば、アクリル系樹脂等を塗工して表面保護層とする方法、また、(2)壁装用シートの表面に耐汚染性や耐擦傷性等に優れたフィルム、たとえば、フッ素系フィルムやエチレン−酢酸ビニル共重合体ケン化物フィルム等を接着剤等を用いて貼り合わせて表面保護層とする方法が採られている。
【0005】
しかし、(1)の方法は、加工適性を考慮して有機溶剤や水等の溶媒を用いて比較的低粘度に調節されるため、薄い表面保護層を設ける場合には適した方法であるが、厚い表面保護層を設ける場合には、たとえば、加工工数が増えるなど作業が煩雑になる。また、このようにして設けた表面保護層は、発泡や凹凸模様を形成する加工を行うと発泡や凹凸模様に追従できずに表面保護層の厚さにバラツキが生じると共に、極端な場合には部分的に表面保護層に亀裂が入り、発泡層が露出するといった問題が発生する。
【0006】
また、(2)の方法は、表面保護層がフィルムからなるため、表面物性自体は良好であるが、たとえば、発泡層を発泡させて該発泡層に凹凸模様を形成してからフィルムを貼り合わせて表面保護層を形成する場合は、発泡層にフィットした状態でフィルムを貼ることが難しく、また、フィルムを貼り合わせて表面保護層を形成してから、発泡と凹凸模様を形成する加工を行うと、凹凸模様がシャープに形成されないといった問題が発生する。また、この方法においては、接着剤等を用いて表面保護層とするフィルムを貼り合わせる工程が必要な上に、このフィルムは予め成膜しておく必要があり、成膜の制約上から表面保護層として必要な厚さ以上のものを用いなければならず、コストの高いものとならざるを得ない。さらに、この(2)の方法の壁装用シートは、折れ皺が消えずらい上にカールが発生しやすく、また、腰が強すぎるために、壁面等に貼りずらい(施工性が悪い)といった問題が発生する。
【0007】
これらの問題を解決する方法として、表面保護層をTダイ押出機を用いて加熱溶融押出し塗工法で形成する方法が提案され、この方法で表面保護層を形成することにより、確かに上記(1)、(2)の方法で表面保護層を形成した場合に発生する問題は解決することが出来たが、特に現場にて接着剤を塗工し施工するタイプの壁装用シートにおいては、通常、施工効率向上の為に現場において予めまとめて接着剤を塗工し、接着剤が乾燥して接着性が低下するのを防止する為に接着剤塗工面同士を密着させて放置しておく工程を行うが、その際に表面保護層にいわゆる「コシ」が有りすぎると壁装用シートの曲げの部分付近に加わった応力に抵抗しようとして接着面を浮かしてしまう為、接着剤がはやく乾燥してしまう、いわゆるオープンタイム(接着剤を基材に塗布してから貼着するまでの時間)不足という不具合があり、また、上記の工程で接着面同士を密着させる為に折り返しの部分に折り目が付く程度に圧着するが、実際の施工時、壁面に貼着後の経時においても、その折り目の跡が消えずに施工不良になるという問題が更めて発生した。
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで本発明は、上記問題点に鑑みてなされたものであり、その目的とするところは、人間や環境に優しい壁装用シートであって、施工性に優れ、かつ、耐汚染性や耐擦傷性等の表面物性に優れると共に安価である壁装用シートを提供することである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明の壁装用シートは、基材層上に、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層と、絵柄層と、加熱溶融した非ハロゲン系熱可塑性樹脂を押出し塗工法により形成した表面保護層とが順に設けられた壁装用シートにおいて、前記表面保護層の曲げ弾性率が、1.0×104〜2.0×104kgf/cm2であることを特徴とするものである。このように構成することにより、壁装用シートが適度に「コシ」を有するが曲げた状態における弾性が強くない状態となるため、オープンタイム性、耐折りジワ性、出隅入隅性等に問題なく、基材に貼ると、糊ダク(糊塗布面の凹凸ムラ)、基材表面の凹凸を吸収することができフラットな表面に仕上げることができ、人間や環境に優しく、安価であって、耐汚染性や耐擦傷性等の表面物性に優れる壁装用シートとすることができる。
【0010】
また、表面保護層の厚みが前記発泡樹脂層の発泡後の厚みの2.0〜10.0%であることを特徴とするものである。こうすることにより、耐汚染性や耐擦傷性等の表面物性に優れ、また、表面保護層側にエンボス版により凹凸模様を形成する場合に、シャープな凹凸模様を有する意匠性に優れた壁装用シートとすることができる。
【0011】
また、表面保護層を形成する加熱溶融した非ハロゲン系熱可塑性樹脂が、ポリプロピレン系樹脂よりなることを特徴とするものである。こうすることにより、表面物性に優れた安価な樹脂で表面保護層を形成することができるためさらに安価にすることができる。
【0012】
さらに、表面保護層側に凹凸模様を形成したことを特徴とするものである。こうすることにより、意匠性に優れた壁装用シートとすることができる。
【発明の効果】
【0013】
本発明の壁装用シートは、焼却などするときに塩化水素ガス等の有害なガスの発生がなく人間や環境に優しい壁装用シートであって、耐汚染性や耐擦傷性等の表面物性に優れると共に、特にオープンタイム性、耐折りジワ性、出隅入隅性等シートの「コシ」の強さによる施工性の低下を防止することができる壁装用シートである。
【0014】
また、表面保護層を耐汚染性や耐擦傷性等の表面物性を得るのに必要な最小限の厚さで形成することができるために安価にすることができると共に、また、シャープな凹凸模様を得ることができるために意匠性においても優れた効果を奏するものである。
【図面の簡単な説明】
【0015】
【図1】本発明にかかる壁装用シートの一実施例を示す層構成図である。
【発明を実施するための形態】
【0016】
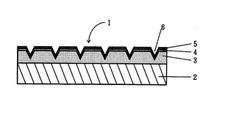
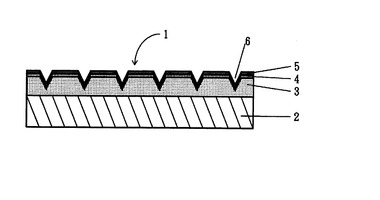
以下、本発明の具体的な実施形態を図面を参照しながら説明する。図1は本発明の壁装用シートの積層構成を示す断面図であり、1は壁装用シート、2は基材層、3は発泡樹脂層、4は絵柄層、5は表面保護層、6は凹凸模様をそれぞれ表している。
【0017】
図1は本発明の壁装用シートの一実施例を示す層構成図であって、本発明の壁装用シート1は、基材層2の上面に発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層3を形成し、該発泡樹脂層3上に絵柄層4を形成し、該絵柄層4上に曲げ弾性率が、1.0×104〜2.0×104kgf/cm2からなる非ハロゲン系熱可塑性樹脂を加熱溶融押出し塗工法により形成した表面保護層5を設け、前記表面保護層5側から前記発泡樹脂層3にかけて凹凸模様6を施したものである。
【0018】
本発明に用いる基材層2は、セルロース繊維を主体として、必要に応じて合成繊維、無機繊維、合成パルプ等を適宜配合し、自己消化性填料、他の填料、乾燥紙力増強剤、湿潤紙力増強剤、着色剤、サイズ剤、定着剤等を適宜添加し抄紙することで得られ、特に70〜150g/m2の秤量を有する厚さ0.10〜0.30mmの壁紙用の難燃紙が好ましく用いられる。
【0019】
次に、本発明の発泡樹脂層3は、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする組成物からなるものであって、オレフィン系樹脂としては、たとえば、ポリエチレン、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレン等のポリオレフィンの1種ないしエチレン、プロピレン、ブテン、ブタジエン、イソプレン等のオレフィンの2種以上の共重合体、あるいは、炭素数が4以上のαオレフィンの共重合体(線状低密度ポリエチレン)、あるいは、エチレン−酢酸ビニル共重合体、エチレン−酢酸ビニル共重合体ケン化物、あるいは、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸エチル共重合体、あるいは、アイモノマー、あるいは、これらの混合樹脂を挙げることができる。
【0020】
また、アクリル系樹脂としては、例えば、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル−(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸メチル−(メタ)アクリル酸2−ヒドロキシエチル共重合体、(メタ)アクリル酸ブチル−(メタ)アクリル酸2−ヒドロキシエチル共重合体、(メタ)アクリル酸メチル−(メタ)アクリル酸2−ヒドロキシプロピル共重合体、(メタ)アクリル酸メチル−(メタ)アクリル酸ブチル−(メタ)アクリル酸2−ヒドロキシエチル共重合体、エチレン−(メタ)アクリル酸メチル共重合体、スチレン−(メタ)アクリル酸メチル共重合体等の(メタ)アクリル酸エステルを含む単独又は共重合体からなるものが挙げられる。なお、ここで、(メタ)アクリル酸とは、アクリル酸、及びメタクリル酸の意味で用いるものとする。
【0021】
また、この発泡樹脂層3を前記基材層2上に設ける方法としては、周知の加熱溶融押出法、カレンダー法、あるいは、前記非ハロゲン系熱可塑性樹脂を水や有機溶剤等の溶媒でエマルジョン化するなどして溶液化されたものを塗工する、たとえば、ロールコート法、エアーナイフコート法、コンマドクターコート法など任意の塗工方法を採ることができる。
【0022】
また、本発明の発泡樹脂層3に用いる発泡剤としては、低沸点の炭化水素、または、フロンガスや石油エーテル等の揮発性物質等を内包した熱膨張型カプセル発泡剤、あるいは、アゾジカルボンアミドやオキシビスベンゼンスルホニルヒドラジド等の熱分解型発泡剤のいずれか、ないし、いずれをも用いることができるが、表面層5の平滑性を得るためには、熱膨張型カプセル発泡剤の方がより好ましい。また、発泡剤の非ハロゲン系熱可塑性樹脂に対する混合量は、非ハロゲン系熱可塑性樹脂の種類やその塗工量、あるいは、要求される意匠性により適宜決めればよいが、概ねオレフィン系樹脂あるいはアクリル系樹脂100重量部に対して0.5〜20重量部が適当である。
【0023】
また、本発明の絵柄層4は、一般的にはグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷等周知の印刷法によりインキにて形成することができる。印刷絵柄としては、木目柄、石目柄、布目柄、皮紋柄、幾何学図形、文字、記号、あるいは、全面ベタ等の印刷絵柄がある。インキとしては、ビヒクルとして、塩素化ポリエチレン、塩素化ポリプロピレン等の塩素化ポリオレフィン、ポリエステル、イソシアネートとポリオールからなるポリウレタン、アクリル、酢酸ビニル、塩化ビニル・酢酸ビニル共重合体、セルロース系樹脂、ポリアミド系樹脂等を1種ないし2種以上混合して用い、これに顔料、溶剤、各種補助剤等を加えてインキ化したものを用いることができるが、本発明の目的からしてポリエステル、イソシアネートとポリオールからなるポリウレタン、アクリル、酢酸ビニル、セルロース系樹脂、ポリアミド系樹脂等の1種ないし2種以上混合した非ハロゲン系熱可塑性樹脂が好適である。
【0024】
次に、本発明の表面保護層5は、非ハロゲン系熱可塑性樹脂で、その曲げ弾性率が1.0×104〜2.0×104kgf/cm2である樹脂を主体とする組成物を加熱溶融押出し塗工法により形成したものである。この表面保護層5を設けることにより、壁面、天井面に貼着する現場施工に於いて、施工効率向上のために、予めまとめて接着剤を塗工し、折り曲げて接着剤塗工面同士を密着させて放置しておいても、接着剤が乾燥して接着性が低下したり、折り目の跡が消えずに施工不良になるということもなく、壁装用シートとして要求される諸物性、すなわち、耐薬品性、耐汚染性、耐擦傷性等に優れた壁装用シート1とすることができる。
【0025】
この表面保護層5に用いる熱可塑性樹脂としては、非ハロゲン系熱可塑性樹脂でTダイ押出機で加熱溶融押出し可能な樹脂であれば良いのであって、例えば、アクリル系樹脂、オレフィン系樹脂、ウレタン系樹脂、エステル系樹脂等を挙げることができるが、従来のポリ塩化ビニルフイルムと同等な柔軟性、言い換えれば適度に「コシ」を有するが曲げた状態における弾性が強くないことが重要な点であり、即ち、曲げ弾性率が1.0×104〜2.0×104kgf/cm2の範囲にあると共に、比較的低コストであることが望ましいことから、オレフィン系樹脂、例えば、ポリエチレン、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレン等のポリオレフィンの1種ないしエチレン、プロピレン、ブテン、ブタジエン、イソプレン等のオレフィンの2種以上の共重合体、あるいは、炭素数が4以上のαオレフィンの共重合体が好ましく、中でもポリプロピレン樹脂が好ましい。曲げ弾性率が1.0×104kgf/cm2以下の場合、壁装用シートとして十分な「コシ」がなく基材に貼合せた際、糊ダク(糊塗布面の凹凸ムラ)、基材表面の凹凸を拾いフラットな面に仕上げることが出来にくく、曲げ弾性率が2.0×104kgf/cm2を超えると、「コシ」が有りすぎて壁装用シートの曲げの部分付近に加わった応力に抵抗して接着面を浮かしてしまう為、オープンタイムが不足し接着力が低下して端部が施工不良になったり、折り目の跡が消えにくい等施工性が不良となる。
【0026】
この表面保護層5の厚さは、耐汚染性、耐擦傷性等の表面物性やオープンタイム性、耐折れジワ性、出隅入隅性等の施工性、基材に貼着した平面性、コスト対効果等の観点から発泡樹脂層3の加熱発泡後の厚さの2.0〜10.0%の範囲、より好ましくは3.0〜8.0%である。例えば、発泡樹脂層3の加熱発泡後の厚さが約300〜350μmとすると、表面保護層5の厚さは5〜35μmの範囲、より好ましくは9〜28μmである。5μmより薄い場合には、壁装用シートとして要求される耐汚染性等の表面物性が得られないと共に、Tダイ押出機で厚みを制御して成膜することが困難であり、35μmより厚い場合には、シャープな凹凸模様を形成することができないばかりか、壁装用シートとしたときに、「コシ」がつよくなり過ぎてオープンタイム性、耐折れジワ性、出隅入隅性に劣り施工上の不具合が発生する。
【0027】
次に、本発明の凹凸模様6の形成方法としては、本発明の壁装用シートを製造するどの段階で形成するかは別にして、要するに製造過程にある壁装用シートが何等かの手段によりエンボス加工可能な温度にある時に、基材層2と対向する最外層側からエンボス版で加熱加圧することにより形成することができる。この凹凸模様6の加工には周知の枚葉、あるいは、輪転式のエンボス機が用いられ、凹凸模様6の形状としては、木目板導管溝、石板表面凹凸、布表面テクスチュア、梨地、砂目、ヘアライン、万線条溝等がある。
【0028】
次に、この壁装用シート1の製造方法としては、基材層2上に発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡層形成組成物を塗工し、該発泡層形成組成物上に絵柄層4を設けた積層体の前記絵柄層4側にTダイ押出機で加熱溶融したポリプロピレン系樹脂を押出し塗工して表面保護層5を形成して後に、加熱発泡炉で前記発泡層形成組成物を発泡させて発泡樹脂層3を形成すると共に前記表面保護層5側からエンボス版で加熱加圧することにより、前記表面保護層5側に凹凸模様6を有する壁装用シート1を得ることができる。
【0029】
また、前記基材層2、前記発泡樹脂層3には、必要に応じて、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸バリウム、三酸化アンチモン、酸化チタン等の無機物の1種ないし2種以上の混合物からなる無機充填剤、あるいは、難燃剤を添加しても構わないし、また、必要に応じて顔料等を添加して着色しても構わない。この顔料添加による着色は透明着色であってもよいし、また、不透明(隠蔽)着色であっても構わない。
【0030】
また、前記表面保護層5には、抗菌剤を添加して抗菌性をもたせることもできる。この表面保護層5に添加する抗菌剤としては、たとえば、活性炭、活性アルミナ、シリカゲル等の無機系吸着剤、ゼオライト、ヒドロキシアパタイト、燐酸ジルコニウム、燐酸チタン、チタン酸カリウム、含水酸化ビスマス、含水酸化ジルコニウム、ハイドロタルサイド等の無機イオン交換体に銀イオンまたは銀イオンの他に銅イオン、亜鉛イオンを併用して担持させた銀系抗菌剤、あるいは、抗菌性のある無機塩類を酸化亜鉛粒子に化合させた酸化亜鉛化合物等の周知のものを挙げることができる。
【0031】
また、図示はしなかったが、前記基材層2と前記発泡樹脂層3、あるいは、前記発泡樹脂層3と前記絵柄模様層4の層間、あるいは、前記絵柄模様層4と前記表面保護層5との層間に層間接着力の向上を図ることを目的に、接着剤塗布やコロナ放電処理等の接着力向上手段を適宜用いることもできる。
【実施例】
【0032】
試験例
まず、坪量105g/m2の難燃性裏打紙〔特種製紙(株)製〕上に、下記に示す配合の発泡樹脂層形成組成物(水性エマルジョン)を乾燥後の塗布量が170g/m2となるようにコンマドクターコート法で塗工し、この塗工面にアクリル樹脂系水性インキを用いてグラビア印刷法で印刷して絵柄層を形成した中間シートAを作製した。前記中間シートAの絵柄層を形成した面に、ポリオレフィン系接着剤〔三井化学(株)製、ユニストールP〕を乾燥後に3μmとなるように塗工した後に、オレフィン系樹脂を所定量の厚さになるように2種3層Tダイ押出機で押し出して表面保護層を形成した後に、前記発泡樹脂層形成組成物を170℃で60秒間の条件で加熱処理して発泡させると共に、前記表面保護層側からクロス調のエンボス版にてエンボス加工を施して、壁装用シートを作製した。この時、表面保護層としてのオレフィン系樹脂の種類及び表面保護層の厚さを表1に示すように種々変化させた。また、この時の発泡樹脂層の厚みは300μmであった。
【0033】
〔発泡樹脂層形成組成物の配合〕 重量部
エチレン−酢酸ビニル共重合体樹脂 100
水酸化アルミニウム(無機充填剤) 120
二酸化チタン(顔料) 10
熱膨張型カプセル発泡剤 13
分散剤 1
希釈剤 適宜
【0034】
【表1】

【0035】
上記、試験例で作製した壁装用シートについて、下記の方法でオープンタイム性、耐折りジワ性、出隅入隅性、平面性の試験を行い結果を表2に、また耐汚染性試験の結果を表3に示す。
【0036】
【表2】
施工性評価試験方法
〔オープンタイム性〕
1m角の壁装用シートの裏面全面に壁紙用接着剤(ヤヨイ化学(株)製
、ルーアマイルド)を120g/m2塗工した後、シートの裏面同士を
貼合せ、放置後の接着性の低下の有無を観察する。
オープンタイム性1:20℃で6時間放置後
2:20℃で12時間放置後
3:40℃で3時間放置後
評価基準
○:支障なし
□:端部が一部施工不良
△:端部全て施工不良
×:全面施工不良
〔耐折ジワ性〕
壁装用シートの裏面に壁装用接着剤(ヤヨイ化学(株)製、ルーアマイ
ルド)を塗工した後、2つ折りにして折り目を付けて接着剤面同士を貼
合せ、再度壁装用シートを開いて下地材に施工し、24時間放置後の前
記折り目の部分の有無を目視観察する。
耐折りジワ性1:折りジワを付けた後接着面を貼合せたもの
2:予めきつく折りジワを付けた後、接着剤を塗工し直ち
に施工を行ったもの
評価基準
○:判別不可
×:判別容易
〔出隅入隅性〕
下地材に段差を設けその段差に沿って壁装用シートを施工し、24時間
放置後の隅の部分の壁装用シートの浮きの有無を目視観察する。
段差を、1cm及び2cmに設定する。(1cmの方がより高レベルの
施工性が必要とされる)
評価基準
○:浮きなし
△:若干浮き
×:浮き大
〔平面性〕
壁装用シートの裏面に壁装用接着剤(ヤヨイ化学(株)製、ルーアマイ
ルド)を塗工した後、下地材(中密度繊維板)に貼合せて、その表面の
平面性を目視観察する。
評価基準
○:表面平滑
×:糊濁(糊塗布面の凹凸ムラ)
【0037】
【表3】
試験方法:JISK6902に準拠し、汚染物質付着後、25℃60%RHの
雰囲気下に24時間放置し、JKワイパーにて拭き取り後の状態を
目視観察
評価基準
○:汚れが完全に除去された状態
□:汚れが目立たない程度に残る状態
△:汚れが若干残る状態
×:汚れが残る状態
【0038】
上記結果から判るように、試験例2〜4、試験例7〜8はいずれもオープンタイム性、耐折りジワ性、出隅入隅性、平面性、耐汚染性に良好な結果が得られた。これに対し試験例1はオープンタイム性、耐折りジワ性、出隅入隅性、耐汚染性は良好であるが平面性がやや不良であり、試験例6はオープンタイム性、耐折りジワ性、出隅入隅性、平面性は良好であるが耐汚染性にやや劣り、試験例5及び9、10は平面性、耐汚染性は良好であるがオープンタイム性、耐折りジワ性、出隅入隅性共にやや不良である。
【符号の説明】
【0039】
1 壁装用シート
2 基材層
3 発泡樹脂層
4 絵柄層
5 表面保護層
6 凹凸模様
【技術分野】
【0001】
本発明は、住宅等の壁面や天井面等に貼る内装用の化粧シート、特に現場で施工される化粧シートに関し、更に詳しくは、安価で、かつ、耐汚染性や耐擦傷性等の表面物性に優れかつ施工性に優れた壁装用シートに関するものである。
【背景技術】
【0002】
従来、壁装用シートとしては、基材上に塩化ビニル樹脂層を形成し、この塩化ビニル樹脂層上に印刷などして絵柄層を設けたもの、あるいは、さらに前記塩化ビニル樹脂層を発泡させると共にエンボス加工を施すなどして凹凸模様を施したものなど、いわゆる塩ビ壁紙に代表される塩ビ化粧シートが広く用いられている。しかし、この塩ビ化粧シートは燃焼時に塩化水素ガス等の有害なガスを発生するために一般の焼却炉では焼却処分ができないといった廃材処理の問題や火災時にはこの塩化水素ガス等の有害なガスを吸引することによる中毒といった問題などがあり、使用することを避けるようになってきた。
【0003】
また、これらの壁装用シートは、該壁装用シートの表面に付着した汚れが染みつきやすく、これを除去しづらいといった問題や、前記壁装用シートの表面強度が弱く破損しやすいといった問題がある。これは、壁装用シートが、汚染性や擦傷性に問題がある塩化ビニル樹脂から構成されていることと、施工性や意匠性を高めることを目的に、発泡や凹凸模様を形成する加工を行うために、これにより壁装用シートの表面に微細な凹凸や空隙が生じるためである。
【0004】
上記問題を解決するために、従来より、壁装用シートの表面に表面保護層を設ける方法が採られている。すなわち、(1)壁装用シートの表面に、たとえば、アクリル系樹脂等を塗工して表面保護層とする方法、また、(2)壁装用シートの表面に耐汚染性や耐擦傷性等に優れたフィルム、たとえば、フッ素系フィルムやエチレン−酢酸ビニル共重合体ケン化物フィルム等を接着剤等を用いて貼り合わせて表面保護層とする方法が採られている。
【0005】
しかし、(1)の方法は、加工適性を考慮して有機溶剤や水等の溶媒を用いて比較的低粘度に調節されるため、薄い表面保護層を設ける場合には適した方法であるが、厚い表面保護層を設ける場合には、たとえば、加工工数が増えるなど作業が煩雑になる。また、このようにして設けた表面保護層は、発泡や凹凸模様を形成する加工を行うと発泡や凹凸模様に追従できずに表面保護層の厚さにバラツキが生じると共に、極端な場合には部分的に表面保護層に亀裂が入り、発泡層が露出するといった問題が発生する。
【0006】
また、(2)の方法は、表面保護層がフィルムからなるため、表面物性自体は良好であるが、たとえば、発泡層を発泡させて該発泡層に凹凸模様を形成してからフィルムを貼り合わせて表面保護層を形成する場合は、発泡層にフィットした状態でフィルムを貼ることが難しく、また、フィルムを貼り合わせて表面保護層を形成してから、発泡と凹凸模様を形成する加工を行うと、凹凸模様がシャープに形成されないといった問題が発生する。また、この方法においては、接着剤等を用いて表面保護層とするフィルムを貼り合わせる工程が必要な上に、このフィルムは予め成膜しておく必要があり、成膜の制約上から表面保護層として必要な厚さ以上のものを用いなければならず、コストの高いものとならざるを得ない。さらに、この(2)の方法の壁装用シートは、折れ皺が消えずらい上にカールが発生しやすく、また、腰が強すぎるために、壁面等に貼りずらい(施工性が悪い)といった問題が発生する。
【0007】
これらの問題を解決する方法として、表面保護層をTダイ押出機を用いて加熱溶融押出し塗工法で形成する方法が提案され、この方法で表面保護層を形成することにより、確かに上記(1)、(2)の方法で表面保護層を形成した場合に発生する問題は解決することが出来たが、特に現場にて接着剤を塗工し施工するタイプの壁装用シートにおいては、通常、施工効率向上の為に現場において予めまとめて接着剤を塗工し、接着剤が乾燥して接着性が低下するのを防止する為に接着剤塗工面同士を密着させて放置しておく工程を行うが、その際に表面保護層にいわゆる「コシ」が有りすぎると壁装用シートの曲げの部分付近に加わった応力に抵抗しようとして接着面を浮かしてしまう為、接着剤がはやく乾燥してしまう、いわゆるオープンタイム(接着剤を基材に塗布してから貼着するまでの時間)不足という不具合があり、また、上記の工程で接着面同士を密着させる為に折り返しの部分に折り目が付く程度に圧着するが、実際の施工時、壁面に貼着後の経時においても、その折り目の跡が消えずに施工不良になるという問題が更めて発生した。
【発明の概要】
【発明が解決しようとする課題】
【0008】
そこで本発明は、上記問題点に鑑みてなされたものであり、その目的とするところは、人間や環境に優しい壁装用シートであって、施工性に優れ、かつ、耐汚染性や耐擦傷性等の表面物性に優れると共に安価である壁装用シートを提供することである。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明の壁装用シートは、基材層上に、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層と、絵柄層と、加熱溶融した非ハロゲン系熱可塑性樹脂を押出し塗工法により形成した表面保護層とが順に設けられた壁装用シートにおいて、前記表面保護層の曲げ弾性率が、1.0×104〜2.0×104kgf/cm2であることを特徴とするものである。このように構成することにより、壁装用シートが適度に「コシ」を有するが曲げた状態における弾性が強くない状態となるため、オープンタイム性、耐折りジワ性、出隅入隅性等に問題なく、基材に貼ると、糊ダク(糊塗布面の凹凸ムラ)、基材表面の凹凸を吸収することができフラットな表面に仕上げることができ、人間や環境に優しく、安価であって、耐汚染性や耐擦傷性等の表面物性に優れる壁装用シートとすることができる。
【0010】
また、表面保護層の厚みが前記発泡樹脂層の発泡後の厚みの2.0〜10.0%であることを特徴とするものである。こうすることにより、耐汚染性や耐擦傷性等の表面物性に優れ、また、表面保護層側にエンボス版により凹凸模様を形成する場合に、シャープな凹凸模様を有する意匠性に優れた壁装用シートとすることができる。
【0011】
また、表面保護層を形成する加熱溶融した非ハロゲン系熱可塑性樹脂が、ポリプロピレン系樹脂よりなることを特徴とするものである。こうすることにより、表面物性に優れた安価な樹脂で表面保護層を形成することができるためさらに安価にすることができる。
【0012】
さらに、表面保護層側に凹凸模様を形成したことを特徴とするものである。こうすることにより、意匠性に優れた壁装用シートとすることができる。
【発明の効果】
【0013】
本発明の壁装用シートは、焼却などするときに塩化水素ガス等の有害なガスの発生がなく人間や環境に優しい壁装用シートであって、耐汚染性や耐擦傷性等の表面物性に優れると共に、特にオープンタイム性、耐折りジワ性、出隅入隅性等シートの「コシ」の強さによる施工性の低下を防止することができる壁装用シートである。
【0014】
また、表面保護層を耐汚染性や耐擦傷性等の表面物性を得るのに必要な最小限の厚さで形成することができるために安価にすることができると共に、また、シャープな凹凸模様を得ることができるために意匠性においても優れた効果を奏するものである。
【図面の簡単な説明】
【0015】
【図1】本発明にかかる壁装用シートの一実施例を示す層構成図である。
【発明を実施するための形態】
【0016】
以下、本発明の具体的な実施形態を図面を参照しながら説明する。図1は本発明の壁装用シートの積層構成を示す断面図であり、1は壁装用シート、2は基材層、3は発泡樹脂層、4は絵柄層、5は表面保護層、6は凹凸模様をそれぞれ表している。
【0017】
図1は本発明の壁装用シートの一実施例を示す層構成図であって、本発明の壁装用シート1は、基材層2の上面に発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層3を形成し、該発泡樹脂層3上に絵柄層4を形成し、該絵柄層4上に曲げ弾性率が、1.0×104〜2.0×104kgf/cm2からなる非ハロゲン系熱可塑性樹脂を加熱溶融押出し塗工法により形成した表面保護層5を設け、前記表面保護層5側から前記発泡樹脂層3にかけて凹凸模様6を施したものである。
【0018】
本発明に用いる基材層2は、セルロース繊維を主体として、必要に応じて合成繊維、無機繊維、合成パルプ等を適宜配合し、自己消化性填料、他の填料、乾燥紙力増強剤、湿潤紙力増強剤、着色剤、サイズ剤、定着剤等を適宜添加し抄紙することで得られ、特に70〜150g/m2の秤量を有する厚さ0.10〜0.30mmの壁紙用の難燃紙が好ましく用いられる。
【0019】
次に、本発明の発泡樹脂層3は、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする組成物からなるものであって、オレフィン系樹脂としては、たとえば、ポリエチレン、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレン等のポリオレフィンの1種ないしエチレン、プロピレン、ブテン、ブタジエン、イソプレン等のオレフィンの2種以上の共重合体、あるいは、炭素数が4以上のαオレフィンの共重合体(線状低密度ポリエチレン)、あるいは、エチレン−酢酸ビニル共重合体、エチレン−酢酸ビニル共重合体ケン化物、あるいは、エチレン−アクリル酸共重合体、エチレン−メタクリル酸共重合体、エチレン−アクリル酸メチル共重合体、エチレン−アクリル酸エチル共重合体、あるいは、アイモノマー、あるいは、これらの混合樹脂を挙げることができる。
【0020】
また、アクリル系樹脂としては、例えば、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル−(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸メチル−(メタ)アクリル酸2−ヒドロキシエチル共重合体、(メタ)アクリル酸ブチル−(メタ)アクリル酸2−ヒドロキシエチル共重合体、(メタ)アクリル酸メチル−(メタ)アクリル酸2−ヒドロキシプロピル共重合体、(メタ)アクリル酸メチル−(メタ)アクリル酸ブチル−(メタ)アクリル酸2−ヒドロキシエチル共重合体、エチレン−(メタ)アクリル酸メチル共重合体、スチレン−(メタ)アクリル酸メチル共重合体等の(メタ)アクリル酸エステルを含む単独又は共重合体からなるものが挙げられる。なお、ここで、(メタ)アクリル酸とは、アクリル酸、及びメタクリル酸の意味で用いるものとする。
【0021】
また、この発泡樹脂層3を前記基材層2上に設ける方法としては、周知の加熱溶融押出法、カレンダー法、あるいは、前記非ハロゲン系熱可塑性樹脂を水や有機溶剤等の溶媒でエマルジョン化するなどして溶液化されたものを塗工する、たとえば、ロールコート法、エアーナイフコート法、コンマドクターコート法など任意の塗工方法を採ることができる。
【0022】
また、本発明の発泡樹脂層3に用いる発泡剤としては、低沸点の炭化水素、または、フロンガスや石油エーテル等の揮発性物質等を内包した熱膨張型カプセル発泡剤、あるいは、アゾジカルボンアミドやオキシビスベンゼンスルホニルヒドラジド等の熱分解型発泡剤のいずれか、ないし、いずれをも用いることができるが、表面層5の平滑性を得るためには、熱膨張型カプセル発泡剤の方がより好ましい。また、発泡剤の非ハロゲン系熱可塑性樹脂に対する混合量は、非ハロゲン系熱可塑性樹脂の種類やその塗工量、あるいは、要求される意匠性により適宜決めればよいが、概ねオレフィン系樹脂あるいはアクリル系樹脂100重量部に対して0.5〜20重量部が適当である。
【0023】
また、本発明の絵柄層4は、一般的にはグラビア印刷、オフセット印刷、シルクスクリーン印刷、転写シートからの転写印刷等周知の印刷法によりインキにて形成することができる。印刷絵柄としては、木目柄、石目柄、布目柄、皮紋柄、幾何学図形、文字、記号、あるいは、全面ベタ等の印刷絵柄がある。インキとしては、ビヒクルとして、塩素化ポリエチレン、塩素化ポリプロピレン等の塩素化ポリオレフィン、ポリエステル、イソシアネートとポリオールからなるポリウレタン、アクリル、酢酸ビニル、塩化ビニル・酢酸ビニル共重合体、セルロース系樹脂、ポリアミド系樹脂等を1種ないし2種以上混合して用い、これに顔料、溶剤、各種補助剤等を加えてインキ化したものを用いることができるが、本発明の目的からしてポリエステル、イソシアネートとポリオールからなるポリウレタン、アクリル、酢酸ビニル、セルロース系樹脂、ポリアミド系樹脂等の1種ないし2種以上混合した非ハロゲン系熱可塑性樹脂が好適である。
【0024】
次に、本発明の表面保護層5は、非ハロゲン系熱可塑性樹脂で、その曲げ弾性率が1.0×104〜2.0×104kgf/cm2である樹脂を主体とする組成物を加熱溶融押出し塗工法により形成したものである。この表面保護層5を設けることにより、壁面、天井面に貼着する現場施工に於いて、施工効率向上のために、予めまとめて接着剤を塗工し、折り曲げて接着剤塗工面同士を密着させて放置しておいても、接着剤が乾燥して接着性が低下したり、折り目の跡が消えずに施工不良になるということもなく、壁装用シートとして要求される諸物性、すなわち、耐薬品性、耐汚染性、耐擦傷性等に優れた壁装用シート1とすることができる。
【0025】
この表面保護層5に用いる熱可塑性樹脂としては、非ハロゲン系熱可塑性樹脂でTダイ押出機で加熱溶融押出し可能な樹脂であれば良いのであって、例えば、アクリル系樹脂、オレフィン系樹脂、ウレタン系樹脂、エステル系樹脂等を挙げることができるが、従来のポリ塩化ビニルフイルムと同等な柔軟性、言い換えれば適度に「コシ」を有するが曲げた状態における弾性が強くないことが重要な点であり、即ち、曲げ弾性率が1.0×104〜2.0×104kgf/cm2の範囲にあると共に、比較的低コストであることが望ましいことから、オレフィン系樹脂、例えば、ポリエチレン、ポリプロピレン、ポリブテン、ポリブタジエン、ポリイソプレン等のポリオレフィンの1種ないしエチレン、プロピレン、ブテン、ブタジエン、イソプレン等のオレフィンの2種以上の共重合体、あるいは、炭素数が4以上のαオレフィンの共重合体が好ましく、中でもポリプロピレン樹脂が好ましい。曲げ弾性率が1.0×104kgf/cm2以下の場合、壁装用シートとして十分な「コシ」がなく基材に貼合せた際、糊ダク(糊塗布面の凹凸ムラ)、基材表面の凹凸を拾いフラットな面に仕上げることが出来にくく、曲げ弾性率が2.0×104kgf/cm2を超えると、「コシ」が有りすぎて壁装用シートの曲げの部分付近に加わった応力に抵抗して接着面を浮かしてしまう為、オープンタイムが不足し接着力が低下して端部が施工不良になったり、折り目の跡が消えにくい等施工性が不良となる。
【0026】
この表面保護層5の厚さは、耐汚染性、耐擦傷性等の表面物性やオープンタイム性、耐折れジワ性、出隅入隅性等の施工性、基材に貼着した平面性、コスト対効果等の観点から発泡樹脂層3の加熱発泡後の厚さの2.0〜10.0%の範囲、より好ましくは3.0〜8.0%である。例えば、発泡樹脂層3の加熱発泡後の厚さが約300〜350μmとすると、表面保護層5の厚さは5〜35μmの範囲、より好ましくは9〜28μmである。5μmより薄い場合には、壁装用シートとして要求される耐汚染性等の表面物性が得られないと共に、Tダイ押出機で厚みを制御して成膜することが困難であり、35μmより厚い場合には、シャープな凹凸模様を形成することができないばかりか、壁装用シートとしたときに、「コシ」がつよくなり過ぎてオープンタイム性、耐折れジワ性、出隅入隅性に劣り施工上の不具合が発生する。
【0027】
次に、本発明の凹凸模様6の形成方法としては、本発明の壁装用シートを製造するどの段階で形成するかは別にして、要するに製造過程にある壁装用シートが何等かの手段によりエンボス加工可能な温度にある時に、基材層2と対向する最外層側からエンボス版で加熱加圧することにより形成することができる。この凹凸模様6の加工には周知の枚葉、あるいは、輪転式のエンボス機が用いられ、凹凸模様6の形状としては、木目板導管溝、石板表面凹凸、布表面テクスチュア、梨地、砂目、ヘアライン、万線条溝等がある。
【0028】
次に、この壁装用シート1の製造方法としては、基材層2上に発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡層形成組成物を塗工し、該発泡層形成組成物上に絵柄層4を設けた積層体の前記絵柄層4側にTダイ押出機で加熱溶融したポリプロピレン系樹脂を押出し塗工して表面保護層5を形成して後に、加熱発泡炉で前記発泡層形成組成物を発泡させて発泡樹脂層3を形成すると共に前記表面保護層5側からエンボス版で加熱加圧することにより、前記表面保護層5側に凹凸模様6を有する壁装用シート1を得ることができる。
【0029】
また、前記基材層2、前記発泡樹脂層3には、必要に応じて、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸バリウム、三酸化アンチモン、酸化チタン等の無機物の1種ないし2種以上の混合物からなる無機充填剤、あるいは、難燃剤を添加しても構わないし、また、必要に応じて顔料等を添加して着色しても構わない。この顔料添加による着色は透明着色であってもよいし、また、不透明(隠蔽)着色であっても構わない。
【0030】
また、前記表面保護層5には、抗菌剤を添加して抗菌性をもたせることもできる。この表面保護層5に添加する抗菌剤としては、たとえば、活性炭、活性アルミナ、シリカゲル等の無機系吸着剤、ゼオライト、ヒドロキシアパタイト、燐酸ジルコニウム、燐酸チタン、チタン酸カリウム、含水酸化ビスマス、含水酸化ジルコニウム、ハイドロタルサイド等の無機イオン交換体に銀イオンまたは銀イオンの他に銅イオン、亜鉛イオンを併用して担持させた銀系抗菌剤、あるいは、抗菌性のある無機塩類を酸化亜鉛粒子に化合させた酸化亜鉛化合物等の周知のものを挙げることができる。
【0031】
また、図示はしなかったが、前記基材層2と前記発泡樹脂層3、あるいは、前記発泡樹脂層3と前記絵柄模様層4の層間、あるいは、前記絵柄模様層4と前記表面保護層5との層間に層間接着力の向上を図ることを目的に、接着剤塗布やコロナ放電処理等の接着力向上手段を適宜用いることもできる。
【実施例】
【0032】
試験例
まず、坪量105g/m2の難燃性裏打紙〔特種製紙(株)製〕上に、下記に示す配合の発泡樹脂層形成組成物(水性エマルジョン)を乾燥後の塗布量が170g/m2となるようにコンマドクターコート法で塗工し、この塗工面にアクリル樹脂系水性インキを用いてグラビア印刷法で印刷して絵柄層を形成した中間シートAを作製した。前記中間シートAの絵柄層を形成した面に、ポリオレフィン系接着剤〔三井化学(株)製、ユニストールP〕を乾燥後に3μmとなるように塗工した後に、オレフィン系樹脂を所定量の厚さになるように2種3層Tダイ押出機で押し出して表面保護層を形成した後に、前記発泡樹脂層形成組成物を170℃で60秒間の条件で加熱処理して発泡させると共に、前記表面保護層側からクロス調のエンボス版にてエンボス加工を施して、壁装用シートを作製した。この時、表面保護層としてのオレフィン系樹脂の種類及び表面保護層の厚さを表1に示すように種々変化させた。また、この時の発泡樹脂層の厚みは300μmであった。
【0033】
〔発泡樹脂層形成組成物の配合〕 重量部
エチレン−酢酸ビニル共重合体樹脂 100
水酸化アルミニウム(無機充填剤) 120
二酸化チタン(顔料) 10
熱膨張型カプセル発泡剤 13
分散剤 1
希釈剤 適宜
【0034】
【表1】
【0035】
上記、試験例で作製した壁装用シートについて、下記の方法でオープンタイム性、耐折りジワ性、出隅入隅性、平面性の試験を行い結果を表2に、また耐汚染性試験の結果を表3に示す。
【0036】
【表2】
施工性評価試験方法
〔オープンタイム性〕
1m角の壁装用シートの裏面全面に壁紙用接着剤(ヤヨイ化学(株)製
、ルーアマイルド)を120g/m2塗工した後、シートの裏面同士を
貼合せ、放置後の接着性の低下の有無を観察する。
オープンタイム性1:20℃で6時間放置後
2:20℃で12時間放置後
3:40℃で3時間放置後
評価基準
○:支障なし
□:端部が一部施工不良
△:端部全て施工不良
×:全面施工不良
〔耐折ジワ性〕
壁装用シートの裏面に壁装用接着剤(ヤヨイ化学(株)製、ルーアマイ
ルド)を塗工した後、2つ折りにして折り目を付けて接着剤面同士を貼
合せ、再度壁装用シートを開いて下地材に施工し、24時間放置後の前
記折り目の部分の有無を目視観察する。
耐折りジワ性1:折りジワを付けた後接着面を貼合せたもの
2:予めきつく折りジワを付けた後、接着剤を塗工し直ち
に施工を行ったもの
評価基準
○:判別不可
×:判別容易
〔出隅入隅性〕
下地材に段差を設けその段差に沿って壁装用シートを施工し、24時間
放置後の隅の部分の壁装用シートの浮きの有無を目視観察する。
段差を、1cm及び2cmに設定する。(1cmの方がより高レベルの
施工性が必要とされる)
評価基準
○:浮きなし
△:若干浮き
×:浮き大
〔平面性〕
壁装用シートの裏面に壁装用接着剤(ヤヨイ化学(株)製、ルーアマイ
ルド)を塗工した後、下地材(中密度繊維板)に貼合せて、その表面の
平面性を目視観察する。
評価基準
○:表面平滑
×:糊濁(糊塗布面の凹凸ムラ)
【0037】
【表3】
試験方法:JISK6902に準拠し、汚染物質付着後、25℃60%RHの
雰囲気下に24時間放置し、JKワイパーにて拭き取り後の状態を
目視観察
評価基準
○:汚れが完全に除去された状態
□:汚れが目立たない程度に残る状態
△:汚れが若干残る状態
×:汚れが残る状態
【0038】
上記結果から判るように、試験例2〜4、試験例7〜8はいずれもオープンタイム性、耐折りジワ性、出隅入隅性、平面性、耐汚染性に良好な結果が得られた。これに対し試験例1はオープンタイム性、耐折りジワ性、出隅入隅性、耐汚染性は良好であるが平面性がやや不良であり、試験例6はオープンタイム性、耐折りジワ性、出隅入隅性、平面性は良好であるが耐汚染性にやや劣り、試験例5及び9、10は平面性、耐汚染性は良好であるがオープンタイム性、耐折りジワ性、出隅入隅性共にやや不良である。
【符号の説明】
【0039】
1 壁装用シート
2 基材層
3 発泡樹脂層
4 絵柄層
5 表面保護層
6 凹凸模様
【特許請求の範囲】
【請求項1】
基材層上に、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層と、絵柄層と、加熱溶融した非ハロゲン系熱可塑性樹脂を押出し塗工法により形成した表面保護層とが順に設けられた壁装用シートにおいて、前記表面保護層の曲げ弾性率が、1.0×104〜2.0×104kgf/cm2であることを特徴とする壁装用シート。
【請求項2】
前記表面保護層の厚みが前記発泡樹脂層の発泡後の厚みの3.0〜10.0%であることを特徴とする請求項1に記載の壁装用シート。
【請求項3】
前記表面保護層を形成する加熱溶融した非ハロゲン系熱可塑性樹脂が、ポリプロピレン系樹脂よりなることを特徴とする請求項1、2のいずれかに記載の壁装用シート。
【請求項4】
前記表面保護層側に凹凸模様を形成したことを特徴とする請求項1〜3のいずれかに記載の壁装用シート。
【請求項1】
基材層上に、発泡剤およびオレフィン系樹脂ないしアクリル系樹脂を主体とする発泡樹脂層と、絵柄層と、加熱溶融した非ハロゲン系熱可塑性樹脂を押出し塗工法により形成した表面保護層とが順に設けられた壁装用シートにおいて、前記表面保護層の曲げ弾性率が、1.0×104〜2.0×104kgf/cm2であることを特徴とする壁装用シート。
【請求項2】
前記表面保護層の厚みが前記発泡樹脂層の発泡後の厚みの3.0〜10.0%であることを特徴とする請求項1に記載の壁装用シート。
【請求項3】
前記表面保護層を形成する加熱溶融した非ハロゲン系熱可塑性樹脂が、ポリプロピレン系樹脂よりなることを特徴とする請求項1、2のいずれかに記載の壁装用シート。
【請求項4】
前記表面保護層側に凹凸模様を形成したことを特徴とする請求項1〜3のいずれかに記載の壁装用シート。
【図1】

【公開番号】特開2012−52413(P2012−52413A)
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−258675(P2011−258675)
【出願日】平成23年11月28日(2011.11.28)
【分割の表示】特願平11−234783の分割
【原出願日】平成11年8月20日(1999.8.20)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成23年11月28日(2011.11.28)
【分割の表示】特願平11−234783の分割
【原出願日】平成11年8月20日(1999.8.20)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]